JP2012509781A - 射出成形金型にとってのネガティブ部を備えた被成形部品の成型および取り出しのためのスライド機構 - Google Patents
射出成形金型にとってのネガティブ部を備えた被成形部品の成型および取り出しのためのスライド機構 Download PDFInfo
- Publication number
- JP2012509781A JP2012509781A JP2011536910A JP2011536910A JP2012509781A JP 2012509781 A JP2012509781 A JP 2012509781A JP 2011536910 A JP2011536910 A JP 2011536910A JP 2011536910 A JP2011536910 A JP 2011536910A JP 2012509781 A JP2012509781 A JP 2012509781A
- Authority
- JP
- Japan
- Prior art keywords
- slide
- slide mechanism
- mechanism according
- ejector
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007246 mechanism Effects 0.000 title claims abstract description 67
- 238000000465 moulding Methods 0.000 title claims description 22
- 238000002347 injection Methods 0.000 title claims description 13
- 239000007924 injection Substances 0.000 title claims description 13
- 230000000295 complement effect Effects 0.000 claims abstract description 12
- 238000003825 pressing Methods 0.000 claims abstract description 10
- 230000008878 coupling Effects 0.000 claims description 10
- 238000010168 coupling process Methods 0.000 claims description 10
- 238000005859 coupling reaction Methods 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 239000011347 resin Substances 0.000 description 9
- 229920005989 resin Polymers 0.000 description 9
- 238000003754 machining Methods 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000000926 separation method Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 229920002313 fluoropolymer Polymers 0.000 description 2
- 239000004811 fluoropolymer Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229920003051 synthetic elastomer Polymers 0.000 description 2
- 239000005061 synthetic rubber Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/44—Removing or ejecting moulded articles for undercut articles
- B29C45/4435—Removing or ejecting moulded articles for undercut articles using inclined, tiltable or flexible undercut forming elements driven by the ejector means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/44—Removing or ejecting moulded articles for undercut articles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
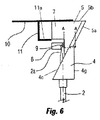
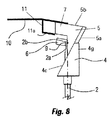
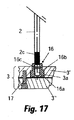
可動式エジェクタプレート(3)に取り付けられた第1端部(2c)と、カム(6)に結合された突出部(2b)で終結する円錐状の第2端部(2a)と、を備え、前記突出部(2b)は、カム(6)が揺動可能な回転シャフトとしての役割を果たすものであるエジェクタシャフト(2)と、
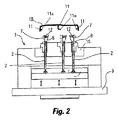
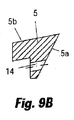
成形部(5d)と、得ようとする部品(10)に接触する押圧面(5b)とベース部(5c)との間の傾斜部(5a)と、スライド部材(5)を通って延び前記カム(6)の少なくとも一部がネガティブ部(11a)に平行にスライドするスライド通路(14)とを備えたくさび形のスライド部材(5)と、
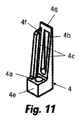
エジェクタシャフト(2)が軸方向にスライドしながら通る軸方向の通路(4a)と、スライド部材(5)の傾斜部(5a)が移動し該傾斜部と相補的な傾斜を有する傾斜部(4c)とを備えた固定型スライド支持部材(4)と、を有する。
Description
該スライド機構は、
軸方向の面に沿って移動する可動式エジェクタプレートに取り付けられた第1端部と、結合要素によりスライド部材に結合された第2端部と、を備え、前記スライド部材が、該スライド部材を通って延びる被成形部品の少なくとも1つのネガティブ部の形状が備わった成形部と、ベース部と、成形中に前記被成形部品に接触する押圧面と、前記軸方向の面に対する径方向への傾斜部と、を有する少なくとも1つのエジェクタシャフトと、
前記スライド部材の傾斜部の傾斜に対して相補的な傾斜を有し、前記スライド部材の傾斜部が上を移動する傾斜部と、前記エジェクタシャフトが軸方向にスライドしながら通る軸方向のガイド通路が設けられたベース部と、を備えた固定型スライド支持部材と、を備え、
前記スライド部材は、少なくとも部分的に且つ前記ネガティブ部と平行に前記スライド部材を通って延びるスライド通路を有し、
前記結合要素は、前記エジェクタシャフトの前記第2端部に取り付けられ、前記スライド通路内に少なくとも部分的にスライド可能にフィットしている。
Claims (23)
- 射出成形金型にとってのネガティブ部を備えた被成形部品の成形および取り出しのためのスライド機構であって、
軸方向の面に沿って移動する可動式エジェクタプレート(3)に取り付けられた第1端部(2c)と、結合要素(6)によりスライド部材(5)に結合された第2端部(2a)と、を備え、前記スライド部材が、該スライド部材(5)を通って延びる被成形部品(10)の少なくとも1つのネガティブ部の形状が備わった成形部(5d)と、ベース部(5c)と、成形中に前記被成形部品(10)に接触する押圧面(5b)と、前記軸方向の面に対する径方向への傾斜部(5a)と、を有する少なくとも1つのエジェクタシャフト(2)と、
前記スライド部材(5)の傾斜部(5a)の傾斜に対して相補的な傾斜を有し、前記スライド部材(5)の傾斜部(5a)が上を移動する傾斜部(4c)と、前記エジェクタシャフト(2)が軸方向にスライドしながら通る軸方向のガイド通路(4a)が設けられたベース部(4e)と、を備えた固定型スライド支持部材(4)と、を備え、
前記スライド部材(5)は、少なくとも部分的に且つ前記ネガティブ部(11a)と平行に前記スライド部材(5)を通って延びるスライド通路(14)を有し、
前記結合要素(6)は、前記エジェクタシャフト(2)の前記第2端部(2a)に取り付けられ、前記スライド通路(14)内に少なくとも部分的にスライド可能にフィットしていることを特徴とするスライド機構。 - 前記結合要素(6)はカムであり、
前記エジェクタシャフト(2)の前記第2端部(2a)は、前記カム(6)に結合された突出部(2b)で終結し、
該突出部(2b)は、前記カム(6)を揺動可能に支持する回転シャフトの役割を果たすものであることを特徴とする請求項1に記載のスライド機構。 - 前記エジェクタシャフト(2)の前記第2端部(2a)は円錐形であることを特徴とする請求項2に記載のスライド機構。
- 前記突出部(2b)は、前記エジェクタシャフト(2)の前記第2端部(2a)の先端よりも大きな直径を有することを特徴とする請求項2または3に記載のスライド機構。
- 前記突出部(2b)は円筒形であることを特徴とする請求項2〜4のいずれかに記載のスライド機構。
- 前記カム(6)は、前記エジェクタシャフト(2)の前記突出部(2a)が収容される円形部を有する内側第1部(8a)と、制限タイプの中間部(8b)と、該中間部(8b)に向かって収束しながら傾斜した対向側壁を有する外側第3部(8c)とが設けられた溝部(8)を備え、
前記突出部(2b)は、該突出部(2a)において前記カム(6)が揺動可能なように前記カム(6)の前記溝部(8)の前記第1部(8a)内に収容されていることを特徴とする請求項2〜5のいずれか1項に記載のスライド機構。 - 前記エジェクタシャフト(2)の先端に配置された前記突出部(2b)は磁石(9)を備えていることを特徴とする請求項2〜6のいずれか1項に記載のスライド機構。
- 前記磁石(9)は、前記突出部(2b)に設けられた空洞内に収容されていることを特徴とする請求項7に記載のスライド機構。
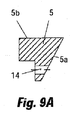
- 前記スライド部材(5)は、押圧面(5b)と、該押圧面(5b)よりも狭いベース部(5c)との間を傾斜部(5a)が延びるくさび形の部材であることを特徴とする請求項1〜8のいずれか1項に記載のスライド機構。
- 前記スライド通路(14)はトンネル型であることを特徴とする請求項1〜9のいずれか1項に記載のスライド機構。
- 前記スライド通路(14)は、前記ベース部(5c)の近傍において前記スライド部材(5)を通って延びることを特徴とする請求項10に記載のスライド機構。
- 前記スライド通路(14)は、前記エジェクタプレート(3)に向かって少なくとも半分開放した溝形となっていることを特徴とする請求項1〜9のいずれか1項に記載のスライド機構。
- 前記スライド支持部材(4)は、前記射出成形金型(15)に固定されていることを特徴とする請求項1〜12のいずれか1項に記載のスライド機構。
- 前記スライド支持部材(4)は、該スライド支持部材を前記射出成形金型(15)に固定するための固定手段(4d)を有することを特徴とする請求項13に記載のスライド機構。
- 前記スライド部材(5)は、該スライド部材(5)の調節可能部(13)に取付け可能な着脱可能要素(7)を有することを特徴とする請求項1〜14のいずれか1項に記載のスライド機構。
- 前記スライド支持部材は、前記スライド部材(5)のガイド用凹所(5e)に入り込む少なくとも1つの側面ガイド部(4f)を備え、
該側面ガイド部(4f)と前記ガイド用凹所(5e)とは、前記スライド支持部材(4)の傾斜部(4c)と同じ方向性を有することを特徴とする請求項1〜15のいずれか1項に記載のスライド機構。 - 前記スライド支持部材は、前記スライド部材(5)の両側面に設けられた各ガイド用凹所(5e)にそれぞれ入り込む2つの側面ガイド部(4f)を備え、該側面ガイド部(4f)と前記ガイド用凹所(5e)とは、前記スライド支持部材(4)の傾斜部(4c)と同じ方向性を有することを特徴とする請求項1〜15のいずれか1項に記載のスライド機構。
- 前記エジェクタシャフト(2)の前記第1端部(2c)は、前記エジェクタプレート(3)における相補的な穴(3a)にねじ込み可能なねじ山付き端部であることを特徴とする請求項1〜17のいずれか1項に記載のスライド機構。
- 前記エジェクタシャフト(2)の前記第1端部(2c)は、前記エジェクタプレート(3)における相補的な穴(3a)内に静止された固定部材(16)の穴(16a)にねじ込み可能なねじ山付き端部であることを特徴とする請求項1〜12のいずれか1項に記載のスライド機構。
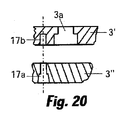
- 前記エジェクタプレート(3)は、相互に取り付けられた、前記相補的な穴(3a)を備えた固定プレート(3’)と、底部プレート(3”)とを備え、
前記固定部材(16)は円筒状であり、第1部と、第2部と、前記第1部と前記第2部との間の周辺段部(16b)とを備え、前記第1部は前記第2部よりも小さな直径を有し、
前記固定プレート(3’)における前記穴(3a)は、前記固定プレート(3’)の外側部分における狭窄部と固定プレート(3’)の本体内における拡大部とを備えた貫通穴であり、該貫通穴(3a)の前記狭窄部と前記拡大部とは、前記固定部材(16)の前記第1円筒状部および前記第2円筒状部にそれぞれ対応する大きさを有し、これにより、前記固定部材(16)の前記第1円筒状部は、前記貫通穴(3a)の前記狭窄部に収容され、前記第2円筒状部は、前記貫通穴(3a)の前記拡大部に挿入され、前記周辺段部(16b)は、前記貫通穴(3a)の前記狭窄部の縁部に接触して支持され、
前記底部プレート(3”)は、前記固定プレート(3’)における前記貫通穴(3a)の前記拡大部を閉じていることを特徴とする請求項19に記載のスライド機構。 - 前記エジェクタシャフト(2)の前記ねじ山付き端部(2c)がねじ込まれる前記穴(3a,16a)に、非回転要素(16c)が設けられていることを特徴とする請求項18〜20のいずれか1項に記載のスライド機構。
- 前記非回転要素(16c)は、少なくとも1つのワッシャであることを特徴とする請求項18〜21のいずれか1項に記載のスライド機構。
- 前記結合要素(6)は、前記エジェクタシャフトの前記第2端部(2b)に固定して取り付けられたバーであることを特徴とする請求項9〜22のいずれか1項に記載のスライド機構。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ESP200803363 | 2008-11-26 | ||
| ES200803363A ES2365570B1 (es) | 2008-11-26 | 2008-11-26 | Mecanismo de corredera para moldeo y expulsion de negativos en moldes de inyeccion de plastico |
| PCT/ES2009/070524 WO2010061026A2 (es) | 2008-11-26 | 2009-11-24 | Mecanismo de corredera para moldeo y expulsión de piezas moldeadas con negativos para un molde de inyección |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012509781A true JP2012509781A (ja) | 2012-04-26 |
| JP5640012B2 JP5640012B2 (ja) | 2014-12-10 |
Family
ID=42226167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011536910A Expired - Fee Related JP5640012B2 (ja) | 2008-11-26 | 2009-11-24 | 射出成形金型にとってのネガティブ部を備えた被成形部品の成型および取り出しのためのスライド機構 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8469696B2 (ja) |
| EP (1) | EP2351640A4 (ja) |
| JP (1) | JP5640012B2 (ja) |
| ES (1) | ES2365570B1 (ja) |
| WO (1) | WO2010061026A2 (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2345697B1 (es) * | 2007-12-31 | 2011-09-28 | Jose Luis Gonzalez Palacio Fenech | Dispositivo para el desmoldeo de negativos en inyeccion de plastico. |
| US8475156B2 (en) * | 2011-03-24 | 2013-07-02 | Cheng Uei Precision Industry Co., Ltd. | Injection mold |
| US8758007B2 (en) * | 2012-02-08 | 2014-06-24 | Shin Tai Plastics Industrial Co., Ltd. | Structure of slide-block module of a plastic pallet shaping mold |
| ES2398793B1 (es) * | 2012-11-27 | 2014-02-10 | Comercial de Útiles y Moldes, S.A. | Dispositivo para el desmoldeado de piezas |
| ES2428238B1 (es) * | 2013-06-25 | 2014-09-02 | Comercial de Útiles y Moldes, S.A. | Dispositivo para el desmoldeado de piezas |
| DE102013018968A1 (de) * | 2013-11-07 | 2015-05-07 | Pauser und Weinkauf Vertriebs GmbH | Spritzgießwerkzeug |
| US9028244B1 (en) | 2013-12-06 | 2015-05-12 | Fca Us Llc | Lifter for an injection molding tool |
| TW201615379A (zh) * | 2014-10-17 | 2016-05-01 | 綠點高新科技股份有限公司 | 射出成型方法及模具機構 |
| US10226886B2 (en) * | 2015-01-27 | 2019-03-12 | Samsung Electronics Co., Ltd. | Slim injection molding apparatus |
| KR200486819Y1 (ko) * | 2016-10-25 | 2018-07-03 | 주식회사 대부 | 금형 |
| JP6836774B2 (ja) * | 2016-11-28 | 2021-03-03 | 株式会社テクノクラーツ | アンダーカット処理機構、成形用金型 |
| CN109093955B (zh) * | 2018-10-09 | 2023-07-18 | 深圳市合川智能科技有限公司 | 一种具有三次顶出机构的模具及其顶出方法 |
| ES2936526T3 (es) * | 2019-03-13 | 2023-03-17 | Comercial De Utiles Y Moldes Sa | Dispositivo para desmoldar negativos en moldes de inyección de termoplásticos |
| CN110076318A (zh) * | 2019-05-26 | 2019-08-02 | 深圳市宝田精工塑胶模具有限公司 | 锌合金成型模具 |
| CN110303650B (zh) * | 2019-06-27 | 2024-02-23 | 常州星宇车灯股份有限公司 | 模具二次顶出工装 |
| CN113815194B (zh) * | 2021-10-09 | 2023-09-26 | 广东东亚电器有限公司 | 一种用于具有斜倒扣的注塑产品成型的模具 |
| CN114055734B (zh) * | 2022-01-18 | 2022-04-12 | 宁海县第一注塑模具有限公司 | 一种用于汽车结构件的注塑模具 |
| CN115071007B (zh) * | 2022-07-18 | 2023-07-25 | 富诚汽车零部件有限公司 | 一种中央通道包覆装饰件产品的抽芯结构 |
| CN116461049B (zh) * | 2023-05-08 | 2024-04-30 | 深圳恒佳精密模具注塑有限公司 | 一种循环式防泄漏双色注塑模具 |
| DE102023115262B3 (de) | 2023-06-12 | 2024-10-10 | MERKLE PORTUGAL, Unipessoal, Lda. | Vorrichtung und schrägauswerfer |
| CN116922693B (zh) * | 2023-07-12 | 2024-06-14 | 宁波青山青汽车部件有限公司 | 一种汽车内饰板成型模具 |
| CN117001899B (zh) * | 2023-09-07 | 2024-02-06 | 西安驰达飞机零部件制造股份有限公司 | 一种飞机复合材料加工用脱模装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03129429U (ja) * | 1990-04-10 | 1991-12-26 | ||
| JP2002120262A (ja) * | 2000-10-16 | 2002-04-23 | Nissan Motor Co Ltd | 射出成形型 |
| JP2002127204A (ja) * | 2000-10-27 | 2002-05-08 | Sekisui Chem Co Ltd | 射出成形用金型 |
| JP3974641B1 (ja) * | 2006-08-29 | 2007-09-12 | 株式会社テクノクラーツ | 成形用金型装置 |
| JP3974643B1 (ja) * | 2006-11-30 | 2007-09-12 | 株式会社テクノクラーツ | アンダーカット処理機構 |
| JP3974642B1 (ja) * | 2006-08-29 | 2007-09-12 | 株式会社テクノクラーツ | 成形用金型装置 |
| JP2009126121A (ja) * | 2007-11-27 | 2009-06-11 | Technocrats Corp | アンダーカット処理機構 |
| JP2010083033A (ja) * | 2008-09-30 | 2010-04-15 | Technocrats Corp | アンダーカット処理機構 |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US548895A (en) * | 1895-10-29 | Willard g | ||
| US2529091A (en) * | 1946-10-05 | 1950-11-07 | William M Lester | Mold for a plastic ring having an annulus and a motif |
| US3865529A (en) * | 1973-12-05 | 1975-02-11 | Beatrice Foods Co | Molding apparatus |
| US4101256A (en) * | 1977-03-11 | 1978-07-18 | E & E Specialties, Inc. | Mold for forming a plastic article having an undercut or negative draft portion |
| JPS5937215B2 (ja) * | 1981-11-17 | 1984-09-08 | ホンダエンジニアリング株式会社 | 合成樹脂成形金型 |
| JPS58134726A (ja) * | 1982-02-05 | 1983-08-11 | Nissan Motor Co Ltd | 射出成形金型 |
| US4515342A (en) * | 1984-04-06 | 1985-05-07 | Borislav Boskovic | Slide retainer |
| US4832307A (en) * | 1988-09-15 | 1989-05-23 | Toshiba Kikai Kabushiki Kaisha | Injection mold |
| JPH04189521A (ja) * | 1990-11-26 | 1992-07-08 | Daikyo Inc | プラスチック成形用型構造 |
| US5281127A (en) * | 1992-05-14 | 1994-01-25 | Ramsey William C | Articulated core blade assembly for use in an injection molding machine |
| JP2812198B2 (ja) * | 1994-04-28 | 1998-10-22 | 豊田合成株式会社 | ステアリングホイール用パッドの製造方法 |
| US5551864A (en) * | 1995-01-12 | 1996-09-03 | Boskovic; Borislav | Core lifter system |
| DE19507009C2 (de) * | 1995-02-28 | 1997-03-13 | Johannes Ludwig Foellmer | Vorrichtung zum Entformen von Spritzgießteilen |
| US5773048A (en) * | 1995-08-07 | 1998-06-30 | Ramsey; William C. | Retainer for injection molding machine components |
| JP3259644B2 (ja) * | 1996-10-11 | 2002-02-25 | 豊田合成株式会社 | ステアリングホイール成形用金型 |
| US5814357A (en) * | 1997-08-15 | 1998-09-29 | Boskovic; Borislav | Core lifter system for use in a plastic injection mold |
| JP2983510B2 (ja) * | 1997-09-29 | 1999-11-29 | 三星電子株式会社 | プラスチックの射出成形用金型 |
| CA2260681C (en) * | 1999-02-02 | 2007-04-10 | Top Grade Molds Ltd. | Mold collet lifting ring |
| ATE247548T1 (de) * | 1999-08-20 | 2003-09-15 | Erwin Wimmer | Formwerkzeug für spritz- oder druckgussmaschinen |
| US6604934B2 (en) * | 1999-12-08 | 2003-08-12 | Top Grade Molds Ltd. | Dual stage floating ring mold ejection |
| US6491513B1 (en) * | 2000-07-20 | 2002-12-10 | Omni Mold Systems | Internal core lifter and a mold incorporating the same |
| ES2170702A1 (es) * | 2000-10-25 | 2002-08-01 | Pruna Alberto Navarra | Expulsor flexible para moldes de inyeccion. |
| ES2220158B1 (es) | 2001-10-29 | 2005-12-16 | Alberto Navarra Pruna | Mecanismo de expulsion para moldes de inyeccion. |
| DE10231551A1 (de) * | 2002-07-11 | 2004-01-22 | Balda Werkzeug- Und Vorrichtungsbau Gmbh | Formwerkzeug für Kunststoff-Gehäuseteile |
| JP4088568B2 (ja) * | 2003-08-18 | 2008-05-21 | 株式会社 タカオ設計事務所 | エジェクター装置 |
| ES2219196B1 (es) | 2004-04-28 | 2005-09-16 | Comercial De Utiles Y Moldes, S.A. | Mecanismo de corredera para moldeo y expulsion de negativos en moldes de inyeccion. |
| JP4458473B2 (ja) * | 2004-09-28 | 2010-04-28 | 株式会社小糸製作所 | 車輌用灯具部品の成形方法及び車輌用灯具部品の成形装置 |
| DE102005011311B3 (de) * | 2005-03-08 | 2006-05-11 | Schneider Form Gmbh | Schieberrückzug einer Spritzgießform und Verfahren zum Herstellen eines Spritzgießteils |
| US7559763B2 (en) * | 2005-06-20 | 2009-07-14 | Crest Mold Technology Inc. | Dual material injection mold and method |
| US7435079B2 (en) * | 2006-04-18 | 2008-10-14 | Cheng Uei Precision Industry Co., Ltd. | Angular ejector mechanism and injection mold with the same |
| FR2900351B1 (fr) * | 2006-04-26 | 2008-06-13 | Commissariat Energie Atomique | Procede de preparation d'une couche nanoporeuse de nanoparticules et couche ainsi obtenue |
| US7387505B1 (en) * | 2006-11-24 | 2008-06-17 | Cheng Uei Precision Industry Co., Ltd. | Side-action mechanism and injection mold using the same |
| JP3133912U (ja) * | 2007-05-17 | 2007-07-26 | 株式会社 タカオ設計事務所 | エジェクター装置 |
| US7481648B1 (en) * | 2007-11-16 | 2009-01-27 | Cheng Uei Precision Industry Co., Ltd. | Side mold working mechanism |
| ES2345697B1 (es) * | 2007-12-31 | 2011-09-28 | Jose Luis Gonzalez Palacio Fenech | Dispositivo para el desmoldeo de negativos en inyeccion de plastico. |
| CN101733905A (zh) * | 2008-11-14 | 2010-06-16 | 群康科技(深圳)有限公司 | 注塑模具 |
| TWI409157B (zh) * | 2009-04-30 | 2013-09-21 | Pegatron Corp | 射出成型模具 |
| US20110262583A1 (en) * | 2010-04-26 | 2011-10-27 | Vp Components Co., Ltd. | Mould with demoulding function |
| US8142185B1 (en) * | 2010-09-30 | 2012-03-27 | Cheng Uei Precision Industry Co., Ltd. | Injection mold forming a product having a barbed structure |
| US8197246B1 (en) * | 2010-12-03 | 2012-06-12 | Cheng Uei Precision Industry Co., Ltd. | Plastic injection mold |
| US20120183641A1 (en) * | 2011-01-18 | 2012-07-19 | Tpv Display Technology (Xiamen) Co., Ltd. | Mold releasing device |
-
2008
- 2008-11-26 ES ES200803363A patent/ES2365570B1/es not_active Expired - Fee Related
-
2009
- 2009-11-24 WO PCT/ES2009/070524 patent/WO2010061026A2/es active Application Filing
- 2009-11-24 US US12/920,536 patent/US8469696B2/en active Active
- 2009-11-24 EP EP09828671A patent/EP2351640A4/en not_active Withdrawn
- 2009-11-24 JP JP2011536910A patent/JP5640012B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03129429U (ja) * | 1990-04-10 | 1991-12-26 | ||
| JP2002120262A (ja) * | 2000-10-16 | 2002-04-23 | Nissan Motor Co Ltd | 射出成形型 |
| JP2002127204A (ja) * | 2000-10-27 | 2002-05-08 | Sekisui Chem Co Ltd | 射出成形用金型 |
| JP3974641B1 (ja) * | 2006-08-29 | 2007-09-12 | 株式会社テクノクラーツ | 成形用金型装置 |
| JP3974642B1 (ja) * | 2006-08-29 | 2007-09-12 | 株式会社テクノクラーツ | 成形用金型装置 |
| JP3974643B1 (ja) * | 2006-11-30 | 2007-09-12 | 株式会社テクノクラーツ | アンダーカット処理機構 |
| JP2009126121A (ja) * | 2007-11-27 | 2009-06-11 | Technocrats Corp | アンダーカット処理機構 |
| JP2010083033A (ja) * | 2008-09-30 | 2010-04-15 | Technocrats Corp | アンダーカット処理機構 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8469696B2 (en) | 2013-06-25 |
| ES2365570A1 (es) | 2011-10-07 |
| US20110003027A1 (en) | 2011-01-06 |
| WO2010061026A2 (es) | 2010-06-03 |
| JP5640012B2 (ja) | 2014-12-10 |
| EP2351640A2 (en) | 2011-08-03 |
| EP2351640A4 (en) | 2013-01-02 |
| ES2365570B1 (es) | 2012-09-17 |
| WO2010061026A3 (es) | 2010-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5640012B2 (ja) | 射出成形金型にとってのネガティブ部を備えた被成形部品の成型および取り出しのためのスライド機構 | |
| US8657599B2 (en) | Device for demoulding negatives in plastic injection | |
| CN104385537B (zh) | 一种汽车发动机气缸盖罩注塑模具 | |
| US20080175947A1 (en) | Cut structure for mold | |
| JP2009126120A (ja) | アンダーカット処理機構 | |
| CN106827396A (zh) | 一种汽车音响面板注塑模具 | |
| CN204701086U (zh) | 一种二次推出模具机构 | |
| CN209753969U (zh) | 一种压铸模具 | |
| CN115416233B (zh) | 一种半球形工件生产用注塑模具 | |
| JP2013000774A (ja) | 射出成形機の型締装置 | |
| JP2003231160A (ja) | 射出成形機用金型 | |
| CN111645278A (zh) | 脱模机构和注塑模具 | |
| CN218876153U (zh) | 一种注塑模具取件装置 | |
| CN108115050B (zh) | 挤压通用模架 | |
| CN108162335B (zh) | 汽车装饰板支撑件斜面深筋大角度脱模机构 | |
| CN220052644U (zh) | 一种控制器外壳注塑模具 | |
| CN220280377U (zh) | 一种孔加工装置及模具 | |
| CN212400237U (zh) | 脱模机构和注塑模具 | |
| JPH0132762B2 (ja) | ||
| KR20190044035A (ko) | 성형품의 변형 방지를 위한 상측 이젝팅 구조를 갖는 다이캐스팅 금형 | |
| JP2007203551A (ja) | 射出成形用金型 | |
| CN211279576U (zh) | 具有开模同步脱模结构的汽车仪表板注塑模 | |
| CN111571941B (zh) | 一种注塑模具 | |
| CN211389913U (zh) | 一种灯具面环侧开孔的注塑模具 | |
| CN220314067U (zh) | 一种具有斜顶杆结构的模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131022 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140819 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140825 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141014 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141027 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5640012 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |