CN100556606C - 激光焊接方法、激光焊接接头、外板面板以及铁道车辆用构架 - Google Patents
激光焊接方法、激光焊接接头、外板面板以及铁道车辆用构架 Download PDFInfo
- Publication number
- CN100556606C CN100556606C CNB2005800158090A CN200580015809A CN100556606C CN 100556606 C CN100556606 C CN 100556606C CN B2005800158090 A CNB2005800158090 A CN B2005800158090A CN 200580015809 A CN200580015809 A CN 200580015809A CN 100556606 C CN100556606 C CN 100556606C
- Authority
- CN
- China
- Prior art keywords
- outer panel
- plate
- laser beam
- reinforcing member
- mrow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims abstract description 250
- 238000000034 method Methods 0.000 title claims abstract description 109
- 238000005096 rolling process Methods 0.000 title 1
- 230000003014 reinforcing effect Effects 0.000 claims description 194
- 238000005304 joining Methods 0.000 claims description 37
- 238000010438 heat treatment Methods 0.000 claims description 17
- 238000002844 melting Methods 0.000 claims description 17
- 230000008018 melting Effects 0.000 claims description 17
- 238000005498 polishing Methods 0.000 claims description 16
- 230000001678 irradiating effect Effects 0.000 claims description 7
- 230000008569 process Effects 0.000 abstract description 7
- 238000007789 sealing Methods 0.000 abstract description 2
- 230000002787 reinforcement Effects 0.000 description 38
- 239000000463 material Substances 0.000 description 19
- 238000005452 bending Methods 0.000 description 16
- 230000004927 fusion Effects 0.000 description 16
- 238000003825 pressing Methods 0.000 description 16
- 239000010935 stainless steel Substances 0.000 description 16
- 229910001220 stainless steel Inorganic materials 0.000 description 16
- 210000000988 bone and bone Anatomy 0.000 description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 13
- 230000035515 penetration Effects 0.000 description 10
- 230000006835 compression Effects 0.000 description 9
- 238000007906 compression Methods 0.000 description 9
- 210000001503 joint Anatomy 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 8
- 238000007664 blowing Methods 0.000 description 6
- 239000003566 sealing material Substances 0.000 description 6
- 239000011324 bead Substances 0.000 description 5
- 238000010276 construction Methods 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 230000009471 action Effects 0.000 description 4
- 238000004381 surface treatment Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000005422 blasting Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000002845 discoloration Methods 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 238000000149 argon plasma sintering Methods 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 230000002452 interceptive effect Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical group C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 210000000707 wrist Anatomy 0.000 description 1
Images




































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/244—Overlap seam welding
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
本发明提供一种将多片板状构件(1、2)重叠,一边移动激光光束一边从其面外方向连续照射的方法,这种方法是对照射激光光束的板状构件(2)的相反侧(1)的外侧面,在与激光光束的焊接线方向大致平行的方向上预先实施研磨加工,使得焊接痕在视觉上不明显的激光焊接方法。
Description
技术领域
本发明涉及激光焊接方法、激光焊接接头、使用它的外板面板以及铁道车辆用构架。特别适用于无涂漆的铁道车辆用构架或公共汽车、卡车等的车体。
背景技术
向来,作为铁道车辆用构架,除了不锈钢构件(不锈钢制造的铁道车辆用构架)、图45(a)所示的轻型不锈钢构件201(外板+骨架+外板增强构件)和图45(b)所示的双片不锈钢构架202(外板+整体加压成型内板)外已知有双外壳型不锈钢构架(参照例如专利文献1)。这样的不锈钢构架不需要涂漆,具有维修容易、也不会被腐蚀等诸多优点。
在铁道车体用构架中,进行外板与外板增强构件的接合时从减小热畸变的考虑出发,多使用电阻点焊,但是为了防止电流向已经进行点焊的焊接点分流,点焊时进行点焊的间距通常采用50~80mm。
通常的铁道车辆用构架特别是侧构架在设计上有几个要留意的地方。在这里,所谓侧构架是指利用一片或多片侧外板面板(具有外板与外板增强构件)构成的构架。
由于车体的自重·乘客形成负载的垂直载荷F1,如图46(a)所示,侧外板面板101主要受到面内剪作用。又,由于车辆之间的前后力(车端压缩载荷)的作用,如图46(b)所示,由于通过连结器的载荷F2,也产生面内轴压缩·面内弯曲作用。在强度设计上,第1应该留意的破坏模式是侧外板面板的压曲,以其准则为依据决定结构概要。
例如在外板在广大范围受到压缩的部位(例如车辆端部压缩载荷时的车体的中央腰板下部),如图46(c)所示,将具有所需要的面外刚性的外板增强构件101(防挠曲材料)接合于外板102的内侧。通常铁道车辆的侧构架受到的车体长度方向上的压缩作用更大,因此通常沿着车体的长度方向在外板的内侧设置外板增强构件(防挠曲材料)。
又,在外板在广大范围主要受到剪切的部位(例如垂直载荷时的台车正上方的门套),将外板增强材料以相对于轨道方向成45°的角度接合于外板是比较理想的,但是使其具有这样的角度进行接合在制造上是麻烦的,因此实际上将增强构件配置于水平方向(轨道方向)上或垂直方向上。在压曲强度上都是相同的。
都是如上所述的不锈钢构架存在几个问题。
(i)第1个存在问题是,对于整体压曲和局部压曲的强度都低。
如上所述,外板与外板增强构件的接合从减小热畸变的考虑出发,多使用电阻点焊,但是为了防止电流向已经进行点焊的焊接点分流,其点焊的间距通常是50~80mm。在这种情况下,应力不能够很好分散于增强构件中,有时候不能够得到理论上的压曲强度。
也就是说,作为防挠曲面板的面外弯曲刚性比理论值低,有可能由于比设想低的载荷而引起整体压曲。又,对于与外板增强构件(防挠曲材料)平行的方向的压缩,在点焊的焊接点之间外板有被压曲的危险,对于这样的局部压曲其强度也比理论上的压曲强度低。
例如,参考下述压曲强度的考虑方法可知,外板增强构件(防挠曲材料)的间距采用80mm,在与其平行的方向上对外板施加压缩应力时,如果增强构件连续接合于外板,则估计能够耐受达160MPa的力,而如果增强构件以80mm的点焊间距点焊焊接于外板,则只能够耐受60MPa左右的力。
而且压接的点周围的畸变在外板上产生初始畸变,这也使得局部压曲强度大大降低。
(ii)第2个存在问题是,应力集中的部位的永久变形(拉伸侧)、或局部压曲(压缩侧)。
在侧外板上,在侧外板的开口部的角落部发生应力集中。特别是上下班班车用的侧构架中,窗户出入口等开口部多,这些地方的角落部的应力集中成问题。
在这些应力集中部位,在拉伸侧引起永久变形,在压缩侧引起压曲变形,最终发生破坏。作为对此实施的对策,可以考虑在拉伸侧将板状的外板增强构件加在内侧予以增厚,减小应力。在压缩侧理论上也可以同样应对,但是用电阻点焊焊接组装的已有的不锈钢构架存在几个问题。
也就是,如上所述,电阻点焊的点焊间距通常是50~80mm左右,但是在这种情况下,应力没有很好分散于增强板中,有时候不能够得到理论上的压曲强度。而且即使是特地贴上增强板,也由于为接合增强板而增加点焊,通过压接·热量输入的焊接点周围的畸变在外板上产生初始畸变,有时反而使局部压曲强度减小。
(iii)第3个存在问题是水密性。
在不锈钢构架的组装中使用得很多的电阻点焊焊接只能够构成重叠接头,因此外板之间或外板与边缘构件(窗框、门挡板等)的接合也形成重叠接头。
但是,这些接头为了防止从外部渗水,有必要采取措施以保持水密性,但是由于在重叠部发生微小的间隙而且点焊是间断焊接的焊接方法,所以通过预先在重叠部夹入密封材料然后进行焊接,以确保水密性。或是通过在重叠端部将密封材料堆积为角焊缝形状以确保水密性。
但是,由于风雨和洗车,密封材料随着时间的经过逐步劣化、断裂,会发生向车内渗水的情况。但是普通钢和铝合金制造的构架由于能够连续焊接,不会发生这样的问题。
(iv)第4个存在问题是外板(侧外板、端部外板)的美观性。
在不锈钢构架的组装中使用得很多的电阻点焊,由于在施工时进行点状按压,按压力和热量输入使得其周围发生畸变,而且在焊接点也产生凹状压痕,这些因素有损于外板的美观性。特别是对侧外板和端部外板的美观性的损害会降低产品的价值。
还有,由于点焊而造成的外板的“烧伤”虽然有可能通过电解处理方法消除,但是压痕比较深,在接合之后通过研磨使其看不出是困难的。
又可以利用彩色带(薄膜)覆盖,但是即使是覆盖,也由于观察角度的关系,压痕有可能更加明显。
(v)第5个存在问题是内部骨架的复杂性。
作为将内装物品·设备类安装于构架的结构,向来采用在主要结构或内部骨架上(次级结构材料)上焊接螺纹垫圈,或另行设置配件应对。
这些配件、螺纹垫圈几乎都是每一种车辆分别设计,安装于构架上的安装场所也各式各样,随着车辆种类、部位的改变而改变。
从而,螺纹垫圈、内部骨架、配件等零部件个数增加,零部件的制作、焊接等需要大量工时。而且由于安装位置没有标准化,安装的尺寸管理也很烦杂。
本发明人发现外板与外板增强构件的接合如果采用激光焊接代替电阻点焊,则能够解决上述存在问题。
但是如上所述,采用激光焊接的情况下为了抑制激光焊接的接合强度的波动,得到作为结构构件的稳定质量,需要有一定程度的熔入深度。但是如果熔入深度过大,则有时候会在焊接处的背面发生高温氧化变色(背面烧伤)或露出焊道。也已经了解到其解决办法(参照例如专利文献2)。利用焊接时对焊接处的背面进行的冷却或进行后处理也能够排除氧化变色。
但是在采用已有技术的情况下有时候由于激光光束进行局部性加热的焊接部的收缩,重叠接头上的构件有发生微小的折曲,该折曲将在焊接处的背面沿着焊接线作为凸状焊接痕出现。伴随该折曲的凸状的焊接痕与激光光束造成的熔池的贯通和氧化变色相比是很轻微的。但是用户为了提高外板的质量和附加价值,要求消除这种焊接痕迹。
对此,也可以调整激光输出进行焊接以使该焊接痕迹不发生,但是在例如下板1.5mm厚,上板1mm厚度的情况下,接头界面的焊道宽度为0.3mm~0.5mm,向下板的熔入深度为0.1mm~0.2mm,这样程度的熔入深度的情况下在受到某种干扰的影响时完全不能够接合。反之,如果产生凸状的焊接痕,则能够可靠地形成接头,接合质量与外观质量同时确保是困难的。
还有,在下板的厚度为3mm以上的情况下,即使是确保充分的熔入深度也能够确认外板几乎不受影响,但是下板的板厚增加超过需要,导致结构构件的重量显著增加,这是不理想的。
在这里,发明人锐意进行研究,发现如果对外板的外侧面在与所述激光光束的焊接线方向大致平行的方向上实施研磨加工(例如在铁道车辆的不锈钢骨架上实施通常使用的利用砂带磨削的精加工),则通过改变光线散射的程度能够使得焊接线几乎看不见。
专利文献1:日本特许第2763983号公报
专利文献2:日本特许第2929447号公报
发明内容
本发明是鉴于如上所述的情况而作出的,其目的在于提供能够使得焊接压痕在视觉上变得不明显的激光焊接方法、激光焊接接头、外板面板、和铁道车辆用构架、以及能够得到的不因点焊焊接之间的压曲或初始畸变而造成压曲强度下降的,实现要求的压曲强度的铁道车辆用构架。
本发明的激光焊接方法,是将多片板状构件重叠,一边移动激光光束一边从其面外方向连续照射激光光束,将到位于照射激光光束的板状构件的相反侧的板状构件的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束移动速度,使所述加热熔化形成的熔池的底部不达到所述相反侧的板状构件的外侧面,一边对所述多片板状构件进行焊接的方法,其特征在于,对所述相反侧的板状构件的外侧面,在与激光光束进行焊接的焊接线方向大致平行的方向上预先实施研磨加工。在这里,所谓“板状构件”不必在整体上为板状,而是也包含利用激光焊接进行接合的部分为板状的情况。“研磨加工”是利用带状砂轮机进行的研磨加工,是使与日本工业标准「JIS R 600」规定的沙粒接触的砂带旋转,在一个方向上对钢板的表面断续(不连续)地进行研磨以进行精加工(相当于「JIS G 4305」中NO.3和NO.4所示的表面精加工)。
如果这样做,则作为构成外侧面的板状构件采用在与激光光束进行焊接的焊接线方向大致平行的方向上实施研磨加工的板状构件,通过改变光线散射的程度能够使得焊接线几乎看不见,所以对外侧面没有进行作为后加工的表面精加工,在外侧面出现的凸状的焊接痕迹在视觉上也不明显。
本发明的激光焊接接头,是将多片板状构件重叠,一边移动激光光束一边从其面外方向连续照射激光光束,将到照射激光光束的板状构件的相反侧的板状构件的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束移动速度,使所述加热熔化形成的熔池的底部不达到所述相反侧的板状构件的外侧面,一边对所述多片板状构件进行焊接形成的激光焊接接头,其特征在于,对所述相反侧的板状构件的外侧面,在与激光光束的焊接线方向大致平行的方向上实施研磨加工。在这里,所谓“在与激光光束的焊接线方向大致平行的方向上实施研磨加工”,也包含构成外侧面的板状构件的内侧上接合的板状构件(例如骨料或内衬材料等安装零件)的结构上,(i)在不能将焊接线方向限定于特定的一个方向的情况下,使研磨方向与对外观(外侧面)影响最大的焊接线方向一致、(ii)在不能将焊接线方向限定于特定的一个方向的情况下,将成为与研磨方向不一致的焊接线的板状构件,焊接于利用与研磨方向大致一致的焊接线接合的板状构件上、(iii)在不能将焊接线方向限定于特定的一个方向的情况下,在其焊接痕上安装保护材料或表面装饰材料,以使得从外侧面一侧不能够或难于看出与研磨方向不一致的焊接线的焊接痕(伴随折曲发生的凸状的焊接痕)。又,对板状构件的外侧面,在与激光光束的焊接线方向大致平行的方向上实施研磨加工,可以在接合前实施,也可以在接合后实施。
如果这样做,则作为构成外侧面的板状构件,由于在与激光光束的焊接线方向大致平行的方向上实施研磨加工,由于不连续研磨的外侧面上的光线散射状况的关系,焊接线的焊接痕几乎看不见。也就是说在外侧面上出现的,伴随折曲发生的凸状的焊接痕变得在视觉上不明显,外板变得更美观。
这样,重叠焊接接头的构成构件中采用对作为焊接处的背面的外侧面(重叠焊接接头的下侧的板状构件的下表面)利用带状砂轮机等进行在与焊接线大致平行的方向上实施研磨处理的构件时,即使是有充分的熔入的部分熔入焊接接头,也能够利用光的散射等使得如上所述发生的焊接痕几乎看不出(视觉上不明显)。因此能够不实施任何后处理就构成漂亮的外侧面。也就是说,能够既确保稳定而且合适的接合强度,同时又确保漂亮的外观质量。
下面就将两片板状构件重叠进行接合的情况对此进行说明,首先,如图1(a)所示,将板状构件1、2(例如SUS301L、SUS304等冷轧不锈钢板)重叠,一边移动激光光束R一边从该板状构件2的,与板状构件1接触的面的相反侧面一侧开始连续对板状构件1、2照射激光光束,将到照射激光光束R的板状构件2的相反侧的板状构件1的内部为止的区域加热熔化,一边控制激光光束R的输出或激光光束移动速度,使所述加热熔化形成的熔池P的底部不达到相反侧的板状构件1的外侧面S1,一边接合板状构件1、2,因此在外侧面S1上不出现焊道。在这种情况下,如图1(b)所示,由于激光焊接引起的热收缩,伴随角度为θ的折曲产生凸状焊接痕。而且如图1(c)所示,该折曲部(折曲线L)形成筋状出现于外侧的板状构件1的外侧面上。但是,如图1(d)所示,由于对外侧面S1施加平行于焊接线的研磨加工,打在外侧面S1上的光线的散射状况使得作为焊接痕的折曲部(折曲线L)几乎看不见。还有,表面光滑时,如图17(a)所示,来自特定方向的光线以折曲部为界线清楚地分为反射方向R1、R2指向视点,因此看得见折曲线L,但是在沿焊接线方向进行了研磨加工的表面,如图17(b)所示,来自所有的方向的光线经过反射都指向视点,因此折曲部L看不见。
因此,(i)焊接线在外侧面不出现,能够得到漂亮的外侧面,而且焊接畸变小,能够谋求提高尺寸精度,所以对于质量的提高是有利的。又,(ii)激光焊接的焊接速度快,施工效率高,因此能够谋求降低成本。还有,(iii)利用激光焊接方法能够连续进行焊接,能够不要密封材料,因此能够谋求减少维修保养成本。
本发明的外板面板,是将第1增强构件与外板的内侧重叠,一边移动激光光束一边从该第1增强构件一侧连续照射激光光束,将到所述外板的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束移动速度,使所述加热熔化形成的熔池的底部不达到所述外板的外侧面,一边将其接合形成的外板面板,其特征在于,对所述外板的外侧面,在与所述激光光束的焊接线方向大致平行的方向上实施研磨加工。
如果这样做,则对于外板的外侧面,在与激光光束的焊接线方向大致平行的方向上实施研磨加工,因此由于光线散射状况的关系,在外侧面几乎看不见焊接线。也就是说在外板面板(外板)的外侧面上出现的凸状的焊接痕变得在视觉上不明显。
可以将上述外板面板使用于铁道车辆用构架。也就是说,本发明的铁道车辆用构架,是将第1增强构件重叠于外板的内侧,一边移动激光光束一边从该第1增强构件一侧连续照射激光光束,将到所述外板的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束移动速度使所述加热熔化形成的熔池的底部不达到所述外板的外侧面一边进行接合,将所述接合形成的外板面板作为侧构架的侧面外板使用的铁道车辆用构架,其特征在于,对所述外板面板的外板的外侧面,在与所述激光光束的焊接线方向大致平行的方向上实施了研磨加工,所述焊接线方向与特定方向(车辆长度方向或车辆高度方向)一致。
如果这样做,则由于对外板面板的外板,在与激光光束的焊接线方向大致平行的方向上实施研磨加工,所以由于光线散射状况的关系,焊接线变得几乎看不见。由于在外侧面上出现的凸状的焊接痕变得在视觉上不明显,所以提高了外板的美观性,特别适用于不涂漆的铁道车辆用构架。
最好是在本发明的铁道车辆用构架中,所述第1增强构件具有断面为帽形的部分,该部分具有断面大致为“コ”字形(口字去掉左边一竖)的主体部和在该主体部的开口端缘上连接,相互向相反方向延伸,利用激光焊接接合于所述外板上的法兰部,所述主体部在车辆的长度方向上延伸。
如果这样做,则第1增强构件与外板构成的断面完全成为闭断面,不仅第1增强构件的长度方向上的弯曲刚性极高,而且该方向上的外板压曲强度也变大。又由于第1增强构件在车辆的长度方向上接合,不难使焊接线方向与研磨加工方向一致。
所述主体部的断面的大致为“コ”字形的形状,也可以是从底部到开口侧的间隔为一定值,但是也可以是所述主体部的断面的大致为“コ”字形的形状形成越向开口侧间隔慢慢变大的结构,在所述第1增强构件中与所述外板相反侧上设置在与所述第1增强构件垂直的方向上延伸的断面为帽形的第2增强构件,该第2增强构件的法兰部连接于所述第1增强构件的主体部。在这里,第2增强构件的形状没有特别限定,但是为了得到适当的焊接长度,最好是断面为帽状。又,第2增强构件的接合方法也没有特别限定,但是在利用激光焊接方法接合的情况下,也可以采用熔池的底部贯通所述第1增强构件的主体部的焊接结构。
如果这样做,则在第1增强构件上重叠设置在垂直于第1增强构件的方向上延伸的断面为帽状的第2增强构件,因此垂直于第1增强构件的方向上的面外弯曲刚性得到提高。而且由于利用激光焊接方法与外板接合的第1增强构件形成帽状断面(梯形状),能够提高在与第1增强构件垂直的方向上的对于面外剪切变形的刚性。而且由于采用熔池的底部贯通第1增强构件的主体部的激光焊接方法,能够不影响外观地确保稳定而且足够的强度。
本发明的不同于上面所述的铁道车辆用构架,具有侧构架的外板与连接于该外板的内侧,对外板进行增强的第3增强构件,该第3增强构件配置于车体的长度方向上,所述第3增强构件用激光焊接接合于所述外板上,其特征在于,将在所述外板发生的面内应力分量分解为车体长度方向和与其垂直的方向的单轴应力σx、σy以及剪切应力τ,设定由所述激光焊接的焊接线的间隔定义的增强构件的间距,以使得这些应力在由Euler压曲的公式和塑性修正的公式决定的压曲压力值以下。还有,外板与第3增强构件的激光焊接基本上采用连续焊接,但是也可以对结构上不需要连续焊接的部位(例如外板上发生的应力小,不担心压曲的部位)或结构上不能够连续焊接的部位不进行连续焊接。
上述发明是根据下面说明的压曲强度考虑方法作出的。
对于矩形平板的Euler压曲公式表示如下(参照图18(a))。
(数学公式1)
其中,E为纵向弹性系数,v为泊松比,t为平板的厚度。
又,K为压曲系数,在矩形板的4个边为单纯支持(旋转支持)的情况下,理论上K值如下所示,即表示为
(数学公式2)
其中,α为边长比,
(数学公式3)
又,在发生的应力大的情况下,塑性的影响可以忽略不计,因此根据例如Johnson的实验公式进行修正。即
(数学公式4)
其中σY为材料的屈服强度。
同样,剪切压曲应力如下式所示(参照图18(b)),即
(数学公式5)
K=6(4边支持、α>>1) …(6)
实际构架的结构中,在薄的外板上接合以防止挠曲为目的的增强构件构成外板面板,但是利用增强构件围成矩形的外板必须决定增强构件的配置与间距以使得该外板不发生压曲。
在构架的垂直载荷和车辆端部的压缩载荷中的任一项中,在侧构架的外板上发生的面内应力在许多地方其车体长度方向的应力比与其垂直的方向上的应力(铅直方向的应力)大,因此应该将增强构件配置得使增强构件包围的外板矩形区域的长边方向为车体的长度方向。因为从图18(c)所示的压曲模式可知,在长边方向上的压缩能够耐受的压曲是短边方向上的压缩能够耐受的压曲的数倍。
下面将其用数学公式表示。
(数学公式6)
···(9)
其中,
因此,如果长边的长度为短边的长度的5倍以上,则上述近似成立。
根据这些公式,将矩形区域的短边长度b与压曲应力(σcr、x、σcr、y、τcr)的关系图示于图19(a)~(c)。
在外板面板中,配置增强构件的间距可以视为与矩形区域的短边长度b相当。
从而,反之如果能够通过应力分析或结构试验预测发生的应力(σx、σy、τ),则能够利用图19(a)~(c)决定增强构件的间距b。将其用公式表示如下。
(数学公式7)
其中,
(数学公式8)
又,本发明的另一不同于上面所述的铁道车辆用构架,具有侧构架的外板与连接于该外板的内侧,使外板增强刚性的第3增强构件,该第3增强构件配置于轨道方向上,所述第3增强构件用激光焊接接合于所述外板上,其特征在于,由所述激光焊接的焊接线的间隔定义的所述第3增强构件的间距,在所述第3增强构件延伸的方向上根据所述第3增强构件的负载负担达到最大的地方的压曲强度设定。
如果这样做,则作为外板与第3增强构件的接合手段采用连续激光焊接,因此,像以往利用电阻点焊进行接合的情况那样在点焊的焊接点之间的压曲或初始畸变造成的压曲强度的下降不会发生,能够得到所要求的压曲强度。从而,如果按照理论决定增强构件的间距,则不需要将小增强板贴在外板上进行增强,能够减少零部件个数和工时。
又,本发明的另一不同于上面所述的铁道车辆用构架,具有侧构架的外板与连接于该外板的内侧,使外板增强刚性的第3增强构件,该第3增强构件配置于车体的长度方向上,所述第3增强构件用激光焊接接合于所述外板上,而且可以形成这样的结构,即所述第3增强构件,其断面为帽状,具有断面大致为“コ”字形的“コ”字形部、以及连接于该“コ”字形部的端缘,设置为在相反方向上延伸的,激光焊接于所述外板上的两个安装法兰部,使所述第3增强构件的“コ”字形部的宽度比设置于其他部分的第1构件的“コ”字形部的宽度小。而且其特征在于,对于与车体长度方向垂直的方向的面外弯曲,利用另行设置的纵骨增强其刚性。
如果这样做,则使外板的刚性增强的第3增强构件的断面形状的种类比以往少得多,可以采用2种,能够降低零部件的制作成本。而且由于零部件的种类少,容易谋求提高零部件的尺寸精度。
在本发明中,所述第3增强构件可以采用这样的结构,即其断面为帽状,具有断面大致为“コ”字形的“コ”字形部、以及连接于该“コ”字形部的端缘,设置为相互在相反方向上延伸,激光焊接于所述外板上的两个安装法兰部,所述第3增强构件在“コ”字形部内预先安装提高其近旁的外板的刚性的第4增强构件。
如果这样做,则不增加工序,即使是用第3增强构件增强局部压曲强度也不足的情况下也能够简单而且可靠地谋求实现必要的最低限度的增强。
在本发明中,也可以采用在所述第3增强构件的头部形成利用激光焊接将所述第4增强构件焊接于所述外板上用的开口部或切口部的结构。
如果这样做,则不仅第3增强构件,第4增强构件也可以直接接合于外板,因此能够进一步谋求外板的局部增强,能够有效增加压曲强度。
在本发明中,所述第3增强构件也可以形成这样的结构,即具有利用激光焊接接合于所述外板上的基部、以及相对该基部膨出的内部为中空的膨出部,端部被堵塞。
如果这样做,则能够去掉第3增强构件的自由边缘的端部,因此能够增加端部的压曲强度、刚性。
在本发明中,最好是在形成于所述外板上的开口部的角落部,利用激光焊接在所述第3增强构件的端部接合内板框架,将所述第3增强构件的端部相互连接。
如果这样做,则由于采用设置内板框架这样的简单结构,容易谋求第3增强构件端部的增强,能够谋求提高容易发生应力集中的开口部的角落部的强度。
在本发明中,也可以所述第3增强构件与内板框架利用激光焊接方法接合,而且使其焊接线闭合。“使其焊接线闭合”意味着环状(椭圆形、圆形)的焊接线或矩形的焊接线。
如果这样做,则即使激光焊接的接合部是狭小的,也能够确保长的焊接线,而且焊接线是闭合的,因此不会在焊道的端部发生应力集中,能够得到所需要的强度。
在本发明中,最好是在所述外板上形成的开口部的周边设置边缘构件,在该边缘构件上,形成在将所述第3增强构件激光焊接于所述外板上时能够与激光光束一起移动,将第3增强构件的接合部分按压在外板上的压辊能够进入的切口部。
如果这样做,则在将第3增强构件利用激光焊接方法焊接于外板上时,在第3增强构件的端部(边缘构件)附近能够避免边缘构件与压辊相互干扰,能够一直连续焊接到端部附近。
在本发明中,所述第3增强构件可以采用如下所述的结构,即其断面为帽状,具有断面大致为“コ”字形的“コ”字形部、以及连接于该“コ”字形部的端缘,设置为相互在相反方向上延伸,激光焊接于所述外板上的两个安装法兰部,所述第3增强构件在作为自由边缘的端部外侧接合内板框架,所述内板框架具有连接于所述第3增强构件的“コ”字形部的主体部、连接于该主体部,在堵塞所述端部的方向上延伸的脚部、以及连接于该脚部,与所述外板接合的法兰部。
如果这样做,则由于通过内板框架将第3增强构件的端部接合于外板,能够提高端部的刚性和强度。
在本发明中,也可以采用如下所述的结构,即所述第3增强构件在作为自由边缘的端部外侧接合内板框架,所述内板框架具有与所述第3增强构件的“コ”字形部接合的第1法兰部、与所述外板接合的第2法兰部、从该第1和第2法兰部相互平行地延伸到相同的高度的第1和第2脚部、以及将该第1和第2脚部的上端缘接合起来,与所述外板平行延伸的水平部。
如果这样做,则内板框架比第3增强构件高,因此能够进一步提高面外刚性。
在本发明中,也可以采用如下所述的结构,即侧构架的侧面外板或屋顶构架的屋顶外板中的任意一个或两者的,在车体的长度方向上延伸的端缘部具有折曲部分,在该折曲部分所述侧面外板和屋顶外板利用连续激光焊接方法接合。
如果这样做,则由于设置折曲部分而提高了刚性,能够承受进行激光焊接时的反作用力。
在本发明中,最好是所述折曲部分在所述屋顶外板上形成向上方开放的断面为“コ”字形的形状。
如果这样做,则在确保刚性的同时能够形成落水管(“コ”字形部分)。
在本发明中,最好是端部构架的端部外板与侧构架的侧外板通过断面大致为“L”字形的端部转角柱接合,并且使接合的外板形成正交接合,设置用连续激光焊接接合于所述端部转角柱,与其之间构成闭空间的另一构件,或在所述端部转角柱上形成与所述端部外板之间构成闭空间的闭空间构成部分,所述闭空间作为从所述屋顶将雨水引向地表的落水管起作用。
如果这样做,则不必特别设置水管等构件就能够实现从所述屋顶将雨水引向地表的落水管。
在本发明中,最好是对所述外板的外表面实施用刷抛光或喷丸处理的表面处理。
如果这样做,则比较容易得到具有高精度而且漂亮的外板的外表面的不锈钢构架。
在本发明中,可以采用这样的结构,即加工为“コ”字形断面的长轨道构件安装于所述外板的内侧,通过使用具有系合于所述轨道构件的头部的安装螺杆安装内装物品·设备类。
如果这样做,则由于在外板上安装轨道构件,能够谋求减少零部件数目,减少内部骨架等二维构件的安装工时,使尺寸管理更加容易。
在本发明中,最好是所述外板,其壁厚比所述第3增强构件厚,采用3mm以上的壁厚。
如果这样做,则焊接线不会在外板表面上出现。
在本发明中,也可以在形成于所述外板的开口部的周边设置边缘构件于外侧,所述边缘构件,其与所述外板接合的部分形成将平板折曲形成的重叠板结构,从所述外板一侧开始进行连续激光焊接。
如果这样做,则即使是进行贯通焊接,在外板的表面上也不会出现焊接线。
如果采用本发明的焊接方法、焊接接头、外板面板以及铁道车辆用构架,则与已有的电阻点焊焊接得到的接头相比,能够确保构架的刚性(轻量化)和尺寸精度的提高,而且能够谋求提高外观的美观性。又,作为外板,如果采用预先在与激光光束的焊接线方向平行的方向上对外侧面实施研磨加工的外板,则不需要后处理,因此能够提高生产效率。
又,如果采用本发明的另一种铁道车辆用构架,则由于将侧构架的外板与增强该外板的第3增强构件接合时采用连续激光焊接方法,不会发生点焊焊接点之间的压曲或初始畸变造成的压曲强度下降,能够得到所要求的压曲强度。从而,只要按照理论决定增强构件的间距,不必在外板上贴小增强板,有利于减少零部件数目和工时。
附图说明
图1(a)~(d)分别为本发明的激光焊接接头的原理的说明图。
图2(a)~(c)分别为本发明的外板面板的说明图。
图3表示从车外侧观察本发明的铁道车辆的侧构架的状态。
图4表示从车内侧观察该铁道车辆的侧构架的状态。
图5是图4的A-A线的剖面图。
图6是图4的B-B线的剖面图。
图7是图4的C-C线的剖面图。
图8是图4的D-D线的剖面图。
图9是图4的E-E线的剖面图。
图10是图4的F-F线的剖面图。
图11是图5的G部的放大图。
图12是图7的H部的放大图。
图13是图7的J部的放大图。
图14是图7的K部的放大图。
图15是表示上下板接合部的宽度与每单位焊接长度的拉伸剪切强度的关系的关系图。
图16是表示组装本发明的铁道车辆的侧构架的步骤的一个例子的说明图。
图17(a)、(b)分别为焊接线变得看不见的的原理的说明图。
图18(a)是矩形板的压曲问题的说明图,(b)是矩形板的剪切压曲问题的说明图,(c)是长方形板的压曲模式的说明图。
图19(a)是短边长b与长边方向的压曲应力σcr、x的关系的说明图,(b)是短边长b与短边方向的压曲应力σcr、y的关系的说明图,(c)是短边长b与剪切压曲应力τcr的关系的说明图。
图20是本发明第2实施形态的铁道车辆用构架的立体图。
图21是表示外板与外板增强构件的关系的说明图。
图22(a)、(b)分别表示在外板增强构件构件的端部设置小型增强构件的实施形态,(c)是表示外板增强构件的变形例的立体图。
图23(a)是表示开口部的角落部的立体图,(b)是表示开口部的角落部的其他例子的立体图,(c)是表示开口部的角落部的又一例子的立体图。
图24(a)是表示开口部的角落部的其他例子的立体图,(b)是表示开口部的角落部的其他例子的立体图,(c)是表示开口部的角落部的其他例子的立体图,(d)是表示开口部的角落部的其他例子的立体图。
图25(a)是表示侧外板与屋顶外板的接合部分的立体图,(b)是表示侧外板与屋顶外板的接合部分的另一例子的立体图。
图26(a)、(b)分别是侧外板与端部外板的接合部分的立体图。
图27是侧外板(腰板)与侧梁的接合部分的立体图。
图28(a)是侧外板的接合部分的说明图,(b)、(c)分别是侧外板的接合部分的说明图。
图29是侧外板与边缘构件的接合部分的立体图。
图30是侧外板与边缘构件的接合部分的立体图。
图31(a)是外板增强构件的接合方法的说明图,(b)外板增强构件的接合方法的另一例子的说明图。
图32是表示开口部的角落部的其他例子的立体图。
图33(a)是表示开口部的角落部的其他例子的立体图,(b)是焊接方法的说明图。
图34(a)、(b)分别为内装物品·设备类的安装结构的说明图。
图35(a)为图24的A部的详图,(b)为图24的B部的详图。
图36(a)、(b)为侧构架的组装方法的说明图。
图37(a)、(b)为侧构架的组装方法的说明图。
图38(a)、(b)为侧构架的组装方法的说明图。
图39(a)、(b)为侧构架的组装方法的说明图。
图40是表示组装本发明的铁道车辆的侧构架的步骤的一个例子的说明图。
图41(a)是激光焊接接头的原理的说明图,(b)~(d)分别为外板面板的说明图。
图42表示从车外侧观察本发明的第2实施形态的铁道车辆的侧构架的状态。
图43表示从车内侧观察该铁道车辆的侧构架的状态。
图44是表示从车内侧观察该铁道车辆的侧构架的状态的立体图。
图45(a)、(b)分别为已有的不锈钢构架的说明图。
图46(a)、(b)分别为已有的铁道车辆用构架的变形的状态的说明图,(c)为已有的外板与外板增强构件的关系的说明图。
具体实施方式
第1实施形态
图2是说明将本发明的激光焊接接头使用于铁道车辆用构架的情况的基本原理的说明图。
如图2(a)、(b)所示,外板11(预先与激光光束焊接的焊接线方向大致平行地在外侧面11a上利用带状砂轮机实施研磨加工的表面研磨材料)的内表面侧上接合断面大致为帽状的第1增强构件12时,使用熔池的底部不达到外板11的外侧面11a的部分熔入激光焊接。这时与激光光束的焊接线方向大致平行地对外板11的外侧面11a实施研磨加工。也就是说,激光光束的焊接线方向与对外侧面11a的研磨加工方向(面板研磨加工方向)采取大致相同的方向。
各第1增强构件12具有断面为帽状,向开口侧慢慢扩大间隔的断面大致为“コ”字形的主体部12a、以及相互在相反方向上延伸地连接于该主体部12a的开口端缘上,利用激光焊接接合于所述外板11上的法兰部12b、12c。主体部12a具有在接合状态与外板11大致并行的基板部12aa、以及从基板部12aa的两侧缘向开口端缘一侧间隔扩大地向法兰部12b、12c一侧延伸的侧板部12ab、12ac。
这样,主体部12a由于是侧板部12ab、12ac的间隔向法兰部12b、12c一侧慢慢扩大的断面大致为“コ”字形的形状,所以第1增强构件12在与其垂直的方向上不容易因与外板面平行的方向起作用的剪切负荷而发生变形(剪切变形)。从而,在像作为铁道车辆用构架的外板面板使用的情况那样,为了抑制断面变形,对与第1增强构件12垂直的方向也要求高面外弯曲刚性的情况下,可以利用以激光焊接方法在第1增强构件12(主体部12a)上,在与其垂直的方向上接合断面为帽状的第2增强构件13的方法应对。这是因为在第2增强构件13与外板之间产生的剪切变形被第1增强构件12所抑制,所以能够不降低作为外板面板的面外剪切刚性而对于其结果不管是怎样重的载荷也能够维持高面外弯曲刚性。通过这样做,即使是不将第2增强构件13直接与外板11接合也能够确保面外弯曲刚性,因此能够使得外板11保持美丽。
第2增强构件13也如图2(c)所示,具有断面大致为“コ”字形的主体部13a和相互在相反方向上延伸地连接于该主体部13a的开口端缘,利用激光焊接方法接合于所述外板11上的法兰部13b、13c。
在像该第2增强构件13那样在构件的结构上其焊接线方向与外板11的外侧面的表面研磨方向(表面研削精加工方向)不一致的情况下,该第2增强构件13利用激光焊接方法接合于直接接合在外板11上的第1增强构件12(主体部12aa),以此防止在外观(外侧面)上露出焊接痕。在这种情况下,激光焊接由于焊接痕不在从外板能够看到的地方露出,因此不同于外板11与第1增强构件12(法兰部12b、12c)接合的情况,在施工时可以采用容易控制的完全熔入激光焊接。这样,在用激光焊接方法接合整个结构的情况下,通过分别采用部分熔入激光焊接方法和完全熔入激光焊接方法,作为整个结构,能够确保不损害外观而且容易地确保必要的接合强度。
下面接着按照图3~图14对将这样的激光焊接接头或外板面板使用于铁道车辆用构架的例子进行说明。
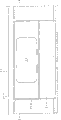
如图3所示,外板21(例如厚度1.5mm)分为腰板部分21A、车窗周围部分21B、以及横幕板部分21C三个部分,它们的端缘部相互重叠着,利用部分熔入激光焊接方法接合为一体。
该外板21的各部分21A~21C,其外侧面预先经过研磨加工,其研磨加工的方向与车辆长度方向(轨道方向)一致,所述激光光束的焊接线方向也平行于车辆长度方向。还有,22是窗开口部,23是门开口部。
如图4~9、12~14所示,利用部分熔入激光焊接在外板21的各部分21A、21B、21C的内侧沿着车辆长度方向平行地接合断面为帽状的内板面板(例如厚度为1mm)25~29。也就是说内板面板25~29沿着车辆的长度方向延伸,所述激光焊接的焊接线方向与该车辆的长度方向一致。
如图4所示,在外板21的腰板部分21A的内侧,沿着车辆的长度方向延伸地设置4个断面为帽状的内板面板25。各内板面板25在上下保持规定的间距地平行配置。在车窗周围部分21B(外板)的内侧上,在窗开口部22的前后,从下侧开始依序设置具有两个凸部的内板面板26、4个断面为帽状的内板面板27、具有两个凸部的内板面板28。内板面板26、27、28都沿着车辆长度方向延伸地上下保持规定的间距平行配置。在外板21的横幕板部分21C的内侧,沿着车辆的长度方向延伸地,上下保持规定的隔离距离平行地配置两片内板面板29。
在内板面板25~29的车内侧的窗开口部22的前后,为了谋求简化结构,在内板面板25~29上重叠设置在垂直于内板面板25~29的方向上延伸的断面为帽状的后门柱31。后门柱31的法兰部通过熔池的底部贯通内板面板25~29的完全熔入激光焊接接合于内板面板25~29的主体部。以此谋求提高侧开口周围的刚性。后门柱31是与上述第2增强构件对应的,如图5以及图11所示,具有断面为“コ”字形的主体部31a、以及利用激光焊接方法在该主体部31a上相互在相反方向上延伸地连接,利用激光焊接方法接合在内板面板25~29上的法兰部31b、31c。
又如图4所示,在窗开口部22的下部设置断面为帽状的窗柱32。如图10所示,该窗柱32也与上述后门柱31同样具有断面为“コ”字形的主体部32a、以及在该主体部32a上相互在相反方向上延伸地连接的法兰部32b、32c,法兰部32b、32c利用熔池的底部贯通内板面板25等的完全熔入激光焊接方法接合于内板面板25等的主体部。
上述内板面板25~29分别与上述第1增强构件12对应,如图6所示形成断面为帽状的形状,向开口侧慢慢扩大开口的间隔。例如内板面板25,如图8所示,具有向开口侧其间隔慢慢扩大的断面为“コ”字形的主体部25a、以及在该主体部25a上相互在相反方向上延伸地连接,利用激光焊接方法接合于所述外板21A的法兰部25b、25c。
如图4所示,分别利用激光焊接方法在窗开口部22的下侧接合腰带33,在上侧接合横幕带34。腰带33和横幕带34如图8和图9所示,与上述内板面板25~29同样形成帽状断面,向开口侧慢慢扩大开口的间隔。还有,24A为窗框,24B为门框。
又如图4所示,窗开口的4个角上分别设置接头37,与下侧的接头相对,夹着后门柱31设置另外的接头36。
这些内板面板25~29与外板21的接合,是将内板面板25~29重叠于外板21的内侧,一边移动激光光束一边从内板面板25~29一侧连续照射激光光束,将到外板21的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束的移动速度,使所述加热熔化形成的熔池的底部不达到外板21的外侧面,一边进行焊接(部分熔入激光焊接)。这样,通过统一外板21和内板面板25~29的接头形式(部分熔入激光焊接接头),能够谋求焊接施工的稳定。又,外板21的面外变形由于有刚性大的构架(内板面板25~29、后门柱(户尻柱)31、窗柱32等)的支持,能够提高断面尺寸的精度。
外板21(21A~21C)都是外侧面经过在与所述激光光束的焊接线方向大致平行的车辆长度方向上实施了研磨加工(表面处理)的板状构件。所述研磨加工,最好是利用带状砂轮机进行砂带研磨加工。在日本国内经常使用为通常线路的车辆的外板。使用例如SUS304#80BG材料试制时,以2.5kW的激光输出对内板面板(厚度1mm)与外板(厚度1.5mm)从上板一侧进行焊接时,上下板接合部的宽度与每单位焊接长度的拉伸剪切强度的关系被确认为如图15所示的关系。由此可知只要控制焊接速度使焊接宽度w为0.7mm左右,就能够确保所需要的接合强度(剪切拉伸强度5kN/cm左右)。还有,必需要上板的板厚比下板的板厚小,否则会发生焊接烧伤,因此根据各种试验,认为有必要使下板的厚度为上板的厚度的1.5倍以上(例如上板为1mm,下板为1.5mm,或上板为1mm,下板为2mm)。
除了上面所述外,铁道车辆用侧构架的制作如图16所示,也可以用反复形成凹凸形状的(断面为帽状的内板面板连接形成的)内板面板取代断面为帽状的内板面板进行。
在这种情况下,首先在与横幕板部分、车窗周围部分、以及腰板部分对应的外板41A、41B、41C的内侧上,分别利用部分熔入激光焊接方法沿着车辆的长度方向接合与所述外板对应的规定大小的内板42A、42B、42C,制作横幕板部用外板面板43A、车窗周围部用外板面板43B、以及腰板部用外板面板43C。在这种情况下,内板面板42A~42C中凹部的部分(与外板41A~41C的内侧面接触的部分)沿着车辆的长度方向延伸,该部分利用部分熔入激光焊接方法接合于外板41A~41C。
然后,以规定的位置关系利用部分熔入激光焊接方法沿着车辆的长度方向接合横幕板部、车窗周围部、以及腰板部用外板面板43A~43C,形成结构体49’。
其后,在窗开口部的上下利用部分熔入激光焊接方法沿着车辆的长度方向接合横幕带44A、44B、腰带45,形成结构体49”。而且通过接合车辆的长度方向的正交方向的后门柱46、窗柱47、门框48确保必要的刚性,形成侧构架49。
第2实施形态
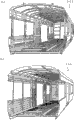
图20是本发明第2实施形态的铁道车辆用构架的立体图。
如图20所示,铁道车辆用构架301具有左右侧构架302、屋顶构架303、前后端部构架304、以及底架305。侧构架302具有外板306、以及接合于该外板306的内侧的外板增强构件307A、307B(第3增强构件),它们利用激光焊接接合(屋顶构架303和端部构架304也一样)。该外板增强构件307A(307B)具有断面为“コ”字形的“コ”字形部307Aa、以及连续的连接于该“コ”字形部307Aa的两端边缘在相互相反的方向上延伸的安装部307Ab、307Ac,构成断面为帽状的形状,在该安装部307Ab、307Ac的部分,激光焊接于外板306。
使用于激光焊接的激光照射装置(未图示)安装于具有多个关节的机械手的手腕上。该多关节机械手具有多个轴(例如6个轴),在应该焊接的薄板(例如外板306得到固定的状态下,能够沿着预定的焊接线U使激光照射装置移动。在进行重叠激光焊接的激光照射装置上成一整体地安装着激光聚光器和按压手段。该激光照射装置形成例如具有压辊的按压手段(压辊331)沿着焊接线U移动,一边按压工件的焊接位置近旁一边从激光聚光器向焊接位置照射激光光束312,能够以此一边确保重叠部分的紧贴一边正确保持激光光束的焦距的结构。
又,外板306与设置于该外板306的开口部(窗开口部S1、出入开口部S2)周边的边缘构件308(窗框、门挡板等)利用连续激光焊接方法接合。在这种情况下,接头可以是重叠接头也可以是对接接头。还有,虽然没有具体图示,但是外板之间也利用连续激光焊接方法接合。
但是,在将外板306上发生的面内应力分量分解为轨道方向和与其垂直的方向的单轴应力σx、σy以及剪切应力τ,以往对车辆进行应力分析时,推断作用于窗开口部S1的角落部的应力σx、σy、τ大约为
(σx、σy、τ)=(130、50、35) 〔MPa〕
将该推断的应力σx、σy、τ代入上述式(11)时,推断出窗开口部S1的角落部附近的增强构件307A的间距b的理论值大约为
b=min(104,87,255)=87mm
实际上,为了在强度上更加安全,窗开口部S1的角落部附近的外板增强构件307A的间距b选定为80mm。这样,可以说根据激光焊接的焊接线U的间隔定义的外板增强构件307A的间距b是根据外板307A延伸的轨道方向上外板增强构件307A的载荷负担达到最大的地方的压曲强度决定的。
而且如图21所示,通过将激光焊接(焊接线U)的间隔L1定为80mm(帽子的宽度L2=50mm),能够使上述外板增强构件307A的间距b为80mm。设置于外板306的其他部位的外板增强构件的帽子的宽度L2以及与其相关的激光焊接间隔L1也利用与上面所述的方法相同的方法设定。具体地说,例如外板增强构件307B的帽子的宽度L2设定为70mm,激光焊接间隔L1设定为100mm。又,相邻的外板增强构件307A、307B的激光焊接间隔L3根据外板增强构件307A、307B的形状和尺寸、以及上述激光焊接的间隔L1等适当设定。在这里,上述间隔L3设定为20~50mm。又,上述外板增强构件307A、307B的高度H根据侧构架302的外板306总体的压曲强度适当设定。在这里,上述高度H设定为25mm。
但是,如果对外板306的每一部位设定外板增强构件的断面形状,则外板增强构件的种类变多。从而,在这一实施形态中将外板增强构件的断面形状限定于上述两种。
这样,将上述窗开口部S1的角落部以及出入口开口部S2的上角落部附近设置的外板增强构件307A的帽子的宽度L2(“コ”字形部分的宽度)设定为50mm,设置于其他部分的增强构件307B的帽子的宽度设定为70mm,形成侧构架。因此,将作用的应力大,载荷负担大的窗开口部S1的角落部、出入口开口部S2的上角落部附近设置的外板增强构件307A的帽子的宽度做得比在其他部位设置的外板增强构件307B的帽子的宽度小。还有,对于与轨道方向垂直的方向的面外弯曲,则利用另行设置的纵骨进行增强。
但是,在外板306与外板增强构件307A、307B之间形成闭空间。如图21所示,外板306和/或外板增强构件307A、307B的邻近闭空间的部分没有得到增强,因此在承受条件比较恶劣的载荷等的侧构架的情况下,外板306在外板增强构件307A、307B延伸的方向的垂直方向上有可能压曲。为了对上述外板306和/或外板增强构件307A、307B的邻近闭空间的部分进行增强,也可以在外板306上接合外板增强构件307A、307B构成闭空间之前外板306的在与所述闭空间对应的部位接合小型的增强板。而且为了提高工作效率,也可以采用图22(a)~(c)所示的结构。
如图22(a)所示,通过预先在断面为帽状的外板增强构件307的内部设置断面为帽状的小型增强构件311(第4增强构件),能够谋求局部增强。也就是说,只要在外板增强构件307端部内配置增强构件311,在外板增强构件307的“コ”字形部307a两侧部预先利用焊接方法在焊接线U上接合增强构件311的两侧部311a,将两个增强构件307、311预先形成一体即可。
如果这样做,则只要利用激光焊接方法将外板增强构件307接合于外板306,增强构件311也就被安装于外板306上,形成外板增强构件307的开口部得到增强的状态,因此能够不增加工序而使所需要的部分得到最低限度的增强。
而且除了上述增强外,又可以如图22(b)所示,通过在外板增强构件307(“コ”字形部307a的头部)上设置的开口307b(或切口),利用激光焊接用的激光束312(或点焊的焊枪)将增强构件311的底部接合于外板306。借助于此,能够进一步增强外板306的压曲强度。
又,上述断面为帽状的外板增强构件307A通常是将平板材料压力加工成V字形制成的。但是外板增强构件307A由于是二维断面,一到侧窗或侧出入口的开口部S1、S2,外板增强附近307A的端部成了闭断面打开了的自由端(指维持相同的断面形状在特定的方向上延伸的构件的端部,该端部开放,未经任何增强或三维加工),在保持这样的状态的状况下,刚性可能变弱。
因此,也可以如图22(c)所示,采用具有基部313a和对该基部313a的中央部分实施深冲成型形成的内部中空的膨出部313b的增强构件313(端部闭塞)代替上述外板增强构件。如图22(c)所示,上述基部313a其端部的整个一周沿着一点锁线所示的焊接线U借助于激光焊接与外板306接合。以此能够增加增强构件313的端部的压曲强度和刚性。特别是如果采用激光焊接等连续焊接方法,则能够完全堵塞住增强构件313的端部的周围,也就是不在增强构件313的端部形成上述自由边缘,因此能够进一步增加增强构件313的端部的刚性。
还有,在如上所述采用压力加工成V字形的材料作为外板增强构件的情况下,最好是如图23(a)所示,在例如侧窗的开口部S1的周边部分,将平板状的内板框架314放置于外板增强构件307的断面为“コ”字形的“コ”字形部分307a上,利用激光焊接方法将它们接合,使外板增强构件307的(自由边缘的)端部相互接合。这样可能比较容易增强外板增强构件307的端部。
又可以如图23(b)、(c)所示,采用具有某种程度的高度的内板框架315、316代替平板状的内板框架314。在这种情况下,断面为“L”字形的部分315b、316b与激光焊接于外板增强构件307的部分315a、316a连接于与外板306相反的一侧。以此使得内板框架315、316的刚性比上述平板状的内板框架314大。其结果是,能够进一步加强外板增强构件307的端部的刚性。
上述结构(参照图23(a)~(c))不仅可以使用于外板306的侧窗的开口部S1的周边部分,而且也可以使用于其他开口部的角落部。
但是,在这样的开口部,外板增强构件307的“コ”字形部307a上设置的内板框架314上形成如图23(b)、(c)所示的自由边缘的情况下,剪切力不容易分散在内板框架314上,特别是在上述开口部的角落部有时候强度不足。
因此,最好是如图24(a)所示,使连接于内板框架314A的主体部的脚部314a从外板增强构件307的“コ”字形部307a上设置的内板框架314A的主体部延伸下降到外板306上,堵塞所述外板增强构件307的端部的开口,将在垂直于该脚部314a的方向上连续的法兰部314b利用激光焊接直接接合于外板306上。这样,不在内板框架314上形成图23(b)、(c)所示的自由边缘,因此能够进一步提高外板增强构件307的端部的刚性·强度。这也可以使用于开口部S1的角落部,如果用这样使脚部314a和法兰部314b形成为一体的内板框架314A增强开口部S1周围,则能够进一步提高开口部的刚性·角落部的强度。
还有,如果在将断面为帽状的外板增强构件307接合于外板306上之后安装这些开口部S1的边缘增强的内板框架314A,则能够避免内板框架314A与下述压辊相互干扰。
而且也可以如图24(b)所示,将内板框架314B中脚部14a的与开口部S1的角落部对应的部分314c利用深冲成型等方法形成弯曲形状。这样能够得到充分确保开口部S1的角落部的强度的内板框架314B。
而且,在还有必要进一步增加外板增强构件307的面外刚性的情况下,也可以使用具有不相等的脚断面的内板框架314C代替上述内板框架314A、314B。如图24(c)所示,内板框架314C具有第1脚部314d、垂直于该下端缘连续的第1法兰部314e、脚的长度做得比第1脚部314d长,与其保持规定的距离大致平行配置的第2脚部314f、垂直于该第2脚部314f的下端缘连续的第2法兰部314g、以及跨越第1脚部314d的上端缘与第2脚部314f之间形成的水平部314h。第1法兰部314e与第2法兰部314g在相互背离的方向上延伸。内板框架314C形成在将第1法兰部314e接合于外板增强构件307(“コ”字形部307a),将第2法兰部314g接合于外板306的状态下,水平部314h与增强构件307的“コ”字形部上表面保持规定的距离大致平行配置的结构。借助于此,能够使外板增强构件307的面外刚性增加。
在这种情况下,也如图24(d)所示,也可以将内板框架314D中与开口部的角落部对应的部分314k形成为弯曲形状。这样能够增加开口部S1的角落部的强度。
如果如上所述构成,则(i)由于将激光焊接使用于各种要件的接合,所以不会像已有的结构那样由于外板的点焊焊接点之间的压曲或初始畸变而使压曲强度下降,能够得到设计的压曲强度,(ii)从而,如果按照理论决定外板增强构件的间距,就没有必要在外板上贴增强板,这样可以减少零部件数目和工时,(iii)而且由于外板增强的种类比以往少得多,只有两种,零部件制作成本得以降低。(iv)还由于零部件的种类少,具有容易谋求提高零部件的尺寸精度等优点。
但是由于利用连续激光焊接方法连续以冶金学方式连续接合重叠部,不再需要作为另一零件的密封材料,而且也不会因其随着时间而劣化引起渗水。这是因为激光焊接不同于电弧焊接,能量密度高而且几乎不会发生热畸变。
这样,利用不使用密封材料只进行连续激光焊接能够确保水密性的方法,即使是不另行设置水管、落水管,也能够只利用骨架的结构构件形成落水管等水路。
具体地说,侧外板与屋顶外板的接合利用激光焊接方法进行,但是在这种情况下,通常为了承受激光焊接时的反作用力,将屋顶外板或侧外板中的某一方或双方的端部弯曲,形成作为提高刚性的手段的弯曲部分。例如如图25(a)所示,将侧构架的侧外板306A(横幕板)的端部向内侧弯曲,形成作为向下方开放的断面为“コ”字形的实施激光焊接时的反作用力承受部的弯曲部分306Aa。将屋顶构架的屋顶外板306B(长梁)的端部向外侧弯曲,形成作为上方开放的断面为“コ”字形的落水管的弯曲部分306Ba。将侧构架的弯曲部分306Aa的上表面与屋顶构架的弯曲部分306Ba的下表面重叠,沿着焊接线U对两者的重叠部分进行激光焊接将两者接合。这样能够在确保刚性的同时形成落水管部(弯曲部分306Ba)。
又可以如图25(b)所示,将侧构架的范围扩展到侧外板306A(横幕板)上部的屋顶外板(长梁),将该侧外板306A的端部306Ab向上方弯折,同时将应该与其接合的屋顶外板306B的端部306Bb向外侧弯折,将其作为反作用力承受部。该反作用力承受部由于形成向上方开放的“コ”字形断面,所以可以就这样作为落水管使用。
又如图26(a)、(b)所示,侧构架以及端部构架预先对端部构架的端部外板321上接合的水平断面大致为“L”字形的端部转角柱,将其作为反作用力承受构件,利用连续激光焊接方法接合侧外板323。端部外板321与侧外板323形成相互正交的位置关系。
这是,又如图26(a)所示,设置在与端部转角柱322之间构成闭空间的另一构件324,这样能够构成将雨水从屋顶引向地表的落水管。这样,就不必另行设置将雨水从屋顶引向地表的水管。端部转角柱322具有与端部外板321接合的第1面板部322a和与侧外板323接合的第2面板部322b。构件324具有分别接合于端部转角柱322的面板部322a、322b的法兰部324a、324b以及位于它们之间的“く”字形的主体部324c。该王体部324c与端部转角柱322之间形成作为水路(落水管)的闭空间。
又如图26(b)所示,也可以在端部转角柱322A与端部外板321之间构成闭空间。在这种情况下,断面为帽状的闭空间构成部分322c连接于端部转角柱322A的端部外板321一侧。闭空间构成部分322c的两侧的法兰部322d、322e利用连续激光焊接方法连接于端部外板321,确保水密性。
又,如图27所示,侧外板323以及台框架(侧梁325)通过将“コ”字形断面的侧梁325作为反作用力承受构件,利用连续激光焊接方法在其上接合侧外板323的下部(腰板)的方法接合。
在侧外板上,如图28(a)所示,将外板323A、323B的端部相互重叠,或将外板323B与框架构件326(开口部的边缘构件)相互重叠,对前两者或后两者进行连续激光焊接,以此构成重叠接头。这些工作在构架接合之前以各构架单元的状态将外板323A、323B、或外板323B与框架构件326安装于夹具上然后进行连续激光焊接,以此不需要设置反作用力承受构件。又,不仅这样的重叠接头,如图28(b)、(c)所示,也能够构成对接接头J1、重叠角焊缝接头J2的结构。
但是在利用连续激光焊接方法将上述外板323B与框架构件326(开口部边缘构件)加以焊接时,构成框架构件326的板材的厚度与外板323B的板厚相同程度或比其小的情况下,外板323B的表面会发生焊接淬硬(焊接时发生的青色花样)、折角,有时候会发生焊道贯通。在这种情况下,沿着开口部周围能够看见焊接痕,有损于美观。
在这里,如图29所示,窗框和门挡板等的外侧上的边缘构件326可以采用比外板306厚度大的厚板。作为外侧上的构件的边缘构件326的板厚只要是3mm以上,不管表面处理的种类和状态如何,都可以使焊接线U几乎看不见。
又如图30所示,通过构成在构成边缘构件327的重叠接头的部分卷入板材,在内部形成空间的卷起部327a,可使得即使是贯通焊接也不会对外表面发生影响。这样的卷起部327a可以通过将板材拉伸成型、辊轧(roll)成型或对板材实施V形弯曲压力加工、对钢管进行压力加工等方法形成。在这种情况下,也可以在卷起部327a的内部不形成空间而使板材等相互接触。还有,不必一定在卷起部327a的内部形成空间,只要边缘构件327的与外板306的接合部分形成将平板弯折形成的重叠板结构即可。
如果这样做,能够在抑制不必要的重量增加的同时保持水密性,而且也能够进一步提高外观设计的美观性。又,如果这样构成卷起部,则即使是有必要将框架+外板+骨架三者重叠,也由于卷起部的贯通可能性小,所以能够三者同时进行重叠焊接。
又,如果是例如窗框,也可以如上所述采用厚板(3mm以上)作为车窗周围部(吹寄部)的外板,废除窗框。在这种情况下,也可以减少零部件数目。
但是,如图31(a)所示,在进行重叠激光焊接时,为了确保重叠部分的紧贴性同时正确确保激光光束312的焦距,使用与激光光束一起移动的压辊331(直径100mm左右)。该压辊331形成能够在利用激光焊接方法将增强构件307焊接于外板306上时与激光光束312一起移动,将增强构件307的接合部分按压于外板306上的结构。
这时一旦将边缘构件332(窗框、门挡板等的框架)安装于外板增强构件307的端部,压辊331会对边缘构件332发生影响,因而激光焊接不能够连续进行到端部。为此,向来是将压辊331取下再进行焊接,所以需要多费工时。反之,如果边缘构件332安装于后,则会发生压辊331影响外板增强构件307因而有时不能够施工的情况。
因此,如图31(a)所示,也可以只在压辊331通过的部分将边缘构件332的一部分(法兰332a等)切除,以此在边缘构件332上形成使压辊331能够进入到外板增强构件307的端部近旁的切口部332b。这样能够不取下压辊331就在一个工序中迅速而且正确地以激光焊接方法焊接外板306与外板增强构件307。
又如图31(b)所示,将具有大于边缘构件332的高度的长按压夹具333配置于外板增强构件307上,也可以从该夹具333上面以压辊331将外板增强构件307与夹具333一起按压。
如果这样做,则有不将手按在结构构件上就能够在外板6上焊接外板增强构件307直到端部的优点。
然后,为了比较容易地得到具有高精度且漂亮的外板面的不锈钢骨架,在利用连续激光焊接方法组装外板面板之后对外板的表面用刷抛光或实施喷丸处理,对该表面进行精加工。或者也可以在利用激光焊接方法组装构架之后对外板用刷抛光或实施喷丸处理,对其进行精加工。又可以利用彩色带覆盖焊接线部。还有,激光焊接的接头也可以是贯通重叠焊接、部分熔入重叠焊接、对接焊接中的任一种。
或者如果外板306的厚度采用3mm以上,则能够与外板的表面处理、焊接线的方向无关地,焊接线不出现于外板面上地进行部分熔入激光焊接。
如果这样做,则即使是不实施用刷抛光等后处理,只实施焊接工序也能够确保外板的美观性。
又,作为另一实施例,外板的板厚即使是采用以往的厚度,也可以使焊接线的方向为一定的方向,特别是在侧外板统一于车体的长度方向,这样,即使是有一些焊接痕出现于外板面上也能够使其不明显(不引人注目)。
为了使在外板上出现的焊接线全部为一定的方向,在本实施形态中,采用以激光焊接方法接合外板与长条的外板增强构件(横骨),从其上向与外板增强构件垂直的方向通过主框架(纵骨)的「浮动骨结构」。
在这种浮动骨结构中,在使纵骨与横骨交叉,利用激光焊接方法接合的情况下,接合时为了确保重叠部紧贴,使用上述压辊。如果位于上侧的纵骨的法兰的板厚或刚性不足,则纵骨的法兰部与横骨一起挠曲,不能够确保紧贴性。为了消除这样的情况,需要另行设置大型的按压夹具,会使生产效率和成本恶化。
利用使位于上面的纵骨的板厚(2.5mm)比位于下面的横骨(1mm)厚,或使纵骨的法兰的端部弯曲以确保刚性等对策,即使没有大型夹具也能够消除横骨的挠曲,利用简便的压辊就能够进行该部的焊接,因此生产效率和成本是理想的。
又,在横骨和纵骨的交叉部接近侧窗或侧出入口等外板开口的角落部的情况下,容易在横骨和纵骨之间产生大的剪切力,只有横骨和纵骨的狭小的法兰重叠部的接合有时候不能够确保强度。
因此,如图32所示扩展纵骨341的法兰341a,构成角撑板状的延长部(以下称为“角撑板部”)341b,能够确保接合面积。在这种情况下,最好是将横骨(外板增强构件307)按照外板306的开口角落部的形状延长到端部。
通过将上述角撑板部341b与外板增强构件307的延长部接合,能够构成立体角撑板。还有,该角撑板部341b也可以是位于上方的纵骨341以外的另一零件。又,该角撑板部341b与外板增强构件307的延长部的接合最好是采用激光焊接方法。
如果这样做,则能够减小横骨(增强构件307)与纵骨341的重叠部产生的剪切力。而且能够利用立体角撑板减轻外板306上产生的应力。
又,在横骨(外板增强构件307)、纵骨341的重叠部、和横骨(外板增强构件307)与角撑板部341b的重叠部分等狭窄部分上使用激光焊接的情况下,焊接线U间断地变短,因此在这样的狭小部,也可以如图33(a)所示,使激光光束的光轴旋转以使焊接线闭合构成环状的焊接线U1(直径10~20mm左右的环状焊接)。环的直径根据接合部面积以及要求的强度等适当设定。
如果这样做,则在狭小部也能够确保长的焊接线U1,因此能够得到必要的强度。又,由于没有焊接端部,所以也不容易发生龟裂。
还有,进行这种环状焊接时,如图33(b)所示,如果使用筒状的按压夹具351,则能够确保上下构件紧贴,进行恰当的激光焊接。
图34(a)表示在侧外板上安装内装物品·设备类的结构的一个例子。如图34(a)所示,将板材弯折加工成轨道状的长轨道构件361利用激光焊接方法沿着车体长度方向,或沿着与车体长度方向垂直的方向安装于侧外板306。该轨道构件361具备系合方头的特殊螺栓、螺母等安装部362的头部的凹部。轨道构件361,其凹部的两侧的两侧部形成双重壁部,通过将一枚板材弯折形成,使得安装部从该双重壁部的外侧壁部的两端部向相反的方向延伸。作为内装物品·设备类的凳子和内装面板,安装于与轨道构件361系合的安装器具362上。如上所述进行,能够在侧外板上安装内装物品、设备类。
又,也可以如图34(b)所示,与上面所述同样在屋顶构架的横骨(椽子)363上沿着车体长度方向安装轨道构件364,在该轨道构件364上系合安装器具365。借助于此,能够在屋顶构架的横骨363上悬挂作为内装物品·设备类的天花板管道和荧光灯等单元。
也可以如图35(a)所示,在台框305的底板(瓦楞钢板)之间沿着车体长度方向接合轨道构件371,安装凳子(座位径迹)。
又可以如图35(b)所示,将轨道构件372座位台框的横梁使用,以此在轨道构件372上悬挂底板下设备类。
在这种情况下,轨道构件借助于拉伸成型或辊轧成型加工形成轨道状。这种长轨道构件利用激光焊接方法安装于外板或主框架上。还有,在这里利用激光方法将轨道构件安装于主框架上,但是也可以利用电弧焊接或电阻点焊方法代替这种方法将轨道构件安装于主框架上。
如果这样做,则能够谋求减少零部件数目、减少内部骨架等二次构件的安装工时,能够谋求尺寸管理的方便。
又,如果采用上述拉伸成型,则能够以比一般的加压成型便宜得多的价格对轨道构件进行高精度的成型加工。其结果是,能够以高精度将安装器具的头部嵌入轨道构件。
下面对侧构架的组装方法、以及将侧构架分割为多个单元进行制造,在这些单元制造后利用激光焊接方法将其接合形成侧构架的方法进行说明。
(1)在第1种方法中,如图36(a)、(b)所示,分别制造两种侧单元381A、381B、横幕板单元382、以及门挡板383,其后用激光焊接方法将这些构件接合,形成侧构架384。在这种情况下,也可以用激光焊接方法组装侧单元381A、381B、横幕板单元382。
(2)在第2种方法中,如图37(a)、(b)所示,分别制造包含横幕板部381Ca、381Da的侧单元381C、381D以及门挡板383,其后用激光焊接方法将这些部件接合形成侧构架385。
上述侧单元381C、381D用激光焊接方法组装。门挡板383的接合方法也是激光焊接。侧单元381C、381D的横幕板部381Ca、381Da之间的接合方法采用激光焊接或电弧焊接。
(3)在第3种方法中,如图38(a)、(b)所示,分别制造包含横幕板部381Ca、381Da的侧单元381C、381D以及延伸到横幕板部的门挡板383A,其后用激光焊接方法将这些部件接合形成侧构架386。门挡板383A的延伸到横幕板部的部分位于侧单元381C、381D的横幕板部381Ca、381Da的外侧。
上述侧单元381C、381D用激光焊接方法组装。门挡板383A的接合方法、侧单元381C、381D的横幕板部381Ca、381Da之间的接合方法如上所述。
(4)在第4种方法中,如图39(a)、(b)所示,分别制造包含横幕板部381Ea、381Fa以及半开门挡板381Ea、381Fa的侧单元381E、381F,其后用激光焊接方法将侧单元381E、381F接合形成侧构架387。
上述侧单元381E、381F用激光焊接方法组装。
如果这样做,则能够提高侧构架384~387的施工速度,提高侧外板的美观性,确保水密性而无密封,有利于提高尺寸精度。
但是,上述侧单元381A~381F的组装方法,例如,如图40所示,将侧外板分割为腰板141A、吹寄板(窗户周围的构件)141B、横幕板141C,各外板141A~141C上利用激光焊接方法接合外板增强构件142A~142C,制作腰面板143A、吹寄面板143B、横幕面板143C。
这时在外板141A与外板增强构件142A的法兰部构成重叠接头,如图41(a)(b)(c)(d)所示,利用从外板141A、外板增强构件142A一侧开始的部分熔入激光焊接将两者接合。外板141B、141C与外板增强构件142B、142C的法兰部的接合也一样。还有,窗框(未图示)同样预先利用激光焊接方法接合于吹寄板141B。
吹寄板141B的下端缘以及横幕板141C的下端缘上设置堵塞部,吹寄板141B的下端缘的堵塞部与腰板141A的上端、以及横幕板141C的下端与吹寄板141B的上端形成重叠接头,利用激光焊接方法对该部分进行焊接,以此形成侧单元121(参照图42)。还有,122为窗开口部,123为门开口部。
再利用激光焊接方法将位于上述重叠接头部的腰带145、横幕带144A、144B接合于外板(参照图43)。这时,由于腰带145、横幕带144A、144B的存在,如果能够配置腰带145、横幕带144B、144C,使其对腰面板143A与吹寄面板143B或吹寄面板与横幕面板的激光焊接施工不造成妨碍,则也可以预先将腰带145、横幕带144A、144B接合于吹寄板141B上。
接着,利用激光焊接方法在外板增强构件142A的头部上接合前门柱(户先柱)146A、后门柱(户尻柱)146B、中间柱146C的各纵柱146(参照图40、图41(d)、以及图43)。这时也可以是短的焊接线,或者如果是环状的焊接线则接合强度更加稳定。还有,148为门框。
最后可以用激光焊接方法在腰带145、横幕带144A、144B与后门柱146B的结合部及其近旁接合角撑板150A~150D,完成侧单元121的制作(参照图44)。
而且上述侧单元的制造方法也可以使用于端部构架单元、屋顶单元、台框单元的制作。
在制作屋顶构架单元的情况下,利用连续激光焊接方法将屋顶外板相互接合,然后从外板一侧利用激光焊接方法将椽子与屋顶外板接合。这时屋顶构架由于不要求高度美观,所以即使激光焊接是贯通焊接或是部分熔入焊接都可以。
在台框单元的情况下,侧梁与横梁隔着角撑板利用激光焊接方法或电阻点焊方法接合制作框架组,然后瓦楞钢板的底板与横梁利用从底板侧来的激光焊接进行接合。这时台框下部和底板面由于在车体完成后成为死角或隐蔽部,所以不要求美观,因此激光焊接是贯通焊接还是部分熔入焊接都可以。
然后,这些左右侧单元、屋顶单元、台框单元、以及前后端部单元利用图25~图37所示的方法接合,组装成铁道车辆用构架。
还有,上述实施形态只是一个例子,在不损害本发明的要旨的范围内可以有各种变更,本发明不限定于上述实施形态。
Claims (6)
1.一种激光焊接方法,将多片板状构件重叠,一边移动激光光束一边从其面外方向连续照射激光光束,将到照射激光光束的板状构件的相反侧的板状构件的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束移动速度,使所述加热熔化形成的熔池的底部不达到所述相反侧的板状构件的外侧面,一边对所述多片板状构件进行焊接,其特征在于,
对所述相反侧的板状构件的外侧面,在与激光光束的焊接线方向大致平行的方向上预先实施研磨加工。
2.一种激光焊接接头,是将多片板状构件重叠,一边移动激光光束一边从其面外方向连续照射激光光束,将到照射激光光束的板状构件的相反侧的板状构件的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束移动速度,使所述加热熔化形成的熔池的底部不达到所述相反侧的板状构件的外侧面,一边对所述多片板状构件进行焊接形成的激光焊接接头,其特征在于,
对所述相反侧的板状构件的外侧面,在与激光光束的焊接线方向大致平行的方向上实施研磨加工。
3.一种外板面板,是将第1增强构件与外板的内侧重叠,一边移动激光光束一边从该第1增强构件一侧连续照射激光光束,将到所述外板的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束移动速度,使所述加热熔化形成的熔池的底部不达到所述外板的外侧面,一边将其接合形成的外板面板,其特征在于,
对所述外板的外侧面,在与所述激光光束的焊接线方向大致平行的方向上实施研磨加工。
4.一种铁道车辆用构架,是将第1增强构件重叠于外板的内侧,一边移动激光光束一边从该第1增强构件一侧连续照射激光光束,将到所述外板的内部为止的区域加热熔化,一边控制激光光束的输出或激光光束移动速度使所述加热熔化形成的熔池的底部不达到所述外板的外侧面,一边将其接合形成的外板面板作为侧构架的侧面外板使用的铁道车辆用构架,其特征在于,
对所述外板面板的外板的外侧面,在与所述激光光束的焊接线方向大致平行的方向上实施研磨加工,所述焊接线方向与车辆长度方向或车辆高度方向一致。
5.根据权利要求4所述的铁道车辆用构架,其特征在于,
所述第1增强构件具有断面为帽形的部分,
该部分具有断面大致为 字形的主体部和在该主体部的开口端缘上连接,相互向相反方向延伸,利用激光焊接接合于所述外板上的法兰部,所述主体部在车辆的长度方向上延伸。
字形的主体部和在该主体部的开口端缘上连接,相互向相反方向延伸,利用激光焊接接合于所述外板上的法兰部,所述主体部在车辆的长度方向上延伸。
6.根据权利要求5所述的铁道车辆用构架,其特征在于,
所述主体部的断面大致为字形的形状形成越向开口侧间隔慢慢变大的结构,
在所述第1增强构件中与所述外板相反侧上设置在与所述第1增强构件垂直的方向上延伸的断面为帽形的第2增强构件,
该第2增强构件的法兰部连接于所述第1增强构件的主体部。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004147598A JP3957703B2 (ja) | 2004-05-18 | 2004-05-18 | レーザ溶接方法、レーザ溶接継手、外板パネルおよび鉄道車両の構体構造 |
| JP147598/2004 | 2004-05-18 | ||
| JP206390/2004 | 2004-07-13 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101697648A Division CN101428622B (zh) | 2004-05-18 | 2005-04-12 | 铁道车辆用构架 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1953839A CN1953839A (zh) | 2007-04-25 |
| CN100556606C true CN100556606C (zh) | 2009-11-04 |
Family
ID=35484402
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101697648A Active CN101428622B (zh) | 2004-05-18 | 2005-04-12 | 铁道车辆用构架 |
| CNB2005800158090A Active CN100556606C (zh) | 2004-05-18 | 2005-04-12 | 激光焊接方法、激光焊接接头、外板面板以及铁道车辆用构架 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101697648A Active CN101428622B (zh) | 2004-05-18 | 2005-04-12 | 铁道车辆用构架 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP3957703B2 (zh) |
| CN (2) | CN101428622B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106141434A (zh) * | 2016-07-28 | 2016-11-23 | 昆山邦泰汽车零部件制造有限公司 | 一种汽车金属件拼焊方法 |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006264478A (ja) * | 2005-03-23 | 2006-10-05 | Tokyu Car Corp | 鉄道車両構体 |
| JP4705413B2 (ja) * | 2005-06-10 | 2011-06-22 | 近畿車輌株式会社 | 鉄道車両の外板・付帯物溶接接合方法とそれによる側構体 |
| JP4761926B2 (ja) * | 2005-10-21 | 2011-08-31 | 川崎重工業株式会社 | 鉄道車両用構体 |
| JP4999319B2 (ja) * | 2005-11-17 | 2012-08-15 | 川崎重工業株式会社 | 鉄道車両用構体 |
| JP4801509B2 (ja) * | 2006-06-01 | 2011-10-26 | 近畿車輌株式会社 | 金属板の表面処理方法とそれを用いた車両 |
| JP2008068816A (ja) * | 2006-09-15 | 2008-03-27 | Tokyu Car Corp | 鉄道車両用構体及びその製造方法 |
| JP4915787B2 (ja) * | 2006-09-29 | 2012-04-11 | 東急車輛製造株式会社 | 鉄道車両構体 |
| JP4732993B2 (ja) * | 2006-09-29 | 2011-07-27 | 東急車輛製造株式会社 | 車両用パネル構造体 |
| JP4847294B2 (ja) * | 2006-11-17 | 2011-12-28 | 東急車輛製造株式会社 | 鉄道車両の構体 |
| WO2008068796A1 (ja) * | 2006-11-30 | 2008-06-12 | The Kinki Sharyo Co., Ltd. | 鉄道車両の構体骨構造 |
| WO2008068808A1 (ja) | 2006-11-30 | 2008-06-12 | The Kinki Sharyo Co., Ltd. | 鉄道車両の外板・付帯物溶接接合方法とそれによる側構体 |
| JP4913619B2 (ja) * | 2007-02-07 | 2012-04-11 | 東急車輛製造株式会社 | 車両パネル構造体 |
| JP2008207190A (ja) * | 2007-02-23 | 2008-09-11 | Nippon Sharyo Seizo Kaisha Ltd | 接合継手及び当該継手による鉄道車両 |
| JP2008213005A (ja) * | 2007-03-06 | 2008-09-18 | Tokyu Car Corp | レーザ溶接方法 |
| JP4578493B2 (ja) | 2007-03-16 | 2010-11-10 | 川崎重工業株式会社 | 鉄道車両の外板 |
| JP5050261B2 (ja) * | 2007-03-26 | 2012-10-17 | 株式会社総合車両製作所 | レーザ溶接方法 |
| JP2008290477A (ja) * | 2007-05-22 | 2008-12-04 | Nippon Sharyo Seizo Kaisha Ltd | 鉄道車両 |
| JP5037320B2 (ja) * | 2007-11-29 | 2012-09-26 | 近畿車輌株式会社 | 鉄道車両構体 |
| JP4594414B2 (ja) * | 2008-07-02 | 2010-12-08 | 日本車輌製造株式会社 | 鉄道車両 |
| JP4747189B2 (ja) * | 2008-07-02 | 2011-08-17 | 日本車輌製造株式会社 | 鉄道車両 |
| JP2010083213A (ja) * | 2008-09-29 | 2010-04-15 | Nippon Sharyo Seizo Kaisha Ltd | 鉄道車両 |
| JP5461044B2 (ja) * | 2009-03-31 | 2014-04-02 | 株式会社総合車両製作所 | 鉄道車両用構造部材 |
| JP5395505B2 (ja) * | 2009-05-14 | 2014-01-22 | 日本車輌製造株式会社 | 鉄道車両 |
| JP5497356B2 (ja) * | 2009-07-23 | 2014-05-21 | 株式会社総合車両製作所 | 車両パネル構造体 |
| JP5571423B2 (ja) * | 2010-03-26 | 2014-08-13 | 日本車輌製造株式会社 | 鉄道車両 |
| DE102010014962A1 (de) * | 2010-04-09 | 2011-10-13 | Bombardier Transportation Gmbh | Außenwand für einen Schienenfahrzeug-Wagenkasten und Verfahren zu dessen Herstellung |
| JP4672088B2 (ja) | 2010-07-14 | 2011-04-20 | 川崎重工業株式会社 | 鉄道車両用構体 |
| CN103228392B (zh) | 2010-09-16 | 2016-02-17 | 新日铁住金株式会社 | 成形构件及其制造方法 |
| JP5291734B2 (ja) * | 2011-02-23 | 2013-09-18 | 近畿車輌株式会社 | 金属板の表面処理方法とそれを用いた車両 |
| JP5551118B2 (ja) * | 2011-06-28 | 2014-07-16 | 日本特殊陶業株式会社 | スパークプラグおよびスパークプラグの製造方法 |
| JP5754542B2 (ja) * | 2012-11-27 | 2015-07-29 | トヨタ自動車株式会社 | レーザ接合構造及びレーザ接合方法 |
| CN103143838A (zh) * | 2013-02-22 | 2013-06-12 | 佛山市利迅达机器人系统有限公司 | 一种水槽正面无痕的挂钩焊接工艺 |
| CN103317238B (zh) * | 2013-06-26 | 2015-05-20 | 江苏核工业格林水处理有限责任公司 | 核燃料贮存格架贮存套管包覆板与方管激光焊接方法 |
| DE102014017921B4 (de) * | 2014-12-04 | 2017-10-12 | Audi Ag | Bauteilanordnung sowie Verfahren zur Herstellung der Bauteilanordnung |
| JP6098630B2 (ja) * | 2014-12-26 | 2017-03-22 | マツダ株式会社 | 溶接構造体の製造方法 |
| US9796134B2 (en) * | 2015-03-25 | 2017-10-24 | GM Global Technology Operations LLC | Systems and methods for joining a warped workpiece to another workpiece |
| KR20210106010A (ko) * | 2016-07-28 | 2021-08-27 | 닛폰세이테츠 가부시키가이샤 | 충격 흡수 부재 |
| AT519330B1 (de) * | 2016-10-27 | 2022-04-15 | Siemens Mobility Austria Gmbh | Langträgeranordnung für einen Wagenkasten eines Fahrzeugs |
| CN110114185B (zh) * | 2016-12-26 | 2022-03-18 | 三菱电机株式会社 | 外观设计部件的激光焊接方法 |
| CN106903430A (zh) * | 2017-03-17 | 2017-06-30 | 敏实汽车技术研发有限公司 | 一种汽车门框a柱板、b柱板、c柱板焊接方法 |
| CN107081527B (zh) * | 2017-06-29 | 2019-08-23 | 大族激光科技产业集团股份有限公司 | 一种金属薄板材料的焊接方法 |
| CN110030423B (zh) * | 2018-01-12 | 2022-04-22 | 苏州华越金属有限公司 | 一种导管与插接部件的焊接结构及电磁阀 |
| KR20210079634A (ko) * | 2019-12-20 | 2021-06-30 | 현대자동차주식회사 | 용접으로 제조된 부품 및 그 제조방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2763983B2 (ja) * | 1992-03-18 | 1998-06-11 | 川崎重工業株式会社 | 構造体の構造 |
| EP1147847A1 (en) * | 1998-06-16 | 2001-10-24 | Hitachi, Ltd. | Method of manufacturing structural body and structural body |
| US6576864B2 (en) * | 2000-12-22 | 2003-06-10 | Koninklijke Philips Electronics N.V. | Method of laser welding |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06156271A (ja) * | 1993-06-28 | 1994-06-03 | Hitachi Ltd | 鉄道車両構体およびそのブロック製作方法 |
| JPH07132471A (ja) * | 1993-11-09 | 1995-05-23 | East Japan Railway Co | 車体修繕用ロボットおよび車体修繕方法 |
| JP2795339B2 (ja) | 1994-07-18 | 1998-09-10 | 川崎重工業株式会社 | 積層構体の溶接方法 |
| JP2907317B2 (ja) | 1994-07-21 | 1999-06-21 | 川崎重工業株式会社 | 鉄道車両構体のレーザ溶接方法 |
| JP2929447B2 (ja) | 1994-07-25 | 1999-08-03 | 川崎重工業株式会社 | 溶接方法 |
| JPH09300195A (ja) | 1996-05-14 | 1997-11-25 | Sumitomo Metal Ind Ltd | ステンレス鋼帯の表面模様形成方法 |
| JPH09122911A (ja) * | 1996-10-03 | 1997-05-13 | Hitachi Ltd | 積層板の補修方法 |
| JPH10167056A (ja) * | 1996-12-17 | 1998-06-23 | Hitachi Ltd | 中空形材による構体の製作方法 |
| JPH09183366A (ja) * | 1997-01-28 | 1997-07-15 | Hitachi Ltd | 車両構体 |
| FR2778617B1 (fr) * | 1998-05-18 | 2004-01-23 | Alsthom Gec | Paroi laterale pour vehicule ferroviaire et caisse de vehicule ferroviaire correspondante |
| JP3015020B1 (ja) | 1999-03-01 | 2000-02-28 | 東日本旅客鉄道株式会社 | パネル接合方法、パネル構造体及び鉄道車両構体 |
| JP2002103074A (ja) * | 2000-10-02 | 2002-04-09 | Nippon Steel Corp | 意匠性と光触媒活性に優れたステンレス鋼継ぎ手およびその製造方法 |
-
2004
- 2004-05-18 JP JP2004147598A patent/JP3957703B2/ja not_active Expired - Lifetime
-
2005
- 2005-04-12 CN CN2008101697648A patent/CN101428622B/zh active Active
- 2005-04-12 CN CNB2005800158090A patent/CN100556606C/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2763983B2 (ja) * | 1992-03-18 | 1998-06-11 | 川崎重工業株式会社 | 構造体の構造 |
| EP1147847A1 (en) * | 1998-06-16 | 2001-10-24 | Hitachi, Ltd. | Method of manufacturing structural body and structural body |
| US6576864B2 (en) * | 2000-12-22 | 2003-06-10 | Koninklijke Philips Electronics N.V. | Method of laser welding |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106141434A (zh) * | 2016-07-28 | 2016-11-23 | 昆山邦泰汽车零部件制造有限公司 | 一种汽车金属件拼焊方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1953839A (zh) | 2007-04-25 |
| CN101428622B (zh) | 2010-10-20 |
| CN101428622A (zh) | 2009-05-13 |
| JP2005329412A (ja) | 2005-12-02 |
| JP3957703B2 (ja) | 2007-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100556606C (zh) | 激光焊接方法、激光焊接接头、外板面板以及铁道车辆用构架 | |
| KR100850100B1 (ko) | 레이저 용접 방법, 레이저 용접 조인트, 외판 패널 및 철도차량용 구조체 | |
| JP4425079B2 (ja) | 鉄道車両用構体 | |
| JP4999319B2 (ja) | 鉄道車両用構体 | |
| JP4804104B2 (ja) | 鉄道車両用側構体及びその製造方法 | |
| JP4761926B2 (ja) | 鉄道車両用構体 | |
| JP4749510B2 (ja) | 鉄道車両用構体 | |
| JP4280260B2 (ja) | 鉄道車両及び骨組み溶接方法 | |
| WO2008068796A1 (ja) | 鉄道車両の構体骨構造 | |
| US8689703B2 (en) | Method for weld-joining attachment to outer panel of railway vehicle and car body side structure produced by the same | |
| JP4703743B2 (ja) | 鉄道車両用構体 | |
| JP4578493B2 (ja) | 鉄道車両の外板 | |
| JP2007112307A (ja) | 鉄道車両用構体 | |
| JP4672088B2 (ja) | 鉄道車両用構体 | |
| JPH0645340B2 (ja) | 車両の構体ブロック製作方法および構体構造 | |
| JP2734328B6 (ja) | 鉄道車両の車体 | |
| JP2734328B2 (ja) | 鉄道車両の車体 | |
| JP2005059729A (ja) | 鉄道車両用構体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20220622 Address after: Kobe City, Japan Hyogo Patentee after: Kawasaki Rolling Stock Co.,Ltd. Address before: Hyogo Prefecture, Japan Patentee before: KAWASAKI JUKOGYO Kabushiki Kaisha |
|
| TR01 | Transfer of patent right |