EP2897744B1 - Vorrichtung und verfahren zum automatischen verdrillen von metalldrähten, insbesondere zum verbinden benachbarter, vorzugweise sich überkreuzender strukturelemente - Google Patents
Vorrichtung und verfahren zum automatischen verdrillen von metalldrähten, insbesondere zum verbinden benachbarter, vorzugweise sich überkreuzender strukturelemente Download PDFInfo
- Publication number
- EP2897744B1 EP2897744B1 EP13741751.5A EP13741751A EP2897744B1 EP 2897744 B1 EP2897744 B1 EP 2897744B1 EP 13741751 A EP13741751 A EP 13741751A EP 2897744 B1 EP2897744 B1 EP 2897744B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wire
- wire guide
- arcuate
- twisting
- passage hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F15/00—Connecting wire to wire or other metallic material or objects; Connecting parts by means of wire
- B21F15/02—Connecting wire to wire or other metallic material or objects; Connecting parts by means of wire wire with wire
- B21F15/04—Connecting wire to wire or other metallic material or objects; Connecting parts by means of wire wire with wire without additional connecting elements or material, e.g. by twisting
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G21/00—Preparing, conveying, or working-up building materials or building elements in situ; Other devices or measures for constructional work
- E04G21/12—Mounting of reinforcing inserts; Prestressing
- E04G21/122—Machines for joining reinforcing bars
- E04G21/123—Wire twisting tools
Definitions
- the present invention relates to a device for automatically twisting metal wires, in particular for connecting adjacent, preferably crossing, structural elements.
- a structural element is understood to mean an elongate body which has a round or polygonal, for example quadrangular, cross section. Examples of such structural elements are, for example, tubes, rods or carriers, as they are widely used in all sectors of industry.
- wire rope bundles so-called strands, or prestressing strands, which are used inter alia for the production of reinforcing baskets for prestressed concrete elements.
- Reinforcing baskets have a latticed structure of (steel) strands.
- the lattice-like structure is achieved by interposing strands in a first direction and strands in a second direction crossing each other. In the area in which they intersect, the so-called twisting area, the position of the strands is fixed to each other by means of a metal wire.
- the metal wire is wrapped around the twist portion of the strands, forming a loop.
- the two ends of the Wires are then twisted against each other several times until the loop of the wire is sufficiently narrow to fix the two crossing strands or generally the intersecting structural elements to each other.
- reinforcing baskets consist of a plurality of strands and consequently a large number of twisting areas is present
- many wires have to be twisted for the production of a reinforcing basket. So far, this is done exclusively in manual work. Since the wires to be used for twisting must also have a certain stability, this action is exhausting for the corresponding persons and also very time-consuming. Due to the manual nature of the twist, unevenly twisted wires also occur. Although this is not serious from the point of view of quality assurance due to the large number of twists made, a higher repeatability in twisting wires over adjacent, preferably crossing structural elements would be desirable.
- the present invention has the object to provide an apparatus and a method which overcome the disadvantages described above.
- the invention solves the underlying object in a device of the type mentioned in that it is designed according to the features of claim 1.
- the invention solves the problem in particular by providing a device for automatic twisting of metal wires, in particular for connecting adjacent, preferably crossing structural elements, with a wire feeder for feeding wire, preferably endless wire, into the device, a wire guide arc which selectively releases one and closable opening and is adapted to guide the supplied wire in the closed position along the wire guide arc from a first side of the wire guide arc to a relative to the opening opposite second side of the wire guide arc, a Switzerlandschlitten, which is adapted to the supplied Detecting wire on the first side of the wire guide arc and with the wire guide bow closed along the wire guide arc to the second side of the wire guide arc pull and a twisting unit, which is adapted to detect the supplied wire on both sides of the wire guide arc and to twist by means of a rotary motion.
- the invention makes use, in particular, of the finding that an automation of twisting contributes significantly to fatigue-free work, since in particular twisting is cumbersome.
- the invention goes further still further by providing a device which also allows the wire to be passed around the twisting area of two or more adjacent, preferably intersecting structural elements, thereby achieving a significant acceleration of the overall operation.
- the interplay of automated wire-routing and automated twisting is based on the following guiding principles: The wire is moved along a wire guide arc to ensure a high repeat accuracy with regard to looping through the wire. In order to be able to arrange the wire guide arc, which is formed on the device in the twisting area enclosing manner, an opening of the wire guide arc is provided.
- the device of the invention thus allows by opening and closing the wire guide arc, the wire guide arc to the twisting region of two structural elements
- the movable pulling carriage then makes it possible to guide the wire fed on one side of the wire guide arc around the twisting area along the wire guide arc with the wire guide bow closed.
- the twisting unit can then handle the wire wound around the twisting area of the pulling carriage detect both sides of the twisting region or on both sides of the wire guide arc and, for example by means of a rotary drive, perform the twisting.
- the wire guide arc is tongs-like, and the selectively releasable and closable opening is proximal to the device.
- proximal is understood - with reference to the operating orientation of the device - to be the end of the device facing the structural elements to be connected.
- the invention is advantageously further developed in that the twisting unit has a first wire feedthrough hole and a second wire feedthrough hole, wherein the wire feed is adapted to feed the supplied wire through the first wire feedthrough hole.
- the twisting unit has a first wire feedthrough hole and a second wire feedthrough hole, wherein the wire feed is adapted to feed the supplied wire through the first wire feedthrough hole.
- the pulling carriage is configured to pass the wire drawn toward the second side of the wire guide arc through the second wire passing hole such that the wire forms a loop from the first to the second through hole.
- the advantage of this embodiment is in particular the preparation of the detection by the twisting unit on the second side of the wire guide arc in one operation by means of the pull slide in guiding the wire along the wire guide arc. As soon as the loop is formed by the wire, it is immediately inserted and guided into the second wire feed-through hole of the twisting unit.
- the device according to the invention comprises a clamping device, which is preferably arranged on the first or second side of the wire guide arc and which is arranged for holding the wire passed through the first wire feedthrough hole or for holding the wire passed through the second wire feedthrough hole.
- the clamping device is adapted to fix the wire after forming the loop over the twisting region of the two structural elements, so that the twisting can be further prepared by the twisting unit.
- the device according to the invention comprises a drive means for wire conveying, wherein the drive means is adapted to promote the carried out by the second wire feedthrough hole, held by the clamping device wire to shorten the loop formed to a predetermined extent.
- the drive means is adapted to promote the carried out by the second wire feedthrough hole, held by the clamping device wire to shorten the loop formed to a predetermined extent.
- the plane in which the points at which the wire on the first and second sides of the wire guide arc is grasped by the twisting unit is assumed. This plane is preferably perpendicular to the axis of rotation of the twisting unit.
- the drive means of the wire feed wherein the drive means is adapted to promote the wire either in the feed direction or counter to the feed direction.
- the conveying direction is primarily dependent on which of the two sides of the wire guide arc, the clamping device is arranged and holds the wire.
- the drive means on a drive member which is driven by a motor and is coupled to the Werschlitten such that the Werschlitten selectively from the first side of the wire guide arc to the second side of the wire guide arc out and from the second side of the wire guide arc to the first side of the wire guide bow is movable.
- the twisting unit has two gear wheels arranged coaxially with one another through which the first and second feedthrough holes extend completely through each other and wherein the two gear wheels can be driven both in opposite directions and in the same direction.
- the two coaxially arranged gears are arranged directly adjacent to each other. An opposite driving of the two gears preferably causes jamming of the wire passing through the first and second wire penetrating holes. This allows the detection of the wire by the twisting unit.
- the drive is preferably realized by means of a servo motor.
- the two gears are preferably drivable in the same direction, in such a way that the clamping is maintained while the gears rotate in synchronism to the twist by means of a rotation of the two Wire feedthrough holes around a common axis of rotation bring about.
- the device according to the invention comprises a cutting body, which is arranged for separating the wire within the device and adapted to separate the wire on the first side of the wire guide arc and / or on the second side of the wire guide arc.
- a cutting body which is arranged for separating the wire within the device and adapted to separate the wire on the first side of the wire guide arc and / or on the second side of the wire guide arc.
- the device according to the invention thus permits, in a single, continuous operation, the feeding of wire, wrapping of the wire around a composite of structural elements to be twisted, separation of the twisted wire section from a feed-side wire section, and finally twisting of the wire.
- the cutting body is preferably formed as a sharp-edged cutting edge within the device, which is arranged adjacent to the wire passed through the device.
- one or both of the gears of the twisting unit have the cutting edge (s) which is or are formed on the one or more gears such that the separation takes place when the twisting movement begins.
- the invention further relates to the use of a device according to one of the preferred embodiments described above for the automatic twisting of metal wires, in particular for connecting adjacent, preferably crossing structural elements, for producing a reinforcement cage for a tower element of a wind turbine.
- the device has in particular: a wire feed for feeding wire, preferably endless wire, into the apparatus, a wire guide sheet having a selectively openable and closable opening and adapted to move the supplied wire in the closed position along the wire guide arc from a first side of the wire guide sheet to a wire guide arc; relative to the opening opposite the second side of the wire guide arc, a pulling carriage adapted to catch the supplied wire on the first side of the wire guide arc and pull it towards the second side of the wire guide arc, and a twisting unit adapted thereto is to detect the supplied wire on both sides of the wire guide arc and to twist by means of a rotary motion.
- the reinforcing cage has, as the first and second structural elements, a plurality of first and second prestressing strands which are arranged to cross one another.
- the tension strands can optionally be intertwined, which is the Positioning the tensioning strands before twisting the wire facilitates and increases the stability of the basket.
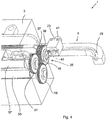
- a device 1 for automatically twisting metal wires is shown.
- the device 1 has a base body 3.
- a wire guide sheet 5 is arranged at a proximal end of the device 1.
- the wire guide sheet 5 has a substantially centrally disposed between a first side 9 of the wire guide sheet 5 and a second side 11 of the wire guide sheet 5 closable and releasable opening 7.
- the first side 9 of the wire guide arc is fixed relative to the base body 3, while the second side 11 of the wire guide arc 5 is deflectable by means of a lever kinematics 15 such that the opening 7 of the in Fig. 1 shown closure position is moved to a release position ( Fig. 2 ).
- the lever kinematics 15 is driven by a pneumatic cylinder 17 in the embodiment shown.
- the wire guide arc 5 is formed substantially like a pliers and has in the interior of the two sides 9, 11 of the wire guide arc a region 27 for receiving adjacent, preferably crossing structural elements.
- the wire guide arc 5 has a substantially 13 extending along the entire arc slot.
- the slot 13 divides the first side 9 of the wire guide arc into two partial arches 9a, 9b. in an analogous manner, the slot 13 divides the second side 11 of the wire guide arc 5 into two partial arcs 11a, 11b.
- the slot 13 is adapted to receive a pull slide 23 which is movable along the wire guide arc and guided by a guide groove 29 disposed inside the wire guide arc.
- a twisting unit 25 is arranged at a wire guide arc 5 opposite end of the region 27.
- the twisting unit 25 is adapted to receive and grasp the wire guided along the wire guide arc 5 and is further adapted to twist it by rotation about a rotation axis X.
- a drive chain 19 is arranged, which extends partially from the housing or base 3 of the device 1 out.
- the drive chain has a plurality of guide pins 21 which are adapted to stabilize and guide the drive chain 19 under shear load.
- the same reference numerals are given for similar or identical elements. With regard to the description of these elements, reference is therefore made to the other figures in each figure.
- the wire guide arc 5 is brought by lateral pivoting of the second side 11 of the wire guide arc in a position in which the opening 7 of the wire guide arc 5 is released.
- the opening allows embracing two or more adjacent, preferably crossing structural elements, for example two or more tension strands to twist them.
- Fig. 3 allows a view of the interior of the device 1.
- the wire to be twisted is fed in a plurality of supply channels 31a, 31b by means of a drive means 49 in the direction of the wire guide sheet 5.
- the drive means 49 has a piston 50, which deflects a first coupling member 52 and a second coupling member 53 in such a way that a clamping member 51, through which the wire is also passed, clamps it to the drive means 49.
- a promotion of the wire in the feed direction and counter to the feed direction is possible.
- the pulling carriage 23 is coupled to the drive chain 19.
- the movement of the drive chain 19 in both drive directions is ensured by means of a drive pinion 33, which is arranged drivable on the base body 3 of the device.
- a drive pinion 33 which is arranged drivable on the base body 3 of the device.
- the twisting unit 25 ( Figures 3 . 4 ) has two coaxial with each other and immediately adjacent gears 37, 39, through which in each case completely a first wire feedthrough hole 43 and a second wire feedthrough hole 45 extends completely therethrough.
- the first and second wire feedthrough hole 43, 45 are preferably arranged diametrically opposite to the axis of rotation of the two gears 37, 39 and adapted to receive the wire.
- the wire is passed through the first wire feedthrough hole 43 on the first side 9 of the wire guide sheet 5 by means of the drive means 49 and passed through the second wire feedthrough hole 45 by the pull slide 23 on the second side 11 of the wire guide sheet 5.
- a second clamping device 46 is adapted to clamp the wire, thereby shortening the loop by conveying the wire back through the drive means 49 when moving back from the second side 11 of the wire guide sheet 5 in the direction of the first Page 9 can be done.
- the drive and further details of the twisting unit 25 are also in Fig. 4 shown.
- the clamping device 41 of the pulling carriage 23 is preferably designed such that a first slide 36 for detecting and clamping the wire by the pulling carriage 23 deflects a second slide 38 when deflected from a release position, softer causes a jamming of the wire.
- the coupling of the first slider 36 with the second slider is preferably carried out by means of two matched slated planes, which allow sliding of the slides 36, 38 together and define the direction of movement of the slide.
- the first slider 36 is preferably arranged in such a way on the pull slide that it is moved towards a shoulder 40 when the pull slide 23 moves from the first side to the second side.
- the heel 40 and the slider 36 are first brought into contact with each other as the traction carriage 23 approaches its end position on the second side.
- Upon further approach of the traction slide 23 to its final position on the second side of the paragraph 40 presses against the slide and displaces it from its relative position on the Ceischlitten 23 in the direction of his (in FIG. 3 shown) release position.
- the first gear 37 of the twisting unit 25 is driven by means of a first gear 47.
- the second gear 39 of the twisting unit 25 is driven by means of a second gear 48.
- Gear 47 and 48 are connected by torsion shafts 55, 57 each having a servomotor.
- the first gear 37 and the second gear 39 are by means of the gears 47, 48 either opposite or can be driven in the same direction.
- the motors are preferably driven so that a co-driving of the gears 37, 38 takes place, such that the clamping of the wire is maintained.
- the wire feedthrough holes 43,45 are formed as elongated holes, wherein the elongated holes extend along curved paths.
- the cam tracks in the first gear 37 are not congruent with the cam tracks in the second gear 47.
- the curved paths are formed as circular arc sections, wherein the circular arc sections associated circle centers are arranged eccentrically with respect to the respective gear. This ensures that the clamping is made particularly gentle against each other in relative movement of the gears, since the slots formed as wire guide holes only gradually from their congruent position with each of the other gear associated portion of the wire feedthrough hole are brought.
- the gears 37,47 each have a plurality of holes sets of wire feedthrough holes. It is expected that over time, wear will occur at the hole edges due to the clamping force application. Gears with several sets of holes then have the advantage that no complete change is necessary, but only the "advancing" the gears to the next set of holes.
- Fig. 4 shown is a possible embodiment of a clamping device 41 within the traction slide 23. This is in accordance with Fig. 4 performed by a rotatable pin that can taper or close the passage for the supplied wire.
- the device 1 With reference to the FIGS. 1 to 4 below is a brief outline of the operation of the device 1 according to the invention.
- two or more structural elements such as tension strands
- the device 1 approximated to the twist area.
- the second side 11 of the wire guide arc 5 is opened by actuation of the lever kinematics 15 such that the opening 7 is released.
- the adjacent, preferably crossing, structural elements are introduced into the inner region 27 of the wire guide arc or are guided around it like a pair of tongs.
- the wire is fed in the direction of the draw slot 23 either manually or by means of a drive means such as the drive means 49.
- the wire is grasped by the pull slide 23 by means of a clamping device 41 and guided from the first side 9 of the wire guide bend 5 in the direction of the second side 11 of the wire guide bend.
- the pull slide 23 is already partially moved along the first side 9 of the wire guide arc 5 before the wire guide arc 5 has completely settled around the structural elements and the opening 7 is closed again.
- the pulling slide 23 is completely on the second side 11 of the wire guide bow method, where a transfer of the detected by the Switzerlandschlitten 23 wire to the second feedthrough opening 45 of the twisting unit 25 takes place. Even before feeding the wire, it has also been passed through the first wire guide opening 43 of the twisting unit 25.
- the wire forming a loop is clamped by means of a wire clamp 46.
- the pulling carriage 23 is released from the wire and moves partially or completely back to its original position on the first side of the wire guide sheet 5 (for example, according to FIG Fig. 1 ) back.
- the length of the formed wire loop is preferably shortened to a predetermined extent, which depends on the distance between the two wire lead-through openings 43, 45 and the required minimum loop length again according to the thickness of the structural elements.
- the shortening of the loop is preferably carried out by means of the drive means 49 or by re-detecting the wire by the pulling slide 23, if this is not yet completely in the position on the first side 9 of the wire guide arc 5 Fig. 1 ), and subsequent return transport by means of the pull slide.
- the gears 37, 39 are first driven in opposite directions by means of the gears 47, 48 and the motors connected to them, until a sufficient clamping within the twisting unit 25 is obtained.
- the gears 37, 39 are then driven in the same direction, and the wire is preferably separated within the device 1 by means of a cutting body, for example by means of one or more cutting edges on the gears.
- the twisting unit 25 performs a twisting movement about the axis X following the separation. After the desired number of revolutions, the opening 7 is released again and the device 1 is removed from the twisting area, for example to perform a next twisting operation.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Wire Processing (AREA)
- Ropes Or Cables (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012216831.1A DE102012216831A1 (de) | 2012-09-19 | 2012-09-19 | Vorrichtung und Verfahren zum automatischen Verdrillen von Metalldrähten, insbesondere zum Verbinden benachbarter, vorzugsweise sich überkreuzender Strukturelemente |
| PCT/EP2013/065678 WO2014044443A1 (de) | 2012-09-19 | 2013-07-25 | Vorrichtung und verfahren zum automatischen verdrillen von metalldrähten, insbesondere zum verbinden benachbarter, vorzugweise sich überkreuzender strukturelemente |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2897744A1 EP2897744A1 (de) | 2015-07-29 |
| EP2897744B1 true EP2897744B1 (de) | 2018-09-12 |
Family
ID=48875049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13741751.5A Active EP2897744B1 (de) | 2012-09-19 | 2013-07-25 | Vorrichtung und verfahren zum automatischen verdrillen von metalldrähten, insbesondere zum verbinden benachbarter, vorzugweise sich überkreuzender strukturelemente |
Country Status (21)
| Country | Link |
|---|---|
| US (1) | US9808854B2 (es) |
| EP (1) | EP2897744B1 (es) |
| JP (1) | JP6242901B2 (es) |
| KR (1) | KR101727418B1 (es) |
| CN (1) | CN104640647B (es) |
| AR (1) | AR092606A1 (es) |
| AU (1) | AU2013320549B2 (es) |
| BR (1) | BR112015005938A2 (es) |
| CA (1) | CA2881754C (es) |
| CL (1) | CL2015000677A1 (es) |
| DE (1) | DE102012216831A1 (es) |
| DK (1) | DK2897744T3 (es) |
| ES (1) | ES2693346T3 (es) |
| IN (1) | IN2015DN01226A (es) |
| MX (1) | MX353873B (es) |
| NZ (1) | NZ705009A (es) |
| PT (1) | PT2897744T (es) |
| RU (1) | RU2600779C1 (es) |
| TW (1) | TWI566853B (es) |
| WO (1) | WO2014044443A1 (es) |
| ZA (1) | ZA201500906B (es) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013225049A1 (de) | 2013-12-05 | 2015-06-11 | Wobben Properties Gmbh | Anlage zur Herstellung von Bewehrungskörben für Turmsegmente von Windenergieanlagen |
| RU2689108C1 (ru) | 2015-07-22 | 2019-05-23 | Макс Ко., Лтд. | Обвязочная машина |
| RU2764843C1 (ru) | 2015-07-22 | 2022-01-21 | Макс Ко., Лтд. | Обвязочная машина |
| PT3326921T (pt) * | 2015-07-22 | 2022-09-12 | Max Co Ltd | Máquina de amarração |
| DE102016205048B3 (de) * | 2016-03-24 | 2017-07-13 | Wafios Aktiengesellschaft | Spannkopfeinheit für Drahtbiegemaschine |
| JP6887760B2 (ja) * | 2016-05-20 | 2021-06-16 | 株式会社マキタ | 鉄筋結束機 |
| EP3410547B1 (de) * | 2017-05-31 | 2021-05-05 | Komax Holding Ag | Verfahren und vorrichtung zum verarbeiten eines kabels |
| SE541178C2 (en) * | 2017-09-08 | 2019-04-23 | Skanska Sverige Ab | A tool, a system and a method for manufacturing of a reinforcement bar structure |
| BR102021002428A2 (pt) | 2020-02-10 | 2021-08-24 | Max Co., Ltd. | Máquina de ligação |
| JP7427994B2 (ja) | 2020-02-10 | 2024-02-06 | マックス株式会社 | 結束機 |
| RU2739484C1 (ru) * | 2020-06-30 | 2020-12-24 | Роман Валерьевич Шестаков | Устройство для скручивания обвязочной проволоки |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0699926A (ja) * | 1992-09-14 | 1994-04-12 | Yoshiaki Tange | 結束機 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1066486B (de) * | 1960-03-03 | Societc H. Brenneisen έχ Cic, Paris | Verdrillvorrichtung | |
| DE1677205U (de) * | 1952-01-02 | 1954-06-03 | Albert Hudzik | Hilfsvorrichtung zur verdrillung von bindedraehten, insbesondere fuer die verbindung von bewehrungseisen. |
| DE1280197B (de) * | 1966-04-05 | 1968-10-17 | Boelkow Gmbh | Geraet zum Verdrillen von Draehten |
| DE1752554A1 (de) * | 1968-06-14 | 1971-05-19 | Thompson Tools Inc | Vorrichtung zum Verdrillen der Enden von Drahtschlingen |
| AT349861B (de) * | 1976-05-25 | 1979-04-25 | Evg Entwicklung Verwert Ges | Bindewerkzeug zum verdrillen der freien enden eines bindedrahtes und gitterbindemaschine mit solchen werkzeugen |
| SU990386A1 (ru) * | 1980-06-03 | 1983-01-23 | Центральное Экспериментальное Конструкторское Бюро Комплексной Механизации И Автоматизации В Строительстве | Устройство дл в зки проволокой арматурных стержней |
| US4362192A (en) * | 1981-03-05 | 1982-12-07 | Furlong Donn B | Wire tying power tool |
| FR2502582A1 (fr) | 1981-03-26 | 1982-10-01 | Grenon Rene | Systeme de torsadage de fils metalliques |
| JPS61191764A (ja) | 1985-02-18 | 1986-08-26 | 湯口 貞雄 | 鉄筋の結束装置 |
| US4842025A (en) * | 1986-01-17 | 1989-06-27 | Milbar Corporation | Wire twisting tool |
| JPS62270238A (ja) | 1986-05-17 | 1987-11-24 | Toyota Kihan:Kk | 鉄筋結束機 |
| US4829753A (en) * | 1988-01-15 | 1989-05-16 | Bricmont Francis H | Apparatus for wrapping overlapping laps of strip material over a cylindrical object having an axial opening therein |
| SE9003176D0 (sv) * | 1990-10-04 | 1990-10-04 | Peter Hoyaukin | Saett och maskin foer sammanbindning av korsande staenger |
| US5217049A (en) * | 1991-08-02 | 1993-06-08 | Gateway Construction Company, Inc. | Power rebar typing tool |
| MY130074A (en) | 1992-02-28 | 2007-05-31 | Bentac Co Ltd | Method and apparatus for tying one more articles |
| US5431196A (en) * | 1994-01-03 | 1995-07-11 | Belcan Specialty Equipment Engineering Division Of Belcan Engineering Groups, Inc. | Power rebar tying tool |
| BR9508125A (pt) | 1994-06-24 | 1997-08-12 | Talon Ind Llc | Aparelho e processo para amarrar um arame em torno de pelo menos um objeto |
| WO1996000135A1 (en) * | 1994-06-24 | 1996-01-04 | Talon Industries, Llc | Wire tying tool with drive mechanism |
| US5657799A (en) * | 1994-10-17 | 1997-08-19 | Max Co., Ltd. | Safety device in reinforcing bars binding machine |
| DE20219323U1 (de) * | 2002-12-12 | 2003-03-06 | Eduard Wille GmbH & Co. KG, 42349 Wuppertal | Spannvorrichtung für Drahtwirbelzangen |
| KR100436446B1 (ko) | 2003-08-29 | 2004-06-30 | 주식회사 하나 | 철근 자동결속기 |
| AU2006301032A1 (en) | 2005-10-10 | 2007-04-19 | Tymatic Ltd | Apparatus for binding objects together |
| RU2429100C2 (ru) * | 2005-10-10 | 2011-09-20 | Таймэтик Лтд | Устройство для связывания предметов |
| JP5045548B2 (ja) * | 2008-05-19 | 2012-10-10 | マックス株式会社 | 鉄筋結束機 |
| CN201232363Y (zh) * | 2008-07-17 | 2009-05-06 | 易笑婕 | 一种电动钢筋捆扎机 |
| RU90097U1 (ru) * | 2009-08-05 | 2009-12-27 | Анатолий Павлович Цапиев | Устройство для вязки арматурных стержней |
| US8622440B2 (en) | 2010-10-05 | 2014-01-07 | Ideal Industries, Inc. | Knot tying device and cartridge system for providing tying filament thereto |
-
2012
- 2012-09-19 DE DE102012216831.1A patent/DE102012216831A1/de not_active Ceased
-
2013
- 2013-07-25 PT PT13741751T patent/PT2897744T/pt unknown
- 2013-07-25 NZ NZ705009A patent/NZ705009A/en not_active IP Right Cessation
- 2013-07-25 RU RU2015114524/02A patent/RU2600779C1/ru not_active IP Right Cessation
- 2013-07-25 CN CN201380048840.9A patent/CN104640647B/zh not_active Expired - Fee Related
- 2013-07-25 CA CA2881754A patent/CA2881754C/en not_active Expired - Fee Related
- 2013-07-25 JP JP2015532339A patent/JP6242901B2/ja not_active Expired - Fee Related
- 2013-07-25 US US14/428,934 patent/US9808854B2/en not_active Expired - Fee Related
- 2013-07-25 WO PCT/EP2013/065678 patent/WO2014044443A1/de active Application Filing
- 2013-07-25 AU AU2013320549A patent/AU2013320549B2/en not_active Ceased
- 2013-07-25 BR BR112015005938A patent/BR112015005938A2/pt not_active Application Discontinuation
- 2013-07-25 KR KR1020157009946A patent/KR101727418B1/ko active IP Right Grant
- 2013-07-25 EP EP13741751.5A patent/EP2897744B1/de active Active
- 2013-07-25 DK DK13741751.5T patent/DK2897744T3/en active
- 2013-07-25 ES ES13741751.5T patent/ES2693346T3/es active Active
- 2013-07-25 MX MX2015002768A patent/MX353873B/es active IP Right Grant
- 2013-08-14 TW TW102129181A patent/TWI566853B/zh not_active IP Right Cessation
- 2013-09-18 AR ARP130103339A patent/AR092606A1/es active IP Right Grant
-
2015
- 2015-02-09 ZA ZA2015/00906A patent/ZA201500906B/en unknown
- 2015-02-16 IN IN1226DEN2015 patent/IN2015DN01226A/en unknown
- 2015-03-18 CL CL2015000677A patent/CL2015000677A1/es unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0699926A (ja) * | 1992-09-14 | 1994-04-12 | Yoshiaki Tange | 結束機 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150266082A1 (en) | 2015-09-24 |
| KR101727418B1 (ko) | 2017-04-14 |
| DE102012216831A1 (de) | 2014-03-20 |
| WO2014044443A1 (de) | 2014-03-27 |
| CN104640647A (zh) | 2015-05-20 |
| AU2013320549A1 (en) | 2015-03-05 |
| JP2015534509A (ja) | 2015-12-03 |
| ZA201500906B (en) | 2015-12-23 |
| AU2013320549B2 (en) | 2015-12-03 |
| BR112015005938A2 (pt) | 2017-07-04 |
| MX2015002768A (es) | 2015-08-14 |
| TWI566853B (zh) | 2017-01-21 |
| CA2881754C (en) | 2017-01-24 |
| US9808854B2 (en) | 2017-11-07 |
| CN104640647B (zh) | 2017-07-21 |
| JP6242901B2 (ja) | 2017-12-06 |
| CL2015000677A1 (es) | 2015-07-10 |
| AR092606A1 (es) | 2015-04-29 |
| PT2897744T (pt) | 2018-12-19 |
| MX353873B (es) | 2018-02-01 |
| RU2600779C1 (ru) | 2016-10-27 |
| TW201412428A (zh) | 2014-04-01 |
| NZ705009A (en) | 2016-02-26 |
| IN2015DN01226A (es) | 2015-06-26 |
| ES2693346T3 (es) | 2018-12-11 |
| DK2897744T3 (en) | 2018-12-03 |
| CA2881754A1 (en) | 2014-03-27 |
| KR20150059764A (ko) | 2015-06-02 |
| EP2897744A1 (de) | 2015-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2897744B1 (de) | Vorrichtung und verfahren zum automatischen verdrillen von metalldrähten, insbesondere zum verbinden benachbarter, vorzugweise sich überkreuzender strukturelemente | |
| DE69521222T2 (de) | Vorrichtung zum Rundkneten einer chirurgischen Nadel und Nähfaden | |
| DE2720027A1 (de) | Bindewerkzeug zum verdrillen der freien enden eines bindedrahtes | |
| EP1969945B1 (de) | Verfahren und Vorrichtung zum gesteuerten Verschliessen wenigstens eines Clips um einen füllgutfreien Zopfabschnitt zwischen zwei mit einer Hülle umschlossenen Füllgutabschnitten | |
| EP3182421A1 (de) | Verdrillen von einzelleitungen | |
| DE19630023B4 (de) | Einrichtung zum Verformen von stabförmigen Bauteilen | |
| DE3928196C2 (es) | ||
| DE2420690A1 (de) | Vorrichtung zum biegen von rohrabschnitten | |
| DE69006137T2 (de) | Bindevorrichtung mit Verdrillkopf und mit solchen Bindevorrichtungen ausgerüstete Bindemaschinen, vorzugsweise für das Binden von Metalldrahtbündeln. | |
| EP2428452B1 (de) | Verfahren und Umreifungsvorrichtung zum Anlegen von Umreifungsbändern um Packstücke | |
| DE202010001324U1 (de) | Vorrichtung zum Verdrillen von Leitungen | |
| DE3909093A1 (de) | Verfahren und vorrichtung zum bearbeiten von kabelmaterial | |
| DE3809496C2 (de) | Ringwickelvorrichtung | |
| EP2789406B2 (de) | Biegemaschine | |
| DE2105163A1 (de) | Maschine zum Pressen und Umschnüren von Ballen mit Draht | |
| EP0144404B1 (de) | Verfahren zum verbinden zweier sich kreuzender stäbe und vorrichtung zur durchführung des verfahrens | |
| DE2843531C2 (de) | Maschine zum Herstellen von gitterträgerartigen Bewehrungsgebilden für Stahlbeton | |
| EP3456443B1 (de) | Werkstoffstangen-zuführvorrichtung | |
| EP3448202B1 (de) | Vorrichtung zum herstellen von rundbürsten | |
| DE4412203A1 (de) | Verfahren und Vorrichtung zur Herstellung von Halbfertigteilen aus Draht | |
| DE3728974A1 (de) | Vorrichtung zum automatischen abbinden von bunden | |
| DE10212993A1 (de) | Crimp-Verfahren | |
| DE3307214A1 (de) | Verfahren zum verbinden zweier sich kreuzender staebe und vorrichtung zur durchfuehrung des verfahrens | |
| CH592481A5 (en) | Fixture for bending concrete reinforcement bars - has anvil and bending mandrel and crops bar after last bend | |
| DE3741215C2 (es) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150420 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: WOBBEN PROPERTIES GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180405 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013011072 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1039935 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20181126 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2693346 Country of ref document: ES Kind code of ref document: T3 Effective date: 20181211 Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2897744 Country of ref document: PT Date of ref document: 20181219 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20181212 Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181213 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190112 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013011072 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190722 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20190723 Year of fee payment: 7 Ref country code: SE Payment date: 20190725 Year of fee payment: 7 Ref country code: FR Payment date: 20190724 Year of fee payment: 7 Ref country code: ES Payment date: 20190822 Year of fee payment: 7 Ref country code: PT Payment date: 20190718 Year of fee payment: 7 Ref country code: DE Payment date: 20190808 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190725 Year of fee payment: 7 Ref country code: AT Payment date: 20190719 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190725 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190725 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502013011072 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20200731 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200801 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1039935 Country of ref document: AT Kind code of ref document: T Effective date: 20200725 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210301 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200801 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210202 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200725 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20211230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180912 |