KR880000712B1 - 자동 재봉기 시스템 - Google Patents
자동 재봉기 시스템 Download PDFInfo
- Publication number
- KR880000712B1 KR880000712B1 KR8202230A KR820002230A KR880000712B1 KR 880000712 B1 KR880000712 B1 KR 880000712B1 KR 8202230 A KR8202230 A KR 8202230A KR 820002230 A KR820002230 A KR 820002230A KR 880000712 B1 KR880000712 B1 KR 880000712B1
- Authority
- KR
- South Korea
- Prior art keywords
- pallet
- workpiece
- squelch
- pattern
- processing unit
- Prior art date
Links
Images















Classifications
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B39/00—Workpiece carriers
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B21/00—Sewing machines with devices for automatically controlling movement of work-carrier relative to stitch-forming mechanism in order to obtain particular configuration of seam, e.g. programme-controlled for sewing collars, for attaching pockets
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/408—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by data handling or data format, e.g. reading, buffering or conversion of data
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05D—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES D05B AND D05C, RELATING TO SEWING, EMBROIDERING AND TUFTING
- D05D2207/00—Use of special elements
- D05D2207/02—Pneumatic or hydraulic devices
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/34—Director, elements to supervisory
- G05B2219/34465—Safety, control of correct operation, abnormal states
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36511—Select by a detector
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45195—Sewing machines
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49302—Part, workpiece, code, tool identification
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50381—Load, unload workpiece while machining other one, dual table machine
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
내용 없음.
Description
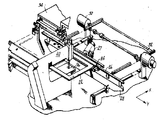
제 1 도는 자동 위치결정 시스템과 함께 자동 팰릿트 취급 장치를 가진 자동 재봉기 시스템의 사시도.
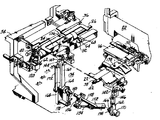
제 2 도는 자동 재봉시스템의 재봉기 헤드와 함께 팰릿트 취급 장치의 사시도.
제 3 도는 자동 팰릿트 취급 장치와 연결된 팰릿트 감지기의 사시도.
제 4 도는 팰릿트 취급 장치의 일부분의 사시도.
제 5 도는 팰릿트 취급 장치내 팰릿트의 이송을 나타내는 도면.
제 6 도는 자동 위치결정 시스템내 캐리지에의 이송된 팰릿트의 고정을 나타내는 도면.
제 7 도는 자동 위치결정 시스템내 캐리지로 부터의 팰릿트의 해제를 나타내는 도면.
제 8 도는 자동 팰릿트 취급 장치내 팰릿트 배출기 기구의 측면도.
제 9 도는 제 2 도- 제 8 도의 팰릿트 취급 장치에 연결된 자동 제어 시스템의 블록도.
제10도는 팰릿트의 자동 반입을 용이하게 하는 제 9 도의 자동 제어 시스템내 컴퓨터 지령의 프로우챠트.
제11도는 배출된 팰릿트의 제거를 모니터하는 제 9 도의 자동 제어 시스템내 컴퓨터 지령의 프로우챠트.
제12a도 및 제12b도는 팰릿트의 반출을 용이하게하는 제 9 도 자동제어 시스템내 컴퓨터 지령의 프로우챠트.
제13a도-제13d도는 조작자에 의해 부여된 팰릿트에 대한 패턴 파일의 식별을 용이하게 하는 제 9 도 컴퓨터내 프로그램을 나타내는 프로우챠트.
* 도면의 주요부분에 대한 부호의 설명
20 : 재봉기 헤드 22 : 팰릿트
70 : 공기 실린더 24 : 캐리지
34 : 팰릿트 취급장치 200 : 중앙 처리장치
44 : 팰릿트 식별 코오드 50 : 팰릿트 식별 감지장치
242 ; 244 : 솔레노이드 66,68 : 팰릿트 고정기구
268, 276, 278, 280, 282, 286 : 버퍼회로
270 : 잡음 필터 80, 82 : 팰릿트 지지체
272 : 광학 아이솔레이터 274 : 바운스 필터
208 : 키이보오드/디스플레이 제어기
288 : 카셋트 구동부 290 : 카세트 제어부
본 발명은 자동 재봉기 시스템내의 작업물 취급에 관한 것으로, 특히 자동 재봉기 시스템내 작업물 수용 팰릿트들의 식별 및 조작에 관한 것이다.
팰릿트내 미리 배치된 작업물을 재봉하는 자동 재봉기들은 잘 알려져 있다. 그러한 재봉기 시스템들의 예로서는 미국 특허 제 3, 814, 038호 및 제 3, 877, 405호가 있다. 이들 자동 재봉기들은 자동제어시스템의 메모리 부분에 이미 기억된 스팃치 패턴을 자동적으로 재봉할 수 있다.
그 스팃치 패턴은 팰릿트가 장전되고 시동 버튼 또는 페달을 누를 때 마다 연속적으로 재봉된다. 한편, 시동 버튼 또는 페달을 누르기전 다른 스팃치 패턴이 조작자에 의해 선택될 수도 있다. 다른 스팃치 패턴을 선택하는데 있어서는, 다른 스팃치 패턴을 식별하기 위해 각종 버튼을 눌러 조작자와 재봉기 사이에 별도의 연락을 취하는 것이 요구된다. 어느 경우도, 먼저 재봉기에 팰릿트를 수동으로 장전하고 그후 하나 이상의 버튼 또는 페달을 수동으로 줄러 각기 다른 스팃치 패턴을 식별하고 재봉을 시작하는 것이 필요하다. 이것은 다수의 재봉기를 작동시키는 조작자에 의한 입력의 오류를 야기할 수 있다. 그 스팃치 패턴은 조작자에 의해 식별된 스팃치 배턴에 따라 작업물에 자동적으로 재봉된다. 그후, 재봉된 작업물이 수용된 팰릿트는 재봉기로 부터 수동으로 제거되고 자동 재봉이 완료된다. 그런 다음에만, 다른 팰릿트가 재봉기에 수동으로 반입될 수 있다.
자동 재봉의 시작과 함께 적절한 스팃치 패턴의 수동 식별, 팰릿트의 수동 반출입에 요구되는 시간은 자동 재봉기의 전체 생산성에 크게 영향을 끼칠 수 있다. 또한, 이들 각종 단계는 다른 재봉기에서의 작업 또는 기타 다른 작업을 하고 있는 조작자에 의해 적시에 행해질 수 없다. 특히, 조작자는 팰릿트로 부터 작업 완료된 작업물을 제거하고 팰릿트내에 새로운 작업물을 배치하는 작업을 하게되고, 또한 사절단 또는 보빈 교체에 관한 작업을 하게된다. 따라서, 조작자가 그러한 다른 작업즐을 하고 있을때 반입 또는 반출 과정을 적시에 행할 수 없게 된다.
본 발명의 목적은, 작업물에 재봉될 스팃치 패턴을 자동적으로 정할 수 있는 자동 재봉기 시스템을 제공하는데 있다.
본 발명의 다른 목적은, 다수의 별도의 작업물들에 재봉될 다수의 스팃치 패턴을 자동적으로 정할 수 있는 자동 재봉기 시스템을 제공하는데 있다.
본 발명의 또 다른 목적은, 개별적으로 식별될 수 있는 작업물에 대한 다수의 스팃치 패턴 할당을 임의로 행하기 위해 조작자와 대화형으로 통신할 수 있게된 자동 재봉기 시스템을 제공하는데 있다.
본 발명의 또다른 목적은, 개별적으로 식별되고 그후 임의로 할당된 스팃치 패턴 파일들과 관련된 다수의 팰릿트들을 자동적으로 처리할 수 있는 자동 재봉기 시스템을 제공하는 데 있다.
본 발명의 상기 및 기타 다른 목적들은, 스팃치 패턴이 다수의 팰릿트들에 임의로 할당되고 그후 팰릿트들이 자동적으로 처리될 수 있도록 조작자와 대화형 통신을 취할 수 있게된 자동 재봉기 시스템에 의해 달성된다. 그 시스템은, 처음에 팰릿트가 배치되는 도입위치를 가진 팰릿트 취급 장치를 포함하는 것이 바람직하다. 팰릿트에는 팰릿트 코우드가 부여되고 있고, 그 코우드는 재봉기 시스템내의 디지탈 제어 시스템에 의해 감지 및 해석(interprete)된다. 본 발명에 따라, 조작자는 디지탈 제어 시스템과의 대화형 통신을 통해, 처음에 도입된 팰릿트에 스팃치 패턴을 임의로 할당된다. 디지탈 제어 시스템은, 부적당한 또는 무효의 스팃치 패턴 할당이 행해지고 있는가 어떤가를 조작에 알릴 수 있다. 그후 디지탈 제어 시스템은, 조작자에 의해 선택된 스팃치 패턴에 따라 재봉기 헤드 아래에서 작업물을 이동시키는 캐리지에 팰릿트가 고정되는 위치를 통해 팰릿트를 순서적으로 처리하도록 작동한다. 이 스팃치 패턴은, 동일한 팰릿트 코우드를 가진 팰릿트가 캐리지 상에 고정될 때 마다 디지탈 제어 시스템에 의해 자동적으로 제공된다. 이것은 디지탈 제어 시스템과의 또 다른 대화형 통신을 통해 팰릿트 할당을 변경시키기 위해 펠릿트의 자동 처리를 중단 시킴없이 조작자에 의해 수행된다.
본 발명에 따라, 조작자는 불연속적인 팰릿트 코우드를 가진 다수의 개별적으로 식별가능한 팰릿트에 다수의 스팃치 패턴을 임의로 부여할 수 있다. 이들 팰릿트는 디지탈 제어 시스템에 의해 제어되는 자동 팰릿트 취급 장치를 통해 자동적으로 처리될 수 있다. 이 자동 처리는, 캐리지에의 다른 팰릿트의 고정을 방해 하지 않도록 하는 방식으로 팰릿트를 캐리지로 부터 해체하고 그 팰릿트를 배출시키는 것을 포함한다. 그 자동 처리 모우드는, 완성된 팰릿트가 배출기 기구로 부터 제거되고 새로운 팰릿트가 캐리지에 이미 자동 고정된 팰릿트의 작업 완료전에 도입 위치에 삽입 되는 동안 유지된다.
본 발명을 첨부도면을 참조하여 이하 더 상세히 설명한다.
제 1 도에, 재봉기 헤드 20에 대한 X,Y 위치를 갖는 자동 재봉기 시스템이 개략적으로 도시되어 있다. 팰릿트 22는 모우터 27에 의해 원통축 26을 따라 Y방향으로 구동되는 캐리지 24에 장착되어 있다. 그 원통축 26은 1상의 모우터 30 및 32에 의해 X방향으로 이동되는 프레임 28상에 장착되어 있다. 그러한 X-Y위치 결정 장치는 본 발명에 사용하기 위한 위치결정 시스템의 바람직한 예로서만 기술된 것으로, 다른 각종 조합적인 구동 시스템들이 본 발명의 팰릿트 취급 장치에 사용될 수 있다.
팰릿트 22는 팰릿트 취급 시스템 34에 의해 캐리지 24에 상대적인 위치로 이동된다. 상세히 후술되는 바와 같이, 팰릿트 취급 시스템 34는 적어도 3개의 팰릿트들을 동시에 취급하도록 작동하다. 그들 팰릿트들은 각각 도입 위치, 중간 위치 및 배출 위치에 배치된다. 제 1 도에 도시된 팰릿트 22는 자동 재봉이 행해지는 중간 위치에 있는 것이다.
제 2 도에서, 팰릿트 22는 팰릿트 취급 장치 34내 도입 위치에 도시되어 있다. 특히, 그 팰릿트 22는 팰릿트 취급 시스템 34의 좌측 선반 36 및 우측 선반 38상에 얹힌 것으로 도시되어 있다.
제 3 도에서, 팰릿트 22의 일 모서리가 우측 선반 38 상에 반입되는 과정에 있는 것으로 도시되어 있다. 그 팰릿트 22는 로울러 42위를 지나 소정의 위치로 이동된다. 팰릿트 22의 상기 모서리에는 팰릿트 식별 코우드 44가 형성되어 있다. 팰릿트 식별 코우드 44는 2개의 별도의 코우드화된 표면 지역 46 및 48로 구성되어 있다.
그 코우드화된 표면 지역 46은 불투명하고 비반사적이며, 코우드화된 표면 지역 48은 반사적이다. 그들 반사 및 비반사 코우드화 표면들의 각종 조합에 의해 팰릿트 식별 코우드 44가 형성된다. 이에 대하여, 코우드화 표면들의 하기 조합이 본 발명에 따라 제공될 수 있다.


팰릿트 식별 코우드 44는 팰릿트 22가 정지부재 51까지 이동 된때 팰릿트 식별 감지 장치 50에 제공된다. 이때, 그 팰릿트 식별 감지 장치 50이 코우드화 표면 46,48을 광학적으로 감지한다. 이것은 팰릿트 식별 감지장치 50 내 1상의 떨어져 있는 광학 감지기들에 의해 행해진다. 각 광학 감지기는 그 아래 배치된 코우드화 표면으로 부터의 광반사를 측정한다. 본 발명의 바람직한 구체예에 따라, 제 3 도의 불투명한 코우드화 표면을 판독하는 광학 감지기는 라인 52에 논리적으로 낮은 신호 상태를 제동한다. 한편, 반사성의 코우드화 표면 48을 감지하는 광학 감지기는 라인 53에 논리적으로 높은 신호를 제공한다. 팰릿트 식별 코우드 44의 판독의 결과로 발생된 논리 레벨 신호들의 코드화 유의성(significance)은 상세히 후술한다. 광학 감지기들이 반사를 감지 않는 상태는 팰릿트 식별 감지 장치 50 아래에 팰릿트가 존재하지 않는 상태이다.
라안 52 및 53은 제10도에 도시된 자동 제어 시스템에 연결되어 있다. 이 제어 시스템의 시부는 제10도와 관련하여 후술될 것이다. 그 제어 시스템은 라인 52 및 53 상의 신호 조건들에 응하여 팰릿트의 존재를 감지한다. 그후, 그 제어 시스템은 각종 팰릿트 위치들을 지나 상기 감지된 팰릿트를 이동시키도록 팰릿트 취급 시스템 34를 포함한 엘레멘트들을 순서적으로 작동시킨다. 이 엘레멘트들의 순서적인 작동은 팰릿트 취급 시스템내 존재하는 각종 스위치들의 조건들에 따른다. 그들 스위치들은 감지기 50과 매우 같은 방식으로 자동 제어부와 연결되어 있다. 제10도의 자동 제어 장치의 상세한 설명전에 팰릿트 취급 시스템의 기계적인 작동을 설명한다.
팰릿트 식별 감지기 50과 제한 정지부재 51은, 셋트 나사 55에 의해 어떤 위치에 고정될 수 있는 접동가능한 장착대 54에 의해 팰릿트 취급 시스템 34 내에 조정가능하게 배치되어 있다. 그리하여, 팰릿트 식별 감지기 50의 위치가 각기 다른 크기의 팰릿트들에 적응하도록 조정될 수 있다. 또한, 팰릿트 식별 감지기 50을 위한 장착 구조물은 재봉기 헤드 보수시 팰릿트 식별 감지기를 다른 방향으로 회동시킬 수 있게 하는 회동 가능한 장착대 56을 포함한다.
상부 도입 위치에 있는 팰릿트 22의 장진 및 감지에 대하여 설명하기 위해 먼저, 팰릿트 22를 팰릿트 취급 시스템내 중간 위치로 이동시키는 각종 작동 기구들을 설명한다. 제 4 도에, 팰릿트 취급 시스템 34의 좌측 부분이 상세히 도시되어 있다. 팰릿트 22의 좌측부분이 좌측선반 36상에 배치되어 도시되어 있다. 펠릿트 22의 이 위치는 팰릿트가 결국 배치될 캐리지 24 바로 위이다. 이에 대하여, 팰릿트 22가 팰릿트 각 모서리에 인접한 양 측부들을 따라 위치된 2개의 V자형 홈 58 및 60을 가진 것으로 도시되어 있다. 그 V형 홈 58 및 60에, 제 6도에 도시된 바와 같이 캐리지 24의 양단부의 1쌍의 쐐기(wedge) 62 및 64가 맞물리게 된다. 쐐기 64는 아암 68에 의해 캐리지 24의 다른 단부에 부착되어 있다. 쐐기 64는 팰릿트 고정 기구 66의 고정 작동시 V형 홈 60을 위한 고정 정합부로 작용한다. 팰릿트 고정 기구 66을 포함한 각종 엘레멘트들은 상세히 후술될 것이다.
팰릿트 22의 좌측 연부가 캐리지 24쪽 하방으로 강하하는 방식을 설명한다. 전술한 바와 같이, V자형 홈 58 및 60을 가진 팰릿트의 좌측 연부가 제 4 도에 도시된 바와 같이 좌측 선반 36 상에 얹힌다. 출력축 72를 가진 공기 실린더 70의 좌측 선반 36에 회동가능하게 부착되어 있다. 공기 실린더 70의 작동시, 출력축 72가 외측으로 신장하여 좌측 선반 36을 하방으로 회전시킨다. 그 좌측 선반 36은 프레임 부재 76과 연결괸 피봇트 74와 프레임 부재 78과 연결된 피봇트(도시안됨)를 중심으로 회전한다. 좌측 선반 36이 하방으로 회전된때, 팰릿트 22의 좌측연부는 그를 지나 쐐기 62와 연결된 팰릿트 지지체 80과 쐐기 64와 연결된 팰릿트 지지체 82상으로 하강한다. 팰릿트 지지체 82가 제 4 도에 도시되지 않았으나 제 2 도에서 볼수 있다. 팰리트 지지체 82는 쐐기 64 아래측에 위치된 탭(tab)인 것으로 표시되어 있다. 그 캡은 쐐기 64의 외주 주위에서 외측으로 돌출하는 충분한 지지면적을 가지고 있다. 이 외측 탭 부분은 제 6 도에 도시된 바와 같이 V형 홈 60부근에서 팰릿트를 지지한다. 팰릿트 지지체 80 역시, 제 6 도의 V 형 홈 58 부근에서 팰릿트를 지지하는 탭 부분을 가진 것으로 도시되어 있다. 다시 제 4 도의 좌측 선반 36에서, 캠 부재 84가 그에 부착된 것을 볼 수 있다. 캠 부재 84는, 좌측 선반이 팰릿트 지지 부재 80 및 82상으로 팰릿트 22가 하강하도록 하방으로 이동한때 리미트 스위치 86과 접촉하여 있는다. 그 캡 부재는 좌측 선반이 상방 위치에 있을 때 리미트 스위치 88과 접촉하여 있는 것으로 제 2 도에 도시되어 있다. 후술하는 바와 같이, 자동 제어부는 좌측 선반 36의 운동시 86 및 88을 이용한다.
그리하여 그 자동 제어부는 팰릿트 22의 좌측부가 하강되도록 작동한다. 제 5 도에서, 팰릿트 22의 우측이 상승된 위치에서 우측 선반 38상에 얹힌 것으로 도시되어 있다. 우측 선반 38은 4-바아링크 장치의 상부 바아90에 회동가능하게 연결되어 있다. 상부 바아 90은 공기 실린더 94에 의해 피봇트 점 92를 중심으로 하방으로 회전된다. 공기 실린더 94의 출력축 95의 철회시 우측 선반 38이 38'로 나타낸 점선 위치에 있게 된다. 38'의 위치에서 우측 선반에 의해 보유된때의 팰릿트 22의 위치가 22'로 나타낸 점선 형태로 도시되어 있다. 팰릿트 22'는 재봉기 헤드 20의 베드 96으로부터 짧은 거리에 있는 하방 위치에서 우측 선반 38' 내에 얹혀 있는다. 다음 팰릿트 22는 공기 실린더 98과 연결된 출력축 97의 철회에 의해 베드 96상으로 하강된다. 이에 대하여, 공기 실린더 98과 연결된 출력축 97이 이중 바아 링크장치의 하부 바아 100에 회동가능하게 연결되어 있다. 공기 실린더 98과 연결된 출력축 97의 철회후의 우측 선반 38의 위치가 38''로 나타낸 점섬으로 도시되어 있다. 우측 선반 38의 그 위치는 기준 베이스(base) 6상에 얹히는 팰릿트 22''와 완전히 떨어져 있게 된다. 그리하여 팰릿트 22''와 완전히 떨어져 있게 된다. 그리하여 팰릿트 22''는 팰릿트 취급 시스템내 중간 위치에 도달된다. 다음, 우측 선반 38은 팰릿트 22''의 방해없이 피봇트 점 92에 대하여 상방으로 회전될 수 있다. 이후 명백하게 되는 바와 같이, 우측 선반 38의 그 회전은 팰릿트가 팰릿트 고정 기구 66 및 68에 의해 고정된 후 일어난다. 어떤 경우, 우측 선반 38의 그 회전은 팰릿트가 팰릿트 고정 기구 66 및 68에 의해 고정된후 일어난다. 어떤 경우, 우측 선반 38은, 출력축 95를 연장시켜 상부 바아 90을 피봇트 점 92를 중심으로 회전시키도록 공기 실린저 94를 먼저 작동시킴에 의해 리셋트된다. 그후 공기 실린더 98은, 출력축 97을 연장시켜 하부바아 100로 하여금 우측 선반을 그의 리셋트 위치로 상방으로 더 이동시키도록 작동된다.
팰릿트가 22''로 나타낸 중간 위치에 배치된 후 그 팰릿트는 팰릿트 고정 기구 66에 의해 고정될 수 있다. 제 4 도에, 팰릿트 고정 기구 66의 엘레멘트들이 분해되어 도시되어 있다. 쐐기 62가 캐리지 24를 위한 구조물의 일부를 형성하는 부속물 104내에서 회전하는 피봇트 레버 102에 부착되어 있다. 피봇트 레버 102의 일부분만이 부속물 104내에 도시되어 있다. 이 부분은 공기 실린더 110의 출력축 108에 회동가능하게 연결된 아암 106을 포함하는 것으로 도시되어 있다. 그 출력축 108 및 공기 실린더 110이 제 6 도에 상세히 도시되어 있다. 그 출력축 108 및 공기 실린더 110이 제 6 도에 상세히 도시되어 있다. 출력축 108은 외측으로 신장하여 조정가능한 제한 정지부재 112와 접촉하도록 작동한다. 축 108의 외측 연장부는 피봇트 레버 102가 부속물 104에 의해 형성된 축 114를 중심으로 회전하게 한다. 그 축을 중심으로한 피봇트 레버 102의 회전에 의해 쐐기 62가 제 6 도에 도시된 바와 같이 팰릿트 22의 놋치 58 내로 이동된다. 피봇트 레버 102의 전술한 동작은 제 6 도에 도시된 아이릿트 앵커(eyelet anchor) 117에 피봇트 레버 102를 연결하는 스프링 116의 스프링 바이어스력에 대항하여 일어난다.
공기 실린더 110의 작동에 의해 출력축 108이 신장하여 축 114에 중심으로 피봇트 레버 102를 회전시킨다. 그리하여 쐐기 62가 놋치 58에 대하여 강하게 압박하고, 그 놋치는 놋치 60을 쐐기 64에 강하게 압박한다. 그렇게 하여 고정된 팰릿트 22가 제 6 도에 상세히 도시되어 있다.
팰릿트 지지 부재 80의 말단부 118이 제 6 도의 크레이들(craddle) 120내에 배치된다. 그 크레이들 120은 전술한 고정 작동중 팰릿트 지지 부재 80을 팰릿트 22 아래 위치에 유지하도록 작동한다, 그 팰릿트 지지 부재 80은 또한, 팰릿트 지지 부재 80으로 부터 상방으로 연장하는 지주 124와 피봇트 레버 102에 연결된 탭 126 사이에 부착된 스프링 122에 의해 제 위치에 유지된다. 이에 대하여, 장력 스프링 122가 제주 124에 바이어싱력을 부여하여 그 지주가 피봇트 레버 102의 후미 만곡된 부분 125에 계합하게 한다. 그 만곡된 부분 125에 대한 지주 124의 그러한 바이어싱(biaising)은 팰릿트 지지부재 80의 선단 부분을 팰릿트 22 아래측에 유지한다. 팰릿트 지지 부재 80의 그 위치는 재봉기 20에 대한 팰릿트 22의 패턴 제어 운동 중 유지된다. 전술한 운동이 일어나기전에, 크레이들 120 내로 부터 팰릿트 지지 부재 80을 제거하도록 축 26을 따라 캐리지 24를 이동시키는 것이 무엇보다도 필요하다. 이것은 X-방향으로의 운동전 Y-방향으로의 운동 지령이다.
패턴 스팃칭이 완료된때, 제 1 도의 X-Y 위치 결정시스템이 팰릿트 22를 제 6 도에 도시된 위치로 복귀시킨다. 이때, 공기 실린더 110은 배기된다. 스프링 116이 피봇트 레버 102에 바이어싱력을 부여하여 그 레버가 축 114를 중심으로 회전하게 한다. 이것은 또한, 축 108이 배기된 공기 실린더 110 내로 철회되게 한다. 그 결과, 피복트 레버 102의 단부의 쐐기 62가 팰릿트 22내 V형 홈 58로 부터 이탈된다.
제 7 도에서, 쇄기 62가 홈 58로 부터 철회된 것으로 도시되어 있다. 제 7 도는 또한 크레이들 120과 연결된 공기 실린더 128의 작동을 나타낸다. 이에 대하여, 공기 실린더 128의 출력축 129는 제 1 점섬 위치로 부터 제 2 철회 위치로 이동한 것으로 도시되어 있다. 크레이들 120은 제 4 도에 도시된 바와 같이 팰릿트 취급 시스템 34의 프레임으로 부터 외측으로 연장하는 가이드 130을 따라 접동한다. 가이드 130에 따른 크레이들 120의 그러한 운동은 스위치 131을 트립(trip)시킨다. 그 스위치 131은 팰릿트 취급 장치 34의 프레임에 연결된 하방 연장 부재 132에 부착되어 있다. 제 5도에서, 스위치 131은, 출력축 129가 팰릿트 지지 부재 80을 그 팰릿트 하측 위치에 유지시키도록 신장된 때 폐쇄 되는 것으로 도시되어 있다. 그 스위치 131은 크레이들 120에이 접동 가능한 부착물의 슬로트 133에 계합한 때 개방된다. 이것은, 크레이들 120과 슬로트 133을 고정 스위치 131에 대하여 이동시키는 출력축 129의 철회시 행해진다.
크레이들 120의 운동에 의해, 그에 정합된 팰릿트 지지 부재 80이 제 7 도에 도시된 바와 같이 축 114를 중심으로 후방으로 회전된다. 그리하여, 팰릿트 지지 부재 80의 선단 부분이 제 7 도에 도시된 바와 같이 팰릿트 22 하측에 떨어져 있게 된다. 팰릿트 22의 전방 연부는 팰릿트 지지 부재 80의 선단 부분의 제거 결과로 하방을 하강한다. 그 팰릿트는 제 2 도에 도시된 바와 같이, 팰릿트 배출 시스템 134상으로 하강한다. 이에 대하여, 펠릿트 22 내 1쌍의 구멍 136 및 138에 1쌍의 정렬된 핀 140 및 142가 맞물린다. 핀 140 및 142는 블록 144 및 146상에 배치되고, 그 블록의 상부 표면들이 구멍 136 및 138 주위에서 팰릿트 22를 정지 및 지지한다.
제 8 도에서, 팰릿트 22가 핀 140이 구멍 136에 삽입된채 블록 144상에 얹혀 있는 것으로 도시되어 있다. 그 블록 144는 팰릿트 22의 존재를 감지하도록 스위치 150과 협동하는 수직 플런저(plunger) 148을 둘러 싸고 있다. 즉, 구멍 136에 핀 140이 성공적으로 배치될 때, 플린저 148이 스위치 150을 압박하여 폐쇄시킨다. 그 스위치 150은 자동 제어부를 트리거(trigger)시켜 팰릿트 22의 배출을 시작케한다. 이것은 출력축 154를 철회시키도록 공기 실린더 152를 작동시킴에 의해 달성된다. 그 출력축 154는 배출기구의 축 158에 부착된 구동 링크 156에 축지되어 있다. 출력축 154의 철회시 축 158이 반시계방향으로 회전된다. 제 2 도에서, 블록 144 및 146이 축 158에 부착된 기부 164 및 166을 가진 1쌍의 수직 지주 160 및 162에 의해 보유되어 있는 것으로 도시되어 있다. 축 158은 제 5 도에 도시된 기부 171에 부착된 1쌍의 저어널 지지체 168 및 170 내에 회전 가능하게 지지되어 있다. 블록 144 및 146은 배출시 팰릿트 22와 적절한 계합을 유지하도록 지주 160 및 162에 회동가능하게 연결되어 있다. 지주 160 및 162에 대한 블록 144 및 146의 운동정도는 1쌍의 회동가능하게 부착된 커플링 링크 172 및 174에 의해 제한 된다. 이에 대하여, 커플링 링크 172 및 174 각각은 블록 144 및 146의 저어널 지지체 168 및 17에 각각 회동가능하게 부착되어 있다.
제 8 도에, 공기 실린더 152의 출력축 154의 철회시의 배출 기구 134의 운동이 도시되어 있다. 전술한 바와 같이, 이것은 축 158의 회전을 야기하고 그리하여 그 축이 지주 160 및 162를 외측으로 이동시킨다. 지주 160 및 링크 172의 상부에 매달려 있는 블록 144의 배출로가 제 8 도에 점선으로 도시되어 있다. 팰릿트는 조정가능한 경사 안내표면 176 위에서 하방으로 미끄러져 내려간다. 그 경사 안내 표면 176은 각종 크기의 팰릿트들에 맞도록 레일 177을 따라 조정가능하게 되어 있다. 배출기 기구 134가 팰릿트 22를 절반쯤 외측으로 이동시킨 때, 스위치 178이 제 2 도에 도시된 바와 같이 축 158에 부착된 접점 180에 의해 이탈된다. 접점 180은 배출기 기구 134가 절반쯤 외측에 있을 때 스위치 178을 개방시키도록 하는 구조로 되어 있다. 이에 대하여, 접점 180은 절반 지점에서 스위치 178과의 접촉에서 벗어난다. 그 접점 180은 최종에는 점선으로 나타낸 바와 같이 스위치 178로 부터 떨어진 위치에 있게된다. 스위치 178의 개방은 배출이 실제 일어나는 자동제어부에의 신호이다. 팰릿트는 위치 22''쪽 외측에 있게 되고 그 위치에서 조작자가 팰릿트를 쉽게 잡고 제거할 수 있다. 이것은 팰릿트가 캐리지 24에 고정되는 중간 위치에 자기 팰릿트를 반입시킬 때 또는 반입시킨후 실제 행해질수 있다.
그리하여, 재봉기 20은 완성된 팰릿트 22를 즉시 취급할 수 있어 많은 시간을 상실하지 않는다.
제 9 도에, 팰릿트 취급 시스템 34를 위한 자동 디지탈 제어 시스템이 예시되어 있다. 그 디지탈 제어 시스템은 어드레스 및 데이타 버스(bus) 202를 통해 출력 포오트 206, 및 키이보오드/디스플레이 제어기 208에 연결된 프로그램된 중앙 처리 장치 200을 포함한다. 그 중앙 처리 장치는 클록 209로 부터 내부 타이밍 목적을 위한 클록킹(clocking)신호를 수신하다. 그 중앙 처리 장치 200은 "인텔 코오포레이숀"에서 제조판매되는 8비트 마이크로 프로세서인 "인텔8085 마이크로프로세서"인 것이 바람직하다. 어드레스 및 데이타버스 202는 인텔 8085 마이크로프로세서와 함께 "인텔 코오포레이숀"으로 부터 판매되는 멀티버스인 것이 바람직하다. 출력 포오트 204는 어드레스 및 데이타 버스 202와 겸용되는 "인텔8112회로"인 인터페이싱(interfacing) 회로인 것이 바람직하다. 유사하게, 입력 포오트 206은 8255-A라는 인텔 회로이고, 키이보오트/디스플레이 제어기 208은 인텔 회로 8279이다. 키이보오드/디스플레이 제어기 208은 키이보오드 210 및 디스플레이 212와 연결되어 있다. 키이보오드 210은 제어 버스 214를 통해 제어기 208에 연결된 각종 시판중의 키이보오드들중 어느 한가지 일수 있다. 이에 대하여, 키이보오드/디스플레이 제어기 208은 제어 버스 214상의 8비트 정보를 스캔하고, 어드레스 및 데이타 버스 202를 통해 중앙 처리 장치 200과 계속적으로 연락하여 상기 정보를 기억한다. 키이보오드/디스플레이 제어기 208은 제어 버스 214를 통해 키이보오드 210으로 부터 8비트의 ASCII 코우드화된 정보를 수신한다. 그 ASCII 코우드는 시판 키이보오드상에 설치된 각종 키이들을 위한 표준의 8비트 이진 부호이다. 또한, 키이보오드/디스플레이 제어기 208은 키이보오드 정보를 ASCII 코우드로 중앙 처리 장치 200에 전송한다. 그 중앙 처리 장치 200은 그 수신된 정보를 그의 내부 처리를 위해 변환시킨다. 키이보오드/디스플레이 제어기 208에의 정보의 전송은 중앙 처리 장치 200에 의해 ASCII로 사전에 코우드화된다. 키이보오드/디스플레이 제어기 208은 어드레서 및 데이타 버스 202를 통해 중앙 처리 장치 200으로 부터 ASCII 코우드화된 문자(character)정보를 수신하고, 잘 알려진 방식으로 디스플레이 버스 216을 통해 디스플레이 212에 문자 발생정보를 제공한다. 디스플레이 212는 키이보오드/디스플레이 제어기 208로 부터의 문자 발생 정보에 응하여 작동할 수 있는 다수의 시판 디스플레이 장치들중 한가지일수 있다.
출력 포오트 204는 6개의 별도의 바이레벨(bilevel)신호 출력 218-228을 가진 것으로 도시되어 있다. 바이레벨 신호 출력 218-228로 부터의 신호들은 솔리드 스테이트 릴레이 230, 232, 234, 236, 238 및 240에 적용된다. 각 릴레이는 그에 적용된 논리적으로 높은 바이레벨 신호를, 그 릴레이에 연결된 솔레노이드에 적용될 수 있는 24 볼트 AC 신호로 전환시킨다. 각 솔레노이드는 팰릿트 취급 시스템에 존재하는 고압 실린더들중 하나와 연결된 공압 밸브의 작동을 지배한다. 밸브는 솔레노이드에 부여되는 24 볼트 AC 신호에 응하여 각 공기 실린더내에 공기를 주입하거나 공기를 배기시킬 수 있다. 특정 공기 실린더 및 상응하는 밸브작용은 본 발명에 따라 임의적을 선택될 수 있는데, 이는 각 바이레벨 출력 218-228상에 존재하는 바이레벨 신호 산태가 공기 실린더의 적절한 작동을 달성하도록 논리적으로 높거나 또는 낮게 셋트될 수 있다. 즉 각 공기 실린더의 출력축의 신을 위해 해당 솔레노이드에 24 볼트 AC 신호를 부여하도록 특정 바이레벨 출력에 논리적으로 높은 신호를 부여하는 것이 필요한 경우, 상기 신장이 요구될 때 그러한 신호가 제공된다. 한편, 출력축의 신장을 위한 솔레노이드 여자(excitation)를 요하지 않는 시판 공기 실린더가 해당 바이레벨 출력에 논리적으로 낮은 적절한 신호 상태를 제공한다. 따라서 각 바이레벨 출력 218-228 상에 존재하는 그 신호 상태는 이후, 각개 공기 실린더의 출력축의 소망의 효과, 즉 신장 또는 수축의 용어로 설명된다.
제 9 도의 특정 솔레노이드에 있어서, 솔레노이드 242는 공기실린더 70의 공압작용을 제어한다. 그 공기 실린저 70은 좌측 선반 36을 이동시킨다. 유사하게, 솔레노이드 244는 우측 선반 38과 연결된 공기 실린더 94를 제어한다. 솔레노이드 246은 우측 선반 38의 철회를 제어하는 공기 실린더와 연결되어 있고, 솔레노이드 밸브 248은 팰릿트 고정 기구 66을 제어하는 공기 실린더 110과 연결되어 있다. 솔레노이드 밸브 250은 크레이들 120의 운동을 제어하는 공기 실린더 128과 연결되어 있고, 솔레노이드 밸브 252는 팰릿트 배축기구 134와 연결된 공기 실린더 152를 제어한다.
입력 포오트 206은 바이레벨 신호 입력 254, 256, 258, 260, 262, 264, 266의 7개의 논리 레벨 신호들을 수신한다. 각 바이레벨 신호 입력은 펠릿트 취급 기구 34내 스위치와 연결된 각 버퍼(buffer)회로로부터 논리레벨 신호를 수신한다. 먼저, 바이레벨 신호 입력 254에서, 버퍼 회호 268은 스위치 86의 폐쇄에 응하여 그 입력에 바이레벨 신호를 제공한다. 폐쇄된 스위치 86은 좌측 선반 36의 하방 위치를 나타낸다. 버퍼 회로 268은 광학 아이소레이터(isolator)회로 272와 연결된 잡음 필터 회로 270과 바운스(bounce) 필터 회로 274를 포함한다. 잡음 필터 270은 스위치 신호로 부터 단지 전기적인 잡음만을 여과하고, 광학 아이소레이터 272는 통의 바운스 필터회로 274에 적용되는 더 절연된 신호를 제공하며, 바운스 필터 회로 274는 광학 아이소레이터로 부터의 신호를 샘플링하여 그 샘플된 신호가 대략 20 밀리초 동안 일정한때 적절한 출력 신호를 제공한다. 그리하여, 적절한 바이레벨 신호가 입력 포오트 206의 바이레벨 신호 입력 254에 제공된다.
바이레벨 신호 입력 254의 신호 상태는 폐쇄된 스위치 상태에서 논리적으로 낮은 것이 바람직하다. 이에 대하여, 스위치 86은 폐쇄시 논리적으로 높은 신호 상태를 발생시키는 전자 스위치인것이 바람직하다. 이 신호 상태는 버퍼 회로 268을 포함하는 각종 회로에 의해 역으로 된다. 이것은 폐쇄 스위치 상태를 의한 논리적으로 낮은 신호 상태를 바이레벨 신호 입력 254에 제공한다. 이 신호 전환은 버퍼 회로를 통해 팰릿트 취급 시스템내 각종 스위치들에 연결된 다른 바이레벨 신호 입력에도 마찬가지이다. 그러나, 이러한 신호전환은, 소정의 바이레벨 입력의 소정의 상태의 중요성이 중앙 처리 장치 200내 소프트웨어 프로그램에 고려되는 경우 본 발명을 실시하는데 수행될 필요가 없다.
버퍼 회로 276은 버퍼 회로 274의 것과 동일한 내부 구조를 가지고 있고 스위치 88에 연결되어 있다. 그 스위치 88은 폐쇄된 때 좌측 선반 36의 상방 위치를 형성한다. 버퍼 회로 276은 스위치 88의 폐쇄에 응하여 바이레벨 신호 입력 256에 논리적으로 낮은 바이레벨 신호를 제공하도록 작동한다.
버퍼 회로 278은 바이레벨 신호 입력 258을 통해 스위치 131의 신호 상태를 처리한다. 그 스위치 131은, 크레이들 120이 수용된 팰릿트의 지지를 위한 팰릿트 지지체 80을 리셋트 하도록 외측에 배치된다.
버퍼 회로 280은 바이레벨 신호 입력 260을 통해 스위치 150의 신호 상태를 처리한다. 그 스위치 150은 팰릿트가 팰릿트 배출 기구 134에 의해 계합된때 폐쇄된다. 이 폐쇄된 스위치 상태는 논리적으로 낮은 바이에벨 신호 입력 260을 제공한다.
버퍼 회로 282는 바이레벨 신호 입력 262를 통해 스위치 178의 신호 상태를 처리한다. 그 스위치 150은 팰릿트가 팰릿트 배축기구 134에 의해 최외축 위치로 절반쯤 이동될때 개방된다. 그리하여 논리적으로 높은 바이레벨 신호 입력 262가 제공된다.
1쌍의 버퍼 회로 284 및 286은 팰릿트 식별 감지 장치 50으로부터 라인 52 및 53에 제공된 바이레벨 신호를 수신한다. 그 팰릿트 식별 감지장치 50은 특정 팰릿트 코우드 44에 따라 라인 52 및 53상에 논리적으로 높거나 또는 낮은 신호상태를 제공하도록 작동한다. 디들 논리 레벨 신호 상태들은 버퍼 회로 284 및 286에 의해 전도되어 바이레벨 신호 입력 264 및 266에 제공된다. 라인 52 및 53상의 신호들은 팰릿트 식별 감지장치 50과 팰릿트가 일치되지 않을 때는 논리적으로 낮게 된다. 이것은 바이레벨 신호 입력 264, 266상에 논리적으로 높은 신호 상태를 제공한다.
이미 언급한 바와 같이, 버퍼 회로 268과 동일한 3가지 요소, 즉 잡은 필터, 광학 아이솔레이터 및 바운스 필터로 구성되어 있다. 이것은 또한 버퍼회로 278, 280, 282, 284 및 286에서도 마찬가지이다.
다시, 중앙처리장치 200에서, 그 처리 장치는 인텔 8085 마이크로 프로세서인 것이 바람직하다. 이 장치는 주 메모리로 알려진 각종 크기의 랜덤 어드레스 메모리를 가질 수 있다. 이러한 주 메모리는 제 9 도의 각종 디지탈 논리에 응하여, 작동하는데 필요한 소프트웨어 프로그램을 내장하고 있다. 또한, 그 주메모리는 동작 제어 시스템 및 재봉기를 작동시키는데 필요한 디지탈 논리를 제어하는 소프트웨어프로그램도 내장하고 있다. 후자의 프로그램 및 논리는 본 발명의 일부를 형성하지 않는다. 또한, 주 메모리는 그 프로그램들에 의해 이용되는 데이타베이스(datebase)를 위해 할당된 부분을 가지고 있다. 그 데이타베이스는 팰릿트들내에 장착된 작업물에 재봉될 각종 스팃치 패턴을 형성하는 스팃치 패턴 파일들을 포함한다.
전술한 프로그램 및 데이타베이스는 하나 이상의 테이프 카셋트에 의해 주 메모리내에 입력된다. 각 테이프 카셋트는 제어기 290의 제어하에 구동되는 카셋트 구동부 288내에 삽입된다. 카셋트 제어기 290은 그 카셋트로 부터 정보를 중앙 처리 장치 200의 주 메모리에 어드레스 및 데이타 버스 202를 통해 전송한다. 정보가 테이프 카셋트로 부터 주 메모리에 입력되는 제어 접속은 본 기술에 잘 알려져 있다.
제10도에, 중앙 처리장치 200의 주 메모리내에 내장된 프로그램의 프로우챠트가 도시되어 있다. 이 프로그램은 팰릿트 취급 시스템 34내에의 팰릿트의 반입을 제어하는 것이고, 그 프로그램을 이후 "팰릿트 반입"프로그램이라고 칭한다. 그 프로그램은 초기 스텝 300에서 "실행"프로그램으로 부터 수신되는 작동 승인에 따라 시작된다. 그 "실행"프로그램은 상세히 후술될 것이지만, 먼저 그 "실행"프로그램은, 팰릿트가 선반 36, 38상의 적소에 배치되고 그 반입된 팰릿트를 위한 스팃치 해턴이 지시된때 작동을 승인한다는 것을 이해하기 바란다.
그 작동 승인이 수신될때, 중앙 처리 장치는 스텝 301을 진행한 "플래그 A"를 0을 셋트한다. 이 소프트웨어 플레그(flag)는 후술되는 방식으로 "펠릿트 반출" 프로그램에 이용된다.
다음, 중앙 처리 장치 200은 제10도의 스텝 302로 나타낸 바와 같이 출력 포오트 204의 바이레벨 출력 224에 "철회" 지령 신호를 제공한다. 이것은 출력 포오트 204를 어드레스하고 그에 적절한 논리 레벨 신호를 전달함에 의해 달성된다. 이미 언급한 바와 같이, 논리 레벨 신호의 신호 상채는 작동될 공기 실린더의 구조에 좌우된다. 공기 실린더가 솔레노이드 단절시 출력축을 철회시키도록 배기되는 것일 경우, 바이레벨 출력 224 상의 신호는 논리적으로 낮게 된다. 한편, 솔레노이드가 공기를 배기시키도록 작동되어야 하거나 또는 공기가 출력축을 철회시키도록 주입되어야 하는 경우 바이레벨 출력 224의 지령 신호는 논리적으로 높게 된다. 어떤 경우도, 적절한 논리 레벨 지령신호가 프로그램된 컴퓨터에 의해 발생되어 솔리드 스테이트 릴레이 236에 제공된다. 이것은 공기 실린더 110과 연결된 솔레노이드 248을 적절히 작동 또는 단절시킨다. 그 결과, 공기 실린더 110의 출력축 108이 철회되어 팰릿트 고정 기구 66을 이완시킨다. 그 고정 기구 66은 사전에 이완되어 있어도 좋다. 이 예에서, "철회"지령의 발신은 팰릿트 고정 기구 66의 상태에 대한 용장 검사(redundant check)를 위한 것이다.
중앙 처리 장치 200의 다은 스텝 304는 출력포오트 204의 바이레벨 출력 218에 "신장"지령 신호를 제공하는 것이다. 이것은 솔레노이드 242에 신호 상태를 적용시키도록 솔리드 스테이트 릴레이 230을 트리거하고, 그 신호 상태에서, 공기 실린더 70과 연결된 축 72가 외축으로 신장된다. 제 4 도에서, 축 72의 외측으로의 신장에 의해 좌측 선반 36이 하강된다. 중앙 처리장치 200은, 좌측 선반 36이 완전히 하강된때 일어나는 스위치 86의 트리핑을 기다린다. 이에 대하여, 폐쇄된 스위치 상태 86이 광학 아이소레이터 272에 의해 단절된 잡음 필터270에 의해 여과되고, 그후 바이레셀 신호 입력 254에 적용되는 논리적으로 낮은 신호 레벨 상태를 야기하도록 바운스 필터 274에 의해 보유된다. 이 논리적으로 낮은 신호 레벨이 제10도의 프로우챠트에 스텝 306에서 중앙 처리장치 200에 의해 검출된다.
좌측 선반 36이 하강된 것을 확인한 후, 중앙처리 장치는 스텝 308로 나타낸 바와 같이 출력포오트 204의 바이레벨 출력 200에 "철회"지령신호를 발한다. 이 "철회"지령은 솔레노이드 244에 공기실린더 94의 출력축 95를 철회시키는 신호 상태를 적용시키도록 솔리드 스테이트 232를 트리거한다. 제 5 도에서, 공기 실린더 94의 출력축 95의 철회시 우측 선반 38이 하강되고 그리하여 도입 위치로 부터 팰릿트의 우측연부를 하강시키도록 하는 것을 알수 있다.
다시, 제10도의 프로우챠트에서, 중앙처리장치는 스텝 310에서 200일리초의 지연을 카운트한다. 이것은 우측 선반 38이 하강위치에 배치되는 적절한 시간을 나타낸다. 지연 카운트는 카운트를 형성한후, 클록 209로 부터의 클록 신호에 의해 그 카운터를 감소시킴에 의해 수행된다.
우측 선반 38이 하강 위치에 배치된후 중앙처리 장치 200이 스텝 312에서 출력 포오트 204의 바이레벨 출력 218에 "철회"지령 신호를 발한다. 이것은, 공기 실린더 70과 연결된 출력축 72를 철회시켜 좌측선반 36을 상승시키도록 하는 신호 상태를 솔레노이드 242에 적용시키도록 스릴드 스테이트 릴레이 230의 신호 상태를 역전시킨다. 제 4 도에서, 스위치 88은 좌측 선반이 상방 위치에 있을 때 접촉된다. 스위치 88의 폐쇄된 신호 상태에서, 논리적으로 낮은 신호 상태가 버퍼 신호 276을 통해 바이레벨 입력 256에 적용된다. 바이레벨 입력 256의 그 논리적으로 낮은 신호 상태는 중앙 처리장치 200에 의해 주목되고, 그 중앙처리장치는 입력포오트 206을 어드레스하여 바이레벨 신호 입력 신호 256이 낮은가 어떤가를 조사한다. 이것은 제10도의 스텝 314에서 수행된다.
다음, 중앙처리장치 200은 스텝 316에 출력포오트 204의 바이레벨 출력 222에 "철회"지령 신호를 제공한다. 제 9 도에서, 바이레벨 출력 204와 연결된 릴레이 234가 공기 실린더 98의 출력축의 철회를 야기하는 신호 상태를 솔레노이드 246에 제공한다. 제 5 도에 도시된 바와 같이, 그 결과 우측 선반 38이 철회된다. 우측 선반 38의 그러한 운동에 의해 팰릿트가 22가 적절히 이탈되어 기준 베이스 96상에 얹힌다. 이것은 팰릿트 취급 시스템 내 팰릿트의 중간 위치를 구성한다.
다시 제10도에서, 중앙처리장치 200은 스텝 318에서 430밀리초의 제 1 지연 카운트를 시작하고 바이레벨출력 222에 "철회"지령 신호를 제공한다. 클록 209는 중앙 처리장치 200에 의해 개시된 지연을 완료시킬 목적으로 중앙 처리 장치 200에 클록 신호를 제공한다. 그렇게 하여 중앙 처리 장치가 지연을 완료한때 스텝 320에서 출력 포오트 204의 바이레벨 출력 224에 "신장"지령 신호를 제공한다. 이것은 솔리드 스테이트 릴레이 236을 트리거하여, 공기 실린더 110의 출력축 108을 외측으로 이동시키는 신호 상태를 솔레노이드 및 82상으로 이미 하강된 팰릿트에 고정 압력을 적용한다. 그 고정 작용의 결과로, 팰릿트가 캐리지 24에 맞물려 재봉기 헤드 20 아래에의 배치를 위해 준비된다.
그러한 배치가 일어나기 전에, 우측 선반 38이 실제 철회 위치에 도달한 것을 나타내도록 제1지연카운트를 완료시키는 것이 무엇보다도 필요하다. 이것은 스텝 322에 의해 제공되어 지연 카운트가 종료되었는가를 탐색한다.
제 1 지연의 종료후, 중앙 처리 장치는 스텝 324에서 출력 포오트 204의 바이레벨 출력 220에 "신장"지령 신호를 제공하도록 작동한다. 이 지령은 솔리드 스테이트 릴레이 232를 트리거하여, 공기 실린더 94의 출력축 95를 상방으로 신장시키는 신호 상태를 솔레노이드 244에 적용한다. 그리하여, 우측 선반 38이 제 5 도에 도시된 바와 같이 상방으로 이동된다. 스텝 326에서 중앙 처리장치 200은 430밀리초의 제 2 지연 카운트를 시작하고 공기 실린더 94의 출력축 95의 운동을 위한 적절한 시간을 제공하도록 지연 카운트를 행한다. 그 카운트는 스텝 328에 의해 수행되고, 스텝 326에서 수행된 430밀리초의 카운트를 종료시키기 위해 클록 209로 부터의 클록킹 신호를 이용한다.
스텝 330에서 그 중앙 처리 장치는 출력 포오트 204의 바이레벨 출력 222에 "신장" 지령 신호를 제공한다. 이것은 솔리드 스테이트 릴레이 234를 트리거하여, 공기 실린더 98의 출력축 97이 제 5 도에 도시된 바와 같이 외측으로 신장되게 하는 신호 상태를 솔레노이드 246에 적용시킨다. 이것은 우측 선반 38을 상방위치에 리셋트하는 최종 스텝을 구성한다. 그리하여, 중앙 처리 장치 200은 팰릿트 취급 시스템 34내 중간 위치로 팰릿트를 하강시키도록 완전 셋트의 운동을 통해 좌측 선반 36 및 우측 선반 38을 상방위치에 리셋트를 하강시키도록 완전 셋트의 운동을 통해 돠특 선반 36 및 우측 선반 38에 대한 처리를 종료한다. 중앙 처리 장치는 또한, 그렇게 하여 송출된 팰릿트를 캐티지 24에 고정시키고 좌측 선반 36 및 우측 선반 38을 리셋트한다. 따라서, 리셋트된 선반들에 추가 팰릿트가 반입될 수 있다.
중앙 처리 장치 200은 또 다른 팰릿트가 리셋트된 선반 36 및 38상에 반입되는 동안, 고정된 팰릿트를 이동시키도록 작동한다. 본 발명에 따라, 팰릿트의 운동은 스텝 320의 종료시 일어날 수 있다. 이 지점에서, 우측 선반 38의 철회는 팰릿트 22의 운동을 방해하지 않는다. 스텝 324-330으로 나타낸 바와 같이 철회되고 하강된 위치로 부터의 우측 선반 38의 리셋팅 역시 팰릿트의 운동을 방해하지 않는다. 팰릿트의 초기 운동에 대한 유일한 요구사항은, 캐리지 24가 먼저 재봉기 헤드 20쪽 Y-방향으로 축 26을 따라 이동되는 것이다. 이 초기 운동에 의해 팰릿트 지지체의 말단부 118이 제 6 도의 크레이들 120으로 부터 이동된다.
전술한 운동을 위한 동작 제어 프로그램은 중앙 처리 장치 200의 주 메모리 내에 위치한다. 이 동작 제어 프로그램은, 재봉기 헤드 20내 왕복등 재봉침 아래에의 작업물을 수용한 팰릿트의 동기 운동을 나타내는 스팃치 패턴 정보의 기억된 파일을 이용한다. 이것이 제10도에 "스팃치 모우드"로 광범위하게 표시되었다. 소망의 스팃치 패턴의 성공적인 실시후, 완성된 작업물을 수용하고 있는 팰릿트는 제6도에 도시된 위치로 복귀된다. 이것은 크레이들 120내에 팰릿트 지지체의 말단부 118을 재배치시키도록 축 26에 따른 캐리지 24의 최종 운동을 요한다. 그리하여, 팰릿트 취급 시스템에 의한 고정된 팰릿트의 또 다른 처리의 준비가 된다.
제11도에, "모니터" 프로그램이 프로우챠트 형태로 도시되어 있다. 그 "모니터" 프로그램은 중앙 처리장치 200내에 존재하고 전술한 스팃칭 모우드중 작동한다. 이에 대하여, 그 "모니터" 프로그램이 조작자에 의해 제거될 팰릿트의 상태를 확인하도록 주기적으로 실행된다. 팰릿트 취급 시스템 34는 조작자에 의한 제거를 위한 외측 위치로 완성된 팰릿트를 이동시키는 능력을 가지고 있다. 팰릿트의 그러한 특정 처리의 제어는 상세히 후술될 것이다. 먼저, 팰릿트가 팰릿트 취급 기구 134상에 존재하는 것을 주목할 필요가 있다. 이에 대하여, 제11도의 그 "모니터" 프로그램이 단계 332에서 시작되고 그 단계에서 중앙 처리장치 200이 입력 포오트 206을 어드레스하고 바이레벨 신호 입력 260이 높은 상태로 되었는가 탐색한다. 제8도에서, 팰릿트 취급 기구 134의 블록 144상에 얹혀있는 팰릿트는 플런저 148로 하여금 스위치 150을 폐쇄시키게 한다. 스위치 150의 그러한 폐쇄는 바이레벨 입력 260에 논리적으로 낮은 신호 상태를 제공하도록 버퍼 회로 280에 의해 처리된다. 그 논리적으로 낮은 신호 상태가 존재하는한, 중앙 처리장치 200은 단지 바이레벨 신호 입력 260이 논리적으로 높은때 중앙처리장치 200은 제10도의 스텝 334에 나타낸 바와 같이 3초의 지연을 카운트한다. 이것은 3초의 카운트를 시작하여 클록 209가 그 카운트를 0으로 감소시키게 함에 의해 수행된다. 이때, 중앙 처리장치는 스텝 336에서 2진법 1과 동일한 "플래그A"를 셋트한다. 이것은 조작자에 의한 팰릿트의 제거 후 3초가 경과한 것을 나타낸다. 후술되는 바와 같이, 이 3초지연은 팰릿트 배출기 기구 134의 리셋팅을 트리거하는데 사용된다. 3초는 팰릿트 배출 기구 134가 리셋트 동작을 시작하기전 팰릿트를 제거하는데 충분한 시간이다.
제12a 및 제12b도에서, 팰릿트 반출 순서중의 중앙 처리장치 200의 작동을 나타내는 "팰릿트 반출"프로그램이 프로우챠트로 도시되어 있다. 이미 반입된 팰릿트는 재봉을 위해 재봉기 해드 20에 제공되었고 팰릿트 반출 순서를 위한 준비가 되어 있는다. 이것은 제12a 도의 스팃칭 모우드 종료에 의해 지시된다. 제12a도에 도시된 스팃핑 모우드의 종료시 제6도에 도시된 비와 같이 크레이들 120네 패릿트 지지체의 말단부 118의 위치 결정이 함께 수행된다.
중앙 처리 장치 200에 의해 행해지는 첫번째 질문은 바이레벨 신호 이비력 260이 스텝 338에서 논리적으로 낮은가 어떤가를 묻는 것이다. 제11도에서 언급한 바와 같이, 바이레벨 신호 입력 260은 스위치 150이 폐쇄된때 논리적으로 낮게 되고, 팰릿트가 아직 배출기 기구 134상에 있음을 나타낸다. 패릿트가 스팃칭 모우드과정중 조작자에 의해 제거되지 않을 경우, 중앙 처리 장치는 제12a도에서 "예"의 선로를 따라 스텝 340으로 진행하고, 디스플레이 212에 "오래된 팰릿트 제거"라는 ASCⅡ코우드화 메시지를 전송한다. 이미 언급한 바와 같이. 중앙 처리장치 200 ASCⅡ코우드로 어드레스 및 데이타 버스 202를 통해 키이보오드/디스플레이 제어기 208과 연락을 취한다. 그 제어기 208은 디스플레이 버스 216을 통해 디스플레이 212에 문자 발생 신호를 전송한다. 그후 그 메시지가 통상의 방식으로 디스플레이장치 212에 디스플레이된다.
다음 스텝 342에서 그 중앙 처리장치는, 바이레벨 신호 입력 260이 팰릿트 취급 기구 134로 부터의 팰릿트의 제거를 나타내는 높은 상태에 있는가 아닌가를 묻는다. 팰릿트가 아직 팰릿트 취급 기구 134 상에 있을때, "아니오" 선로를 따라 스텝 340으로 복귀되고 "오래된 펠릿트 제거"라는 메시지가 다시 디스플레이 212에 전송된다. 다시, 바이레벨 신호 입력 260이 중앙 처리 장치에 의해 어드레서 되어, 그 입력 신호가 팰릿트 취급 기구 134로 부터의 팰릿트의 제거를 나타내는 논리적으로 높은 상태로 되었는가 아닌가를 확인한다. 이것이 종료된때, "예" 선로를 따라 진행되어 중앙 처리 장치가 스텝 344에서 디스플레이 212에 "감사합니다"라는 ASCⅡ 메시지를 전송한다. 다음 중앙 처리장치가 스텝 346에서 3초 지연을 카운트하고 그 후 스텝 348에서 "플래그A"를 이진법 1로 셋트한다. 그들 스텝 순서는 조작자에 필릿트를 제거하는데 충분한 시간을 제공한다.
"플래그A"를 1로 셋트한후, 중앙 처리장치가 스텝 350에서 "시작"지령이 키이보오드에 입력되었는가 아닌가를 키이보오드/디스플레이 제어기 208에 질문한다. 그 중앙 처리 장치는 키이보오드 210으로 부터 "시작"신호를 기다리고 그후"예" 선로를 따라 스텝 338로 진행한다. 전술한 루우프는 스팃칭 모우드의 종료시 팰릿트가 반출되지 않은 것을 전제로 한다. 이것은, "시작" 승인을 요하는 스텝 350에서 증명되는 바와 같이 장치가 조작자에 의해 다시 시동되는 것을 요한다. 이 프로그램 루우프는 팰릿트가 스팃칭 모우드의 종료전 이미 제거된 때에는 제거된다. 이에 대하여, 바이레벨 신호 입력 260이 논리적으로 높게 되어, 스텝 338에서의 중앙 처리 장치에 의한 조회에 대해 "아니오"라는 대답을 야기한다. "아니오"선로는 스텝 338로부터 스텝 352로 진행된다. 스텝 352에서 중앙처리장치는 "플래그A"가 1과 같은가 어떤가를 질문한다. 그것은 팰릿트 제거후 3초가 경과된 것을 나타낸다. 조작자가 팰리트를 제거할 수 있도록 3초가 경과될 때 까지 "플래그A"는 이진법 1의 신호 상태를 나타내지 않는다. 이것은 "모니터" 프로그램이 스팃핑 모우드의 종료쯤에서 3초의 카운팅을 시작한 경우에 종료된다. 어떤 경우도, 중앙 처리장치는 "플래그A"=1의 셋팅을 기다린다. 이것이 일어날때, 중앙 처리장치는 스텝 354에서 출력 포오트 204의 바이레벨 출력 228에 "신장"지령 신호를 발한다. 제9도에서, "신장" 지령 신호가 바이레벨 출력 228에 존재하면 솔리드 스테이트 릴레이 240이 트리거되어, 공기 실린더 152의 출력 154가 신장되게하는 신호 상태를 솔레노이드 252에 적용시킨다. 공기 실린더 152의 출력 154의 그러한 신장으로 배출기 기구 134가 리셋트 위치 쪽 후방으로 회전된다.
다음 스텝 356에서 중앙 처리 장치 200은 바이레벨 신호 입력 262가 낮게 되었는가 아닌가를 묻는다. 제9도에서, 바이레벨 신호 입력 262는, 스위치 178로 부터 버퍼 회로 282를 통해 버퍼된 신호를 수신한다. 스위치 178은 배출기 기구 134가 절반쯤 내측으로 이동한 때 폐쇄된다. 이 폐쇄된 스위치 상태는 논리적으로 낮은 신호 상태가 바이레벨 입력 262에 제공되게 한다. 배출기 기구가 내측으로 절반쯤 이동한 것으로 감지된때 중앙처리장치가 스텝 358에서 "플래그A"=0으로 리셋트한다.
다음, 중앙 처리 장치 200은 스텝 360에서 출력 포오트 204의 바이레벨 출력 224에 "철회" 지령 신호를 제공한다. 이것을 솔리드 스테이트 릴레이 236을 트리거하여, 공기 실린더 110과 연결된 출력축 108의 철회를 야기하는 신호 상태를 솔레노이드 248에 적용시킨다. 이것은 제7도에 대하여 언급한 바와 같이 고정 기구 66을 부작동시킨다. 특히, 쐐기 62가 팰릿트 22의 홈 58로 부터 이탈된다. 다음, 팰릿트는 팰릿트 지지체 80 및 82와 기준 베이스 96상에 얹혀 있는다. 다시 제12a도에서, 중앙 처리 장치는, 전술한 작용이 스텝 362에서 100밀리초의 지연을 카운트한후 스텝 360에서 바이레벨 출력 224에 "철회"지령을 제공하게 한다. 지연이 종료된때 중앙 처리 장치는 스텝 364에서 출력 포오트 204의 바이레벨 출력 226에 "철회" 지령 신호를 제공한다. 제9도에서, 바이레벨 출력 226에 존재하는 "철회"지령 신호는 솔리드 스테이트 릴레이 238을 트리거하여, 적절한 신호 상태를 솔레노이드 250에 제공한다. 이것은 공기 실린더 128의 출력 129를 철회시켜, 팰릿트 지지체의 말단부 118을 둘러싸고 있는 크레이들 120에 제7도에서도 도시된 방식으로 후방으로 이동되게 한다. 팰릿트 지지체 80의 선단이 팰릿트 하측으로 부터 벗어나 팰릿트가 그의 전방 연부에서 하방으로 낙하하게 한다.
제12b도에, 제12a도에 도시된 시퀘셜 논리의 계속 부분이 프로우챠트로 도시되어 있다. 특히, 제12도의 제1단계, 즉 스텝 364는 제12a도에서중앙 처리 장치 200에 의해 이행되는 최종 스텝의 반복에 불과하다. 제12b도에서 중앙 처리장치에 의해 시행될 차기 스텝 366은 바이레벨 신호 입력 260이 낮게 되었는가 어떤 가를 질문하는 것이다. 제9도에서, 바이레벨 신호 입력 260은 스위치 150으로부터 버퍼된 신호를 수신하는 것을 볼수 있다. 그 바이레벨 신호 입력은 스위치 150이 폐쇄된데 논리적으로 낮게된다. 제8도의 설명에서 알수 있는 바와 같이, 스위치 150은 팰릿트가 팰릿트 배출기 기구상에 있을때 폐쇄된다. 이상태가 일어날 때, "예"선로를 따라 진행된다. 다음, 중앙처리 장치는 스텝 368에서 바이레벨 출력 228에 "철회"지령을 발한다. 바이레벨 출력 228에 존재하는 그러한 "철회"지령은 솔리드 스테이트 릴레이 240을 트리거시켜, 제8도에서 공기 실린더 152의 출력 축 154를 철회시키는 신호 상태를 솔레노이드 252에 제공한다. 이 철회는 배출기 기구 134가 외측으로 이동하게 하여 팰릿트를 조작자에 의해 제거될 위치로 이송한다. 외측으로의 배출 동작은 스텝 370에서 중앙 처리 장치 200에 의해 모니터된다. 그 스텝에서 그 처리장치 200은 바이레벨 신호 입력 262가 논리적으로 높게 되었나 아닌가를 묻는다. 이점에 대하여, 스위치 178은 펠릿트 배출기구 134가 외측으로 절반쯤 운동한때 개방된다. 바이레벨 신호 입력 262가 높게 된때, 중앙 처리장치 200이 스텝 372에서 바에벨 출력 226에 "신장" 지령을 발한다. 제9도에서, 이것은 솔리드 스테이트 릴레이 238을 트리거하여, 솔레노이드 250에 공기 실린더 128의 출력 129를 신장시키는 신호 상태를 적용한다. 그리하여 크레이들 120이 펠릿트 지지체의 말단부 118에 계합하여 팰릿트 지지체 80이 리셋트 위치로 복귀하게 된다. 이 위치가 제6도에 도시되어 있다. 팰릿트 지지체 80의 리셋트 위치에서 팰리트가 팰릿트 지지체 80과 82 사이에 지지된다. 제12b 도의 스텝 374에서, 중앙 처리 장치 200은 팰릿트 지지체 80이 실제 제위치에 있는가 아닌가를 탐색한다. 이것은 바이레벨 신호 입력 258이 논리적으로 낮게 되었는가 아닌가를 질문함에 의해 수행된다. 이에 대하여, 크레이들 120과 연결된 스위치 131이 출력 축 129의 완전신장시 폐쇄한다.
이 신호 상태가 제공된때, 중앙 처리 장치 200은 "실행" 프로그램을 진행한다. 이후 상세히 설명되는 바와 같이, 그 "실행" 프로그램은 유효한 스팃치 패턴 파일이 팰릿트에 부여된때 선반 36,38상의 팰릿트를 처리하도록 작동한다.
전술한 "실행" 프로그램에 의한 팰릿트의 감지는 팰릿트 식별 코우드의 감지를 전제로한다. 2개의 떨어져 있는 코우드호 표면 46,48이 팰릿트 식별 감지 장치 50의 1쌍의 광학 감지기 아래에 배치된때, 그 코우드화 표면 46이 하나의 광학 감지기에 의해 감지되어 라인 52상에 바이레벨 신호를 제공하고, 코우드화 표면 48이 다른 광학 감지기에 의해 감지되어 라인 53 상에 바이레벨 신호를 제공한다는 것은 제3도의 팰릿트 식별 코우드 44의 설명에서 이미 언급한 바와 같다. 그 코우드화 표면 46,48은 각각 불투명한 것이거나 또는 반사성일수있다. 반사표면은 라인 52또는 53에 논리적으로 높은 신호 상태를 제공하고, 불투명한 표면은 논리적으로 낮은 신호 상태를 제공한다. 이들 신호 상태들은 바이레벨 입력 264,266에 역 신호 상태를 제공하도록 제9도의 버퍼 회로 284,286에 의해 역전된다. 논리적으로 높은 바이레벨 신호 입력에 이진법 1을 그리고 논리적으로 낮은 바이레벨 신호 입력에 이진법 0을 부여함에 의해 코우드화 표면 46 및 48에 대한 다음과 같은 이진법 유의성(significance)이 얻어진다.

이미 언급한 바와같이, 양 표면지역들이 모두 비반사성인 상태는 "팰릿트 부재" 상태를 나타낸다. "실행" 프로그램은 후술되는 방식으로 상기 2비트 이진 코우드 조합들의 각각에 수치 유의성을 부여한다. 또한, "실행" 프로그램은 특정 스팃치 패턴 파일이 각 식벽된 팰릿트에 확실히 할당되게 한다. 팰릿트에서 특정 스팃치 패턴 파일의 그러한 할당은 "실행" 프로그램에서 전술한 바와 같이 조작자와의 대화형 통신을 통해 달성된다. "실행" 프로그램의 상기 및 기타 다른 특징들은 이흐의 프로그램 설명에서 보다 상세히 이해될 것이다. 이에 대하여, 그 "실행" 프로그램이 제 13a도, 제13b도, 제13c도 및 제13a도에 프로우챠트 형태로 도시되어 있다. 각 도면의 최종 스텝은 다음 도면의 처음 스테브으로 연결되어 연속된다.
제13a도에서, "실행" 프로그램은 데이타 베이스가 중앙 처리장치 200의 주 메모리내에 주변 베모리로 부터 입력되는 예비 처리 스텝 400에서부터 시작된다. 이 주변 메모리는 카셋트 제어기의 제어하에 구동되는 카셋트 구동부를 포함하는 카셋트 시스템으로 구성되는 것이 바람직하다. 그러한 주변 메모리 시스템이 제9도에 도시되어 있다. 카셋트 제어기 290은 어드레스 및 데이타 버스 202를 통해 중앙 처리 장치 200과 연락을 한다. 어드레스 및 데이타 버스를 통해 중앙처리 장치와 연락할 수 있는 카셋트 시스템은 본 기술에 잘 알려져 있다. 버스 202를 통해 중앙 처리 장치 200의 주 메모리 내로 입력된 데이타 베이스는 9개 까지의 별도의 스팃치 패턴 파일 및 그들 파일을 위한 디렉토리(directory)를 포함하는 것이 바람직하다. 각 스팃피 패턴 파일은 1데이타 블록이 8비트의 256개 정보 바이트인 1이상의 데이타 블록을 포함하는 것이 바람직하다. 각 데이타 블록은 캐리지 24를 위한 X및 Y동작 정보 및 재봉기 헤드 20 내 재봉침의 동기 운동을 위한 지시를 함유한다. 9개의 스팃치 패턴 파일을 위한 디렉토리는 파일당 적어도 2개의 정보 바이트를 포함한다. 첫번째 바이트는 파일의 첫번째 데이타 블록을 위한 수치 인덱스이다. 제2바이트는 특정 파일에 할당된 데이파 블록의 수이다. 디렉토리는 9개의 스팃치 패턴 파일이 유지되어야 하는 경우 최고 18개의 정보 바이트를 포함한다. 갓 스팃치 패턴 파일을 위한 디렉토리 정보는, 제1디렉토리 바이트가 기억된 것을 노우트 한, 소망의 2개의 디렉토리 정보 바이트에 2배까지 카운트함에 의해 쉽게 얻어진다.
특정 데이타 베이스가 설명 되었으나, 스팃치 패턴 파일의 기억을 달성할 수 있는 각종 다른 수단이 본 발명에 사용될 수도 있다. 예를들어, 연속 어드레스 가능한 기억 위치를 가지는 일련의 스팃치 패턴 파일들이, 각 스팃치 패턴 파일을 위한 제1어드레스와 그 파일을 제외하고 설정된 어드레스가능한 기억 위치의 수를 포함하는 디렉토리와 함께 사용될 수 도 있다 .
제13a도에 도시된 다음 스텝 402는 프로그램 내에 사용될 소프트웨어 레퍼런스(reference)를 시작하는 것이다. 이들 소프트웨어 레퍼런스들중 첫번째것, PAL은 특정 팰릿트에 스팃치 패턴 파일을 부여하는데 이용된다. 다음의 3개으 소프트웨어 레퍼런스, 즉 PAL1, PAL2, PAL3는 스팃치 패턴 파일이 부여된때 특정 팰릿트와 특정 스팃피 패턴 파일을 연결하는데 각각 이용된다. 최종 소프크웨어 레퍼런스,즉 RATCH는 작동 승인으로서 "실행" 프로그램 내에 이용된다. 이들 소프트웨어 레퍼런스들의 사용은 상세히 후술된 것이다. 다만, RLATCH를 -1로 셋트한때 작동 승인이 제공되지 않는다는 것을 우선 이해하기 바란다.
"실행" 프로그램내의 차기 스텝 404는 입력 포오트 206의 모든 바이레벨 입력들이 논리적으로 높은가 아닌가를 묻는 것이다. 이 스텝은 자동 팰릿트 취급시스템 34가 중앙 처리 장치 200에 연결되었는가 아닌가를단지 질문한다. 이에 대하여, 펠릿트 취급 시스템이 적절히 연결된 경우 모든 바이레벨 입력이 동일 신호를 상태를 유지하는 것은 블가능하다. 바이레벨 입력 25,256의 신호 상태들은 결코 동일 신호 상태에 있을 수 없다. 즉, 그들 특정 바이레벨 입력들과 연결된 스위치 86및 88은 그들이 좌측 선반 36의각기 다른 위치들은 각각 나타내기 때문에 동시에 폐쇄될 수 없다. 모든 바이레벨 신호들이 일치한 경우 "예"를 선로를 따라 RLATCH 레퍼런스가 스텝 406에서 1로 셋트된다. 그리하여, 재봉기는 패릿트들이 팰릿트 취급 시스템을 통해 시퀘스되고 있다는 가정에서 모우드로 작동하지 않는다. 한편, 재봉기는 후술되는 방식으로 수동으로 작동될수 있다. 이것은 취급 장치 없이도 "실행" 프로그램을 이용하여 재봉기의 수동 작동을 가능케한다.
자동 팰릿트 취급 시스템 및 그에 연결된 스위치들이 입력 포오트 206에 적절히 연결된 경우,"아니오"선로를 따라 스텝 404에서 스텝 408로 진행한다. 스텝 408에서 중앙 처리 장치 200이 바이레벨 신호 입력 264,266을 감지한다. 바이레벨 입력 264,266의 1셋트의 논리적으로 높은 신호 상태는 팰릿트가 팰릿트 식별 감지 장치 50에 존재하지 않음을 나타낸다. 이에 대하여, 중앙 처리 장치 200은 스텝 410에서 바이레벨 신호 입력들의 이진 값들이 "펠릿트 없음"을 나타내는 이진법 1과 같은가 아닌가를 질문하여 팰릿트 상태를 체크하도록 작동한다. 실제 팰릿트가 없을 때 "예"선로를 따라 진행하여 스텝 412에서 RLATCH를 -1로 셋트한다. RLATCH를 -1로 셋트함으로서 작동 승인이 이후 프로그램에서 발생되지 않게 한다. 스텝 412는 제13c도의 접속부"C"에 연결된다. 제13c의 스텝 414는 RLATCH가 0인가 아닌가를 질문하고, 0일때 후술되는 바와 같이 "펠릿트 반입" 프로그램에 작동 승인을 제공한다. 이것은 스텝 412에서 RLATCH를 -1셋트함에 의해 방지된다.
다시 제13a 도의 스텝 410에서, 팰릿트가 감지된때 "아니오"선로를 따라 스텝 416으로 진행하여, 감지된 바이레벨 신호 입력 264,266 이진 값들이 역전된 후 소프트웨어 레퍼런스 PAL에 기억된다. 바이레벨 264,266에 존재하는 이진 값들에 대하여, 이진법 0과 1의 하기 조합이 일어날수 있다.

스텝 416에서 수행된 역전에 의해 PAL내 기억된 이진값과 바이레벨 입력 264,266 사이에 다음과 같은 교신이 발생된다.

PAL내 기억된 이진법 2비트들은 십진법의 1,2 및 3을 나타낸다. 따라서, PAL내 저장된 2비트들은 팰릿트, 1, 팰릿트 2, 또는 팰릿트 3중 어느 하나를 나타내는 것으로 중앙 처리 장치 200에 의해 처리된다. 한편, 조작자는 코우드화 표면들의 하기 조합들에 의해 팰릿트 1,2또는 3을 인식하게 된다.

코우드화 표면 46,48에 부여되는 상기 수치 유의성은 임의적이다. 다른 엔코우딩이 PAL 소프트웨어 레퍼런스내 십진법 1,2,3으로 코우드화되는 엔코우딩에 부여되는 최종 수치 유의성과 함께 일어날수 있다.
다시 제13a 도에서, 중앙 처리 장치는 스텝 418로 진행하여 RLATCH의 신호 상태를 질문한다. RLATCH가 자동 작동 모우드를 나타내는 0일때 "예"선로를 따라 진행한다. 한편, RLATCH가 0이 아닐때 스텝 420에서 1로 셋트되고, 스텝 406에서 RLATCH가 1로 셋트된후 진행하는 선로와 합체된다.
다음 스텝들에서, 스텝 416의 기억된 팰릿트의 숫자 코우드를 소프트웨어 레퍼런스 PAL1, PAL2, PAJ3들 중 하나와 기본적으로 연결된다. 이에 대하여, 스텝 422는 소프트웨어 레퍼런스 PAL의 비트내용이 1인가 아닌가를 질문한다. 그 답이 "예" 일때, 스텝 424를 따라 진행하여 중앙 처리 장치 200이 소프트웨어 레퍼런스 PATN에 PAL1의 내용을 기억시킨다. PAL1의 내용은 처음에 -1이다. 한편, PAL1은 최종에는, 특정 파일 번호를 나타내는 이진 값은 함유하며 그 값은 후에 프러그램을 입력된다. 유사하게, 스텝 426,428은, 소프트웨어 레퍼런스 PAL에 기억된 팰릿트의 숫자 코우드가 2인가 아닌가를 질문하고 "예"일때 PAL2의 비트 내용이 소프트웨어 PATN에 기억된다. 제13b도에서, 스텝 426에서의 답이 "아니오"일때 중앙처리장치는 스텝 430으로 진행하여 소프트웨어 레퍼런스 PATN내에 PAL3의 비트 내용을 기억시킨다. 이때, 소프트웨어 레퍼런스 PATN은 스텝 422-430의 결과로 그에 기억된 PAL1, PAL2, PAL3의 비트 내용들 중 어느하나를 가진다.
스텝 432는 소프트웨어 레퍼런스 PATN이 -1과 같은가 아닌가를 질문하는 것이다. 이것은 소프트웨어 레퍼런스 PAL1, PAL2 또는 PAL3들 중 어느 것도 -1외의 값을 가지지 않을 때의 경우이다. 한편, 스팃치 패턴 파일이 후술되는 방식으로 팰릿트에 이미 부여된때 스텝 432에서 "아니오" 선로를 따라 진행한다. 이 경우, 중앙 처리 장치 200은 스텝 434를 실행하고, 그 스텝 434에서 ASCⅡ메시지가 디스플레이 212에 전송되고, 그 디스플레이가 "파일"이라는 단어를 표시하고, 소프트웨어 레퍼런스 PATN의 비트 내용을 나타내는 "M"을 표시한다. 수프트웨어 레퍼런스 PATN은 스텝 424,428 또는 430의 결과로 특정 소프트웨어 레퍼런스 PAL1, PAL2, 또는 PAL3의 비트 내용을 가진다.
스팃피 패턴 파일이 감지된 팰릿트에 부여되지 않은 경우, 스텝 432로부터 "예" 선로를 따라 진행하여 스텝 436에서 중앙 처리 장치 200이 PLATCH를 1로 셋트하여, 파일이 실제 부여되지 않은때에 자동작동이 일어나지 않게한다. 다음, 중앙 처리장치는 스텝 438에서 ASCⅡ메시지 "파일"을 디스플레이 212에 전송한다. 장치의 조작자에의 이러한 연락은 감지장치 50 아래에 배치된 팰릿트에 파일이 부여되지 않은 것을 나타낸다.
따라서, 중앙처리 장치 200은 키이보오드 입력이 키이보오드 210에 행해졌는가 아닌가를 키이보오드-디스플레이 제어기 208에 질문한다. 이것은 제13b 도의 스텝 440이다. 중앙처리장치 200은 스텝 434가 실시되었는가 아닌가에 관계없이 키이보오드 입력이 수행되었는가 아닌가를 질문한다. 그리하여, 스텝 434가 실시되었는가 아닌가에 관계없이 키이보오드 입력이 수행되었는가 아닌가를 질문한다. 그리하여, 스텝 434에서 조작자에 이미 지시된 스팃치 패턴 파일을 변경시킬 기회가 제공된다. 키이보오드 입력이 스텝 434또는 438에서의 메시지의 디스플레이후 수행되지 않은때 "아니오"선로를 따라 스텝 440으로 부터 제13c도의 스텝 414로 진행한다. 이것이 제13b도와 제 13c 도에 접속부 "D"로 나타내어져 있다. 스텝 414는 RLATCH의 신호 상태에 대하여 질문하다. RLATCH가 0일 때 "예" 선로를 따라 진행하여, 부여된 스팃피 패턴 파일의 자동 스팃칭이 수행된다. 이것은 이후 상세히 설명될 것이다.
제13b도에서, 스텝 440에서 키이보오드 입력이 실제 수행될때, 중앙 처리 장치 200이 스텝 441에서 RLATCH를 1로 셋트하도록 작동한다. 다음, 중앙 처리장치는 키이보드 값을 판독하여 저장하며, 그 값이 스텝 442에서 "N"으로 지적된다. 키이보오드 210 및 키이보오드/디스플레이 제어기 208이 어드레스 및 데이타 버스 202상의 ASCⅡ 코우드화 신호들을 중앙 처리 장치 200에 제공하도록 작동한다. 이에 대하여, 버스 202상의 8비트 정보는 ASCⅡ코우드이다. 키이보오드 210상의 숫자 키이 "1"을 위한 ASCⅡ코우드는 60진법 값 31또는 8비트 이진 코우드 00110001을 갖는다. 한편, 키이보오드 212상의 숫자 키이 "9"을 위한 ASCⅡ코우드는 60진법 값은 60 진법 값 31과 39사이의 값이다. 스텝 444및 446은 숫자 키이 1-9가 늘리었는가 아닌가 또는 다른 키이가 눌리었는가 아닌가만을 확인한다.
다른 키이가 눌리었을 때, 스텝 444에서 "예"선로를 따라 스텝 446에서 "예" 선로룰 따라 제13c 도의 스텝 414로 진행한다. 이것이 제 13b도와 제13c도에 공통적으로 접속부 "E" 및 "F"로 나타내어져 있다. 스텝 414는 RLATCH의 신호 상태를 질문한다. 이 경우, RLATCH는 자동 스팃치 시퀘스가 일어나지 않도록 스텝 441에서 0의 신호 상태로 셋트된다.
제13c도에서, 키이보오드 210상의 숫자 키이 1-9가 눌리었을 때, 스텝 446으로 부터 "아니오" 선로를 따라 진행한다. 다음, 컴퓨터는 스텝 448을 이행하고, 그 스텝에서 60 진법 숫자 30이 키이보오드로 부터 판독된 ASCⅡ 코우드 값 "N"으로 부터 공제된다. 또한 중앙 처리 장치는 이 값을 소프트웨어 레퍼런스 PATN에 기억시킨다. 이것은 소프트웨어 레퍼런스 PATN낸 숫자 입력 1-9를 위한 이진 값을 기억시키는 효과를 갖는다.
다음 스텝 450은 ASCⅡ 메시지 "파일M"을 디스플레이 212에 전송하는 것이다. 여기서 M은 소프트웨어 레퍼런스 PATN의 내용을 나타낸대. 스텝 450은 조작자가 메시지 "파일M"을 볼 수 있도록 450 밀리초의 지연을 제공한다. 이것은 눌린 숫자 키이가 인지된 것을 조작자에 알린다.
다음 스텝 452는 디렉토리내 파일 "M"을 위한 정보가 0의 데이타 블록을 나타낸는가 어떤가를 디렉토리에 질문하는 것이다. 그 디렉토리는 파일을 퓌한 데이타 블록의 수를 나타내는 각 파일에 대한 제2 정보 바이트를 가지고 있다. 그 바이트가 0의 데이타 블로긍ㄹ 나타낼때, 그 파일 번호의 메모리에 패턴 파일이 없는 것을 나타낸다. 이 경우, "예" 선로를 따라 스텝 452로 부터 스텝 454로 진행하고 스텝 454에서 "파일 없음"의 ASCⅡ메시지가 디스플레이 212에 전송된다. 이 메시지는 조작자가 그 메시지를 알 수 있도록 적어도 1초간 디스플레이된다. 그후, 중앙 처리 장치 200은 "실행" 프로그램을 초기 스텝 404로 복귀된다. 그복귀 선로는 제13a 도 및 제13c도에 공통적으로 "G"에 나타내어져 있다.
다시 스텝 452에서, 파일 "M"을 위한 디렉토리의 첵크 결과, 다수의 블록으로 구성된 패턴 파일의 존재하는 것이 나타내어 질때 "아니오" 선로를 따라 진행한다. 이때, 스텝 442에서 행해진 키이보오드 입력을 위한 메모리에 파일의 존재하는 것이 확인된다. 그 식별된 파일을 위한 수치 값 "M"은 스텝 448에서 소프트웨어 레퍼런스 PATN에 저장되었다. "실행" 프로그램은 소프트웨어 레퍼런스 PATN으로 부터 지시된 소프트웨어 레퍼런스(PAL1, PAL2 또는 PAL3)에 파일 부여를 이송하도록 수행된다. 이 이송은 스텝 456 및 458에서, 소프트웨어 레퍼런스 PAL에 존재하는 팰릿트를 위한 이전 코우드 값이 스텝 456에서 1과 같은가 도는 스텝 458에서 2와 같은가를 질문함에 의해 달성된다. 감지된 팰릿트를 위한 숫자 코우드의 이진 값은 스텝 416에서 스프트웨어 레퍼런스 PATN에 기억되었다.
그 이진 값이 1인 경우, "예" 선로를 따라 스텝 456으로 부터 스텝 460으로 진행한다. 스텝 460은 소프트웨어 레퍼런스 PATN의 내용 "M"을 소프트웨어 레퍼런스 PAL1에 기억시킨다. 한편, 소프트웨어 레퍼런스 PAL 내 존재하는 감지된 팰릿트의 이진 값이 2일때, "예" 선로를 따라 스텝 458로부터 스텝 462로 진행한다. 스텝 462는 소프트웨어 레퍼런스 PATN의 내용 "M"을 소프트웨어 레퍼런스 PAL2에 기억한다. 스텝 456및 458의 답이 "아니오"일때, 중앙 처리 장치는 스텝 464를 진행한다. 스텝 464는 소프트웨어 레퍼런스 PATN의 낸용 "M"을 소프트웨어 레퍼런스 PAL3에 기억시킨다. 스텝 460,462 또는 464의 결과, 키이보오드 210으로 부터 입력된 파일은 감지 장치 50에 제공된 것으로 식별된 특정 팰릿트를 위한 지시된 소프트웨어 레퍼런스에 부여된다. 스텝 460,462 또는 464으로 부터의 선로는 스텝 414에 연결된다.
다음, 중앙 처리 장치 200은 다수의 선로들을 통해 스텝 414에 도달한다. 스텝 414은 "팰릿트 없음" 상태를 나타내는 경우 수행된다. PLATCH는, 스텝 414에서 접속부 "C"로 진행하기전에 스텝 412에서 -1로 셋트된다.또한, 스텝 414는 스텝 440에서 키이보오드 입려깅 수행되지 않은 경우에 이행된다. 스텝 440로 부터의 "아니오"선로는 스텝 414로의 접속부 "D"를 통해 진행한다. PLATCH는 스텝 440으로부터 진행하는 각종 단계에서 0또는 이진법 1로 셋트된다. 특히, PLATCH는, 팰릿트가 반입되고 스팃치 패턴 파일이 부여되고 중앙 처리장치가 후술되는 바와 같이 자동 모우드로 "실행"프로그램을 실해할 때만 0으로 셋트된다. 또한, PLATCH는 스텝 406, 420 또는 436에서 이진법 1로 셋트된다. 또한, 스텝 414는 스텝 444및 446에 의해 결정된 바와 같이 1-9외의 숫자 키이가 눌리었을 때 진행된다. 스텝 444 및 446으로 부터의 선로는 공통 접속부 "E" 및 "F"를 통해 진행한다. 스텝 441의 결과 각 경우 PLATCH는 1과 같다. 스텝 414로의 나머지 선로는 스텝 460,462 및 464로 부터이고, 그들 모든 스텝들은 소프트웨어 레퍼런스 PAL1, PAL2, 또는 PAL3에 키이보드 입력 파일번호를 입력하는 것을 취급한다. 그들 나머지 선로들을 위한 스텝 441에서 PLATCH가 1로 셋트된다.
요약하여, "D"를 통한 스텝 440으로 부터의 오직 하나의 선로, 즉 "아니오" 선로는 0과 동일한 PLATCH를 갖는다. 그리하여, 스텝 414를 통해 작동 승인이 제공된다. PLATCH가 0으로 셋트되는 실제 시점은 후술되는 바와 같이 스텝 414의 하류에서 먼저 일어난다.
제13d도의 스텝 414에서, 중앙 처리 장치는 PLATCH가 0인가 아닌가를 질문한다. PLATCH가 0이 아닐때, "아니오" 선로를 따르 스텝 466을 이행하고, 그 스텝 466에서 "시작" 지령이 키이 보오드 210에 입력되었는가 아닌가를 질문한다. 즉, 장치는 자동적으로 진행하지 않을때 조작자로 부터의 승인을 기다린다. "시작" 지령이 입력되지 않으면, 접속부"G"를 통해 제13a도의 스텝 404로 진행한다. 그리하여 그 프로그램은 다시, 비자동 모우드로 실행된다.
스텝 466에서, "시작"신호가 키이보오드 210에 입력된때 "예"선로를 따라 스텝 468로 진행하여 RLATCH가 -1인가 아닌가를 질문한다. "팰릿트 없음" 상태가 스텝 410에서 검출된 때 PLATCH가 -1로 셋트된다. 그리하여, PLATCH가 -1과 같을 때, "예" 선로를 따라 스텝 468로 부터 스텝 470으로 진행하여 "팰릿트 없음"의 ASCⅡ 메시지가 디스플레이 212에 전송된다. 스텝 470은 조작자가 메시지를 수신하도록 적어도 1초간 디스플레이될 메시지를 제공한다. 다음, 접속부 "G"를 통해 제13a 도의 스텝 404로 복귀하고, 그 스텝에서 프로그램이 다시 비자동 모우드로 실행된다.
다시 스텝 468에서, PLATCH가 -1과 같지 않을때 "아니오"선로를 따라 스텝 472로 진행하여 소프트웨어 레퍼런스 PATN이 -1고 같은가 아닌가를 질문한다. 소프트웨어 레퍼런스 PAL1, PAL2 및 PAL3은 스텝 402에서 초기에 -1로 셋트되고 스프트웨어 레퍼런스 PATN은 스텝 424,428,430 에서 상기 소프트웨어 레퍼런스들 중 하나와 같게 셋트된다. 그 소프트웨어 레퍼런스 PATN은 유효 스팃치 패턴 파일이 스텝 440-448에 초기에 부여될때 까지 -1을 계속 가진다. 후자가 일어날때까지 PATN은 -1과 같고 스텝 472로 부터 "예" 선로를 따라 스텝 474로 진행하고, 그 스텝 474에서 ASCⅡ메시지 "파일없음"이 디스플레이 212에 전송된다.
"실행"프로그램에 따라, 중앙처리장치는 공통 접속부 "G"를 통해 스텝 404로 복귀되어 비자동 모우드로 프로그램을 계속 실행한다.
다시 스텝 472에서, 소프트웨어 레퍼런스 PATN이 -1과 같지않을때 "아니오"선로를 따라 스텝 476으로 진행한다. 소프트웨어 레퍼런스 PATN이 스텝 448에서 유효 스팃치 패턴 파일의 숫자값 "M"으로 셋트된다. 스텝 472는 유효 팰릿트 부여가 조작자에 의해 초기에 행해진 "시작"승인후 첵크를 이행한다.
스텝 476에서, 중앙 처리장치는 PLATCH를 0으로 셋트한다. 그러한 셋트에 의해 중앙 처리 장치 200이 다른 방식으로 중지되기 않는한 자동 모우드로 작동한다. 중앙처리장치는 스텝 476에서 PLATCH를 0으로 셋트한후 스텝 477로 진행한다.
스텝 477은 입력 포오트 206의 모든 바이레벨 입력이 동일 신호 상태에 있는가에 관한 스텝 404에서의 질문을 반복한다. 이 스텝은 작동 팰릿트 취급 시스템이 중앙 처리 장치 200에 연결되었는가 아닌가만을 질문한다. 팰릿트 시스템이 존재할 때, 입력 포오트 206에의 바이레벨 입력이 스텝 404에 대하여 언급한 바와 같이 동일 신호 상태에 있지 않는다. 그리하여 중앙처리장치 200이 "아니오"선로를 따라 스텝 477로부터 스텝 478로 진행한다.
스텝 478은 제10도에서 언급한 "팰릿트 반입" 프로그램의 실시를 요청한다. 이 프로그램은 팰릿트를 도입 위치로부터 중간위치로 하강시키도록 팰릿트 취급 기구 34를 작동시키고, 그 중간위치에서 팰리트가 X,Y동작 제어 시스템의 캐리지 24에 고정된다. "팰릿트 반입" 프로그램의 최종 스텝이 실시될 때, 중앙 처리 장치는 제13d 도의 "실행" 프로그램의 스텝 480으로 진행한다.
스텝 480은 팰릿트 취급 시스템이 존재하는 것으로 결정되지 않은 경우에 스텝 477후 바로 이행된다. 특히, 모든 바이레벨 입력이 동일 신호 상태에 있을 때 "예" 선로를 따라 스텝 477로 부터 스텝 480으로 진행한다. 후술되는 바와 같이, 이것을 팰릿트 취급 장치없이 스팃치 패턴 파일의 자동 재봉을 행할수 있게 한다.
스텝 480에서 중앙 처리 장치 200이 디렉토리에서 소프트웨어 레퍼런스 PATN에 기억된 파일 번호 "M"에 해당하는 정보 바이트를 찾는다. 그 디렉토리는 각 스팃치 패턴 파일을 위한 정보 바이트들을 기초로 하여구성된다. 그리하여, 각 파일을 위한 바이트들의 수개 "번호" "M"으로 곱해져 파일 "M"을 위한 제1정보 바이트에 도달하도록 한다. 각 파일을 위한 디렉토리 정보의 제1바이트는 파일과 연결된 제1데이다 블록을 위한 숫자 인덱스이다.
중앙 처리 장치 200의 주 메모리내 메모리 어드레스는 스텝 482에서 숫자 인덱스로부터 계산된다. 특히, 제1블록 데이타를 위한 숫자 인덱스는 60 진법 100으로 곱해지고 그결과는 데이타에 할당된 주 메모리의 부분의 제1어드레스 가능한 메모리 위치에 부가된다. 즉, 주 메모리의 정규 위치는 데이타외의 필요를 위한 것외에 기억 공간이 먼저 셋트된 것을 나타낸다. 다음의 유용한 기억 위치의 어드레스는, 데이타에 할당된 것외에 기억 공간이 먼저 셋트된 것을 나타낸다. 다음의 유용한 기억 위치의 어드레스는, 데이타에 할당된 주 메모리의 부분의 제1어드레스가능한 메모리 위치의 어드레스를 구성한다. 컴퓨트는 스팃치 패턴을 위한 제1어드레스로서 스텝 482에서의 계산의 결과를 기억시킨다. 다음 스텝 484는 주 메모리내 위치된 스팃치 패턴 파일을 실행하는 것이다. 그 스텝 484는 "모니터"프로그램을 주기적인 실시를 요청한다. "모니터"프로그램은 배출기 기구로 부터의 조작자에 의한 제거를 기다리는 팰릿트의 상태에 관하여 첵크를 행한다. 스팃치 패턴의 종료 후, 중앙 처리 장치 200은 스텝 485로 진행하여 입력 포오트 206의 모든 바이레벨 신호 입력이 동일한 신호 상태에 있는가 아닌가를 질문한다. 이것은 또한, 스텝 404 및 477에서와 동일한 질문을 한다. 즉, 팰릿트 취급 장치의 존재여부를 묻는다. 팰릿트 취급 장치가 존재하지 않을때, "예" 선로가 접속선 "H"를 통해 제13a 도의 스텝 406으로 진행한다. 스텝 406 에서 중앙처리 장치는 RLATCH를 1로 셋트하여, 펠릿트 취급 장치 없이 "실행" 프로그램을 실시할 때 비자동 모우드로 작동하게 한다.
다시, 스텝 485에서, 모든 바이레벨 신호 입력이 동일한 신호 상태에 있지 않을 때 "아니오" 선로를 따라 진행한다. 이 선로는 팰릿트 취급 장치가 있을때 취해진 수 있다. 중앙 처리 장치 200은 "아니오" 선로를 따라 스텝 486의 "팰릿트 반출"프로그램으로 진행한다. 이 프로그램이 제12a 및 제12b도에 도시되어 있다 스팃치 패턴 파일의 실시에 의해 팰릿트가 팰릿트 취급 기구 34내 위치로 이동되어 후속 반출을 이행하도록 한다. 그 반출은 제12a 및 12b 도의 프로그램 스텝들에 의해 지시된 방식으로 일어난다. "팰릿트 반출" 프로그램의 말기에, 중앙 처리 장치 200은 접속선 "G"를 통해 제13a 도의 스텝 404로 복귀한다. 이때, 조작자는 팰릿트 식별 감지 장치 50에 의해 감지될 수 있는 또다른 팰릿트를 반입한다. 그후 제13a도의 스텝자는 팰릿트 식별 감지 장치 50에 의해 감지될 수 있는 또다른 팰릿트를 반입한다. 그후 제13a도의 스텝 410으로 부터 "아니오" 선로를 따라 진행한다. 중앙 처리 장치 200은 스텝 416을 통해 자동 모우드를 계속하고, 그 스텝 416에서, 감지된 팰릿트 코우드가 숫자 값으로 전환되고 스텝 418에서 "예" 출력 선로가 취해진다. 다음 중앙 처리 장치는 스텝 416에서 얻어진 감지된 팰릿트 코우드의 숫자 값을 소프트웨어 레퍼런스 PAL1, PAL1 또는 PAL3들중 하나와 연결한다. 이것은 스텝 422또는 스텝 426에서 수행된다. 그렇게하여 식별된 소프트웨어 레퍼런스내 스팃치 패턴 파일이 스텝 422,428 또는 430에서 소프트웨어 레퍼런스 PATN에 저장된다. 중앙 처리 장치는 스텝 424,428또는 430으로 부터 스텝 432로 진행한다. 스팃치 패턴 파일이 식별된때, "아니오" 선로를 통해 스텝 434로 진행하여 숫자 파일 번호가 디스플레이 212에 디스플레이 된다. 이 파일 번호가 조작자에 의해 변경되지 않으며, 중앙 처리장치가 스텝 440으로 부터 "아니오"선로를 따라 진행한다. 다음 접속선 "D"를 통해 스텝 414로 진행한다. 자동 모우드가 방해되지 않았기 때문에, RLATCH가 0값을 유지하고 "예"선로를 따라 스텝 414로 부터 스텝 477로 진행한다. 스텝 477에서, 자동 펠릿트 취급이 스텝 478의 "팰릿트 반입" 프로그램의 실시를 요하도록 존재하는 것을 알게된다. 스팃치 패턴 파일은 주 메모리로 부터 어세스되고 그후스텝 480-484에 따라 실시된다. 중앙 처리 장치는 스텝 485로 진행하고, 스텝 485에서 "펠릿트 반출" 프로그램의 실시를 요하도록 자동 팰릿트 취급이 존재하는 것을 알게된다. 그후, 완료된 팰릿트가 반출되고 중앙 처장치가 접속선 "G"를 통해 "실행" 프로그램의 시작부로 복귀한다. 팰릿트의 그러한 자동 처리는, 이전 팰릿트의 스팃핑완료후 감지되도록 팰릿트가 조작자에 의해 적시에 반입되지 않을때까지 또는 팰릿트가 "배출"위치에서 적절히 제거되지 않은 때까지 계속된다. 그 후자의 경우, 제12a 및 제12b 도의 "팰릿트 반출" 프로그램이 자동 시퀘스를 중지시키고 조작자로부터의 "시작" 지령을 요청한다.
조작자는 "팰릿트 반출" 프로그램의 완료전 도입위치에 팰릿트를 반입하지 않음에 의해 스팃치 패턴 파일 부여를 변경할 수 있다.
이에 대하여, 조작자는 스텝 440전에 키이보오드 210 상에 다른 파일 번호를 입력시킴에 의해 스팃치 패턴 파일 부여를 변경할 수 있다. "실행" 프로그램은, 변경된 패턴 파일 부여가 스텝 442-452에서 유효한가 어떤가를 질문하고 그것을 적당한 소프트웨어 레퍼런스 PAL1, PAL2, 또는 PAL3에 기억시킨다. 그 기억은 스텝 456-464에서 실시된다. 다음, 그 "실행" 프로그램은 스텝 414를 통해 순환하고 스텝 466에서 조작자로 부터 "시작"지령을 기다린다. 이에 대하여, RLATCH는 스텝 414에서 1로 이미 셋트되어 "아니오"선로를 따라 스텝 414로부터 스텝 466으로 진행시킨다. "시작" 지령을 조작자에 의한 파일 부여후 항상 스텝 466에서 요구된다.
또한, 장치는 팰릿트 취급 장치 없이 작동될 수 있다. 스텝 404에서, 팰릿트 취급 장치가 중앙 처리장치 200에 의해 초기에 인지되지 않는 경우 "예"에 선로를 따라 진행된다.RLATCH는 스텝 406에서 1로 셋트되고 다음, 중앙 처리장치가 스텝 422에서 스프트웨어 레퍼런스 PAL이 1고 같은가 아닌가를 질문하다. 소프트웨어 레퍼런스 PAL의 초기 상태는 스텝 402에서 1로 셋트되고, 그 상태에 의해," 예" 선로를 따라 스텝 422로 부터 스텝 424로 진행한다. 다음, 중앙 처리 장치 200은 소프트웨어 레퍼런스 PANT에 소프트웨어 레퍼런스 PAL1의 초기에 셋트된 -1 상태를 저장한다. 다음 스텝 432에서 스프트웨어 레퍼런스 PATN의 -1 상태에 의해 "예" 선로를 따라 스텝 436으로 진행하여 RLATCH를 1로 셋트하고 메시지 "파일"을 조작자에 나타낸다. 이것은, 스텝 440-448에서와 같이 유효 키이보오드 입력이 조작자에 의해 제공될 때까지 계속된다. 스텝 448에서, 스팃치 패턴 파일을 나타내는 유효 키이보오드 입력의 숫자 값이 소프트웨어 레퍼런스 PATN에 저장된다. 조작자가 스텝 450에서 요구되는 데로 키이보오드 입력을 제공한때, 중앙 처리장치는 그러한 스팃치 패턴 파일이 메모리에 존재하는 것을 확인하도록 진행한다. 스팃치 패턴 파일의 메모리내에 존재할 때, 파일 번호 "M"이 소프트웨어 레퍼런스 PAL1에 유효 스팃치 패턴 부여로 저장되고 중앙처리장치가 스텝 414를 진행한다.
RLATCH가 1과 같을 때 "아니오" 선로를 따라 스텝 414로 부터 스텝 466으로 진행하고, 중앙처리장치는 조작자로부트 "시작"지령을 기다리고, 그후 스텝 468을 통해 스텝 472로 진행한다. 유효 스팃치 패턴 부여가 이미 입력되고 증명된 때 소프트웨어 레퍼런스 PATN이 -1과 같지 않게되고 "아니오" 선로를 따라 작동 승인 스텝 476을 통과한다. 이때 중앙처리장치는 스텝 477에서, 작동 팰릿트 취급 장치가 존재하는가 아닌가를 질문한다. 존재하지 않을 때 "예" 선로를 따라 스텝 477로 부터 스텝 480으로 진행하고, 그 스텝 480은 스텝 484와 협동하여 메모리에서 식별되 스팃피 패턴 파일을 찾아낸다. 그후 스팃치 패턴 파일이 어세스되고 스텝 484에서 실시된다. 스팃피 패턴의 완료후, 중앙처리장치는 스텝 485에서 작동 팰릿릿트 취급장치가 존재하지 않는가를 질문하고 "예" 통로를 따라 접속부 "H"를 통해 스텝 406으로 진행하고 그 스텝에서 RLATCH를 1로 셋트한다. 이것은 또한 비자동 작동 모우드를 지시한다. 조작자가 다른 팰릿트를 적소에 수동 또는 다른 방식으로 고정시킨 때, 이미 부여된 스팃치 패턴이 다시 그 고정된 팰릿트내의 작업물에 재봉된다. 이것은 조작자가 비자동 모우드에 요구되는데로 "시작" 지력을 입력시킨때 수행된다. 물론, 조작자는 "시작" 지령 입력전에 적절한 키이보오드 입력을 행함에 의해 파일 할당을 변경할 수 있다.
자동 제어 팰릿트 취급 장치와 관련된 대화형 통신 시스템의 바람직한 일예가 설명되었으나, 대화형 통신 시스템 및 팰릿트 취급 장치의 자동 제어에 있어서의 다른 논리가 본 발명의 범위를 벗어남이 없이 상기 바람직한 예의 소자들 대신 이용될 수 있다.
Claims (10)
- 자동 재봉기에서, 미리정해진 스팃피 패턴들이 재봉될 다수의 작업물들을 자동적으로 처리하기 위한 시스템에 있어서, 재봉될 다른 스팃치 패턴을 요하는 각 작엄물을 자동적으로 식별하기 위한 수단(200 ; 408,416-430)과 ; 특정 스팃치 패턴들을 식별하기 위한 수단(210)으로부터 받은 다른 스팃치 패턴 식별 통신과 관련하여 작업물의 자동 식별을 이용하는 각 식별된 작업물에 다른 스팃치 패턴을 할당하기 위한 수단 (200;440-464)과; 특별히 식별된 작업물이 재봉을 위해 제공될 때 마다, 이미 할당된 스팃치 패턴을 특별히 식별된 작업물과 자동적으로 관련시키기 위한 수단(200 ; 476,480-482)을 포함하는 것을 특징으로하는 자동 재봉기의 작업물 자동 처리 시스템.
- 제1항에 있어서, 다른 스팃치 패턴을 요하는 각 작업물이 특정 코우드(44)를 가진 작업물 보유기(22)내에 보유되고 ; 다른 스팃치 패턴을 요하는 각 작업물을 자동적으로 식별하기 위한 상기 수단이, 작업물 보유기에 제공된 코우드를 감지하기 위한 수단(50)을 포함하는 시스템.
- 제1항에 있어서, 각 식별된 작업물에 다른 스팃치 패턴을 할당하기 위한 상기 수단이, 다른 스팃치 패턴을 식별하는 통신이 스팃치 패턴들을 식별하는 미리정해진 방식에 따르는 것을 자동적으로 입증하기 위한 수단(200 ; 442-446)과 ; 다른 스칫티 패턴을 식별하는 통신이 스팃치 패턴들을 식별하는 미리 정해진 방식에 따르지 않는 경우 조작자의 통신을 보내기 위한 수단(200,212,474)을 포함하는 시스템.
- 제3항에 있어서, 다른 스칫치 패턴을 할당하기 위한 상기 수단이, 식별된 스팃치 패턴의 존재에 대하여 자동적으로 조사하기 위한 수단(200°452)과 그 스팃치 패턴이 존재하지 않는 경우 조작자에 통신을 보내기 위한 수단 (200 ; 454)을 포함하는 시스템.
- 제2항에 있어서, 각 식별된 작업물에 다른 스팃치 패턴을 할당하기 위한 상기 수단이, 특정 스티치 패턴들을 식별하기 위한 상기 수단으로부터의 통신에 의하여 식별된 특정 스팃치 패턴과 작업물 보유기 상에 존재하는 감지된 코우드를 관련시키기 위한 수단(200 ; 456-464)을 포함하는 시스템.
- 제1항에 있어서, 재봉될 다른 스팃치 패턴을 요하는 각 작업물을 자동적으로 식별하기 위한 상기 수단이, 각 작업물을 자동적으로 식별하기 위한 수단(200 ; 408,416-430)과 ; 자동적으로 식별된 작업물에 스팃치 패턴이 이미 할당된 것에 관하여 조사하기 위한 수단(200 ; 432)과 ; 자동적으로 식별된 작업물에 스팃치 패턴이 이미 할당되지 않은 경우 통신을 보내기 위한 수단(212 ; 434)를 포함하는 시스템.
- 제5항에 있어서, 이미 할당된 스팃치 패턴들을 특별히 식별된 각 작업물과 자동적으로 관련시키기 위한 상기 수단이, 재봉될 작업물을 수용하는 작업물 보유기상에 존재하는 코우드를 감지하기 위한 수단(50,200 ; 408)과 ; 감지된 코우드롤, 그 코우드와 이미 관련된 스팃치 패턴고 정합시키기 위한 수단(200 ; 416-430)을 포함하는 시스템.
- 제5항에 있어서, 식별된 스팃치 패턴이 존재하는 경우 조작자로 부터의 개시 허가를 대기하기 위한 수단(200 ;466)과 ; 개시 허가에 따라 자동작동 모우드로 전환시키기 위한 수단(200 ;476)을 포함하는 시스템.
- 제1항에 있어서, 각 작업물의 작업물 보유기(22)내에 미리 배치되고 ; 시스템이, 작업물 보유기내에 수용된 작업물이 스팃치 패턴과 자동적으로 관련된 후, 작업물 보유기내에 보유된 작업물상에서 할당된 스팃치 패턴을 실행하도록 작업물 보유기를 왕복동 재봉침 아래에 위치시키기 위해 작동하는 위치 결정 시스템(24-32)에 작업물 보유기(22)를 자동적으로 부착시키기 위한 수단(200 ; 478)을 포함하는 시스템.
- 제9항에 있어서, 할당된 스팃치 패턴의 완성 후, 재봉된 작업물을 수용하는 작엄물 보유기를 자동적으로 분리시키기 위한 수단(200 ; 486)을 포함하는 시스템.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US266,298 | 1981-05-22 | ||
| US06/266,298 US4479446A (en) | 1981-05-22 | 1981-05-22 | Sewing machine system having automatic identification and processing of mounted work |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR830010235A KR830010235A (ko) | 1983-12-26 |
| KR880000712B1 true KR880000712B1 (ko) | 1988-04-25 |
Family
ID=23014010
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8202231A KR880000713B1 (ko) | 1981-05-22 | 1982-05-21 | 자동 재봉기 시스템 |
| KR8202230A KR880000712B1 (ko) | 1981-05-22 | 1982-05-21 | 자동 재봉기 시스템 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8202231A KR880000713B1 (ko) | 1981-05-22 | 1982-05-21 | 자동 재봉기 시스템 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US4479446A (ko) |
| JP (2) | JPS58500747A (ko) |
| KR (2) | KR880000713B1 (ko) |
| AU (2) | AU8685082A (ko) |
| BR (2) | BR8207732A (ko) |
| CA (1) | CA1198505A (ko) |
| DE (3) | DE3246027T1 (ko) |
| FR (3) | FR2506352B1 (ko) |
| GB (3) | GB2111544B (ko) |
| IL (2) | IL65762A (ko) |
| IT (2) | IT1151220B (ko) |
| WO (2) | WO1982004078A1 (ko) |
| ZA (2) | ZA823476B (ko) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3235576C2 (de) * | 1982-05-03 | 1986-11-27 | Kochs Adler Ag, 4800 Bielefeld | Nähautomat mit einer Einrichtung zur Identifizierung des eingesetzten Nähgut-Halters |
| US4548142A (en) * | 1983-08-31 | 1985-10-22 | Usm Corporation | Pattern assignment system |
| US4510875A (en) * | 1983-08-31 | 1985-04-16 | Usm Corporation | System for processing workpieces for sewing |
| JPS62162286U (ko) * | 1986-04-04 | 1987-10-15 | ||
| US4843640A (en) * | 1986-04-24 | 1989-06-27 | Gte Valeron Corporation | Industrial identification transponder |
| US4655149A (en) * | 1986-04-29 | 1987-04-07 | Usm Corporation | Optical sensor for automatic sewing machine |
| US4686915A (en) * | 1986-06-12 | 1987-08-18 | Usm Corporation | Sewing machine system having automatic processing of sewn work |
| US4682552A (en) * | 1986-06-12 | 1987-07-28 | Usm Corporation | Displaceable apparatus for processing pallets in an automatic sewing machine |
| US4704974A (en) * | 1986-08-25 | 1987-11-10 | Usm Corp. | Automatic sewing machine system |
| JP2649537B2 (ja) * | 1988-04-08 | 1997-09-03 | 蛇の目ミシン工業株式会社 | 自動判別装置を備える刺しゅう機 |
| JPH0738907B2 (ja) * | 1988-08-20 | 1995-05-01 | ブラザー工業株式会社 | 縫製システム |
| US5056028A (en) * | 1989-07-25 | 1991-10-08 | Honda Giken Kogyo Kabushiki Kaisha | Production management system with simultaneous multiple data transmission |
| US5347463A (en) * | 1990-07-03 | 1994-09-13 | Honda Giken Kogyo Kabushiki Kaisha | System and method for line production management |
| DE4025103A1 (de) * | 1990-08-08 | 1992-02-20 | Keiper Kg | Verfahren zur steuerung des durchlaufes von naehgut durch die naehstation einer naehmaschine |
| JP2581343B2 (ja) * | 1991-06-20 | 1997-02-12 | 三菱電機株式会社 | 自動縫いミシンの制御装置 |
| EP0568082A1 (en) * | 1992-04-30 | 1993-11-03 | Olympus Optical Co., Ltd. | Sewing treatment and management system using an electronic data processing apparatus |
| US5365867A (en) * | 1993-08-27 | 1994-11-22 | Jet Sew Technologies, Inc. | Style group recognition system for automated sewing patterns |
| JPH11104376A (ja) * | 1997-09-30 | 1999-04-20 | Brother Ind Ltd | ミシン管理システム及び記録媒体 |
| DE19921017C1 (de) * | 1999-05-06 | 2001-01-25 | Duerkopp Adler Ag | Verfahren zum Betrieb einer Nähanlage und Nähanlage zur Durchführung des Verfahrens |
| DE29923211U1 (de) * | 1999-05-06 | 2000-08-03 | Dürkopp Adler AG, 33719 Bielefeld | Nähanlage |
| JP2002233681A (ja) * | 2001-02-09 | 2002-08-20 | Brother Ind Ltd | 刺繍枠移送装置及びアタッチメント |
| DE10112474C1 (de) * | 2001-03-15 | 2002-07-11 | Duerkopp Adler Ag | Verfahren zum Annähen von Beilege-Teilen an ein Nähgutteil und Näh-Arbeitsplatz zur Durchführung des Verfahrens |
| JP2004024764A (ja) * | 2002-06-28 | 2004-01-29 | Brother Ind Ltd | 縫製装置、縫製装置の糸カセット、並びに、縫製装置のプログラム |
| JP4915108B2 (ja) * | 2006-03-02 | 2012-04-11 | ブラザー工業株式会社 | 刺繍縫製可能なミシン |
| US10563330B2 (en) | 2016-06-08 | 2020-02-18 | One Sciences, Inc. | Methods and systems for stitching along a predetermined path |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2094528A (en) * | 1934-05-23 | 1937-09-28 | Charles G Daughters | Automatic means for stitching pockets and the like |
| DE1120853B (de) * | 1961-05-06 | 1961-12-28 | Pfaff Ag G M | Werkstueck-, insbesondere Naehguttraeger fuer Automaten |
| DE2037736A1 (en) * | 1970-07-30 | 1972-02-03 | Burghardt, Kurt, 875 1 Großwallstadt | Automatic sewing unit - for two-needle sewing machines, for the sewing-on of pocket pipings |
| US3851315A (en) * | 1971-06-29 | 1974-11-26 | Midland Ind Computing | Textile machines |
| DE2145816A1 (de) * | 1971-09-14 | 1973-03-15 | Ivanhoe Research Corp | Verfahren und geraet fuer die automatische herstellung von bekleidungsstuecken |
| BE791469A (fr) * | 1971-11-16 | 1973-03-16 | Monarch Marking Systems Inc | Enregistrement code et procede et systeme d'interpretation de cet enregistrement |
| US3769924A (en) * | 1972-03-10 | 1973-11-06 | W Rogers | Profile sewing apparatus |
| US3810414A (en) * | 1972-07-26 | 1974-05-14 | Gerber Scientific Instr Co | Method for generating contoured part holders |
| US3830175A (en) * | 1972-10-24 | 1974-08-20 | H Levor | Sewing machines |
| US3872808A (en) * | 1973-07-05 | 1975-03-25 | Singer Co | Sewing machine stitch pattern selection from data stored in a multiple pattern static memory |
| US4015157A (en) * | 1974-09-20 | 1977-03-29 | General Electric Company | Iodine lamp with molybdenum parts |
| US3991592A (en) * | 1975-10-30 | 1976-11-16 | The Singer Company | Automated home knitting machine |
| JPS595316B2 (ja) * | 1975-12-24 | 1984-02-03 | 東芝機械株式会社 | ジドウホウセイキノプログラムソウチ |
| JPS6042735B2 (ja) * | 1976-01-21 | 1985-09-25 | ブラザー工業株式会社 | 数値制御ミシン |
| US4130073A (en) * | 1976-02-25 | 1978-12-19 | Toshiba Kikai Kabushiki Kaisha | Automatic sewing machine |
| US4092938A (en) * | 1976-07-27 | 1978-06-06 | The Singer Company | Sewing machine with programmable memory |
| JPS5929981Y2 (ja) * | 1976-08-17 | 1984-08-27 | シルバー精工株式会社 | 編機の走査装置 |
| US4056070A (en) * | 1976-10-15 | 1977-11-01 | The Singer Company | Automatic one-step buttonholing device |
| US4089279A (en) * | 1977-02-10 | 1978-05-16 | Firma Mayer & Cie., Gmbh. & Co. | Apparatus for the manufacture of reinforced panties |
| US4171671A (en) * | 1978-01-09 | 1979-10-23 | Usm Corporation | Automatic stitching apparatus |
| JPS5497144A (en) * | 1978-01-17 | 1979-08-01 | Seikosha Kk | Electronic sewing machine |
| US4154178A (en) * | 1978-02-21 | 1979-05-15 | The Singer Company | High density programming means for programmable sewing machine |
| US4166423A (en) * | 1978-02-28 | 1979-09-04 | The Singer Company | Adaptive sewing machine |
| JPS5931355B2 (ja) * | 1978-06-15 | 1984-08-01 | 蛇の目ミシン工業株式会社 | 縫い判別と指令機能を有するミシンの検知装置 |
| DE2852190A1 (de) * | 1978-12-02 | 1980-06-19 | Kannegiesser H Gmbh Co | Verfahren zur gesteuerten foerderung, behandlung, lagerung und expedition von waeschestuecken in einer waescherei und waeschereieinrichtung zur durchfuehrung des verfahrens |
| CH636389A5 (de) * | 1979-04-19 | 1983-05-31 | Dorina Naehmasch | Naehmaschine. |
| DE2918153A1 (de) * | 1979-05-05 | 1980-11-13 | Duerkoppwerke | Naehmaschinen-steuervorrichtung |
| CH650040A5 (de) * | 1979-06-06 | 1985-06-28 | Gegauf Fritz Ag | Einrichtung zur einfacheren einstellung und ausruestung einer naehmaschine. |
| JPS562005A (en) * | 1979-06-18 | 1981-01-10 | Brother Ind Ltd | Programming unit of sewing machine |
| US4216732A (en) * | 1979-07-23 | 1980-08-12 | The Singer Company | Optical switching design for one step buttonholing |
| DE2938064C2 (de) * | 1979-09-20 | 1983-12-08 | Kochs Adler Ag, 4800 Bielefeld | Nähautomat mit Steuerung durch einen Rechner zur Erzeugung einer Bahnkurve |
| SE419658B (sv) * | 1979-12-11 | 1981-08-17 | Husqvarna Ab | Elektronisk symaskin |
| US4305338A (en) * | 1980-01-14 | 1981-12-15 | Russell Corporation | Process and apparatus for affixing labels to garments and the like |
| US4336761A (en) * | 1980-05-22 | 1982-06-29 | Suave Shoe Corporation | Automatic sewing apparatus |
| JPS5761755A (en) * | 1980-10-01 | 1982-04-14 | Aisin Seiki | Embroidering machine |
| US4329933A (en) * | 1981-06-22 | 1982-05-18 | The Singer Company | Universal expansion module |
| US4342271A (en) * | 1981-08-13 | 1982-08-03 | The Singer Company | Stitch length range indicating arrangement in a multiple pattern sewing machine |
-
1981
- 1981-05-22 US US06/266,298 patent/US4479446A/en not_active Expired - Fee Related
-
1982
- 1982-05-12 IL IL65762A patent/IL65762A/xx unknown
- 1982-05-12 IL IL65761A patent/IL65761A0/xx unknown
- 1982-05-19 ZA ZA823476A patent/ZA823476B/xx unknown
- 1982-05-19 ZA ZA823477A patent/ZA823477B/xx unknown
- 1982-05-21 CA CA000403515A patent/CA1198505A/en not_active Expired
- 1982-05-21 FR FR8208920A patent/FR2506352B1/fr not_active Expired
- 1982-05-21 KR KR8202231A patent/KR880000713B1/ko active
- 1982-05-21 KR KR8202230A patent/KR880000712B1/ko not_active IP Right Cessation
- 1982-05-21 FR FR8208919A patent/FR2506351B1/fr not_active Expired
- 1982-05-24 AU AU86850/82A patent/AU8685082A/en not_active Abandoned
- 1982-05-24 IT IT21446/82A patent/IT1151220B/it active
- 1982-05-24 BR BR8207732A patent/BR8207732A/pt unknown
- 1982-05-24 WO PCT/US1982/000708 patent/WO1982004078A1/en active Application Filing
- 1982-05-24 IT IT21448/82A patent/IT1151222B/it active
- 1982-05-24 GB GB08301225A patent/GB2111544B/en not_active Expired
- 1982-05-24 JP JP57502154A patent/JPS58500747A/ja active Granted
- 1982-05-24 AU AU86849/82A patent/AU8684982A/en not_active Abandoned
- 1982-05-24 DE DE19823246027 patent/DE3246027T1/de not_active Ceased
- 1982-05-24 JP JP57502153A patent/JPS58500746A/ja active Granted
- 1982-05-24 BR BR8207729A patent/BR8207729A/pt not_active IP Right Cessation
- 1982-05-24 DE DE19823246028 patent/DE3246028T1/de active Pending
- 1982-05-24 GB GB08301226A patent/GB2112826B/en not_active Expired
- 1982-05-24 WO PCT/US1982/000707 patent/WO1982004077A1/en active Application Filing
- 1982-05-24 DE DE8234936U patent/DE8234936U1/de not_active Expired
-
1984
- 1984-06-18 GB GB08415527A patent/GB2159182B/en not_active Expired
-
1985
- 1985-08-05 FR FR8511971A patent/FR2566011B1/fr not_active Expired
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR880000712B1 (ko) | 자동 재봉기 시스템 | |
| KR860000810B1 (ko) | 초기 프로그램 로오드방법(初期 Program Load 方法) | |
| CA1124871A (en) | Checking programmed controller operation | |
| WO2002042752A1 (en) | Monitoring electronic component holders | |
| KR880001241B1 (ko) | 자동 재봉기의 펠릿트 취급 시스템 | |
| US4548142A (en) | Pattern assignment system | |
| KR910007421B1 (ko) | 자동 재봉기에 있어서의 작업물 자동 처리 장치 | |
| US4817381A (en) | Process and apparatus for registering dead spinning or twisting stations | |
| EP0551132A1 (en) | Sequence controller including error correction and method therefor | |
| JPH09318703A (ja) | Icハンドラ | |
| CA1198506A (en) | Sewing machine system having automatic identification and processing of mounted work | |
| JPS63175143A (ja) | メモリカ−ドによる織機の制御方式 | |
| JPS6124954B2 (ko) | ||
| JPS63314900A (ja) | 電子部品の実装装置 | |
| US4526263A (en) | Lock-ahead vend control employing a common vend energization monitor to effect vend selection recognition for vending | |
| JP3023277B2 (ja) | インストール方法およびインストール作業自動化システム | |
| JPH0388634A (ja) | カセット自動装填装置 | |
| JPH04132006A (ja) | 磁気ヘッド自動清掃方式 | |
| JPH0329696A (ja) | 磁気カード式全自動洗濯機 | |
| KR0138438B1 (ko) | 파레트 메거진(pallet magazine) 운영시스템, 장치 및 방법 | |
| JPH08335797A (ja) | 電子部品実装装置 | |
| JPH0661809B2 (ja) | 射出成形機 | |
| JPS588346A (ja) | デ−タ集計システムにおける端末機内デ−タの書き換え方法 | |
| JPH04176549A (ja) | 生産ラインの故障診断方法 | |
| JPH06227624A (ja) | ライン制御方法及び移載機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| N231 | Notification of change of applicant | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |