JP2007123190A - ワイヤハーネスの製造装置及び製造方法 - Google Patents
ワイヤハーネスの製造装置及び製造方法 Download PDFInfo
- Publication number
- JP2007123190A JP2007123190A JP2005317194A JP2005317194A JP2007123190A JP 2007123190 A JP2007123190 A JP 2007123190A JP 2005317194 A JP2005317194 A JP 2005317194A JP 2005317194 A JP2005317194 A JP 2005317194A JP 2007123190 A JP2007123190 A JP 2007123190A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- electric wire
- pair
- terminals
- chuck
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 37
- 238000000034 method Methods 0.000 title abstract description 15
- 238000003780 insertion Methods 0.000 claims abstract description 89
- 230000037431 insertion Effects 0.000 claims abstract description 89
- 238000005520 cutting process Methods 0.000 claims abstract description 16
- 238000012546 transfer Methods 0.000 claims description 49
- 210000000078 claw Anatomy 0.000 description 10
- 238000002788 crimping Methods 0.000 description 7
- 230000008707 rearrangement Effects 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 230000003028 elevating effect Effects 0.000 description 3
- 230000002452 interceptive effect Effects 0.000 description 3
- 239000011295 pitch Substances 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000009795 derivation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 238000007790 scraping Methods 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49147—Assembling terminal to base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
- Y10T29/53213—Assembled to wire-type conductor
Abstract
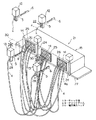
【解決手段】電線を所要長さに検尺・切断する検尺・切断手段と、切断された電線の両端末に端子を接続する端子接続手段と、両端末5に該端子6を有する端子付き電線4を搬送する搬送手段16と、コネクタ受け具15で保持された各コネクタハウジング14に端子を挿入する端子挿入手段とを備え、搬送手段16から端子付き電線4の両端末を定位置で取り上げる一対のチャック7と、少なくともコネクタハウジングの並び方向に独立して移動可能であり、一対のチャックを経て受け渡された端子付き電線の両端末を把持して各コネクタハウジングに両端末の端子6を同時に挿入する端子挿入手段としての一対の端子挿入ヘッド30とを備えたワイヤハーネスの製造装置を採用する。
【選択図】図4
Description
5 両端末
6 端子
7 取り出しチャック(チャック)
10 仮置きクランプ
12 移送チャック(チャック)
13 チャック部
14 コネクタハウジング
15 コネクタ受け具
16 搬送手段
28 チャックアーム
30 端子挿入ヘッド
Claims (6)
- 電線を所要長さに検尺・切断する検尺・切断手段と、切断された該電線の両端末に端子を接続する端子接続手段と、両端末に該端子を有する端子付き電線を搬送する搬送手段と、コネクタ受け具で保持された各コネクタハウジングに該端子を挿入する端子挿入手段とを備えるワイヤハーネスの製造装置において、
前記搬送手段から前記端子付き電線の両端末を定位置で取り上げる一対のチャックと、少なくとも前記コネクタハウジングの並び方向に独立して移動可能であり、該一対のチャックを経て受け渡された該端子付き電線の両端末を把持して前記各コネクタハウジングに該両端末の端子を同時に挿入する前記端子挿入手段としての一対の端子挿入ヘッドとを備えたことを特徴とするワイヤハーネスの製造装置。 - 前記一対のチャックを経て前記端子付き電線の両端末を受け取って、前記端子挿入ヘッドに受け渡す一対の移送チャックを備えたことを特徴とする請求項1記載のワイヤハーネスの製造装置。
- 前記一対のチャックから前記端子付き電線の両端末を仮置きし、前記一対の移送チャックで該端子付き電線を取り上げるための一対の仮置きクランプを備えたことを特徴とする請求項2記載のワイヤハーネスの製造装置。
- 前記コネクタ受け具にセットした前記コネクタハウジングが上下反転され、前記チャック又は前記端子挿入ヘッドのチャック部が上下反転され、あるいは、該チャック又は該チャック部により前記端子が上下反転された状態で、該端子が該コネクタハウジングに挿入されることを特徴とする請求項1〜3の何れかに記載のワイヤハーネスの製造装置。
- 電線を検尺・切断手段で所要長さに検尺・切断し、切断された該電線の両端末に端子接続手段で端子を接続し、両端末に該端子を有する端子付き電線を搬送手段で搬送し、コネクタ受け具で保持された各コネクタハウジングに端子挿入手段で該端子を挿入するワイヤハーネスの製造方法において、
前記搬送手段から前記端子付き電線の両端末を一対のチャックで定位置で取り上げ、該一対のチャックを経て受け渡された該端子付き電線の両端末を、少なくとも前記コネクタハウジングの並び方向に独立して移動可能な前記端子挿入手段としての一対の端子挿入ヘッドで把持して、前記各コネクタハウジングに該両端末の端子を同時に挿入することを特徴とするワイヤハーネスの製造方法。 - 前記コネクタ受け具にセットされた前記コネクタハウジングを上下反転し、前記端子を上下反転させて該コネクタハウジングに挿入することを特徴とする請求項5記載のワイヤハーネスの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005317194A JP4704889B2 (ja) | 2005-10-31 | 2005-10-31 | ワイヤハーネスの製造装置及び製造方法 |
| US12/003,588 US8528199B2 (en) | 2005-10-31 | 2007-12-28 | Manufacturing apparatus for wiring harnesses and a manufacturing method for wiring harnesses |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005317194A JP4704889B2 (ja) | 2005-10-31 | 2005-10-31 | ワイヤハーネスの製造装置及び製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007123190A true JP2007123190A (ja) | 2007-05-17 |
| JP4704889B2 JP4704889B2 (ja) | 2011-06-22 |
Family
ID=38146792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005317194A Active JP4704889B2 (ja) | 2005-10-31 | 2005-10-31 | ワイヤハーネスの製造装置及び製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8528199B2 (ja) |
| JP (1) | JP4704889B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008152952A (ja) * | 2006-12-14 | 2008-07-03 | Tyco Electronics Amp Kk | 端子挿入装置 |
| WO2009081605A1 (ja) * | 2007-12-21 | 2009-07-02 | Sumitomo Wiring Systems, Ltd. | 電線セット揃え装置及びサブアッシーの製造方法 |
| WO2014014046A1 (ja) * | 2012-07-19 | 2014-01-23 | 矢崎総業株式会社 | ハウジング反転装置とそれを用いた端子挿入方法 |
| JP2015220309A (ja) * | 2014-05-16 | 2015-12-07 | 矢崎総業株式会社 | ハーネス配索方法及びハーネス配索装置 |
| JP2016207552A (ja) * | 2015-04-24 | 2016-12-08 | 矢崎総業株式会社 | ワイヤハーネスの製造装置及びワイヤハーネスの製造方法 |
| WO2017038479A1 (ja) * | 2015-09-03 | 2017-03-09 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネス組立装置及びワイヤーハーネスの製造方法 |
| JP2017098190A (ja) * | 2015-11-27 | 2017-06-01 | 矢崎総業株式会社 | 端子挿入装置及び端子挿入方法 |
| WO2017122653A1 (ja) * | 2016-01-15 | 2017-07-20 | 住友電装株式会社 | 端子挿入装置、端子挿入方法及び配線モジュール製造方法 |
| WO2017122708A1 (ja) * | 2016-01-15 | 2017-07-20 | 住友電装株式会社 | 端子挿入装置、端子挿入方法及び配線モジュール製造方法 |
| CN107017540A (zh) * | 2015-11-27 | 2017-08-04 | 矢崎总业株式会社 | 端子插入装置和端子插入方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201348728A (zh) * | 2012-05-18 | 2013-12-01 | Weistech Technology Co Ltd | 雷射測距裝置之光學訊號傳輸結構 |
| JP6537093B2 (ja) * | 2013-10-04 | 2019-07-03 | 矢崎総業株式会社 | ワイヤハーネス生産システム及びワイヤハーネス生産方法 |
| WO2015156793A1 (en) * | 2014-04-09 | 2015-10-15 | Delphi Technologies, Inc. | Automatic terminated wire lead insertion machine and method of operating said machine |
| KR101613202B1 (ko) | 2014-05-02 | 2016-04-20 | 조익훈 | 이송 장치 |
| CN104627438A (zh) * | 2015-03-11 | 2015-05-20 | 南京一擎机械制造有限公司 | 电热丝紧固座、电热丝紧固装置及电热丝紧组件 |
| US11069462B2 (en) * | 2016-12-15 | 2021-07-20 | The Boeing Company | Automated wire processing system and methods |
| CN107380667B (zh) * | 2017-08-28 | 2023-04-14 | 鹤壁海昌智能科技股份有限公司 | 一种储线机构 |
| JP7060641B2 (ja) * | 2020-03-26 | 2022-04-26 | 矢崎総業株式会社 | 端子付き電線の製造装置及び端子付き電線の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07176362A (ja) * | 1993-12-21 | 1995-07-14 | Sumitomo Wiring Syst Ltd | 端子付き電線の挿入駆動装置 |
| JPH0963739A (ja) * | 1995-08-21 | 1997-03-07 | Sumitomo Wiring Syst Ltd | 端子圧着電線の製造方法及び製造装置 |
| JP2005122954A (ja) * | 2003-10-15 | 2005-05-12 | Yazaki Corp | コネクタ製造装置及びコネクタ製造方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4380118A (en) * | 1981-08-13 | 1983-04-19 | Amp Incorporated | Terminal insertion tool |
| US4383361A (en) * | 1981-09-17 | 1983-05-17 | Amp Incorporated | Connector insertion tool |
| US4635355A (en) * | 1986-01-06 | 1987-01-13 | Molex Incorporated | Tool for electrical terminals |
| JPH0719095Y2 (ja) * | 1987-04-30 | 1995-05-01 | アンプ・インコ−ポレ−テッド | 電気コネクタ |
| JP2524656B2 (ja) * | 1990-09-03 | 1996-08-14 | 矢崎総業株式会社 | コネクタにおける端子金具の係止方法 |
| US5160283A (en) * | 1991-12-04 | 1992-11-03 | Molex Incorporated | Terminal positioning assurance device |
| US5459924A (en) * | 1993-01-11 | 1995-10-24 | Yazaki Corporation | Method of inserting terminal with wire and apparatus therefor |
| JP3216779B2 (ja) * | 1995-02-23 | 2001-10-09 | 矢崎総業株式会社 | コネクタにおける端子金具の不完全挿入矯正方法及び矯正用治具 |
| US5829914A (en) * | 1996-09-25 | 1998-11-03 | Wells; Raymond | Asphalt repair method utilizing chilling |
| JP3892919B2 (ja) | 1996-10-03 | 2007-03-14 | 矢崎総業株式会社 | ワイヤハーネスの製造方法及び製造装置 |
| JPH1140595A (ja) * | 1997-07-16 | 1999-02-12 | Mitsubishi Electric Corp | ワイヤ配線方法、このワイヤ配線方法に使用する配線分岐パッド、および、ボンディング装置、並びに、ワイヤ配線方法をコンピュータに実行させるためのプログラムを記録したコンピュータ読み取り可能な記録媒体 |
| JP3452121B2 (ja) * | 1997-12-26 | 2003-09-29 | 住友電装株式会社 | ワイヤアセンブリ製造装置 |
| JP3682843B2 (ja) * | 1999-12-27 | 2005-08-17 | 矢崎総業株式会社 | コネクタ検査具 |
| JP3785949B2 (ja) * | 2001-05-11 | 2006-06-14 | 住友電装株式会社 | 端子挿入ガイド装置 |
| TW509393U (en) * | 2001-10-18 | 2002-11-01 | Molex Inc | Electrical connector |
| US6814590B2 (en) * | 2002-05-23 | 2004-11-09 | Fci Americas Technology, Inc. | Electrical power connector |
| US6981313B2 (en) * | 2002-07-09 | 2006-01-03 | Emerson Electric Co. | Apparatus for connecting electric terminal to connector blocks |
| TW555210U (en) * | 2002-12-25 | 2003-09-21 | De-Shou Lian | Stacked electrical connector |
| JP2004348989A (ja) * | 2003-05-20 | 2004-12-09 | Sumitomo Wiring Syst Ltd | 分割コネクタ用のキャップ付きサブコネクタ |
| US6811442B1 (en) * | 2003-12-11 | 2004-11-02 | Superworld Electronics Co., Ltd. | Positioning seat with nests for coils for a connector |
| US7121898B2 (en) * | 2004-06-16 | 2006-10-17 | Tyco Electronics Corporation | Shielding configuration for a multi-port jack assembly |
| JP4351602B2 (ja) * | 2004-09-22 | 2009-10-28 | 矢崎総業株式会社 | 端子挿入装置 |
| US6986684B1 (en) * | 2004-11-10 | 2006-01-17 | Superworld Electronics Co., Ltd. | Internal structure for connector with coil positioning seats |
| CN2821900Y (zh) * | 2005-07-13 | 2006-09-27 | 富士康(昆山)电脑接插件有限公司 | 模组连接器 |
| US7314387B1 (en) * | 2006-10-03 | 2008-01-01 | Lankom Electronics Co., Ltd. | Communication connector with two layered core module |
-
2005
- 2005-10-31 JP JP2005317194A patent/JP4704889B2/ja active Active
-
2007
- 2007-12-28 US US12/003,588 patent/US8528199B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07176362A (ja) * | 1993-12-21 | 1995-07-14 | Sumitomo Wiring Syst Ltd | 端子付き電線の挿入駆動装置 |
| JPH0963739A (ja) * | 1995-08-21 | 1997-03-07 | Sumitomo Wiring Syst Ltd | 端子圧着電線の製造方法及び製造装置 |
| JP2005122954A (ja) * | 2003-10-15 | 2005-05-12 | Yazaki Corp | コネクタ製造装置及びコネクタ製造方法 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008152952A (ja) * | 2006-12-14 | 2008-07-03 | Tyco Electronics Amp Kk | 端子挿入装置 |
| WO2009081605A1 (ja) * | 2007-12-21 | 2009-07-02 | Sumitomo Wiring Systems, Ltd. | 電線セット揃え装置及びサブアッシーの製造方法 |
| WO2014014046A1 (ja) * | 2012-07-19 | 2014-01-23 | 矢崎総業株式会社 | ハウジング反転装置とそれを用いた端子挿入方法 |
| JP2014022235A (ja) * | 2012-07-19 | 2014-02-03 | Yazaki Corp | ハウジング反転装置とそれを用いた端子挿入方法 |
| JP2015220309A (ja) * | 2014-05-16 | 2015-12-07 | 矢崎総業株式会社 | ハーネス配索方法及びハーネス配索装置 |
| JP2016207552A (ja) * | 2015-04-24 | 2016-12-08 | 矢崎総業株式会社 | ワイヤハーネスの製造装置及びワイヤハーネスの製造方法 |
| WO2017038479A1 (ja) * | 2015-09-03 | 2017-03-09 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネス組立装置及びワイヤーハーネスの製造方法 |
| JP2017050194A (ja) * | 2015-09-03 | 2017-03-09 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネス組立装置及びワイヤーハーネスの製造方法 |
| JP2017098190A (ja) * | 2015-11-27 | 2017-06-01 | 矢崎総業株式会社 | 端子挿入装置及び端子挿入方法 |
| CN107017540A (zh) * | 2015-11-27 | 2017-08-04 | 矢崎总业株式会社 | 端子插入装置和端子插入方法 |
| CN107017540B (zh) * | 2015-11-27 | 2019-06-18 | 矢崎总业株式会社 | 端子插入装置和端子插入方法 |
| WO2017122653A1 (ja) * | 2016-01-15 | 2017-07-20 | 住友電装株式会社 | 端子挿入装置、端子挿入方法及び配線モジュール製造方法 |
| WO2017122708A1 (ja) * | 2016-01-15 | 2017-07-20 | 住友電装株式会社 | 端子挿入装置、端子挿入方法及び配線モジュール製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4704889B2 (ja) | 2011-06-22 |
| US8528199B2 (en) | 2013-09-10 |
| US20080113555A1 (en) | 2008-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4704889B2 (ja) | ワイヤハーネスの製造装置及び製造方法 | |
| JP2706408B2 (ja) | 端子挿入装置 | |
| JP5817576B2 (ja) | 電線移載装置 | |
| JP3358154B2 (ja) | ワイヤハーネス、その製造方法および装置 | |
| JP5323756B2 (ja) | 電線端末処理装置及び電線端末処理方法 | |
| WO1995026583A1 (fr) | Procede et appareil de fabrication d'un faisceau de fils par soudage sous pression | |
| US7024760B2 (en) | Method and apparatus for equipping plug housings with fitted-out cable ends of a cable | |
| US6539617B2 (en) | Automatic connector assembling apparatus and method | |
| JPH0230081A (ja) | ワイヤリードの挿入装置 | |
| WO2009081605A1 (ja) | 電線セット揃え装置及びサブアッシーの製造方法 | |
| JP6729477B2 (ja) | 端子付電線の端子へのケース装着装置及び端子付電線の端子へのケース装着方法 | |
| US10822173B2 (en) | Linking system and method | |
| JPH09115640A (ja) | ワイヤーハーネスの製造におけるコネクタ供給方法及びその装置 | |
| JPH09129348A (ja) | 端子挿入方法及び端子挿入装置 | |
| JP3764630B2 (ja) | コネクタ導通検査装置及びコネクタ導通検査方法 | |
| JP3659088B2 (ja) | 端子挿入によるワイヤーハーネスの製造 | |
| JP5888739B2 (ja) | 不良電線取出装置及び不良電線取出方法 | |
| JP3095306B2 (ja) | 端子挿入装置 | |
| JP2830894B2 (ja) | ハーネスサブアッシーの製造方法 | |
| JP3301009B2 (ja) | 電線移送装置と電線移送方法及び電線移載装置 | |
| JP2001057117A (ja) | ワイヤーハーネスの製造における自動圧接装置及びその装置で使用するコネクタハウジング搬送用治具パレット | |
| JP2001076835A (ja) | 圧接コネクタ用端子実装機 | |
| JP2888707B2 (ja) | 端子挿入ガイド装置 | |
| JP3432440B2 (ja) | ハーネス取付装置及び取付方法 | |
| JPH0555994B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100701 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110310 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4704889 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |