JP7447640B2 - 圧粉磁心の製造方法および圧粉磁心 - Google Patents
圧粉磁心の製造方法および圧粉磁心 Download PDFInfo
- Publication number
- JP7447640B2 JP7447640B2 JP2020066499A JP2020066499A JP7447640B2 JP 7447640 B2 JP7447640 B2 JP 7447640B2 JP 2020066499 A JP2020066499 A JP 2020066499A JP 2020066499 A JP2020066499 A JP 2020066499A JP 7447640 B2 JP7447640 B2 JP 7447640B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- soft magnetic
- magnetic powder
- magnetic core
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000843 powder Substances 0.000 title claims description 116
- 238000004519 manufacturing process Methods 0.000 title claims description 36
- 239000006247 magnetic powder Substances 0.000 claims description 147
- 238000000034 method Methods 0.000 claims description 70
- 239000012212 insulator Substances 0.000 claims description 61
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims description 23
- 239000007789 gas Substances 0.000 claims description 17
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 claims description 16
- 150000001875 compounds Chemical class 0.000 claims description 13
- 230000008569 process Effects 0.000 claims description 12
- 238000010304 firing Methods 0.000 claims description 10
- 239000000428 dust Substances 0.000 claims description 8
- 239000001257 hydrogen Substances 0.000 claims description 7
- 229910052739 hydrogen Inorganic materials 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 4
- 230000001678 irradiating effect Effects 0.000 claims description 2
- 239000002245 particle Substances 0.000 description 40
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 35
- 230000000052 comparative effect Effects 0.000 description 27
- 239000000463 material Substances 0.000 description 22
- 239000011230 binding agent Substances 0.000 description 17
- 238000012545 processing Methods 0.000 description 17
- 229910045601 alloy Inorganic materials 0.000 description 15
- 239000000956 alloy Substances 0.000 description 15
- 229910052742 iron Inorganic materials 0.000 description 15
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 13
- 229910052782 aluminium Inorganic materials 0.000 description 13
- -1 phosphoric acid compound Chemical class 0.000 description 13
- 230000000694 effects Effects 0.000 description 11
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 238000010438 heat treatment Methods 0.000 description 9
- 239000000696 magnetic material Substances 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 238000005056 compaction Methods 0.000 description 7
- 229910001873 dinitrogen Inorganic materials 0.000 description 7
- 238000009832 plasma treatment Methods 0.000 description 7
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000002425 crystallisation Methods 0.000 description 6
- 230000008025 crystallization Effects 0.000 description 6
- UAEJRRZPRZCUBE-UHFFFAOYSA-N trimethoxyalumane Chemical compound [Al+3].[O-]C.[O-]C.[O-]C UAEJRRZPRZCUBE-UHFFFAOYSA-N 0.000 description 6
- 125000005234 alkyl aluminium group Chemical group 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 230000035882 stress Effects 0.000 description 5
- 229910008423 Si—B Inorganic materials 0.000 description 4
- 238000000231 atomic layer deposition Methods 0.000 description 4
- 238000000889 atomisation Methods 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 125000000962 organic group Chemical group 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000006467 substitution reaction Methods 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 3
- 239000001307 helium Substances 0.000 description 3
- 229910052734 helium Inorganic materials 0.000 description 3
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 239000005416 organic matter Substances 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910017082 Fe-Si Inorganic materials 0.000 description 2
- 229910017133 Fe—Si Inorganic materials 0.000 description 2
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 125000003545 alkoxy group Chemical group 0.000 description 2
- 238000006482 condensation reaction Methods 0.000 description 2
- 230000018044 dehydration Effects 0.000 description 2
- 238000006297 dehydration reaction Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000011549 displacement method Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000002296 dynamic light scattering Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910052754 neon Inorganic materials 0.000 description 2
- GKAOGPIIYCISHV-UHFFFAOYSA-N neon atom Chemical compound [Ne] GKAOGPIIYCISHV-UHFFFAOYSA-N 0.000 description 2
- 239000007800 oxidant agent Substances 0.000 description 2
- 238000005268 plasma chemical vapour deposition Methods 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 238000003980 solgel method Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910001339 C alloy Inorganic materials 0.000 description 1
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 229910017061 Fe Co Inorganic materials 0.000 description 1
- 229910002060 Fe-Cr-Al alloy Inorganic materials 0.000 description 1
- 229910002796 Si–Al Inorganic materials 0.000 description 1
- 229910008458 Si—Cr Inorganic materials 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- SMZOGRDCAXLAAR-UHFFFAOYSA-N aluminium isopropoxide Chemical compound [Al+3].CC(C)[O-].CC(C)[O-].CC(C)[O-] SMZOGRDCAXLAAR-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- JPUHCPXFQIXLMW-UHFFFAOYSA-N aluminium triethoxide Chemical compound CCO[Al](OCC)OCC JPUHCPXFQIXLMW-UHFFFAOYSA-N 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 125000004429 atom Chemical group 0.000 description 1
- 150000007514 bases Chemical class 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000002178 crystalline material Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000013467 fragmentation Methods 0.000 description 1
- 238000006062 fragmentation reaction Methods 0.000 description 1
- 238000009689 gas atomisation Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000007561 laser diffraction method Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000011812 mixed powder Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052756 noble gas Inorganic materials 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- 238000001935 peptisation Methods 0.000 description 1
- 229910000889 permalloy Inorganic materials 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-N phosphoric acid Substances OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000009700 powder processing Methods 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229910000702 sendust Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- JLTRXTDYQLMHGR-UHFFFAOYSA-N trimethylaluminium Chemical compound C[Al](C)C JLTRXTDYQLMHGR-UHFFFAOYSA-N 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 238000009692 water atomization Methods 0.000 description 1
Images
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0206—Manufacturing of magnetic cores by mechanical means
- H01F41/0246—Manufacturing of magnetic circuits by moulding or by pressing powder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/20—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder
- H01F1/22—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together
- H01F1/24—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together the particles being insulated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/08—Metallic powder characterised by particles having an amorphous microstructure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/16—Metallic particles coated with a non-metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/093—Compacting only using vibrations or friction
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F3/00—Cores, Yokes, or armatures
- H01F3/08—Cores, Yokes, or armatures made from powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2202/00—Treatment under specific physical conditions
- B22F2202/01—Use of vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2202/00—Treatment under specific physical conditions
- B22F2202/11—Use of irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2200/00—Crystalline structure
- C22C2200/02—Amorphous
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/34—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials non-metallic substances, e.g. ferrites
- H01F1/38—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials non-metallic substances, e.g. ferrites amorphous, e.g. amorphous oxides
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Dispersion Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Powder Metallurgy (AREA)
- Soft Magnetic Materials (AREA)
Description
1.1.圧粉磁心
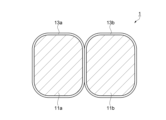
第1実施形態に係る圧粉磁心1は、後述する圧粉磁心1の製造方法にて製造される。圧粉磁心1は、インダクターなどの磁心に適用される。以下、圧粉磁心1に含まれる、軟磁性粉末および絶縁体などについて図1を参照して説明する。ここで、図1は、圧粉磁心1における軟磁性粉末の2つ粒子の状態を模式的に拡大して示したものである。したがって、2つの粒子の形状や位置関係などは、必ずしも実際の状態と一致するものではない。
軟磁性粉末は、軟磁性材料を含む粒子である。軟磁性材料としては、例えば、純鉄、ケイ素鋼のようなFe-Si系合金、パーマロイのようなFe-Ni系合金、パーメンジュールのようなFe-Co系合金、センダストのようなFe-Si-Al系合金、Fe-Cr-Si系合金、およびFe-Cr-Al系合金などの各種Fe系合金、各種Ni系合金、各種Co系合金などが挙げられる。これらのうち、透磁率、磁束密度などの磁気特性、およびコストなどの生産性の観点から、各種Fe系合金を用いることが好ましい。
絶縁体は、軟磁性粉末の表面の少なくとも一部を、例えば島状に被覆する。軟磁性粉末に対する絶縁体の被膜が島状であっても、後述する軟磁性粉末間の結合の効果は発現する。但し、絶縁体による絶縁機能や上記効果を増大させる観点から、絶縁体は軟磁性粉末表面の全てを被覆することが好ましい。ここで、以降の説明においては、軟磁性粉末を被覆する絶縁体の被膜を絶縁体被膜ともいう。
圧粉磁心1は、その他の成分として、必要に応じて結着材を含んでもよい。結着材としては、樹脂バインダーや無機バインダーなどの公知のバインダーが挙げられる。ここで、本発明の圧粉磁心1は、軟磁性粉末間で水酸基を有するアルミノール基や未結合手が結合を形成するため、バインダーを使用しないか、あるいは従来よりもバインダーの使用量を低減することが可能となる。なお、アルミノール基および未結合手の形成と作用とについては後述する。
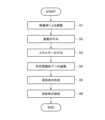
第1実施形態に係る圧粉磁心1の製造方法について図2を参照して説明する。図2に示すように、圧粉磁心1の製造方法は、工程S1から工程S6を含む。なお、図1に示す工程フローは一例であって、これに限定されるものではない。
第2実施形態に係る圧粉磁心の製造方法について説明する。本実施形態の圧粉磁心の製造方法は、第1実施形態の圧粉磁心1の製造方法に対して、エネルギーの付与と所定雰囲気下への暴露とを同時に行うものである。この点以外は第1実施形態と同様であるため、第1実施形態と同一の構成については重複する説明は省略する。なお、以下の説明では便宜上、図2を参照することとする。
第3実施形態に係る圧粉磁心の製造方法について説明する。本実施形態の圧粉磁心の製造方法は、第1実施形態の圧粉磁心1の製造方法に対して、振動の付与とエネルギーの付与とを同時に行うと共に、エネルギーの付与方法を異ならせたものである。これらの点以外は第1実施形態と同様であるため、第1実施形態と同一の構成については重複する説明は省略する。なお、以下の説明では便宜上、図2を参照することとする。
以下、実施例および比較例を示して、本発明の効果をより具体的に説明する。なお、本発明は、以下の実施例によって何ら限定されない。
実施例1から実施例7、および比較例1から比較例4の圧粉磁心を製造した。以下、具体的な製造方法について説明する。なお、実施例1から実施例7を総称して単に実施例ともいい、比較例1から比較例4を総称して単に比較例ともいう。実施例および比較例の軟磁性粉末について、その形成材料、平均粒子径、後述する熱処理の有無、絶縁体被膜の有無、および鉄損の評価結果について表1に記載した。なお、実施例の軟磁性粉末には絶縁体被膜を設け、比較例の軟磁性粉末には絶縁体被膜を設けない。

実施例および比較例の圧粉磁心の鉄損を評価した。具体的には、実施例および比較例のトロイダルコイルについて、最大磁束密度50mT、周波数50kHzにて鉄損であるコアロスを測定した。得られたコアロスの値について、以下の評価基準に従って評価し、その結果を表1に記載した。
AAA:コアロス値が5kW/m3以上60kW/m3未満である。
AA :コアロス値が60kW/m3以上200kW/m3未満である。
A :コアロス値が200kW/m3以上230kW/m3未満である。
B :コアロス値が230kW/m3以上270kW/m3未満である。
C :コアロス値が270kW/m3以上である。
Claims (8)
- アルミニウム-酸素結合を有する有機アルミニウム化合物を含む絶縁体で被覆された軟磁性粉末の表面に、前記絶縁体を構成する分子鎖の一部が分断されて未結合手が生成されるようにエネルギーを付与する工程と、
大気圧下露点-30℃以上15℃以下の所定の湿気を含む雰囲気に前記軟磁性粉末を暴露して、前記未結合手と湿気による水分とから水酸基が形成される工程と、
前記軟磁性粉末を20MPa以上400MPa以下の押圧で成形体を形成する工程と、
を含み、
前記エネルギーを付与する工程と、前記軟磁性粉末を暴露して、前記未結合手と湿気による水分とから水酸基が形成される工程と、によって、アルミノール基の有する水酸基同士が水素結合や共有結合を形成し、前記未結合手同士が共有結合を形成して、隣接する前記軟磁性粉末同士が結び付く、
ことを特徴とする圧粉磁心の製造方法。 - 前記エネルギーを付与する工程と、前記軟磁性粉末を暴露して、前記未結合手と湿気による水分とから水酸基が形成される工程とが同時に行われることを特徴とする、請求項1に記載の圧粉磁心の製造方法。
- 前記成形体を100℃以上400℃以下の温度で焼成する工程をさらに含むことを特徴とする、請求項1または請求項2に記載の圧粉磁心の製造方法。
- 前記エネルギーを付与する工程の前に、前記軟磁性粉末に振動を付与する工程をさらに含むことを特徴とする、請求項1から請求項3のいずれか1項に記載の圧粉磁心の製造方法。
- 前記エネルギーを付与する工程において、前記軟磁性粉末に前記エネルギーと同時に振動を付与することを特徴とする、請求項1から請求項3のいずれか1項に記載の圧粉磁心の製造方法。
- 前記エネルギーの付与として、紫外線を照射することを特徴とする、請求項1から請求項5のいずれか1項に記載の圧粉磁心の製造方法。
- 前記エネルギーの付与として、前記軟磁性粉末を電離気体またはオゾンガスに曝すことを特徴とする、請求項1から請求項5のいずれか1項に記載の圧粉磁心の製造方法。
- 前記軟磁性粉末はアモルファス相を含むことを特徴とする、請求項1から請求項7のいずれか1項に記載の圧粉磁心の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020066499A JP7447640B2 (ja) | 2020-04-02 | 2020-04-02 | 圧粉磁心の製造方法および圧粉磁心 |
| CN202110338186.1A CN113496800B (zh) | 2020-04-02 | 2021-03-30 | 压粉磁芯的制造方法以及压粉磁芯 |
| US17/219,927 US20210313110A1 (en) | 2020-04-02 | 2021-04-01 | Method For Manufacturing Dust Core And Dust Core |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020066499A JP7447640B2 (ja) | 2020-04-02 | 2020-04-02 | 圧粉磁心の製造方法および圧粉磁心 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021163913A JP2021163913A (ja) | 2021-10-11 |
| JP7447640B2 true JP7447640B2 (ja) | 2024-03-12 |
Family
ID=77922775
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020066499A Active JP7447640B2 (ja) | 2020-04-02 | 2020-04-02 | 圧粉磁心の製造方法および圧粉磁心 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20210313110A1 (ja) |
| JP (1) | JP7447640B2 (ja) |
| CN (1) | CN113496800B (ja) |
Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003522298A (ja) | 2000-02-11 | 2003-07-22 | ホガナス アクチボラゲット | 鉄粉末及びその製造方法 |
| JP2005113258A (ja) | 2002-12-26 | 2005-04-28 | Jfe Steel Kk | 圧粉磁心用金属粉末およびそれを用いた圧粉磁心 |
| JP2006269134A (ja) | 2005-03-22 | 2006-10-05 | Tohoku Univ | 磁性体含有絶縁体およびそれを用いた回路基板ならびに電子機器 |
| JP2006344805A (ja) | 2005-06-09 | 2006-12-21 | Fujifilm Holdings Corp | 電磁波吸収体 |
| JP2008277775A (ja) | 2007-04-04 | 2008-11-13 | Hitachi Metals Ltd | 圧粉磁心およびその製造方法 |
| JP2009117471A (ja) | 2007-11-02 | 2009-05-28 | Toyota Central R&D Labs Inc | 磁心用粉末及び圧粉磁心並びにそれらの製造方法 |
| JP2011003582A (ja) | 2009-06-16 | 2011-01-06 | Asahi Kasei E-Materials Corp | 複合シート |
| JP2012131147A (ja) | 2010-12-22 | 2012-07-12 | Seiko Epson Corp | プラズマ装置、重合膜生成および表面改質の方法、ノズルプレート、インクジェットヘッド、インクジェットプリンター |
| WO2012131872A1 (ja) | 2011-03-28 | 2012-10-04 | 日立金属株式会社 | 複合軟磁性粉末及びその製造方法、並びにそれを用いた圧粉磁心 |
| JP2013216921A (ja) | 2012-04-04 | 2013-10-24 | Sanyo Special Steel Co Ltd | 圧粉磁心用粉末の製造方法 |
| JP2015079890A (ja) | 2013-10-17 | 2015-04-23 | 株式会社アドマテックス | シリカ被覆磁性材料粒子およびその製造方法 |
| JP2017220590A (ja) | 2016-06-08 | 2017-12-14 | パナソニックIpマネジメント株式会社 | 鉄基磁性体の圧粉磁心 |
| JP2018053319A (ja) | 2016-09-29 | 2018-04-05 | セイコーエプソン株式会社 | 軟磁性粉末、圧粉磁心、磁性素子および電子機器 |
| WO2018131536A1 (ja) | 2017-01-12 | 2018-07-19 | 株式会社村田製作所 | 磁性体粒子、圧粉磁心、およびコイル部品 |
| JP2019151868A (ja) | 2018-02-28 | 2019-09-12 | セイコーエプソン株式会社 | 絶縁物被覆軟磁性粉末、絶縁物被覆軟磁性粉末の製造方法、圧粉磁心、磁性素子、電子機器および移動体 |
| JP2019192868A (ja) | 2018-04-27 | 2019-10-31 | セイコーエプソン株式会社 | 絶縁物被覆軟磁性粉末、圧粉磁心、磁性素子、電子機器および移動体 |
| JP2019218516A (ja) | 2018-06-22 | 2019-12-26 | 住友ベークライト株式会社 | 溶融成形用の樹脂組成物、磁性部材、磁性部材を備えるコイル、磁性部材の製造方法 |
| JP2021025127A (ja) | 2019-08-02 | 2021-02-22 | 国立大学法人東海国立大学機構 | 圧粉磁心および圧粉磁心の製造方法 |
| JP2021111737A (ja) | 2020-01-15 | 2021-08-02 | セイコーエプソン株式会社 | 圧粉磁心の製造方法および圧粉磁心 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61154111A (ja) * | 1984-12-27 | 1986-07-12 | Toshiba Corp | 鉄心及びその製造方法 |
| JPH11269503A (ja) * | 1998-03-19 | 1999-10-05 | Hitachi Metals Ltd | Fe基ナノ結晶磁性粉末、およびその製造方法ならびに、これを用いた電波ノイズ抑制部材 |
| JP3421944B2 (ja) * | 1998-06-10 | 2003-06-30 | 株式会社日立製作所 | 圧粉磁心の製造方法及び製造装置 |
| JP5119196B2 (ja) * | 2009-04-17 | 2013-01-16 | トヨタ自動車株式会社 | 圧粉磁心用粉末と圧粉磁心、およびそれらの製造方法 |
| CN105355356B (zh) * | 2009-12-25 | 2019-07-09 | 株式会社田村制作所 | 压粉磁芯及其制造方法 |
| US20120267585A1 (en) * | 2010-12-30 | 2012-10-25 | Ut-Battelle, Llc | Volume-labeled nanoparticles and methods of preparation |
| CA2903399C (en) * | 2013-04-19 | 2018-05-22 | Jfe Steel Corporation | Iron powder for dust core and insulation-coated iron powder for dust core |
| CN104498806A (zh) * | 2015-01-17 | 2015-04-08 | 王中克 | 一种铁钴基软磁材料的制备方法 |
| JP6651082B2 (ja) * | 2015-07-31 | 2020-02-19 | Jfeスチール株式会社 | 軟磁性圧粉磁芯の製造方法 |
| CN106205939A (zh) * | 2016-08-17 | 2016-12-07 | 安徽德信电气有限公司 | 一种柔性软磁铁氧体磁芯材料 |
| JP6575481B2 (ja) * | 2016-10-26 | 2019-09-18 | 株式会社村田製作所 | 電子部品及びその製造方法 |
| US20180229442A1 (en) * | 2017-02-14 | 2018-08-16 | Ut-Battelle, Llc | Bonded permanent magnets produced by additive manufacturing |
| CN107498035A (zh) * | 2017-07-05 | 2017-12-22 | 安徽江威精密制造有限公司 | 一种耐腐蚀高导磁率的铁基软磁复合材料及其制备方法 |
| CN110610803B (zh) * | 2018-06-15 | 2021-09-14 | 山东精创磁电产业技术研究院有限公司 | 一种软磁复合材料的成型方法 |
-
2020
- 2020-04-02 JP JP2020066499A patent/JP7447640B2/ja active Active
-
2021
- 2021-03-30 CN CN202110338186.1A patent/CN113496800B/zh active Active
- 2021-04-01 US US17/219,927 patent/US20210313110A1/en active Pending
Patent Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003522298A (ja) | 2000-02-11 | 2003-07-22 | ホガナス アクチボラゲット | 鉄粉末及びその製造方法 |
| JP2005113258A (ja) | 2002-12-26 | 2005-04-28 | Jfe Steel Kk | 圧粉磁心用金属粉末およびそれを用いた圧粉磁心 |
| JP2006269134A (ja) | 2005-03-22 | 2006-10-05 | Tohoku Univ | 磁性体含有絶縁体およびそれを用いた回路基板ならびに電子機器 |
| JP2006344805A (ja) | 2005-06-09 | 2006-12-21 | Fujifilm Holdings Corp | 電磁波吸収体 |
| JP2008277775A (ja) | 2007-04-04 | 2008-11-13 | Hitachi Metals Ltd | 圧粉磁心およびその製造方法 |
| JP2009117471A (ja) | 2007-11-02 | 2009-05-28 | Toyota Central R&D Labs Inc | 磁心用粉末及び圧粉磁心並びにそれらの製造方法 |
| JP2011003582A (ja) | 2009-06-16 | 2011-01-06 | Asahi Kasei E-Materials Corp | 複合シート |
| JP2012131147A (ja) | 2010-12-22 | 2012-07-12 | Seiko Epson Corp | プラズマ装置、重合膜生成および表面改質の方法、ノズルプレート、インクジェットヘッド、インクジェットプリンター |
| WO2012131872A1 (ja) | 2011-03-28 | 2012-10-04 | 日立金属株式会社 | 複合軟磁性粉末及びその製造方法、並びにそれを用いた圧粉磁心 |
| JP2013216921A (ja) | 2012-04-04 | 2013-10-24 | Sanyo Special Steel Co Ltd | 圧粉磁心用粉末の製造方法 |
| JP2015079890A (ja) | 2013-10-17 | 2015-04-23 | 株式会社アドマテックス | シリカ被覆磁性材料粒子およびその製造方法 |
| JP2017220590A (ja) | 2016-06-08 | 2017-12-14 | パナソニックIpマネジメント株式会社 | 鉄基磁性体の圧粉磁心 |
| JP2018053319A (ja) | 2016-09-29 | 2018-04-05 | セイコーエプソン株式会社 | 軟磁性粉末、圧粉磁心、磁性素子および電子機器 |
| WO2018131536A1 (ja) | 2017-01-12 | 2018-07-19 | 株式会社村田製作所 | 磁性体粒子、圧粉磁心、およびコイル部品 |
| JP2019151868A (ja) | 2018-02-28 | 2019-09-12 | セイコーエプソン株式会社 | 絶縁物被覆軟磁性粉末、絶縁物被覆軟磁性粉末の製造方法、圧粉磁心、磁性素子、電子機器および移動体 |
| JP2019192868A (ja) | 2018-04-27 | 2019-10-31 | セイコーエプソン株式会社 | 絶縁物被覆軟磁性粉末、圧粉磁心、磁性素子、電子機器および移動体 |
| JP2019218516A (ja) | 2018-06-22 | 2019-12-26 | 住友ベークライト株式会社 | 溶融成形用の樹脂組成物、磁性部材、磁性部材を備えるコイル、磁性部材の製造方法 |
| JP2021025127A (ja) | 2019-08-02 | 2021-02-22 | 国立大学法人東海国立大学機構 | 圧粉磁心および圧粉磁心の製造方法 |
| JP2021111737A (ja) | 2020-01-15 | 2021-08-02 | セイコーエプソン株式会社 | 圧粉磁心の製造方法および圧粉磁心 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210313110A1 (en) | 2021-10-07 |
| JP2021163913A (ja) | 2021-10-11 |
| CN113496800B (zh) | 2024-04-19 |
| CN113496800A (zh) | 2021-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2154694B1 (en) | Soft magnetic material, powder magnetic core, process for producing soft magnetic material, and process for producing powder magnetic core | |
| WO2012131872A1 (ja) | 複合軟磁性粉末及びその製造方法、並びにそれを用いた圧粉磁心 | |
| JP5050745B2 (ja) | リアクトル用コアとその製造方法およびリアクトル | |
| JP5022999B2 (ja) | 圧粉磁心及びその製造方法 | |
| JP5067544B2 (ja) | リアクトル用コアとその製造方法およびリアクトル | |
| JP6719607B2 (ja) | シリコン酸化物被覆軟磁性粉末およびその製造方法 | |
| WO2005073989A1 (ja) | 圧粉磁心およびその製造方法 | |
| JP2004218037A (ja) | 高飽和磁束密度低損失磁性合金ならびにそれを用いた磁性部品 | |
| JP2003217919A (ja) | 圧粉磁芯及びこれを用いた高周波リアクトル | |
| JP5445801B2 (ja) | リアクトル、及び昇圧回路 | |
| JP2015088529A (ja) | 圧粉磁心、磁心用粉末およびそれらの製造方法 | |
| JP7413786B2 (ja) | 圧粉磁心の製造方法および圧粉磁心 | |
| JP7447640B2 (ja) | 圧粉磁心の製造方法および圧粉磁心 | |
| JP6519418B2 (ja) | 軟磁性金属圧粉コア | |
| JP2022008547A (ja) | SiO2含有被膜を備えたSi含有Fe基合金粉及びその製造方法 | |
| JP2009164402A (ja) | 圧粉磁心の製造方法 | |
| JP2021025127A (ja) | 圧粉磁心および圧粉磁心の製造方法 | |
| JP7417830B2 (ja) | 複合磁性体の製造方法 | |
| JP2023062497A (ja) | 軟磁性合金、圧粉磁心、および磁性部品 | |
| JP2005347641A (ja) | 圧粉磁心およびその製造方法ならびに巻線部品 | |
| JP2006100292A (ja) | 粉末磁性体コアの製造方法及びそれを用いてなる粉末磁性体コア | |
| JP2019024076A (ja) | 軟磁性粉末とその製造方法、および、それを用いた圧粉磁心 | |
| JP4257846B2 (ja) | 軟磁性圧密体の製造方法 | |
| JP5091100B2 (ja) | 軟磁性材料およびその製造方法 | |
| JP2016529727A (ja) | モノリシック電磁コンポーネントを製造する方法及び関連するモノリシック磁気コンポーネント |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20210913 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20211108 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230303 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7447640 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |