KR20150033662A - 윤곽화된 표면을 코팅하기 위한 장치 - Google Patents
윤곽화된 표면을 코팅하기 위한 장치 Download PDFInfo
- Publication number
- KR20150033662A KR20150033662A KR20157001495A KR20157001495A KR20150033662A KR 20150033662 A KR20150033662 A KR 20150033662A KR 20157001495 A KR20157001495 A KR 20157001495A KR 20157001495 A KR20157001495 A KR 20157001495A KR 20150033662 A KR20150033662 A KR 20150033662A
- Authority
- KR
- South Korea
- Prior art keywords
- geometric features
- applicator
- contoured surface
- handle
- film
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C17/00—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces
- B05C17/12—Other hand tools for producing patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C17/00—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
Abstract
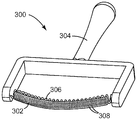
윤곽화된 표면 또는 3-차원 구조물을 코팅하기 위한 장치(300), 및 이를 제조하고 사용하는 방법이 제공된다. 장치는 윤곽화된 표면과 점 접촉하는 기하학적 형상부(308)를 갖는다. 기하학적 형상부는 실질적으로 강성이고 가요성 도포기(306)에 의해 제공된다. 이 방식으로, 가요성 도포기는 액체 재료의 균일하고 일정한 커버리지(coverage)를 제공하는 강성의 점 접촉과 함께 표면 윤곽에 대한 순응을 허용한다. 구체적으로는, 장치는 핸들(304) 및 핸들에 유연하게 부착된 도포기(302)를 포함하고, 도포기는 복수의 이격된 기하학적 형상부(308)를 포함한다. 장치는 균일한 코팅 및 형성된 균일한 필름을 형성하기 위하여 윤곽화된 표면 또는 3-차원 구조물 상으로 필름-형성 코팅 액체를 계량한다.
Description
본 개시는 윤곽화된 표면과 같은 표면을 코팅하기 위한 장치에 관한 것이다. 장치는 핸드-헬드식이고, 핸들에 유연하게 부착된 도포기를 가지며, 상기 도포기는 복수의 이격된 기하학적 형상부를 갖는다. 윤곽화된 표면과 접촉 시에, 기하학적 형상부는 윤곽화된 표면과 점 접촉한다.
부수적 손상 및/또는 환경적 오염으로부터 다양한 표면 또는 용품을 임시 보호하도록 설계되는 다수의 제품이 현재 존재한다. 클리어 코트에 대한 임의의 손상과 연계된 수리 공정이 광범위하고 비용이 많이 소요되기 때문에 차동차 표면의 보호는 특정 관심이다. 차량 표면을 보호하는 현재 통상적인 방법은 보호될 표면과 밀접 접촉하고 이에 직접 도포되는 감압 접착제 배킹 층으로 보조된다. 이들 타입의 필름(즉, 이송 테이프, 페인트 보호 필름)이 물리적 손상과 환경적 낙진(먼지, 곤충, 타르, 암석, 모래, 꽃가루, 레일 먼지 등)으로부터 표면을 보호하는데 효과적일 수 있을지라도, 이들 필름은 도포하기가 매우 어렵다. 이들 감압 접착제 배킹 필름은 2-차원이며, 전형적인 3-차원 차량 표면에 도포 시에 주름과 기포가 발생된다. 이들 주름과 기포는 클리어 코트 변형 문제의 근원일 수 있고, 종종 이의 근원이다. 또한, 단지 기재와 밀접 접촉하는 감압 접착제의 존재는 기재 변형을 유발할 수 있다.
시장에서의 추가 제품은 차량 표면을 도장하지 않고 이의 외관을 변형하기 위하여 도포될 수 있는 재료를 포함한다. 예를 들어, 매트 블랙 필름(matte black film)이 차량 또는 차량 일부의 광택과 색상을 변경하기 위해 존재한다. 이들 필름은 임의의 2차원 필름과 동일한 도포 곤란성을 갖도록 제조된다. 이들은 전형적으로 상당히 비용이 많이 소요되는 경향이 있고, 시각적으로 허용가능한 결과를 수득하기 위해 숙련가에 의해 도포되어야 한다.
액체-도포 필름-형성 코팅은 표면 상으로 예비 성형된 필름의 도포와 연관된 일부 문제점을 해결하기 위하여 사용될 수 있다. 액체는 무한히 순응성이며, 이에 따라 3-차원 차량 표면에 쉽사리 도포된다. 이는 임의의 2차원 감압 접착제 배킹 필름에 대한 상당한 도포 이점이다.
그러나, 액체 재료의 사용은 특히 전체 자동차를 가로질러 일정한 코팅 두께를 유지하면서 자동차의 3-차원 표면에 이 액체 재료를 도포하는데 있어서의 도전이다. 페인트 브러쉬, 페인트 롤러, 페인트 패드, 표준 자동식 페인트 펌프, 폼 롤러, 폼 브러쉬, 접착제 롤러, 퍼티 나이프, 스퀴지 등을 포함하지만 이에 제한되지 않는 통상적인 코팅 도포기는 균일한 코팅을 제공하지 못한다. 특히, 메이어 로드(meyer rod)는 3-차원 표면을 코팅하기 위하여 적합한 순응성이 부족하고 단일-평면 도포의 용도이다.
분사는 기재, 특히 자동차의 차체 패널에 액체 코팅을 도포하기 위한 전형적인 코팅 공정이다. 분사 도포 기술 및 설비의 일부는 에어리스 분사기(airless sprayer), 공기 보조 에어리스 분사기(air assisted airless sprayer), 통상적인 공기 분사 건, HVLP 공기 스프레이 건, 차량 심 밀봉기 건(automotive seam sealer gun), 차량 슐츠 건(automotive Schutz gun)(언더코팅용), 에어로졸 분사기, 압축식 실린더(노스스타(Northstar)) 분사기, 트리거 병(trigger bottle), 및 핸드 펌프 분사기를 포함한다. 적합한 분사 기술이 3-차원 기재에 대해 균일하고 일정한 코팅 두께를 형성할 수 있다. 코팅의 분사 도포에 따라, 그러나 대개 상당한 양으로 오버스프레이가 항시 발생된다. 그 결과, 주변 영역은 당해 패널을 분사 코팅할 때 오버스프레이 액적의 증착을 방지하기 위해 마스킹되어야 한다. 자동차에서, 특히 전체 차량은 전형적으로 모든 인접한 표면을 보호하기 위하여 마스킹이 덮어진다. 이 마스킹 공정은 상당히 비용이 많이 소요되고 시간-소모적이다.
따라서, 이는 마스킹 시간 및 재료에 대한 필요성을 배제하는 방식으로 그리고 3-차원 기재, 예컨대 윤곽화된 표면에 액체 코팅을 균일하게 도포할 수 있도록 하는데 있어서 상당한 가치가 있다.
윤곽화된 표면 또는 3-차원 구조물을 코팅하기 위한 장치 및 이 장치를 제조하고 이용하는 방법이 제공된다. 장치는 윤곽화된 표면과 점 접촉하는 기하학적 형상부를 갖는다. 기하학적 형상부는 실질적으로 강성이고 가요성 도포기에 의해 제공된다. 이 방식으로, 가요성 도포기는 액체 재료의 균일하고 일정한 커버리지(coverage)를 제공하는 강성의 점 접촉과 함께 표면 윤곽에 대한 순응을 허용한다.
제1 양태에서, 윤곽화된 표면을 코팅하기 위한 장치는 핸들 및 핸들에 유연하게 부착된 도포기를 포함하고, 상기 도포기는 복수의 이격된 기하학적 형상부를 포함하고 윤곽화된 표면과 접촉 시에 기하학적 형상부는 윤곽화된 표면과 점 접촉한다.
일 실시 형태에서, 도포기는 복수의 기하학적 형상부를 포함하는 가요성 미세복제 재료를 포함한다. 기하학적 형상부는 강성이다. 가요성 미세복제 재료의 기하학적 형상부는 핀, 포스트, 원뿔, 원통, 피라미드, 버섯 머리, 큐브 코너, 및 J-후크로 구성된 군으로부터 선택될 수 있다. 구조물 및 기하학적 형상부 구성의 재료는 특정 응용의 요구를 허용하도록 선택될 수 있다. 하나 이상의 상세한 실시 형태에서, 기하학적 형상부는 50 미크론 내지 2000 미크론(~2 밀 내지 80 밀) 범위의 높이, 및/또는 100 미크론 내지 2000 미크론(~4 밀 내지 80 밀) 범위의 기저 직경 또는 폭, 및/또는 제곱 인치 당 50 개 내지 2000 개(제곱 센티미터 당 ~7 개 내지 310 개) 기하학적 형상부의 범위의 밀도를 갖는다.
또 다른 실시 형태에서, 도포기는 스프링을 포함하고, 기하학적 형상부는 스프링의 코일을 포함한다. 스프링은 내-스크래치 표면을 제공하기 위하여 코팅될 수 있다. 스프링 적용에 따라 형성된 장치는 오목한 표면의 코팅을 돕는 편향기를 추가로 포함할 수 있다. 예시적인 편향기는 외향력을 제공하기 위하여 도포기 스프링에 수직인 또 다른 스프링을 포함한다. 또 다른 편향기는 스프링의 코일 내에 튜빙(tubing)과 같은 지지 구조물일 수 있다. 이러한 장치는 또한 스프링의 코일-대-코일 거리를 변화시키는데 효과적인 인장기를 추가로 포함할 수 있다.
본 명세서에 제공된 실시 형태에서, 기하학적 형상부는 윤곽화된 표면 상으로 필름-형성 코팅 액체의 실질적으로 균일한 층을 계량하는데 효과적이다.
기하학적 형상부는 또한 윤곽화된 표면의 손상을 방지하는데 효과적이다. 차량 패널의 코팅의 경우, 장치는 클리어 코트에 스크래치를 발생시키지 않는다.
상세한 양태에서, 핸들, 및 비-강성 배킹 상의 미세복제 가요성 재료를 포함하는 윤곽화된 표면을 코팅하기 위한 장치가 제공되며 미세복제 가요성 재료는 비-강성 배킹에 의해 핸들에 유연하게 부착되고 복수의 이격된 기하학적 형상부를 가지며, 윤곽화된 표면과 접촉 시에 기하학적 형상부는 윤곽화된 표면과 점 접촉한다. 일 실시 형태에서, 비-강성 배킹은 폼 패드를 포함한다. 또 다른 실시 형태에서, 비-강성 배킹은 스프링을 포함한다.
또 다른 양태는 윤곽화된 표면을 코팅하기 위한 방법을 제공하며, 상기 방법은 핸들 및 핸들에 유연하게 부착된 도포기를 포함하는 장치를 제공하는 단계 - 상기 도포기는 복수의 이격된 기하학적 형상부를 포함함 -; 및 윤곽화된 표면에 필름-형성 코팅 액체를 도포하기 위하여 장치를 이용하는 단계 - 기하학적 형상부는 윤곽화된 표면과 점 접촉함 - 를 포함한다. 기하학적 형상부는 윤곽화된 표면 상으로 필름-형성 코팅 액체의 균일한 층을 계량하는데 효과적이다.
추가 양태는 3-차원 구조물 상에 균일한 필름을 형성하기 위한 방법을 제공하며, 상기 방법은 필름-형성 코팅 액체로 장치를 적재하는 단계 - 상기 장치는 핸들 및 핸들에 유연하게 부착된 도포기를 포함하고 상기 도포기는 복수의 이격된 기하학적 형상부를 포함함 -; 장치로 3-차원 기재 상으로 필름-형성 코팅 액체를 계량하는 단계 - 기하학적 형상부는 균일한 액체 코팅을 형성하기 위하여 윤곽화된 표면과 점 접촉함 -; 및 균일한 필름을 형성하기 위하여 균일한 액체 코팅을 건조하는 단계를 포함한다.
본 발명의 이들 및 다른 양태들이 하기의 상세한 설명에 기재된다. 어떠한 경우에도, 상기 개요는 청구된 요지에 대한 제한으로 해석되어서는 안 된다.
본 개시는 본 개시의 다양한 실시 형태들에 대한 하기의 상세한 설명을 첨부된 도면과 관련하여 고려하면 더 완전히 이해될 수 있다.
도 1은 실시 형태에 따른 장치의 도면이고;
도 2는 일 실시 형태에 따른 도포기 상에 있는 핀 기하학적 형상부의 현미경 사진이고;
도 3은 일 실시 형태에 따른 도포기 상에 있는 원뿔 기하학적 형상부의 도면이고;
도 4는 또 다른 실시 형태에 따른 장치의 도면이고;
도 5는 윤곽화된 표면을 코팅하기 위하여 도 4의 실시 형태의 사용을 도시하는 도면이고;
도 6은 장치의 또 다른 실시 형태의 도면이고;
도 7은 장치의 또 다른 실시 형태의 도면이고; 및
도 8은 장치의 또 다른 실시 형태의 도면이다.
본 발명의 여러 예시적인 실시 형태를 설명하기 전에, 본 발명은 하기의 설명에 기술된 구성 또는 공정 단계의 상세 내용으로 제한되지 않는다는 것을 이해하여야 한다. 본 발명은 다른 실시 형태일 수 있으며, 다양한 방식으로 실시 또는 수행될 수 있다.
본 명세서에서 제공된 장치는 3-차원 구조물, 예컨대 차량 패널 또는 팬 블레이드와 같은 산업용 설비의 윤곽화된 표면에 균일하고 효과적으로 액체 코팅을 도포한다. 이 방식으로, 예비 성형된 필름의 사용 또는 분사를 수반하는 비효율성과 곤란함이 방지될 수 있다.
뒤이은 용어는 이 출원의 목적으로 하기된 각각의 의미를 가질 것이다.
"기하학적 형상부"는 윤곽화된 표면과 점 접촉하는데 효과적인 동일한 형상을 갖는 일련의 구조물을 지칭한다. 기하학적 형상부의 예시는 스프링의 코일, 직립 스템 또는 돌출부 또는 필름 층의 리지, 예컨대 핀, 포스트, 원뿔, 원통, 피라미드, 버섯 머리, 큐브 코너, 및 J-후크를 포함하지만 이에 제한되지 않는다. 이들 기하학적 형상부의 팁은 필요에 따라 구성될 수 있고, 예를 들어, 오목한 팁이 특정 환경 하에서 유리할 수 있는 반면 볼록한 팁이 다른 환경 하에서 유리할 수 있다. 기하학적 형상부는 강성이며, 즉 일반적으로 윤곽화된 표면과 접촉 시에 이의 형상을 유지한다. 이는 강모 또는 필라멘트 또는 냅핑(napping)(이의 형상들이 변형될 수 있음)을 사용하는 페인트 브러쉬 또는 페인트 패드와 같은 장치와 대조적이다.
"유연하게 부착된"은 도포기가 핸들에 의해 조정되면서 적어도 두 가지 및 가능하게는 심지어 모든 3가지의 병진 움직임(상하, 좌우, 전후)으로 이동할 수 있는 것을 의미한다. 예를 들어, 핸들의 2개의 포스트에 각각의 단부에서 부착된 스프링은 유연하게 부착된다. 또한, 핸들에 부착되는 가요성 미세복제 재료도 또한 유연하게 부착된다. 필요에 따라, 가요성 미세복제 재료는 비-강성 배킹 상에 있을 수 있다. 핸들의 2개의 포스트에 각각의 단부에서 부착된 스프링은 비-강성 배킹을 제공할 수 있다. 또한, 핸들의 평면 상에서 폼 패드(foam pad)는 비-강성 배킹을 제공할 수 있다. 비-강성 배킹의 다른 예시는 실리콘 겔 패드, 부직포 중합체성 패드, 페인트 브러쉬 강모 등을 포함하지만 이에 제한되지 않는다.
"점 접촉"은 도포기의 기하학적 형상부의 개개의 표면이 실질적으로 개개의 점에서 윤곽화된 표면과 접촉하는 것을 의미한다. 이는 표면과 도포기 사이에 연속적인 접촉 선이 있을 수 있는 "선 접촉"과 대조적이다.
"미세복제 재료"는 소정 패턴으로 배열되는 상승된 특징부를 포함한 주 표면을 갖는 재료를 지칭한다. 상승된 특징부는 외향으로 돌출된 탄성중합체성 요소일 수 있다. 적합한 재료는 폴리프로필렌 및 고밀도 폴리에틸렌을 포함하지만 이에 제한되지 않는다. 미세복제 재료의 상승된 특징부는 본 명세서에서 언급된 기하학적 형상부를 포함할 수 있다. 미세복제 재료를 제조하는 방식의 예시적인 개시는 미국 특허 제7,703,179호 및 미국 특허 출원 공보 제2011/0129644호이며, 이 문헌 둘 모두는 본 명세서에서의 출원인, 3M 이노베이티브 프로퍼티스 컴퍼니(3M Innovative Properties Co)에 의해 공동 소유되며 본 명세서에서 참조로 인용된다.
"편향기"는 도포기를 기재와 접촉한 상태로 유지하기 위하여 양의 힘을 제공하고 도포기에 지지부를 제공하는 구조물이다. 편향기는 기하학적 형상부를 오목한 표면과 실질적으로 점 접촉한 상태로 유지시킴으로써 오목한 표면의 코팅을 돕는데 특히 유용하다. 편향기는 스프링 또는 조절식 로드 또는 도포기를 핸들로부터 외향으로 편향시키거나 또는 가압하는 다른 장치일 수 있다.
"인장기"는 스프링 도포기의 코일들 사이의 거리를 변화시키는 하나 이상의 미끄럼가능 암과 같은 이동식 구조물이다.
"균일한" 액체 코팅 및/또는 층 및/또는 필름은 두께와 중량이 시각적으로 일정한 것이다. 부 표면 주름, 파형, 또는 변형이 여전히 액체 코팅 및/또는 필름을 균일하게 만든다.
"계량"에 대한 언급은 윤곽화된 표면에 공급되는 필름-형성 코팅 액체가 측정되거나 또는 조절된 양인 것을 의미한다. 형성된 코팅 두께는 도포기의 구성에 직접 연관된다. 즉, 미세복제 재료로 제조된 도포기의 경우, 기하학적 형상부의 크기 및 이들의 간격이 건조된 필름의 원하는 두께를 달성하기 위하여 원하는 양의 액체를 전달하도록 맞춤구성될 수 있다. 스프링인 도포기의 경우, 코일의 간격과 함께 스프링을 형성하는 와이어의 직경은 전달될 액체의 양을 결정한다. 스프링 내의 지지 구조물은 또한 전달 양에 영향을 미칠 것이다.
장치
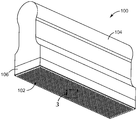
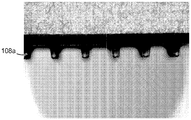
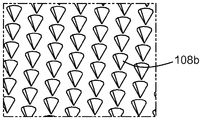
도면을 참조하면, 도 1은 도포기(102)가 핸들(104)에 유연하게 부착되는 실시 형태에 따른 장치(100)의 도면이다. 도포기(102)는 핸들에 직접 부착될 수 있거나(도시되지 않음) 또는 비-강성 배킹(106)에 의해 부착될 수 있다. 이 실시 형태의 도포기(102)는 폴리프로필렌 또는 고밀도 폴리에틸렌과 같은 원하는 중합체로부터 형성된 미세복제 재료이다. 도 2는 일 실시 형태에 따른 미세복제 재료 상에 있는 핀 기하학적 형상부(pin geometry, 108a)의 현미경 사진이다. 도 3은 또 다른 실시 형태에 따른 원뿔 기하학적 형상부(108b)의 도면이다. 기하학적 형상부는 50 미크론 내지 2000 미크론(~2 밀 내지 80 밀), 또는 100 미크론 내지 1800 미크론(~4 밀 내지 71 밀), 또는 심지어 250 미크론 내지 1300 미크론(~8 밀 내지 30 밀)의 범위의 높이를 가질 수 있다. 기하학적 형상부는 100 미크론 내지 2000 미크론(~4 밀 내지 80 밀), 또는 150 미크론 내지 1800 미크론(~6 밀 내지 71 밀), 또는 심지어 50 미크론 내지 800 미크론(~2 밀 내지 30 밀)의 범위의 기저 직경 또는 폭을 가질 수 있다. 기하학적 형상부는 제곱 인치 당 50 개 내지 2000 개(제곱 센티미터 당 ~7 개 내지 310 개)의 기하학적 형상부의 범위의 비율로 가요성 미세복제 재료 상에 있을 수 있다.
비-강성 배킹에 대한 도포기의 부착은 필요에 따라 수행될 수 있다. 즉, 도포기는 비-강성 배킹에 통합될 수 있거나, 예를 들어, 감압 접착제(PSA)에 의해 영구 부착되거나, 또는 심지어 제거가능하게 부착될 수 있다. 하나 이상의 실시 형태에서, 도포기는 일회용일 수 있는 반면 핸들, 및 비-강성 배킹은 필요에 따라 재사용될 수 있다.
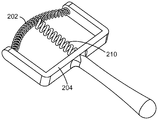
도 4 및 도 6에서, 핸들(204)에 유연하게 부착되는 스프링의 형태인 도포기(202)를 제공하는 또 다른 장치(200)가 도시된다. 스프링의 기하학적 형상부(208)는 원하는 간격, 직경, 및 와이어 직경의 코일이다. 편향기(210)는 오목한 표면의 코팅을 돕기 위하여 스프링을 외측으로 가압한다. 도 5에서, 윤곽화된 표면(214) 상으로 코팅(216)을 도포하기 위한 장치(200)의 사용이 도시된다. 도 7에서, 스프링 도포기(202)는 코일-대-코일 거리를 변화시키기 위하여 새로운 위치(218')로 이동할 수 있는 인장기(218) 및 핸들(204)에 유연하게 부착된다. 스프링 구성은 특정 응용의 요구를 허용하도록 선택될 수 있다. 예시적인 및 비-제한적인 구성이 다음에 따라 제공된다. 스프링은 0.25 mm 내지 5 mm의 범위의 직경을 갖는 와이어로부터 형성될 수 있다. 스프링은 5 mm 내지 50 mm의 범위의 코일 직경을 가질 수 있다. 코일의 간격은 0.25 mm 내지 10 mm의 범위 내에 있을 수 있다. 스프링은 내-스크래치 표면을 제공하기 위하여 코팅될 수 있다.
도 8은 도포기(302)가 스프링인 비-강성 배킹(306) 상에 위치된 미세복제 재료인 또 다른 장치(300)를 도시한다. 미세복제 재료는 스프링에 의해 핸들(304)에 유연하게 부착된다.
필름-형성 코팅 액체 및 필름
유용한 필름-형성 코팅 액체는 원하는 바에 따라 중합체성 분산액과 첨가제를 함유하는 것들이다. 예를 들어, 유용한 중합체성 재료는 스티렌, 부타디엔, 아크릴, 비닐 아세테이트, 에틸렌 비닐 아세테이트, 폴리우레탄, 또는 이의 조합을 포함할 수 있다. 선호되는 중합체는 상표명 "RU 13-825"로 스탈(Stahl) USA에 의해 제공된 지방족 폴리에테르 우레탄이다. 수성 중합체성 분산액은 소포제 및/또는 증점제를 포함하는 제제 시스템의 일부일 수 있다. 특정 실시 형태에서, 중합체는 비-가교 결합되고 시스템은 가교 결합제가 없다. 제제 시스템은 원하는 바에 따라 형성된 필름의 안정성, 내구성, 및/또는 일체성을 돕기 위한 슬립 보조제(slip aid), 분산제, UV 흡수제, 장애 아민 광 안정제, 및/또는 산화방지제를 추가로 포함할 수 있다.
필름 자체는 필요에 따라 기능, 두께, 및 조성이 변화할 수 있다. 예를 들어, 필름은 차량의 운송 중에 사용하기 위하여 차량 상에 보호 코팅을 제공할 수 있다. 필름은 또한 필름을 통하여 볼 때 시각적 왜곡을 방지하기 위하여 투명하게 유지하면서 기재, 예를 들어 창에 음영(tint)을 제공할 수 있다. 하나의 이러한 적합한 필름은 본 명세서에서 참조로 인용되는, 사건 번호 제69626US002호의 출원인의 지정 하에서 동시 출원된 출원에 개시된 필름-형성 액체 음영 재료에 의해 형성된다.
달리 지시되지 않는 한, 명세서 및 청구항에서 사용된 성분들의 양, 분자량과 같은 특성, 반응 조건 등을 나타내는 모든 숫자는 모든 경우에 용어 "약"에 의해 변형되는 것으로 이해된다." 따라서, 상반되게 지시되지 않는 한, 하기 명세서 및 첨부된 청구항에서 설명된 숫자 파라미터는 본 개시에 의해 수득되도록 추구되는 원하는 특성에 따라 변화할 수 있는 근사치이다. 최소한, 그리고 특허청구범위의 범주에 대한 균등론의 적용을 제한하려고 시도함이 없이, 각각의 수치 파라미터는 적어도 보고된 유효 숫자의 숫자의 관점에서 그리고 보통의 반올림 기법을 적용함으로써 해석되어야 한다.
본 개시의 넓은 범주를 나타내는 수치적 범위 및 파라미터가 근사치임에도 불구하고, 특정 실시예에서 나타내어지는 수치는 가능한 한 정확하게 보고된다. 그러나, 임의의 수치는 본래, 그의 각각의 시험 측정에서 발견되는 표준 편차로 인해 필연적으로 생기는 특정 오차를 갖는다.
실시예
달리 주지되지 않는 한, 실시예 및 명세서의 나머지 부분에서 모든 부분, 백분율, 비율, 등은 중량에 의한 것이며, 실시예에서 사용된 모든 시약은 수득되었거나, 또는 예를 들어 미국 미주리주 세인트 루이스 소재의 시그마-알드리치 컴퍼니(Sigma-Aldrich Company)와 같은 통상적인 화학물질 공급자로부터 입수가능하거나, 또는 통상적인 방법에 의해 합성될 수 있다.
하기 약어들을 사용하여 실시예를 기재한다:
℃: 섭씨 온도
cps: 센티푸아즈
℉: 화씨 온도
g/㎠: 제곱 센티미터 당 그램
g/m2: 제곱 미터 당 그램
인치2: 제곱 인치
lb/인치2: 제곱 인치 당 파운드
mil: 10-3 인치
ml: 밀리리터
m/분: 분당 미터
μm: 마이크로미터
nm: 나노미터
N: 뉴턴
oz: 온스
Pa.s: 파스칼 세컨드
페인트 보호 액체(PPL)
다음의 성분들을 PPL-1 및 PPL-2를 제조하기 위하여 사용하였다:
316G30SP: 미국 뉴욕주 체스터 소재의 쳄코(Chemcor)로부터 상표명 "316G30SP"로 입수되는 폴리에틸렌 왁스.
D-655: 미국 뉴저지주 파시퍼니 소재의 에보닉 데구사 코포레이션으로부터 상표명 "테고 디스퍼스(TEGO DISPERS) D655"로 입수되는 분산제.
DF-1760: 미국 뉴저지주 헤이츠타운 소재의 엘레멘티스 스페셜티즈, 인코포레이티드(Elementis Specialties, Inc)로부터 상표명 "다프로(DAPRO) DF-1760"으로 입수되는 소포제.
DF-3163: 엘레멘티스 스페셜티즈, 인코포레이티드로부터 상표명 "다프로 DF-3163"으로 입수되는 소포제.
RM-8W: 미국 미시건주 미들랜드 소재의 다우 케미컬 컴퍼니(Dow Chemical Company)로부터 상표명 "아크리졸(ACRYSOL) RM-8W"로 입수되는 비-이온성 리올로지 개질제.
WHD-9507: 미국 뉴저지주 파시퍼니 소재의 선 케미컬 코포레이션(Sun Chemical Corporation)으로부터 상표명 "선스피어스 화이트(SUNSPERSE WHITE) 6 WHD-9507"로 입수되는 백색 안료.
RU-13-825: 미국 메사추세츠주 피바디 소재의 스탈 유에스에이, 인코포레이티드(Stahl USA, Inc)로부터 상표명 "퍼무텍스(PERMUTEX) RU-13-825"로 입수되는 수성 폴리우레탄 분산액.
PPL-1: 21℃에서 혼합 케틀에 첨가된 89.5 중량부의 RU-13-825. 연속적으로 교반하면서, 다음의 성분들을 5 분의 간격으로 첨가하였다: 0.52 부의 DF-3163; 3.25 부의 WHD-9507; 0.60 부의 DF-1760; 2.91 부의 316G30SP; 2.73 부의 D-655 및 0.52 부의 RM-8W, 그 후에 분산액을 10분 동안 고속으로 혼합하였다. 형성된 페인트 보호 액체 MS-44는 9,960 cps(9.96 Pa.s)의 동적 점도를 가졌다.
PPL-2: 페인트 보호 액체를 PPL-1을 제조하기 위하여 일반적인 절차에 따라 제조하였고, D-655를 0.68 부로 감소시키고, RM-8W를 0.59 부로 증가시키며, 나머지를 1.91 부의 물로 구성하였다. 동적 점성은 9,300 cps(9.3 Pa.s)이었다.
스템 웨브 도포기
다양한 스템 높이, 밀도 및 기하학적 형상부를 갖는 열가소성 스템 웨브의 시트를 다음에 따라 제조하였다. 미국 미시건주 미들랜드 소재의 다우 케미컬 컴퍼니로부터 상표명 "3868PP"으로 입수되는 폴리프로필렌 수지를 210℃ 내지 218℃에서 미국 코네티컷주 햄든 소재의 메리트 데이비스 코포레이션(Merritt Davis Corp)으로부터 입수된 데이비스 표준 압출기 DS-25, 2.5 인치 압출기, 일련 번호 P7061, 스크류 번호 XA281368LTR8332를 사용하여 표 1에 나열된 조건에 따라 21℃에서 연강 패턴화된 롤 내로 압출하였다. 8 밀(203 μm)의 목표 기저 두께를 갖는 응고된 스템 웨브를 6 인치 × 1.5 인치(15.2 cm × 3.8 cm)로 절단된 시트로 변환하였다. "둥근 원뿔"에 관한 언급은 볼록한 팁을 갖는 테이퍼진 몸체를 의미한다.
[표 1]

다음의 개방 셀 폼 백업 패드를 갖는 경질 폼 수동 샌딩 블록(hard foam hand sanding block)을 미국 메사추세츠주 소머빌 소재의 로저스 폼 코포레이션(Rogers Foam Corporation)으로부터 입수하였다:
G-15A: 25% 압축 시 1.80 lbs/인치2(126.6 g/㎠)의 압입력 편향값(Indentation Force Deflection; IFD)를 갖는 ¼ 인치(6.35 mm) 두께.
G-15B: 25% 압축 시 1.80 lbs/인치2(126.6 g/㎠)의 IFD를 갖는 ½인치(12.7 mm) 두께.
G-60: 25% 압축 시 1.20 lbs/인치2(84.4 g/㎠)의 IFD를 갖는 ½인치(12.7 mm) 두께.
1544: 25% 압축 시 0.88 lbs/인치2(61.9 g/㎠)의 IFD를 갖는 ¾인치(19.05 mm) 두께.
1235: 25% 압축 시 0.70 lbs/인치2(49.2 g/㎠)의 IFD를 갖는 ¾인치(19.05 mm) 두께.
스템 웨브 샘플을 3M 컴퍼니(Company)로부터 상표명 "플라스틱 리페어 실러(PLASTIC REPAIR SEALER)"로 입수된 2-부 접착제를 사용하여 폼 백업 패드의 면에 접합하였다.
페인트 보호 액체를 미국 미시건주 힐스데일 소재의 ACT 레이보레토리즈, 인코포레이티드(Laboratories, Inc)로부터 입수된 12 인치 × 12 인치(25.4 cm × 25.4 cm) 도장되고 클리어 코팅된 스틸 테스트 패널, 타입 "APR 50405" 상에 도포하기 위하여 다양한 도포기 구성을 이용하였다. 습식 필름 두께 게이지를 사용하여 형성된 코팅 두께와 1-5의 눈금으로 주관적으로 분류된 코팅 품질(더 큰 숫자가 더 높은 코팅 품질을 나타냄)이 표 2에 기록된다.
[표 2]

스프링 도포기
다음의 스프링을 MW 인더스트리즈, 인코포레이티드(Industries, Inc)의 분소인 미국 캘리포니아주 90015, 로스앤젤레스, 222 이스트. 16번째 스트리트 피.오. 박스 15287 소재의 센추리 스프링 코포레이션(Century Spring Corporation)으로부터 입수하였다. 스프링을 표 3에 나열된 코일 치수에 따라 다양한 도포기를 구성하기 위해 사용하였다:
SA-01: 센추리 스프링 코포레이션으로부터 입수된 신장 스프링;
SA-02: 센추리 스프링 코포레이션으로부터 입수된 압축 스프링;
SA-03: 센추리 스프링 코포레이션으로부터 입수된 신장 스프링; 및
SA-04: 센추리 스프링 코포레이션으로부터 입수된 신장 스프링.
[표 3]

상기 스프링 도포기를 사용하여, 페인트 보호 액체 MS-44(PPL-1)를 차량의 다양한 윤곽화된 표면에 도포하였다. 코팅 변수, 및 대응 습식 두께와 코팅 품질이 표 4에 나열된다.
[표 4]

본 명세서 전체에 걸쳐 "일 실시 형태", "소정 실시 형태", "하나 이상의 실시 형태" 또는 "실시 형태"에 대한 언급은 그 실시 형태와 관련하여 기재된 특정 특징, 구조, 재료, 또는 특성이 본 발명의 하나 이상의 실시 형태에 포함된다는 것을 의미한다. 따라서, 본 명세서 전체에 걸쳐 다양한 곳에서의 "하나 이상의 실시 형태에서", "소정 실시 형태에서", "일 실시 형태에서" 또는 "실시 형태에서"와 같은 어구의 표현은 반드시 본 발명의 동일한 실시 형태를 언급하는 것은 아니다. 또한, 특정 특징, 구조, 재료, 또는 특성은 하나 이상의 실시 형태에서 임의의 적합한 방식으로 조합될 수 있다.
본원 발명이 특정 실시 형태와 련하여 기술되었더라도, 이들 실시 형태는 단지 본 발명의 원리 및 적용을 예시할 뿐임을 이해한다. 당업자는, 본 발명의 취지 및 범주를 벗어나지 않으면서, 본 발명의 방법 및 장치에 다양한 개질 및 변화를 줄 수 있음을 알게 될 것이다. 따라서, 본 발명은 첨부된 청구항 및 그의 등가물의 범주 내에 있는 개질 및 변화를 포함하고자 한다.
도 1은 실시 형태에 따른 장치의 도면이고;
도 2는 일 실시 형태에 따른 도포기 상에 있는 핀 기하학적 형상부의 현미경 사진이고;
도 3은 일 실시 형태에 따른 도포기 상에 있는 원뿔 기하학적 형상부의 도면이고;
도 4는 또 다른 실시 형태에 따른 장치의 도면이고;
도 5는 윤곽화된 표면을 코팅하기 위하여 도 4의 실시 형태의 사용을 도시하는 도면이고;
도 6은 장치의 또 다른 실시 형태의 도면이고;
도 7은 장치의 또 다른 실시 형태의 도면이고; 및
도 8은 장치의 또 다른 실시 형태의 도면이다.
본 명세서에서 제공된 장치는 3-차원 구조물, 예컨대 차량 패널 또는 팬 블레이드와 같은 산업용 설비의 윤곽화된 표면에 균일하고 효과적으로 액체 코팅을 도포한다. 이 방식으로, 예비 성형된 필름의 사용 또는 분사를 수반하는 비효율성과 곤란함이 방지될 수 있다.
뒤이은 용어는 이 출원의 목적으로 하기된 각각의 의미를 가질 것이다.
"기하학적 형상부"는 윤곽화된 표면과 점 접촉하는데 효과적인 동일한 형상을 갖는 일련의 구조물을 지칭한다. 기하학적 형상부의 예시는 스프링의 코일, 직립 스템 또는 돌출부 또는 필름 층의 리지, 예컨대 핀, 포스트, 원뿔, 원통, 피라미드, 버섯 머리, 큐브 코너, 및 J-후크를 포함하지만 이에 제한되지 않는다. 이들 기하학적 형상부의 팁은 필요에 따라 구성될 수 있고, 예를 들어, 오목한 팁이 특정 환경 하에서 유리할 수 있는 반면 볼록한 팁이 다른 환경 하에서 유리할 수 있다. 기하학적 형상부는 강성이며, 즉 일반적으로 윤곽화된 표면과 접촉 시에 이의 형상을 유지한다. 이는 강모 또는 필라멘트 또는 냅핑(napping)(이의 형상들이 변형될 수 있음)을 사용하는 페인트 브러쉬 또는 페인트 패드와 같은 장치와 대조적이다.
"유연하게 부착된"은 도포기가 핸들에 의해 조정되면서 적어도 두 가지 및 가능하게는 심지어 모든 3가지의 병진 움직임(상하, 좌우, 전후)으로 이동할 수 있는 것을 의미한다. 예를 들어, 핸들의 2개의 포스트에 각각의 단부에서 부착된 스프링은 유연하게 부착된다. 또한, 핸들에 부착되는 가요성 미세복제 재료도 또한 유연하게 부착된다. 필요에 따라, 가요성 미세복제 재료는 비-강성 배킹 상에 있을 수 있다. 핸들의 2개의 포스트에 각각의 단부에서 부착된 스프링은 비-강성 배킹을 제공할 수 있다. 또한, 핸들의 평면 상에서 폼 패드(foam pad)는 비-강성 배킹을 제공할 수 있다. 비-강성 배킹의 다른 예시는 실리콘 겔 패드, 부직포 중합체성 패드, 페인트 브러쉬 강모 등을 포함하지만 이에 제한되지 않는다.
"점 접촉"은 도포기의 기하학적 형상부의 개개의 표면이 실질적으로 개개의 점에서 윤곽화된 표면과 접촉하는 것을 의미한다. 이는 표면과 도포기 사이에 연속적인 접촉 선이 있을 수 있는 "선 접촉"과 대조적이다.
"미세복제 재료"는 소정 패턴으로 배열되는 상승된 특징부를 포함한 주 표면을 갖는 재료를 지칭한다. 상승된 특징부는 외향으로 돌출된 탄성중합체성 요소일 수 있다. 적합한 재료는 폴리프로필렌 및 고밀도 폴리에틸렌을 포함하지만 이에 제한되지 않는다. 미세복제 재료의 상승된 특징부는 본 명세서에서 언급된 기하학적 형상부를 포함할 수 있다. 미세복제 재료를 제조하는 방식의 예시적인 개시는 미국 특허 제7,703,179호 및 미국 특허 출원 공보 제2011/0129644호이며, 이 문헌 둘 모두는 본 명세서에서의 출원인, 3M 이노베이티브 프로퍼티스 컴퍼니(3M Innovative Properties Co)에 의해 공동 소유되며 본 명세서에서 참조로 인용된다.
"편향기"는 도포기를 기재와 접촉한 상태로 유지하기 위하여 양의 힘을 제공하고 도포기에 지지부를 제공하는 구조물이다. 편향기는 기하학적 형상부를 오목한 표면과 실질적으로 점 접촉한 상태로 유지시킴으로써 오목한 표면의 코팅을 돕는데 특히 유용하다. 편향기는 스프링 또는 조절식 로드 또는 도포기를 핸들로부터 외향으로 편향시키거나 또는 가압하는 다른 장치일 수 있다.
"인장기"는 스프링 도포기의 코일들 사이의 거리를 변화시키는 하나 이상의 미끄럼가능 암과 같은 이동식 구조물이다.
"균일한" 액체 코팅 및/또는 층 및/또는 필름은 두께와 중량이 시각적으로 일정한 것이다. 부 표면 주름, 파형, 또는 변형이 여전히 액체 코팅 및/또는 필름을 균일하게 만든다.
"계량"에 대한 언급은 윤곽화된 표면에 공급되는 필름-형성 코팅 액체가 측정되거나 또는 조절된 양인 것을 의미한다. 형성된 코팅 두께는 도포기의 구성에 직접 연관된다. 즉, 미세복제 재료로 제조된 도포기의 경우, 기하학적 형상부의 크기 및 이들의 간격이 건조된 필름의 원하는 두께를 달성하기 위하여 원하는 양의 액체를 전달하도록 맞춤구성될 수 있다. 스프링인 도포기의 경우, 코일의 간격과 함께 스프링을 형성하는 와이어의 직경은 전달될 액체의 양을 결정한다. 스프링 내의 지지 구조물은 또한 전달 양에 영향을 미칠 것이다.
장치
도면을 참조하면, 도 1은 도포기(102)가 핸들(104)에 유연하게 부착되는 실시 형태에 따른 장치(100)의 도면이다. 도포기(102)는 핸들에 직접 부착될 수 있거나(도시되지 않음) 또는 비-강성 배킹(106)에 의해 부착될 수 있다. 이 실시 형태의 도포기(102)는 폴리프로필렌 또는 고밀도 폴리에틸렌과 같은 원하는 중합체로부터 형성된 미세복제 재료이다. 도 2는 일 실시 형태에 따른 미세복제 재료 상에 있는 핀 기하학적 형상부(pin geometry, 108a)의 현미경 사진이다. 도 3은 또 다른 실시 형태에 따른 원뿔 기하학적 형상부(108b)의 도면이다. 기하학적 형상부는 50 미크론 내지 2000 미크론(~2 밀 내지 80 밀), 또는 100 미크론 내지 1800 미크론(~4 밀 내지 71 밀), 또는 심지어 250 미크론 내지 1300 미크론(~8 밀 내지 30 밀)의 범위의 높이를 가질 수 있다. 기하학적 형상부는 100 미크론 내지 2000 미크론(~4 밀 내지 80 밀), 또는 150 미크론 내지 1800 미크론(~6 밀 내지 71 밀), 또는 심지어 50 미크론 내지 800 미크론(~2 밀 내지 30 밀)의 범위의 기저 직경 또는 폭을 가질 수 있다. 기하학적 형상부는 제곱 인치 당 50 개 내지 2000 개(제곱 센티미터 당 ~7 개 내지 310 개)의 기하학적 형상부의 범위의 비율로 가요성 미세복제 재료 상에 있을 수 있다.
비-강성 배킹에 대한 도포기의 부착은 필요에 따라 수행될 수 있다. 즉, 도포기는 비-강성 배킹에 통합될 수 있거나, 예를 들어, 감압 접착제(PSA)에 의해 영구 부착되거나, 또는 심지어 제거가능하게 부착될 수 있다. 하나 이상의 실시 형태에서, 도포기는 일회용일 수 있는 반면 핸들, 및 비-강성 배킹은 필요에 따라 재사용될 수 있다.
도 4 및 도 6에서, 핸들(204)에 유연하게 부착되는 스프링의 형태인 도포기(202)를 제공하는 또 다른 장치(200)가 도시된다. 스프링의 기하학적 형상부(208)는 원하는 간격, 직경, 및 와이어 직경의 코일이다. 편향기(210)는 오목한 표면의 코팅을 돕기 위하여 스프링을 외측으로 가압한다. 도 5에서, 윤곽화된 표면(214) 상으로 코팅(216)을 도포하기 위한 장치(200)의 사용이 도시된다. 도 7에서, 스프링 도포기(202)는 코일-대-코일 거리를 변화시키기 위하여 새로운 위치(218')로 이동할 수 있는 인장기(218) 및 핸들(204)에 유연하게 부착된다. 스프링 구성은 특정 응용의 요구를 허용하도록 선택될 수 있다. 예시적인 및 비-제한적인 구성이 다음에 따라 제공된다. 스프링은 0.25 mm 내지 5 mm의 범위의 직경을 갖는 와이어로부터 형성될 수 있다. 스프링은 5 mm 내지 50 mm의 범위의 코일 직경을 가질 수 있다. 코일의 간격은 0.25 mm 내지 10 mm의 범위 내에 있을 수 있다. 스프링은 내-스크래치 표면을 제공하기 위하여 코팅될 수 있다.
도 8은 도포기(302)가 스프링인 비-강성 배킹(306) 상에 위치된 미세복제 재료인 또 다른 장치(300)를 도시한다. 미세복제 재료는 스프링에 의해 핸들(304)에 유연하게 부착된다.
필름-형성 코팅 액체 및 필름
유용한 필름-형성 코팅 액체는 원하는 바에 따라 중합체성 분산액과 첨가제를 함유하는 것들이다. 예를 들어, 유용한 중합체성 재료는 스티렌, 부타디엔, 아크릴, 비닐 아세테이트, 에틸렌 비닐 아세테이트, 폴리우레탄, 또는 이의 조합을 포함할 수 있다. 선호되는 중합체는 상표명 "RU 13-825"로 스탈(Stahl) USA에 의해 제공된 지방족 폴리에테르 우레탄이다. 수성 중합체성 분산액은 소포제 및/또는 증점제를 포함하는 제제 시스템의 일부일 수 있다. 특정 실시 형태에서, 중합체는 비-가교 결합되고 시스템은 가교 결합제가 없다. 제제 시스템은 원하는 바에 따라 형성된 필름의 안정성, 내구성, 및/또는 일체성을 돕기 위한 슬립 보조제(slip aid), 분산제, UV 흡수제, 장애 아민 광 안정제, 및/또는 산화방지제를 추가로 포함할 수 있다.
필름 자체는 필요에 따라 기능, 두께, 및 조성이 변화할 수 있다. 예를 들어, 필름은 차량의 운송 중에 사용하기 위하여 차량 상에 보호 코팅을 제공할 수 있다. 필름은 또한 필름을 통하여 볼 때 시각적 왜곡을 방지하기 위하여 투명하게 유지하면서 기재, 예를 들어 창에 음영(tint)을 제공할 수 있다. 하나의 이러한 적합한 필름은 본 명세서에서 참조로 인용되는, 사건 번호 제69626US002호의 출원인의 지정 하에서 동시 출원된 출원에 개시된 필름-형성 액체 음영 재료에 의해 형성된다.
달리 지시되지 않는 한, 명세서 및 청구항에서 사용된 성분들의 양, 분자량과 같은 특성, 반응 조건 등을 나타내는 모든 숫자는 모든 경우에 용어 "약"에 의해 변형되는 것으로 이해된다." 따라서, 상반되게 지시되지 않는 한, 하기 명세서 및 첨부된 청구항에서 설명된 숫자 파라미터는 본 개시에 의해 수득되도록 추구되는 원하는 특성에 따라 변화할 수 있는 근사치이다. 최소한, 그리고 특허청구범위의 범주에 대한 균등론의 적용을 제한하려고 시도함이 없이, 각각의 수치 파라미터는 적어도 보고된 유효 숫자의 숫자의 관점에서 그리고 보통의 반올림 기법을 적용함으로써 해석되어야 한다.
본 개시의 넓은 범주를 나타내는 수치적 범위 및 파라미터가 근사치임에도 불구하고, 특정 실시예에서 나타내어지는 수치는 가능한 한 정확하게 보고된다. 그러나, 임의의 수치는 본래, 그의 각각의 시험 측정에서 발견되는 표준 편차로 인해 필연적으로 생기는 특정 오차를 갖는다.
실시예
달리 주지되지 않는 한, 실시예 및 명세서의 나머지 부분에서 모든 부분, 백분율, 비율, 등은 중량에 의한 것이며, 실시예에서 사용된 모든 시약은 수득되었거나, 또는 예를 들어 미국 미주리주 세인트 루이스 소재의 시그마-알드리치 컴퍼니(Sigma-Aldrich Company)와 같은 통상적인 화학물질 공급자로부터 입수가능하거나, 또는 통상적인 방법에 의해 합성될 수 있다.
하기 약어들을 사용하여 실시예를 기재한다:
℃: 섭씨 온도
cps: 센티푸아즈
℉: 화씨 온도
g/㎠: 제곱 센티미터 당 그램
g/m2: 제곱 미터 당 그램
인치2: 제곱 인치
lb/인치2: 제곱 인치 당 파운드
mil: 10-3 인치
ml: 밀리리터
m/분: 분당 미터
μm: 마이크로미터
nm: 나노미터
N: 뉴턴
oz: 온스
Pa.s: 파스칼 세컨드
페인트 보호 액체(PPL)
다음의 성분들을 PPL-1 및 PPL-2를 제조하기 위하여 사용하였다:
316G30SP: 미국 뉴욕주 체스터 소재의 쳄코(Chemcor)로부터 상표명 "316G30SP"로 입수되는 폴리에틸렌 왁스.
D-655: 미국 뉴저지주 파시퍼니 소재의 에보닉 데구사 코포레이션으로부터 상표명 "테고 디스퍼스(TEGO DISPERS) D655"로 입수되는 분산제.
DF-1760: 미국 뉴저지주 헤이츠타운 소재의 엘레멘티스 스페셜티즈, 인코포레이티드(Elementis Specialties, Inc)로부터 상표명 "다프로(DAPRO) DF-1760"으로 입수되는 소포제.
DF-3163: 엘레멘티스 스페셜티즈, 인코포레이티드로부터 상표명 "다프로 DF-3163"으로 입수되는 소포제.
RM-8W: 미국 미시건주 미들랜드 소재의 다우 케미컬 컴퍼니(Dow Chemical Company)로부터 상표명 "아크리졸(ACRYSOL) RM-8W"로 입수되는 비-이온성 리올로지 개질제.
WHD-9507: 미국 뉴저지주 파시퍼니 소재의 선 케미컬 코포레이션(Sun Chemical Corporation)으로부터 상표명 "선스피어스 화이트(SUNSPERSE WHITE) 6 WHD-9507"로 입수되는 백색 안료.
RU-13-825: 미국 메사추세츠주 피바디 소재의 스탈 유에스에이, 인코포레이티드(Stahl USA, Inc)로부터 상표명 "퍼무텍스(PERMUTEX) RU-13-825"로 입수되는 수성 폴리우레탄 분산액.
PPL-1: 21℃에서 혼합 케틀에 첨가된 89.5 중량부의 RU-13-825. 연속적으로 교반하면서, 다음의 성분들을 5 분의 간격으로 첨가하였다: 0.52 부의 DF-3163; 3.25 부의 WHD-9507; 0.60 부의 DF-1760; 2.91 부의 316G30SP; 2.73 부의 D-655 및 0.52 부의 RM-8W, 그 후에 분산액을 10분 동안 고속으로 혼합하였다. 형성된 페인트 보호 액체 MS-44는 9,960 cps(9.96 Pa.s)의 동적 점도를 가졌다.
PPL-2: 페인트 보호 액체를 PPL-1을 제조하기 위하여 일반적인 절차에 따라 제조하였고, D-655를 0.68 부로 감소시키고, RM-8W를 0.59 부로 증가시키며, 나머지를 1.91 부의 물로 구성하였다. 동적 점성은 9,300 cps(9.3 Pa.s)이었다.
스템 웨브 도포기
다양한 스템 높이, 밀도 및 기하학적 형상부를 갖는 열가소성 스템 웨브의 시트를 다음에 따라 제조하였다. 미국 미시건주 미들랜드 소재의 다우 케미컬 컴퍼니로부터 상표명 "3868PP"으로 입수되는 폴리프로필렌 수지를 210℃ 내지 218℃에서 미국 코네티컷주 햄든 소재의 메리트 데이비스 코포레이션(Merritt Davis Corp)으로부터 입수된 데이비스 표준 압출기 DS-25, 2.5 인치 압출기, 일련 번호 P7061, 스크류 번호 XA281368LTR8332를 사용하여 표 1에 나열된 조건에 따라 21℃에서 연강 패턴화된 롤 내로 압출하였다. 8 밀(203 μm)의 목표 기저 두께를 갖는 응고된 스템 웨브를 6 인치 × 1.5 인치(15.2 cm × 3.8 cm)로 절단된 시트로 변환하였다. "둥근 원뿔"에 관한 언급은 볼록한 팁을 갖는 테이퍼진 몸체를 의미한다.
[표 1]
다음의 개방 셀 폼 백업 패드를 갖는 경질 폼 수동 샌딩 블록(hard foam hand sanding block)을 미국 메사추세츠주 소머빌 소재의 로저스 폼 코포레이션(Rogers Foam Corporation)으로부터 입수하였다:
G-15A: 25% 압축 시 1.80 lbs/인치2(126.6 g/㎠)의 압입력 편향값(Indentation Force Deflection; IFD)를 갖는 ¼ 인치(6.35 mm) 두께.
G-15B: 25% 압축 시 1.80 lbs/인치2(126.6 g/㎠)의 IFD를 갖는 ½인치(12.7 mm) 두께.
G-60: 25% 압축 시 1.20 lbs/인치2(84.4 g/㎠)의 IFD를 갖는 ½인치(12.7 mm) 두께.
1544: 25% 압축 시 0.88 lbs/인치2(61.9 g/㎠)의 IFD를 갖는 ¾인치(19.05 mm) 두께.
1235: 25% 압축 시 0.70 lbs/인치2(49.2 g/㎠)의 IFD를 갖는 ¾인치(19.05 mm) 두께.
스템 웨브 샘플을 3M 컴퍼니(Company)로부터 상표명 "플라스틱 리페어 실러(PLASTIC REPAIR SEALER)"로 입수된 2-부 접착제를 사용하여 폼 백업 패드의 면에 접합하였다.
페인트 보호 액체를 미국 미시건주 힐스데일 소재의 ACT 레이보레토리즈, 인코포레이티드(Laboratories, Inc)로부터 입수된 12 인치 × 12 인치(25.4 cm × 25.4 cm) 도장되고 클리어 코팅된 스틸 테스트 패널, 타입 "APR 50405" 상에 도포하기 위하여 다양한 도포기 구성을 이용하였다. 습식 필름 두께 게이지를 사용하여 형성된 코팅 두께와 1-5의 눈금으로 주관적으로 분류된 코팅 품질(더 큰 숫자가 더 높은 코팅 품질을 나타냄)이 표 2에 기록된다.
[표 2]
스프링 도포기
다음의 스프링을 MW 인더스트리즈, 인코포레이티드(Industries, Inc)의 분소인 미국 캘리포니아주 90015, 로스앤젤레스, 222 이스트. 16번째 스트리트 피.오. 박스 15287 소재의 센추리 스프링 코포레이션(Century Spring Corporation)으로부터 입수하였다. 스프링을 표 3에 나열된 코일 치수에 따라 다양한 도포기를 구성하기 위해 사용하였다:
SA-01: 센추리 스프링 코포레이션으로부터 입수된 신장 스프링;
SA-02: 센추리 스프링 코포레이션으로부터 입수된 압축 스프링;
SA-03: 센추리 스프링 코포레이션으로부터 입수된 신장 스프링; 및
SA-04: 센추리 스프링 코포레이션으로부터 입수된 신장 스프링.
[표 3]
상기 스프링 도포기를 사용하여, 페인트 보호 액체 MS-44(PPL-1)를 차량의 다양한 윤곽화된 표면에 도포하였다. 코팅 변수, 및 대응 습식 두께와 코팅 품질이 표 4에 나열된다.
[표 4]
본 명세서 전체에 걸쳐 "일 실시 형태", "소정 실시 형태", "하나 이상의 실시 형태" 또는 "실시 형태"에 대한 언급은 그 실시 형태와 관련하여 기재된 특정 특징, 구조, 재료, 또는 특성이 본 발명의 하나 이상의 실시 형태에 포함된다는 것을 의미한다. 따라서, 본 명세서 전체에 걸쳐 다양한 곳에서의 "하나 이상의 실시 형태에서", "소정 실시 형태에서", "일 실시 형태에서" 또는 "실시 형태에서"와 같은 어구의 표현은 반드시 본 발명의 동일한 실시 형태를 언급하는 것은 아니다. 또한, 특정 특징, 구조, 재료, 또는 특성은 하나 이상의 실시 형태에서 임의의 적합한 방식으로 조합될 수 있다.
본원 발명이 특정 실시 형태와 련하여 기술되었더라도, 이들 실시 형태는 단지 본 발명의 원리 및 적용을 예시할 뿐임을 이해한다. 당업자는, 본 발명의 취지 및 범주를 벗어나지 않으면서, 본 발명의 방법 및 장치에 다양한 개질 및 변화를 줄 수 있음을 알게 될 것이다. 따라서, 본 발명은 첨부된 청구항 및 그의 등가물의 범주 내에 있는 개질 및 변화를 포함하고자 한다.
Claims (20)
- 핸들; 및
핸들에 유연하게 부착된 도포기 - 상기 도포기는 복수의 이격된 기하학적 형상부를 포함하고 윤곽화된 표면과 접촉 시에 기하학적 형상부는 윤곽화된 표면과 점 접촉함 - 를 포함하는 윤곽화된 표면을 코팅하기 위한 장치. - 제1항에 있어서, 도포기는 복수의 기하학적 형상부를 포함하는 가요성 미세복제 재료를 포함하는 장치.
- 제2항에 있어서, 기하학적 형상부는 핀, 포스트, 원뿔, 원통, 피라미드, 버섯 머리, 큐브 코너, 및 J-후크로 구성되는 군으로부터 선택되는 장치.
- 제2항에 있어서, 기하학적 형상부는 50 미크론 내지 2000 미크론 범위의 높이를 갖는 장치.
- 제2항에 있어서, 기하학적 형상부는 100 미크론 내지 2000 미크론 범위의 기저 직경 또는 폭을 갖는 장치.
- 제2항에 있어서, 기하학적 형상부는 제곱 인치 당 50 개 내지 2000 개의 기하학적 형상부의 범위의 비율로 가요성 미세복제 재료 상에 있는 장치.
- 제2항에 있어서, 기하학적 형상부는 강성인 장치.
- 제1항에 있어서, 도포기는 스프링을 포함하고, 기하학적 형상부는 스프링의 코일을 포함하는 장치.
- 제7항에 있어서, 편향기를 추가로 포함하는 장치.
- 제7항에 있어서, 스프링의 코일-대-코일 거리를 변화시키는데 효과적인 인장기를 추가로 포함하는 장치.
- 제1항에 있어서, 윤곽화된 표면과 접촉 시에 기하학적 형상부는 윤곽화된 표면 상으로 필름-형성 코팅 액체의 실질적으로 균일한 층을 계량하는데 효과적인 장치.
- 제1항에 있어서, 기하학적 형상부는 윤곽화된 표면의 손상을 방지하는데 효과적인 장치.
- 핸들; 및
비-강성 배킹 상의 미세복제 가요성 재료 - 상기 미세복제 가요성 재료는 비-강성 배킹에 의해 핸들에 유연하게 부착되고 복수의 이격된 기하학적 형상부를 가지며 윤곽화된 표면과 접촉 시에 기하학적 형상부는 윤곽화된 표면과 점 접촉함 - 를 포함하는 윤곽화된 표면을 코팅하기 위한 장치. - 제12항에 있어서, 비-강성 배킹은 폼 패드를 포함하는 장치.
- 제12항에 있어서, 비-강성 배킹은 스프링을 포함하는 장치.
- 제12항에 있어서, 기하학적 형상부는 핀, 포스트, 원뿔, 원통, 피라미드, 버섯 머리, 큐브 코너, 및 J-후크로 구성되는 군으로부터 선택되는 장치.
- 핸들 및 핸들에 유연하게 부착된 도포기를 포함하는 장치를 제공하는 단계 - 상기 도포기는 복수의 이격된 기하학적 형상부를 포함함 -; 및 윤곽화된 표면에 필름-형성 코팅 액체를 도포하기 위하여 장치를 이용하는 단계 - 기하학적 형상부는 윤곽화된 표면과 점 접촉함 - 를 포함하는 윤곽화된 표면을 코팅하기 위한 방법.
- 제16항에 있어서, 기하학적 형상부는 윤곽화된 표면 상으로 필름-형성 코팅 액체의 균일한 층을 계량하는데 효과적인 방법.
- 필름-형성 코팅 액체로 장치를 적재하는 단계 - 상기 장치는 핸들 및 핸들에 유연하게 부착된 도포기를 포함하고 상기 도포기는 복수의 이격된 기하학적 형상부를 포함함 -; 장치로 3-차원 기재 상으로 필름-형성 코팅 액체를 계량하는 단계 - 기하학적 형상부는 균일한 액체 코팅을 형성하기 위하여 윤곽화된 표면과 점 접촉함 -; 및 균일한 필름을 형성하기 위하여 균일한 액체 코팅을 건조하는 단계를 포함하는 3-차원 구조물 상에 균일한 필름을 형성하기 위한 방법.
- 제18항에 있어서, 도포기는 비-강성 배킹 상에 미세복제 가요성 재료를 포함하고, 미세복제 가요성 재료는 비-강성 배킹에 의해 핸들에 유연하게 부착되는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261663959P | 2012-06-25 | 2012-06-25 | |
| US61/663,959 | 2012-06-25 | ||
| PCT/US2013/044421 WO2014004016A1 (en) | 2012-06-25 | 2013-06-06 | Devices for coating contoured surfaces |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150033662A true KR20150033662A (ko) | 2015-04-01 |
Family
ID=48700700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR20157001495A KR20150033662A (ko) | 2012-06-25 | 2013-06-06 | 윤곽화된 표면을 코팅하기 위한 장치 |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US20150202650A1 (ko) |
| EP (1) | EP2864057B1 (ko) |
| JP (1) | JP6360049B2 (ko) |
| KR (1) | KR20150033662A (ko) |
| CN (1) | CN104736256B (ko) |
| AU (1) | AU2013281097B2 (ko) |
| BR (1) | BR112014032532A2 (ko) |
| CA (1) | CA2878213A1 (ko) |
| MX (1) | MX2015000100A (ko) |
| RU (1) | RU2592790C9 (ko) |
| WO (1) | WO2014004016A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024080477A1 (ko) * | 2022-10-13 | 2024-04-18 | 주식회사 드블류피에스 | 곡면 도장이 용이한 도장 장치 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104148257A (zh) * | 2014-08-07 | 2014-11-19 | 国家电网公司 | 一种刷号工具 |
| JP7406433B2 (ja) | 2020-03-31 | 2023-12-27 | ベック株式会社 | 被膜形成方法 |
Family Cites Families (202)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US212844A (en) * | 1879-03-04 | Improvement in hair-brushes | ||
| US214593A (en) * | 1879-04-22 | Improvement in mane-combs | ||
| US1657752A (en) * | 1927-01-21 | 1928-01-31 | Hertzberg Harry | Fur brush |
| US2333801A (en) * | 1941-01-18 | 1943-11-09 | Walter H Lowston | Type cleaning implement |
| US2265972A (en) * | 1941-02-11 | 1941-12-09 | John E Mcclelland | Comb |
| GB798333A (en) * | 1955-12-07 | 1958-07-16 | J W Roberts Ltd | Improvements relating to the production of sound-insulating coatings on walls and soforth |
| GB848193A (en) * | 1959-05-11 | 1960-09-14 | Joseph George Grant | Improvements in and relating to roller devices for applying paint to a surface |
| US3032803A (en) * | 1960-10-12 | 1962-05-08 | Walshauser Joseph John | Applicator device |
| NL286342A (ko) | 1961-12-05 | |||
| US3204278A (en) * | 1963-08-13 | 1965-09-07 | Nickolas M Lambros | Paint applicator or the like |
| US3565063A (en) * | 1968-03-27 | 1971-02-23 | Hans Wessel | Massaging brush |
| US3706589A (en) | 1969-06-19 | 1972-12-19 | Tadanori Fukuda | Method for temporarily protecting the surfaces of an article |
| US3676888A (en) | 1969-10-24 | 1972-07-18 | Vermont American Corp | Adjustable squeegee for applying synthetic fillers |
| DE7012216U (de) | 1970-04-03 | 1970-07-16 | Glanzstoff Ag | Vorrichtung zur erzeugung von mustern unterschiedlicher gestalt und farbnuanciersynthetischen schaftmaterialien. |
| US3739419A (en) * | 1970-12-07 | 1973-06-19 | Stance Ind Inc | Non-snagging hairbrush |
| US3823024A (en) | 1972-05-10 | 1974-07-09 | Grace W R & Co | Process for forming a strippable coating |
| FR2184380B1 (ko) | 1972-05-15 | 1980-03-21 | Peugeot & Renault | |
| US3798702A (en) * | 1972-06-23 | 1974-03-26 | Wood E | Mechanical action paint remover |
| US3826581A (en) | 1972-08-10 | 1974-07-30 | B Henderson | Fountain liquid applicator |
| US3803662A (en) | 1972-12-07 | 1974-04-16 | Kinkead Industries | Carpet adhesive spreader |
| US3959191A (en) | 1973-01-11 | 1976-05-25 | W. R. Grace & Co. | Novel hydrophobic polyurethane foams |
| SU482092A1 (ru) | 1973-06-29 | 1979-02-25 | Предприятие П/Я Р-6875 | Способ получени полиуретанов |
| US3916472A (en) | 1974-01-29 | 1975-11-04 | Carder Ind Inc | Trowel for applying adhesives |
| US3946700A (en) | 1974-03-19 | 1976-03-30 | Industrial Woodworking Machine Co. Inc. | Glue applicator |
| US3955260A (en) * | 1975-07-16 | 1976-05-11 | Sherden Herbert O | Applicator for ceiling texture material |
| US4201801A (en) * | 1976-05-12 | 1980-05-06 | Nippon Paint Co., Ltd. | Method of forming a decorative relief pattern |
| US4106154A (en) | 1976-05-13 | 1978-08-15 | Indian Head Inc. | Adhesive applicator device |
| US4097951A (en) | 1977-03-28 | 1978-07-04 | Hurtt Jesse J | Spreader having integrally molded deformable handle and bendable blade |
| US4196235A (en) | 1977-09-12 | 1980-04-01 | Lindqvist Bengt Erik | Methods and apparatus for spreading semi-liquid compositions on a base surface |
| JPS5815717Y2 (ja) | 1978-02-14 | 1983-03-30 | 株式会社クボタ | ガス抜き弁 |
| GB2037946A (en) * | 1978-12-22 | 1980-07-16 | Hawkins R D | Liquid transfer or applicator device |
| US4250586A (en) * | 1979-03-07 | 1981-02-17 | Timian Martin R | Vibratory paint applicator and system |
| JPS598778Y2 (ja) * | 1979-09-04 | 1984-03-19 | アトム化学塗料株式会社 | 塗装用具 |
| GB2072538A (en) | 1980-03-27 | 1981-10-07 | Rhoades A E | Emulsion applicator |
| US4399170A (en) * | 1981-02-09 | 1983-08-16 | Padco, Inc. | Method for smoothing wallboard tape joints |
| US4398839A (en) * | 1981-04-17 | 1983-08-16 | Kluck Robert S | Depth displacement squeegee with loading device |
| FR2508051B1 (fr) | 1981-06-23 | 1986-12-05 | Roquette Freres | Composition et procede pour former sur un objet un revetement temporaire de protection et objet ainsi protege |
| JPS58120954A (ja) * | 1982-01-08 | 1983-07-19 | 株式会社ノダ | 家屋化粧壁面の施工方法および該方法に用いるパタ−ンロ−ル |
| US4444939A (en) | 1982-03-11 | 1984-04-24 | Ciba-Geigy Ag | Photochromic paint |
| US4602401A (en) | 1984-11-21 | 1986-07-29 | Holroyd Wilbur R | Squeegee construction |
| CA1299793C (en) | 1986-01-30 | 1992-04-28 | Keiichi Kamada | Strippable coating film and coating method using same |
| US4830922A (en) | 1986-02-28 | 1989-05-16 | Sparrowhawk Bryan L | Removable controlled thickness conformal coating |
| US4748049A (en) | 1986-03-27 | 1988-05-31 | Chemfil Corporation | Clear paint booth coating composition and method |
| GB2191717A (en) | 1986-06-19 | 1987-12-23 | Gramos Chemicals International | Preparing a coated product having at least one strippable coating |
| JPS63175669A (ja) | 1987-01-12 | 1988-07-20 | Nuclear Fuel Ind Ltd | 撥水性被膜を有する剥離容易な塗料 |
| USD301885S (en) | 1987-02-16 | 1989-06-27 | Canon Kabushiki Kaisha | Hand held electronic dialer |
| DE3715928C1 (en) | 1987-05-13 | 1988-07-28 | Messerschmitt Boelkow Blohm | Process for producing a temporary and easily detachable protective layer on metal sheets which are to be machined, and application of the process |
| US4963045A (en) | 1987-05-15 | 1990-10-16 | The Willcox Family Trust | Dispenser-applicator for spreading substances |
| GB8712210D0 (en) | 1987-05-22 | 1987-06-24 | Pilkington Brothers Plc | Photochromic articles |
| DE3717882A1 (de) | 1987-05-27 | 1988-12-08 | Basf Ag | Verfahren zum strukturfreien auftrag von dispersionen auf flexiblen traegermaterialien |
| US4774109A (en) | 1987-07-21 | 1988-09-27 | Nordson Corporation | Method and apparatus for applying narrow, closely spaced beads of viscous liquid to a substrate |
| ATE86546T1 (de) | 1987-10-10 | 1993-03-15 | Johannes Zimmer | Rakelgeraet. |
| GB8804124D0 (en) | 1988-02-23 | 1988-03-23 | Mcgavigan John & Co Ltd | Spreadable material applicator device |
| IT1215993B (it) | 1988-03-04 | 1990-02-22 | Beta Ricerche & Sviluppi | Processo per effettuare la rimozione dalla superficie di un corpo, quale un supporto o un telaio, di uno strato di verniciatura, e prodotti e composizioni per eseguire tale processo. |
| US4926519A (en) | 1989-04-10 | 1990-05-22 | Red Devil, Inc. | Trowel |
| US5127974A (en) | 1989-05-15 | 1992-07-07 | Kansai Paint Co., Ltd. | Method of protecting coating film |
| DE69024113T2 (de) * | 1989-07-05 | 1996-07-11 | Yugen Kaisha Ohta Kogyo Kohfu | Farbroller und Verfahren, das diesen Roller verwendet |
| JPH0338056U (ko) | 1989-08-24 | 1991-04-12 | ||
| JPH0371120U (ko) | 1989-11-13 | 1991-07-18 | ||
| US5028350A (en) | 1989-11-17 | 1991-07-02 | Marsek Patrick W | Liquid spray mask |
| JPH03195790A (ja) * | 1989-12-25 | 1991-08-27 | Morikawa Sangyo Kk | 物体の接着方法及び接着装置 |
| US5078527A (en) | 1990-05-11 | 1992-01-07 | Orcon Corporation | Method and applicator for edge application of liquid adhesives |
| FR2663611B1 (fr) | 1990-06-26 | 1992-10-09 | Rg Plastiques | Dispositif pour conditionner et appliquer un produit contenu dans un tube souple et etanche. |
| US5186978B1 (en) | 1990-11-16 | 1999-11-02 | Cal West Equip Co | Protective coating and method of using such coating |
| JPH04313366A (ja) | 1991-01-28 | 1992-11-05 | Kansai Paint Co Ltd | ストリッパブル塗膜形成方法 |
| JPH04310271A (ja) | 1991-01-28 | 1992-11-02 | Kansai Paint Co Ltd | ストリッパブル塗膜形成方法 |
| JPH04122675U (ja) * | 1991-04-24 | 1992-11-04 | 三菱製紙株式会社 | 手塗り用器具 |
| JPH0576571U (ja) * | 1991-08-10 | 1993-10-19 | アイカ工業株式会社 | 塗工ロ−ラ− |
| JP2815500B2 (ja) | 1991-09-06 | 1998-10-27 | 関西ペイント株式会社 | 一時保護複合被膜の形成方法 |
| US5330787A (en) | 1991-12-02 | 1994-07-19 | First Brands Corporation | Polish composition forming hydrophilic layer and spray-away polishing process |
| GB2264456B (en) | 1992-02-26 | 1995-12-13 | Kansai Paint Co Ltd | Process for the application of protective self-adhesive film |
| JP3122776B2 (ja) * | 1992-02-28 | 2001-01-09 | ぺんてる株式会社 | 塗布具の塗布先 |
| DE9210248U1 (de) * | 1992-08-04 | 1993-09-02 | Chemietex Chemische Rohstoffe | Mittel zum Auftragen von Farbe o.dgl. |
| JPH06200612A (ja) | 1992-12-25 | 1994-07-19 | Sumitomo Rubber Ind Ltd | 模様床の製造方法およびそれに用いる均しローラ |
| US5379479A (en) | 1992-12-31 | 1995-01-10 | Nelson; Jim L. | Adhesive spreader |
| US5681387A (en) | 1993-04-30 | 1997-10-28 | Jabil Circuit Company | Segmented squeegee blade |
| NL9301820A (nl) | 1993-10-20 | 1995-05-16 | Stork Screens Bv | Rakelsamenstel. |
| SE513661C2 (sv) | 1994-03-23 | 2000-10-16 | Polysaccharide Ind Ab | Förfarande för att skydda ytor mot kontaminationer |
| JPH07289964A (ja) | 1994-04-28 | 1995-11-07 | Dainippon Screen Mfg Co Ltd | 感光液塗布用巻線式スクィージローラ及びその製造方法 |
| US5524316A (en) | 1994-07-13 | 1996-06-11 | D & I Insulation & Drywall, Inc. | Hand tool for decoratively applying plaster |
| US6696101B2 (en) | 1994-08-08 | 2004-02-24 | Light And Sound Design Ltd. | Medium for a color changer |
| US5588476A (en) | 1994-08-19 | 1996-12-31 | Trethewey; Brig E. A. | Removable window shade |
| JP3751649B2 (ja) | 1994-12-01 | 2006-03-01 | 関西ペイント株式会社 | 自動車外板塗膜の一時保護方法 |
| US5599393A (en) * | 1995-04-25 | 1997-02-04 | Macmillan Bloedel Limited | Metering rod coaters |
| DE19515754C1 (de) | 1995-04-28 | 1996-11-21 | Voith Sulzer Papiermasch Gmbh | Auftragswerk |
| CA2194964C (en) | 1995-05-19 | 2001-02-20 | Seiji Kashiwada | Releasable aqueous coating composition and a method of temporarily protecting a finished coating film on an automobile body |
| JPH08319453A (ja) | 1995-05-29 | 1996-12-03 | Kenji Suzuki | 一浴式可剥離性塗料及び塗装方法 |
| US6127471A (en) | 1995-06-07 | 2000-10-03 | Carchalk, Inc. | Coating system composition |
| US5693141A (en) * | 1995-07-21 | 1997-12-02 | Tramont; Thomas J. | Special effect paint roller |
| US5771525A (en) | 1995-08-14 | 1998-06-30 | Fulcher; Paula C. | Drywall and stucco application device |
| EP0769331A1 (en) | 1995-10-06 | 1997-04-23 | Ford Motor Company | Method for identifying and protecting an activated plastic surface |
| US6124044A (en) | 1995-10-27 | 2000-09-26 | Cal-West Equipment Company, Inc. | Polymeric peel-off coating compositions and methods of use thereof |
| US5723185A (en) | 1995-12-14 | 1998-03-03 | Beier; Michael | Method and apparatus for applying adhesive |
| US5660632A (en) | 1995-12-15 | 1997-08-26 | Jnj Industries, Inc. | Apparatus for spreading material onto a substrate |
| DE19652728A1 (de) | 1995-12-23 | 1997-06-26 | Volkswagen Ag | Verfahren zum Aufbringen eines Oberflächenschutzes auf ein Kraftfahrzeug |
| US5606763A (en) | 1996-01-19 | 1997-03-04 | Midwest Rake Co. | Applicator for liquid floor levelers |
| US6641664B1 (en) * | 1996-02-29 | 2003-11-04 | Michael A. Giallourakis | Paint pad |
| SE504734C2 (sv) * | 1996-02-29 | 1997-04-14 | Anza Ab | Rollergavel |
| FR2747326A1 (fr) | 1996-04-15 | 1997-10-17 | Bigotte Claude | Procede d'eradication des graffitis par traitement prealable des surfaces exposees |
| JP3031547U (ja) | 1996-05-09 | 1996-11-29 | 株式会社東京セロレーベル | オーバーヘッドプロジェクタ用支持シート |
| DE19621037A1 (de) | 1996-05-24 | 1997-11-27 | Basf Ag | Verfahren zum temporären Schutz von Oberflächen durch Polymerschichten |
| ES2162015T3 (es) | 1996-05-24 | 2001-12-16 | Ezio Giacomelli | Herramienta para la aplicacion de pintura, cola o cualquier otro material que requiera ser alisado. |
| WO1997045208A1 (fr) | 1996-05-29 | 1997-12-04 | Honda Giken Kogyo Kabushiki Kaisha | Procede de realisation d'un film de protection sur la surface a peindre des automobiles |
| DE19653585A1 (de) | 1996-12-20 | 1998-06-25 | Bayer Ag | Colöserfreie, wäßrige, anionische Polyurethandispersionen, ein Verfahren zu ihrer Herstellung und Verwendung |
| US5863599A (en) | 1997-01-08 | 1999-01-26 | Lew; Chel Wing | Sun protector |
| US5829507A (en) | 1997-01-14 | 1998-11-03 | Pawlowski; Mark | Stick-on light shade |
| US5975696A (en) | 1997-05-12 | 1999-11-02 | Kohan; George | Process for rendering plastic substrate photochromic |
| JPH111640A (ja) | 1997-06-13 | 1999-01-06 | Kansai Paint Co Ltd | 剥離性水性被覆組成物及びこれを用いた自動車外板塗膜の一時保護方法 |
| SE509784C2 (sv) | 1997-07-28 | 1999-03-08 | Lennart Baelter | Maskeringsmedel |
| US5851618A (en) | 1997-10-21 | 1998-12-22 | Illinois Tool Works Inc. | Peelable floor coating systems |
| US6035806A (en) * | 1997-11-12 | 2000-03-14 | Ldg Enterprises, Inc. | Fluid applicator comb with reservoir handle |
| US6312180B1 (en) | 1998-04-23 | 2001-11-06 | The Gillette Company | Applicator for correction fluid |
| US6035481A (en) * | 1998-06-01 | 2000-03-14 | Kwick Clean And Green Ltd. | Paint brush with hinged inverted bristle clamping panel, removable bristle pack and panel hinge yield member |
| DE19827234A1 (de) | 1998-06-18 | 1999-12-23 | Voith Sulzer Papiertech Patent | Auftragsvorrichtung, Verwendung eines Stellglieds in einer Auftragsvorrichtung, Stellantriebsvorrichtung, Positions- oder/und Kraftregelung |
| US6295689B1 (en) | 1998-12-02 | 2001-10-02 | Phillip George Sciacca | Wipe-down knife |
| DE19909245B4 (de) | 1999-02-22 | 2004-08-26 | Siemens Ag | Einrichtung zum Aufbringen von viskosem Material auf eine zu beschichtende Fläche |
| FR2790925B1 (fr) * | 1999-03-15 | 2001-06-01 | Oreal | Dispositif pour l'application en meches d'un produit de coloration, et kit de coloration capillaire |
| US6348235B1 (en) * | 1999-04-08 | 2002-02-19 | Driveway Magic | Painting apparatus and method |
| DE19916062A1 (de) | 1999-04-09 | 2000-10-12 | Bayer Ag | Mit einem Flächendekor versehener Trägerflächenabschnitt |
| US20050034261A1 (en) | 1999-06-25 | 2005-02-17 | Capoccia John S. | Paint roller and kit |
| US6849328B1 (en) | 1999-07-02 | 2005-02-01 | Ppg Industries Ohio, Inc. | Light-transmitting and/or coated article with removable protective coating and methods of making the same |
| NZ336679A (en) | 1999-07-09 | 2002-03-28 | Rex Warren Moore | Roller and spot liquid applicator having a cylindrical applicator surface |
| CA2400156C (en) * | 2000-02-25 | 2008-12-23 | Bic Deutschland Gmbh & Co. | Hand-held dispenser for applying a flowable correction medium on a substrate surface |
| AU775470B2 (en) | 2000-03-03 | 2004-08-05 | Rohm And Haas Company | Removable coating composition and preparative method |
| US6422778B2 (en) | 2000-04-03 | 2002-07-23 | 3M Innovative Properties Company | Surgical prep solution applicator system and methods |
| WO2001076333A1 (en) | 2000-04-04 | 2001-10-11 | Dek International Gmbh | Method and apparatus for applying viscous or paste material onto a substrate |
| US20020001636A1 (en) * | 2000-06-30 | 2002-01-03 | Greg Holloway | Surface texture applicator |
| FR2823491B1 (fr) | 2001-04-13 | 2003-12-19 | Oreal | Dispositif, notamment a usage cosmetique, comportant un recipient contenant un produit a appliquer et un element permettant de generer un champ magnetique |
| JP2002079169A (ja) * | 2000-09-11 | 2002-03-19 | Yoshinaga Toso:Kk | 平面状の塗料塗布器 |
| EP1333938A4 (en) | 2000-09-25 | 2004-06-16 | Cal West Specialty Coatings In | POLYMAL REMOVABLE COATING COMPOSITIONS AND METHOD FOR THEIR USE |
| US6692171B2 (en) | 2000-12-11 | 2004-02-17 | John Vito | Squeegee with handle and remote sprayer |
| US6547469B2 (en) | 2000-12-11 | 2003-04-15 | John Vito | Spray squeegee having automatic recipient surface wetting mechanism with extention and remote triggering system |
| US6558795B2 (en) | 2001-04-20 | 2003-05-06 | Ecolab Inc. | Strippable coating system |
| US6536828B2 (en) | 2001-06-08 | 2003-03-25 | Ernest R. Love | Solar windshield system |
| US6913407B2 (en) | 2001-08-10 | 2005-07-05 | Homax Products, Inc. | Tube with resilient applicator for dispensing texture materials |
| US20030072948A1 (en) | 2001-10-03 | 2003-04-17 | 3M Innovative Properties Company | Dry-peelable temporary protective coatings |
| US7703179B2 (en) | 2001-11-09 | 2010-04-27 | 3M Innovative Properties Company | Microreplicated surface |
| US6652907B1 (en) | 2001-12-07 | 2003-11-25 | Leslie J. Stever | Method of coloring and masking concrete using peelable adhesive |
| US7316832B2 (en) * | 2001-12-20 | 2008-01-08 | The Procter & Gamble Company | Articles and methods for applying color on surfaces |
| US7039982B1 (en) * | 2002-05-10 | 2006-05-09 | The Hartz Mountain Corporation | Lint roller/brush assembly |
| US20040049874A1 (en) | 2002-09-13 | 2004-03-18 | Velasquez Eric P. | Screen printing squeegee for applying solder paste |
| US20040063596A1 (en) | 2002-09-30 | 2004-04-01 | Flexics, Inc. | Photochromic photo resist composition |
| JP2004167396A (ja) | 2002-11-20 | 2004-06-17 | Daido Toryo Kk | 落書きおよび貼り紙の防止および除去性塗膜 |
| CN100400181C (zh) | 2002-12-27 | 2008-07-09 | 本田技研工业株式会社 | 保护层形成材料施加系统、待处理对象、可剥保护层以及保护待处理对象表面的方法 |
| WO2004085081A1 (ja) | 2003-03-27 | 2004-10-07 | Honda Motor Co., Ltd. | 保護層形成材の塗布方法 |
| JP4384433B2 (ja) | 2003-03-27 | 2009-12-16 | 本田技研工業株式会社 | 保護層形成材塗布方法およびそのシステム |
| US20070098478A1 (en) * | 2003-05-29 | 2007-05-03 | Atsushi Miyaoka | Coater used also as wiper |
| US20050020722A1 (en) | 2003-05-30 | 2005-01-27 | Cal-West Specialty Coatings, Inc. | Protective masking solutions comprising thixotropic film formers |
| US20050008787A1 (en) * | 2003-07-07 | 2005-01-13 | O'neil James William | Applicator and coating assembly for applying coatings and method of using the same |
| US7314328B2 (en) | 2003-07-28 | 2008-01-01 | Liberatore Raymond A | Spreader |
| IL157435A0 (en) | 2003-08-17 | 2004-03-28 | Ayelet Hellerman Ayelet Heller | Substance applicator and accompanying item |
| WO2005019281A1 (en) | 2003-08-18 | 2005-03-03 | Adhesives Research, Inc. | Photochromic pressure sensitive adhesive compositions |
| US7575778B2 (en) | 2003-09-08 | 2009-08-18 | Embed Technology Co., Ltd. | Method of applying a polymer thick-film resistive paste for making polymer thick-film resistor having improved tolerances |
| JP2005111304A (ja) | 2003-10-03 | 2005-04-28 | Ohtsuka Brush Manufacturing Co Ltd | 塗布具 |
| DE10350444A1 (de) | 2003-10-29 | 2005-06-02 | Volkswagen Ag | Verfahren zur Aufbringung und Entfernung einer für einen begrenzten Zeitraum für eine lackierte Oberfläche vorgesehenen Schutzschicht |
| CA2487691C (en) | 2003-11-17 | 2009-02-17 | Blue Ridge International Products Company | Photochromatic automobile window sunshade |
| US8916233B2 (en) | 2004-03-02 | 2014-12-23 | Essilor International (Compagnie Generale D'optique) | Methods for coating lenses curved surfaces with a polarizing liquid |
| US7614341B1 (en) | 2004-03-12 | 2009-11-10 | General Dynamics Advanced Information Systems, Inc. | Apparatus and method for a segmented squeegee for stenciling |
| US7300727B2 (en) | 2004-04-29 | 2007-11-27 | Xerox Corporation | Method for forming temporary image |
| JP2005345247A (ja) * | 2004-06-02 | 2005-12-15 | Toyota Motor Corp | 半導体素子の評価装置 |
| US20070207269A1 (en) | 2004-06-14 | 2007-09-06 | Cal-West Specialty Coatings, Inc. | Masking solutions comprising siloxane-based surfactants for using in painting operations |
| US20060008585A1 (en) | 2004-06-14 | 2006-01-12 | Cal-West Specialty Coatings, Inc. | Masking solutions comprising siloxane-based surfactants for using in painting operations |
| EP1807222B1 (en) | 2004-09-10 | 2011-07-20 | Honeywell International Inc. | Method for short term protection of automotive surfaces |
| US7454821B2 (en) * | 2004-10-13 | 2008-11-25 | Us Greenfiber, Llc | Wall scrubber for blown insulation |
| JP4443393B2 (ja) | 2004-11-29 | 2010-03-31 | 東京応化工業株式会社 | 塗布装置、塗布方法および被膜形成装置 |
| JP2006159079A (ja) | 2004-12-07 | 2006-06-22 | Kansai Paint Co Ltd | 汚れ防止方法及び貼り紙防止方法 |
| JP4819350B2 (ja) | 2004-12-07 | 2011-11-24 | 関西ペイント株式会社 | 可剥離性被膜形成用組成物 |
| SE0403178D0 (sv) | 2004-12-28 | 2004-12-28 | Btg Eclepens Sa | Method of manufacturing a coating or doctoring blade |
| US20060168753A1 (en) | 2005-01-31 | 2006-08-03 | Carl Crisswell | Combination squeegee and hand trowel tool |
| US20080187760A1 (en) | 2005-02-08 | 2008-08-07 | Wiand Ronald C | Gradient Photochromic Articles and Their Method of Making |
| DE102005009165A1 (de) | 2005-02-25 | 2006-08-31 | Basf Ag | Abziehbare Schutzfilme |
| JP4397386B2 (ja) | 2005-07-29 | 2010-01-13 | 株式会社ダスキン | 可はく離性床コーティング並びに該コーティングの形成方法 |
| US7493671B2 (en) | 2005-09-21 | 2009-02-24 | Donald Hurley | Adjustable trowel assembly |
| WO2007059150A2 (en) | 2005-11-14 | 2007-05-24 | Donald Warren | A water based removable paint formulation and system |
| KR100829344B1 (ko) | 2005-12-23 | 2008-05-13 | 주식회사 엘지화학 | 무기질로 캡슐화한 광색성 염료-고분자 일체화 미립자의제조방법 |
| CN102161732B (zh) | 2006-01-13 | 2012-11-21 | 电气化学工业株式会社 | 固化性树脂组合物、表面保护方法、临时固定方法及剥离方法 |
| WO2007085080A1 (en) | 2006-01-26 | 2007-08-02 | Alexander Dean Woronuk | Temporary protective polymer coating and removal system |
| DE112007000315T5 (de) | 2006-02-06 | 2008-12-11 | Calwest Specialty Coatings, Inc., Sunnyvale | Maskierungslösungen umfassend grenzflächenaktive Stoffe auf Siloxanbasis, welche bei Lackierungsverfahren eingesetzt werden |
| DE102006012392A1 (de) | 2006-03-17 | 2007-09-20 | Klebchemie, M.G. Becker Gmbh & Co Kg | Heiß-flüssiges Polymer als Schutzschicht auf Kunststoffoberflächen |
| US20070281072A1 (en) * | 2006-06-06 | 2007-12-06 | Boston Scientific Scimed, Inc. | Coating a workpiece using a metering device and workpieces coated with this metering device |
| CA2654227A1 (en) | 2006-06-08 | 2007-12-21 | 3M Innovative Properties Company | Applicator for floor coatings, and methods |
| DE102006060398A1 (de) | 2006-12-20 | 2008-06-26 | Mankiewicz Gebr. & Co (Gmbh & Co Kg) | Verfahren zur Applikation einer Flüssigfolie nach wässriger Vorbehandlung der zu beschichtenden Oberfläche |
| JP2008006699A (ja) | 2006-06-29 | 2008-01-17 | Yamaha Motor Co Ltd | 印刷装置のスキージ、印刷装置および印刷方法 |
| US7662433B2 (en) | 2006-09-15 | 2010-02-16 | Essilor International (Compagnie Generale D'optique) | Abrasion and/or scratch resistant article comprising an impact resistant photochromic polyurethane coating, and process of preparation thereof |
| JP3130610U (ja) * | 2006-10-27 | 2007-04-05 | 有限会社井上商会 | へら |
| US20080268140A1 (en) | 2007-04-26 | 2008-10-30 | Csd, Inc. | Temporary removable solvent based protective coating |
| US8834054B2 (en) * | 2007-08-07 | 2014-09-16 | Arigala Painting, Inc. | Paint trimmer with edging guide |
| US20090068350A1 (en) | 2007-08-10 | 2009-03-12 | Guardian Industries Corp. | Method of making coated glass article using a monomeric material, and intermediate product used in same |
| DE102007040376A1 (de) | 2007-08-20 | 2009-02-26 | Karl Wörwag Lack- Und Farbenfabrik Gmbh & Co. Kg | Lack, flexibler Schichtverbund mit einem Träger und einer darauf aufgebrachten Lackschicht sowie deren Verwendung |
| US9566602B2 (en) * | 2007-10-18 | 2017-02-14 | Anna MacCormick | Stain and painting tool |
| FR2923402B1 (fr) * | 2007-11-13 | 2011-05-13 | Primo Pack | Rouleau calandreur pour revetement a base de resine |
| JP5005520B2 (ja) | 2007-12-07 | 2012-08-22 | アイシート工業株式会社 | 塗布方法 |
| US20090308309A1 (en) * | 2008-06-13 | 2009-12-17 | Mohamed Abdel Aziz | Flocked applicator and method of making |
| WO2009154849A1 (en) | 2008-06-20 | 2009-12-23 | 3M Innovative Properties Company | Molded microstructured articles and method of making same |
| WO2010059430A2 (en) * | 2008-11-21 | 2010-05-27 | 3M Innovative Properties Company | Cleaning tool with upstanding stems and method of cleaning a surface |
| US7911676B2 (en) | 2008-12-16 | 2011-03-22 | Transitions Optical, Inc. | Photochromic optical articles prepared with reversible thermochromic materials |
| FR2943512B1 (fr) * | 2009-03-27 | 2011-05-27 | Oreal | Applicateur metallique. |
| JP5290852B2 (ja) | 2009-04-23 | 2013-09-18 | 日置電機株式会社 | フラックス塗布装置およびフラックス塗布方法 |
| FR2951211B1 (fr) | 2009-10-12 | 2013-12-20 | Toupret Sa | Raclette pour enduits |
| WO2011101298A1 (en) | 2010-02-17 | 2011-08-25 | Akzo Nobel Coatings International B.V. | Transfer coating for temporary protection |
| JP5387623B2 (ja) * | 2011-06-17 | 2014-01-15 | トヨタ自動車株式会社 | 塗工ローラの製造方法及び塗工ローラ |
| CN103619990A (zh) | 2011-06-28 | 2014-03-05 | 3M创新有限公司 | 用于制备光响应性有机-无机杂化粒子的方法 |
-
2013
- 2013-06-06 EP EP13732295.4A patent/EP2864057B1/en active Active
- 2013-06-06 RU RU2014152591A patent/RU2592790C9/ru not_active IP Right Cessation
- 2013-06-06 AU AU2013281097A patent/AU2013281097B2/en not_active Ceased
- 2013-06-06 BR BR112014032532A patent/BR112014032532A2/pt not_active Application Discontinuation
- 2013-06-06 WO PCT/US2013/044421 patent/WO2014004016A1/en active Application Filing
- 2013-06-06 MX MX2015000100A patent/MX2015000100A/es unknown
- 2013-06-06 JP JP2015520222A patent/JP6360049B2/ja not_active Expired - Fee Related
- 2013-06-06 KR KR20157001495A patent/KR20150033662A/ko not_active Application Discontinuation
- 2013-06-06 CA CA2878213A patent/CA2878213A1/en not_active Abandoned
- 2013-06-06 US US14/411,193 patent/US20150202650A1/en not_active Abandoned
- 2013-06-06 CN CN201380033655.2A patent/CN104736256B/zh not_active Expired - Fee Related
-
2018
- 2018-09-21 US US16/137,928 patent/US11235349B2/en active Active
-
2021
- 2021-12-17 US US17/555,054 patent/US20220105538A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024080477A1 (ko) * | 2022-10-13 | 2024-04-18 | 주식회사 드블류피에스 | 곡면 도장이 용이한 도장 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190022696A1 (en) | 2019-01-24 |
| BR112014032532A2 (pt) | 2017-06-27 |
| EP2864057B1 (en) | 2017-09-13 |
| US20220105538A1 (en) | 2022-04-07 |
| US11235349B2 (en) | 2022-02-01 |
| EP2864057A1 (en) | 2015-04-29 |
| AU2013281097B2 (en) | 2016-06-02 |
| US20150202650A1 (en) | 2015-07-23 |
| MX2015000100A (es) | 2015-04-10 |
| RU2592790C9 (ru) | 2017-07-06 |
| JP2015523205A (ja) | 2015-08-13 |
| CA2878213A1 (en) | 2014-01-03 |
| CN104736256B (zh) | 2018-09-14 |
| AU2013281097A1 (en) | 2015-01-29 |
| CN104736256A (zh) | 2015-06-24 |
| RU2592790C1 (ru) | 2016-07-27 |
| WO2014004016A1 (en) | 2014-01-03 |
| JP6360049B2 (ja) | 2018-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220105538A1 (en) | Devices for coating contoured surfaces | |
| CN100519170C (zh) | 封闭在要涂覆的基材上的污渍的方法 | |
| CA2629629C (en) | Process for preparation of a multilayer coating sheet | |
| KR102452463B1 (ko) | 일 패턴으로 부품의 표면을 페인팅하기 위한 방법 및 설비 | |
| US11554382B2 (en) | Paint/coating applicator locating apparatus and method | |
| CN105331297B (zh) | 喷涂遮蔽胶带及其制备工艺 | |
| CN104822535B (zh) | 透明便条片材及其制造方法 | |
| EP3077121B1 (en) | Method for applying thin coating on large area surface | |
| US20070246155A1 (en) | Embossed Masking Sheet With Pressure Sensitive Adhesive Regions | |
| KR20140076995A (ko) | 방오 페인트가 도포된 선박용 필름 | |
| CA2114296A1 (en) | Reduction of microfoam in a spray-applied waterborne composition | |
| WO2015120212A1 (en) | Paint color evaluation system that facilitates examination of color at multiple angles and locations on a vehicle | |
| US20090191372A1 (en) | Method and apparatus for applying graphic designs to vehicles | |
| JP2005111314A (ja) | 塗着効率に優れた塗装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |