WO2014081002A1 - チョップド炭素繊維束およびチョップド炭素繊維束の製造方法 - Google Patents
チョップド炭素繊維束およびチョップド炭素繊維束の製造方法 Download PDFInfo
- Publication number
- WO2014081002A1 WO2014081002A1 PCT/JP2013/081478 JP2013081478W WO2014081002A1 WO 2014081002 A1 WO2014081002 A1 WO 2014081002A1 JP 2013081478 W JP2013081478 W JP 2013081478W WO 2014081002 A1 WO2014081002 A1 WO 2014081002A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carbon fiber
- fiber bundle
- chopped carbon
- resin
- resins
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/06—Elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/18—Processes for applying liquids or other fluent materials performed by dipping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/04—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to gases
- B05D3/0406—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to gases the gas being air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/12—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by mechanical means
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/06—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/248—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using pre-treated fibres
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F11/00—Chemical after-treatment of artificial filaments or the like during manufacture
- D01F11/10—Chemical after-treatment of artificial filaments or the like during manufacture of carbon
- D01F11/14—Chemical after-treatment of artificial filaments or the like during manufacture of carbon with organic compounds, e.g. macromolecular compounds
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/21—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/227—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of hydrocarbons, or reaction products thereof, e.g. afterhalogenated or sulfochlorinated
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/507—Polyesters
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/55—Epoxy resins
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/564—Polyureas, polyurethanes or other polymers having ureide or urethane links; Precondensation products forming them
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/59—Polyamides; Polyimides
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M2101/00—Chemical constitution of the fibres, threads, yarns, fabrics or fibrous goods made from such materials, to be treated
- D06M2101/40—Fibres of carbon
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2918—Rod, strand, filament or fiber including free carbon or carbide or therewith [not as steel]
Definitions
- the present invention relates to a chopped carbon fiber bundle suitable for the production of a carbon fiber reinforced resin using a thermoplastic resin as a matrix, and a method for producing the same.
- the present invention relates to a chopped carbon fiber bundle made from a carbon fiber bundle (so-called large tow) having a large number of filaments and a large total fineness, and a method for producing the same.
- the present invention relates to a chopped carbon fiber bundle excellent in handling properties such as fluidity and convergence as a reinforcing material of a short fiber reinforced resin molding material and a method for producing the same.
- Carbon fiber reinforced resin is widely used in various fields such as office equipment and automobiles because it is far superior in strength, rigidity and dimensional stability compared to non-reinforced resin.
- Demand for carbon fiber is increasing year by year, and demand is shifting from premium applications such as aircraft and sports to general industrial applications related to construction, civil engineering, and energy.
- the demand for carbon fiber is also strict, reducing not only performance but also price. Has become a major issue. Therefore, in recent years, carbon fiber bundles having a larger number of filaments and a larger total fineness have been supplied for price reduction.
- CFRTP carbon fiber reinforced thermoplastic resin
- a short carbon fiber reinforced thermoplastic resin (hereinafter referred to as “CFRTP”) using a thermoplastic resin as a matrix resin is injection-moldable and has high productivity, and is not a conventional unreinforced thermoplastic resin or short resin.
- CFRTP thermoplastic resin
- thermoplastic resin pellet a chopped carbon fiber bundle in which a carbon fiber bundle is cut into 3 to 10 mm and focused with a sizing agent, or a carbon fiber milled fiber pulverized to 1 mm or less is used as a thermoplastic resin pellet or A method is adopted in which the powder is supplied to an extruder together with powder, melt-kneaded and pelletized, and then formed by an injection molding machine or an extrusion molding machine.
- the sizing agent can increase the flatness of such a carbon fiber bundle as compared with the conventional one.
- a chopped carbon fiber bundle having a high flatness is produced for the reason that it easily penetrates into the carbon fiber bundle.
- the shape of the carbon fiber bundle becomes flat, there arises a problem that the chopped carbon fiber bundle has low fluidity and convergence.
- the cross-sectional shape is made close to a circle, the bulk density of the carbon fiber bundle increases, and the sizing agent does not easily penetrate into the carbon fiber bundle, resulting in uneven convergence.
- a method of first immersing the carbon fiber bundle in a sizing agent and then cutting the carbon fiber bundle focused in the drying process with a cutter in a continuous or separate process is common.
- the glass fiber is generally chopped by applying a sizing agent to the melt-spun glass fiber, cutting it in a wet state, and then drying it. According to this glass fiber chopping method, it is easy to obtain a chopped fiber having high bundling properties with a small amount of sizing agent. Examples of employing this method for carbon fiber include Patent Document 1 and Patent Document 2.
- the number of fibers of the carbon fiber bundle to be chopped in the patent document is about 12,000, and the carbon fiber bundle having a large number of filaments and a large total fineness is not processed.
- the number of fibers in the fiber bundle in the step of applying the sizing agent is about 4,000, and a thick fiber bundle is not processed.
- Patent Document 3 provides a chopped carbon fiber bundle that realizes large-scale packaging for mass production and that can simultaneously satisfy stable supply and dispersibility from the hopper to the extruder, and a method for producing the same.
- the chopped carbon fiber bundle is a chopped carbon fiber bundle having 30,000 to 120,000 carbon fiber filaments constituting the chopped carbon fiber bundle, and the ratio of the major axis (Dmax) to the minor axis (Dmin) of the cross section (Dmax). / Dmin) is 1.0 to 1.8, and is a chopped carbon fiber bundle bundled with 1 to 10% by weight of a sizing agent.
- the length (L) of the chopped carbon fiber bundle and the shortness of the chopped carbon fiber bundle A diameter (Dmin) ratio (L / Dmin) of 4 or less has been proposed.
- the carbon fiber chop strand described in Patent Document 3 has a carbon fiber bundle shape with low flatness when producing a chopped carbon fiber bundle, and causes poor drying when dried by applying a sizing agent. There is a problem that it is necessary to reduce the production speed.
- Patent Document 4 proposes a chopped carbon fiber bundle excellent in fluidity and convergence by using a low-cost carbon fiber bundle having a large number of filaments as a raw material.
- a chopped carbon fiber characterized in that the fluctuation rate in the distribution of weight per unit length in the fiber length direction is 30 to 60%, and a method for producing the same.
- Patent Document 4 describes that the chop shape is substantially rectangular and the length of one side is 1.5 to 6 mm.
- Japanese Patent Laid-Open No. 5-261729 Japanese Patent Laid-Open No. 5-261730 JP 2011-208285 A Japanese Patent Laid-Open No. 11-81146
- An object of the present invention is to use a carbon fiber bundle having a large number of filaments and a large total fineness as a raw material, and a chopped carbon fiber bundle that exhibits good handleability and high productivity even when the amount of sizing agent attached is low, and the chopped carbon It is to provide a method for producing a fiber bundle.
- the length (L) of the chopped carbon fiber bundle along the fiber direction of the carbon fiber width is 1 mm or more and 50 mm or less
- the ratio (Dmax / Dmin) of the major axis (Dmax) and minor axis (Dmin) of the cross section perpendicular to the fiber direction of the chopped carbon fiber bundle is 6.0 or more and 18.0 or less
- a chopped carbon fiber bundle in which the orientation parameter of single fibers existing on the surface is 4.0 or less.
- the ratio (L / Dmin) of the length (L) of the chopped carbon fiber bundle to the short diameter (Dmin) in the cross section perpendicular to the fiber direction of the chopped carbon fiber bundle is 5 or more and 30 or less (1)
- a primary sizing agent having a viscosity at 30 ° C. of 3000 Pa ⁇ s or less is 0.3 wt% or more and 1.5 wt% or less.
- the width of the carbon fiber bundle per unit basis weight is in a range of 1/440 mm / tex or more and 1/100 mm / tex or less, and a sizing solution containing a secondary sizing agent is applied, and the carbon fiber A method for producing a chopped carbon fiber bundle, in which the bundle is cut and then the sizing liquid is dried.
- the secondary sizing agent contains one or more thermoplastic resins selected from any of urethane resins, nylon resins, modified olefin resins, modified epoxy resins, and water-soluble nylon resins.
- the matrix resin is polycarbonate resin, nylon resin, polyethylene terephthalate resin, polybutylene terephthalate resin, ABS resin, polyoxymethylene resin, polypropylene resin, polyphenylene sulfide resin, polyethersulfine resin, and polyetherimide resin.
- the manufacturing method of the carbon fiber reinforced resin composition as described in (9) containing 1 or more chosen from either the thermoplastic resin to contain, and its alloy type resin.
- (11) A method for producing a pellet or a molded product using the carbon fiber reinforced resin composition obtained by the production method according to (9) or (10).
- the total fineness is 25,000 dtex or more and 45,000 dtex or less
- the ratio of the major axis (Dmax) to the minor axis (Dmin) of the cross section (Dmax / Dmin) is 6.0 or more and 18.0 or less
- the adhesion amount of the sizing agent is A chopped carbon fiber bundle that is 1% by mass or more and 5% by mass or less.
- a chopped carbon fiber bundle in which a sizing solution is applied to a carbon fiber bundle having a total fineness of 25,000 dtex or more and 45,000 dtex or less in a twisted state, and the carbon fiber bundle is cut and dried before the sizing agent is dried. Manufacturing method.
- the chopped carbon fiber bundle of the present invention can exhibit excellent processability and handleability in a composite process with a matrix resin, and when the chopped carbon fiber bundle is used, a molded product having excellent mechanical properties can be obtained. It is done. Moreover, since the chopped carbon fiber bundle of the present invention has a flat shape, the productivity of manufacturing the chopped carbon fiber bundle is greatly improved.
- the chopped carbon fiber bundle according to an embodiment of the present invention is a chopped carbon fiber bundle that combines high fluidity, that is, stable supply ability, dispersibility, and high productivity with a relatively small amount of sizing agent.
- the chopped carbon fiber refers to a certain range of length as will be described later, for example, by cutting the carbon fiber.
- the chopped carbon fiber bundle of this embodiment is obtained by the following method.
- the carbon fibers used in the present embodiment are each a carbon fiber (including graphite fibers) such as filamentous polyacrylonitrile (PAN), rayon, or pitch, and a carbon fiber having a metal coating on the fibers. Etc. These carbon fibers are produced by a known method, and a bundle of 25,000 dtex to 45,000 dtex is appropriate as the total fineness of the carbon fiber bundle. Here, the total fineness indicates the total thickness of the fibers contained in the fiber bundle, and is expressed in dtex units defined in JIS L 0104 from the weight per length.
- the production cost of carbon fibers can be reduced, and it is preferable as a reinforcing material for short carbon fiber reinforced thermoplastic resin composition materials that are required to be inexpensive, and more preferably 28,000 dtex or more.
- the number of constituents is 45,000 dtex or less, the sizing agent is likely to penetrate to the inside when the sizing agent is applied, and the strands are not easily broken when the chopped carbon fiber bundle is cut.
- the uniformity is less likely to decrease, and is preferably 38,000 dtex or less, and more preferably 35,000 dtex or less.
- the sizing agent used in the present embodiment is a compound that is added (provided) to fibers and mainly converges between fibers to change their physical properties, and includes, for example, a resin.
- the resin used for the sizing agent may be either a thermoplastic resin or a thermosetting resin.
- epoxy resin urethane-modified epoxy resin, polyester resin, phenol resin, polyamide resin, polyurethane resin, polycarbonate resin, polyetherimide resin Polyamideimide resin, polystilpyridine resin, polyimide resin, bismaleimide resin, polysulfone resin, polyethersulfone resin, epoxy-modified urethane resin, polyvinyl alcohol resin, polyvinylpyrrolidone resin, or a single substance or a mixture of these modified resins Mainly one or more thermoplastic resins selected from urethane resins, nylon resins, modified olefin resins, modified epoxy resins and water-soluble nylon resins because of their excellent flexibility and high convergence. Minute and the sizing agent is preferred.
- the sizing agent can be used alone or as a mixture of a plurality of these thermoplastic resins, and further used as a mixture to which an epoxy resin, an acrylic ester resin, a methacrylic ester resin, a silane coupling agent or the like is added. It can.
- silane coupling agents compounds such as epoxy silane, amino silane, and vinyl silane are particularly desirable, and the epoxy group of the silane compound may be either a glycidyl group or an alicyclic epoxy group.
- the amount of the sizing agent attached to the chopped carbon fiber bundle needs to be 1 to 5% by mass with respect to the total mass of the chopped carbon fiber bundle. If the adhesion amount of the sizing agent is 1% by mass or more, the sizing property of the chopped carbon fiber bundle is good, and the supply property to an extruder or the like is easily stabilized. If it is 5% by weight or less, the dispersibility is good, the mechanical properties are hardly deteriorated, and the amount of cracked gas generated by thermal decomposition is easily suppressed, and at the time of cutting when producing a chopped carbon fiber bundle This is preferable because it is easy to cut. From these viewpoints, the total adhesion amount of the sizing agent is more preferably 2% by mass or more, and more preferably 4% by mass or less.
- the ratio (Dmax / Dmin) of the major axis (Dmax) to the minor axis (Dmin) of the cross section when the chopped carbon fiber bundle is cut perpendicular to the fiber direction is 6.0. It must be ⁇ 18.0. If it is 6.0 or more, the sizing agent tends to adhere uniformly, and the supply of the chopped carbon fiber bundle at the time of compound production becomes stable. Moreover, if Dmax / Dmin is 18.0 or less, the chopped carbon fiber bundle is difficult to break in the fiber direction, and the feedability is easily stabilized. From these viewpoints, Dmax / Dmin is more preferably 8.0 or more and 15.0 or less, and further preferably 9.0 or more and 12.0 or less.
- the chopped carbon fiber bundle of this embodiment is further characterized in that the orientation parameter of the single fiber existing on the surface of the chopped carbon fiber bundle is 4.0 or less.
- the orientation parameter is a value defined by, for example, an expression described later. The smaller the value, the more uniform the single fibers are.
- the orientation parameter is more preferably 3.0 or less.
- the orientation parameter in the present embodiment was obtained by fitting a frequency distribution obtained by weighting each angle (unit: degree) of a single fiber constituting a carbon fiber bundle with a length to the following Lorentz function.
- the value range was defined as the orientation parameter.
- the ratio (L / Dmin) of the length (L) of the chopped carbon fiber bundle and the short diameter (Dmin) of the chopped carbon fiber bundle of this embodiment is preferably 5 or more and 30 or less. If this ratio is 5 or more, it will be easy to suppress that the physical property of a molding falls. If it is 30 or less, there are few contacts between strands, and since fluidity
- the bulk density of the chopped carbon fiber bundle represents the weight of the carbon fiber per fixed volume (1 L), and the bulk density is desirably 200 g / L or more and 650 g / L or less. Generally, if it is less than 200 g / L, the frictional resistance with another chop in contact with the chop surface becomes larger than the gravity applied to one chop, and a portion that does not move from the hopper is generated. Moreover, it is generally difficult to produce a chopped carbon fiber bundle having a bulk density of 650 g / L or more. Further, the bulk density may be 200 g / L or more and 300 g / L or less.
- the length (L) of the chopped carbon fiber bundle of the present embodiment varies depending on the target molding method, but is in the range of 1 mm to 50 mm, preferably 3 mm to 40 mm, more preferably 5 mm to 30 mm. Is desirable. When the length is 1 mm or more, the handling property of the chopped carbon fiber bundle is excellent, and therefore, the productivity when producing a compound from the chopped carbon fiber bundle and the matrix resin is preferable. Moreover, if the said length is 50 mm or less, since the process passability at the time of shape
- the length of the chopped carbon fiber bundle is in the above range is that the chopped carbon fiber bundle is substantially in the above range. More specifically, for example, 95. It means that 0% or more is within the above range.
- the method for producing the chopped carbon fiber bundle of the present embodiment is not particularly limited, but after the sizing liquid containing a sizing agent is attached to the carbon fiber bundle, the carbon fiber bundle in which the sizing liquid is in a wet state is subsequently applied.
- a method of cutting to a predetermined length and drying to produce is preferable from the viewpoint of process passability.
- a roll method a dipping method in which tow is dipped in a sizing solution, and a nip roller is used to control the amount of sizing solution applied by the squeezing amount can be employed.
- it is optimal to run the tow on a plurality of touch rolls in terms of controlling the amount of adhesion and the tow width.
- the concentration of the sizing agent in the sizing solution is preferably 0.5 to 30% by mass.
- the solvent of the sizing liquid may be water, alcohols such as ethyl alcohol or methyl alcohol, ketones such as acetone or methyl ethyl ketone, xylene, dichloromethane, N-methylpyrrolidone, dimethylformamide, tetrahydrofuran or Toluene or the like, or a mixed system thereof is appropriately selected and used.
- a primary sizing agent having a viscosity at 30 ° C. of 3000 Pa ⁇ s or less, more preferably 2500 Pa ⁇ s or less is added to the carbon fiber bundle before adhering the sizing solution to 0.3% by weight or more.
- the sizing liquid a sizing liquid containing a secondary sizing liquid; hereinafter abbreviated as “secondary sizing liquid” as appropriate. If the viscosity and adhesion amount of the primary sizing agent are within this range, the width of the carbon fiber bundle to be described later can be controlled while suppressing fuzz in the step of attaching the secondary sizing liquid.
- the component of the primary sizing agent is not particularly limited, and an epoxy resin, a polyurethane resin, a nylon resin, a polyolefin resin, a polyester resin, or polyethylene glycol can be used. These may be used alone or in combination of two or more. In some cases, an emulsifier or a surfactant can be included.
- the width of the carbon fiber bundle per unit basis weight is set to a range of 1/450 mm / tex or more and 1/100 mm / tex or less to perform secondary sizing. It is preferable to apply a liquid. If the width of the carbon fiber bundle is 1/440 mm / tex or more, it becomes easy to control the liquid content and increase the convergence. Further, if it is 1/100 mm / tex or less, the time required for the secondary sizing solution to sufficiently penetrate into the fiber bundle can be shortened, so that impregnation unevenness hardly occurs in the continuous process, and the focusing property becomes high.
- a more desirable range is 1/370 mm / tex or more and 1/150 mm / tex or less. If it is 1/370 mm / tex or more and 1/150 mm / tex or less, fuzzing when adjusting the carbon fiber bundle can be prevented while promoting the penetration of the secondary sizing liquid, and suitable short fiber orientation can be achieved. A chopped carbon fiber bundle can be produced with high productivity.
- the carbon fiber bundle before adhering the secondary sizing liquid may be a fiber bundle obtained by connecting fiber bundles taken out from a plurality of packages.
- the method for connecting the end of the fiber bundle in one carbon fiber package and the end of the fiber bundle of another package is not particularly limited, but it is desirable to connect by air entanglement. This is because the process passability at the time of producing a chopped carbon fiber bundle is significantly deteriorated when the yarns are connected by directly tying them.
- a connecting portion between two or more fiber bundles by air entanglement is preferable because of good processability and little influence on the quality of the product by the connecting portion.
- the cutting method for cutting the carbon fiber bundle into a chopped carbon fiber bundle is not particularly limited, but it is preferable to cut the carbon fiber bundle by a rotary cutter method to obtain a chopped carbon fiber bundle.
- a rotary cutter method When cutting with a rotary cutter, if the thickness of the carbon fiber bundle becomes too thick, it will be broken, the tow will be wrapped around the rotor, making it impossible to operate, and the chopped form will be defective, so the tow thickness is thin Is preferred.
- the drying of the chopped carbon fiber bundle after being cut is not particularly limited, but is usually performed by a hot air drying method.
- a method of transferring while vibrating is preferably used.
- auxiliary means such as infrared radiation can be used in combination in order to increase the drying efficiency. If the vibration conditions at the time of drying are too strong, bundle cracking of the obtained chopped carbon fiber bundle is likely to occur, and the number of chopped carbon fiber bundles having a bundle width / thickness of less than 2 increases. If the vibration condition is too weak, quasi-bonding between chopped carbon fiber bundles occurs.
- the production method of the carbon fiber reinforced resin composition of the present embodiment is such that the chopped carbon fiber bundle is 5 parts by mass or more and 150 parts by mass or less, preferably 15 parts by mass or more and 40 parts by mass with respect to 100 parts by mass of the matrix resin. It is related with the manufacturing method of a carbon fiber reinforced resin composition including mix
- the chopped carbon fiber bundle may be mixed in an amount of 5 to 60% by mass, preferably 10 to 30% by mass with respect to the total mass of the matrix resin in terms of the amount of carbon fibers.
- thermoplastic resin polycarbonate resin, nylon resin, polyester resin, ABS resin, polystyrene resin, polyphenylene ether resin, polyoxyethylene resin, polyolefin resin, polyetherimide resin or other industrially useful engineering
- thermosetting resin examples include unsaturated polyester resins, vinyl ester resins, and phenol resins.
- the matrix resin preferably used in the present embodiment includes polycarbonate resin, nylon resin, polyethylene terephthalate resin, polybutylene terephthalate resin, ABS resin, polyoxymethylene resin, polypropylene resin, polyphenylene sulfide resin, and polyethersulfine resin. And one or more selected from thermoplastic resins including polyetherimide resins and alloy resins thereof.
- the carbon fiber reinforced resin composition of the present embodiment may contain additives such as fillers, elastomers (rubbers), carbon black, metal oxides or ceramics, or flame retardants.
- additives such as fillers, elastomers (rubbers), carbon black, metal oxides or ceramics, or flame retardants.
- the additive is contained in an amount of 43% by mass or less, preferably 17% by mass or less, based on 100 parts by mass of the carbon fiber reinforced resin composition of the present embodiment.
- the carbon fiber reinforced resin composition is prepared by mixing the chopped carbon fiber bundle with a matrix resin and optionally an additive by a known method.
- This embodiment relates to a method for producing pellets or molded products using the carbon fiber reinforced resin composition obtained by the production method.
- a well-known method can be used.
- the matrix resin is a thermoplastic resin
- an injection molding method is adopted.
- the matrix resin is a thermosetting resin
- a high pressure by a press molding method a sheet molding compound or a bulk molding compound is used.
- a press molding method is adopted.
- the packing density is a value obtained by dividing the total fineness (dtex) of the fiber bundle by the fiber bundle width (length (mm) perpendicular to the fiber axis).
- the sizing agent may be applied with the carbon fiber packing density in the carbon fiber bundle in the range of 1,000 to 4,000 dtex / mm. If the filling density of the carbon fiber is 1,000 dtex / mm or more, the liquid content can be controlled to easily increase the convergence. Further, if it is 4,000 dtex / mm or less, the time required for the sizing solution to sufficiently penetrate into the fiber bundle can be shortened, so that impregnation unevenness hardly occurs in the continuous process, and the focusing property becomes high.
- the end of the fiber bundle in the carbon fiber package and the end of another fiber bundle are not particularly limited as long as they are fluid, but are connected by air entanglement. It is desirable. This is because the process passability at the time of producing a chopped carbon fiber bundle is significantly deteriorated when the yarns are connected by directly tying them.
- a part of the fiber bundle in the carbon fiber package has a connection part of two or more fiber bundles by air entanglement, so that the process passability is improved and the quality of the product by the connection part is improved. This is preferable because the influence of the is reduced.
- the orientation parameter (orientation degree) of single fibers existing on the surface of the chopped carbon fiber bundle was measured by the following method.
- the obtained chopped carbon fiber bundle was observed with an optical microscope (manufactured by KEYENCE, DIGITAL MICROSCOPE VHX-500F) at a reflected light and a magnification of 200 times.
- an image (1600 ⁇ 1200 pixels) in which all the carbon fiber filaments are in focus within the screen was photographed using a high-quality depth synthesis function.
- the carbon fiber filament appears white compared to the portion without the filament.
- the photographed image was analyzed in the following procedure using image analysis software (Mitani Corporation 2D image analysis software, WinROOF).
- a pixel whose luminance value after grayscale conversion is brighter than the threshold value B is white, and a pixel darker than B is black, and the image is binarized.
- the threshold value B of the luminance value is set so that the luminance value of all the pixels included in the image is a histogram (frequency distribution), and the total of the frequencies below the luminance value B and the total of the frequencies above the luminance value B are the same value.
- the white line (indicating carbon fiber filament) in the binarized image is defined as a straight line by the needle-like separation function of the image analysis software, and the coordinates of the start point and end point of all white lines in the screen ( Xs, Ys) and (Xe, Ye) were defined.
- ⁇ max is the angle with the highest frequency
- ⁇ new is newly defined as follows with respect to the value ⁇ of the original frequency axis of the frequency distribution.
- the angle with the highest frequency is 90 degrees.
- the obtained chopped carbon fiber bundle was put into a 1 kg weight screw feeder having a screw part diameter of 30 mm and conveyed at a speed of 15 kg per hour. When all 1 kg could be conveyed, it was judged that the feed property was good, and when the chopped carbon fiber bundle caused bridging in the screw portion during conveyance and caused poor conveyance, it was judged that feeding was impossible.
- Example 1 A carbon fiber bundle TRH50 60M (trade name, manufactured by Mitsubishi Rayon, total fineness of 33,000 dtex) to which 1.2% by mass of low-viscosity epoxy A as a primary sizing agent was attached was used.
- the above carbon fiber bundle was alternately passed through a plurality of open fiber bars and a tow width regulating bar so that the carbon fiber width per unit basis weight was 1/440 mm / tex.
- the aqueous urethane resin E which is a secondary sizing agent, is attached to the carbon fiber bundle using an aqueous solution (secondary sizing solution) prepared so that the solid content concentration of the aqueous urethane resin E is 6.0% by weight. did.
- a part of the touch roll was immersed in the secondary sizing liquid tank, and the secondary sizing liquid was applied to the roll surface by rotating the touch roll. Subsequently, the secondary sizing liquid was adhered to the carbon fiber bundle by continuously bringing the carbon fiber bundle into contact with the roll surface (touch roll method). At this time, the secondary sizing solution was applied to the front and back surfaces of the carbon fiber bundle using two touch rolls. Next, before the secondary sizing liquid applied to the carbon fiber bundle was dried, that is, in a state where the carbon fiber bundle was in a wet state, the carbon fiber bundle was cut using a rotary cutter having a cutting blade interval of 6 mm.
- the cut carbon fiber bundle was continuously charged into a floor vibration type hot air drying furnace (drying temperature 200 ° C.) and dried to obtain a chopped carbon fiber bundle.
- a floor vibration type hot air drying furnace drying temperature 200 ° C.
- the adhesion amount of the sizing agent of the chopped carbon fiber bundle was measured.
- the shape measurement of the chopped carbon fiber bundle was measured.
- the feed property of the chopped carbon fiber bundle was evaluated. The results are shown in Tables 1 and 2.
- the details of the composition of each resin used in the sizing agent are shown in Tables 3 and 4. The same applies to the second and subsequent embodiments.
- Example 2 A chopped carbon fiber bundle was obtained in the same manner as in Example 1 except that the water-soluble nylon resin F was used in place of the aqueous urethane resin E as the secondary sizing agent. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed. In the same manner as in Example 1, the adhesion amount, cross-sectional shape, bulk density, and orientation parameter of the sizing agent of the chopped carbon fiber bundle were measured. Moreover, the feed property of the chopped carbon fiber bundle was evaluated. The results are shown in Tables 1 and 2.
- Example 1 The carbon fiber bundle used in Example 1 (TRH50 60M, low-viscosity epoxy A adhered to 1.2% by mass) was twisted 10 revolutions per meter. Next, the carbon fiber bundle was immersed in an aqueous solution (secondary sizing solution) prepared by adding aqueous urethane resin E to a solid content concentration of 6.0% by weight, passed through a nip roll, and then heated roll (surface temperature 140 ° C.). And dried for 10 seconds to obtain a carbon fiber bundle. The obtained carbon fiber bundle was cut using a rotary cutter having a cutting blade interval of 6 mm to obtain a chopped carbon fiber bundle. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed.
- aqueous solution secondary sizing solution
- Example 3 A chopped carbon fiber bundle was obtained in the same manner as in Example 2 except that the width of the carbon fiber per unit basis weight before applying the secondary sizing solution to the carbon fiber bundle was 1/230 mm / tex. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed. The results are shown in Tables 1 and 2.
- Example 4 Carbon fiber bundle TRW50 50L (trade name, manufactured by Mitsubishi Rayon Co., Ltd., total fineness: 37,000 dtex) to which 1.2% by mass of low-viscosity epoxy A which is a primary sizing agent is attached is used as a secondary sizing agent, and an aqueous urethane resin E A chopped carbon fiber bundle was obtained in the same manner as in Example 3 except that was used. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed. The results are shown in Tables 1 and 2.
- Example 2 A cut carbon fiber bundle was obtained by the same method as in Example 1 except that the width of the carbon fiber per unit basis weight before applying the secondary sizing solution to the carbon fiber bundle was 1/50 mm / tex. It was. Next, when the cut carbon fiber bundle was continuously put into a floor vibration type hot air drying furnace (drying temperature 200 ° C.) and dried, vertical cracks and fluffing occurred in the cut carbon fiber bundle. The intended chopped carbon fiber bundle could not be obtained.
- Example 3 A chopped carbon fiber bundle was obtained by the same method as in Example 1 except that the width of the carbon fiber per unit basis weight before applying the secondary sizing solution to the carbon fiber bundle was as described in Table 1. It was. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed. The results are shown in Tables 1 and 2.
- Example 4 The carbon fiber bundle used in Example 1 (TRH50 60M, low-viscosity epoxy A adhered to 1.2% by mass) was used. Before applying the secondary sizing liquid to the carbon fiber bundle, the width of the carbon fiber per unit basis weight is 1/130 mm / tex so that the solid content concentration of the aqueous urethane resin E is 6.0% by weight. Using the prepared aqueous solution (secondary sizing solution), an aqueous urethane resin E as a secondary sizing agent was attached to the carbon fiber bundle in the same manner as in Example 1. Next, the carbon fiber bundle in a wet state was dried at 200 ° C.
- Carbon fiber bundle TRH50 60M (trade name, manufactured by Mitsubishi Rayon, total fineness 33,000 dtex) with 1.2% by mass of medium-viscosity urethane B, which is the primary sizing agent, attached to a rotary cutter with a cutting blade interval of 6 mm When cut, a large amount of fluff was generated during cutting, and a chopped carbon fiber bundle could not be produced.
- Example 9 Using the carbon fiber bundle used in Comparative Example 8 (TRH50 60M, medium-viscosity urethane B attached 1.2% by mass), the carbon fiber per unit weight before applying the secondary sizing solution to the carbon fiber bundle A chopped carbon fiber bundle was obtained by the same method as in Example 1 except that the width was 1/100 mm / tex. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed. The results are shown in Tables 1 and 2.
- Example 10 to 11 The same method as in Example 9 except that the width of the carbon fiber per unit basis weight and the adhesion amount of the secondary sizing agent before applying the secondary sizing solution to the carbon fiber bundle are as shown in Table 1. Thus, a chopped carbon fiber bundle was obtained. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed. The results are shown in Tables 1 and 2.
- Example 12 A chopped carbon fiber bundle was obtained in the same manner as in Example 7 except that the aqueous polyolefin resin G was used as the secondary sizing solution. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed. The results are shown in Tables 1 and 2.
- Example 13 A chopped carbon fiber bundle was obtained in the same manner as in Example 7 except that the aqueous epoxy resin H was used as the secondary sizing solution. About the obtained chopped carbon fiber bundle, the same measurement as Example 1 was performed. The results are shown in Tables 1 and 2.
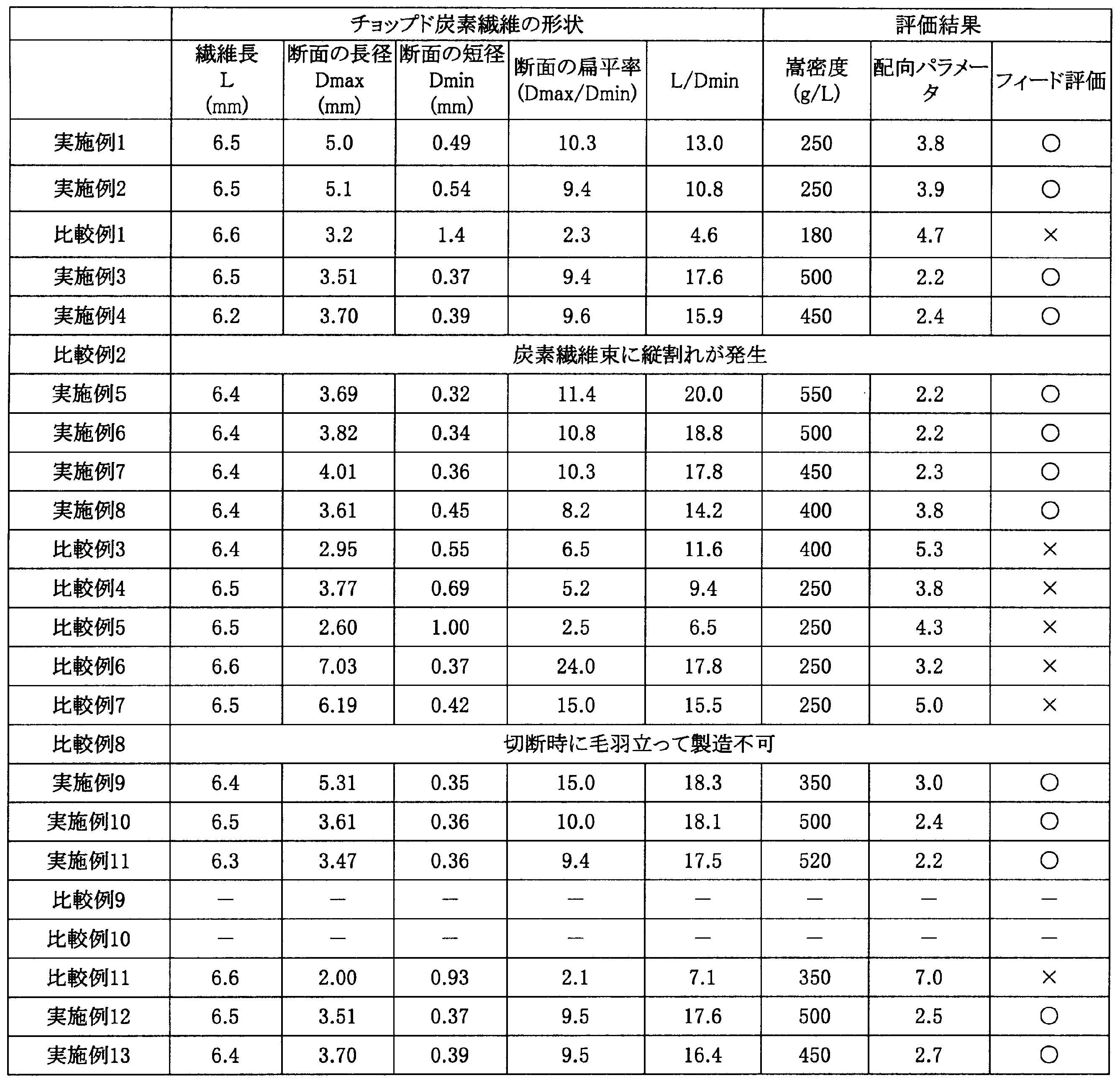
- the chopped carbon fiber bundles of the examples have a flat shape with an appropriate cross section, and the single fibers constituting the chopped carbon fiber bundle are highly oriented, so that even if the amount of sizing agent attached is relatively low, it is uniform. A sizing agent is applied, and a good quality chopped carbon fiber bundle is obtained with high productivity.
- the chopped carbon fiber bundles of Comparative Example 1, Comparative Example 5, and Comparative Example 11 have a low cross-sectional flatness, and further, since the single fibers are not oriented, they are inferior in handling at the time of compound production. Yes.
- the chopped carbon fiber bundles of Comparative Example 3 and Comparative Example 7 have a moderately flat cross section, but the chopped carbon fiber bundles were rubbed with each other because the single fibers constituting the chopped carbon fiber bundle were not oriented. It is easy to fluff and has poor handleability.
- the single fibers constituting the carbon fiber bundle are oriented, but the flatness of the cross section is low or the flatness is excessive. Easy to disperse and poor in handling.
- the chopped carbon fiber bundle of Comparative Example 8 has a flat shape with an appropriate cross section, and the single fibers constituting the chopped carbon fiber bundle are also oriented, but the carbon fiber bundle is too small because the amount of sizing agent attached is too small.
- Comparative Example 2 Comparative Example 9, and Comparative Example 10 indicate that the chopped carbon fiber bundle cannot be stably produced unless the viscosity of the primary sizing agent and the width of the carbon fiber bundle when applying the sizing liquid are appropriate. ing. From the above results, it was found that according to the present invention, the sizing agent was uniformly applied even when the sizing agent adhesion amount was relatively low, and a chopped carbon fiber bundle showing good handleability and high productivity was obtained. .
- Example 14 Using a carbon fiber bundle TRH50 60M manufactured by Mitsubishi Rayon with a total fineness of 32,000 dtex, a carbon fiber bundle having a predetermined tow width is obtained by alternately passing through a plurality of open fiber bars and a tow width regulating bar. Adhesion treatment was performed using an aqueous solution (sizing solution) prepared from Hydran HW-930 (aqueous urethane resin manufactured by DIC Corporation) to a solid content concentration of 6.0% by weight.
- aqueous solution sizing solution
- Hydran HW-930 aqueous urethane resin manufactured by DIC Corporation
- Adhesion treatment is a touch roll method in which a part of the roll is immersed in a sizing liquid tank, the sizing liquid is applied to the roll surface, and the sizing liquid is attached to the carbon fiber bundle by bringing the carbon fiber bundle into contact with the roll surface. went.
- the adhesion treatment was performed at 4,400 dtex / mm.
- Two touch rolls were used and applied to the two front and back surfaces of the carbon fiber bundle.
- the wet carbon fiber bundle is cut with a rotary cutter having a cutting blade interval of 6 mm, and the cut carbon fiber bundle is continuously put into a floor vibration type hot air drying furnace and dried at 200 ° C. A carbon fiber bundle was obtained.
- Example 15 A chopped carbon fiber bundle was obtained in the same manner as in Example 14 except that Sepoljon PA150 (nylon emulsion manufactured by Sumitomo Seika Co., Ltd.) was used as the sizing agent instead of Hydran HW-930. About the obtained chopped carbon fiber bundle, the same measurement as Example 14 was performed.
- Sepoljon PA150 nylon emulsion manufactured by Sumitomo Seika Co., Ltd.
- Example 12 A carbon fiber bundle obtained by twisting 10 revolutions per meter in a carbon fiber bundle TRH50 60M manufactured by Mitsubishi Rayon is immersed in an aqueous solution (sizing liquid) prepared with a hydran HW-930 concentration of 6.0% by weight. After passing, the carbon fiber bundle was obtained by contacting with a heating roll having a surface temperature of 140 ° C. for 10 seconds to obtain a carbon fiber bundle. The obtained carbon fiber bundle was cut with a rotary cutter having a cutting blade interval of 6 mm to obtain a chopped carbon fiber bundle. About the obtained chopped carbon fiber bundle, the same measurement as Example 14 was performed.
- the results are shown in Table 5.
- the carbon fiber bundles of Examples 14 and 15 have a flat cross section so that the sizing agent is uniformly applied even though the sizing agent adhesion amount is relatively low. It was possible to manufacture the bundle with high productivity.
- the chopped carbon fiber bundle of Comparative Example 12 containing a twist had a low flatness and a low bulk density.
- the chopped carbon fiber bundle of the present invention can exhibit excellent processability and handleability in a composite process with a matrix resin, and when the chopped carbon fiber bundle is used, a molded product having excellent mechanical properties can be obtained. It is done. Moreover, since the chopped carbon fiber bundle of the present invention has a flat shape, the productivity of manufacturing the chopped carbon fiber bundle is greatly improved.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Textile Engineering (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Inorganic Fibers (AREA)
Abstract
Description
本願は、2012年11月26日に日本に出願された特願2012-257772号に基づき優先権を主張し、その内容をここに援用する。
一方、炭素繊維束の形態が扁平になるほど、流動性や集束性の低いチョップ炭素繊維束となってしまうという問題を生じる。また、断面形状を円形に近づけると炭素繊維束の嵩密度が高くなり、炭素繊維束の内部にサイジング剤が浸透しにくくなるため、集束性にむらが生じる。さらにコンパウンド工程で受ける剪断力が大きくなるため解繊しやすくなり、ファイバーボールができやすくなり流動性が低くなるため、コンパウンド工程のホッパーから押出機へ移送するときに閉塞等のトラブルを起こしやすくなる。
しかし、特許文献3に記載の炭素繊維チョップストランドでは、チョップド炭素繊維束を製造する際にその扁平度が低い炭素繊維束形状であり、サイジング剤を付与して乾燥させる際に乾燥不良を起こすため、生産速度を低下させる必要が生じるという問題点がある。
しかし、特許文献4には、チョップの形状について、略矩形で1辺の長さが1.5~6mmと記載されている。1辺の長さが3mm程度よりも短い距離であると、単位長さ当たりの重量が1.7mgであっても断面は扁平度が低くなり、やはり製造時に乾燥不良を起こして生産速度を低下させる必要が生じるという問題点があった。
チョップド炭素繊維束の全体質量に対して1質量%以上5質量%以下のサイジング剤とを含んでなり、
前記炭素繊維幅の繊維方向に沿うチョップド炭素繊維束の長さ(L)が1mm以上50mm以下、
前記チョップド炭素繊維束の繊維方向に対して垂直な断面の長径(Dmax)と短径(Dmin)の比(Dmax/Dmin)が6.0以上18.0以下であり、前記チョップド炭素繊維束の表面に存在する単繊維の配向パラメータが4.0以下である、チョップド炭素繊維束。
(2)チョップド炭素繊維束の長さ(L)とチョップド炭素繊維束の繊維方向に対して垂直な断面における短径(Dmin)の比(L/Dmin)が5以上30以下である(1)に記載のチョップド炭素繊維束。
(3)嵩密度が200g/L以上650g/L以下である(1)または(2)に記載のチョップド炭素繊維束。
(4)前記サイジング剤が、ウレタン系樹脂、ナイロン系樹脂、変性オレフィン系樹脂、変性エポキシ系樹脂及び水溶性ナイロン系樹脂のいずれかから選ばれる1以上の熱可塑性樹脂を主成分とするサイジング剤である(1)~(4)のいずれかに記載のチョップド炭素繊維束。
(5)総繊度が25,000dtex以上45,000dtex以下の炭素繊維束に対して、30℃における粘度が3000Pa・s以下である一次サイジング剤を0.3重量%以上1.5重量%以下の量を付着させた後、単位目付あたりの炭素繊維束の幅が1/440mm/tex以上1/100mm/tex以下の範囲にして、二次サイジング剤を含むサイジング液を付与し、前記前記炭素繊維束を切断し、次いで前記サイジング液を乾燥するチョップド炭素繊維束の製造方法。
(7)前記二次サイジング剤が、ウレタン系樹脂、ナイロン系樹脂、変性オレフィン系樹脂、変性エポキシ系樹脂及び水溶性ナイロン系樹脂のいずれかから選ばれる1以上の熱可塑性樹脂を含む、(5)に記載のチョップド炭素繊維束の製造方法。
(8)前記一次サイジング剤と前記二次サイジング剤を含むサイジング剤の炭素繊維束に対する付着量が1~5質量%である、(5)~(7)の何れかに記載のチョップド炭素繊維束の製造方法。
(9)マトリックス樹脂100質量部に対して、(1)~(5)のいずれかに記載のチョップド炭素繊維束を炭素繊維量で5質量部以上150質量部以下を配合し、その後、前記マトリックス樹脂と前記チョップド炭素繊維を混合する工程を含む、炭素繊維強化樹脂組成物の製造方法。
(10)前記マトリックス樹脂が、ポリカーボネート樹脂、ナイロン樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ABS樹脂、ポリオキシメチレン樹脂、ポリプロピレン樹脂、ポリフェニレンサルフィド樹脂、ポリエーテルサルフィン樹脂及びポリエーテルイミド樹脂を含む熱可塑性樹脂、並びにそのアロイ系樹脂のいずれかから選ばれる1以上を含む(9)に記載の炭素繊維強化樹脂組成物の製造方法。
(11)(9)又は(10)に記載の製造方法で得られた炭素繊維強化樹脂組成物を用いた、ペレット又は成型品の製造方法。
(12)総繊度が25,000dtex以上45,000dtex以下、断面の長径(Dmax)と短径(Dmin)の比(Dmax/Dmin)が6.0以上18.0以下、サイジング剤の付着量が1質量%以上5質量%以下であるチョップド炭素繊維束。
(13)嵩密度が200g/L以上300g/L以下である(12)に記載のチョップド炭素繊維束。
(14)総繊度が25,000dtex以上45,000dtex以下の炭素繊維束に撚り画ない状態でサイジング液を付与し、サイジング剤が乾燥する前に炭素繊維束を切断し、乾燥するチョップド炭素繊維束の製造方法。
またサイジング剤は、これら熱可塑性樹脂の単独でも、又は複数混合したものでも用いることができ、更にエポキシ樹脂、アクリルエステル樹脂、メタクリルエステル樹脂、又はシランカップリング剤等を添加した混合物として用いることができる。シランカップリング剤の中でも、特にエポキシシラン系、アミノシラン系又はビニルシラン系等の化合物が望ましく、シラン化合物のエポキシ基は、グリシジル基又は脂環式エポキシ基のいずれでもよい。
サイジング剤の付着量が1質量%以上であれば、チョップド炭素繊維束の集束性が良好であり、押出し機等への供給性が安定しやすい。5重量%以下であれば、分散性が良好であり、機械特性が低下しにくく、また、熱分解により発生する分解ガスの量も抑制しやすくなり、チョップド炭素繊維束を製造する際の裁断時に裁断しやすくなるため好ましい。これらの観点から、サイジング剤の総付着量は、2質量%以上がより好ましく、4質量%以下がより好ましい。
なお、本実施形態における配向パラメータは、炭素繊維束を構成する単繊維のそれぞれの角度(単位は度)を長さで重みづけした度数分布を、以下のローレンツ関数にフィッティングし、得られた半値幅を配向パラメータと定義した。
f(x)=h/(1+[(x-u)]2/w2)+b
(x:変数、h:ピークの高さ、u:ピークの位置、w:ピークの半値幅、b:ベースラインの高さ)
一次サイジング剤の成分としては、特に限定はないが、エポキシ系樹脂、ポリウレタン系樹脂、ナイロン系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂又はポリエチレングリコールなどを用いることができる。これらは1種または2種以上を併用してもよい。場合によっては、乳化剤あるいは界面活性剤などを含めることができる。
前記の炭素繊維強化樹脂組成物は、前記のチョップド炭素繊維束と、マトリックス樹脂、場合により添加剤とを、公知の方法により混合することにより調製される。
チョップド炭素繊維束を約2g採取し重量(W1)を測定した。その後、炭素繊維束を50リットル/分の窒素気流中、温度450℃に設定したマッフル炉(ヤマト科学株式会社製、製品名:FP410)に15分間静置し、サイジング剤を完全に熱分解させた。そして、20リットル/分の乾燥窒素気流中の容器に移し、15分間冷却した後の炭素繊維束を秤量(W2)して、次式よりサイジング剤の付着量を求めた。
サイジング剤付着量(重量%)=(W1-W2)/W1×100 (i)
得られたチョップド炭素繊維束を無作為に50個摘出し、チョップド炭素繊維束の長さ、及び断面の長径をノギスによって、また断面の短径をフラットポイントのマイクロメータによって測定した。50個の測定値の数平均値を算出し、チョップド炭素繊維束の長さL、断面の長径Dmax、断面の短径Dminとした。
2Lのメスシリンダーに、300gのチョップド炭素繊維束を充填し、軽く衝撃を与えてチョップド炭素繊維束の体積に変化が無くなったときの体積を求め、この体積とチョップド炭素繊維束の重量とを用いて嵩密度を算出した。
チョップド炭素繊維束の表面に存在する単繊維の配向パラメータ(配向度)を、以下の方法で測定した。
得られたチョップド炭素繊維束を光学顕微鏡(キーエンス製、DIGITAL MICROSCOPE VHX―500F)を用いて、反射光・倍率200倍で観察した。観察には、高画質深度合成機能を用いて、画面内ですべての炭素繊維フィラメントに焦点が合っている画像(1600×1200ピクセル)を撮影した。なお、反射光で観察した場合、炭素繊維フィラメントはフィラメントが無い部分と比較して白く写る。
撮影した画像を、画像解析ソフト(三谷商事株式会社製二次元画像解析ソフトウェア、WinROOF)を用いて以下の手順で解析した。
グレースケール変換後の輝度値が閾値Bより明るいピクセルを白、Bよりも暗いピクセルを黒として、画像を二値化した。輝度値の閾値Bは、画像に含まれるすべてのピクセルの輝度値をヒストグラム(度数分布)とした後に、輝度値B以下の度数の合計と輝度値B以上の度数の合計が同じ値になるように定義した。
さらに、二値化された画像における白線(炭素繊維フィラメントを示す)を画像解析ソフトの針状分離機能によって、白線を直線であると規定し、画面内のすべての白線の始点と終点の座標(Xs、Ys)、(Xe、Ye)を定義した。
画像解析で得られた白線の始点と終点の座標(Xs、Ys)、(Xe、Ye)より、以下の数式を用いて、各線分の角度θ度及び長さLを算出した。
θ=ArcTan((Ys-Ye)/(Xs―Xe))+90
L=√([(Xs-Xe)]2+[(Ys-Ye)]2 )
画像内のすべての白線について、線分の角度θ及び長さLを算出し、角度θが0度から180度まで1度ごとの度数に含まれる線分の長さを和した度数分布を作成した。
θnew=θ+(90-θmax) 但し0≦θ+(90-θmax)≦180の場合
θnew=θ+(90-θmax)-180 但しθ+(90-θmax)>180の場合
θnew=θ+(90-θmax)+180 但しθ+(90-θmax)<180の場合
θnewを横軸に用いた度数分布では、最も度数の多い角度が90度となる。
f(x)=h/(1+[(x-u)]2/w2)+b
(x:変数、h:ピークの高さ、u:ピークの位置、w:ピークの半値幅、b:ベースラインの高さ)
に最小二乗法を用いてフィッティングし、得られた半値幅のパラメータを配向度と定義した。
一つのチョップド炭素繊維束につき、サンプル数3点、各サンプルにつき3か所の顕微鏡写真を撮影し、これらの値の平均値を、チョップド炭素繊維束の表面に存在する単繊維の配向パラメータ(配向度)とした。
得られたチョップド炭素繊維束を1kg、スクリュー部の直径が30mmの重量式スクリューフィーダーに投入し、毎時15kgの速度で搬送した。1kgすべてを搬送できた場合はフィード性良好、搬送中にチョップド炭素繊維束がスクリュー部にブリッジングを起こして搬送不良を起こした場合は、フィード不可であると判断した。
一次サイジング剤である低粘度エポキシAが、1.2質量%付着した炭素繊維束TRH50 60M(商品名、三菱レイヨン製、総繊度33,000dtex)を用いた。
上記の炭素繊維束を、複数個よりなる開繊バーへの擦過とトウ幅規制バーを交互に通過させ、単位目付あたりの炭素繊維の幅が1/440mm/texとした。その後、水性ウレタン樹脂Eの固形分濃度が6.0重量%となるように調製した水溶液(二次サイジング液)を用いて、二次サイジング剤である水性ウレタン樹脂Eを、炭素繊維束に付着した。
二次サイジング液槽にタッチロールの一部を浸漬して、タッチロールを回転することにより、ロール表面に二次サイジング液を塗布した。次いで、炭素繊維束を前記ロール表面に連続的に接触させることにより、炭素繊維束に二次サイジング液を付着した(タッチロール方式)。この際、2個のタッチロールを用いて、炭素繊維束の表面と裏面に二次サイジング液を塗布した。
次いで、炭素繊維束に塗布された二次サイジング液が乾燥する前、すなわち炭素繊維束が湿潤状態にある状態で、切断刃の間隔が6mmのロータリーカッターを用いて炭素繊維束を切断した。その後、切断した炭素繊維束を、床振動式熱風乾燥炉(乾燥温度200℃)に連続的に投入し、乾燥して、チョップド炭素繊維束を得た。
得られたチョップド炭素繊維束を用いて、チョップド炭素繊維束のサイジング剤の付着量、チョップド炭素繊維束の形状測定、嵩密度、配向パラメータを測定した。また、同チョップド炭素繊維束のフィード性の評価を行った。その結果を表1及び2に示す。なお、サイジング剤に用いた各樹脂の組成の詳細については表3及び4に示す。以下の実施例2以降についても同様である。
二次サイジング剤として、水性ウレタン樹脂Eの代わりに水溶性ナイロン樹脂Fを用いた以外は実施例1と同様にして、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。実施例1と同様に、チョップド炭素繊維束のサイジング剤の付着量、断面形状、嵩密度、配向パラメータを測定した。また、同チョップド炭素繊維束のフィード性の評価を行った。結果を表1及び2に示す。
実施例1で用いた炭素繊維束(TRH50 60M、低粘度エポキシAが1.2質量%付着)に、1mあたり10回転の加撚を施した。次いで、前記炭素繊維束を、水性ウレタン樹脂Eを固形分濃度6.0重量%に調製した水溶液(二次サイジング液)に浸漬させ、ニップロールを通過させた後に、加熱ロール(表面温度140℃)に10秒間接触させる事により乾燥し、炭素繊維束を得た。得られた炭素繊維束を、切断刃の間隔が6mmのロータリーカッターを用いて切断して、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。
二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅を1/230mm/texとした以外は、実施例2と同様の方法により、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
一次サイジング剤である低粘度エポキシAが、1.2質量%付着した炭素繊維束TRW50 50L(商品名、三菱レイヨン製、総繊度37,000dtex)を使用し、二次サイジング剤に水性ウレタン樹脂Eを用いた以外は、実施例3と同様にして、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅を1/50mm/texとした以外は、実施例1と同様の方法により、切断された炭素繊維束を得た。次いで、切断された炭素繊維束を、床振動式熱風乾燥炉(乾燥温度200℃)に連続的に投入して乾燥したところ、切断された炭素繊維束には、縦割れと毛羽立ちが発生した。目的とするチョップド炭素繊維束を得ることはできなかった。
二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅を、表1の記載の通りとした以外は、実施例1と同様の方法により、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
実施例1で用いた炭素繊維束(TRH50 60M、低粘度エポキシAが1.2質量%付着)を用いた。二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅を1/130mm/texとした後に、水性ウレタン樹脂Eの固形分濃度が6.0重量%となるように調製した水溶液(二次サイジング液)を用いて、実施例1と同様の方法で、二次サイジング剤である水性ウレタン樹脂Eを炭素繊維束に付着した。次いで、湿潤状態にある炭素繊維束を熱風乾燥炉で2分間、200℃にて乾燥し、その後、切断刃の間隔が6mmのロータリーカッターにて切断してチョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅を1/410mm/texとした以外は、比較例4と同様にして、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。
二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅を、表1に記載の通りとした以外は、比較例1と同様にして、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
一次サイジング剤である中粘度ウレタンBが、1.2質量%付着した炭素繊維束TRH50 60M(商品名、三菱レイヨン製、総繊度33,000dtex)を、切断刃の間隔が6mmのロータリーカッターにて切断したところ、切断時に毛羽が大量に発生してしまい、チョップド炭素繊維束を製造することはできなかった。
比較例8で用いた炭素繊維束(TRH50 60M、中粘度ウレタンBが1.2質量%付着)を用いて、二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅を1/100mm/texとした以外は、実施例1と同様の方法により、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅と、二次サイジング剤の付着量を表1に記載の通りとした以外は、実施例9と同様の方法により、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
一次サイジング剤である高粘度ウレタンCが、1.2質量%付着した炭素繊維束TRH50 60M(商品名、三菱レイヨン製、総繊度33,000dtex)を、複数個よりなる開繊バーへの擦過とトウ幅規制バーを交互に通過させ、単位目付あたりの炭素繊維の幅を1/440mm/texにしようとしたが、開繊バー及びトウ幅規制バーで毛羽が発生してしまい、チョップド炭素繊維束を製造することはできなかった。
一次サイジング剤である高粘度エポキシDが、1.2質量%付着した炭素繊維束TRH50 60M(商品名、三菱レイヨン製、総繊度33,000dtex)を、複数個よりなる開繊バーへの擦過とトウ幅規制バーを交互に通過させ、単位目付あたりの炭素繊維の幅を1/440mm/texにしようとしたが、開繊バー及びトウ幅規制バーで毛羽が発生してしまい、チョップド炭素繊維束を製造することはできなかった。
比較例10で用いた炭素繊維束(TRH50 60M、高粘度エポキシDが1.2質量%付着)を用いて、二次サイジング液を炭素繊維束に塗布する前の、単位目付あたりの炭素繊維の幅を1/600mm/texとした以外は、実施例1と同様の方法により、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
二次サイジング液として、水性ポリオレフィン樹脂Gを用いた以外は実施例7と同様にして、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
二次サイジング液として、水性エポキシ樹脂Hを用いた以外は実施例7と同様にして、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例1と同様の測定を行った。結果を表1及び2に示す。
それに対して、比較例1、比較例5、比較例11のチョップド炭素繊維束は、断面の扁平度が低く、さらに、単繊維が配向していないために、コンパウンド製造時の取扱い性に劣っている。
比較例3、比較例7のチョップド炭素繊維束は、断面は適度な扁平形状であるが、チョップド炭素繊維束を構成する単繊維が配向していないために、チョップド炭素繊維束同士が擦れあった際に毛羽立ちやすく、取扱い性に劣っている。
比較例4、比較例6のチョップド炭素繊維束は、炭素繊維束を構成する単繊維は配向しているが、断面の扁平度が低い、あるいは扁平度が過剰であるために、炭素繊維束がばらけやすく、取扱い性に劣っている。
比較例8のチョップド炭素繊維束は、断面が適度な扁平形状であり、かつチョップド炭素繊維束を構成する単繊維も配向しているが、サイジング剤の付着量が少なすぎるために、炭素繊維束がばらけやすく、取扱い性に劣っている。
また、比較例2、比較例9、比較例10は一次サイジング剤の粘度やサイジング液を付与する際の炭素繊維束の幅が適正でないと、安定してチョップド炭素繊維束を生産できないことを示している。
以上の結果より、本発明によって、サイジング剤付着量が比較的低くても均一にサイジング剤が付与されており、良好な取扱い性及び高い生産性を示すチョップド炭素繊維束が得られることがわかった。



総繊度が32,000dtexである三菱レイヨン製炭素繊維束TRH50 60Mを用い、複数個よりなる開繊バーへの擦過とトウ幅規制バーを交互に通過させ、所定のトウ幅とした炭素繊維束に、ハイドランHW-930(DIC株式会社製水性ウレタン樹脂)を固形分濃度6.0重量%に調製した水溶液(サイジング液)を用いて付着処理を施した。付着処理は、サイジング液槽にロールの一部を浸漬し、ロール表面にサイジング液を塗布し、そのロール表面に炭素繊維束を接触させることにより炭素繊維束にサイジング液を付着させるタッチロール方式で行った。また付着処理は4,400dtex/mmで処理を行った。タッチロールは、2個用い、炭素繊維束の表裏2面に塗布を施した。湿潤状態にある炭素繊維束の切断は切断刃の間隔が6mmのロータリーカッターにて行い、切断した炭素繊維束を床振動式熱風乾燥炉に連続的に投入して200℃にて乾燥し、チョップド炭素繊維束を得た。
サイジング剤として、ハイドランHW-930の代わりにセポルジョンPA150(住友精化株式会社製ナイロンエマルジョン)を用いた以外は実施例14と同様にして、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例14と同様の測定を行った。
三菱レイヨン製炭素繊維束TRH50 60Mに1mあたり10回転の加撚を施した炭素繊維束を、ハイドランHW-930を固形分濃度6.0重量%に調製した水溶液(サイジング液)に浸漬させ、ニップロールを通過させた後に、表面の温度を140℃とした加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束を得た。得られた炭素繊維束を、切断刃の間隔が6mmのロータリーカッターにて切断し、チョップド炭素繊維束を得た。得られたチョップド炭素繊維束について、実施例14と同様の測定を行った。
一方、撚りが入った比較例12のチョップド炭素繊維束は、扁平度が小さくなり、嵩密度が低いものとなった。

Claims (12)
- 総繊度が25,000dtex以上45,000dtex以下の炭素繊維束と、チョップド炭素繊維束の全体質量に対して1質量%以上5質量%以下のサイジング剤とを含んでなる、チョップド炭素繊維束であって、
前記炭素繊維束の繊維方向に沿うチョップド炭素繊維束の長さ(L)が1mm以上50mm以下、
前記チョップド炭素繊維束の繊維方向に対して垂直な断面の長径(Dmax)と短径(Dmin)の比(Dmax/Dmin)が6.0以上18.0以下であり、
前記チョップド炭素繊維束の表面に存在する単繊維の配向パラメータが4.0以下である、チョップド炭素繊維束。 - 前記チョップド炭素繊維束の繊維方向に沿う長さ(L)と、前記チョップド炭素繊維束の繊維方向に対して垂直な断面における短径(Dmin)の比(L/Dmin)が5以上30以下である、請求項1に記載のチョップド炭素繊維束。
- 前記チョップド炭素繊維束の嵩密度が200g/L以上650g/L以下である、請求項1または2に記載のチョップド炭素繊維束。
- 前記サイジング剤が、ウレタン系樹脂、ナイロン系樹脂、変性オレフィン系樹脂、変性エポキシ系樹脂及び水溶性ナイロン系樹脂のいずれかから選ばれる1以上の熱可塑性樹脂を含むサイジング剤である、請求項1または2に記載のチョップド炭素繊維束。
- 前記サイジング剤が、ウレタン系樹脂、ナイロン系樹脂、変性オレフィン系樹脂、変性エポキシ系樹脂及び水溶性ナイロン系樹脂のいずれかから選ばれる1以上の熱可塑性樹脂を含むサイジング剤である、請求項3に記載のチョップド炭素繊維束。
- 総繊度が25,000dtex以上45,000dtex以下の炭素繊維束に対して、30℃における粘度が3000Pa・s以下である一次サイジング剤を0.3重量%以上1.5重量%以下の量を付着させた後、
単位目付あたりの炭素繊維束の幅を1/440mm/tex以上1/100mm/tex以下の範囲にして、二次サイジング剤を含むサイジング液を付与し、
前記炭素繊維束を切断し、次いで前記サイジング液を乾燥する、
チョップド炭素繊維束の製造方法。 - 前記一次サイジング剤が、エポキシ系樹脂、ポリウレタン系樹脂、ナイロン系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂及びポリエチレングリコールのいずれかから選ばれる1以上を含む、請求項6に記載のチョップド炭素繊維束の製造方法。
- 前記二次サイジング剤が、ウレタン系樹脂、ナイロン系樹脂、変性オレフィン系樹脂、変性エポキシ系樹脂及び水溶性ナイロン系樹脂のいずれかから選ばれる1以上の熱可塑性樹脂を含む、請求項6に記載のチョップド炭素繊維束の製造方法。
- 前記一次サイジング剤と前記二次サイジング剤を含むサイジング剤の炭素繊維束に対する付着量が1~5質量%である、請求項6~8の何れか一項に記載のチョップド炭素繊維束の製造方法。
- マトリックス樹脂100質量部に対して、請求項1~5のいずれか一項に記載のチョップド炭素繊維束を炭素繊維量で5質量部以上150質量部以下を配合し、その後、前記マトリックス樹脂と前記チョップド炭素繊維を混合する工程を含む、炭素繊維強化樹脂組成物の製造方法。
- 前記マトリックス樹脂が、ポリカーボネート樹脂、ナイロン樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ABS樹脂、ポリオキシメチレン樹脂、ポリプロピレン樹脂、ポリフェニレンサルフィド樹脂、ポリエーテルサルフィン樹脂及びポリエーテルイミド樹脂を含む熱可塑性樹脂、並びにそのアロイ系樹脂のいずれかから選ばれる1以上を含む請求項10に記載の炭素繊維強化樹脂組成物の製造方法。
- 請求項10又は11に記載の製造方法で得られた炭素繊維強化樹脂組成物を用いた、ペレット又は成型品の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13856572.6A EP2924164B1 (en) | 2012-11-26 | 2013-11-22 | Chopped carbon fiber bundles and method for producing chopped carbon fiber bundles |
| JP2013555109A JP5772988B2 (ja) | 2012-11-26 | 2013-11-22 | チョップド炭素繊維束およびチョップド炭素繊維束の製造方法 |
| US14/647,343 US9803066B2 (en) | 2012-11-26 | 2013-11-22 | Chopped carbon fiber bundles and method for producing chopped carbon fiber bundles |
| CN201380061480.6A CN104812957B (zh) | 2012-11-26 | 2013-11-22 | 短切碳纤维束及短切碳纤维束的制造方法 |
| KR1020157013596A KR101754064B1 (ko) | 2012-11-26 | 2013-11-22 | 촙드 탄소섬유속 및 촙드 탄소섬유속의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012257772 | 2012-11-26 | ||
| JP2012-257772 | 2012-11-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014081002A1 true WO2014081002A1 (ja) | 2014-05-30 |
Family
ID=50776178
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/081478 WO2014081002A1 (ja) | 2012-11-26 | 2013-11-22 | チョップド炭素繊維束およびチョップド炭素繊維束の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9803066B2 (ja) |
| EP (1) | EP2924164B1 (ja) |
| JP (1) | JP5772988B2 (ja) |
| KR (1) | KR101754064B1 (ja) |
| CN (1) | CN104812957B (ja) |
| HU (1) | HUE039053T2 (ja) |
| TR (1) | TR201806982T4 (ja) |
| TW (1) | TWI494360B (ja) |
| WO (1) | WO2014081002A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015108021A1 (ja) * | 2014-01-17 | 2015-07-23 | 東レ株式会社 | スタンパブルシート |
| JPWO2016080103A1 (ja) * | 2014-11-21 | 2017-08-31 | 株式会社カネカ | アクリル系繊維の製造方法 |
| EP3291257A4 (en) * | 2015-04-28 | 2018-12-05 | Shin-Etsu Chemical Co., Ltd. | Method for producing rare-earth magnets, and rare-earth-compound application device |
| JP2019015013A (ja) * | 2017-06-05 | 2019-01-31 | ザ・ボーイング・カンパニーThe Boeing Company | 炭素繊維を製造するための方法及び装置 |
| JPWO2018062139A1 (ja) * | 2016-09-30 | 2019-07-11 | ダイセルポリマー株式会社 | 樹脂組成物 |
| WO2019146485A1 (ja) * | 2018-01-26 | 2019-08-01 | 東レ株式会社 | 強化繊維束基材およびその製造方法、ならびにそれを用いた繊維強化熱可塑性樹脂材料およびその製造方法 |
| JP2019155634A (ja) * | 2018-03-08 | 2019-09-19 | 三菱重工業株式会社 | 複合材中間材料の製造方法 |
| WO2019220846A1 (ja) * | 2018-05-14 | 2019-11-21 | 三菱ケミカル株式会社 | シートモールディングコンパウンドの製造方法、炭素繊維束、及び炭素繊維束の使用 |
| JP2020128101A (ja) * | 2016-03-11 | 2020-08-27 | ダイセルポリマー株式会社 | 圧縮成形品用の樹脂含浸繊維束 |
| CN115011133A (zh) * | 2022-05-27 | 2022-09-06 | 广东简一(集团)陶瓷有限公司 | 一种适用于发热瓷砖的发热纸及其制备方法 |
| CN115385707A (zh) * | 2021-05-20 | 2022-11-25 | 中国科学院上海硅酸盐研究所 | 一种高体积分数碳粘结短切碳纤维复合材料的制备方法 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6059903B2 (ja) * | 2012-08-06 | 2017-01-11 | ダイセルポリマー株式会社 | 熱可塑性樹脂組成物 |
| US9283447B1 (en) * | 2013-09-23 | 2016-03-15 | Callaway Golf Company | Golf club head with composite face |
| DE102013222426A1 (de) * | 2013-11-05 | 2015-05-07 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Halbzeugs zur Verarbeitung zu einem CFK-Bauteil aus Kohlefaserabfällen |
| EP3204222A1 (en) * | 2014-10-08 | 2017-08-16 | OCV Intellectual Capital, LLC | Hybrid reinforcement assemblies |
| CN108350645A (zh) * | 2015-11-05 | 2018-07-31 | 三菱化学株式会社 | 连续碳纤维束、片状模塑料和使用其进行成型的纤维增强复合材料 |
| CN105420966A (zh) * | 2015-12-04 | 2016-03-23 | 镇江奥立特机械制造有限公司 | 一种新型的上浆方法 |
| EP3408434A4 (en) | 2016-01-26 | 2019-11-13 | Continental Structural Plastics, Inc. | METHOD AND SYSTEM FOR DISMANTLING FIBER CUTTER FOR USE IN PREFORM MATS, AND MOLDING COMPOSITIONS CONTAINING SUCH FIBERS |
| CN108004776B (zh) * | 2016-10-28 | 2021-12-07 | 中国石油化工股份有限公司 | 一种碳纤维用聚酯树脂基悬浮液上浆剂及其制备方法 |
| US20180179464A1 (en) * | 2016-12-23 | 2018-06-28 | Uht Unitech Co., Ltd | Carbon fiber surface oiling agent changing metod |
| CN106884330B (zh) * | 2017-03-24 | 2019-07-26 | 东华大学 | 一种乳液型碳纤维用上浆剂及其制备方法和应用 |
| CN109722901B (zh) * | 2017-10-27 | 2021-12-07 | 中国石油化工股份有限公司 | 一种聚砜树脂基碳纤维悬浮液上浆剂及其制备方法 |
| CN109722743B (zh) * | 2017-10-27 | 2022-02-11 | 中国石油化工股份有限公司 | 一种聚烯烃树脂基复合材料用碳纤维及其制备方法 |
| CN109722894B (zh) * | 2017-10-27 | 2022-01-21 | 中国石油化工股份有限公司 | 一种聚烯烃树脂基碳纤维悬浮液上浆剂及其制备方法 |
| CN109722899B (zh) * | 2017-10-27 | 2022-02-11 | 中国石油化工股份有限公司 | 一种聚醚酰亚胺树脂基碳纤维悬浮液上浆剂及其制备方法 |
| KR20200108411A (ko) * | 2018-01-26 | 2020-09-18 | 도레이 카부시키가이샤 | 강화 섬유 다발 |
| CN110344252B (zh) * | 2019-07-04 | 2021-11-23 | 湖州艾历克工业材料有限公司 | 一种用于增强热塑性树脂的碳纤维表面处理方法 |
| CN110615988B (zh) * | 2019-08-29 | 2022-03-11 | 江苏沃特新材料科技有限公司 | 高耐磨聚苯硫醚材料及其制备方法 |
| CN112048854B (zh) * | 2020-09-11 | 2021-05-11 | 江苏恒神股份有限公司 | 缠绕成型用碳纤维束及其制备方法和应用 |
| TWI784693B (zh) * | 2021-08-27 | 2022-11-21 | 臺灣塑膠工業股份有限公司 | 用於碳纖維的上漿劑 |
| US20230087214A1 (en) * | 2021-09-22 | 2023-03-23 | Hao-Chia WU | Method for splitting carbon fiber tow |
| KR102667302B1 (ko) * | 2022-08-25 | 2024-05-27 | 홍미경 | 촙드 탄소섬유를 포함하는 심재 및 이의 제조방법 |
| CN115404697A (zh) * | 2022-11-02 | 2022-11-29 | 常州市宏发纵横新材料科技股份有限公司 | 一种热塑用短切碳纤维的生产方法及装置 |
| TWI836945B (zh) * | 2023-03-27 | 2024-03-21 | 安能聚綠能股份有限公司 | 再生碳纖維裁切分篩及分析方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05261730A (ja) | 1992-03-18 | 1993-10-12 | Mitsubishi Rayon Co Ltd | 形態の優れた炭素繊維チョップ及びその製造方法 |
| JPH05261729A (ja) | 1992-03-18 | 1993-10-12 | Mitsubishi Rayon Co Ltd | 炭素繊維チョップ及びその製造方法 |
| JPH1181146A (ja) | 1997-05-23 | 1999-03-26 | Toray Ind Inc | チョップド炭素繊維およびその製造方法 |
| JP2001271230A (ja) * | 2000-03-23 | 2001-10-02 | Mitsubishi Rayon Co Ltd | 炭素繊維チョップドストランド及びその製造方法 |
| JP2003165849A (ja) * | 2001-11-30 | 2003-06-10 | Toho Tenax Co Ltd | 炭素繊維チョップドストランド、及びその製造方法 |
| JP2003268674A (ja) * | 2002-03-08 | 2003-09-25 | Toray Ind Inc | サイズされた炭素繊維束の製造方法およびチョップド炭素繊維 |
| JP2006144168A (ja) * | 2004-11-19 | 2006-06-08 | Toray Ind Inc | 炭素繊維束 |
| JP2010126841A (ja) * | 2008-11-27 | 2010-06-10 | Toho Tenax Co Ltd | 炭素繊維チョップ、及びその製造方法 |
| JP2011208285A (ja) | 2010-03-08 | 2011-10-20 | Toho Tenax Co Ltd | 炭素繊維チョップドストランド及びその製造法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6066395A (en) * | 1997-05-23 | 2000-05-23 | Toray Industries, Inc. | Chopped carbon fibers and a production process there of |
| JPH11200160A (ja) * | 1998-01-19 | 1999-07-27 | Toray Ind Inc | チョップド炭素繊維およびその製造方法 |
| JP4370652B2 (ja) * | 1999-02-18 | 2009-11-25 | 東レ株式会社 | サイジング剤、及び該サイジング剤で処理されたチョップド炭素繊維 |
| JP4270810B2 (ja) * | 2002-06-03 | 2009-06-03 | 三菱レイヨン株式会社 | チョップド炭素繊維束の製造方法 |
| JP2004084133A (ja) | 2002-08-28 | 2004-03-18 | Toray Ind Inc | 炭素繊維チョップドストランドおよびその製造方法 |
| DE602005022281D1 (de) * | 2004-02-13 | 2010-08-26 | Mitsubishi Rayon Co | Carbonfaservorgängerfaserbündel, produktionsverfahren und produktions-vorrichtung dafür sowie carbonfaser und produktionsverfahren dafür |
| CN101313106A (zh) * | 2005-11-25 | 2008-11-26 | 东丽株式会社 | 碳纤维束、预成型料及碳纤维强化复合材料 |
| US8674045B2 (en) * | 2008-04-11 | 2014-03-18 | Toray Industries, Inc. | Carbon-fiber precursor fiber, carbon fiber, and processes for producing these |
| CN103154336B (zh) * | 2010-10-13 | 2015-08-12 | 三菱丽阳株式会社 | 碳纤维前体纤维束、碳纤维束以及它们的用途 |
-
2013
- 2013-11-22 WO PCT/JP2013/081478 patent/WO2014081002A1/ja active Application Filing
- 2013-11-22 HU HUE13856572A patent/HUE039053T2/hu unknown
- 2013-11-22 TR TR2018/06982T patent/TR201806982T4/tr unknown
- 2013-11-22 CN CN201380061480.6A patent/CN104812957B/zh active Active
- 2013-11-22 JP JP2013555109A patent/JP5772988B2/ja active Active
- 2013-11-22 KR KR1020157013596A patent/KR101754064B1/ko active IP Right Grant
- 2013-11-22 EP EP13856572.6A patent/EP2924164B1/en active Active
- 2013-11-22 US US14/647,343 patent/US9803066B2/en active Active
- 2013-11-25 TW TW102142846A patent/TWI494360B/zh active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05261730A (ja) | 1992-03-18 | 1993-10-12 | Mitsubishi Rayon Co Ltd | 形態の優れた炭素繊維チョップ及びその製造方法 |
| JPH05261729A (ja) | 1992-03-18 | 1993-10-12 | Mitsubishi Rayon Co Ltd | 炭素繊維チョップ及びその製造方法 |
| JPH1181146A (ja) | 1997-05-23 | 1999-03-26 | Toray Ind Inc | チョップド炭素繊維およびその製造方法 |
| JP2001271230A (ja) * | 2000-03-23 | 2001-10-02 | Mitsubishi Rayon Co Ltd | 炭素繊維チョップドストランド及びその製造方法 |
| JP2003165849A (ja) * | 2001-11-30 | 2003-06-10 | Toho Tenax Co Ltd | 炭素繊維チョップドストランド、及びその製造方法 |
| JP2003268674A (ja) * | 2002-03-08 | 2003-09-25 | Toray Ind Inc | サイズされた炭素繊維束の製造方法およびチョップド炭素繊維 |
| JP2006144168A (ja) * | 2004-11-19 | 2006-06-08 | Toray Ind Inc | 炭素繊維束 |
| JP2010126841A (ja) * | 2008-11-27 | 2010-06-10 | Toho Tenax Co Ltd | 炭素繊維チョップ、及びその製造方法 |
| JP2011208285A (ja) | 2010-03-08 | 2011-10-20 | Toho Tenax Co Ltd | 炭素繊維チョップドストランド及びその製造法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2924164A4 |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5843048B1 (ja) * | 2014-01-17 | 2016-01-13 | 東レ株式会社 | スタンパブルシート |
| WO2015108021A1 (ja) * | 2014-01-17 | 2015-07-23 | 東レ株式会社 | スタンパブルシート |
| JPWO2016080103A1 (ja) * | 2014-11-21 | 2017-08-31 | 株式会社カネカ | アクリル系繊維の製造方法 |
| EP3291257A4 (en) * | 2015-04-28 | 2018-12-05 | Shin-Etsu Chemical Co., Ltd. | Method for producing rare-earth magnets, and rare-earth-compound application device |
| US10916372B2 (en) | 2015-04-28 | 2021-02-09 | Shin-Etsu Chemical Co., Ltd. | Method for producing rare-earth magnets, and rare-earth-compound application device |
| JP2020128101A (ja) * | 2016-03-11 | 2020-08-27 | ダイセルポリマー株式会社 | 圧縮成形品用の樹脂含浸繊維束 |
| JPWO2018062139A1 (ja) * | 2016-09-30 | 2019-07-11 | ダイセルポリマー株式会社 | 樹脂組成物 |
| JP7096159B2 (ja) | 2016-09-30 | 2022-07-05 | ダイセルポリマー株式会社 | 樹脂組成物 |
| JP2019015013A (ja) * | 2017-06-05 | 2019-01-31 | ザ・ボーイング・カンパニーThe Boeing Company | 炭素繊維を製造するための方法及び装置 |
| US11525193B2 (en) | 2017-06-05 | 2022-12-13 | The Boeing Company | Method and apparatus for manufacturing carbon fibers |
| JP7169774B2 (ja) | 2017-06-05 | 2022-11-11 | ザ・ボーイング・カンパニー | 炭素繊維を製造するための方法及び装置 |
| WO2019146485A1 (ja) * | 2018-01-26 | 2019-08-01 | 東レ株式会社 | 強化繊維束基材およびその製造方法、ならびにそれを用いた繊維強化熱可塑性樹脂材料およびその製造方法 |
| JPWO2019146485A1 (ja) * | 2018-01-26 | 2020-11-19 | 東レ株式会社 | 強化繊維束基材およびその製造方法、ならびにそれを用いた繊維強化熱可塑性樹脂材料およびその製造方法 |
| JP7310602B2 (ja) | 2018-01-26 | 2023-07-19 | 東レ株式会社 | 強化繊維束基材およびその製造方法、ならびにそれを用いた繊維強化熱可塑性樹脂材料およびその製造方法 |
| JP2019155634A (ja) * | 2018-03-08 | 2019-09-19 | 三菱重工業株式会社 | 複合材中間材料の製造方法 |
| JPWO2019220846A1 (ja) * | 2018-05-14 | 2020-05-28 | 三菱ケミカル株式会社 | シートモールディングコンパウンドの製造方法、炭素繊維束、及び炭素繊維束の使用 |
| WO2019220846A1 (ja) * | 2018-05-14 | 2019-11-21 | 三菱ケミカル株式会社 | シートモールディングコンパウンドの製造方法、炭素繊維束、及び炭素繊維束の使用 |
| CN115385707A (zh) * | 2021-05-20 | 2022-11-25 | 中国科学院上海硅酸盐研究所 | 一种高体积分数碳粘结短切碳纤维复合材料的制备方法 |
| CN115385707B (zh) * | 2021-05-20 | 2023-08-08 | 中国科学院上海硅酸盐研究所 | 一种高体积分数碳粘结短切碳纤维复合材料的制备方法 |
| CN115011133A (zh) * | 2022-05-27 | 2022-09-06 | 广东简一(集团)陶瓷有限公司 | 一种适用于发热瓷砖的发热纸及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101754064B1 (ko) | 2017-07-05 |
| JP5772988B2 (ja) | 2015-09-02 |
| JPWO2014081002A1 (ja) | 2017-01-05 |
| TR201806982T4 (tr) | 2018-06-21 |
| HUE039053T2 (hu) | 2018-12-28 |
| KR20150074162A (ko) | 2015-07-01 |
| CN104812957A (zh) | 2015-07-29 |
| EP2924164A1 (en) | 2015-09-30 |
| EP2924164A4 (en) | 2015-12-02 |
| TW201434902A (zh) | 2014-09-16 |
| US9803066B2 (en) | 2017-10-31 |
| US20150315364A1 (en) | 2015-11-05 |
| TWI494360B (zh) | 2015-08-01 |
| EP2924164B1 (en) | 2018-04-25 |
| CN104812957B (zh) | 2017-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5772988B2 (ja) | チョップド炭素繊維束およびチョップド炭素繊維束の製造方法 | |
| KR101578236B1 (ko) | 긴 유리섬유 강화된 열가소성 조성물의 생산방법 | |
| KR101965470B1 (ko) | 탄소섬유 다발 및 그 제조 방법 | |
| EP2546409B1 (en) | Carbon-fiber chopped strand and manufacturing method of the same | |
| EP3204218A1 (en) | Hybrid long fiber thermoplastic composites | |
| JP2009114332A (ja) | 長繊維強化複合樹脂組成物および成形品 | |
| JP4443148B2 (ja) | 炭素繊維束及びチョップド炭素繊維束及びその製造方法、並びに炭素繊維強化熱可塑性樹脂組成物及びその成形品 | |
| CN105036572A (zh) | 一种稳定型玄武岩连续纤维浸润剂的制备方法 | |
| WO2016158436A1 (ja) | 繊維強化樹脂成形材料およびその製造方法 | |
| JP2003268674A (ja) | サイズされた炭素繊維束の製造方法およびチョップド炭素繊維 | |
| JP4161409B2 (ja) | チョップド炭素繊維およびその製造方法 | |
| JP2009013331A (ja) | 長繊維強化複合樹脂組成物および成形品 | |
| WO2007008633A2 (en) | Electrically conductive long fiber thermoplastic concentrate and method for its preparation | |
| CN113601808B (zh) | 一种纤维增强聚酯复合材料的制备方法 | |
| CN215882663U (zh) | 一种纤维增强聚酯复合材料的加工设备 | |
| CN110358185A (zh) | 改性玄武岩纤维增强聚丙烯及其制备方法 | |
| JP2012193480A (ja) | 樹脂補強用短繊維束 | |
| JPH02203901A (ja) | 集束された補強用繊維又は短繊維チップの製造法 | |
| WO2024090237A1 (ja) | ガラスロービング | |
| JPH01282364A (ja) | 集束された補強用繊維及び短繊維チップの製造法 | |
| JP2004084133A (ja) | 炭素繊維チョップドストランドおよびその製造方法 | |
| JP5304085B2 (ja) | 抄紙基材の製造方法 | |
| CN117924874A (zh) | 电磁波吸收材料、线材及其制备方法和应用 | |
| JP2019019193A (ja) | 樹脂組成物及びガラス樹脂一体成形品 | |
| JP2013155456A (ja) | 全芳香族ポリアミド短繊維束およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2013555109 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13856572 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157013596 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14647343 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013856572 Country of ref document: EP |