WO2010061594A1 - 制電性極細繊維およびその製造方法 - Google Patents
制電性極細繊維およびその製造方法 Download PDFInfo
- Publication number
- WO2010061594A1 WO2010061594A1 PCT/JP2009/006358 JP2009006358W WO2010061594A1 WO 2010061594 A1 WO2010061594 A1 WO 2010061594A1 JP 2009006358 W JP2009006358 W JP 2009006358W WO 2010061594 A1 WO2010061594 A1 WO 2010061594A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyester
- yarn
- antistatic
- core
- fiber
- Prior art date
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/20—Combinations of two or more of the above-mentioned operations or devices; After-treatments for fixing crimp or curl
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/09—Addition of substances to the spinning solution or to the melt for making electroconductive or anti-static filaments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/07—Addition of substances to the spinning solution or to the melt for making fire- or flame-proof filaments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
- D01F1/106—Radiation shielding agents, e.g. absorbing, reflecting agents
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/16—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using jets or streams of turbulent gases, e.g. air, steam
- D02G1/165—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using jets or streams of turbulent gases, e.g. air, steam characterised by the use of certain filaments or yarns
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/36—Cored or coated yarns or threads
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/441—Yarns or threads with antistatic, conductive or radiation-shielding properties
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2929—Bicomponent, conjugate, composite or collateral fibers or filaments [i.e., coextruded sheath-core or side-by-side type]
Definitions
- the present invention relates to a polyester ultrafine fiber having excellent durability and antistatic properties, and a method for producing the same. More specifically, by introducing the third component, combining with other fibers, changing the cross-sectional shape, etc., UV shielding effect, cationic dyeability, flame retardancy, spun-like bulkiness, surface soft feel and Related to antistatic polyester ultrafine fiber capable of providing various functions such as waist, repellent, dry feeling, natural feeling and spanish appearance, wool-like feel, wrinkle recovery, water absorption and quick-drying, and a method for producing the same It is.
- polyester does not have good dyeability as a fiber for clothing, and has a defect that the dyed product has poor clarity.
- a basic dye-dyeable polyester (hereinafter abbreviated as a cationic dyeable polyester) obtained by copolymerizing a sulfonate group-containing component typified by 5-sodium sulfoisophthalic acid or the like. ) are known, and fibers made of such polyester are used in the clothing field.
- these cationic dyeable polyester fibers have a higher melt viscosity than ordinary polyester fibers and are difficult to melt and drop during combustion. There was a problem that use was restricted.
- JP-A-7-109621 discloses a polyester obtained by copolymerizing a specific phosphorus-containing dicarboxylic acid compound in addition to a sulfonate group-containing component, and JP-A-2005-273043 Polyesters obtained by copolymerizing these organic phosphorus compounds have been proposed.
- this method has a problem in that the acid catalysis of the phosphorus compound promotes the production of diethylene glycol in the course of the polymerization reaction, and the content of diethylene glycol increases, resulting in poor spinnability and light resistance.
- polyester fibers particularly polyester long fibers
- methods for imparting a spun-like texture and bulkiness such as high-grade wool are disclosed in, for example, JP-B-60-11130, JP-B-61-19733, As shown in Japanese Patent Application Laid-Open No. 8-13275, Japanese Patent Application Laid-Open No. 2006-169697, etc., bulkiness is improved by a spun-like false twisted two-layer structure yarn in which two or more kinds of polyester long fibers having a difference in elongation are combined.
- An object of the present invention is to overcome the above-mentioned problems of the prior art and provide a polyester ultrafine fiber having excellent antistatic properties and durability and a method for producing the same.
- the purpose of the present invention is to introduce the third component into the antistatic polyester microfiber, to combine with other fibers, to change the cross-sectional shape, etc., thereby to provide an ultraviolet shielding effect, cationic dyeability, flame retardancy, Can provide various functions such as spun-like bulkiness, soft touch and waist, rebound, dryness, natural and spanish appearance, wool-like feel, wrinkle recovery, water absorption and quick-drying
- An object of the present invention is to provide an antistatic polyester microfiber and a method for producing the same.
- An antistatic core-sheath polyester extra fine fiber characterized in that the core-sheath polyester composite fiber is composed of polyester A in the core and copolymer polyester B in the sheath, and satisfies the following requirements: Provided.
- the single yarn fineness is 1.5 dtex or less.
- the ratio A: B of the area A of the core part to the area B of the sheath part is in the range of 5:95 to 80:20.
- the single yarn strength is 3.0 cN / dtex or more.
- the frictional voltage of the yarn is 2000V or less.
- polyester A 100 parts by weight of aromatic polyester, (a) 0.2 to 30 parts by weight of polyoxyalkylene polyether represented by the following general formula (1) and b) An antistatic polyester comprising 0.05 to 10 parts by weight of an organic ionic compound substantially non-reactive with the polyester.
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- the copolyester B is -Polyester obtained by copolymerizing an organic ultraviolet absorbing component in an amount of 0.1 to 5.0% by weight based on the total weight of the polyester
- R 1 is a hydroxyalkyl group of hydrogen or a C 1-10
- R 2 is hydrogen, an aryl group an alkyl group or a C 6-24, 1 to 10 carbon atoms
- R 3 Is hydrogen, an alkyl group having 1 to 10 carbon atoms or a hydroxyalkyl group.
- the anticorrosive core-sheath polyester ultrafine fiber has 3 to 8 fin portions protruding outward from the center of the fiber cross section in a cross section perpendicular to the length direction of the single yarn, or a single yarn In the cross section perpendicular to the length direction, it is preferable to have a flat shape in which 3 to 6 round cross-section single yarns are joined in the longitudinal direction.
- (2) Polyester composite false twisting process in which two types of polyester filament yarns having different elongations are formed by alternately forming a converging portion and an opening portion consisting of alternating twisted winding portions and entangled portions in the longitudinal direction.
- An antistatic polyester composite false twisted yarn characterized by satisfying the following requirements (i) to (iv): (i) A polyester filament yarn X having a low elongation is a core-sheath type polyester composite fiber in which the core is made of polyester A and the sheath is made of copolymer polyester B, and polyester A is 100 parts by weight of aromatic polyester
- polyester A is 100 parts by weight of aromatic polyester
- an antistatic agent (a) 0.2 to 30 parts by weight of a polyoxyalkylene polyether represented by the following general formula (1) and (b) a substantially non-reactive organic compound with the polyester
- An antistatic polyester containing 0.05 to 10 parts by weight of an ionic compound.
- the polyester filament yarn Y having a high elongation is made of a polyester containing 0 to 10 wt% of a matting agent with respect to 100 parts by weight of the aromatic polyester.
- the polyester filament yarn X constitutes a core portion of a composite false twisted yarn, and the polyester filament yarn Y has a two-layer structure in which an outer layer portion (sheath portion) is constituted by surrounding the core portion in an alternately twisted yarn shape.
- the average yarn length of the polyester filament yarn Y is 5 to 20% longer than the average yarn length of the polyester filament yarn X.
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- n is an integer of 1 or more
- m is an integer of 1 or more.
- the antistatic polyester filament yarn X is a core-sheath type polyester composite fiber in which the core is made of polyester A and the sheath is made of copolymer polyester B, and the polyester A is 100 parts by weight of the aromatic polyester.
- an antistatic agent (a) 0.2 to 30 parts by weight of a polyoxyalkylene polyether represented by the following general formula (1) and (b) an organic ionic property substantially non-reactive with the polyester An antistatic polyester containing 0.05 to 10 parts by weight of the compound.
- the single yarn fineness of the polyester filament yarn X is 1.5 dtex or less.
- the friction band voltage of the blended yarn is 2000 V or less.
- the mixed yarn is obtained through an air entanglement process and a relaxation heat treatment process in that order.
- the blend ratio of the polyester filament yarn X and the polyester filament yarn Y is 8: 2 to 6: 4.
- the polyester filament yarn X constitutes the outer layer portion of the mixed yarn, and the polyester filament yarn Y constitutes the inner layer portion.
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- n is an integer of 1 or more
- m is an integer of 1 or more.
- Elongation is 80% or more Elastic recovery (ERA) at 10% elongation is 50% or less
- Elongation rigidity (EMA) is 5.89 GPa or less
- Crystallinity (XpA) is 25%
- the antistatic polyester filament yarn X ′ satisfying the following requirements (i) is relaxed when the boiling water shrinkage (BWSA) is 3% or less and the thermal stress (TSA) at 160 ° C. is 0.44 mN / dtex or less.
- the elongation (ELB) is 40% or less
- the elongation rigidity (EMB) is 7.85 GPa or more
- the boiling water shrinkage (BWSB) is 5% or more
- the thermal stress (TSB) at 160 ° C. is 0.88 mN /
- Polyester filament yarn Y ′ of dtex or more, polyester multifilament yarn X ′, and polyester multifilament yarn Y ′ are combined so that the weight ratio is 45/55 to 70/30, and then entangled A method for producing an antistatic polyester blended yarn, characterized by being treated.
- Antistatic polyester multifilament yarn X ′ is a core-sheath type polyester composite fiber in which the core part is made of polyester A and the sheath part is copolymerized polyester B, and polyester A is 100 parts by weight of aromatic polyester
- an antistatic agent (a) 0.2 to 30 parts by weight of a polyoxyalkylene polyether represented by the following general formula (1) and (b) a substantially non-reactive organic compound with the polyester An antistatic polyester containing 0.05 to 10 parts by weight of an ionic compound.
- the single yarn fineness of the polyester multifilament yarn X ′ is 1.5 dtex or less.
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- n is an integer of 1 or more
- m is an integer of 1 or more. Is provided.
- a polyester ultrafine fiber having antistatic properties excellent in durability and a method for producing the same.
- the third component into the antistatic polyester ultrafine fiber, combining with other fibers, changing the cross-sectional shape, etc., the ultraviolet shielding effect, cationic dyeability, flame retardancy, etc.
- Various functions such as spun-like bulkiness, soft feel and waist of the surface, rebound, dryness, natural and spanish appearance, wool-like feel, wrinkle recovery, water absorption and quick-drying
- An antistatic polyester microfiber and a method for producing the same are provided.
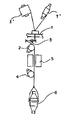
- FIG. 6 is a schematic view showing an example of a spinneret discharge hole used when spinning the anticorrosive core-sheath polyester extra fine fiber of FIG. 5.
- FIG. 3 is a schematic diagram showing an example of a flat cross section in which 3 to 6 round cross-section single yarns are joined in the longitudinal direction according to the present invention.
- 3 and 3 ′ are two yarns having different elongations
- 4 is a guide
- 5 is a tension adjusting device
- 6 is a feed roller
- 7 is an air jet nozzle for entanglement
- 8 is a first delivery roller
- 9 represents a heater
- 10 represents a false twister
- 11 represents a second deli berry roller
- 13 represents cheese.
- I indicates an alternating twisted winding portion
- II indicates an entangled portion
- III indicates a spread portion.
- X ′ is a polyester filament yarn that spontaneously stretches by performing relaxation heat treatment
- Y ′ is a polyester filament yarn
- 1 is a supply roll
- 2 is a first take-up roll (heating roll)
- 3 is an interlace nozzle
- 4 Is a second take-up roll
- 5 is a non-contact heater
- 6 is a package.
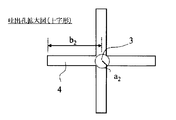
- a1 indicates the length from the center of the inscribed circle of the fiber cross-section inner wall to the fin portion apex
- b1 the radius of the inscribed circle of the fiber cross-section inner wall (core extrapolated inscribed circle).
- a2 is the radius of the circular discharge hole for forming the core part
- b2 is the length of the tip of the discharge hole for forming the fin part from the center point of the circular discharge hole.
- A indicates the maximum value of the long side length
- B indicates the maximum value of the short side length
- C indicates the minimum value of the short side length
- the first invention of the present application is a core-sheath type polyester composite fiber in which the core part is made of polyester A and the sheath part is made of copolymer polyester B, and satisfies the following requirements.
- Very fine fiber (i) The single yarn fineness is 1.5 dtex or less. (ii) The ratio A: B of the area A of the core part to the area B of the sheath part is in the range of 5:95 to 80:20. (iii) The single yarn strength is 3.0 cN / dtex or more. (iv) The frictional voltage of the yarn is 2000V or less.
- polyester A 100 parts by weight of aromatic polyester, (a) 0.2 to 30 parts by weight of polyoxyalkylene polyether represented by the following general formula (1) and b) An antistatic polyester comprising 0.05 to 10 parts by weight of an organic ionic compound substantially non-reactive with the polyester.
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- n is an integer of 1 or more
- m is an integer of 1 or more.
- the polyester referred to in the present invention is a polycondensation product obtained by polycondensation of at least one selected from dicarboxylic acid or its ester-forming derivative and diol or its ester-forming derivative, hydroxycarboxylic acid or its ester-forming derivative, or lactone.
- a preferred example is an aromatic polyester having a polymer or a copolymer and having an aromatic ring in the chain unit of the polymer.
- bifunctional aromatic carboxylic acid examples include terephthalic acid, isophthalic acid, orthophthalic acid, 1,5-naphthalenedicarboxylic acid, 2,5-naphthalenedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, 4,4′- Biphenyl dicarboxylic acid, 3,3'-biphenyl dicarboxylic acid, 4,4'-biphenyl ether dicarboxylic acid, 4,4'-biphenylmethane dicarboxylic acid, 4,4'-biphenyl sulfone dicarboxylic acid, 4,4'-biphenyl isopropyl Redene dicarboxylic acid, 1,2-bis (phenoxy) ethane-4,4'-dicarboxylic acid, 2,5-anthracene dicarboxylic acid, 2,6-anthracene dicarboxylic acid, 4,4'-p-phenylenedicarboxylic acid, 2
- Two or more of these difunctional aromatic carboxylic acids may be used in combination.
- these bifunctional aromatic carboxylic acids and bifunctional aliphatic carboxylic acids such as adipic acid, azelaic acid, sebacic acid and dodecanedioic acid, and bifunctional alicyclic carboxylic acids such as cyclohexanedicarboxylic acid are used.
- An acid, 5-sodium sulfoisophthalic acid, etc. can be used alone or in combination of two or more.
- diol compounds examples include ethylene glycol, propylene glycol, butylene glycol, hexylene glycol, neopentyl glycol, aliphatic diols such as 2-methyl-1,3-propanediol, diethylene glycol and trimethylene glycol, and 1,4-cyclohexane.
- Preferable examples include alicyclic diols such as dimethanol and mixtures thereof. If the amount is small, polyoxyalkylene glycol having both ends or one end unblocked can be copolymerized with these diol compounds.
- a polycarboxylic acid such as trimellitic acid and pyromellitic acid
- a polyol such as glycerin, trimethylolpropane, and pentaerythritol can be used as long as the polyester is substantially linear.
- hydroxycarboxylic acid examples include glycolic acid, lactic acid, hydroxypropioic acid, hydroxybutyric acid, hydroxyvaleric acid, hydroxycaproic acid, hydroxybenzoic acid, p-hydroxybenzoic acid, 6-hydroxy-2-naphthoic acid, and these. And ester-forming derivatives thereof.
- lactone examples include caprolactone, valerolactone, propiolactone, undecalactone, 1,5-oxepan-2-one and the like.
- aromatic polyesters include polyethylene terephthalate, polybutylene terephthalate, polyhexylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene-1,2-bis (phenoxy) ethane-4,4'-dicarboxylate.
- copolyesters such as polyethylene isophthalate / terephthalate, polybutylene terephthalate / isophthalate, polybutylene terephthalate / decane dicarboxylate, and the like.
- polyethylene terephthalate and polybutylene terephthalate having a good balance of mechanical properties and moldability are particularly preferable.
- Examples of the aliphatic polyester resin include a polymer mainly composed of an aliphatic hydroxycarboxylic acid, and a polymer obtained by polycondensation of an aliphatic polyvalent carboxylic acid or an ester-forming derivative thereof and an aliphatic polyhydric alcohol as main components. And their copolymers.
- polystyrene resin examples include polycondensates such as glycolic acid, lactic acid, hydroxypropionic acid, hydroxybutyric acid, hydroxyvaleric acid, hydroxycaproic acid, and copolymers.
- polycondensates such as glycolic acid, lactic acid, hydroxypropionic acid, hydroxybutyric acid, hydroxyvaleric acid, hydroxycaproic acid, and copolymers.
- polyglycolic acid, polylactic acid, poly-3-hydroxycarboxylic butyric acid, poly-4-polyhydroxybutyric acid, poly-3-hydroxyhexanoic acid or polycaprolactone, and copolymers thereof can be mentioned. It can be suitably used for lactic acid, poly-D-lactic acid, stereocomplex polylactic acid that forms stereocomplex crystals, and racemic polylactic acid.
- polylactic acid those having L-lactic acid and / or D-lactic acid as main repeating units may be used, and those having a melting point of 150 ° C. or more are particularly preferred (here, the main is Means that the component occupies 50% or more). If the melting point is lower than 150 ° C, the quality of the product, such as poor stretchability due to the occurrence of fusion between single yarns when it is made into a fiber, and melting defects at the time of dyeing processing, heat setting, friction heating, etc. Is extremely low, and is not preferable for use in clothing.
- the melting point of polylactic acid is 170 ° C. or higher, more preferably 200 ° C. or higher.
- the melting point means the peak temperature of the melting peak obtained by DSC measurement.
- polylactic acid forms a stereocomplex crystal.
- the stereocomplex polylactic acid is a eutectic formed by a poly L lactic acid segment and a poly D lactic acid segment.
- Stereocomplex crystals usually have a higher melting point than crystals formed solely by poly-L-lactic acid or poly-D-lactic acid, so that even if they are contained in a small amount, the effect of increasing heat resistance can be expected. This is noticeable when the amount of stereocomplex crystals is large.
- the above aromatic polyester is synthesized by an arbitrary method.
- terephthalic acid and ethylene glycol are directly esterified, or a lower alkyl ester of terephthalic acid such as dimethyl terephthalate is transesterified with ethylene glycol, or terephthalic acid and ethylene oxide are reacted.
- a first stage reaction to produce a glycol ester of terephthalic acid and / or a low polymer thereof, and then the product is heated under reduced pressure to undergo a polycondensation reaction until the desired degree of polymerization is reached. It is easily produced by a stage reaction.
- the polyoxyalkylene polyether (a) blended in the polyester A of the core is a polyoxyalkylene glycol composed of a single oxyalkylene unit as long as it is substantially insoluble in the polyester.
- it may be a copolymerized polyoxyalkylene glycol composed of two or more oxyalkylene units, or may be a polyoxyethylene polyether represented by the following general formula (I).
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- n is an integer of 1 or more
- m is an integer of 1 or more.
- polyoxyalkylene polyether examples include polyoxyethylene glycol having a molecular weight of 4000 or more, polyoxypropylene glycol having a molecular weight of 1000 or more, polyoxytetramethylene glycol, ethylene oxide having a molecular weight of 2000 or more, and a propylene oxide copolymer.
- the blending amount of the polyoxyalkylene polyether compound is in the range of 0.2 to 30 parts by weight with respect to 100 parts by weight of the aromatic polyester.
- the amount is less than 0.2 parts by weight, the hydrophilicity is insufficient and sufficient antistatic property cannot be exhibited.
- the antistatic effect is no longer recognized, but the mechanical properties of the resulting composition are deteriorated, and the polyether is easily bleed out, so that it is melt molded. In some cases, the insertability of the chip into the ruder is reduced, and the molding stability is also deteriorated.
- an organic ionic compound is blended in order to particularly improve the antistatic property of the polyester A.
- Preferred examples of the organic ionic compound include sulfonic acid metal salts and sulfonic acid quaternary phosphonium salts represented by the following general formulas (II) and (III).
- RSO 3 M (II) Wherein R represents an alkyl group having 3 to 30 carbon atoms or an aryl group having 7 to 40 carbon atoms, and M represents an alkali metal or an alkaline earth metal.
- RSO 3 PR 1 R 2 R 3 R 4 (III) (In the formula, R is an alkyl group having 3 to 30 carbon atoms or an aryl group having 7 to 40 carbon atoms, and R 1 , R 2 , R 3 and R 4 are alkyl groups or aryl groups, particularly a lower alkyl group. , A phenyl group or a benzyl group is preferred.)
- R when R is an alkyl group, the alkyl group may be linear or have a branched side chain.
- M is an alkali metal such as Na, K, Li or the like, or an alkaline earth metal such as Mg, Ca. Among them, Li, Na, K are preferable.
- Such sulfonic acid metal salts may be used alone or in combination of two or more.
- Preferred examples include sodium stearyl sulfonate, sodium octyl sulfonate, sodium dodecyl sulfonate, a mixture of sodium alkyl sulfonate having an average of 14 carbon atoms, a mixture of sodium dodecyl benzene sulfonate, sodium dodecyl benzene sulfonate (hard type) Soft type), lithium dodecylbenzenesulfonate (hard type, soft type), magnesium dodecylbenzenesulfonate (hard type, soft type) and the like.
- the sulfonic acid quaternary phosphonium salt in formula (III) may be used alone or in combination of two or more.
- Preferred examples include tetrabutylphosphonium alkyl sulfonate having an average of 14 carbon atoms, tetraphenyl phosphonium alkyl sulfonate having an average of 14 carbon atoms, and butyl alkyl sulfonate having an average of 14 carbon atoms.
- organic ionic compounds may be used alone or in combination of two or more, and the blending amount thereof is preferably in the range of 0.05 to 10 parts by weight with respect to 100 parts by weight of the aromatic polyester. If the amount is less than 0.05 parts by weight, the effect of improving antistatic properties is small. If the amount exceeds 10 parts by weight, the mechanical properties of the composition are impaired, and the ionic compound also tends to bleed out. As a result, the insertability of the chip of the chip decreases, and the molding stability also deteriorates.
- the polyester B in the sheath is used as a copolyester in order to impart various functions to the fiber.
- the copolymerization is a so-called chain extender in which the third component is incorporated into the polymer skeleton by a normal polymerization reaction, and after being blended with the polymer, it reacts with the terminal group and is incorporated into the polymer skeleton.
- the polymerization form called and the polymerization form taken into the polymer skeleton by a redistribution reaction are also included.
- the organic ultraviolet absorber in order to improve the weather resistance, is 0.1 to 5.0% by weight (preferably 0.5 to 3.0%) based on the total weight of the polyester B. % By weight) and is preferably copolymerized. If the content of the organic ultraviolet absorber is less than 0.1% by weight, it is not preferable because sufficient ultraviolet absorption performance cannot be obtained. On the other hand, if the content of the organic ultraviolet absorber is greater than 5.0% by weight, the spinning process stability is impaired when the polyester containing the organic ultraviolet absorber is spun to obtain a polyester fiber, and the color It is not preferable because the sharpness of the film also decreases.
- organic ultraviolet absorbers examples include benzoxazine-based organic ultraviolet absorbers, benzophenone-based organic ultraviolet absorbers, benzotriazole-based organic ultraviolet absorbers, and salicylic acid-based organic ultraviolet absorbers.
- benzoxazine-based organic ultraviolet absorbers are particularly preferred because they do not decompose at the spinning stage. The reason why benzoxazine-based organic UV absorbers are particularly superior is not clear, but compared to other UV absorbers, they have high heat resistance and good affinity with polyesters based on cyclic imide esters. Can be mentioned.
- benzoxazine-based organic ultraviolet absorbers include those disclosed in JP-A-62-1744. That is, 2-methyl-3,1-benzoxazin-4-one, 2-butyl-3,1-benzoxazin-4-one, 2-phenyl-3,1-benzoxazin-4-one, 2,2 '-Ethylenebis (3,1-benzoxazin-4-one), 2,2'-tetramethylenebis (3,1-benzoxazin-4-one), 2,2'-p-phenylenebis (3 1-benzoxazin-4-one), 1,3,5-tri (3,1-benzoxazin-4-one-2-yl) benzene, 1,3,5-tri (3,1-benzoxazine- 4-on-2-yl) naphthalene and the like.
- the polyester forming the antistatic core-sheath polyester ultrafine fiber of the present invention preferably contains an inorganic ultraviolet absorbing and / or reflecting agent in an amount of 0.5% by weight or less.
- the content of the inorganic ultraviolet absorption and / or the reflection agent is more than 0.5% by weight, not only the sharpness is impaired but also the knitting property is unfavorable.
- the inorganic ultraviolet absorbing and / or reflecting agent include inorganic compounds such as titanium dioxide, zinc oxide, alumina, magnesium oxide, talc, carion, calcium carbonate, and sodium carbonate.
- a micropore forming agent in addition to the organic ultraviolet absorber, if necessary, within a range not impairing the object of the present invention, a micropore forming agent, Add one or more cationic dyes, anti-coloring agents, heat stabilizers, flame retardants, fluorescent brighteners, coloring agents, antistatic agents, hygroscopic agents, antibacterial agents, negative ion generators, etc. Also good.
- the area ratio in the cross section perpendicular to the fiber axis of the core polyester A and the sheath copolymer polyester B needs to be in the range of 5:95 to 80:20.
- the area ratio is smaller than 5:95, the expression of the antistatic performance by the polyester A becomes insufficient.
- the area ratio is larger than 80:20, when the alkali weight loss of 10% or more is applied, The antistatic polyester is eluted, the antistatic performance is lowered and the strength of the drawn yarn is reduced to 3.0 cN / dtex or less, and the strength when used as a fabric is insufficient. This is not suitable for the purpose of use and is not preferable because the use is limited.
- the antistatic core-sheath type polyester ultrafine fiber of the present invention uses a conventionally known composite spinning device, uses the above-described copolymer polyester B on the sheath side, and polyester A on the core, and has a core part of 2000 to 3000 m / min. It is important to melt-spin at a high speed and to draw a ratio of discharge speed and take-up speed during spinning (hereinafter referred to as draft ratio) in the range of 100 to 800.
- arbitrary spinning conditions such as a method in which melt spinning is performed at the above-mentioned speed and performed simultaneously with or subsequent to stretching can be employed.
- the obtained antistatic core-sheath polyester ultrafine fiber may be subjected to so-called DTY processing following spinning, or may be stretched and wound once, followed by false twisting.
- a yarn or a woven or knitted fabric produced from this fiber is heat-treated at a temperature of 100 ° C. or more to stabilize the structure and to contain a polyoxyethylene-based polyether contained in the fiber, and if necessary It is also preferable to promote proper alignment by migration of various additives contained therein. Furthermore, sag heat treatment can be used in combination as required.
- the antistatic core-sheath polyester extra fine fiber of the present invention or a woven or knitted fabric produced from this fiber may be subjected to an appropriate post-hydrophilic treatment, and it is preferable to do so. is there.
- the post-hydrophilic treatment for example, a method of treating with an aqueous dispersion of a polyester polyether block copolymer comprising terephthalic acid and / or isophthalic acid or their lower alkyl ester, lower alkylene glycol, and polyalkylene glycol.
- a hydrophilic monomer such as acrylic acid or methacrylic acid is graft polymerized and then sodium chloride is used can be preferably employed.
- the sulfonate group-containing acid component is preferably copolymerized with respect to polyester B in an amount of 1.0 to 5.0 mol% based on the total acid component.
- the copolymerization amount of the sulfonate group-containing acid component is less than 0.5 mol%, sufficient dyeing performance cannot be obtained, and the cationic dye is not dyeable.
- the polyester resin has a high melt viscosity, which is not preferable because it causes deterioration in spinning operability and yarn strength.
- the sulfonate group-containing acid component is not particularly limited as long as it is a sulfonate group-containing component having a functional group that reacts with polyester.
- Examples thereof include 5-sodium sulfoisophthalic acid, 5-potassium sulfone.
- Examples include isophthalic acid, 5-lithium sulfoisophthalic acid, sodium sulfonaphthalenedicarboxylic acid, and 5-sodium sulfoterephthalic acid. Of these, 5-sodium sulfoisophthalic acid is particularly preferred because of its good color developability and spinnability with a cationic dye.
- an organic phosphorus compound represented by the following general formula (2) as a flame retardant is 1,000 to 10, in terms of phosphorus atoms with respect to the total weight of the polyester. It is preferably contained so as to be 000 ppm, preferably 3,000 to 9,000 ppm, and particularly preferably copolymerized.
- R 1 is a hydroxyalkyl group of hydrogen or a C 1-10
- R 2 is hydrogen, an aryl group an alkyl group or a C 6-24, 1 to 10 carbon atoms
- R 3 Is hydrogen, an alkyl group having 1 to 10 carbon atoms or a hydroxyalkyl group.
- the content of the organic phosphorus compound is less than 1,000 ppm as the content of phosphorus atoms, sufficient flame retardancy is not obtained, and if it exceeds 10,000 ppm, the spinning operability is lowered or the yarn strength is insufficient. This is not preferable.
- the second invention of the present application is a polyester composite in which two types of polyester filament yarns having different elongations are formed by alternately forming a converging portion and an opening portion consisting of alternating twisted winding portions and entangled portions in the longitudinal direction.
- An antistatic polyester composite false twisted yarn which is a false twisted yarn and satisfies the following requirements (i) to (iv):
- a polyester filament yarn X having a low elongation is a core-sheath type polyester composite fiber in which the core is made of polyester A and the sheath is made of copolymer polyester B, and polyester A is 100 parts by weight of aromatic polyester
- polyester A is 100 parts by weight of aromatic polyester
- an antistatic agent (a) 0.2 to 30 parts by weight of a polyoxyalkylene polyether represented by the following general formula (1) and (b) a substantially non-reactive organic compound with the polyester
- An antistatic polyester containing 0.05 to 10 parts by weight of an ionic compound.
- the polyester filament yarn Y having a high elongation is made of a polyester containing 0 to 10 wt% of a matting agent with respect to 100 parts by weight of the aromatic polyester.
- the polyester filament yarn X constitutes a core portion of a composite false twisted yarn, and the polyester filament yarn Y has a two-layer structure in which an outer layer portion (sheath portion) is constituted by surrounding the core portion in an alternately twisted yarn shape.
- the average yarn length of the polyester filament yarn Y is 5 to 20% longer than the average yarn length of the polyester filament yarn X.
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- n is an integer of 1 or more
- m is an integer of 1 or more.
- the polyester filament yarn X having a small elongation constituting the core portion of the antistatic polyester composite false twisted yarn of the present invention has a core-sheath type polyester in which the core portion is made of polyester A and the sheath portion is made of copolymer polyester B. These are composite fibers, and the polyesters A and B are the same polyesters as the polyesters A and B used in the core-sheath composite fiber of the first invention of the present application.
- the polyester filament yarn Y having a high elongation constituting the antistatic polyester composite false twisted yarn of the present invention is mainly a polyester filament whose main repeating unit is ethylene terephthalate, trimethylene terephthalate or tetramethylene terephthalate.
- it may be a copolymerized polyester obtained by copolymerizing a small amount of the third component as necessary (usually 15 mol% or less, preferably 10 mol% or less, particularly preferably 5 mol% or less based on the total repeating units).
- a matting agent and other additives may be added.
- micropore forming agent that forms micropores or microgrooves on the fiber surface or inside the fiber by alkali weight reduction treatment, depending on the shape of the pores or grooves, It is preferable because various effects such as natural silk-like texture, sharpness, and dry touch can be expressed.
- the above-mentioned polyester filament yarn X and polyester filament yarn Y are simultaneously entangled and twisted, and then twisted and alternately brazed. It is obtained by using a yarn.
- a yarn that can be drawn and twisted at least 1.2 times or more is used for a yarn having a low elongation, and a yarn having a high elongation is a stretched yarn. It is preferable to use a yarn that can be stretched by 40% or more than a yarn having a small degree.
- the elongation of the polyester filament yarn X with low elongation is 50% or more, preferably 60% or more.
- the elongation of the polyester filament yarn Y with high elongation is preferably 100% or more, and low.
- the elongation difference between the elongation polyester filament yarn X and the high elongation polyester filament yarn Y is 20% or more, preferably 40% or more, more preferably 50% or more. More preferably, it is 50 to 70%.
- the elongation of the polyester filament yarn X and the polyester filament yarn Y can be adjusted by a known method, and it is preferable to adjust the draw ratio and the like.
- the ratio of the polyester filament yarn X and the polyester filament yarn Y can be appropriately selected and set according to the purpose, but each is preferably 20% or more, and the usage ratio of both is the polyester yarn filament yarn X: polyester.
- Filament yarn Y 25: 75 to 75:25 (weight) is preferred.
- the ratio of the polyester filament yarn Y having a large elongation is large, and the ratio of (polyester filament yarn X) / (polyester filament yarn Y) is suitably in the range of 30/70 to 45/55.
- the polyester filament yarn Y is preferentially drawn in the composite false twisting process, the polyester filament yarn X is less damaged, and there is little breakage or fluffing. Even if it occurs, since it is covered with the polyester filament yarn Y, problems in the subsequent fabric forming process are reduced.
- fibers for example, metal-plated fibers or carbon particle-containing fibers may be combined to give conductivity within a range that does not impair the object of the present invention, but when other fibers are used in combination, the ratio is If it is not made 30% or less of the whole, the bulkiness tends to decrease, which is not preferable.
- two or more undrawn yarns having different elongations are aligned and subjected to an air entanglement treatment through an air jet nozzle before drawing.
- the air injection method any method such as a method in which the traveling yarn is applied in a direction perpendicular to the traveling yarn and a method in which the traveling yarn is applied in the traveling direction can be employed. Since a product with a relatively soft texture can be obtained, it may be selected appropriately according to the purpose. However, in the entanglement process, if the overfeed rate is excessively increased, a large number of loops are generated and the process stability during the production of the fabric is impaired.
- any of a spindle attached to a twist pin, a fluid type air false twisting nozzle, an internal or external friction false twisting device, and a belt rubbing device can be applied.
- the polyester filament yarn Y contracts and the polyester filament yarn X hardly contracts or self-extends, and between the polyester filament yarn X and the polyester filament yarn Y There is a difference in the thread foot, which leads to swelling and span-like properties when used as a fabric.
- FIG. 2 is a side view of the false twisted yarn of the present invention.
- I indicates an alternating twisted winding portion
- II indicates an entangled portion
- III indicates a spread portion.
- the antistatic polyester composite false-twisted yarn of the present invention has a converging part (X) and an opening of an alternating twisted-yarn winding part (I) and an entanglement part (II) as shown in FIG. 2 in the longitudinal direction. It is important that the portions (III) are alternately formed.
- the alternating twisted yarn-shaped winding portion (I) has a core portion composed mainly of the polyester filament yarn X and an outer layer portion composed mainly of the polyester filament yarn Y in a substantially converging state. It is a part that.
- the entangled portion (II) is a portion where the polyester filament yarn X and the polyester filament yarn Y are closely entangled in a mixed state, and hereinafter, in the present invention, (I) and (II) are combined. This is referred to as the converging part (X).
- the entangled portion (II) has a large second moment of section because the entire yarn is tightened, and can impart high repulsion to the finally obtained fabric.
- the alternate twisted-winding portion (I) is a portion having a bulge as compared with the entangled portion (II), and can exhibit elasticity against pressing and imparts a texture such as tension and waist to the fabric. I can do it.
- the opening portion (III) adjacent to the converging portion (X) is a continuous reversal yarn with the core portion mainly composed of the polyester yarn A mainly separated from the polyester yarn B individually. It is a portion that is covered in a state substantially parallel to the shaft, and can provide the fabric with spun-like bulkiness and softness that are insufficient in the converging portion.
- the apparent single fiber fineness of the antistatic polyester composite false-twisted yarn of the present invention thickness having an average thickness in the length direction
- the total fineness as the yarn are not particularly limited,
- the single fiber fineness is suitably in the range of 1.5 to 5.0 dtex, and the total fineness is in the range of 30 to 300 dtex.
- the fineness of the undrawn yarn and the partially oriented yarn should be selected according to the application. In general, it is preferable that the total fineness is brazed yarn ⁇ core yarn, with the former being 30 to 400 dtex and the latter being 20 to 150 dtex. Is particularly preferred.
- the antistatic polyester composite false twisted yarn of the present invention is excellent in that the difference in yarn length between the polyester filament yarn X and the polyester filament yarn Y is 5 to 20%, more preferably 10 to 15%. It is preferable for obtaining a feeling.
- an appropriate twist may be applied as necessary, and a desired structure may be woven or knitted.
- the resulting fabric exhibits anti-static performance that was not achievable with conventional woven and knitted fabrics, and has a spun-like bulkiness, a soft surface with a soft touch and waist, and a repellent texture. This is preferable.
- the third invention of the present application is an antistatic polyester mixed yarn comprising the antistatic polyester filament yarn X and the polyester filament yarn Y and satisfying the following conditions (i) to (vi).
- the antistatic polyester filament yarn X is a core-sheath type polyester composite fiber in which the core is made of polyester A and the sheath is made of copolymer polyester B, and the polyester A is 100 parts by weight of the aromatic polyester.
- As an antistatic agent (a) 0.2 to 30 parts by weight of a polyoxyalkylene polyether represented by the following general formula (1) and (b) an organic ionic property substantially non-reactive with the polyester An antistatic polyester containing 0.05 to 10 parts by weight of the compound.
- the single yarn fineness of the polyester filament yarn X is 1.5 dtex or less.
- the friction band voltage of the blended yarn is 2000 V or less.
- the mixed yarn is obtained through an air entanglement process and a relaxation heat treatment process in that order.
- the blend ratio of the polyester filament yarn X and the polyester filament yarn Y is 8: 2 to 6: 4.
- the polyester filament yarn X constitutes the outer layer portion of the mixed yarn, and the polyester filament yarn Y constitutes the inner layer portion.
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- n is an integer of 1 or more
- m is an integer of 1 or more.
- the antistatic polyester multifilament yarn X constituting the polyester blended yarn of the present invention is a core-sheath type polyester composite fiber having a core part made of polyester A and a sheath part made of copolymerized polyester B.
- the polyester A , B are the same polyesters as the polyesters A and B used in the core-sheath composite fiber of the first invention of the present application.
- the area ratio of the polyester A and the polyester B in the core / sheath portion in the cross section of the polyester multifilament yarn X needs to be in the range of 5:95 to 80:20.
- the area ratio is less than 5:95, the expression of the antistatic performance by the polyester a becomes insufficient.
- the area ratio is larger than 80:20, when the alkali weight loss of 10% or more is applied, The antistatic polyester is eluted, the antistatic performance is lowered and the strength of the drawn yarn is reduced to 3.0 cN / dtex or less, and the strength when used as a fabric is insufficient. This is not suitable for the purpose of use and is not preferable because the use is limited.
- polyester mixed yarn of the present invention In order to produce the polyester mixed yarn of the present invention, first, as the polyester filament yarn X ′, a conventionally known composite spinning device is used, and the polyesters a and b are spun at a relatively high spinning speed of about 2000 to 5000 m / min. Polyester undrawn yarn obtained by spinning (usually referred to as intermediate oriented yarn POY), or low oriented polyester undrawn yarn or intermediate oriented yarn spun at a spinning speed of around 1000 m / min was drawn at a low magnification. Use things.
- polyester filament yarn Y ' a polyester filament drawn yarn having a boiling water shrinkage of 8.0% or more is preferably used, and a polyester filament drawn yarn having a boiling water shrinkage of 10 to 16% is more preferably used.
- polyester filament drawn yarn which is not heat-set and a polyester filament drawn yarn made of polyester obtained by copolymerizing, for example, about 5 to 15 mol% of isophthalic acid as the third component can be preferably exemplified.
- the fineness of the polyester filament yarn Y is preferably 2 to 10 dtex. If it is less than 2 dtex, the strength of the mixed yarn is lowered, and if it exceeds 10 dtex, the texture becomes hard, which is not preferable.
- FIG. 3 is a schematic front view showing an example of an apparatus for producing the blended yarn of the present invention, in which a polyester filament yarn X ′ and a polyester filament yarn Y ′ that spontaneously stretch by subjecting to a relaxation heat treatment are drawn. Alignment and interlacing under overfeed by an interlace nozzle 3 provided between the supply roll 1 and the first take-up roll (heating roll) 2.
- the first take-up roll 2 since the first take-up roll 2 is heated and the two types of polyester filament yarns are over-fed between the supply roll 1 and the first take-up roll 2, the first take-up roll 2 The polyester filament X ′ wound around is subjected to relaxation heat treatment on this roll and spontaneously stretched.
- a non-contact heater 5 provided between the first take-up roll 2 and the second take-up roll 4 is subjected to a second relaxation heat treatment to heat-fix the mixed yarn and wind it around the package 6.
- polyester filament yarns When the two types of polyester filament yarns are entangled, it is preferable to use an interlace of 60 to 70 pieces / m. For this purpose, it is preferable to set the overfeed rate to 1.0 to 1.5%. .
- the first take-up roll 2 it is preferable to heat the first take-up roll 2 and perform a relaxation heat treatment for spontaneous extension on the first take-up roll 2 because the device becomes compact, but suitable for entanglement with the interlace nozzle 3
- a take-up roll is further provided on the downstream side of the first take-up roll 2, and the take-up roll A predetermined relaxation heat treatment may be performed between the two.
- the first take-up roll 2 is a heating roll, the diameter on the yarn exit side is made smaller than the diameter on the yarn entry side of the roll 2 and a predetermined overfeed rate (relaxation rate) on the roll. You may make it heat-process with.
- the temperature and overfeed rate (relaxation rate) of the relaxation heat treatment for spontaneously extending the polyester filament yarn X ′ vary depending on the type of yarn used for the polyester filament yarn X ′. For example, spinning at 3000 to 3500 m / min.
- the roll surface temperature is 100 to 130 ° C. and the overfeed rate (relaxation rate) is 1.0. It is preferable to set it to 1.5%.
- the second-stage relaxation heat treatment by the non-contact heater 5 is a heat setting treatment for imparting characteristics suitable for a highly repellent wool-like touched woven fabric to the blended yarn of the present invention,
- the treatment is preferably performed at 220 ° C. to 240 ° C. with an overfeed rate of 1.5 to 2.0%, and the treatment time is usually 0.01 to 0.30 seconds.
- the boiling water shrinkage of the obtained polyester mixed yarn is usually about 5 to 13%.
- a slit heater, a pipe heater or the like can be used as the non-contact heater 5.
- the polyester filament yarn X ′ and the polyester filament yarn Y ′ that spontaneously stretch by relaxation heat treatment are entangled, and then the relaxation treatment is performed to spontaneously stretch the polyester filament yarn X ′.
- the yarn Y ′ is preferably heat-shrinked, whereby the yarn does not come into contact with the non-contact heater 5 during the second relaxation heat treatment, and the polyester mixed yarn is reduced in occurrence of yarn breakage, It becomes possible to manufacture stably.
- the polyester filament yarn X ′ alone is subjected to relaxation heat treatment to spontaneously stretch, heat-fixed by the second stage relaxation heat treatment, and then entangled with the polyester filament yarn Y ′ to produce a polyester mixed yarn.
- the second relaxation heat treatment is performed by the heater, the yarn contacts the non-contact heater and the yarn breakage increases, which is inappropriate.
- the polyester filament yarn X having an ultrafine fineness of a single yarn fineness of 1.5 dtex or less and containing an antistatic agent is relatively positioned outside the blended yarn, and the polyester filament yarn Y is relatively
- the blend ratio (weight ratio) between the polyester filament yarn X and the polyester filament thread Y is 8: 2 to 5: weight ratio from the viewpoint of deep color and bulge. Preferably it is within the range of 5. Preferably, it is 8-6: 2-4. Within this range, the tactile sensation, texture, soft feeling, strength, etc. are balanced, and when made into a fabric, it has good softness, resilience, and feel.
- the obtained mixed yarn of the present invention or a woven or knitted fabric produced from this fiber is heat-treated at a temperature of 100 ° C. or more, to stabilize the structure and to contain a polyoxyethylene-based polyether contained in the fiber, and It is also preferable to promote suitable arrangement by migration of various additives contained as necessary. Furthermore, sag heat treatment can be used in combination as required.
- the antistatic polyester blended yarn of the present invention or a woven or knitted fabric produced from this fiber may be subjected to an appropriate post-hydrophilic treatment, and it is preferable to do so.
- an appropriate post-hydrophilic treatment for example, a method of treating with an aqueous dispersion of a polyester polyether block copolymer comprising terephthalic acid and / or isophthalic acid or their lower alkyl ester, lower alkylene glycol, and polyalkylene glycol.
- a hydrophilic monomer such as acrylic acid or methacrylic acid is graft polymerized and then sodium chloride is used can be preferably employed.
- the antistatic property of the blended yarn of the present invention needs to have a frictional voltage of 2000 V or less. If it is 2000V or more, generation
- the fourth invention of the present application has an elongation (ELA) of 80% or more, an elastic recovery rate (ERA) at 10% elongation of 50% or less, an elongation rigidity (EMA) of 5.89 GPa or less, and a crystallinity (XpA). Is 25% or more, boiling water shrinkage (BWSA) is 3% or less, thermal stress (TSA) at 160 ° C.
- ELA elongation
- ERA elastic recovery rate
- EMA elongation rigidity
- XpA crystallinity
- BWSA boiling water shrinkage
- TSA thermal stress
- the antistatic polyester filament yarn X satisfying the following requirements (i) to After relaxation heat treatment, the elongation (ELB) is 40% or less, the elongation rigidity (EMB) is 7.85 GPa or more, the boiling water shrinkage (BWSB) is 5% or more, and the thermal stress (TSB) at 160 ° C. is 0. ..
- Polyester filament yarn Y ′ of 88 mN / dtex or more, polyester multifilament yarn X ′ and polyester multifilament yarn Y ′ are combined so that the weight ratio is 45/55 to 70/30, A method for producing antistatic polyester blended yarn, which is then entangled.
- Antistatic polyester multifilament yarn X ′ is a core-sheath type polyester composite fiber in which the core part is made of polyester A and the sheath part is copolymerized polyester B, and polyester A is 100 parts by weight of aromatic polyester
- an antistatic agent (a) 0.2 to 30 parts by weight of a polyoxyalkylene polyether represented by the following general formula (1) and (b) a substantially non-reactive organic compound with the polyester An antistatic polyester containing 0.05 to 10 parts by weight of an ionic compound.
- the single yarn fineness of the polyester multifilament yarn X ′ is 1.5 dtex or less.
- R 1 is an alkylene group or substituted alkylene group having 2 or more carbon atoms
- R 2 is a hydrogen atom, a monovalent hydrocarbon group having 1 to 40 carbon atoms, or a monovalent hydrocarbon group having 2 to 40 carbon atoms.
- n is an integer of 1 or more
- m is an integer of 1 or more.
- the antistatic polyester multifilament yarn X ′ constituting the polyester blended yarn of the present invention is a core-sheath type polyester composite fiber in which the core part is made of polyester A and the sheath part is copolymerized polyester B, and the polyester A and B are the same polyesters as polyesters A and B used in the core-sheath composite fiber of the first invention of the present application.
- the antistatic polyester filament yarn X ′ needs to have an elongation (ELA) of 80% or more, preferably 100 to 200%, and an elastic recovery (ERA) at 10% elongation of 50% or less, preferably Must be 40% or less, and the elongation rigidity (EMA) should be 5.89 GPa (600 kg / mm 2 ) or less, preferably 1.96 to 4.91 GPa (200 to 500 kg / mm 2 ).
- the crystallinity (XpA) needs to be 25% or more, preferably 36 to 60%, and the thermal stress (TSA) at 160 ° C. needs to be 0.44 mN / dtex (50 mg / de) or less, Furthermore, the boiling water shrinkage (BWSA) needs to be 3% or less.
- the antistatic polyester filament yarn X ′ is in a floating state when the blended yarn is heat-treated, and contributes only to improving the bulk without applying a stress even when a load is applied in the stretching direction. As a result, the generation of wrinkles is suppressed.
- the antistatic polyester filament yarn X ′ having such characteristics is obtained by, for example, using a conventionally known composite spinning apparatus, melting the above-described polyesters a and b at a temperature of 280 to 300 ° C., melting and discharging from the spinneret, After applying an oil agent to the cooled and solidified spun yarn and applying an interlace by spraying air with a pressure of 0.1 to 0.3 MPa using an interlace applying device having three or more air injection holes, a polyester glass A preheat roller and a drawing roller set at a transition temperature or lower (preheating roller take-off speed: 1500 to 2500 m / min, draw ratio: 1.1 to 1.5) are once wound on a winder.
- the drawn yarn obtained was passed through a preheating roller heated to 70 to 110 ° C. at a speed of 500 to 1400 m / min and a non-contact heater set to 170 to 240 ° C. It can be obtained by applying a heat set at a draw ratio (a relaxed heat set at a draw ratio of 1 or less).
- the polyester filament yarn Y ′ (which may be simply referred to as the filament yarn Y ′), which is the other component constituting the blended yarn of the present invention, is mainly subjected to a load in the elongation direction and is morphologically stable and post-processed.
- the elongation (ELB) needs to be 40% or less, preferably 30% or less
- the elongation rigidity (EMB) is 7.85 GPa (800 kg / mm 2 ) or more, preferably Needs to be 8.83 to 14.7 GPa (900 to 1500 kg / mm 2 ).
- the boiling water shrinkage (BWSB) needs to be 5% or more, preferably 7 to 20%.
- the thermal stress (TSB) at 160 ° C. is 0.88 mN / dtex (100 mg / dtex) or more, preferably 1.76 mN. / Dtex (200 mg / dtex) or more.
- the filament yarn Y ′ having such characteristics may be appropriately adjusted, for example, when the unstretched fiber made of the polyester is stretched.
- the elongation and rigidity may be adjusted by the draw ratio, and the boiling water shrinkage may be adjusted by the heat setting conditions at the time of drawing.
- the thermal stress can be adjusted by the draw ratio, the heating temperature during drawing, and the spinning speed of the undrawn fiber. However, if the spinning take-up speed is too high, the thermal stress after drawing may not be increased. Therefore, it is preferable to draw an undrawn fiber having a low spinning speed of 2500 m / min or less, preferably 1700 m / min or less. .
- a third component is copolymerized with polyester. For example, when an isophthalic acid component is copolymerized, one having a high shrinkage property can be easily obtained.
- the mixed yarn of the present invention needs to be entangled and mixed with the polyester filament yarn Y ′ after the heat treatment of the antistatic polyester filament yarn X ′.
- the reason for this is that the physical properties of the polyester filament yarn X ′ change due to heat treatment, stretching, twisting, etc. in the false twist crimping process, the elongation decreases, the thermal stress increases, and the elastic recovery rate improves.
- polyester filament yarn X If the polyester filament yarn X 'loses its property of being stretched or is crimped, it will become entangled with the adjacent yarn or resistance will increase, and when it is made into a fabric such as a woven fabric, It is presumed that the position of the thread that has been misaligned at the position becomes difficult to return to its original position and wrinkles are likely to occur.
- the air injection direction may be applied in the direction perpendicular to the yarn or along the traveling direction of the yarn, but according to the former, a product with relatively high gloss is obtained, On the other hand, according to the latter, a relatively soft product can be obtained.
- an overfeed difference may be provided between the polyester filament yarn X ′ and the polyester filament yarn Y ′, and air composite processing may be performed. However, if too much difference is provided, many loops are likely to occur. Almost the same overfeed rate is adopted.
- the composite ratio (mixing ratio) of the polyester filament yarn X ′ and the polyester filament yarn Y ′ needs to be 45/55 to 70/30 by weight ratio of the polyester filament yarn X ′ and the polyester filament yarn Y ′. .
- the weight ratio of the polyester filament yarn X ′ and the polyester filament yarn Y ′ is particularly preferably 55/45 to 70/30.
- the polyester filament yarn X ′ and the polyester filament yarn Y ′ have been described by taking one yarn as an example, but of course, two or more yarns may be used. Any number of yarns may be used as long as they satisfy the physical properties.
- metal plated fibers or carbon particle-mixed fibers may be combined to impart conductivity.
- the combined use rate is desirably 30% at most.
- the antistatic core-sheath type polyester fiber used in the first to fourth inventions of the present application has a fiber cross section having a protrusion coefficient defined by the following formula of 0.3 to 0.7 in the cross section of the single fiber. It is preferable that there are 3 to 8 fin portions protruding outward from the core portion.
- the polyester multi-fiber of the present invention having such characteristics and cross-sectional shape can withstand the impact received during the drawing false twisting process, and the yarn breakage (processing) during the drawing false twisting process even if the drawing false twisting is performed under normal conditions.
- the yarn can be drawn with little occurrence of yarn breakage and fluff, and the polyoxyalkylene glycol antistatic agent is sufficiently elongated and streaks in the fiber axis direction, so that the antistatic property is good.
- the obtained drawn false twisted yarn also has a fiber cross section in which the degree of flatness of the fiber cross section is appropriately dispersed in the fiber axis direction, the fiber cross section is not uniform in the fiber axis direction, and a fiber aggregate having a large interfiber gap is formed. It forms, and brings about the effect of water absorption / quick drying performance and improvement of washing durability of the performance. Furthermore, the fiber assembly in which the degree of flatness of the fiber cross section is appropriately dispersed in the fiber axis direction also has the performance of bringing a natural dry feeling in the fabric.
- the antistatic core-sheath polyester fiber has good water absorption performance, antistatic properties and process stability.
- hydrophilic polyoxyalkylene glycols and ionic compounds that are used as antistatic agents more than capillarity water absorption due to protrusions of specific shapes are used as core antistatic agents.
- the water absorption is improved, and the resistance between fibers is reduced at the time of spinning drawing, especially at the time of drawing, so that the antistatic agent is uniformly stretched in the fiber axis direction to have an appropriate aspect ratio and generation of fluff. It is presumed that the process stability is good with less.
- the protrusion coefficient of the single fiber cross-sectional shape of the antistatic core-sheath polyester fiber is 0.3 to 0.7, more preferably 0.4 to 0.6. It is necessary to have a shape in which the number of fin portions (1 in FIG. 5) protruding outward from the fiber cross-section core portion is 3 to 8, preferably 4 to 6.
- the fin portion having a projection coefficient of less than 0.3 does not have a function of forming sufficient capillary voids in the fiber cross section after drawing false twisting, and cannot exhibit water absorption and quick drying performance. Further, such a short fin portion has a tendency to reduce the washing durability of the treatment agent because the anchor effect when the water absorption treatment agent is applied to the fabric is reduced. Also, the texture of the fabric is flat paper-like. On the other hand, the fin portion having a projection coefficient exceeding 0.7 is likely to concentrate the processing tension on the fin portion at the time of drawing false twisting. Water absorption performance is insufficient. Further, yarn breakage (processed yarn) and fluff frequently occur in the drawing false twisting process.
- the fin portion has a protrusion coefficient of 0.3 to 0.7, if the number of the fin portions is 1 to 2 in the single fiber cross section, only one fiber cross section closed inside is formed. As a result, there is no sufficient capillary action and water absorption performance is insufficient. Also, the texture of the fabric is flat paper-like.
- the number exceeds eight processing tension concentration on the fin portion occurs at the time of drawing false twisting, resulting in partial breakage of the fiber cross section, resulting in insufficient capillary formation and insufficient water absorption performance. Become. Further, yarn breakage (processed yarn) and fluff frequently occur in the drawing false twisting process. Note that there may be more than eight fin portions having a protrusion coefficient of less than 0.3.
- the antistatic core-sheath polyester multifiber of the present invention described above can be prepared by adjusting the discharge holes of a known core-sheath compound spinning machine.
- the radius of the circular discharge hole for forming the core portion (FIG. 6). A2)
- the length of the tip of the fin portion forming discharge hole (b2 in FIG. 6) and the like from the center point of the circular discharge hole the protrusion coefficient of the fiber cross section becomes 0.3 to 0.7. It can be set arbitrarily.
- the protrusion coefficient of the fiber cross section can be controlled to some extent by changing the temperature of the spin block and / or the cooling air volume.
- the antistatic core-sheath polyester fiber used in the first to fourth inventions of the present application has a flat cross section perpendicular to the length direction of the single yarn, and 3 to 3 of the round cross section single yarn in the longitudinal direction. It is necessary that six pieces have a joined shape and a constricted portion is formed at the joined portion.
- the constricted portion is a portion where the length of the short side is shortened as schematically shown in FIG.
- the depth of the concave portion is 1.05 or more (preferably 1.1 or more) as the ratio B / C of the maximum value (B) and the minimum value (C) of the length of the short side.
- the depth is preferred.
- the recessed part may be formed only in one side part.
- the number of the constricted portions needs to be two or more. If the constricted portion is one or less, sufficient irregular reflection of light and refraction of transmitted light cannot be obtained at the constricted portion, and satisfactory visibility can be obtained. It is not preferable because it is not.
- the number of the constricted portions is not particularly limited as long as it is 2 or more, but 3 to 5 is appropriate in consideration of the yarn forming property.
- FIG. 8 illustrates the case where there are two constrictions.
- the antistatic core-sheath polyester fiber has a special flat cross-sectional shape, when woven, it has a structure that is densely and widely spread by contact pressure at the fabric texture point. As a result, the gap formed by the warp and the weft is reduced, and the amount of light passing through the gap is reduced. At that time, a very small amount of passing light passing through the gap is diffracted, and adjacent passing light interferes with each other, thereby obtaining an excellent visual recognition effect.
- the cross-sectional shape of the filament is a flat cross-sectional shape having a specific constricted portion and the content of the matting agent is not more than a specific amount, flat flat cross-sectional yarns, round cross-sectional yarns, triangular cross-sectional yarns of the same fineness Compared with the above, irregular reflection of light and refraction of transmitted light that passes through the filament are increased, and an excellent anti-visual effect can be obtained without impairing the daylighting property.
- the core-sheath polyester flat cross-section fiber has a wide structure, the bending rigidity is lowered and a soft texture is added. Furthermore, at the fabric texture point, the constricted part (concave part) is less likely to come into contact with the other thread, so the friction between the warp and the weft is reduced, and it is possible to obtain a softer texture than that having a flat flat shape. become.
- Crimp rate (%) [(S1-S2) / S0] ⁇ 100 (8) Number of fluffs Using a DT-104 type fluff counter device manufactured by Toray Industries, Inc., a polyester stretched yarn sample was continuously measured at a speed of 500 m / min for 20 minutes to measure the number of fluffs, and the sample length was 10,000 m. Expressed in the number of hits.
- the antistatic effect if the frictional voltage is about 2000 V or less (preferably 1500 V or less), the antistatic effect is exhibited.
- Lightness index L * a * b * display system shown in JIS-Z-8729 display method of object color by L * a * b * display system and L * u * v * display system) as brightness index L Displayed.
- Ultraviolet transmittance The transmittance was measured with a spectrophotometer MPC-3100 manufactured by Shimadzu Corporation, and the ultraviolet shielding rate at a wavelength of 380 nm was measured.
- a 200 W reflex lamp light source is used as an energy source, irradiated from a height of 50 cm, and the temperature of the back surface of the fabric after 180 seconds is measured with a thermocouple. It was measured. Such temperature is preferably 30 ° C. or higher.
- polyester A 100 parts of dimethyl terephthalate, 60 parts of ethylene glycol, 0.06 part of calcium acetate monohydrate (0.066 mol% with respect to dimethyl terephthalate) and 0.013 part of cobalt acetate tetrahydrate as a color adjuster (terephthalic acid) 0.01 mol% with respect to dimethyl) was charged into a transesterification reactor, and the reaction product was heated from 140 ° C. to 220 ° C. over 4 hours under a nitrogen gas atmosphere. The ester exchange reaction was carried out while distilling out.
- polyester B 1.0 weight of an organic ultraviolet absorber composed of 2,2′-p-phenylenebis (3,1-benzoxazin-4-one) synthesized by the method described in Japanese Patent Application Laid-Open No. 62-11744 %, A dried polyester having an intrinsic viscosity of 0.65 and not containing an inorganic ultraviolet absorber such as titanium dioxide and / or a reflector was used as polyester B. (Yarn making method) The dried polyester A and polyester B were each melted by a conventional method and supplied to a two-component composite spinning head via a gear pump. It set so that the ratio of a core and a sheath polymer might become the value of Table 1.
- the molten polymer in the core and the sheath supplied simultaneously is cooled and solidified by cooling air from a normal cross-flow type spinning cylinder from a spinneret having 72 circular composite spinning holes having a nozzle hole diameter of 0.25 mm. Then, the yarn was bundled as one yarn while applying a spinning oil, and taken up at a speed of 3000 m / min to obtain a 140 dtex / 72 filament polyester undrawn yarn having a birefringence of 0.035.
- Example I-1 The polyester undrawn yarn obtained by the method described above was drawn 1.8 times at a preheating roller temperature of 80 ° C. at a drawing speed of 600 m / min using a known drawing machine, and then heat-set at a slit heater temperature of 190 ° C. A cylindrical knitted fabric was manufactured using the drawn yarn, and the antistatic property was measured.
- the spinning yarn was 3 times / day, and the drawn yarn was 2 times / day.
- the drawn yarn thus obtained had a single yarn fineness of 1.16 dtex, a strength of 4.8 cN / dtex, an elongation of 24%, a charged voltage in the charging test B method of the tubular knitted fabric of 900 V, and an ultraviolet transmittance of 10 %, L value was 84%.
- Example I-2 Using a known false twisting machine, the polyester undrawn yarn obtained by the above-described method is drawn at a draw ratio of 1.400 T / m, a heater temperature of 210 ° C., a yarn speed, that is, a speed of the second delivery roller 11 of 250 m / min. A cylindrical knitted fabric was manufactured using false twisted yarns stretched 8 times, and antistatic properties were measured.
- Example 1 The antistatic performance of the obtained fabric was 15 seconds, and when sensory evaluation was carried out, the fabric had a very deep, high-class feeling and a soft feel.
- Example I-3 to I-6, Comparative Examples I-1 to I-7 The test was performed in the same manner as in Example I-1, except that the test was performed under the conditions shown in Table I-1.
- the present invention is noticeable after high-pressure dyeing in the post-process and is practical and strong in heat resistance. Furthermore, it is suitable for sports applications and uniforms.
- the portion that exhibits antistatic properties is encased, it is possible to maintain antistatic properties by enveloping the antistatic component and reducing deformation, so that the antistatic properties are maintained, and fluffing during stretching This is considered to be a factor that is excellent in down, productivity increase, and washing durability in the case of a woven fabric.
- Polyester B was produced in the same manner as in the method for producing polyester B in the example in which the copolymer polyester B is a polyester obtained by copolymerizing an organic ultraviolet absorbing component in the first invention of the present application. (Production of polyester B) To a mixture of 100 parts by mass of dimethyl terephthalate and 50 parts by mass of ethylene glycol, 3.0 parts by mass of an organophosphorus compound represented by the following formula (2) as a flame retardant was added to complete the transesterification reaction.
- R 1 is a 2-hydroxyethyl group
- R 2 is a methyl group
- R 3 is hydrogen
- 0.018 parts by mass of diantimony trioxide is added to the reaction product, transferred to a reaction vessel equipped with a stirrer, a nitrogen inlet, a vacuum port and a distillation device, heated to 280 ° C., and 30 Pa or less.
- a condensation polymerization reaction was performed in a high vacuum to obtain a polyester having an intrinsic viscosity of 0.58 dL / g and a diethylene glycol content of 2.46% by mass.
- the phosphorus content was 4700 ppm.
- the sheath polyester B and the dried core polyester A were each melted by a conventional method and supplied to a two-component composite spinning head via a gear pump. It set so that the ratio of a core and a sheath polymer might become the value of Table 1.
- the molten polymer in the core and the sheath supplied simultaneously is cooled and solidified by cooling air from a normal cross-flow type spinning cylinder from a spinneret having 72 circular composite spinning holes having a nozzle hole diameter of 0.25 mm.
- the yarn was bundled as one yarn while applying a spinning oil, and taken up at a speed of 3000 m / min to obtain a 140 dtex / 72 filament polyester undrawn yarn having a birefringence of 0.035.
- the yarn of the present invention (single yarn fineness 1.1 dtex) was obtained by drawing 1.8 times by a known drawing method.
- a tubular knitted fabric was manufactured using the obtained yarn, and the antistatic property was measured. Subsequently, after relaxing for 20 minutes with boiling water and subsequent preset treatment, dyeing and final set treatment were performed to obtain a fabric composed of a polyester composite drawn yarn.
- the resulting fabric had a frictional voltage of 900 V, a flame retardance of 28, and was subjected to a sensory evaluation. As a result, it was very clear, deep, high-class, and soft. It was a good thing.
- Example II-1 The same procedure as in Example II-1 was carried out except that no flame retardant was used.
- Example II-2 The same procedure as in Example II-1 was carried out except that no antistatic agent was used.
- Example II-3 The same procedure as in Example II-1 was carried out except that no organic sulfonic acid metal salt was used.
- the obtained fabric had a frictional voltage of 900 V and a flame retardance of 28, which was good. However, when the sensory evaluation was carried out, it was inferior due to lack of dyeing clarity.
- Constriction ratio and flatness coefficient (see Fig. 8) Constriction ratio: Ten flat yarns of the present invention were sampled every 10 m in the fiber axis direction, and cross-sectional micrographs were taken. For the entire fiber cross-section, the ratio (B / C) between the maximum length B of the short axis and the minimum length C of the short axis of the constriction is measured and expressed as the average value of all measured values. is there.
- polyester A was produced in the same manner as in the production method of the polyester A in the example in which the copolyester B was a polyester obtained by copolymerizing an organic ultraviolet absorbing component.
- polyester B was manufactured in the same manner as the method for manufacturing the polyester B in the example in which the copolymer polyester B was a polyester obtained by copolymerizing an organic ultraviolet absorbing component.
- the yarn production was performed as follows. The dried polymer was melted by a conventional method in a spinning facility, and supplied to a two-component composite spinning head via a gear pump.
- the ratio between the core and the sheath polymer was set to 30/70.
- the molten polymer in the core and sheath supplied at the same time is spun at a spinning temperature of 300 ° C. from a die drilled in four flat cross-sections (three constricted portions), and cooled from a normal cross-flow type spinning cylinder. Cooled and solidified with wind, gathered as one yarn while applying spinning oil, taken up at 4000 m / min, stretched 1.3 times without winding once, and the cross-sectional shape of the filament was constricted
- a core-sheath polyester flat cross-section fiber 84 dtex / 36fil having a flat cross-section (B / C 1.2, cross-section flatness 3.2) having three was obtained.
- the strength of the obtained fiber was 4.5 cN / dtex, and the frictional voltage (Method B) was 900V.
- the cross-sectional shape of the obtained single yarn is shown in FIG.
- the core-sheath type polyester flat cross-section fiber is untwisted and used at a degree of 100%, and a plain woven fabric with a cover factor of 1000 is prepared by a conventional weaving method, followed by a conventional dyeing process. An anti-visibility fabric was obtained.
- the light transmittance was 35%
- the anti-visibility (daytime) ⁇ the anti-visibility (nighttime) ⁇ .
- Example III-2 In Example III-1, except that the cover factor of the visibility-preventing fabric was changed to 880, it was carried out in the same manner as in Example 1, and weaving / dying processing was performed to obtain a visibility-proofing fabric.
- the pollen omission rate was 97%
- the light transmittance was 40%
- the anti-visibility (daytime) ⁇ the anti-visibility (nighttime) ⁇ .
- Example III-3 In Example III-1, except that the cover factor of the visibility-preventing fabric was changed to 1800, the same procedure as in Example 1 was carried out, and weaving / dying processing was performed to obtain a visibility-proofing fabric.
- Example III-4 In Example III-1, except that a multifilament (A) twisted at 200 T / m was used, the same as in Example 1 was carried out, and weaving / dying processing was carried out to produce an anti-visibility fabric. Obtained. In the fabric for preventing visibility, pollen omission rate was 98%, light transmittance was 33%, visibility was prevented (daytime), and visibility was prevented (nighttime).
- Example III-5 The same procedure as in Example III-1 was carried out except that the number of constrictions was 5.
- the fiber strength was 5.0 cN / dtex and the frictional band voltage was 900V.
- Example III-2 In Example III-1, a non-visible fabric was obtained in the same manner as in Example 1 except that the cross-sectional shape of the filament was changed to FIG. In the yarn production process, the generation of fluff was large and the productivity was poor, so it could not be made into a woven fabric.
- Example III-3 In Example III-1, a visually-proof fabric was obtained in the same manner as in Example 1 except that the cross-sectional shape of the filament was changed to the round cross-section of FIG.
- the fiber strength was 6.0 cN / dtex and the frictional band voltage was 900V.
- the pollen omission rate was 98% and the light transmittance was 30%, but the anti-visibility property (daytime) ⁇ and the anti-visibility property (nighttime) ⁇ .
- An anti-visibility fabric was obtained in the same manner as in Example III-1, except that no antistatic agent was added to polyester A.
- the fiber strength was 5.0 cN / dtex and the frictional band voltage was 900V.
- the pollen omission rate was 15%, the light transmittance was 35%, the anti-visibility (daytime), and the anti-visibility (nighttime).
- Example III-5 An anti-visibility textile was obtained in the same manner as in Example III-1, except that polyester A contained 1.0 wt% of titanium oxide (Sakai Chemical Industry, KA-30). The fiber strength was 4.0 cN / dtex and the frictional band voltage was 900V. In the fabric for preventing visibility, the pollen omission rate was 98%, the light transmittance was 10%, the visibility (daytime) ⁇ , and the visibility (nighttime) ⁇ .
- Example III-6 In Example III-1, except that the cover factor of the visibility-preventing fabric was changed to 2500, the same procedure as in Example 1 was performed, and weaving / dying processing was performed to obtain a visibility-preventing fabric.
- Example III-7 In Example III-1, except that the cover factor of the visibility-preventing fabric was changed to 600, the same procedure as in Example 1 was carried out, and weaving / dying processing was performed to obtain a visibility-proofing fabric. In the anti-visibility fabric, the pollen omission rate was 98%, the light transmittance was 15%, the anti-visibility (daytime) x, and the anti-visibility (nighttime) x.
- Boiling water shrinkage (L0 ⁇ L) / L0 ⁇ 100 (%) (22)
- Protrusion coefficient A cross-sectional micrograph of polyester multi-fiber is taken, the length (a1) from the center of the inscribed circle of the inner surface of the single fiber cross section to the apex of the fin portion, and the radius of the inscribed circle of the inner surface of the fiber cross section (b1 ) was measured, and the protrusion coefficient was calculated by the following formula.
- Projection coefficient (a1-b1) / a1
- Quick absorption of water (wicking value)
- wicking value As an index of water absorption and quick drying performance, according to JIS L1907 fiber product water absorption test method, section 5.1.1 water absorption speed (drop method), the falling water drops from the surface of the test cloth made of polyester false twisted yarn to the surface The number of seconds (wicking value) until no reflection occurred.
- L10 represents the wicking value (seconds) after 10 washings according to JIS L0844-A-2 method.
- polyester A was produced in the same manner as in the production method of polyester A in the example in which the copolyester B was a polyester obtained by copolymerizing an organic ultraviolet absorbing component in the first invention of the present application.
- polyester B was produced in the same manner as in the method for producing polyester B in the example in which the copolymer polyester B is a polyester obtained by copolymerizing an organic ultraviolet absorbing component in the first invention of the present application.
- the yarn production was performed as follows. The dried polymer was melted in a usual manner in a spinning facility, and supplied to a two-component composite spinning head via a gear pump. The ratio between the core and the sheath polymer was set to the value described in Table IV-1.
- the melt polymer of the core and sheath supplied simultaneously has a slit width of 0.10 mm and a length from the center of the discharge hole to the tip (b2 in FIG. 5) is 0.88 mm.
- the core portion forming circular discharge holes were spun from a spinneret in which 24 discharge hole groups having a radius [a2 in FIG. 5] of 0.15 mm were formed. Cooled and solidified with cooling air from a normal cross-flow type spinning cylinder, converged as one yarn while applying a spinning oil, taken up at a speed of 3000 m / min, and obtained a polyester undrawn yarn of 140 dtex / 24 filament It was.
- This polyethylene terephthalate multi-fiber was applied to an SDS-8 type drawing false twisting machine (triaxial friction disk false twisting unit, 216 spindles) manufactured by Scragg Co., Ltd., a draw ratio of 1.65, a heater temperature of 175 ° C., and a twist number of 3300 times / m, a drawing false twisting process was carried out at a drawing false twisting speed of 600 m / min to obtain a polyethylene terephthalate drawing false twisting yarn having a fineness of 84 dtex.
- Table IV-1 summarizes the results of the chargeability test wicking values (L0 and L10), the processed yarn breaking rate, and the processed fluff in Examples IV-1 to IV-3 and Comparative Examples IV-1 to IV-2. .
- Example IV-3 The same procedure as in Example IV-1 was carried out using polyester B without addition of antistatic agent as polyester A.
- the spinneret is a spinneret (round section die) having 24 normal 0.3 mm circular discharge hole groups, and cooled and solidified with cooling air from a normal cross-flow type spinning cylinder. Then, it was bundled as one yarn while applying a spinning oil, and was taken up at a speed of 3000 m / min to obtain a 140 dtex / 24 filament polyester undrawn yarn. Subsequent drawing false twisting and the like were performed in the same manner as in Example IV-1.
- Example IV-5 Cooling air from a normal cross-flow type spinning cylinder from a spinneret (round section die) in which 24 groups of normal 0.3 mm circular discharge hole groups were formed using only polyester B to which no antistatic agent was added. And solidified as a single yarn while applying a spinning oil, and taken up at a speed of 3000 m / min to obtain a 140 dtex / 24 filament polyester undrawn yarn. Subsequent drawing false twisting and the like were performed in the same manner as in Example IV-1.
- polyester A was produced in the same manner as in the production method of the polyester A in the example in which the copolyester B was a polyester obtained by copolymerizing an organic ultraviolet absorbing component.
- polyester B was manufactured in the same manner as the method for manufacturing the polyester B in the example in which the copolymer polyester B was a polyester obtained by copolymerizing an organic ultraviolet absorbing component.
- the yarn production was performed as follows. The dried polymer was melted in a usual manner in a spinning facility, and supplied to a two-component composite spinning head via a gear pump.
- the ratio of the core component and the sheath component polymer created above was set to the values shown in Table 1.
- the melted polymer of the core component and the sheath component supplied at the same time is cooled and solidified with cooling air from a normal crossflow type spinning cylinder from a spinneret having 36 circular composite spinning holes having a nozzle hole diameter of 0.25 mm. Then, it was bundled as one yarn while applying a spinning oil, and was taken up at a speed of 3000 m / min to obtain an unstretched polyester multifilament of 120 dtex / 36 filaments.
- the obtained yarn characteristics were as shown in Table 1.
- the two yarns are supplied to the feed roller 6 and interlaced with the first delivery roller 8 by the interlace nozzle 7 at an overfeed rate of 3.0% and a pneumatic pressure of 0.25 MPa. / M entangled, and subsequently supplied to the false twist zone via the roller 8, wound into a winder at a draw ratio of 1.5 times, a heater temperature of 450 ° C., and a yarn speed of 550 m / min, of 190 dtex / 84 filament A false twisted yarn was obtained.
- Example V-1 The obtained yarn was used for warp and weft and was woven in double feathers, and scouring, heat setting and dyeing were performed according to a conventional method to obtain a plain dyed fabric.
- the evaluation results are shown in Table 1.
- Example V-5 The same procedure as in Example V-1 was carried out except that the amount of the antistatic agent used was changed to the conditions shown in Table 1. The evaluation results are shown in Table V-1.
- Polyester A was produced in the same manner as in the production method of polyester A in the example in which the copolyester B was a polyester obtained by copolymerizing an organic ultraviolet absorbing component in the first invention of the present application.
- Polyester B was produced in the same manner as in the method for producing polyester B in the example in which the copolymer polyester B is a polyester obtained by copolymerizing an organic ultraviolet absorbing component in the first invention of the present application.
- the yarn production was performed as follows. The dried polymer was melted in a usual manner in a spinning facility, and supplied to a two-component composite spinning head via a gear pump.
- the molten polymer in the core and the sheath supplied simultaneously is cooled and solidified by cooling air from a normal cross-flow type spinning cylinder from a spinneret having 72 circular composite spinning holes having a nozzle hole diameter of 0.25 mm.
- the yarn is bundled as a single yarn while applying a spinning oil, taken up at a speed of 3000 m / min, and a polyester intermediate orientation yarn (POY) (polyester multifilament yarn X of 90 dtex / 72 filaments (single fiber fineness: 1.25 dtex)). ') Got.
- POY polyester intermediate orientation yarn
- an undrawn yarn obtained by melting polyethylene terephthalate isophthalate copolymer polyester having an intrinsic viscosity of 0.64 (copolymerization of 10.0 mol% of isophthalic acid) at 280 ° C. and spinning at a spinning speed of 1450 m / min.
- the film was stretched 2.9 times at 0 ° C. to obtain a heat-shrinkable polyester yarn (heat-shrinkable polyester multifilament yarn Y ′) having a boiling water shrinkage of 15% and 55 dtex / 12 filament (single fiber fineness: 4.6 dtex). .
- polyester multifilament yarn X 'and heat-shrinkable polyester multifilament yarn Y' a polyester mixed yarn was produced using the apparatus shown in FIG.
- both polyester multifilament yarns X ′ and Y ′ are aligned, and an interlace nozzle 3 provided between a supply roll 1 and a first take-up roll (a heating roll having a surface temperature of 120 ° C.) 2 is 600 m / min.
- a heating roll having a surface temperature of 120 ° C. 2 is 600 m / min.
- the mixing ratio of the polyester multifilament yarn X ′ and the polyester multifilament Y ′ was 62:38.
- the yarn is wound eight times on the heating roll 2 having a surface temperature of 120 ° C., and subjected to relaxation heat treatment to spontaneously stretch the polyester multifilament yarn X ′.
- the slit heater 5 provided between the heating roll 2 and the second take-up roll 4 is used for 0.05 second at 230 ° C. and 1.8% overfeed rate.
- heat treatment was performed by performing a second relaxation heat treatment, and the sample was wound around the second take-up roll (cold roll) 4 twice and wound around the package 6 as a mixed yarn of 150 dtex / 84 filament.
- the chargeability of the obtained mixed yarn was a frictional band voltage of 900V.
- the obtained mixed fiber was woven into a plain fabric of warp 60 / cm and weft 35 / cm and dyed black by dyeing at 135 ° C. for 60 minutes by a conventional method.
- the texture of the dyed fabric obtained was level 1 and had a highly repellent wool-like touch, and was a swelled fabric with a feeling of swelling, and there was no generation of static electricity when it was worn.
- Example VI-1 The same procedure as in Example VI-1 was carried out except that the single yarn fineness of the polyester multifilament yarn X was 3.0 dtex. The dyed fabric obtained had a hard texture and was not tactile (Level 3).
- Example VI-2 The same procedure as in Example VI-1 was carried out except that the mixing ratio of the polyester multifilament yarn X and the polyester multifilament yarn Y was 50:50. The dyed fabric obtained had good antistatic properties but was not good because of its hard texture (level 3).
- Comparative Example VI-3 The same procedure as in Example VI-1 was carried out except that the mixing ratio of the polyester multifilament yarn X and the polyester multifilament yarn Y was 90:10.
- Example VI-4 The same procedure as in Example VI-1 was conducted except that the antistatic agent was not added to the polyester multifilament yarn X.
- the texture of the woven fabric using the obtained mixed yarn was level 1 and the swelling feeling and high resilience were good, but there was no antistatic property, and static electricity was generated on the crackle when worn.
- Comparative Example VI-5 The same procedure as in Example VI-1 was carried out except that the amount of polyoxyalkylene polyether added was 0.1 part.
- Example VI-6 In Example VI-1, a relaxation heat treatment was not performed, and a mixed yarn was obtained by a normal false twisting process. The obtained product had many yarn breakage and fluff and poor yield.
- Elongation rigidity (EM) Measurement is performed using a constant-speed extension tensile tester and a recording device linked to this. The sample length is 25 cm and the both ends are gripped and fixed with an air chuck in a state where the initial load is 1/30 g per denier. The measurement condition is a tensile rate of 20% / min. A tangent line is drawn on the slope of the slope of the initial load-drawing curve, and the stress at 100% elongation is read. The measurement was performed 5 times, and the average value was obtained.
- Elongation rigidity (EM) 9 ⁇ 100 ⁇ 1% Elongation stress (g) ⁇ Sample specific gravity / fineness (denier) (32) Thermal stress (TS) (at 160 ° C.) The measurement is performed using a thermal stress measuring instrument and a recording device linked to this. Make a 5cm ring using the sampling jig. Next, prepare the thermal stress measuring instrument and recording device so that the range of 20 ° C to 300 ° C and the stress range of 0 to 20g can be measured. After applying an initial load of 1/30 g per denier, measurement of thermal stress is started. The heating rate is 300 ° C./120 seconds. The measurement is completed when the temperature is raised to 300 ° C. The measurement is performed three times. For the thermal stress (160 ° C.), the stress g at the 160 ° C. point was read and converted to a stress per 1 dtex.
- Polyester A was produced in the same manner as in the production method of polyester A in the example in which the copolyester B was a polyester obtained by copolymerizing an organic ultraviolet absorbing component in the first invention of the present application.
- Polyester B was produced in the same manner as in the method for producing polyester B in the example in which the copolymer polyester B is a polyester obtained by copolymerizing an organic ultraviolet absorbing component in the first invention of the present application.
- Manufacture of polyester multifilament yarn X The yarn production was performed as follows. The dried polymer was melted in a usual manner in a spinning facility, and supplied to a two-component composite spinning head via a gear pump.
- the ratio of a core and a sheath polymer might become the value of Table 1.
- the molten polymer in the core and the sheath supplied simultaneously is cooled and solidified by cooling air from a normal cross-flow type spinning cylinder from a spinneret having 72 circular composite spinning holes having a nozzle hole diameter of 0.25 mm.
- the elongation (ELA) is 120%
- the elastic recovery rate (ERA) at 10% elongation is 30%
- the elongation rigidity (EMA) is 3.92 GPa (400 kg / mm 2 )
- the crystallinity (XpA) is 40%.
- the boiling water shrinkage (BWSA) was 1%
- the thermal stress (TSA) at 160 ° C. was 0.26 mN / dtex (30 mg / dtex).
- polyester multifilament yarn Y Manufacture of polyester multifilament yarn Y
- polyethylene terephthalate having an intrinsic viscosity measured with an orthochlorophenol solution at 35 ° C.
- 0.64 copolymerized with 10 mol% of isophthalic acid is melted and discharged from a spinneret, and the discharged yarn is cooled and solidified, and then the oil agent
- a heat set heater (contact type) temperature of 170 ° C., a draw ratio of 3.1 times, and a draw speed of 1200 m / min are carried out to 55 dtex / 12.
- a filament polyester multi-fiber B (single yarn fineness 4.6 dtex) was obtained.
- the elongation (ELB) of the polyester multi-fiber B is 30%
- the elongation rigidity (EMB) is 11.77 GPa (1200 kg / mm 2 )
- the boiling water shrinkage (BWSB) is 17%
- the thermal stress (TSB) at 160 ° C. is It was 4.4 mN / dtex.
- the antistatic polyester multifilament yarn X is subjected to relaxation heat treatment at a preheating roller temperature of 110 ° C., a heat set heater (non-contact type) temperature of 230 ° C., a relaxation rate of 2%, and a speed of 600 m / min, and then the polyester multifilament yarn Y And mixed with a pneumatic entanglement nozzle to form a composite yarn, which was then wound by a winder to obtain a mixed yarn of 150 dtex / 84 filament.
- the single yarn fineness of the antistatic polyester multifiber A was 1.2 dtex.
- the obtained blended yarn was used for warp and weft and woven double-folded and scoured, heat set and dyed according to a conventional method to obtain a plain dyed fabric.
- the evaluation results are shown in Table 3.
- each evaluation item about the texture is a sensory evaluation by five experienced panelists, one that was judged to be extremely good by all three, and one that was judged good by three or more, and two or more were poor Those that were judged were ranked in 3 and 3 levels.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Multicomponent Fibers (AREA)
Abstract
Description
(1)芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、下記要件を満足することを特徴とする制電性芯鞘型ポリエステル極細繊維が提供される。
(i)単糸繊度が1.5dtex以下。
(ii)芯部の面積Aと鞘部の面積Bとの比A:Bが5:95~80:20の範囲である。
(iii)単糸強度が3.0cN/dtex以上。
(iv)糸の摩擦帯電圧が2000V以下。
(v)ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテルを0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルであること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
ここで、共重合ポリエステルBは、
・有機系紫外線吸収成分をポリエステル全重量に対して0.1~5.0重量%共重合したポリエステル、
・有機スルホン酸金属塩を、該有機スルホン酸金属塩を除く全酸成分に対して1.0~5.0モル%共重合したポリエステル、
或いは、
・ポリエステル全重量に対し下記一般式(2)で表されるリン系難燃剤成分をリン原子換算で1,000~10,000ppm共重合したポリエステル

であることが好ましい。
(2)伸度の異なる2種類のポリエステルフィラメント糸が、長手方向に交互撚糸状巻付部と交絡部とから成る集束部と、開繊部とを交互に形成してなるポリエステル複合仮撚加工糸であって、下記(i)~(iv)の要件を満足することを特徴とする制電性ポリエステル複合仮撚加工糸。
(i)伸度の小なるポリエステルフィラメント糸Xが、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)伸度の大なるポリエステルフィラメント糸Yが、芳香族ポリエステル100重量部に対して艶消し剤を0~10wt%含むポリエステルからなること。
(iii)ポリエステルフィラメント糸Xが複合仮撚糸の芯部を構成し、ポリエステルフィラメント糸Yが芯部の周りを交互撚糸状に取り巻いて外層部(鞘部)を構成する2層構造であること。
(iv) ポリエステルフィラメント糸Yの平均糸長がポリエステルフィラメント糸Xの平均糸長より5~20%長いこと。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
(i) 制電性ポリエステルフィラメント糸Xが、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)ポリエステルフィラメント糸Xの単糸繊度が1.5dtex以下であること。
(iii)混繊糸の摩擦帯電圧が2000V以下であること。
(iv)混繊糸が空気交絡工程、弛緩熱処理工程をその順序で経て得られたものであること。
(v)ポリエステルフィラメント糸Xとポリエステルフィラメント糸Yとの混繊比率が8:2~6:4であること。
(vi)ポリエステルフィラメント糸Xが混繊糸の外層部、ポリエステルフィラメント糸Yが内層部を構成していること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
(i) 制電性ポリエステルマルチフィラメント糸X’が、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)ポリエステルマルチフィラメント糸X’の単糸繊度が1.5dtex以下であること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
が提供される。
本願第1発明は、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、下記要件を満足することを特徴とする制電性芯鞘型ポリエステル極細繊維である。
(i)単糸繊度が1.5dtex以下。
(ii)芯部の面積Aと鞘部の面積Bとの比A:Bが5:95~80:20の範囲である。
(iii)単糸強度が3.0cN/dtex以上。
(iv)糸の摩擦帯電圧が2000V以下。
(v)ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテルを0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルであること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
S=[ΔHms/(ΔHmh+ΔHms)] × 100
(但し、ΔHmsはステレオコンプレックス相結晶の融解エンタルピー、ΔHmhはホモ相ポリ乳酸結晶の融解エンタルピー。)
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
レンオキサイド付加物、分子量3000以上のノニルフェノールエチレンオキサイド付加物、並びにこれらの末端OH基に炭素数が6以上の置換エチレンオキサイドが付加した化合物があげられ、なかでも分子量が10000~100000のポリオキシエチレングコール、及び分子量が5000~16000の、ポリオキシエチレングリコールの両末端に炭素数が8~40のアルキル基置換エチレンオキサイドが付加した化合物が好ましい。
(式中、Rは炭素原子数3~30のアルキル基又は炭素原子数7~40のアリール基、Mはアルカリ金属又はアルカリ土類金属を示す。
(式中、Rは炭素原子数3~30のアルキル基又は炭素原子数7~40のアリール基であり、R1、R2、R3及びR4はアルキル基又はアリール基で中でも低級アルキル基、フェニル基又はベンジル基が好ましい。)
上記式(II)においてRがアルキル基のときはアルキル基は直鎖状であっても又は分岐した側鎖を有していてもよい。MはNa,K,Li等のアルカリ金属又はMg,Ca等のアルカリ土類金属であり、なかでもLi,Na,Kが好ましい。かかるスルホン酸金属塩は1種のみを単独で用いても2種以上を混合して使用してもよい。好ましい具体例として
はステアリルスルホン酸ナトリウム、オクチルスルホン酸ナトリウム、ドデシルスルホン酸ナトリウム、炭素原子数の平均が14であるアルキルスルホン酸ナトリウム混合物、ドデシルベンゼンスルホン酸ナトリウム混合物、ドデシルベンゼンスルホン酸ナトリウム(ハード型、ソフト型)、ドデシルベンゼンスルホン酸リチウム(ハード型、ソフト型)、ドデシルベンゼンスルホン酸マグネシウム(ハード型、ソフト型)等をあげることができる。
を損なうようになる上、該イオン性化合物もブリードアウトし易くなるため、溶融成形時のチップのルーダーかみこみ性が低下して、成形安定性も悪化するようになる。
-4-オン)、2,2’-テトラメチレンビス(3,1-ベンゾオキサジン-4-オン)、2,2’-p-フェニレンビス(3,1-ベンゾオキサジン-4-オン)、1,3,5-トリ(3,1-ベンゾオキサジン-4-オン-2-イル)ベンゼン、1,3,5-トリ(3,1-ベンゾオキサジン-4-オン-2-イル)ナフタレンなどである。
あげられる。

特に、ポリエステルBに上記のスルホン酸塩基含有成分が含まれている場合は、通常のポリエステル繊維よりも溶融粘度が高く、燃焼時の溶融落下が起き難いため、延焼しやすいという欠点があるため、難燃剤の含有効果が充分に発揮される。
(i)伸度の小なるポリエステルフィラメント糸Xが、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)伸度の大なるポリエステルフィラメント糸Yが、芳香族ポリエステル100重量部に対して艶消し剤を0~10wt%含むポリエステルからなること。
(iii)ポリエステルフィラメント糸Xが複合仮撚糸の芯部を構成し、ポリエステルフィラメント糸Yが芯部の周りを交互撚糸状に取り巻いて外層部(鞘部)を構成する2層構造であること。
(iv) ポリエステルフィラメント糸Yの平均糸長がポリエステルフィラメント糸Xの平均糸長より5~20%長いこと。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
(i) 制電性ポリエステルフィラメント糸Xが、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)ポリエステルフィラメント糸Xの単糸繊度が1.5dtex以下であること。
(iii)混繊糸の摩擦帯電圧が2000V以下であること。
(iv)混繊糸が空気交絡工程、弛緩熱処理工程をその順序で経て得られたものであること。
(v)ポリエステルフィラメント糸Xとポリエステルフィラメント糸Yとの混繊比率が8:2~6:4であること。
(vi)ポリエステルフィラメント糸Xが混繊糸の外層部、ポリエステルフィラメント糸Yが内層部を構成していること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
リコールとからなるポリエステルポリエーテルブロック共重合体の水性分散液で処理する方法、または、アクリル酸、メタクリル酸等の親水性モノマーをグラフト重合し、その後これをナトリウム塩化する方法等が好ましく採用できる。
(i) 制電性ポリエステルマルチフィラメント糸X’が、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)ポリエステルマルチフィラメント糸X’の単糸繊度が1.5dtex以下であること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数]
a1:繊維断面内面壁の内接円中心からフィン部頂点までの長さ
b1:繊維断面内面壁の内接円の半径(コアー部外挿内接円)
このような特性と断面形状を有する本発明のポリエステルマルチ繊維は、延伸仮撚加工時に受ける衝撃に耐え、通常の条件下で延伸仮撚を行っても、延伸仮撚加工時の糸切れ(加工断糸)および毛羽の発生が少なく延伸でき、ポリオキシアルキレングリコール系制電剤が十分に繊維軸方向に細長く筋状に存在するようになるので制電性が良好である。また得られる延伸仮撚加工糸も、その繊維横断面扁平度合いが繊維軸方向に適度に分散し、繊維軸方向に一様で無い繊維断面をなしており、繊維間空隙が大きな繊維集合体を形成するものとなり、吸水・速乾性能および該性能の洗濯耐久性向上の効果をもたらす。さらに、繊維断面扁平度合いが繊維軸方向に適度に分散する繊維集合体は、布帛での自然なドライ感をもたらすという性能も合わせ持っている。
ものとなる。一方、突起係数が0.7を越えるフィン部は、延伸仮撚加工時、該フィン部に加工張力が集中しやすいため、繊維断面の部分的破壊が発生して十分な毛細管形成がなされなくなり、吸水性能が不十分となる。また、延伸仮撚工程での糸切れ(加工断糸)や毛羽も頻発する。
加工張力集中が発生し、繊維断面の部分的破壊が起こり、十分な毛細管形成がなされなくなり、吸水性能が不十分となる。また、延伸仮撚工程での糸切れ(加工断糸)や毛羽が頻発する。なお、突起係数が0.3未満のフィン部は8個を超えて存在しても良い。
通常の丸断面単糸、或いは丸断面単糸2個が接合した形状の場合には、織物中の芯鞘型ポリエステル扁平断面繊維がワイドに広がった集合形態を形成し難くなり、経糸と緯糸とで形成される空隙(組織空隙)が大きくなり、その結果、該空隙から光が通過し、十分な防視認性を得ることができない恐れがあり好ましくない。逆に、7個を越えると、製糸性が困難となるため好ましくない。
当である。なお、図8はくびれ部が2個の場合を例示するものである。
(1)固有粘度
オルソ-クロルフェノールに溶解し、ウベローデ粘度管を用い、35℃で測定した。
(2)紡糸断糸
複合紡糸設備で1週間溶融紡糸を行い断糸した回数を記録し、1日1錘当りの紡糸断糸回数を紡糸断糸とした。ただし、人為的あるいは機械的要因による断糸は断糸回数から除外した。
(3)延伸仮撚断糸
帝人製機製216錘建HTS-15V(2ヒーター仮撚加工機で非接触式ヒーター仕様)にて、延伸仮撚加工を1週間連続実施し、延伸仮撚機1台・1日当たりの断糸回数を延伸仮撚断糸とした。ただし、糸繋ぎ前後による断糸(ノット断糸)あるいは自動切替え時の断糸等、人為的あるいは機械的要因による断糸は断糸回数から除外した。
(4)延伸断糸
延伸加工を1週間連続実施し、延伸機1台・1日当たりの断糸回数を延伸仮撚断糸とした。ただし、糸繋ぎ前後による断糸(ノット断糸)あるいは自動切替え時の断糸等、人為的あるいは機械的要因による断糸は断糸回数から除外した。
(5)複屈折率
常法に従い、光学顕微鏡とコンペンセーターを用いて、繊維の表面に観察される偏光のリターデーションから求めた。
(6)糸条の強度、伸度
JIS L―1013―75に準じて測定した。
(7)捲縮率
ポリエステル仮撚加工糸サンプルに0.044cN/dtexの張力を掛けてカセ枠に巻き取り、約3300dtexのカセを作成した。該カセの一端に、0.0177cN/dtexおよび0.177cN/dtexの2個の荷重を負荷し、1分間経過後の長さS0(cm)を測定した。次いで、0.177cN/dtexの荷重を除去した状態で、100℃の沸水中にて20分間処理した。沸水処理後0.0177cN/dtexの荷重を除去し、24時間自由な状態で自然乾燥し、再び0.0177cN/dtexおよび0.177cN/dtexの荷重を負荷し、1分間経過後の長さを測定しS1(cm)とした。
次いで、0.177cN/dtexの荷重を除去し、1分間経過後の長さを測定しS2とし、次の算式で捲縮率を算出し、10回の測定値の平均値で表した。
捲縮率(%)=[(S1-S2)/S0]×100
(8)毛羽個数
東レ(株)製DT-104型毛羽カウンター装置を用いて、ポリエステル延伸糸サンプルを500m/minの速度で20分間連続測定して発生毛羽数を計測し、サンプル長1万m当たりの個数で表した。
(9)風合い
(ソフト感)
レベル1:ソフトでしなやかな感触がある
レベル2:ややソフト感が乏しいが反撥性は感じられる
レベル3:カサカサした触感あるいは硬い触感である。
(10)帯電性試験方法
A法(半減期測定法)
得られた糸条を、筒編みし、染色し、調湿後、試験片をコロナ放電場で帯電させた後、この帯電圧が1/2に減衰するまでの時間(秒)をスタテイック オネストメータで測定する。時間(秒)が短い方が制電性能が優れていると判断した。
B法(摩擦帯電圧測定法)
試験片を回転させながら摩擦布で摩擦し、発生した帯電圧を測定する。
L1094帯電性試験方法B法(摩擦帯電圧測定法)に順ずる。
制電効果については、摩擦帯電圧が、約2000V以下(好ましくは1500V以下)であれば、制電効果が奏される。
(11)明度指数
明度指数Lとして、JIS-Z-8729(L*a*b*表示系およびL*u*v*表示系による物体色の表示方法)に示すL*a*b*表示系で表示した。
(12)紫外線透過率
島津製作所製分光光度計MPC-3100で透過率を測定し、波長380nmの紫外線遮蔽率を測定した。
(13)保温性
温度20℃、湿度60%RHの恒温恒湿環境下で、エネルギー源として200Wレフランプ光源を用い、高さ50cmから照射し、180秒後の布帛の裏面の温度を熱電対で測定した。かかる温度が30℃以上を良好とする。
テレフタル酸ジメチル100部、エチレングリコール60部、酢酸カルシウム1水塩0.06部(テレフタル酸ジメチルに対して0.066モル%)および整色剤として酢酸コバルト4水塩0.013部(テレフタル酸ジメチルに対して0.01モル%)をエステル交換反応缶に仕込み、この反応物を窒素ガス雰囲気下で4時間かけて140℃から220℃まで昇温し、反応缶中に生成するメタノールを系外に留去しながらエステル交換反応させた。エステル交換反応終了後、反応混合物に安定剤としてリン酸トリメチル0.058部(テレフタル酸ジメチルに対して0.080モル%)、および消泡剤としてジメチルポリシロキサンを0.024部加えた。次に、10分後に、反応混合物に三酸化アンチモン0.041部(テレフタル酸ジメチルに対して0.027モル%)を添加し、同時に過剰のエチレングリコールを留去しながら240℃まで昇温し、その後、反応混合物を重合反応缶に移した。次いで1時間40分かけて760mmHgから1mmHgまで減圧するとともに240℃から280℃まで昇温して重縮合反応せしめポリエステルを得た。
特開昭62-11744号公報に記載された方法で合成された2,2’-p-フェニレンビス(3,1-ベンゾオキサジン-4-オン)からなる有機系紫外線吸収剤を1.0重量%含み、二酸化チタンなどの無機系紫外線吸収剤および/または反射剤を含まない固有粘度0.65の乾燥したポリエステルをポリエステルBとして用いた。
(製糸方法)
乾燥したポリエステルA及びポリエステルBを各々常法で溶融し、ギヤポンプを経て2成分複合紡糸ヘッドに供給した。芯と鞘ポリマーの比率が表1記載の値となるように設定した。同時に供給された芯部と鞘部の溶融ポリマーは、ノズル孔径0.25mmの円形複合紡糸孔を72個穿設した紡糸口金から、通常のクロスフロー型紡糸筒からの冷却風で冷
却・固化し、紡糸油剤を付与しつつ一つの糸条として集束し、3000m/minの速度で引き取り、複屈折率0.035の140dtex/72フィラメントのポリエステル未延伸糸を得た。
[実施例I-1]
前述の方法により得たポリエステル未延伸糸を、公知の延伸機を用い、延伸速度600m/分にて、余熱ローラー温度80℃で1.8倍に延伸した後、スリットヒーター温度190℃で熱セットした延伸糸を用いて筒編地を製造し、制電性を測定した。
[実施例I-2]
前述の方法により得たポリエステル未延伸糸を、公知の仮撚り加工機を用い、仮撚数2400T/m、ヒーター温度210℃、糸速即ち第2デリベリローラ11の速度250m/minで延伸倍率1.8倍に延伸した仮撚り加工糸を用いて筒編地を製造し、制電性を測定した。溶融紡糸時の工程安定性及び制電性能の結果を表I-1に示す。
次いで、該織物を液流染色機を用いて沸騰水で20分間リラックス処理し、引き続きプリセット処理を行った後、さらに、染色、ファイナルセット処理を行い、布帛とした。
[実施例I-3~I-6、比較例I-1~I-7]
表I-1に示す条件で実施した以外は実施例I-1と同様な方法で行った。
本発明は、特に、後工程における、高圧染色を経て顕著に現れ耐熱性に強く実用的である。更に、用途として、スポーツ用途、ユニフォームに適している。又、制電性を発揮する部分がつつみこまれているので、制電成分を包み込み変形を少なくすることで、毛羽を出さないようにすることが制電性を維持すること、延伸での毛羽ダウン、生産性UP、更に、織物とした場合における洗濯耐久性に優れる要因と考えられる。

(14)ジエチレングリコール含有量:
ヒドラジンヒドラート(抱水ヒドラジン)を用いてポリエステル組成物チップを分解し、この分解生成物中のジエチレングリコールの含有量をガスクロマトグラフィー(ヒューレットパッカード社製(HP6850型))を用いて測定した。
(15)リン原子含有量
リガク社製蛍光X線スペクトロメーター ZSX100e型を用いて、蛍光X線法により定量した。
(16)難燃性
JIS K 7201に準拠してLOI値(限界酸素指数)を測定し、27以上を合格とした。
(17)カチオン染色性
得たフィラメントヤーンを筒編みし、60℃で20分の精練を行った後、下記の条件下で130℃で60分染色して風乾した。次に小型ピンテンターを用いて150℃で1分の熱セットを行った後、8枚重ねのサンプル片を作成し、そのサンプル片の色調L値をマクベス社製色彩色差計で測定し、染色性の指標とした。L値が低いほど繊維が濃色に染色さ
れていることを示し、40以下を合格とした。
染料 AIZEN COLOR CATION BLUE 0.2%owf
均染剤 酢酸 0.3g/L
硫酸ナトリウム 3.0g/L
(ポリエステルAの製造)
本願第1発明において共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例におけるポリエステルBの製造方法と同様に実施して、ポリエステルBを製造した。
(ポリエステルBの製造)
ジメチルテレフタレート100質量部とエチレングリコール50質量部との混合物に、難燃剤として下記式(2)で示される有機リン化合物3.0質量部を添加し、エステル交換反応を終了させた。

その後、反応生成物に三酸化二アンチモン0.018質量部を添加して、撹拌装置、窒素導入口、減圧口及び蒸留装置を備えた反応容器に移し、280℃まで昇温させ、30Pa以下の高真空で縮合重合反応を行い、固有粘度0.58dL/g、ジエチレングリコール含有量が2.46質量%であるポリエステルを得た。リンの含有量は4700ppmで
あった。
上記鞘部ポリエステルB、および乾燥した芯部ポリエステルAを各々常法で溶融し、ギヤポンプを経て2成分複合紡糸ヘッドに供給した。芯と鞘ポリマーの比率が表1記載の値となるように設定した。同時に供給された芯部と鞘部の溶融ポリマーは、ノズル孔径0.25mmの円形複合紡糸孔を72個穿設した紡糸口金から、通常のクロスフロー型紡糸筒からの冷却風で冷却・固化し、紡糸油剤を付与しつつ一つの糸条として集束し、3000m/minの速度で引き取り、複屈折率0.035の140dtex/72フィラメントのポリエステル未延伸糸を得た。公知の延伸方法で1.8倍に延伸し本発明の糸(単糸繊度1.1dtex)を得た。
難燃剤を用いない以外は実施例II-1と同様に行った。
[比較例II-2]
制電剤を用いない以外は実施例II-1と同様に行った。
[比較例II-3]
有機スルホン酸金属塩を用いない以外は実施例II-1と同様に行った。
(18)光透過率
JISL10556.1A法(照度10万lx)によって遮光率(%)を測定した後、次式により光透過率(%)求めた。20%以上を合格とする。
(光透過率)=100-(遮光率)
(19)防視認性
昼間の測定方法としては、室内80W蛍光灯700lxの環境下で防視認性織物から20cm離れた位置に視認物を置き、該織物をはさんだ室外(昼間太陽光10万lx)に該織物から30cm離れた位置に評価者を置き、評価者が前記視認物を確認できるかどうか目視判定した。判定基準は、視認物が判明できる場合を◎、わずかに判明できる場合を○、視認物の輪郭が見える場合を△、視認物を判明できない場合を×とする。
(20)くびれ部比及び扁平係数 (図8参照)
くびれ部比:本発明の扁平断面糸の単糸を繊維軸方向に10m毎に10箇所サンプリングし、おのおの断面顕微鏡写真を撮影した。撮影された全繊維断面について、短軸の最大長さBと、くびれ部の短軸の最小長さCとの比(B/C)を測定し、全測定値の平均値で表したものである。
(ポリエステルAの製造)
本願第1発明において、共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例における、ポリエステルAの製造方法と同様に実施して、ポリエステルAを製造した。
(ポリエステルBの製造)
本願第1発明において、共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例における、ポリエステルBの製造方法と同様に実施して、ポリエステルBを製造した。
(製糸化)
製糸化は以下の通り行った。乾燥ポリマーを紡糸設備にて各々常法で溶融し、ギヤポンプを経て2成分複合紡糸ヘッドに供給した。芯と鞘ポリマーの比率が30/70となるように設定した。同時に供給された芯部と鞘部の溶融ポリマーは、4つ山扁平断面(くびれ部3個所)に穿孔された口金より、紡糸温度300℃で紡出し、通常のクロスフロー型紡糸筒からの冷却風で冷却・固化し、紡糸油剤を付与しつつ一つの糸条として集束し、4000m/minで引き取り、一旦巻き取ることなく引き続き1.3倍に延伸し、フィラメントの横断面形状がくびれ部を3個有する扁平断面(B/C=1.2、断面扁平度3.2)の芯鞘型ポリエステル扁平断面繊維84dtex/36filを得た。
実施例III-1において、防視認性織物のカバーファクターを880に変える以外は実施例1と同様に行い、製織・染色加工することにより、防視認性織物を得た。
該防視認性布帛において、花粉脱落率97%、光透過率40%、防視認性(昼間)○、防視認性(夜間)○であった。
[実施例III-3]
実施例III-1において、防視認性織物のカバーファクターを1800に変える以外は実施例1と同様に行い、製織・染色加工することにより、防視認性織物を得た。該防視認性布帛において、花粉脱落率98%、光透過率25%、防視認性(昼間)◎、防視認性(夜間)◎であった。
[実施例III-4]
実施例III-1において、マルチフィラメント(A)として200T/mの撚りを施したものを使用すること以外は、実施例1と同様に行い、製織・染色加工することにより、防視認性織物を得た。該防視認性布帛において、花粉脱落率98%、光透過率33%、防視認性(昼間)○、防視認性(夜間)○であった。
[実施例III-5]
実施例III-1においてくびれ部が5個である以外は同様に行った。得られた単糸の横断面形状を図7(g)に示す。該防視認性布帛において、花粉脱落率99%、光透過率34%、防視認性(昼間)◎、防視認性(夜間)○であった。
[比較例III-1]
実施例III-1において、フィラメントの横断面形状を、くびれ部のないフラット扁平断面(扁平係数A/B=3.2)に変える以外は実施例1と同様にして行い防視認性織物を得た。繊維強度は5.0cN/dtex、摩擦帯電圧は900Vであった。該防視認性布帛において、花粉脱落率98%、光透過率30%、防視認性(昼間)△、防視認性(夜間)△であった。
[比較例III-2]
実施例III-1において、フィラメントの横断面形状を、図7(h)に変える以外は実施例1と同様にして行い防視認性織物を得た。製糸工程で毛羽の発生が大で生産性が悪いもので織物にできなかった。
[比較例III-3]
実施例III-1において、フィラメントの横断面形状を、図7(b)の丸断面に変える以外は実施例1と同様にして、防視認性織物を得た。繊維強度は6.0cN/dtex、摩擦帯電圧は900Vであった。該防視認性布帛において、花粉脱落率98%、光透過率30%であったが、防視認性(昼間)×、防視認性(夜間)×であった。
[比較例III-4]
実施例III-1において、ポリエステルAに制電剤を添加しない以外は同様にして行い防視認性織物を得た。繊維強度は5.0cN/dtex、摩擦帯電圧は900Vであった。該防視認性布帛において、花粉脱落率15%、光透過率35%、防視認性(昼間)◎、防視認性(夜間)○であった。
[比較例III-5]
実施例III-1において、ポリエステルAに酸化チタン(堺化学工業、KA-30)1.0wt%を含むようにした以外は同様にして行い防視認性織物を得た。繊維強度は4.0cN/dtex、摩擦帯電圧は900Vであった。該防視認性布帛において、花粉脱落率98%、光透過率10%、防視認性(昼間)△、防視認性(夜間)△であった。
[比較例III-6]
実施例III-1において、防視認性織物のカバーファクターを2500に変える以外は実施例1と同様に行い、製織・染色加工することにより、防視認性織物を得た。該防視認性布帛において、花粉脱落率98%、光透過率15%、防視認性(昼間)○、防視認性(夜間)○であった。
[比較例III-7]
実施例III-1において、防視認性織物のカバーファクターを600に変える以外は実施例1と同様に行い、製織・染色加工することにより、防視認性織物を得た。該防視認性布帛において、花粉脱落率98%、光透過率15%、防視認性(昼間)×、防視認性(夜間)×であった。
(21)沸水収縮率
枠周1.125mの検尺機で捲数20回のカセを作り、0.022cN/dtexの過重を掛けて、スケール板に吊るして初期のカセ長L0を測定する。その後、このカセを65℃の温水浴中で30分間処理後、放冷し再びスケール板に吊るし収縮後の長さLを測定し次式で沸水収縮率を計算する。
沸水収縮率=(L0-L)/L0×100(%)
(22)突起係数
ポリエステルマルチ繊維の断面顕微鏡写真を撮影し、単繊維断面内面壁の内接円中心からフィン部頂点までの長さ(a1)および繊維断面内面壁の内接円の半径(b1)を測定し、下記式で突起係数を計算した。
突起係数=(a1―b1)/a1
(23)吸水速乾性(ウイッキング値)
吸水・速乾性能の指標として、JIS L1907繊維製品の吸水試験法、5.1.1項吸水速度(滴下法)に準じて、落下水滴が、ポリエステル仮撚加工糸からなる試験布表面から表面反射をしなくなるまでの秒数(ウィッキング値)を採用した。なお、L10は、JIS L0844-A-2法により10回洗濯を行った後のウイッキング値(秒)を表す。
(24)加工断糸率
スグラッグ社製SDS-8型延伸仮撚加工機で、10kg巻ポリエステルマルチ繊維パッケージを延伸仮撚加工し、5kg巻ポリエステル仮撚加工糸パッケージを2個作成する方法で運転した時、断糸回数を記録し、下記式で加工断糸率を計算した。
加工断糸率=断糸回数/(稼動錘数×2)×100
(ポリエステルAの製造)
本願第1発明において共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例におけるポリエステルAの製造方法と同様に実施して、ポリエステルAを製造した。
(ポリエステルBの製造)
本願第1発明において共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例におけるポリエステルBの製造方法と同様に実施して、ポリエステルBを製造した。
(製糸化)
製糸化は以下の通り行った。乾燥ポリマーを紡糸設備にて各々常法で溶融し、ギヤポンプを経て2成分複合紡糸ヘッドに供給した。芯と鞘ポリマーの比率が表IV-1記載の値となるように設定した。
このポリエチレンテレフタレートマルチ繊維をスクラッグ社製のSDS-8型延伸仮撚機(3軸フリクションディスク仮撚ユニット、216錘)に掛けて、延伸倍率1.65、ヒーター温度175℃、撚数3300回/m、延伸仮撚速度600m/minで延伸仮撚加工を実施し、繊度84dtexのポリエチレンテレフタレート延伸仮撚加工糸を得た。
実施例IV-1~IV-3、比較例IV-1~IV-2における帯電性試験ウィッキング値(L0およびL10)、加工断糸率および加工毛羽の結果をまとめて表IV-1に示す。
[比較例IV-3]
ポリエステルAとして制電剤を添加しないポリエステルBを使用し、実施例IV-1と同様に行った。
[比較例IV-4]
実施例IV-1において紡糸口金を通常の0.3mmの円形吐出孔群を24群穿設した紡糸口金(丸断面用口金〕とし、通常のクロスフロー型紡糸筒からの冷却風で冷却・固化し、紡糸油剤を付与しつつ一つの糸条として集束し、3000m/minの速度で引き取り、140dtex/24フィラメントのポリエステル未延伸糸を得た。
その後の延伸仮撚加工等は実施例IV-1と同じ方法により行なった。
[比較例IV-5]
制電剤を添加しないポリエステルBのみを使用し、通常の0.3mmの円形吐出孔群を24群穿設した紡糸口金(丸断面用口金〕から、通常のクロスフロー型紡糸筒からの冷却風で冷却・固化し、紡糸油剤を付与しつつ一つの糸条として集束し、3000m/minの速度で引き取り、140dtex/24フィラメントのポリエステル未延伸糸を得た。
その後の延伸仮撚加工等は実施例IV-1と同じ方法により行なった。

(27)嵩高性評価:
嵩高性の評価は、以下の測定方法にしたがった。すなわち、複合斑糸を検尺器(周長1.125m)にて120回転分とって綛を作り、これを2つ折りにしたサンプルの一端に、その綛の重量の3倍の荷重を吊るして乾熱195℃で5分間熱処理した後冷却した。次いで該糸条をボックス(高さ2.5cm、幅1.0cm、長さ10cm、底面0.5cmの曲率半径)に充填し、蓋(綛の3倍の重量)を荷重させ、その時の体積(Vcm3)と綛(混繊糸条)の重量(Wg)とから以下の式により算出した。
嵩高性(cm3/g)=V/W
この値が50以上のとき嵩高性「良」とし、50未満のとき「不良」とした。
(28)風合評価:柔軟性、ドライ感、スパナイズ外感を総合したもの
風合についての各評価項目は、熟練した5人のパネラーによる官能評価で、全員が極めて良好と判定したものを(○)、3人以上が良好と判断したものを(△)、3人以上が不良と判定したものを(×)と、三段階にランク付けした。
(28)糸長差:下記式により計算した。
糸長差(%)=(LS-LC)/LC×100
(ただし、LSおよびLCは混繊糸を任意の個所で5cmにカットした中に含まれるポリエステル糸Aとポリエステル糸Bのそれぞれの全単繊維糸長の平均値を示す。)
(ポリエステルAの製造)
本願第1発明において、共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例における、ポリエステルAの製造方法と同様に実施して、ポリエステルAを製造した。
(ポリエステルBの製造)
本願第1発明において、共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例における、ポリエステルBの製造方法と同様に実施して、ポリエステルBを製造した。
(ポリエステルフィラメント糸Xの製糸)
製糸化は以下の通り行った。乾燥ポリマーを紡糸設備にて各々常法で溶融し、ギヤポンプを経て2成分複合紡糸ヘッドに供給した。上記で作成した芯成分と鞘成分ポリマーの比率が表1記載の値となるように設定した。同時に供給された芯成分と鞘成分の溶融ポリマーは、ノズル孔径0.25mmの円形複合紡糸孔を36個穿設した紡糸口金から、通常のクロスフロー型紡糸筒からの冷却風で冷却・固化し、紡糸油剤を付与しつつ一つの糸条として集束し、3000m/minの速度で引き取り、120dtex/36フィラメントの未延伸ポリエステルマルチフィラメントを得た。得られた糸特性は表1の通りであった。
(ポリエステルフィラメント糸Yの製糸)
一方、固有粘度が0.64のポリエチレンテレフタレートを紡糸口金から溶融吐出し、該吐出糸条を冷却固化させた後に油剤を付与し、1000m/分の速度で引取って、150dtex/48フィラメントの部分配向未延伸ポリエステルフィラメント糸を得た。
得られた未延伸ポリエステルフィラメント糸と部分配向ポリエステルフィラメント糸とをそれぞれ解舒して引きそろえ、図1の工程で交絡処理及び延伸仮撚加工を行った。
[比較例V-1~V-5]
使用する制電剤の量を表1に示した条件に変更する以外は実施例V-1と同様に実施した。評価結果を表V-1に示す。

(29)布帛の風合い
混繊糸を、経60本/cm、緯35本/cmの平織物に織成し染色後の風合いを評価した。
(ソフト感)
レベル1:ソフトでしなやかな感触がある
レベル2:ややソフト感が乏しいが反撥性は感じられる
レベル3:カサカサした触感あるいは硬い触感である。
(ポリエステルAの製造)
本願第1発明において共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例におけるポリエステルAの製造方法と同様に実施して、ポリエステルAを製造した。
(ポリエステルBの製造)
本願第1発明において共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例におけるポリエステルBの製造方法と同様に実施して、ポリエステルBを製造した。
(製糸化)
製糸化は以下の通り行った。乾燥ポリマーを紡糸設備にて各々常法で溶融し、ギヤポンプを経て2成分複合紡糸ヘッドに供給した。芯と鞘ポリマーの比率が芯部/鞘部=30/70となるように設定した。同時に供給された芯部と鞘部の溶融ポリマーは、ノズル孔径0.25mmの円形複合紡糸孔を72個穿設した紡糸口金から、通常のクロスフロー型紡糸筒からの冷却風で冷却・固化し、紡糸油剤を付与しつつ一つの糸条として集束し、3000m/minの速度で引き取り、90dtex/72フィラメント(単繊維繊度:1.25dtex)のポリエステル中間配向糸(POY)(ポリエステルマルチフィラメント糸X’)を得た。
実施例VI-1においてポリエステルマルチフィラメント糸Xの単糸繊度を3.0dtexとなるようにした以外は同様に行った。得られた染色織物は風合いが硬く触感のよいものではなかった(レベル3)。
[比較例VI-2]
実施例VI-1においてポリエステルマルチフィラメント糸Xとポリエステルマルチフィラメント糸Yの混繊比を50:50となるようにした以外は同様に行った。得られた染色織物は、制電性は良好であるが風合いが硬く良いものではなかった(レベル3)。
[比較例VI-3]
実施例VI-1においてポリエステルマルチフィラメント糸Xとポリエステルマルチフィラメント糸Yの混繊比を90:10となるようにした以外は同様に行った。得られた染色織物は、制電性は良好であるが弛緩熱処理での収縮が少ないためポリエステルマルチフィラメントYがポリエステルマルチフィラメントXで十分に覆われず触感のよいものではなかった(レベル1)。
[比較例VI-4]
実施例VI-1においてポリエステルマルチフィラメント糸Xに制電剤を添加しない以外は同様に行った。得られた混繊糸を使用した織物の風合いはレベル1でふくらみ感、高反発性は良好であったが、制電性がなく、着用時にパチパチを静電気が発生した。
[比較例VI-5]
実施例VI-1においてポリオキシアルキレン系ポリエーテルの添加量を0.1部とした以外は同様に行った。
得られた混繊糸を使用した織物の風合いはレベル1ではふくらみ感、高反発性は良好であったが制電性がなく、着用時にパチパチを静電気が発生した。
[比較例VI-6]
実施例VI-1において弛緩熱処理を行わず、通常の仮撚り工程で混繊糸とした。得られたものは断糸、毛羽が多く歩留まりの悪いものであった。
(30)10%伸長時弾性回復率(ER)
JIS L 1013に準拠し、試料の試長を25cmとして初荷重をデニール当り1/30g掛けた状態で両端をエアチャックで把持固定する。測定条件は引張速度を20%/分として10%伸長させたのち、返り速度を20%/分で除重しながら、初荷重点まで返す。測定回数は3回行いその平均値を求めた。
10%伸長時弾性回復率=(10%伸長時の伸び-残留伸び)/10%伸長時の伸び×100
(31)伸長剛性率(EM)
定速伸長引張試験機とこれに連動した記録装置を用いて測定する。試料の試長を25cmとして初荷重をデニール当り1/30g掛けた状態で両端をエアチャックで把持固定する。測定条件は引張速度20%/分で初期荷伸曲線図により最傾斜曲線部分に接線を引き、100%伸長時の応力を読み取る。測定は5回行い、その平均値を求めた。
伸長剛性率(EM)=9×100×1%伸長時の応力(g)×試料比重/繊度(デニール)
(32)熱応力(TS)(160℃における)
熱応力測定器と、これに連動した記録装置を用いて測定する。資料をサンプリング治具を用いて5cmの輪を作る。次に熱応力測定器と記録装置を20℃~300℃、応力0~20gの範囲が測定可能な状態に準備し、先にサンプリングした試料5cmの輪を熱応力測定器の上部、下部のフックに掛けてデニール当り1/30gの初荷重を掛けた後、熱応力の測定に入る。昇温速度は300℃/120秒で行う。300℃に昇温した時点で測定を完了する。測定は3回行う。熱応力(160℃)は、160℃点の応力gを読取り、1dtex当たりの応力に換算した。
(ポリエステルAの製造)
本願第1発明において共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例におけるポリエステルAの製造方法と同様に実施して、ポリエステルAを製造した。
(ポリエステルBの製造)
本願第1発明において共重合ポリエステルBが有機系紫外線吸収成分を共重合したポリエステルである実施例におけるポリエステルBの製造方法と同様に実施して、ポリエステルBを製造した。
(ポリエステルマルチフィラメント糸Xの製造)
製糸化は以下の通り行った。乾燥ポリマーを紡糸設備にて各々常法で溶融し、ギヤポンプを経て2成分複合紡糸ヘッドに供給した。芯と鞘ポリマーの比率が表1記載の値となるように設定した。同時に供給された芯部と鞘部の溶融ポリマーは、ノズル孔径0.25mmの円形複合紡糸孔を72個穿設した紡糸口金から、通常のクロスフロー型紡糸筒からの冷却風で冷却・固化し、紡糸油剤を付与しつつ一つの糸条として集束し、3000m/minの速度で引き取り、複屈折率0.035の90dtex/72フィラメント(単糸繊度1.25dtex)の芯鞘型ポリエステル未延伸糸を得た。
伸度(ELA)は120%、10%伸長時の弾性回復率(ERA)は30%、伸長剛性率(EMA)は3.92GPa(400kg/mm2)、結晶化度(XpA)は40%、沸水収縮率(BWSA)は1%、160℃における熱応力(TSA)は0.26mN/dtex(30mg/dtex)であった。
(ポリエステルマルチフィラメント糸Yの製造)
一方、イソフタル酸を10モル%共重合した固有粘度(35℃のオルソクロロフェノール溶液で測定)が0.64のポリエチレンテレフタレートを紡糸口金から溶融吐出し、該吐出糸条を冷却固化させた後に油剤を付与し、紡速1200m/分で一旦捲取った後、予熱ローラー温度85℃、熱セットヒーター(接触式)温度170℃、延伸倍率3.1倍、延伸速度1200m/分で行い55dtex/12フィラメントのポリエステルマルチ繊維B(単糸繊度4.6dtex)を得た。ポリエステルマルチ繊維Bの伸度(ELB)は30%、伸長剛性率(EMB)は11.77GPa(1200kg/mm2)、沸水収縮率(BWSB)は17%、160℃における熱応力(TSB)は4.4mN/dtexであった。
(混繊糸の製造)
前記制電性ポリエステルマルチフィラメント糸Xを、予熱ローラー温度110℃、熱セットヒーター(非接触式)温度230℃、弛緩率2%、速度600m/分で弛緩熱処理した後、前記ポリエステルマルチフィラメント糸Yと合糸して空気交絡ノズルで混繊交絡して複合糸となし、ワインダーに捲取って150dtex/84フィラメントの混繊糸を得た。制電性ポリエステルマルチ繊維Aの単糸繊度は1.2dtexであった。
また皺回復性の評価としては、図4のような器具に織物を筒状に挿入し、これに重しを置いて3時間放置後、重しを取って30分放置した時の皺の程度を表VII-1の基準で採点した
ものである。
[実施例VII-2、比較例VII-1~VII-4]
表VII-2に示す条件で行った以外は実施例VII-1と同様な方法で行った。


Claims (21)
- 芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、下記要件を満足することを特徴とする制電性芯鞘型ポリエステル極細繊維。
(i)単糸繊度が1.5dtex以下。
(ii)芯部の面積Aと鞘部の面積Bとの比A:Bが5:95~80:20の範囲である。
(iii)単糸強度が3.0cN/dtex以上。
(iv)糸の摩擦帯電圧が2000V以下。
(v)ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテルを0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルであること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数] - 共重合ポリエステルBが有機系紫外線吸収成分をポリエステル全重量に対して0.1~5.0重量%共重合したポリエステルである請求項1記載の制電性芯鞘型ポリエステル極細繊維。
- 有機系紫外線吸収成分が、ベンゾオキサジン系有機紫外線吸収剤である請求項2記載の制電性芯鞘型ポリエステル極細繊維。
- 共重合ポリエステルBが、有機スルホン酸金属塩が、該有機スルホン酸金属塩を除く全酸成分に対して1.0~5.0モル%共重合されたポリエステルである請求項1記載の制電性芯鞘型ポリエステル極細繊維。
- 共重合ポリエステルBがポリエステル全重量に対し下記一般式(2)で表されるリン系難燃剤成分をリン原子換算で1,000~10,000ppm共重合したポリエステルである請求項1記載の制電性芯鞘型ポリエステル極細繊維。

[上記式中、R1は水素または炭素数1~10のヒドロキシアルキル基であり、R2は水素、炭素数1~10のアルキル基、または炭素数6~24のアリール基であり、R3は水素、炭素数1~10のアルキル基またはヒドロキシアルキル基である。] - 芯鞘型ポリエステル複合繊維が、単糸の長さ方向に直交する断面において繊維断面中心部から外側へ突出した形状のフィン部を3~8個有し、下記式で定義される該フィン部の突起係数が0.3~0.7である請求項1~5のいずれか1項記載の制電性芯鞘型ポリエステル極細繊維。
突起係数=(a1-b1)/a1
a1:繊維軸に直交する断面内面壁の内接円中心からフィン部頂点までの長さ
b1:繊維軸に直交する断面内面壁の内接円の半径 - 芯鞘型ポリエステル複合繊維が、単糸の長さ方向に直交する断面において、その長手方向に丸断面単糸の3~6個が接合した扁平形状を有し、該扁平形状の最大径α(長軸)と該長軸に直交する最大径の長さβ(短軸)の比で表される扁平度α/βが3~6である請求項1~5のいずれか1項記載の制電性芯鞘型ポリエステル極細繊維。
- 請求項1~7記載の制電性芯鞘型ポリエステル極細繊維を含むことを特徴とする布帛。
- 伸度の異なる2種類のポリエステルフィラメント糸が、長手方向に交互撚糸状巻付部と交絡部とから成る集束部と、開繊部とを交互に形成してなるポリエステル複合仮撚加工糸であって、下記(i)~(iv)の要件を満足することを特徴とする制電性ポリエステル複合仮撚加工糸。
(i)伸度の小なるポリエステルフィラメント糸Xが、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)伸度の大なるポリエステルフィラメント糸Yが、芳香族ポリエステル100重量部に対して艶消し剤を0~10wt%含むポリエステルからなること。
(iii)ポリエステルフィラメント糸Xが複合仮撚糸の芯部を構成し、ポリエステルフィラメント糸Yが芯部の周りを交互撚糸状に取り巻いて外層部(鞘部)を構成する2層構造であること。
(iv) ポリエステルフィラメント糸Yの平均糸長がポリエステルフィラメント糸Xの平均糸長より5~20%長いこと。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数] - 下記(i)~(v)の条件を満足する請求項9記載の制電性ポリエステル複合仮撚加工糸。
(i)制電性ポリエステル複合仮撚加工糸の摩擦帯電圧が2000V以下であること。
(ii)ポリエステル糸Xの繊維軸に直交する断面における芯部面積と鞘部面積との比が5:95~80:20の範囲であること。
(iii)制電性ポリエステル複合仮撚加工糸の強度が1.5cN/dtex以上であること。
(iv)制電性ポリエステル複合仮撚加工糸の捲縮率が2~8%であること。 - 芯鞘型ポリエステル複合繊維が、単糸の長さ方向に直交する断面において繊維断面中心部から外側へ突出した形状のフィン部を3~8個有し、下記式で定義される該フィン部の突起係数が0.3~0.7である請求項9又は10記載の制電性ポリエステル複合仮撚加工糸。
突起係数=(a1-b1)/a1
a1:繊維軸に直交する断面内面壁の内接円中心からフィン部頂点までの長さ
b1:繊維軸に直交する断面内面壁の内接円の半径 - 芯鞘型ポリエステル複合繊維が、単糸の長さ方向に直交する断面において、その長手方向に丸断面単糸の3~6個が接合した扁平形状を有し、該扁平形状の最大径α(長軸)と該長軸に直交する最大径の長さβ(短軸)の比で表される扁平度α/βが3~6である請求項9又は10記載の制電性ポリエステル複合仮撚加工糸。
- 請求項9~12記載の制電性ポリエステル複合仮撚加工糸を含むことを特徴とする布帛。
- 制電性ポリエステルフィラメント糸Xと、ポリエステルフィラメント糸Yからなり、下記(i)~(vi)の条件を満足することを特徴とする制電性ポリエステル混繊糸。
(i) 制電性ポリエステルフィラメント糸Xが、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)ポリエステルフィラメント糸Xの単糸繊度が1.5dtex以下であること。
(iii)混繊糸の摩擦帯電圧が2000V以下であること。
(iv)混繊糸が空気交絡工程、弛緩熱処理工程をその順序で経て得られたものであること。
(v)ポリエステルフィラメント糸Xとポリエステルフィラメント糸Yとの混繊比率が8:2~6:4であること。
(vi)ポリエステルフィラメント糸Xが混繊糸の外層部、ポリエステルフィラメント糸Yが内層部を構成していること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数] - 芯鞘型ポリエステル複合繊維が、単糸の長さ方向に直交する断面において繊維断面中心部から外側へ突出した形状のフィン部を3~8個有し、下記式で定義される該フィン部の突起係数が0.3~0.7である請求項14に記載の制電性ポリエステル混繊糸。
突起係数=(a1-b1)/a1
a1:繊維軸に直交する断面内面壁の内接円中心からフィン部頂点までの長さ
b1:繊維軸に直交する断面内面壁の内接円の半径 - 芯鞘型ポリエステル複合繊維が、単糸の長さ方向に直交する断面において、その長手方向に丸断面単糸の3~6個が接合した扁平形状を有し、該扁平形状の最大径α(長軸)と該長軸に直交する最大径の長さβ(短軸)の比で表される扁平度α/βが3~6である請求項14に記載の制電性ポリエステル混繊糸。
- 請求項14~16記載の制電性ポリエステル混繊糸を含むことを特徴とする布帛。
- 伸度(ELA)が80%以上、10%伸長時の弾性回復率(ERA)が50%以下、伸長剛性率(EMA)が5.89GPa以下、結晶化度(XpA)が25%以上、沸水収縮率(BWSA)が3%以下、160℃における熱応力(TSA)が0.44mN/dtex以下で、下記(i)~の要件を満足する制電性ポリエステルフィラメント糸X’を弛緩熱処理した後、伸度(ELB)が40%以下、伸長剛性率(EMB)が7.85GPa以上、沸水収縮率(BWSB)が5%以上、160℃における熱応力(TSB)が0.88mN/dtex以上のポリエステルフィラメント糸Y’と、ポリエステルマルチフィラメント糸X’とポリエステルマルチフィラメント糸Y’との重量比が45/55~70/30となるように合糸し、その後交絡処理することを特徴とする制電性ポリエステル混繊糸の製造方法。
(i) 制電性ポリエステルマルチフィラメント糸X’が、芯部がポリエステルA、鞘部が共重合ポリエステルBで構成される芯鞘型ポリエステル複合繊維であって、ポリエステルAが芳香族ポリエステル100重量部に対して、制電剤として、(a)下記一般式(1)で表されるポリオキシアルキレン系ポリエーテル0.2~30重量部及び(b)該ポリエステルと実質的に非反応性の有機イオン性化合物0.05~10重量部を含有してなる制電性ポリエステルからなること。
(ii)ポリエステルマルチフィラメント糸X’の単糸繊度が1.5dtex以下であること。
R2O-(CH2CH2O)n(R1O)m-R2 (1)
[式中、R1は炭素原子数2以上のアルキレン基又は置換アルキレン基、R2は水素原子、炭素原子数1~40の一価の炭化水素基、炭素原子数2~40の一価のヒドロキシ炭化水素又は炭素原子数2~40の一価のアシル基、nは1以上の整数、mは1以上の整数] - 芯鞘型ポリエステル複合繊維が、単糸の長さ方向に直交する断面において繊維断面中心部から外側へ突出した形状のフィン部を3~8個有し、下記式で定義される該フィン部の突起係数が0.3~0.7である請求項18に記載の制電性ポリエステル混繊糸の製造方法。
突起係数=(a1-b1)/a1
a1:繊維軸に直交する断面内面壁の内接円中心からフィン部頂点までの長さ
b1:繊維軸に直交する断面内面壁の内接円の半径 - 芯鞘型ポリエステル複合繊維が、単糸の長さ方向に直交する断面において、その長手方向に丸断面単糸の3~6個が接合した扁平形状を有し、該扁平形状の最大径α(長軸)と該長軸に直交する最大径の長さβ(短軸)の比で表される扁平度α/βが3~6である請求項18に記載の制電性ポリエステル混繊糸の製造方法。
- 請求項18~20記載の制電性ポリエステル混繊糸の製造方法により製造された制電性ポリエステル混繊糸を含むことを特徴とする布帛。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09828844A EP2360301A4 (en) | 2008-11-27 | 2009-11-25 | ANTISTATIC ULTRAFINE FIBERS AND PROCESS FOR PRODUCING THESE FIBERS |
| CN2009801555372A CN102301045A (zh) | 2008-11-27 | 2009-11-25 | 抗静电性超细纤维及其制造方法 |
| RU2011126180/12A RU2011126180A (ru) | 2008-11-27 | 2009-11-25 | Антистатическое ультратонкое волокно и способ его производства |
| US13/130,701 US20120114940A1 (en) | 2008-11-27 | 2009-11-25 | Antistatic ultrafine fiber and method for producing the same |
| MX2011005547A MX2011005547A (es) | 2008-11-27 | 2009-11-25 | Fibras ultrafinas antiestaticas y metodo para producir las mismas. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008302666A JP2010126837A (ja) | 2008-11-27 | 2008-11-27 | 紫外線遮蔽効果を有する制電性極細仮撚り加工糸およびその製造方法 |
| JP2008-302666 | 2008-11-27 | ||
| JP2009039190A JP2010196180A (ja) | 2009-02-23 | 2009-02-23 | ポリエステル仮撚り加工糸 |
| JP2009-039190 | 2009-02-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010061594A1 true WO2010061594A1 (ja) | 2010-06-03 |
Family
ID=42225480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/006358 WO2010061594A1 (ja) | 2008-11-27 | 2009-11-25 | 制電性極細繊維およびその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20120114940A1 (ja) |
| EP (1) | EP2360301A4 (ja) |
| KR (1) | KR20110091783A (ja) |
| CN (1) | CN102301045A (ja) |
| MX (1) | MX2011005547A (ja) |
| RU (1) | RU2011126180A (ja) |
| TW (1) | TW201040334A (ja) |
| WO (1) | WO2010061594A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012012748A (ja) * | 2010-07-05 | 2012-01-19 | Teijin Fibers Ltd | 制電性を有する極細混繊糸及び布帛 |
| JP2012012747A (ja) * | 2010-07-05 | 2012-01-19 | Teijin Fibers Ltd | 皺回復性の優れた制電性ポリエステル混繊糸 |
| WO2015159439A1 (ja) * | 2014-04-18 | 2015-10-22 | Kbセーレン株式会社 | 複合繊維、それからなる仮撚加工糸およびその製造方法、ならびに布帛 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011113838B4 (de) * | 2011-09-21 | 2015-11-05 | Fresenius Medical Care Deutschland Gmbh | Webverfahren zur Herstellung einer Vielzahl von Feuchtigkeitssensoren für eine Vorrichtung zur Überwachung eines Patientenzugangs |
| CN103361765B (zh) * | 2012-03-30 | 2015-04-29 | 浙江恒逸高新材料有限公司 | 一种抗静电改性涤纶短纤及其制备方法 |
| WO2014115965A1 (ko) | 2013-01-22 | 2014-07-31 | (주)비에스써포트 | 구리계 화합물 미립자가 포함된 플라스틱 성형품 및 그 제조방법 |
| CN103320891B (zh) * | 2013-05-24 | 2015-05-13 | 宁波三邦日用品有限公司 | 抗静电涤丙复合超细纤维及生产方法 |
| JP6158602B2 (ja) * | 2013-06-11 | 2017-07-05 | 帝人株式会社 | 伸縮性難燃布帛および繊維製品 |
| CN104342803B (zh) * | 2013-07-31 | 2017-11-14 | 金泰线业(上海)有限公司 | 高弹柔软膨松缝纫线及其生产方法 |
| KR101626571B1 (ko) * | 2014-12-24 | 2016-06-02 | (주)서원테크 | 자외선 차단 기능을 가지는 고신축 폴리에스테르 복합사 및 이를 이용한 직물의 제조방법 |
| CN106136387A (zh) * | 2015-04-23 | 2016-11-23 | 东丽纤维研究所(中国)有限公司 | 一种多层织物 |
| KR101699343B1 (ko) * | 2015-05-08 | 2017-01-26 | 주식회사 휴비스 | 난연성이 우수한 소프트 질감의 폴리에스테르 섬유 및 그 제조방법 |
| JP6731284B2 (ja) | 2016-05-30 | 2020-07-29 | Esファイバービジョンズ株式会社 | 熱融着性複合繊維およびその製造方法、これを用いた不織布 |
| CN107400937B (zh) * | 2017-07-28 | 2023-11-03 | 杭州永盛高纤股份有限公司 | 一种吸湿快干复合聚酯纤维长丝及其加工工艺 |
| CN107385853B (zh) * | 2017-09-14 | 2022-12-16 | 广东溢达纺织有限公司 | 断纱检测辅助装置及验布机 |
| TWI685598B (zh) * | 2019-03-12 | 2020-02-21 | 財團法人紡織產業綜合研究所 | 導電紗線的製造方法 |
| JP7264996B2 (ja) * | 2019-04-15 | 2023-04-25 | 帝人フロンティア株式会社 | 織物および衣料 |
| EP3699331A1 (en) * | 2019-07-30 | 2020-08-26 | Low & Bonar B.V. | A fiber |
| WO2021097669A1 (zh) * | 2019-11-19 | 2021-05-27 | 江苏盛恒化纤有限公司 | 一种永久回弹型假捻丝加工工艺 |
| US20210324547A1 (en) * | 2020-08-21 | 2021-10-21 | Suntex Fiber Co., Ltd. | Air textured yarn (aty) and manufacturing method thereof |
| CN116446085B (zh) * | 2023-04-26 | 2024-05-28 | 浙江佳宝聚酯有限公司 | 一种涤纶fdy长丝复合仿毛纱线的生产方法 |
Citations (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5380497A (en) | 1976-12-27 | 1978-07-15 | Toray Ind Inc | Preparation of block polyetheramide composition |
| JPS53149247A (en) | 1977-06-01 | 1978-12-26 | Teijin Ltd | Antistatic polyester composition |
| JPS6039413A (ja) | 1983-08-08 | 1985-03-01 | Asahi Chem Ind Co Ltd | 制電性ポリエステル繊維 |
| JPS6011130B2 (ja) | 1979-07-09 | 1985-03-23 | 帝人株式会社 | 複合加工法 |
| JPS6011944B2 (ja) | 1977-06-01 | 1985-03-29 | 帝人株式会社 | 制電性ポリエステル組成物 |
| JPS6119733B2 (ja) | 1978-01-27 | 1986-05-19 | Teijin Ltd | |
| JPS6211744A (ja) | 1986-07-28 | 1987-01-20 | Teijin Ltd | 新規な紫外線吸収剤を用いる紫外線からの保護 |
| JPH01250425A (ja) | 1987-11-16 | 1989-10-05 | Toyobo Co Ltd | 織編物用潜在嵩高性ポリエステル複合糸条 |
| JPH03139556A (ja) | 1989-10-24 | 1991-06-13 | Teijin Ltd | 制電性ポリエステル組成物および繊維 |
| JPH04146267A (ja) * | 1990-10-08 | 1992-05-20 | Teijin Ltd | 絹様制電性ポリエステルおよびその製造法 |
| JPH05195443A (ja) * | 1992-01-21 | 1993-08-03 | Teijin Ltd | 芳香、難燃性ポリエステル繊維布帛 |
| JPH07109621A (ja) | 1993-10-05 | 1995-04-25 | Kanebo Ltd | カチオン可染性難燃ポリエステル繊維 |
| JPH0813275A (ja) | 1994-06-21 | 1996-01-16 | Toyobo Co Ltd | 仮撚2層構造糸 |
| JP3095214B2 (ja) | 1996-06-28 | 2000-10-03 | 日本電信電話株式会社 | 通話装置 |
| JP2003166119A (ja) * | 2001-11-26 | 2003-06-13 | Teijin Ltd | ポリエステルマルチ繊維 |
| JP2004270111A (ja) * | 2003-03-12 | 2004-09-30 | Teijin Ltd | 異形断面ポリエステル繊維の製造方法 |
| JP2005273043A (ja) | 2004-03-23 | 2005-10-06 | Nippon Ester Co Ltd | 難燃性カチオン可染ポリエステル繊維 |
| JP2006169697A (ja) | 2004-12-20 | 2006-06-29 | Teijin Fibers Ltd | ポリエステル複合仮撚加工糸およびその製造方法 |
| JP2007031848A (ja) * | 2005-07-22 | 2007-02-08 | Teijin Fibers Ltd | 扁平断面を有する分繊用ポリエステルマルチフィラメント |
| WO2008007803A1 (fr) * | 2006-07-14 | 2008-01-17 | Teijin Fibers Limited | Fil de fausse torsion polyester antistatique, son procédé de production, et fil de fausse torsion composite spécial antistatique comprenant le fil de fausse torsion polyester antistatique |
| JP2008163485A (ja) * | 2006-12-27 | 2008-07-17 | Teijin Fibers Ltd | 嗜好性飲料抽出フィルター用織物 |
| JP2008174890A (ja) * | 2006-11-22 | 2008-07-31 | Hyosung Corp | 難燃性原着ポリエステル繊維ならびにこれから製造される布帛および暗幕地 |
| JP4431828B2 (ja) | 2003-11-17 | 2010-03-17 | 株式会社ナベル | 鶏卵の選別包装方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6297920A (ja) * | 1985-10-25 | 1987-05-07 | Teijin Ltd | 吸水、制電性ポリエステル繊維 |
| JPH0749623A (ja) * | 1993-08-05 | 1995-02-21 | Toray Ind Inc | 電子写真プリンタおよび電子写真プリント方法 |
| JP3275478B2 (ja) * | 1993-09-22 | 2002-04-15 | 東洋紡績株式会社 | 編織物用複合糸 |
| JP2006299428A (ja) * | 2005-04-15 | 2006-11-02 | Teijin Fibers Ltd | 鮮明性に優れた紫外線吸収性ポリエステル繊維および布帛および製織方法 |
| CA2668002C (en) * | 2006-10-30 | 2014-07-29 | Teijin Fibers Limited | Antistatic core-sheath type polyester ultrafine false-twist textured yarn, uses of and method for producing the same |
| JP2009209478A (ja) * | 2008-03-04 | 2009-09-17 | Teijin Fibers Ltd | 制電性を有する極細延伸糸及びその製造方法 |
| JP2010007191A (ja) * | 2008-06-25 | 2010-01-14 | Teijin Fibers Ltd | 制電性及び常圧カチオン可染性を有する極細延伸糸とその製造方法 |
-
2009
- 2009-11-18 TW TW098139127A patent/TW201040334A/zh unknown
- 2009-11-25 US US13/130,701 patent/US20120114940A1/en not_active Abandoned
- 2009-11-25 KR KR1020117014670A patent/KR20110091783A/ko not_active Application Discontinuation
- 2009-11-25 RU RU2011126180/12A patent/RU2011126180A/ru unknown
- 2009-11-25 WO PCT/JP2009/006358 patent/WO2010061594A1/ja active Application Filing
- 2009-11-25 MX MX2011005547A patent/MX2011005547A/es unknown
- 2009-11-25 EP EP09828844A patent/EP2360301A4/en not_active Withdrawn
- 2009-11-25 CN CN2009801555372A patent/CN102301045A/zh active Pending
Patent Citations (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5380497A (en) | 1976-12-27 | 1978-07-15 | Toray Ind Inc | Preparation of block polyetheramide composition |
| JPS53149247A (en) | 1977-06-01 | 1978-12-26 | Teijin Ltd | Antistatic polyester composition |
| JPS6011944B2 (ja) | 1977-06-01 | 1985-03-29 | 帝人株式会社 | 制電性ポリエステル組成物 |
| JPS6119733B2 (ja) | 1978-01-27 | 1986-05-19 | Teijin Ltd | |
| JPS6011130B2 (ja) | 1979-07-09 | 1985-03-23 | 帝人株式会社 | 複合加工法 |
| JPS6039413A (ja) | 1983-08-08 | 1985-03-01 | Asahi Chem Ind Co Ltd | 制電性ポリエステル繊維 |
| JPS6211744A (ja) | 1986-07-28 | 1987-01-20 | Teijin Ltd | 新規な紫外線吸収剤を用いる紫外線からの保護 |
| JPH01250425A (ja) | 1987-11-16 | 1989-10-05 | Toyobo Co Ltd | 織編物用潜在嵩高性ポリエステル複合糸条 |
| JPH03139556A (ja) | 1989-10-24 | 1991-06-13 | Teijin Ltd | 制電性ポリエステル組成物および繊維 |
| JPH04146267A (ja) * | 1990-10-08 | 1992-05-20 | Teijin Ltd | 絹様制電性ポリエステルおよびその製造法 |
| JPH05195443A (ja) * | 1992-01-21 | 1993-08-03 | Teijin Ltd | 芳香、難燃性ポリエステル繊維布帛 |
| JPH07109621A (ja) | 1993-10-05 | 1995-04-25 | Kanebo Ltd | カチオン可染性難燃ポリエステル繊維 |
| JPH0813275A (ja) | 1994-06-21 | 1996-01-16 | Toyobo Co Ltd | 仮撚2層構造糸 |
| JP3095214B2 (ja) | 1996-06-28 | 2000-10-03 | 日本電信電話株式会社 | 通話装置 |
| JP2003166119A (ja) * | 2001-11-26 | 2003-06-13 | Teijin Ltd | ポリエステルマルチ繊維 |
| JP2004270111A (ja) * | 2003-03-12 | 2004-09-30 | Teijin Ltd | 異形断面ポリエステル繊維の製造方法 |
| JP4431828B2 (ja) | 2003-11-17 | 2010-03-17 | 株式会社ナベル | 鶏卵の選別包装方法 |
| JP2005273043A (ja) | 2004-03-23 | 2005-10-06 | Nippon Ester Co Ltd | 難燃性カチオン可染ポリエステル繊維 |
| JP2006169697A (ja) | 2004-12-20 | 2006-06-29 | Teijin Fibers Ltd | ポリエステル複合仮撚加工糸およびその製造方法 |
| JP2007031848A (ja) * | 2005-07-22 | 2007-02-08 | Teijin Fibers Ltd | 扁平断面を有する分繊用ポリエステルマルチフィラメント |
| WO2008007803A1 (fr) * | 2006-07-14 | 2008-01-17 | Teijin Fibers Limited | Fil de fausse torsion polyester antistatique, son procédé de production, et fil de fausse torsion composite spécial antistatique comprenant le fil de fausse torsion polyester antistatique |
| JP2008174890A (ja) * | 2006-11-22 | 2008-07-31 | Hyosung Corp | 難燃性原着ポリエステル繊維ならびにこれから製造される布帛および暗幕地 |
| JP2008163485A (ja) * | 2006-12-27 | 2008-07-17 | Teijin Fibers Ltd | 嗜好性飲料抽出フィルター用織物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2360301A4 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012012748A (ja) * | 2010-07-05 | 2012-01-19 | Teijin Fibers Ltd | 制電性を有する極細混繊糸及び布帛 |
| JP2012012747A (ja) * | 2010-07-05 | 2012-01-19 | Teijin Fibers Ltd | 皺回復性の優れた制電性ポリエステル混繊糸 |
| WO2015159439A1 (ja) * | 2014-04-18 | 2015-10-22 | Kbセーレン株式会社 | 複合繊維、それからなる仮撚加工糸およびその製造方法、ならびに布帛 |
| KR20160143634A (ko) * | 2014-04-18 | 2016-12-14 | 케이비 세렌 가부시키가이샤 | 복합섬유, 그것으로 이루어지는 가연가공사 및 그 제조방법, 및 포백 |
| JPWO2015159439A1 (ja) * | 2014-04-18 | 2017-04-13 | Kbセーレン株式会社 | 複合繊維、それからなる仮撚加工糸およびその製造方法、ならびに布帛 |
| KR101912216B1 (ko) | 2014-04-18 | 2018-10-26 | 케이비 세렌 가부시키가이샤 | 복합섬유, 그것으로 이루어지는 가연가공사 및 그 제조방법, 및 포백 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102301045A (zh) | 2011-12-28 |
| KR20110091783A (ko) | 2011-08-12 |
| TW201040334A (en) | 2010-11-16 |
| US20120114940A1 (en) | 2012-05-10 |
| MX2011005547A (es) | 2011-06-17 |
| EP2360301A4 (en) | 2012-10-03 |
| RU2011126180A (ru) | 2013-01-10 |
| EP2360301A1 (en) | 2011-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2010061594A1 (ja) | 制電性極細繊維およびその製造方法 | |
| JP5155162B2 (ja) | 編地およびスポーツ衣料 | |
| KR100901325B1 (ko) | 폴리유산 섬유 | |
| JP4339760B2 (ja) | 混繊糸および織編物 | |
| WO1995004846A1 (fr) | Fibre de polyester | |
| KR20090033471A (ko) | 제전성 폴리에스테르 가연 가공사 및 그 제조 방법 그리고 그 제전성 폴리에스테르 가연 가공사를 포함하는 제전성 특수 복합 가연 가공사 | |
| JP4818004B2 (ja) | 制電性ポリエステル仮撚加工糸及びその製造方法 | |
| JP2006283203A (ja) | カチオン可染性特殊断面仮撚加工糸及びその製造方法 | |
| JP4818068B2 (ja) | 制電撥水織物および衣料 | |
| JP4818007B2 (ja) | 制電性を有する特殊複合仮撚加工糸及びその製造方法 | |
| JP2010126837A (ja) | 紫外線遮蔽効果を有する制電性極細仮撚り加工糸およびその製造方法 | |
| JP2009209478A (ja) | 制電性を有する極細延伸糸及びその製造方法 | |
| JP2008240169A (ja) | カチオン可染極細仮撚加工糸の製造方法 | |
| JP5290833B2 (ja) | 制電性布帛の製造方法および衣料の製造方法 | |
| JP2006274511A (ja) | カチオン可染性特殊断面仮撚加工糸及びその製造方法 | |
| JP2012012748A (ja) | 制電性を有する極細混繊糸及び布帛 | |
| JP2007070768A (ja) | 紡績糸および織編物 | |
| JP2012012747A (ja) | 皺回復性の優れた制電性ポリエステル混繊糸 | |
| JP2010196179A (ja) | 皺回復性の優れた制電性ポリエステル混繊糸 | |
| JP4691885B2 (ja) | 先染め糸の製造方法 | |
| JP2010196178A (ja) | 制電性を有する極細混繊糸及びその製造方法 | |
| JP2010159521A (ja) | 制電性ポリエステル混繊仮撚加工糸およびその製造方法 | |
| JP2004003042A (ja) | カバリング糸及びその織編物 | |
| JP2006002309A (ja) | 極細ポリエステル仮撚捲縮加工糸およびその製造方法および織編物 | |
| JP2000256924A (ja) | 仮撚複合糸 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980155537.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09828844 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13130701 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 3882/DELNP/2011 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2011/005547 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009828844 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20117014670 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011126180 Country of ref document: RU |