JP2008501531A - アブレーション方法及び装置 - Google Patents
アブレーション方法及び装置 Download PDFInfo
- Publication number
- JP2008501531A JP2008501531A JP2007520873A JP2007520873A JP2008501531A JP 2008501531 A JP2008501531 A JP 2008501531A JP 2007520873 A JP2007520873 A JP 2007520873A JP 2007520873 A JP2007520873 A JP 2007520873A JP 2008501531 A JP2008501531 A JP 2008501531A
- Authority
- JP
- Japan
- Prior art keywords
- dem
- flow
- substrate
- region
- debris
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000002679 ablation Methods 0.000 title claims abstract description 68
- 238000000034 method Methods 0.000 title claims description 37
- 239000000758 substrate Substances 0.000 claims abstract description 126
- 239000007788 liquid Substances 0.000 claims abstract description 43
- 239000012530 fluid Substances 0.000 claims abstract description 37
- 230000008021 deposition Effects 0.000 claims description 7
- 238000003384 imaging method Methods 0.000 claims description 5
- 238000003672 processing method Methods 0.000 claims description 2
- 239000012466 permeate Substances 0.000 claims 1
- 238000005086 pumping Methods 0.000 claims 1
- 230000008901 benefit Effects 0.000 abstract description 3
- 238000011439 discrete element method Methods 0.000 description 115
- 239000007789 gas Substances 0.000 description 59
- 239000000463 material Substances 0.000 description 32
- 230000008569 process Effects 0.000 description 20
- 239000010408 film Substances 0.000 description 12
- 238000000151 deposition Methods 0.000 description 8
- 239000002245 particle Substances 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000005855 radiation Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000000608 laser ablation Methods 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 239000010409 thin film Substances 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 239000001307 helium Substances 0.000 description 4
- 229910052734 helium Inorganic materials 0.000 description 4
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 238000000265 homogenisation Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000000671 immersion lithography Methods 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000011146 organic particle Substances 0.000 description 1
- 238000001020 plasma etching Methods 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000003380 propellant Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000003631 wet chemical etching Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/142—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor for the removal of by-products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure
- B23K26/127—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure in an enclosure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/146—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing a liquid
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
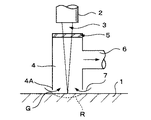
【解決手段】レーザビーム(3)を介して基板(1)の領域を除去するものであり、流体(7)、即ち、ガスまたは蒸気、液体またはこれらの結合体の流れを介して領域から除去されたデブリを除くことを特徴とし、流体(7)は領域上を流れて上述のデブリを取り込み、その後、流体は取り込んだデブリと共に領域から離れるように所定の経路(6)に沿って流れ、取り込んだデブリを領域から取り除き取り込んだデブリが基板上にさらに堆積しないようにする。
【選択図】図1
Description
ここで、基板上に位置する液体の薄い層の使用に起因する改良を提案する。この場合、この液体は常に窓を基板との間で捕捉される。液体層の厚さは薄い必要はなくそして基板とレンズとの間の全体の空間を満たすことができればよい。しかし、層が数分の1ミリメートルから1または2ミリメートルの範囲の薄さであればアブレーションデブリのより効果的な捕捉と除去ができることが予想される。
図1について述べると、流体の流れが用いられるDEM概念のガスバージョンは空気である。平たい基板1はレンズ2により合焦または撮像されるレーザビーム3により照射される。レーザビーム3は透明窓5によりその上方端部を閉止されたDEMを通過し、領域Rにおいて基板1をアブレートする。そしてアブレーションプロセスによりつくりだされる引き起こされたデブリDEM4を介してポート6から抜き取られ、DEM4の下方縁4Aと基板1との間の間隙Gを介して吸引される流入空気7に置き換えられる。DEM4とレンズ2はサーボモータ駆動スライド機構(図示せず)に連結された高さセンサーによって基板に対して一定に位置に保持される。
Claims (20)
- レーザビーム(3)を用いて基板(1)の領域を除去するステップを含むアブレーション処理方法であって、
流体(7)、即ち、ガスまたは蒸気、液体またはこれらの結合体の流れを用いて領域(1)から除去されたデブリを取り除くステップを更に有し、
前記流体(7)は領域上を流れて上述のデブリを取り込み、その後、流体は取り込んだデブリと共に領域から離れるように所定の経路(6)に沿って流れ取り込んだデブリを領域から取り除き、取り込んだデブリが基板上にさらに堆積しないようにすることを特徴とするアブレーション処理方法。 - 前記流体(7)の流れはガスにより構成されていることを特徴とする請求項1に記載のアブレーション方法。
- 前記流体(7)の流れは前記領域に対して実質的に垂直に流れるようにされることを特徴とする請求項1または2に記載のアブレーション方法。
- 前記流体(7)の流れは前記領域を横断して流れるようになされることを特徴とする請求項1または2に記載のアブレーション方法。
- レーザを用いて基板の領域を除去する装置であって、
前記レーザビーム(3)用のフォーカスまたは撮像レンズ(2)と前記基板(1)の前記領域との間に位置する部分閉塞デブリ除去モジュール(“DEM”)(4)を有し、
前記DEM(4)は流入ポート(8)と流出ポート(6)を有し、前記領域から除去されたデブリを取り込むために流体(即ち、ガスまたは蒸気、液体またはそれらの複合体)の流れが前記領域(1)上を流れるようにし、その後、取り込んだデブリと共に流体を所定の経路に沿って領域から離すように設けられた手段により取り込んだデブリを前記領域から除去し、取り込んだデブリが基板上にさらに堆積しないようにすることを特徴とする装置。 - 前記流体(7)の流れは液体により構成されることを特徴とする請求項5に記載の装置。
- 前記流体の流れが前記領域に実質的に垂直に流れるようにする手段(4、6)を有することを特徴とする請求項5または6に記載の装置。
- 前記DEM(4)は前記レーザビーム(3)を透過する窓(5)により前記レンズ(2)に近い側で閉塞されていることを特徴とする請求項5乃至7の何れか1項に記載の装置。
- 前記窓(5)は前記窓(5)上に堆積されたデブリを取り除くためのワイパー手段を有していることを特徴とする請求項8に記載の装置。
- 前記窓(5)に堆積したデブリを除去するために前記窓(5)が移動できるようになされた静止ワイパーを有することを特徴とする請求項9に記載の装置。
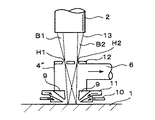
- 前記DEM(4)は、前記ビーム(13)を前記DEM(4)から前記領域(1)に通過するようにする透孔または透孔のアレーを有する前記レンズ(2)の絞りに位置するプレート(12)によって前記レンズ(2)に最も近い側で閉塞されていることを特徴とする前述の請求項5乃至8の何れか1項に記載の装置。
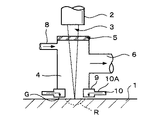
- 前期DEM(4′)と前記基板(1)の間に、前記DEM(4′)内に前記流体を流入させ前記領域の少なくとも一部分上に流れこむようにする間隙(G′)を設けることを特徴とする前述の請求項5乃至11の何れか1項に記載の装置。
- 前記DEM(4′)は移動可能なスライド上に配設され、前記DEM(4′)の下方縁(5)に設けられている間隙は、前記スライドに連結された適切な基板表面位置センサーにより、前記基板(1)の移動期間中一定に維持されることを特徴とする請求項12に記載の装置。
- 前記DEM(4′)は、前記基板(1)上に浮遊するエアーパックに取り付けられていることを特徴とする前述の請求項5乃至13の何れか1項に記載の装置。
- 前記DEM(4)を介する流体の流れは、流体を前記DEMにポンプ手段を用いて流入させることにより作り出すことを特徴とする前述の請求項5乃至14の何れか1項に記載の装置。
- 前記DEM(4)を介する流体の流れは、流体を前記DEMからポンプ手段を用いて除去することにより作り出すことを特徴とする前述の請求項5乃至14の何れか1項に記載の装置。
- 前記領域(1)からオフセットしたDEM(4)の領域に、前記窓上に堆積されたデブリを除去するためのガス流を供給するためのガス流入ポート(8)が位置していることを特徴とする前述の請求項5乃至16の何れか1項に記載の装置。
- 前記または各流入ポートは、流入する流体が前記領域に向かって内向きの半径方向に流入できるように設けられていることを特徴とする前述の請求項5乃至17の何れか1項に記載の装置。
- 前記DEMの内部は平滑とされ、流体の流れに影響を与える不連続性を有していないことを特徴とする前述の請求項5乃至18の何れか1項に記載の装置。
- 流体の前記流れは閉ループにおいて流れるようになされ前記DEMから抜きとった前記流体は再循環され前記DEMに戻ることを特徴とする前述の請求項5乃至19の何れか1項に記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0413029A GB2414954B (en) | 2004-06-11 | 2004-06-11 | Process and apparatus for ablation |
| PCT/GB2005/002326 WO2005120763A2 (en) | 2004-06-11 | 2005-06-13 | Process and apparatus for ablation |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012180204A Division JP5389236B2 (ja) | 2004-06-11 | 2012-08-15 | アブレーション方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008501531A true JP2008501531A (ja) | 2008-01-24 |
| JP2008501531A5 JP2008501531A5 (ja) | 2008-07-31 |
Family
ID=32732303
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007520873A Pending JP2008501531A (ja) | 2004-06-11 | 2005-06-13 | アブレーション方法及び装置 |
| JP2012180204A Expired - Fee Related JP5389236B2 (ja) | 2004-06-11 | 2012-08-15 | アブレーション方法及び装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012180204A Expired - Fee Related JP5389236B2 (ja) | 2004-06-11 | 2012-08-15 | アブレーション方法及び装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US8344285B2 (ja) |
| JP (2) | JP2008501531A (ja) |
| KR (1) | KR100890295B1 (ja) |
| CN (1) | CN101018639B (ja) |
| GB (1) | GB2414954B (ja) |
| WO (1) | WO2005120763A2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009155202A2 (en) * | 2008-06-18 | 2009-12-23 | Electro Scientific Industries, Inc | Debris capture and removal for laser micromachining |
| JP2010000500A (ja) * | 2008-06-23 | 2010-01-07 | Commiss Energ Atom | フレキシブルキャリア上に堆積された金属膜から彫刻欠陥を除去する方法 |
| JP2011125871A (ja) * | 2009-12-15 | 2011-06-30 | Disco Abrasive Syst Ltd | レーザ加工装置 |
| JP2011251322A (ja) * | 2010-06-03 | 2011-12-15 | Disco Corp | レーザ加工装置 |
| JP2012101230A (ja) * | 2010-11-08 | 2012-05-31 | Disco Corp | レーザ加工装置 |
| JP2013252532A (ja) * | 2012-06-06 | 2013-12-19 | Disco Corp | レーザー加工装置 |
| JP2014024117A (ja) * | 2012-07-26 | 2014-02-06 | Electro Scientific Industries Inc | 物質捕集方法及び物質捕集装置 |
| JP2015134364A (ja) * | 2014-01-16 | 2015-07-27 | 株式会社デンソー | レーザ加工装置およびレーザ加工方法 |
| JP2019076911A (ja) * | 2017-10-20 | 2019-05-23 | 株式会社Ihi | レーザ溶接装置及びレーザ溶接方法 |
| US10847759B2 (en) | 2018-12-10 | 2020-11-24 | Samsung Display Co., Ltd. | Method of manufacturing display apparatus |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050064137A1 (en) * | 2003-01-29 | 2005-03-24 | Hunt Alan J. | Method for forming nanoscale features and structures produced thereby |
| EP1657020A1 (de) * | 2004-11-10 | 2006-05-17 | Synova S.A. | Verfahren und Vorrichtung zur Optimierung der Kohärenz eines Flüssigkeitsstrahls für eine Materialbearbeitung und Flüssigkeitsdüse für eine solche Vorrichtung |
| CN100536046C (zh) * | 2005-02-25 | 2009-09-02 | 京瓷株式会社 | 复合生片的加工方法 |
| US7863542B2 (en) | 2005-12-22 | 2011-01-04 | Sony Corporation | Laser processing apparatus and laser processing method as well as debris extraction mechanism and debris extraction method |
| GB2438527B (en) * | 2006-03-07 | 2008-04-23 | Sony Corp | Laser processing apparatus, laser processing head and laser processing method |
| JP5165203B2 (ja) * | 2006-03-07 | 2013-03-21 | ソニー株式会社 | レーザ加工装置及びレーザ加工方法 |
| SE530592C2 (sv) * | 2007-01-16 | 2008-07-15 | Tetra Laval Holdings & Finance | Anordning för laserbearbetning av en förpackningsmaterialbana |
| CN101518854B (zh) * | 2008-02-29 | 2011-08-31 | 深圳市大族激光科技股份有限公司 | 透镜的吸尘保护装置 |
| JP5094535B2 (ja) * | 2008-05-07 | 2012-12-12 | 富士フイルム株式会社 | 凹部形成方法、凹凸製品の製造方法、発光素子の製造方法および光学素子の製造方法 |
| US8288678B2 (en) * | 2008-12-18 | 2012-10-16 | Ppg Industries Ohio, Inc. | Device for and method of maintaining a constant distance between a cutting edge and a reference surface |
| FR2940154B1 (fr) * | 2008-12-23 | 2011-02-25 | Commissariat Energie Atomique | Avaloir d'aspiration de particules fines et dispositif d'ablation laser d'une couche superficielle d'une paroi comprenant un tel avaloir |
| KR101135499B1 (ko) * | 2010-05-28 | 2012-04-13 | 삼성에스디아이 주식회사 | 전지용 전극 탭의 레이저 세정 장치 및 이를 이용한 레이저 세정 방법 |
| GB2481190B (en) * | 2010-06-04 | 2015-01-14 | Plastic Logic Ltd | Laser ablation |
| KR101256430B1 (ko) * | 2011-03-15 | 2013-04-18 | 삼성에스디아이 주식회사 | 레이저 용접 장치 |
| DE102011001322A1 (de) * | 2011-03-16 | 2012-09-20 | Ipg Laser Gmbh | Maschine und Verfahren zur Materialbearbeitung von Werkstücken mit einem Laserstrahl |
| DE102011107982A1 (de) * | 2011-07-20 | 2013-01-24 | Rena Gmbh | Werkzeugkopf (LCP-Kopf) |
| WO2013029038A2 (en) | 2011-08-25 | 2013-02-28 | Preco, Inc. | Method and apparatus for making a clean cut with a laser |
| DE102012202330B4 (de) * | 2012-02-16 | 2017-08-17 | Trumpf Laser Gmbh | Laserbearbeitungsvorrichtung mit einem relativ zu einer Spannpratze beweglichen Laserbearbeitungskopf |
| CN102642085A (zh) * | 2012-04-01 | 2012-08-22 | 上海交通大学 | 激光焊接等离子体侧吸负压装置 |
| CN102692447B (zh) * | 2012-06-11 | 2014-04-02 | 燕山大学 | 小型化强脉冲单轨放电烧蚀装置 |
| JP5663776B1 (ja) * | 2014-03-27 | 2015-02-04 | 福井県 | 吸引方法及び吸引装置並びにレーザ加工方法及びレーザ加工装置 |
| EP2944413A1 (de) * | 2014-05-12 | 2015-11-18 | Boegli-Gravures S.A. | Vorrichtung zur Maskenprojektion von Femtosekunden- und Pikosekunden- Laserstrahlen mit einer Blende, einer Maske und Linsensystemen |
| JP7071118B2 (ja) * | 2014-08-19 | 2022-05-18 | ルミレッズ ホールディング ベーフェー | ダイレベルのレーザリフトオフ中の機械的損傷を減少させるサファイアコレクタ |
| CN105458495B (zh) * | 2014-09-11 | 2017-03-22 | 大族激光科技产业集团股份有限公司 | 一种用于激光精密加工的配套系统 |
| GB2530982B (en) * | 2014-09-30 | 2018-10-24 | M Solv Ltd | Bernoulli process head |
| US10335899B2 (en) * | 2014-10-31 | 2019-07-02 | Prima Power Laserdyne | Cross jet laser welding nozzle |
| CN104625404B (zh) * | 2014-12-12 | 2016-08-17 | 南通富士通微电子股份有限公司 | 一种用于激光打标工艺中的清理装置 |
| CN105772942B (zh) * | 2014-12-25 | 2018-07-03 | 大族激光科技产业集团股份有限公司 | 一种激光焊缝同轴吹气保护装置及应用方法 |
| EP3295479B1 (en) * | 2015-05-13 | 2018-09-26 | Lumileds Holding B.V. | Sapphire collector for reducing mechanical damage during die level laser lift-off |
| US10328529B2 (en) | 2015-08-26 | 2019-06-25 | Electro Scientific Industries, Inc | Laser scan sequencing and direction with respect to gas flow |
| EP3167998B1 (en) * | 2015-11-16 | 2021-01-06 | Preco, Inc. | Galvo cooling air bypass to reduce contamination |
| CN105499804B (zh) * | 2016-01-18 | 2018-01-02 | 华中科技大学 | 一种激光焊接过程中焊缝内部孔洞的控制方法及控制装置 |
| KR101739839B1 (ko) * | 2016-02-02 | 2017-05-25 | 한동대학교 산학협력단 | 표면개질용 빔균질기 |
| JP6999264B2 (ja) * | 2016-08-04 | 2022-01-18 | 株式会社日本製鋼所 | レーザ剥離装置、レーザ剥離方法、及び有機elディスプレイの製造方法 |
| CN108098155B (zh) * | 2016-11-17 | 2020-10-09 | 宁德新能源科技有限公司 | 除尘装置 |
| JP6450784B2 (ja) * | 2017-01-19 | 2019-01-09 | ファナック株式会社 | レーザ加工機 |
| JP6450783B2 (ja) | 2017-01-19 | 2019-01-09 | ファナック株式会社 | レーザ加工ヘッド用ノズル |
| KR101876961B1 (ko) * | 2017-03-14 | 2018-07-10 | 주식회사 에이치비테크놀러지 | 박막형성 장치 |
| KR101876963B1 (ko) * | 2017-03-14 | 2018-07-10 | 주식회사 에이치비테크놀러지 | 박막형성 장치 |
| JP6508549B2 (ja) * | 2017-05-12 | 2019-05-08 | パナソニックIpマネジメント株式会社 | レーザ加工装置 |
| KR20190110442A (ko) * | 2018-03-20 | 2019-09-30 | 오르보테크 엘티디. | 광학 처리 시스템 내에서 기판으로부터 파편을 제거하기 위한 시스템 |
| CN112088067B (zh) | 2018-06-27 | 2023-04-14 | 极光先进雷射株式会社 | 激光加工装置、激光加工系统和激光加工方法 |
| JP6852031B2 (ja) * | 2018-09-26 | 2021-03-31 | 株式会社東芝 | 溶接装置及びノズル装置 |
| CN109623140B (zh) * | 2018-12-11 | 2021-07-27 | 中国科学院宁波材料技术与工程研究所 | 光纤与水导激光耦合加工装置及系统 |
| KR102677888B1 (ko) * | 2019-01-28 | 2024-06-26 | 삼성디스플레이 주식회사 | 석션 장치 및 그것을 포함하는 패널 가공 장치 |
| US11273520B2 (en) | 2019-01-31 | 2022-03-15 | General Electric Company | System and method for automated laser ablation |
| DE102019103659B4 (de) * | 2019-02-13 | 2023-11-30 | Bystronic Laser Ag | Gasführung, Laserschneidkopf und Laserschneidmaschine |
| GB2581378A (en) * | 2019-02-15 | 2020-08-19 | Hanbury Robert | Laser cutting sheet/material support system |
| JP7306860B2 (ja) * | 2019-04-11 | 2023-07-11 | Jswアクティナシステム株式会社 | レーザ処理装置 |
| US11267075B2 (en) * | 2019-05-16 | 2022-03-08 | Raytheon Technologies Corporation | By-product removal device for laser welding |
| JP7081050B2 (ja) * | 2019-06-28 | 2022-06-06 | 三菱重工業株式会社 | レーザー加工装置 |
| CN112620255B (zh) * | 2020-12-15 | 2022-05-03 | 哈尔滨工业大学(深圳) | 一种水下激光水流复合清洗系统及方法 |
| CN114378446B (zh) * | 2022-03-22 | 2022-07-29 | 苏州密尔光子科技有限公司 | 激光加工辅助装置、方法和具有该装置的激光设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09141484A (ja) * | 1995-11-22 | 1997-06-03 | Nikon Corp | レーザ加工装置 |
| JPH09206975A (ja) * | 1996-01-30 | 1997-08-12 | Mitsubishi Electric Corp | レーザ加工方法およびレーザ加工装置 |
| JPH09277071A (ja) * | 1996-04-18 | 1997-10-28 | Nisshinbo Ind Inc | レーザ加工方法及び装置 |
| JP2002210582A (ja) * | 2001-01-19 | 2002-07-30 | Ricoh Microelectronics Co Ltd | ビーム加工装置 |
| JP2003245791A (ja) * | 2002-02-25 | 2003-09-02 | Sony Corp | レーザ加工装置およびレーザ加工方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2627409A1 (fr) * | 1988-02-24 | 1989-08-25 | Lectra Systemes Sa | Appareil de coupe laser muni d'un dispositif d'evacuation des fumees |
| DE3923829A1 (de) * | 1989-07-19 | 1991-01-31 | Fraunhofer Ges Forschung | Absauganlage |
| US5359176A (en) * | 1993-04-02 | 1994-10-25 | International Business Machines Corporation | Optics and environmental protection device for laser processing applications |
| NZ272635A (en) * | 1994-08-02 | 1998-02-26 | Mcneil Ppc Inc | Laser cutting/drilling processing head that creates a vortex gas flow within the head to clean and prevent back spatting of particles onto the lens therein |
| JP3203294B2 (ja) * | 1994-09-30 | 2001-08-27 | 三菱電機株式会社 | レーザ加工装置用レンズカバー |
| GB9507719D0 (en) * | 1995-04-13 | 1995-05-31 | Boc Group Plc | Machining of materials |
| US5922225A (en) * | 1996-03-06 | 1999-07-13 | Blake; Ronald J. | Apparatus for reducing vaporized material deposits during laser cutting |
| US6064035A (en) * | 1997-12-30 | 2000-05-16 | Lsp Technologies, Inc. | Process chamber for laser peening |
| US6262390B1 (en) * | 1998-12-14 | 2001-07-17 | International Business Machines Corporation | Repair process for aluminum nitride substrates |
| US6359257B1 (en) * | 1999-02-19 | 2002-03-19 | Lsp Technologies, Inc. | Beam path clearing for laser peening |
| US6342687B1 (en) * | 2000-02-17 | 2002-01-29 | Universal Laser Systems, Inc. | Portable laser system with portable or stationary fume evacuation |
| EP1149660A1 (en) * | 2000-04-03 | 2001-10-31 | Rexam Beverage Packaging AB | Method and device for dust protection in a laser processing apparatus |
| JP2001321979A (ja) * | 2000-05-12 | 2001-11-20 | Matsushita Electric Ind Co Ltd | レーザー穴加工機の加工粉集塵装置 |
| JP3479833B2 (ja) * | 2000-08-22 | 2003-12-15 | 日本電気株式会社 | レーザ修正方法および装置 |
| US6580053B1 (en) * | 2000-08-31 | 2003-06-17 | Sharp Laboratories Of America, Inc. | Apparatus to control the amount of oxygen incorporated into polycrystalline silicon film during excimer laser processing of silicon films |
| DE10123097B8 (de) * | 2001-05-07 | 2006-05-04 | Jenoptik Automatisierungstechnik Gmbh | Werkzeugkopf zur Lasermaterialbearbeitung |
| US6635844B2 (en) * | 2002-01-03 | 2003-10-21 | United Microelectronics Corp. | Apparatus for on-line cleaning a wafer chuck with laser |
| JP4459514B2 (ja) * | 2002-09-05 | 2010-04-28 | 株式会社半導体エネルギー研究所 | レーザーマーキング装置 |
| JP2004160463A (ja) * | 2002-11-11 | 2004-06-10 | Hyogo Prefecture | レーザ加工装置および該装置を用いた被加工物の加工方法 |
| GB2400063B (en) | 2003-04-03 | 2006-02-15 | Exitech Ltd | Positioning method and apparatus and a product thereof |
| JP4205486B2 (ja) * | 2003-05-16 | 2009-01-07 | 株式会社ディスコ | レーザ加工装置 |
| JP4404085B2 (ja) * | 2006-11-02 | 2010-01-27 | ソニー株式会社 | レーザ加工装置、レーザ加工ヘッド及びレーザ加工方法 |
-
2004
- 2004-06-11 GB GB0413029A patent/GB2414954B/en not_active Expired - Fee Related
-
2005
- 2005-06-13 US US11/628,911 patent/US8344285B2/en not_active Expired - Fee Related
- 2005-06-13 JP JP2007520873A patent/JP2008501531A/ja active Pending
- 2005-06-13 CN CN2005800265196A patent/CN101018639B/zh not_active Expired - Fee Related
- 2005-06-13 KR KR1020067026294A patent/KR100890295B1/ko not_active IP Right Cessation
- 2005-06-13 WO PCT/GB2005/002326 patent/WO2005120763A2/en active Application Filing
-
2012
- 2012-08-15 JP JP2012180204A patent/JP5389236B2/ja not_active Expired - Fee Related
- 2012-12-19 US US13/720,009 patent/US8809732B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09141484A (ja) * | 1995-11-22 | 1997-06-03 | Nikon Corp | レーザ加工装置 |
| JPH09206975A (ja) * | 1996-01-30 | 1997-08-12 | Mitsubishi Electric Corp | レーザ加工方法およびレーザ加工装置 |
| JPH09277071A (ja) * | 1996-04-18 | 1997-10-28 | Nisshinbo Ind Inc | レーザ加工方法及び装置 |
| JP2002210582A (ja) * | 2001-01-19 | 2002-07-30 | Ricoh Microelectronics Co Ltd | ビーム加工装置 |
| JP2003245791A (ja) * | 2002-02-25 | 2003-09-02 | Sony Corp | レーザ加工装置およびレーザ加工方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009155202A2 (en) * | 2008-06-18 | 2009-12-23 | Electro Scientific Industries, Inc | Debris capture and removal for laser micromachining |
| WO2009155202A3 (en) * | 2008-06-18 | 2010-05-06 | Electro Scientific Industries, Inc | Debris capture and removal for laser micromachining |
| US8207472B2 (en) | 2008-06-18 | 2012-06-26 | Electro Scientific Industries, Inc. | Debris capture and removal for laser micromachining |
| JP2010000500A (ja) * | 2008-06-23 | 2010-01-07 | Commiss Energ Atom | フレキシブルキャリア上に堆積された金属膜から彫刻欠陥を除去する方法 |
| JP2011125871A (ja) * | 2009-12-15 | 2011-06-30 | Disco Abrasive Syst Ltd | レーザ加工装置 |
| JP2011251322A (ja) * | 2010-06-03 | 2011-12-15 | Disco Corp | レーザ加工装置 |
| JP2012101230A (ja) * | 2010-11-08 | 2012-05-31 | Disco Corp | レーザ加工装置 |
| JP2013252532A (ja) * | 2012-06-06 | 2013-12-19 | Disco Corp | レーザー加工装置 |
| JP2014024117A (ja) * | 2012-07-26 | 2014-02-06 | Electro Scientific Industries Inc | 物質捕集方法及び物質捕集装置 |
| JP2015134364A (ja) * | 2014-01-16 | 2015-07-27 | 株式会社デンソー | レーザ加工装置およびレーザ加工方法 |
| JP2019076911A (ja) * | 2017-10-20 | 2019-05-23 | 株式会社Ihi | レーザ溶接装置及びレーザ溶接方法 |
| US10847759B2 (en) | 2018-12-10 | 2020-11-24 | Samsung Display Co., Ltd. | Method of manufacturing display apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| US8809732B2 (en) | 2014-08-19 |
| KR20070039493A (ko) | 2007-04-12 |
| US20130140287A1 (en) | 2013-06-06 |
| US20080041832A1 (en) | 2008-02-21 |
| US8344285B2 (en) | 2013-01-01 |
| CN101018639A (zh) | 2007-08-15 |
| WO2005120763A2 (en) | 2005-12-22 |
| GB2414954B (en) | 2008-02-06 |
| GB2414954A (en) | 2005-12-14 |
| CN101018639B (zh) | 2010-04-21 |
| KR100890295B1 (ko) | 2009-03-26 |
| GB0413029D0 (en) | 2004-07-14 |
| JP2012254482A (ja) | 2012-12-27 |
| JP5389236B2 (ja) | 2014-01-15 |
| WO2005120763A3 (en) | 2006-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5389236B2 (ja) | アブレーション方法及び装置 | |
| TWI374070B (en) | Laser processing apparatus and laser processing method as well as debris extraction mechanism and debris extraction method | |
| JP4404085B2 (ja) | レーザ加工装置、レーザ加工ヘッド及びレーザ加工方法 | |
| CN1212643C (zh) | 可线上清洁晶圆承座的曝光系统 | |
| KR101299039B1 (ko) | 레이저 가공 장치, 레이저 가공 헤드 및 레이저 가공 방법 | |
| JP4848003B2 (ja) | 傾斜したシャワーヘッドを備える液浸リソグラフィシステムおよび液浸リソグラフィ方法 | |
| WO2004105107A1 (ja) | 露光装置及びデバイス製造方法 | |
| JP2007069257A (ja) | レーザ加工装置とその加工方法及びデブリ回収機構とその回収方法 | |
| TWI778159B (zh) | 雷射加工裝置 | |
| JP3932930B2 (ja) | レーザ加工装置およびレーザ加工方法 | |
| KR20230132637A (ko) | 포토마스크 펠리클 접착제 잔류물 제거 | |
| TWI303591B (en) | Process and apparatus for ablation | |
| JP2003303799A (ja) | 表面洗浄装置および表面洗浄方法 | |
| JP4185016B2 (ja) | レーザ加工副次物の集塵方法及びその装置、レーザ加工装置 | |
| US12001143B2 (en) | Lithography exposure system with debris removing mechanism | |
| CN109530930B (zh) | 一种激光加工芯片的方法 | |
| US8585824B2 (en) | Method of ablating a surface layer of a wall, and associated device | |
| GB2438527A (en) | Laser processing apparatus,laser processing head and laser processing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080611 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110823 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111011 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120417 |