JP2012188919A - ビームを製造するための方法およびビーム - Google Patents
ビームを製造するための方法およびビーム Download PDFInfo
- Publication number
- JP2012188919A JP2012188919A JP2012054902A JP2012054902A JP2012188919A JP 2012188919 A JP2012188919 A JP 2012188919A JP 2012054902 A JP2012054902 A JP 2012054902A JP 2012054902 A JP2012054902 A JP 2012054902A JP 2012188919 A JP2012188919 A JP 2012188919A
- Authority
- JP
- Japan
- Prior art keywords
- web plate
- energy
- jig
- flange
- upper flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/08—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B25/00—Tracks for special kinds of railways
- E01B25/30—Tracks for magnetic suspension or levitation vehicles
- E01B25/305—Rails or supporting constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D47/00—Making rigid structural elements or units, e.g. honeycomb structures
- B21D47/04—Making rigid structural elements or units, e.g. honeycomb structures composite sheet metal profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
- B23K31/022—Making profiled bars with soldered or welded seams
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B5/00—Floors; Floor construction with regard to insulation; Connections specially adapted therefor
- E04B5/16—Load-carrying floor structures wholly or partly cast or similarly formed in situ
- E04B5/17—Floor structures partly formed in situ
- E04B5/23—Floor structures partly formed in situ with stiffening ribs or other beam-like formations wholly or partly prefabricated
- E04B5/29—Floor structures partly formed in situ with stiffening ribs or other beam-like formations wholly or partly prefabricated the prefabricated parts of the beams consisting wholly of metal
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/06—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with substantially solid, i.e. unapertured, web
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/12—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members
- E04C3/16—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members with apertured web, e.g. trusses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/28—Beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B25/00—Tracks for special kinds of railways
- E01B25/08—Tracks for mono-rails with centre of gravity of vehicle above the load-bearing rail
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0408—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by assembly or the cross-section
- E04C2003/0413—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by assembly or the cross-section being built up from several parts
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0426—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by material distribution in cross section
- E04C2003/043—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by material distribution in cross section the hollow cross-section comprising at least one enclosed cavity
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0443—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section
- E04C2003/0465—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section square- or rectangular-shaped
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Electromagnetism (AREA)
- Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Rod-Shaped Construction Members (AREA)
- Railway Tracks (AREA)
- Laser Beam Processing (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Joining Of Building Structures In Genera (AREA)
Abstract
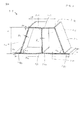
【解決手段】下部フランジ1−10と上部フランジ1−12に接続されている少なくとも三つのウェブプレート1−2,1−4,1−6を備えているビームである。製造において、接続される部材の接合点に入力されるエネルギーを測定することと、接続中と測定後に接合点に入力されるエネルギーの量を調整するためにエネルギー測定中に得られた値を使用する。
【選択図】図1
Description
Claims (18)
- 下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)と上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)に接続されている少なくとも三つのウェブプレート(1−2,1−4,1−6,2−2,2−4,2−6,3−2,3−4,3−6)を備えている特徴とするビーム(1−1,2−1,3−1)。
- 少なくとも一つの側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)が、前記下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)の上面と前記上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)の下面または上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)の端に接続されていることを特徴とする、請求項1に記載のビーム(1−1,2−1,3−1)。
- 少なくとも一つの側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)が、前記下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)と前記上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)に対して傾斜姿勢にあることを特徴とする、請求項1または2に記載のビーム(1−1,2−1,3−1)。
- 前記ビーム(1−1,2−1,3−1)が、前記中央ウェブに組み込みジグを備えていることを特徴とする、請求項1ないし3のいずれか一つに記載のビーム(1−1,2−1,3−1)。
- 前記ビーム(1−1,2−1,3−1)が、少なくとも八つの自動的に形成された溶接部を有していることを特徴とする、請求項1ないし4のいずれか一つに記載のビーム(1−1,2−1,3−1)。
- 前記ビームの長さが、ほぼ5m、6m、10m、12m、16m、32m、50mまたは64mであることを特徴とする、請求項1ないし5のいずれか一つに記載のビーム(1−1,2−1,3−1)。
- ビーム(1−1,2−1,3−1)を製造する方法であって、
ビーム(1−1,2−1,3−1)を製造する第一のステップにおいて、中央ウェブプレートを、少なくとも一点(1−21,1−22,2−21,2−22,3−21,3−22)で下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)に溶接し、また少なくとも一点で上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)に溶接することにより、前記中央ウェブプレート(1−6,2−6,3−6)を前記下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)と前記上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)に接続してジグビームを形成することと、
前記ビーム(1−1,2−1,3−1)を製造する第二のステップにおいて、第一の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)を前記ジグビームの第一の端に、前記第一の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)から距離を置いて、前記ビーム(1−1,2−1,3−1)の反対側の第二の端に溶接によって第二の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)を、前記第一の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)と前記第二の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)の両方を少なくとも一点で前記前記下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)と前記上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)に接続することと、
接続されるパーツの接合点(1−21,1−22,1−23,1−24,1−25,1−26,2−21,2−22,2−23,2−24,2−25,2−26,3−21,3−22,3−23,3−24,3−25,3−26)に入力されるエネルギーを測定することと、
接続中と測定後に接合点に入力されるエネルギーの量を調整するためにエネルギー測定中に得られた値を使用することを有している方法。 - 測定されたエネルギーを一つ以上の所定の限界値と比較し、もし測定されたエネルギー量が前記所定の限界値を上回るならば、前記接合点(1−21,1−22,1−23,1−24,1−25,1−26,2−21,2−22,2−23,2−24,2−25,2−26,3−21,3−22,3−23,3−24,3−25,3−26)に入力されるエネルギーの量を減少させ、もし測定されたエネルギー量が前記所定の限界値を下回るならば、前記接合点(1−21,1−22,1−23,1−24,1−25,1−26,2−21,2−22,2−23,2−24,2−25,2−26,3−21,3−22,3−23,3−24,3−25,3−26)に入力されるエネルギーの量を増大させることを特徴とする、請求項7に記載の方法。
- ビーム(1−1,2−1,3−1)パーツまたはビーム(1−1,2−1,3−1)全体の水平および/または鉛直の湾曲を測定し、測定された湾曲に応じて前記一つ以上の限界値を少なくとも部分的に計算することを特徴とする、請求項8に記載の方法。
- ビーム(1−1,2−1,3−1)の断面に接続されるパーツの前記接合点(1−21,1−22,1−23,1−24,1−25,1−26,2−21,2−22,2−23,2−24,2−25,2−26,3−21,3−22,3−23,3−24,3−25,3−26)に入力されるエネルギーを長さの関数として測定することを特徴とする、請求項7ないし9のいずれか一つに記載の方法。
- 前記中央ウェブプレート(1−6,2−6,3−6)を溶接によって前記下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)の両側と前記上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)の両側に接続し、四つの溶接は実質的に同時におこなわれることを特徴とする、請求項7ないし10のいずれか一つに記載の方法。
- 前記中央ウェブプレートを溶接によって一つまたは二つの継ぎ目(1−2,1−4,2−2,2−4,3−2,3−4)で前記下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)と前記上部フランジの両方に接続し、四つの溶接は実質的に同時におこなわれることを特徴とする、請求項7ないし11のいずれか一つに記載の方法。
- 前記ビーム(1−1,2−1,3−1)を製造する前記第一のステップの前または後において、前記側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)を前記ジグビームに接続する前に、前記フランジの少なくとも一つをストレートナー内でまっすぐにすることを特徴とする、請求項7ないし12のいずれか一つに記載の方法。
- 前記ビーム(1−1,2−1,3−1)を製造する第一のステップの後に、前記ジグビームの鉛直および/または水平の湾曲を測定し、
もし一つ以上のプリセット限界値から外れるならば、前記ジグビームの鉛直および/または水平の湾曲を排出コンベヤーの圧延ロールによって微調整することを特徴とする、請求項7ないし13のいずれか一つに記載の方法。 - ビーム(1−1,2−1,3−1)を製造するためのシステムであって、
組立コンベヤー(4B−6)を備え、これは、少なくとも二つのビームパーツを受け取り、それらを一緒に前記組立コンベヤー(4B−6)の圧延ロールによってセットして最終断面を備えたビームを形成し、接合されたビームパーツを組立デバイス(4B−8)に運び、
さらに、接合されたビームパーツを受け取る組立デバイス(4B−8)を備え、その組立デバイス(4B−8)は、
製造の第一のステップにおいて中央ウェブプレートを少なくとも一点(1−21,1−22,2−21,2−22,3−21,3−22)で下部フランジに、また少なくとも一点(1−21,1−22,2−21,2−22,3−21,3−22)で上部フランジに溶接してジグビームを形成することによって、前記ビーム(1−1,2−1,3−1)を製造する第二のステップにおいて第一の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)を前記ジグビームの第一の端に、前記第一の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)から距離を置いて、反対側の第二の端に、第二の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)を溶接することによって、前記第一の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)と前記第二の側部ウェブプレート(1−2,1−4,2−2,2−4,3−2,3−4)の両方を少なくとも片側で前記下部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)および上部フランジ(1−10,1−12,2−10,2−12,3−10,3−12)に溶接することによって、前記接合されたビーム(1−1,2−1,3−1)パーツを互いに溶接する溶接機械(4C−20)と、
接合の最中に前記接続されるパーツの接合点(1−21,1−22,1−23,1−24,1−25,1−26,2−21,2−22,2−23,2−24,2−25,2−26,3−21,3−22,3−23,3−24,3−25,3−26)に入力されるエネルギーを測定し、測定されたエネルギー量を調整装置(4C−8)に送信するエネルギー測定装置と、
前記測定されたエネルギー量をエネルギー測定装置(4C−6)から受け取り、前記測定されたエネルギー量に少なくとも部分的に基づいて溶接されるパーツの接合点に入力されるエネルギー量を計算し、溶接に使用される計算されたエネルギー量を前記溶接機(4C−20)に送信する調整装置(4C−8)を備えている、システム。 - 組立デバイス(4B−8)からジグビームなどのビームまたはその一部を受け取り、それを回転させ、ビームを溶接する第二のステップのために組立コンベヤー(4B−6)にそれを戻す回転デバイス(4B−12)をさらに備えていることを特徴とする、請求項15に記載のシステム。
- 前記ビーム(1−1,2−1,3−1)またはその一部をまっすぐにするためのストレートナー(4A−4)と、
前記ビーム(1−1,2−1,3−1)またはその一部を曲げるための曲げデバイス(4A−6)をさらに備えていることを特徴とする、請求項15または16に記載のシステム。 - 前記システムはまた二つの組立デバイス(4B−8)を備え、第一の組立デバイスは、前記製造の第一のステップにおいて、ジグビームを溶接するように仕立てられ、また第二の組立デバイスは、前記製造の第二のステップにおいて、前記ジグビームを受け取り、前記側部ウェブプレートを前記ジグビームに溶接するようために仕立てられていることを特徴とする、請求項15〜17のいずれか一つに記載のシステム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11157809.2 | 2011-03-11 | ||
| EP11157809.2A EP2497581B1 (en) | 2011-03-11 | 2011-03-11 | Steel rail beam for a magnetic train, method and system for manufacturing such beam |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014021504A Division JP5931938B2 (ja) | 2011-03-11 | 2014-02-06 | ビームを製造するための方法およびビーム |
| JP2015117550A Division JP6125569B2 (ja) | 2011-03-11 | 2015-06-10 | ビームを製造するための方法およびビーム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012188919A true JP2012188919A (ja) | 2012-10-04 |
Family
ID=44117303
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012054902A Withdrawn JP2012188919A (ja) | 2011-03-11 | 2012-03-12 | ビームを製造するための方法およびビーム |
| JP2014021504A Active JP5931938B2 (ja) | 2011-03-11 | 2014-02-06 | ビームを製造するための方法およびビーム |
| JP2015117550A Expired - Fee Related JP6125569B2 (ja) | 2011-03-11 | 2015-06-10 | ビームを製造するための方法およびビーム |
| JP2017075323A Pending JP2017198061A (ja) | 2011-03-11 | 2017-04-05 | ビームを製造するための方法およびビーム |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014021504A Active JP5931938B2 (ja) | 2011-03-11 | 2014-02-06 | ビームを製造するための方法およびビーム |
| JP2015117550A Expired - Fee Related JP6125569B2 (ja) | 2011-03-11 | 2015-06-10 | ビームを製造するための方法およびビーム |
| JP2017075323A Pending JP2017198061A (ja) | 2011-03-11 | 2017-04-05 | ビームを製造するための方法およびビーム |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US8517247B2 (ja) |
| EP (1) | EP2497581B1 (ja) |
| JP (4) | JP2012188919A (ja) |
| CL (2) | CL2012000624A1 (ja) |
| RU (3) | RU2600244C2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103018021B (zh) * | 2012-11-29 | 2014-12-31 | 中国电力科学研究院 | 组装式钢梁及具有该组装式钢梁的输电钢管杆结构组件 |
| US9809978B2 (en) * | 2015-07-05 | 2017-11-07 | Constantine Shuhaibar | Structural system and method using monolithic beams having improved strength |
| US10087628B2 (en) * | 2015-07-05 | 2018-10-02 | Constantine Shuhaibar | Structural system and method using monolithic beams having improved strength |
| US10807662B2 (en) * | 2017-11-20 | 2020-10-20 | Ford Global Technologies, Llc | Method of producing a cross car beam utilizing net, form and pierce technology |
| CN109056432B (zh) * | 2018-10-12 | 2023-09-22 | 中铁二院工程集团有限责任公司 | 一种刚度可调的轨道梁结构及磁悬浮轨道试验线 |
| CN111571072A (zh) * | 2020-05-28 | 2020-08-25 | 上海外高桥造船有限公司 | 一种箱型细长梁的焊接精度控制方法 |
| CN114193635B (zh) * | 2021-12-23 | 2024-03-12 | 国泰新点软件股份有限公司 | 建筑工程中梁的切割方法及装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS472732U (ja) * | 1971-01-28 | 1972-08-31 | ||
| JPH04104504U (ja) * | 1991-02-18 | 1992-09-09 | 大川トランステイル株式会社 | 建築鉄骨製品計測器用ジグ |
| JPH0579411U (ja) * | 1991-07-30 | 1993-10-29 | 大川トランスティル株式会社 | 計測用ジグ |
| JPH0633516A (ja) * | 1992-07-10 | 1994-02-08 | Maeda Corp | 充填形鋼管コンクリート柱とpc梁との接合部構造及びそれらの接合方法 |
| JPH07166503A (ja) * | 1993-09-21 | 1995-06-27 | Cembre Spa | レールとトラック・リグに穴を形成するための鉄道敷設用ドリル |
| JP2000142458A (ja) * | 1998-11-04 | 2000-05-23 | Honda Motor Co Ltd | 自動車の車体フレーム構造 |
| JP2009090796A (ja) * | 2007-10-09 | 2009-04-30 | Mitsubishi Alum Co Ltd | アンダーランプロテクタ |
| US20100095527A1 (en) * | 2008-10-17 | 2010-04-22 | Ccm, Inc. | Steel beam and method of manufacture and use |
Family Cites Families (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1837088A (en) * | 1930-04-28 | 1931-12-15 | Ralph H Watson | Beam and the like |
| FR797019A (fr) * | 1934-10-29 | 1936-04-20 | Paindavoine Freres | Perfectionnements apportés aux poutres ou autres ensembles établis à l'aide de profilés assemblés par soudure, et aux procédés pour les obtenir |
| JPS6046884B2 (ja) | 1978-04-14 | 1985-10-18 | 株式会社東芝 | バランストミキサ |
| US4301348A (en) * | 1978-11-17 | 1981-11-17 | Kabushikikaisha Nakazima | Process for producing large-sized rectangular or square steel pipes |
| US4407486A (en) * | 1980-10-16 | 1983-10-04 | Teledyne Industries, Inc. | Method and apparatus of hot working metal with induction reheating |
| SU984767A1 (ru) | 1981-08-26 | 1982-12-30 | Предприятие П/Я Х-5618 | Способ регулировани процесса электронагрева |
| JPS59199182A (ja) * | 1983-04-27 | 1984-11-12 | Mitsubishi Heavy Ind Ltd | 構造材組立装置 |
| JPS6046884A (ja) * | 1983-08-24 | 1985-03-13 | Sumitomo Metal Ind Ltd | 溶接形鋼の製造設備 |
| JPS61286004A (ja) * | 1985-06-13 | 1986-12-16 | Mitsubishi Heavy Ind Ltd | シ−トバ−の圧着装置 |
| JPS63290686A (ja) * | 1987-05-21 | 1988-11-28 | Toshiba Corp | ア−ク溶接管理装置 |
| JPH01181996A (ja) * | 1988-01-14 | 1989-07-19 | Mitsui Constr Co Ltd | 裏当金 |
| DE59000761D1 (de) | 1990-04-12 | 1993-02-25 | Siemens Ag | Tankentlueftungssystem. |
| JP3080974B2 (ja) | 1990-08-24 | 2000-08-28 | 旭化成マイクロシステム株式会社 | 演算増幅器 |
| JP2530775B2 (ja) * | 1991-07-30 | 1996-09-04 | 新日本製鐵株式会社 | ハニカムパネル及びハニカムパネルの製造方法 |
| JPH0759200B2 (ja) | 1992-07-30 | 1995-06-28 | 工業技術院長 | 緑藻類ドナリエラの高密度培養によるβ‐カロチンの製造方法 |
| RU2046901C1 (ru) * | 1992-10-12 | 1995-10-27 | Ульяновский политехнический институт | Пролетная балка коробчатого сечения |
| KR0148512B1 (ko) * | 1993-01-28 | 1998-11-02 | 미노루 다나까 | 연속 열간압연방법 및 박판강 용접장치 |
| US5632577A (en) | 1993-09-21 | 1997-05-27 | Cembre S.P.A. | Drill for drilling rails and track rigs for railroad applications |
| DE4417071B4 (de) * | 1994-05-16 | 2004-08-05 | Bwg Gmbh & Co. Kg | Fahrbahn, insbesondere bestimmt für eine Magnetschnellbahn |
| US5682576A (en) * | 1994-06-07 | 1997-10-28 | Canon Kabushiki Kaisha | Fixing device |
| JPH08309534A (ja) * | 1995-05-16 | 1996-11-26 | I H I Plantec:Kk | 溶接入熱管理装置 |
| TW340067B (en) * | 1996-11-13 | 1998-09-11 | Ishikawajima Harima Heavy Ind | Rolled strip joining device and a hot strip mill having such a device |
| JP3350726B2 (ja) * | 1996-12-27 | 2002-11-25 | 川崎製鉄株式会社 | 溶接方法および溶接材料 |
| CA2194937A1 (en) * | 1997-01-13 | 1998-07-13 | John Craig | Mobile automated pipeline welding and quality control system |
| JP3731974B2 (ja) * | 1997-04-22 | 2006-01-05 | 新日本製鐵株式会社 | 反りの少ない残留応力制御レールの製造方法 |
| JP3114967B2 (ja) * | 1997-11-13 | 2000-12-04 | 株式会社サクラダ | 箱桁の組立方法 |
| US6078781A (en) * | 1998-01-09 | 2000-06-20 | Kabushiki Kaisha Toshiba | Fixing device using an induction heating unit |
| US20020005397A1 (en) * | 1998-04-10 | 2002-01-17 | Bong William L. | Modular welding system and method |
| DE19931367A1 (de) * | 1999-07-07 | 2001-01-11 | Stahlbau Plauen Gmbh | Fahrwegträger |
| AT410641B (de) * | 2000-04-05 | 2003-06-25 | Fronius Schweissmasch Prod | Verfahren zum fortlaufenden regeln bzw. nachführen einer position eines schweissbrenners bzw. eines schweisskopfes |
| FR2811427B1 (fr) * | 2000-07-06 | 2002-10-25 | Aerospatiale Matra Ccr | Procede de detection et d'identification de defauts dans un cordon de soudure realise par faisceau laser |
| US7380697B2 (en) * | 2001-02-14 | 2008-06-03 | Honda Giken Kogyo Kabushiki Kaisha | Welding condition monitoring device |
| RU29064U1 (ru) | 2001-03-14 | 2003-04-27 | Грицкевич Олег Вячеславович | Транспортная система, дорожный пролет и монорельс (варианты) |
| US20020195446A1 (en) * | 2001-06-22 | 2002-12-26 | Galloway Christopher A. | Railroad frog reconditioning and welding table and method of use |
| JP3086026U (ja) * | 2001-11-14 | 2002-05-31 | 愛晃エンジニアリング株式会社 | 溶接管理モニター |
| SE521787C2 (sv) * | 2002-04-05 | 2003-12-09 | Volvo Aero Corp | Anordning och förfarande för kontroll av ett svetsområde, inrättning och förfarande för styrning av en svetsoperation, datorprogram och datorprogramprodukt |
| US7137544B2 (en) * | 2002-12-13 | 2006-11-21 | General Electric Company | Apparatus and method for performing welding at elevated temperature |
| JP2004270270A (ja) * | 2003-03-07 | 2004-09-30 | Yokogawa Bridge Corp | 鋼−コンクリート合成床版橋 |
| US6942139B2 (en) * | 2003-04-29 | 2005-09-13 | Lincoln Global, Inc. | Robotic cylinder welding |
| US7028882B2 (en) * | 2004-02-02 | 2006-04-18 | General Electric Company | Process and apparatus for boiler tube panel welding and straightening |
| US7683290B2 (en) * | 2006-05-12 | 2010-03-23 | Lincoln Global, Inc. | Method and apparatus for characterizing a welding output circuit path |
| US8242410B2 (en) * | 2006-07-14 | 2012-08-14 | Lincoln Global, Inc. | Welding methods and systems |
| US20080011727A1 (en) * | 2006-07-14 | 2008-01-17 | Lincoln Global, Inc. | Dual fillet welding methods and systems |
| US20080206586A1 (en) * | 2007-02-28 | 2008-08-28 | Shoji Imanaga | Penetration welding method of t-type joint and penetration welding structure of t-type joint |
| US7837084B2 (en) * | 2007-05-30 | 2010-11-23 | Conxtech, Inc. | Multi-angle, articulated-jig-supported, beam-end component welding |
| KR100986934B1 (ko) * | 2007-07-13 | 2010-10-08 | 현대자동차주식회사 | 연료전지의 금속분리판 용접장치 |
| US20090313937A1 (en) | 2008-05-05 | 2009-12-24 | Stainless Structurals, Llc | Steel beams and related assemblies and methods |
| US20090308846A1 (en) * | 2008-06-16 | 2009-12-17 | Bong William L | System and method for vertical moment connection |
| RU79092U1 (ru) | 2008-07-02 | 2008-12-20 | Юрий Михайлович Ташкинов | Балка пролетная |
| DE102008059242A1 (de) * | 2008-11-21 | 2010-05-27 | Newfrey Llc, Newark | Fügeverfahren und -vorrichtung |
| US8074359B2 (en) * | 2009-02-16 | 2011-12-13 | Bong William L | Assembly, system and method for automated vertical moment connection |
| GB2476833A (en) * | 2010-01-12 | 2011-07-13 | Tubefuse Applic V O F | Method and apparatus for determining a welding process parameter |
| US8487214B2 (en) * | 2010-01-18 | 2013-07-16 | Omega Manufacturing Corp. | Mobile self-aligning universal welding carriage |
| GB2482003B (en) * | 2010-07-14 | 2012-08-22 | Rolls Royce Plc | Process control method |
| GB201017958D0 (en) * | 2010-10-23 | 2010-12-08 | Rolls Royce Plc | Method for beam welding on components |
| US8662374B2 (en) * | 2010-12-16 | 2014-03-04 | Air Liquide Industrial U.S. Lp | Method for reduced cycle times in multi-pass welding while providing an inert atmosphere to the welding zone |
-
2011
- 2011-03-11 EP EP11157809.2A patent/EP2497581B1/en active Active
- 2011-05-23 US US13/113,194 patent/US8517247B2/en active Active
- 2011-05-31 RU RU2013127686/03A patent/RU2600244C2/ru active
- 2011-05-31 RU RU2011122115/03A patent/RU2011122115A/ru unknown
-
2012
- 2012-03-09 CL CL2012000624A patent/CL2012000624A1/es unknown
- 2012-03-12 JP JP2012054902A patent/JP2012188919A/ja not_active Withdrawn
-
2013
- 2013-08-23 US US13/974,934 patent/US8910848B2/en not_active Expired - Fee Related
-
2014
- 2014-02-06 JP JP2014021504A patent/JP5931938B2/ja active Active
- 2014-07-24 RU RU2014130791A patent/RU2014130791A/ru unknown
-
2015
- 2015-05-20 CL CL2015001372A patent/CL2015001372A1/es unknown
- 2015-06-10 JP JP2015117550A patent/JP6125569B2/ja not_active Expired - Fee Related
-
2017
- 2017-04-05 JP JP2017075323A patent/JP2017198061A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS472732U (ja) * | 1971-01-28 | 1972-08-31 | ||
| JPH04104504U (ja) * | 1991-02-18 | 1992-09-09 | 大川トランステイル株式会社 | 建築鉄骨製品計測器用ジグ |
| JPH0579411U (ja) * | 1991-07-30 | 1993-10-29 | 大川トランスティル株式会社 | 計測用ジグ |
| JPH0633516A (ja) * | 1992-07-10 | 1994-02-08 | Maeda Corp | 充填形鋼管コンクリート柱とpc梁との接合部構造及びそれらの接合方法 |
| JPH07166503A (ja) * | 1993-09-21 | 1995-06-27 | Cembre Spa | レールとトラック・リグに穴を形成するための鉄道敷設用ドリル |
| JP2000142458A (ja) * | 1998-11-04 | 2000-05-23 | Honda Motor Co Ltd | 自動車の車体フレーム構造 |
| JP2009090796A (ja) * | 2007-10-09 | 2009-04-30 | Mitsubishi Alum Co Ltd | アンダーランプロテクタ |
| US20100095527A1 (en) * | 2008-10-17 | 2010-04-22 | Ccm, Inc. | Steel beam and method of manufacture and use |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014138955A (ja) | 2014-07-31 |
| JP2017198061A (ja) | 2017-11-02 |
| JP6125569B2 (ja) | 2017-05-10 |
| JP2015214884A (ja) | 2015-12-03 |
| US8517247B2 (en) | 2013-08-27 |
| JP5931938B2 (ja) | 2016-06-08 |
| EP2497581A1 (en) | 2012-09-12 |
| RU2600244C2 (ru) | 2016-10-20 |
| US20140053501A1 (en) | 2014-02-27 |
| CL2015001372A1 (es) | 2015-10-23 |
| RU2011122115A (ru) | 2012-12-10 |
| RU2014130791A (ru) | 2016-02-10 |
| US8910848B2 (en) | 2014-12-16 |
| EP2497581B1 (en) | 2022-09-21 |
| CL2012000624A1 (es) | 2014-08-22 |
| RU2013127686A (ru) | 2014-12-27 |
| US20120227354A1 (en) | 2012-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6125569B2 (ja) | ビームを製造するための方法およびビーム | |
| US20100176107A1 (en) | System and method for electroslag welding spliced vertical box columns | |
| CN108914782A (zh) | 一种大型空腹式公路钢箱梁斜拉桥制造方法 | |
| CN104060523A (zh) | 一种超大型桥箱梁构件、专用胎架及其组装方法 | |
| CN104551508B (zh) | 一种电站锅炉钢结构大板梁的焊接工装及方法 | |
| CN204430632U (zh) | 一种电站锅炉钢结构大板梁的焊接工装 | |
| US11453036B2 (en) | Shallow single plate steel tub girder | |
| WO2004020757A1 (en) | Joist assembly and chord for use in such joist assembly | |
| CN112342922A (zh) | 异形截面箱式钢结构流线型钢拱制造方法 | |
| JP2012096267A (ja) | 金属円管の製造装置及び製造方法 | |
| US6912787B1 (en) | Method of forming a joist assembly and a chord used in such joist assembly | |
| CN111571072A (zh) | 一种箱型细长梁的焊接精度控制方法 | |
| KR20120062878A (ko) | 용접 결합을 만들기 위한 방법 및 장치 | |
| CN115365764A (zh) | 一种四角圆弧断面变截面附筋钢壳塔节段制造方法 | |
| JP7440037B2 (ja) | 取付治具 | |
| JP4046740B2 (ja) | 梁材の製造方法 | |
| CN113789729A (zh) | 一种路桥钢箱梁拼装施工方法 | |
| CN114160914A (zh) | H型钢剖分t型钢的方法及装置 | |
| US20160016211A1 (en) | System and methof for fabricating hot-rolled semi light weight i-form beam | |
| TW201315563A (zh) | 箱型鋼組立機及組立箱型鋼之方法 | |
| CN115233567A (zh) | 一种大节段连续钢桁梁制造预拱度控制工艺 | |
| CN115505722B (zh) | 一种箱型梁调矫方法 | |
| JP4990317B2 (ja) | 鉄骨構造物 | |
| JP4781339B2 (ja) | 梁材の製造設備 | |
| CN118544073A (zh) | 承力地轨组装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130806 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131106 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140909 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141209 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150610 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20150615 |