JP4987964B2 - 分離ストランドを有する巻取りパッケージの製造方法 - Google Patents
分離ストランドを有する巻取りパッケージの製造方法 Download PDFInfo
- Publication number
- JP4987964B2 JP4987964B2 JP2009504790A JP2009504790A JP4987964B2 JP 4987964 B2 JP4987964 B2 JP 4987964B2 JP 2009504790 A JP2009504790 A JP 2009504790A JP 2009504790 A JP2009504790 A JP 2009504790A JP 4987964 B2 JP4987964 B2 JP 4987964B2
- Authority
- JP
- Japan
- Prior art keywords
- roving
- winding
- traveler
- winding package
- rovings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/026—Doubling winders, i.e. for winding two or more parallel yarns on a bobbin, e.g. in preparation for twisting or weaving
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/2806—Traversing devices driven by cam
- B65H54/2809—Traversing devices driven by cam rotating grooved cam
- B65H54/2812—Traversing devices driven by cam rotating grooved cam with a traversing guide running in the groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/36—Yarn-guide advancing or raising mechanisms, e.g. cop-building arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H55/00—Wound packages of filamentary material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H55/00—Wound packages of filamentary material
- B65H55/005—Wound packages of filamentary material with two or more filaments wound in parallel on the bobbin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/003—Arrangements for threading or unthreading the guide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/006—Traversing guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/16—Guides for filamentary materials; Supports therefor formed to maintain a plurality of filaments in spaced relation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
- B65H67/044—Continuous winding apparatus for winding on two or more winding heads in succession
- B65H67/048—Continuous winding apparatus for winding on two or more winding heads in succession having winding heads arranged on rotary capstan head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
- B65H2701/312—Fibreglass strands
- B65H2701/3122—Fibreglass strands extruded from spinnerets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
- B65H2701/313—Synthetic polymer threads
- B65H2701/3132—Synthetic polymer threads extruded from spinnerets
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Structural Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Winding Filamentary Materials (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Guides For Winding Or Rewinding, Or Guides For Filamentary Materials (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Windings For Motors And Generators (AREA)
Description
−紡糸口金から来るストランドを少なくとも2つのブランケットに分離するステップを含み、ブランケットの各々は、そのように分離されたストランドを前記巻取りパッケージの表面に同時に堆積させることを可能にするトラベラの助けを借りて、同じ巻取りパッケージに巻かれたストランドの粗糸を形成し、前記巻取りパッケージは、スピンドルの1つによって支持され、
−スピンドルの1つを巻き段階から休止段階に切り替え、次いで、他のスピンドルが休止位置から巻き位置に移るように、円形パーンバッタリーの運動を開始するステップを含み、この運動の始動中、トラベラが巻取りパッケージの表面から分離され、
−スピンドル間のこの移行ステップ中、分離デバイスの助けを借りて、紡糸口金から前記巻取りパッケージの表面まで移動する粗糸を分離するステップを含み、分離デバイスが、一方では粗糸を互いに分離し、他方では、それらを分離位置に維持することができる第1の位置と、粗糸の軌道を妨げない第2の位置とを占めることができ、
−トラベラを巻取りパッケージの表面に近付け、すると、交互の運動が、トラベラ内に粗糸の各々を包囲し、且つ巻取りパッケージの表面上に堆積を可能にするように、分離された粗糸の各々の軌道をさえぎるステップと、
−分離デバイスを第2の位置に位置決めするステップと、を含む。
−粗糸に対するトラベラの並進移動によって、トラベラ内で粗糸のひっかけを引き起こし、トラベラが、第1のステップで、ガイド領域によって粗糸を案内し、次いで、第2のステップで、粗糸を係止領域内に係止するステップと、
−粗糸の位置に対するトラベラの位置の割り出し移動によって、トラベラ内で粗糸のひっかけを引き起こすステップと、
−分離デバイスが、一方では、粗糸の軌道をさえぎり、他方では、少なくとも第1の粗糸と少なくとも第2の粗糸を中間平面の両側で押し戻すように、粗糸の軌道の近くに位置をとるステップと、を含む。
−分離デバイスは、側面の1つの高さに、少なくとも2つの縁部を備えた、少なくとも1つのパレットを有し、縁部は、それらが、それらの間に少なくとも2つの粗糸の通過を分離する平面を構成するように交差し、粗糸の各々は、その縁部のために、前記縁部の自由端の高さにそれぞれ位置決めされる不動化領域に差し向けられ、
−分離デバイスは、スピンドルの回転軸線と実質的に平行である軸線に沿って、フレームに対して回転できるように取付けられ、
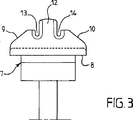
−トラベラが、杼口巻取りデバイスに取付けられ、トラベラは、少なくとも2つの溝のストランドガイドを有し、各溝は、1つの粗糸を受け入れるようになっており、
−トラベラは、全体が台形形状を有するストランドガイドを有し、該ストランドガイドは、側面の2つが、ストランドガイドの他の2つの側面の1つに対して突出する壁に粗糸を案内するようになっている湾曲壁を形成し、突出する壁は、前記突出する壁の脚部に配置された溝内で粗糸の移動を束縛することができ、前記溝は、前記粗糸を不動化するようになっており、
−トラベラは、全体が台形形状を有するストランドガイドを有し、側面の1つは、複数の溝を備え、溝の各々は粗糸を不動化するようになっており、
−溝は、平行な側面を有する凹部と、前記ストランドガイドの外側に向ってテーパする部分と、を有する。
−ラップの各々を形成する材料は異なる。
−ラップの各々を形成する材料は同一である。
−粗糸の各々は、同じ数のフィラメントを有する。
−粗糸の各々は、異なる数のフィラメントを有する。
−粗糸の少なくとも1つは、ガラスおよび熱可塑性ポリマーストランド、例えば、ポリオレフィン、ポリアミド、ポリエステル、熱可塑性ポリウレタンの混繊で作られたフィラメントに基づく。
−粗糸の少なくとも1つは、ガラスフィラメントに基づく。
−少なくとも2つの別々のラップを有し、ラップの各々は、それぞれ、400−4000ガラスフィラメント、好ましくは800−1600ガラスフィラメントの粗糸と、200−4000ポリプロピレンフィラメントの粗糸、好ましくは600−1600ポリプロピレンフィラメントとから形成される。
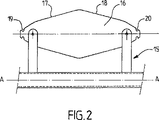
移行段階中、分離デバイス15は、その休止位置からその活動位置に切り替わり、ボビン巻取り機1の上に配置された紡糸口金11から始まるフィラメントまたはストランド5の粗糸は、分離デバイス15に一体的に連結されたパレット16と接触する。
−ガラスおよび熱可塑性物質。耐裂性あるいは耐貫通性の複合織物の製造。
−混繊された製品およびガラス。織物あるいは熱成形一方向織物を用いる、制御された層間剥離を有する、弾道補強熱可塑性プレートの用途。
−低ガラス含有量を有するマット用の混繊された製品および熱可塑性物質。
Claims (18)
- 少なくとも第1のスピンドル(3)および第2のスピンドル(4)を備えた円形パーンバッタリー(2)を有するボビン巻取り機(1)の助けを借りて、集合された複数のストランド(5)からなる巻取りパッケージの製造方法であり、前記第1および第2のスピンドル(3、4)の各々は、連続的に、休止である、すなわち排出段階中であるか、あるいは、回転できる、すなわち巻取りパッケージを巻く段階中であるかのいずれかである、製造方法において、
−紡糸口金(11)から来るストランド(5)を少なくとも2つのブランケットに分離するステップを有し、ブランケットの各々は、前記巻取りパッケージの表面に、分離されたストランド(5)を同時に堆積させることを可能にするトラベラ(7)を備えた杼口巻取りデバイス(6)の助けを借りて、同じ巻取りパッケージに巻かれたストランド(5)の粗糸を形成し、前記巻取りパッケージは、スピンドル(3、4)の1つによって支持され、
−スピンドル(3、4)の一方を巻く段階から休止段階に切り替え、次いで、他方のスピンドルが、その休止段階から巻き段階に移るように、円形パーンバッタリー(2)の移動を開始するステップを有し、この移動の始動中、トラベラ(7)が巻取りパッケージの表面から引き離され、
−スピンドル(3、4)間のこの移行ステップ中、分離デバイス(15)の助けを借りて、紡糸口金(11)から前記巻取りパッケージの表面まで走る粗糸の分離し始めるステップを有し、分離デバイス(15)は、一方では、互いに粗糸を分離し、他方では、粗糸を分離位置に維持することができる第1の位置と、粗糸の軌道と干渉しない第2の位置と、を占めることができ、
−トラベラ(7)を巻取りパッケージの表面に近付けるステップと、
−分離デバイス(15)を第2の位置に位置決めするステップと、
−次いで、トラベラ(7)が、粗糸の各々が前記トラベラ(7)内に囲い込み、巻取りパッケージの表面の堆積を可能にするように、分離された粗糸の各々の軌道をさえぎるステップと、を有する、
ことを特徴とする方法。 - 前記粗糸に対するトラベラ(7)の並進移動によってトラベラ(7)内に粗糸のひっかけを引き起こすステップを有し、トラベラ(7)は、第1のステップで、案内領域(9、10)により粗糸を案内し、次いで、第2のステップで、粗糸を係止領域(13、14)内に係止する、ことを特徴とする請求項1に記載の方法。
- 粗糸の位置に対するストランドガイドの位置割り出しの移動によってトラベラ(7)内に粗糸のひっかけを引き起こす、ことを特徴とする請求項1に記載の方法。
- 分離デバイス(15)は、一方では、粗糸の軌道をさえぎり、他方では、少なくとも第2の粗糸および少なくとも第1の粗糸を中間平面の両側で押しのけるように、粗糸の軌道の近くに位置決めされる、ことを特徴とする請求項1乃至3のいずれか1項に記載の方法。
- 請求項1乃至4のいずれか1項に記載の方法を実行するための巻取りデバイス(1)であって、
本質的にフレームを有し、このフレームは、フレームに対して回転運動することができる円形パーンバッタリー(2)を有し、前記円形パーンバッタリー(2)は、各々、少なくとも1つの巻取りパッケージを支持するようになっている少なくとも2つのスピンドル(3、4)で作られ、スピンドル(3、4)の各々は、少なくとも2つの粗糸を別々の粗糸の巻取りパッケージの形態に同時に引っ張って、巻くように、巻取りパッケージの直径とほぼ垂直な第1の軸線を中心に回転可能であり、
巻取りパッケージの表面に、互いに分離された粗糸を堆積させることを可能にする、トラベラ(7)を少なくとも備えた杼口巻取りデバイス(6)を有する巻取りデバイスにおいて、
一方では、紡糸口金(11)からトラベラ(7)まで走る粗糸を互いに分離し、他方では、粗糸を分離した位置に維持することができる第1の位置と、粗糸の軌道と干渉しない第2の位置とを占めることができる、分離デバイス(15)を有する、
ことを特徴とする巻取りデバイス。 - 分離デバイス(15)は、側面の一方の高さに少なくとも2つの縁部(17、18)を備えた、少なくとも1つのパレット(16)を有し、
これらの縁部は、それらの間に、少なくとも2つの粗糸の通路の分離平面を構成するように交差し、
粗糸の各々は、これらの縁部(17、18)のために、前記縁部の自由端の高さにそれぞれ位置決めされた動かなくする領域(19、20)の方に差向けられる、
ことを特徴とする請求項5に記載の巻取りデバイス。 - 分離デバイス(15)は、スピンドルの回転軸線にほぼ平行である軸線に沿って、フレームに対して回転可能に移動できるように取付けられる、ことを特徴とする請求項5または6に記載の巻取りデバイス。
- トラベラ(7)は、杼口巻取りデバイス(6)に取付けられ、少なくとも2つの溝(13、14)を有し、溝の各々は、粗糸を受け入れるようになっている、ことを特徴とする請求項5乃至7のいずれか1項に記載の巻取りデバイス。
- トラベラ(7)は、全体が台形形状のストランドガイドを有し、該ストランドガイドの2つの側面は、粗糸を、ストランドガイドの2つの他の側面の1つに対して突出する壁(12)に案内するようになっている湾曲壁(9、10)を形成し、この突出壁(12)は、前記突出壁(12)の脚部に配置された溝(13、14)の中の粗糸の移動を束縛することを可能にし、前記溝は、前記粗糸を移動不能にするようになっている、
ことを特徴とする請求項5乃至8に記載の巻取りデバイス。 - 溝(13、14)は、平行側面を有する凹部と、前記ストランドガイドの外側に向ってテーパする部分と、を有する、ことを特徴とする請求項8または9に記載の巻取りデバイス。
- 請求項1乃至4のいずれか1項に記載の方法によって得られた巻取りパッケージにおいて、巻取りパッケージは、複数のラップ、好ましくは少なくとも2つのラップを有し、粗糸の各々は、1つの材料からなり、且つピッチpだけ粗糸の分離された1つである、少なくとも1つの粗糸からなる、ことを特徴とする巻取りパッケージ。
- ラップの各々を形成する材料は異なる、ことを特徴とする請求項11に記載の巻取りパッケージ。
- ラップの各々を形成する材料は同一である、ことを特徴とする請求項11に記載の巻取りパッケージ。
- 粗糸の各々は、同数のフィラメントを有する、ことを特徴とする請求項11に記載の巻取りパッケージ。
- 粗糸の各々は、異なる数のフィラメントを有する、ことを特徴とする請求項11に記載の巻取りパッケージ。
- 粗糸の少なくとも1つは、ガラスフィラメントと熱可塑性フィラメントの混繊に基づく、ことを特徴とする請求項11乃至15のいずれか1項に記載の巻取りパッケージ。
- 粗糸の少なくとも1つは、ガラスフィラメントに基づく、請求項11乃至15に記載の巻取りパッケージ。
- 巻取りパッケージは、少なくとも2つの別々のラップを有し、ラップの各々は、400−4000ガラスフィラメント、好ましくは800−1600ガラスフィラメントの粗糸と、200−4000ポリプロピレンフィラメント、好ましくは600−1600ポリプロピレンフィラメントの粗糸から、それぞれ形成される、ことを特徴とする請求項11乃至17のいずれか1項に記載の巻取りパッケージ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0651291 | 2006-04-10 | ||
| FR0651291A FR2899571B1 (fr) | 2006-04-10 | 2006-04-10 | Procede de fabrication d'un enroulement a fils separes |
| PCT/FR2007/051067 WO2007116181A1 (fr) | 2006-04-10 | 2007-04-04 | Procédé de fabrication d'un enroulement a fils séparés |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009533298A JP2009533298A (ja) | 2009-09-17 |
| JP4987964B2 true JP4987964B2 (ja) | 2012-08-01 |
Family
ID=37496568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009504790A Expired - Fee Related JP4987964B2 (ja) | 2006-04-10 | 2007-04-04 | 分離ストランドを有する巻取りパッケージの製造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US8882019B2 (ja) |
| EP (1) | EP2004534B1 (ja) |
| JP (1) | JP4987964B2 (ja) |
| KR (1) | KR101311097B1 (ja) |
| CN (2) | CN103030028A (ja) |
| AT (1) | ATE486037T1 (ja) |
| BR (1) | BRPI0710492A2 (ja) |
| CA (1) | CA2647962C (ja) |
| DE (1) | DE602007010116D1 (ja) |
| FR (1) | FR2899571B1 (ja) |
| RU (1) | RU2430007C2 (ja) |
| WO (1) | WO2007116181A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2815046B1 (fr) | 2000-10-11 | 2003-01-10 | Vetrotex France Sa | Procede et dispositif de production d'un fil composite |
| FR2899243B1 (fr) | 2006-03-30 | 2008-05-16 | Saint Gobain Vetrotex | Procede et dispositif de fabrication d'un fil composite |
| FR2899571B1 (fr) | 2006-04-10 | 2009-02-06 | Saint Gobain Vetrotex | Procede de fabrication d'un enroulement a fils separes |
| WO2011064744A1 (en) * | 2009-11-30 | 2011-06-03 | Amit Kumar Lohia | A device for efficiently guiding yarn during yarn transfer in turret autowinder |
| CN105887278A (zh) * | 2016-05-16 | 2016-08-24 | 常州天马集团有限公司(原建材二五三厂) | 一种热塑性玻璃纤维增强pp复合材料专用玻璃纤维布 |
| JP7322331B2 (ja) * | 2017-04-06 | 2023-08-08 | 宇部エクシモ株式会社 | 巻糸パッケージ及びその製造方法 |
Family Cites Families (74)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2930102A (en) | 1954-01-22 | 1960-03-29 | British Celanese | Tension control |
| US3091018A (en) | 1956-12-27 | 1963-05-28 | Johns Manville Fiber Glass Inc | Process for combining glass fibers with synthetic resin fibers and product thereof |
| US3032813A (en) | 1957-07-09 | 1962-05-08 | Owens Corning Fiberglass Corp | Apparatus for forming and processing continuous filaments |
| US3072518A (en) * | 1958-03-03 | 1963-01-08 | Johns Manville Fiber Glass Inc | Method of forming multiple strands from a single bushing |
| US3134704A (en) | 1960-05-13 | 1964-05-26 | Reichhold Chemicals Inc | Method of and apparatus for multiple forming and winding of glass and resin filaments |
| US3269818A (en) | 1960-08-23 | 1966-08-30 | Owens Corning Fiberglass Corp | Devitrifying a glass about glass fibers on a conductor |
| FR1303213A (fr) * | 1961-08-17 | 1962-09-07 | Gerresheimer Glas Ag | Procédé et dispositif de division de fils en cours de filage |
| NL300660A (ja) * | 1962-11-20 | |||
| US3292871A (en) * | 1963-11-18 | 1966-12-20 | Owens Corning Fiberglass Corp | Apparatus for forming and collecting filaments |
| US3772870A (en) | 1971-06-07 | 1973-11-20 | Owens Corning Fiberglass Corp | Sizing composition and glass fibers sized therewith |
| US3844497A (en) | 1973-01-02 | 1974-10-29 | Ppg Industries Inc | Strand sensor for automatic knock-off device |
| DE2328499A1 (de) | 1973-06-05 | 1975-01-02 | Bayer Ag | Spinnstrecken und spinnstrecktexturierung von multifilgarnen |
| US3955952A (en) | 1974-03-18 | 1976-05-11 | Ppg Industries, Inc. | Method of making a slubby strand |
| JPS5516852A (en) * | 1978-07-21 | 1980-02-05 | Asahi Fiber Glass Co Ltd | Method of winding glass fiber strand |
| US4230284A (en) | 1979-07-11 | 1980-10-28 | Owens-Corning Fiberglas Corporation | Method and apparatus for collecting strands |
| US4342579A (en) | 1981-01-29 | 1982-08-03 | Owens-Corning Fiberglas Corporation | Method and apparatus for collecting strand |
| JPS5831111A (ja) | 1981-08-12 | 1983-02-23 | Kanebo Ltd | 導電性複合繊維を含有する混繊糸 |
| JPS5841910A (ja) | 1981-08-31 | 1983-03-11 | Kanebo Ltd | 導電性混繊糸 |
| JPS5860032A (ja) | 1982-08-25 | 1983-04-09 | 東レ株式会社 | 嵩高糸の製造方法 |
| US4509702A (en) * | 1983-01-27 | 1985-04-09 | Ppg Industries, Inc. | Apparatus for packaging a plurality of fibers or strands |
| US4492662A (en) | 1983-04-28 | 1985-01-08 | Pirelli General Plc | Manufacture of insulated electric cables |
| IT1184759B (it) | 1985-04-22 | 1987-10-28 | Roy Electrotex Spa | Porgitrama per telai di tessitura |
| FR2585375B1 (fr) * | 1985-07-25 | 1988-04-08 | Saint Gobain Vetrotex | Dispositif et procede pour bobiner simultanement plusieurs fils separes sur un support en rotation |
| DE3617248C2 (de) | 1985-08-30 | 1995-05-24 | Barmag Barmer Maschf | Verfahren zum Herstellen eines Kompositfadens aus Chemiefasern |
| US4762750A (en) | 1986-05-22 | 1988-08-09 | Ppg Industries, Inc. | Flexible, chemically treated bundles of fibers and process |
| JPS6424047A (en) * | 1987-07-17 | 1989-01-26 | Nitto Glass Fiber Mfg | Production of glass yarn |
| US5156347A (en) | 1988-03-30 | 1992-10-20 | Gay Ii Francis V | Automatic continuous fiber winder |
| JPH0830359B2 (ja) | 1988-09-06 | 1996-03-27 | 住吉重工業株式会社 | 下水道管内清掃方法 |
| FR2638467B1 (ja) | 1988-10-28 | 1991-11-08 | Saint Gobain Vetrotex | |
| JPH02243469A (ja) * | 1989-03-17 | 1990-09-27 | Nitto Boseki Co Ltd | ガラス繊維ストランドの分割巻取方法及び装置 |
| JP2842633B2 (ja) * | 1989-06-01 | 1999-01-06 | 旭化成工業株式会社 | 弾性糸の自動切替方法 |
| JPH0359038A (ja) | 1989-07-28 | 1991-03-14 | Toyobo Co Ltd | 熱可塑性複合材料前駆体およびその製造方法 |
| JPH03270612A (ja) | 1990-03-15 | 1991-12-02 | Toshiba Eng & Constr Co Ltd | ケーブル延線機用撓み検出装置 |
| US5110517A (en) | 1990-06-01 | 1992-05-05 | E. I. Dupont De Nemours And Company | Method for deregistering crimped multifilament tow |
| JPH04222246A (ja) | 1990-12-18 | 1992-08-12 | Unitika Ltd | 複合交絡糸の製造方法 |
| FR2674260B1 (fr) | 1991-03-19 | 1994-01-14 | Vetrotex France | Dispositif de fabrication d'un fil composite forme de fibres de renforcement et de matiere organique thermoplastique. |
| FR2674261B1 (fr) | 1991-03-19 | 1993-06-11 | Vetrotex France Sa | Procede et dispositif de fabrication d'un fil composite. |
| US5262236A (en) | 1991-09-19 | 1993-11-16 | Owens-Corning Fiberglas Technology Inc. | Glass size compositions and glass fibers coated therewith |
| JP2998391B2 (ja) | 1992-01-23 | 2000-01-11 | 三菱電機株式会社 | ケーブル自動送り出し装置 |
| JP2692513B2 (ja) | 1992-11-10 | 1997-12-17 | 東レ株式会社 | ポリエステル繊維の製造方法および装置 |
| FR2698038B1 (fr) | 1992-11-19 | 1995-01-27 | Vetrotex France Sa | Procédé et dispositif de formation d'un fil composite. |
| FR2701119B1 (fr) | 1993-02-03 | 1995-03-17 | Superba Sa | Capteur pour la mesure sans contact des caractéristiques d'un produit linéaire de très grande longueur par rapport à ses autres dimensions, sur une machine de production ou autre. |
| FR2702778B1 (fr) | 1993-03-18 | 1995-05-05 | Vetrotex France Sa | Procédé et dispositif de formation d'un fil composite. |
| TW295607B (ja) | 1993-05-24 | 1997-01-11 | Courtaulds Fibres Holdings Ltd | |
| JPH0796248A (ja) | 1993-09-28 | 1995-04-11 | Kobe Steel Ltd | 鋼帯のカテナリー制御方法 |
| JP3211541B2 (ja) | 1994-02-24 | 2001-09-25 | 村田機械株式会社 | 紡糸巻取機及びそのボビン位置制御方法 |
| TW288052B (ja) | 1994-06-30 | 1996-10-11 | Du Pont | |
| US5626643A (en) | 1994-09-26 | 1997-05-06 | Owens-Corning Fiberglas Technology Inc. | Contact drying of fibers to form composite strands |
| TW371680B (en) | 1995-06-07 | 1999-10-11 | Owens Corning Fiberglass Corp | Method and apparatus for the in-line pre-impregnation of glass or synthetic fibers with a non-aqueous chemical treatment |
| DE19523512A1 (de) | 1995-06-28 | 1997-01-02 | Bayer Ag | Schlichtezusammensetzung, beschlichtete Glasfasern sowie deren Verwendung |
| TW357200B (en) | 1995-09-13 | 1999-05-01 | Owens Corning Fiberglas Tech | Unidirectional fabric and method and apparatuses for forming the same |
| FR2750979B1 (fr) | 1996-07-10 | 1998-10-02 | Vetrotex France Sa | Dispositif pour la fabrication d'un fil composite |
| FR2755127B1 (fr) | 1996-10-29 | 1998-11-27 | Vetrotex France Sa | Fils de verre ensimes destines au renforcement de matieres polymeres |
| TW483866B (en) | 1997-03-25 | 2002-04-21 | Barmag Barmer Maschf | Method of winding an advancing yarn and takeup machine for carrying out such method |
| US6025073A (en) | 1997-06-04 | 2000-02-15 | N.V. Owens-Corning S.A. | High solubility size composition for fibers |
| US6027680A (en) * | 1997-06-10 | 2000-02-22 | Owens Corning Fiberglas Technology, Inc. | Method and apparatus for the in-line impregnation of fibers with a non-aqueous chemical treatment |
| US6074590A (en) | 1997-07-28 | 2000-06-13 | Fina Technology, Inc. | Process of making a bicomponent fiber |
| FR2772369B1 (fr) | 1997-12-17 | 2000-02-04 | Vetrotex France Sa | Composition d'ensimage pour fils de verre, procede utilisant cette composition et produits resultants |
| JP4099733B2 (ja) * | 1997-12-24 | 2008-06-11 | 日東紡績株式会社 | ガラス繊維巻取方法 |
| CA2322569A1 (en) | 1998-03-11 | 1999-09-16 | The Dow Chemical Company | Fibers made from alpha-olefin/vinyl or vinylidene aromatic and/or hindered cycloaliphatic or aliphatic vinyl or vinylidene interpolymers |
| US6228281B1 (en) | 1998-10-30 | 2001-05-08 | Owens Corning Fiberglas Technology | Sizing for glass fibers having low nonionic and cationic lubricant content |
| US6551707B1 (en) | 1998-10-30 | 2003-04-22 | Owens Corning Fiberglas Technology, Inc. | Mixed lubricant sizing |
| DE19915955C2 (de) | 1999-04-09 | 2001-09-13 | Schuller Gmbh | Vorrichtung und Verfahren zum Herstellen eines strangartigen Faserverbundes aus Glasfasern |
| FR2795634A1 (fr) | 1999-06-30 | 2001-01-05 | Oreal | Mascara comprenant des polymeres filmogenes |
| US6270897B1 (en) | 1999-07-29 | 2001-08-07 | Owens Corning Fiberglas Technology, Inc. | Coupling-agent system for composite fibers |
| CA2382142C (fr) | 2000-07-12 | 2005-08-23 | L'oreal | Dispositif de conditionnement et/ou d'application contenant des fibres comportant au moins un corps aimante ou aimantable |
| FR2815046B1 (fr) | 2000-10-11 | 2003-01-10 | Vetrotex France Sa | Procede et dispositif de production d'un fil composite |
| JP4644926B2 (ja) | 2000-10-13 | 2011-03-09 | ソニー株式会社 | 半導体製造装置および半導体装置の製造方法 |
| FR2819801B1 (fr) | 2001-01-24 | 2004-10-01 | Saint Gobain Vetrotex | Fils de verre ensimes, composition d'ensimage et composites comprenant lesdits fils |
| FR2839320B1 (fr) | 2002-05-02 | 2004-09-17 | Saint Gobain Vetrotex | Bobine de fil en fibres de verre |
| FR2848492B1 (fr) | 2002-12-13 | 2006-12-29 | Saint Gobain Vetrotex | Procede et dispositif de fabrication d'une plaque composite |
| FR2877941B1 (fr) | 2004-11-17 | 2007-06-08 | Saint Gobain Vetrotex | Procede et dispositif de production d'un fil composite. |
| FR2899243B1 (fr) | 2006-03-30 | 2008-05-16 | Saint Gobain Vetrotex | Procede et dispositif de fabrication d'un fil composite |
| FR2899571B1 (fr) | 2006-04-10 | 2009-02-06 | Saint Gobain Vetrotex | Procede de fabrication d'un enroulement a fils separes |
-
2006
- 2006-04-10 FR FR0651291A patent/FR2899571B1/fr not_active Expired - Fee Related
-
2007
- 2007-04-04 BR BRPI0710492-8A patent/BRPI0710492A2/pt not_active IP Right Cessation
- 2007-04-04 RU RU2008140115/13A patent/RU2430007C2/ru not_active IP Right Cessation
- 2007-04-04 EP EP07731870A patent/EP2004534B1/fr not_active Not-in-force
- 2007-04-04 JP JP2009504790A patent/JP4987964B2/ja not_active Expired - Fee Related
- 2007-04-04 CA CA2647962A patent/CA2647962C/en not_active Expired - Fee Related
- 2007-04-04 DE DE602007010116T patent/DE602007010116D1/de active Active
- 2007-04-04 US US12/296,559 patent/US8882019B2/en not_active Expired - Fee Related
- 2007-04-04 KR KR1020087027469A patent/KR101311097B1/ko not_active IP Right Cessation
- 2007-04-04 CN CN2012105809367A patent/CN103030028A/zh active Pending
- 2007-04-04 AT AT07731870T patent/ATE486037T1/de not_active IP Right Cessation
- 2007-04-04 WO PCT/FR2007/051067 patent/WO2007116181A1/fr active Application Filing
- 2007-04-04 CN CN200780018736XA patent/CN101448724B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20120111983A1 (en) | 2012-05-10 |
| FR2899571A1 (fr) | 2007-10-12 |
| CA2647962C (en) | 2014-10-28 |
| JP2009533298A (ja) | 2009-09-17 |
| ATE486037T1 (de) | 2010-11-15 |
| US8882019B2 (en) | 2014-11-11 |
| DE602007010116D1 (de) | 2010-12-09 |
| RU2430007C2 (ru) | 2011-09-27 |
| CN103030028A (zh) | 2013-04-10 |
| WO2007116181A1 (fr) | 2007-10-18 |
| RU2008140115A (ru) | 2010-05-20 |
| KR101311097B1 (ko) | 2013-09-25 |
| KR20080109914A (ko) | 2008-12-17 |
| CN101448724A (zh) | 2009-06-03 |
| CN101448724B (zh) | 2013-01-23 |
| EP2004534A1 (fr) | 2008-12-24 |
| FR2899571B1 (fr) | 2009-02-06 |
| CA2647962A1 (en) | 2007-10-18 |
| EP2004534B1 (fr) | 2010-10-27 |
| BRPI0710492A2 (pt) | 2011-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4987964B2 (ja) | 分離ストランドを有する巻取りパッケージの製造方法 | |
| JP5745510B2 (ja) | 非編組式織物で強化された中空糸膜 | |
| US8910690B2 (en) | Method and apparatus for manufacturing continuous fiber-reinforced thermoplastic resin pellet | |
| FI81388B (fi) | Anordning och foerfarande foer spoling av flera separata traodar samtidigt pao ett roterande underlag. | |
| US2741009A (en) | Method of and apparatus for the high speed packaging of filamentary or strand-like materials | |
| JP2019131400A (ja) | スプライシング装置に用いられるスプライシング角柱体 | |
| US20160184777A1 (en) | Non-braided, textile-reinforced hollow fiber membrane | |
| JP4796138B2 (ja) | 制御された二次行程を有する巻取機 | |
| EP1052210B1 (en) | Take-up method and device for synthetic fibers | |
| CN100379666C (zh) | 用于热塑纤维的具有多个释放路径的络筒机 | |
| US6929211B1 (en) | Method of winding yarns to form frustoconical yarn packages | |
| US5168697A (en) | Apparatus for changing yarn carriers in a spinning or twisting machine | |
| US6425545B1 (en) | Method and apparatus of building multiple packages on a single collet | |
| EP2184386B1 (en) | Device for melt-spinning and winding up synthetic filament yarns | |
| JPH07300281A (ja) | 連続した糸又はヤーンを巻き取る方法及び装置 | |
| CA1123278A (en) | Method and apparatus for winding and twisting yarn | |
| JPH03823A (ja) | 短繊維糸製造用精紡機 | |
| JPH02243469A (ja) | ガラス繊維ストランドの分割巻取方法及び装置 | |
| JP4574725B2 (ja) | 線状物の巻取り装置 | |
| JP2004018207A (ja) | ヤーンパッケージ | |
| CA1152822A (en) | Method and apparatus for winding and twisting yarn | |
| JPS5918299B2 (ja) | ガラス繊維巻取終了時におけるストランドの移動方法 | |
| JPH08324889A (ja) | ターレット型糸巻取機の糸切替方法、ターレット型糸巻取機及び糸巻用ボビン | |
| GB2616817A (en) | Device and method for winding filaments onto a moveable mandrel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100402 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120402 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120425 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |