EP1234794A2 - Falzapparat mit einem ersten und einem zweiten Zylinder - Google Patents
Falzapparat mit einem ersten und einem zweiten Zylinder Download PDFInfo
- Publication number
- EP1234794A2 EP1234794A2 EP02002022A EP02002022A EP1234794A2 EP 1234794 A2 EP1234794 A2 EP 1234794A2 EP 02002022 A EP02002022 A EP 02002022A EP 02002022 A EP02002022 A EP 02002022A EP 1234794 A2 EP1234794 A2 EP 1234794A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding
- cylinder
- motor
- gripper
- fold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/16—Rotary folders
- B65H45/162—Rotary folders with folding jaw cylinders
- B65H45/168—Rotary folders with folding jaw cylinders having changeable mode of operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/004—Electric or hydraulic features of drives
- B41F13/0045—Electric driving devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/54—Auxiliary folding, cutting, collecting or depositing of sheets or webs
- B41F13/56—Folding or cutting
- B41F13/62—Folding-cylinders or drums
Definitions
- the present invention relates to a folder with a first and a second Cylinder according to the preamble of claim 1.
- the present invention relates to a method for cutting and Folding printed products according to the preamble of claim 8.
- a continuous web of material e.g. B. a paper web, printed. Then the continuous material web is in a folder Printing machine cut and folded in signatures.
- folders There are different folders known, including combination folders.
- Combination folders typically include a number of cylinders, each Execute functions to perform different parts of the folding process, where each cylinder is capable of performing at least one function.
- the relative positions of the cylinders i.e. the relative angular positions of the individual cylinders in the combination folder to be changed.
- Known combination folders usually require the change of one Fold mode and include air cylinders to insert helical gears into the necessary position to move.
- the helical gears with the Master cylinder bodies can be connected, determine the mutual phase position of the Cylinder body and thus ensure that a group of cylinder bodies with respect to one other group of cylinder bodies remains in the correct phase position.
- By the Moving the helical gears is a phase correction or a Phase change between individual cylinder bodies or between groups of Cylinder bodies possible, whereby the folding mode or the folding products to be generated can be changed.
- a disadvantage of the system consisting of compressed air cylinders and helical gears consists of a non-switching or incorrect switching when the phase position changes or the helical gears may stick. This danger arises z. B. by the weight of the cylinder body or by jamming of the bearings on the Shaft if there is insufficient lubricant or corrosion due to friction occurs.
- US 5,405,126 describes a folder with at least one first Longitudinal folding device, driven cutting cylinders and a second Longitudinal folding device to which folded copies are fed via a transport route.
- the folder includes traction devices that the cutting cylinders in web and Copy direction are arranged, first drive means for separate and controlled Drive the pulling devices, and second drive means for driving the cutting cylinder and the cross folders.
- the folder also includes a separate drive for driving conveyor belts that can be pivoted outwards.
- the second Longitudinal folding device comprises different components and can be one have phase-adjustable separate electric motor, which these components drives.
- the second drive means is an electric motor drive. From one of the cutting or Separating cylinder runs the drive of the electric motor to a gear. About the Gearwheel drives a folding cylinder, from this to a folding jaw cylinder and finally transferred to a gripper cylinder.
- the drive of the second Longitudinal folding device can also be done via the electric motor.
- EP 0 699 524 A2 describes a printing press with elements used by electric motors are driven.
- the folding devices described there each have one separate motor, which drives the folding cylinders in the folding devices directly.
- the disadvantage here is that a motor drives all of the folding cylinders of a folder, making phase changes difficult.
- gripping and folding flap stand for one in the present document any type of gripping or holding device for signatures, e.g. a gripper for Grasp the edge or the fold edge or fold fold of a signature as well as one Folding flap for creating a fold edge or fold fold in cooperation with a folding knife and for gripping the fold edge or fold break generated.
- the two different drive motors can advantageously Phase adjustment between the at least one first gripper and the at least one first jaw can be changed by the angular relationship between the two Motors is changed to adjust the position of the fold edge.
- Changes to the operating mode are easier to carry out because the motors are adjusted in this way can be switched from a central fold to a delta fold can.
- a folding mode which has a central fold in the Print product generates the phase position between the separately driven systems from Folding cylinders and / or cutting cylinders are changed so that the folding edge of an imaginary center line of the folded product to an imaginary line of the folded product which is the position of a folding edge necessary for a delta fold equivalent.
- the distance of this position from an edge of the folded product can e.g. approximately correspond to a third or approximately two thirds of the width of the folded product.
- At least one pair of cutting cylinders can be provided, which is from the first Engine is driven.
- the cutting cylinder can be connected to the first grippers via a phase gear his.
- the folding blades and the first folding jaws are preferably via a phase gear connected with each other.
- the motors are preferably designed as synchronous AC motors.
- a folder can be thereby distinguish that the second cylinder at least a second jaw for holding the Has signature on a second fold break, and that a third cylinder, the at least one second gripper and at least one second folding knife for production of a second fold break, is provided, the second motor still the drives the second gripper of the third cylinder, and wherein a third motor is provided, the at least one second jaw of the second cylinder and the at least one drives the second folding knife of the second cylinder.
- the third motor can also preferably be designed as a synchronous alternating current his.
- the cutting and first gripping process defines a first gear train and a first, respectively System
- the first insertion into the first jaw and the second gripping define a second gear train or system
- the second Insertion process in the second folding flap defines a third gear train, or a third system.
- system or “gear train” here and below in this Meaning a variety of driven elements, e.g. Cutting or folding cylinder, be understood, with their gears and drive motor the system can be attributed.
- the functional elements of the gear trains or of the individual systems synchronized within the systems.
- the phase position of the second gear train or system can coincide with the phase position of the first Gear train or system be tuned or tunable; the phase position can also of the third gear train or system with respect to the second and first gear train or System be tuned or tunable. In this way, adjustments are the Fold position and mode changes possible without long downtimes.
- a gearwheel is referred to as a phase gearwheel, which is composed of assembles two individual gears, which have a common axis of rotation and thus form a unity.
- the phase position of one of the two gears is against The phase position of the other can be changed.
- the relative phase position of the wheel trains can be between two wheel trains or systems or systems are changed or corrected.
- a gear wheel can each Phase gear be part of a gear train or system.
- the phase gear can also include several gears, which form a phase transmission, which it also enables the phase between one upstream of the transmission and one to change the gear wheel downstream.
- Phase gears and idler gears within the gear trains offer another Degree of freedom and allow z.
- B. a group setting of the jaws. Different types of printed products can be processed in this way. By adjusting the jaws in groups, products can be different Thickness can be produced. Adjustments to the operating mode, e.g. B. switching from a double parallel fold to a delta fold are also possible by using the Angular ratio of the first gear train to the second gear train and the third and second gear train is changed to the first gear train.
- the first wheel train can have a reference point, preferably the gripper, and the The phase of all other functions and gear trains can be based on the reference point be coordinated.
- the phase position of the first and third gear trains can also be used the phase position of the second gear train be tuned or tunable.
- the phase position of the first and second gear train can also with the phase position of the third gear train be tuned or tunable. In this case, however, there are additional adjustments required, otherwise the print-to-cut register will change.
- One of the wheel trains or one of the systems, preferably the third one, is for easier folding processes can be removed, stopped or decoupled.
- the folder is removed by removing, stopping or uncoupling one of the wheel trains and advantageously simplifies its function and is therefore less susceptible to mechanical disturbances. At the same time, the costs are reduced if necessary folding option not required.
- the phase position at least between the first gear train and the second gear train can be changed to change the position of the folded edge or the To achieve operating mode.
- All motors are preferably designed as synchronous AC motors that with one drive motor pinion or several drive motor pinions are connected and the Drive the folder.
- the synchronous AC motors have the advantage that they synchronize the gear trains.
- One of the functional elements e.g. B. a star-shaped Gripper wheel, a star-shaped folding knife wheel, a star-shaped second gripper wheel (or folding jaw wheel), a star-shaped third gripper wheel (or second Folding flap wheel) a star-shaped second folding knife wheel or a fourth star-shaped gripper wheel, a synchronous AC motor can also be directly assigned be so that the function setting elements are driven directly. Thereby no further elements are required for the drive and less torque is passed through Lost friction.
- At least one of the motors is preferably directly on or with the bottom surface anchored to stabilize the position of the motor and the setting of the relative Keep phase positions free of systematic errors.
- a motorized or motorized platform or plate to change the Angular relationship between the first, second and third gear train can also be in the folder can be integrated.
- the advantage that can be achieved thereby is that Mode changes can be carried out more efficiently and during one Mode change requires less operator intervention.
- a method according to the invention for cutting and folding printed products is characterized by the following steps: driving a first gear train to Cutting a signature and transferring the signature to a first gripper by means of a first engine; Driving a third gear train to insert the signature in a first folding flap and for transferring the signature to a second gripper by means of a second motor and driving a third gear train to insert the signature in a second jaw by means of a third motor.
- phase position at least between the first Gear train and the second gear train is changed to a change in position the folding edge or the operating mode or a group adjustment of the folding jaws to reach.
- a phase gear can be used for this.
- a phase gear can be used to change the phase position between one Folding knife and a folding flap to change in different gear trains or around to achieve a group adjustment of the jaws.
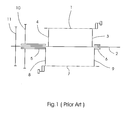
- Fig. 1 shows the cylinder base construction for a combination folder of the state of the technique.
- a folding knife cylinder is shown as an example.
- This Cylinder base construction is well known and only here for a better understanding of the present invention.
- a first functional element 1, e.g. B. a Folding knife section is directly connected to a first arm 3 and a second arm 4 Shaft 2 arranged.
- the shaft 2 carries a first hollow hub 5 and a second hollow hub 6, which are arranged concentrically to the shaft 2.
- a third arm 8 or a fourth arm 9 are arranged, which have a second functional element 7, z.
- B. carry a gripper section.
- the shaft 2 and the two hubs 5, 6 can of a first and a second drive wheel, e.g. B. gear 10 or 11 driven the phase setting of each other can be set using helical gears is.
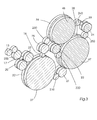
- Fig. 2 shows a schematic side view of a preferred embodiment of a Combination folder according to the invention with a three-motor drive.
- the folder comprises a first pair of cutting cylinders 12 and a second Cutting cylinder pair 13 for cutting a paper web in signatures.
- the signatures are fed to a collecting cylinder 14 on which a leading edge of the signature of a gripper of a plurality of first grippers 32 is detected.
- the signature is with the collecting cylinder 14 rotated and passed past the first folding cylinder 15.
- the signature is folded transversely, with the first fold breaking that of the first folding jaws 38 of the first folding cylinder 15 is held to the new leading edge the signature. Then the cylinder 15 moves the signature on the second Folding cylinder 16 over where the new leading edge (the first fold break) of the signature of a gripper of a plurality of second grippers 39 is detected and the signature around the Cylinder 16 is moved around. Meanwhile, a folding knife 46 pushes a plurality of second folding knives 46 the signature that has already been folded in the vicinity of it Center line in a folding jaw 47 of a plurality of folding jaws 47 of the first Folding cylinders 15. The double-folded signatures can now be separated from the second Folders 47 released and z. B. transferred to another conveyor.
- the folder according to the invention is at three drive points 17, 18, 19 of three individual motors 170, 180, 190 driven. 2 and 3 show the different Drive elements for the folder shown in Fig. 2.
- the drive point 17 drives first phase gear 20, which z. B. the first gripper via a star-shaped wheel 32 drives.
- a backlash-free gear 23 ensures that the first grippers 32 only in one Direction and that the gears mesh correctly to form one to ensure the greatest possible folding accuracy.
- a backlash-free gear in this Application to be called a gear, which is in a closed gear circle is used to prevent a flank change in the gear train.
- the drive point 17 also drives Intermediate wheel 200 to drive the pair of cutting cylinders 13, which over a Vibration wheel 26 can drive the pair of cutting cylinders 12.
- a flywheel is here and hereinafter referred to a gear, the axis of which is slidably mounted, so that this for a change in distance of the upstream and downstream gear Carry out a movement to balance and maintain the gear train can.
- a vibration wheel can be accommodated on pivotably mounted arms be and be arranged at a transition region of two frame parts.
- the Drive point 17 thus drives a first wheel train which the cutting cylinders 12, 13 and includes the first grippers 32 of the cylinder 14.
- the phase gear 20 and the intermediate gear 200 it is also possible to change the phase position between to change the pair of cutting cylinders 12 and the first grippers 32.
- the folding knives 37 are attached to a star-shaped via a second drive point 18 Folding knife wheel driven.
- a phase gear 21 drives the idler gear 210 first jaws 38 on a star-shaped jaw wheel.
- the second grippers 39 are driven starting from the first jaws 38.
- the second gripper 39 drives again an idler gear 230 and a backlash free gear 25 to return the circle to close the drive pinion.
- a second gear train the first arranged on a star-shaped wheel Folding knife 37, which includes first folding jaws 38 and the second gripper 39 accordingly driven by the drive point 18.
- the drive point 19 drives an intermediate wheel 240, which in turn is the second Folding knife 46 drives.
- the second folding knife 46 drives the phase gear 22 Intermediate wheel 220 and the second jaw 47.
- the latter drives the intermediate gear 250 and a backlash-free gear 24 to avoid gear backlash, which the circle to drive pinion 19 closes.
- Motors 170, 180 and 190 are preferably synchronous AC motors trained which can be controlled with high resolution and in real time are speed-controllable and can also be position-controlled even under load can.
- a section is preferably related to at least one motor firmly anchored to the floor.
- the three wheel trains or drive loops or systems each one Drive point 17, 18, 19 control at least one specific one Fold function.
- the first train controls one of the first and second Cutting cylinder pair 12, 13 performed cutting operation and that of the first Grippers 32 performed first gripping operation;
- the second gear train controls one of them first folding blades 37 performed the first insertion into the first folding jaws 38 and the transfer to the second grippers 39.
- the third gear train controls one of the second folding flaps 46 performed second insertion into the second Folding jaws 47.
- the cutting process is independent Operation and the first acquisition operation is a dependent operation because the leading edge of the Signature lies directly under one of the first grippers 32 when the signature is transferred.
- the transfer to the first jaw 38 and the Subsequent transfer to the second gripper 39 are the first folding knives 37 first folding jaws 38 and the second grippers 39 depend on each other, because at Inserting the signature through one of the first folding blades 37 one of the first folding flaps 38 is in the recording position and when the signature is released by the first Folding flap 38 one of the second grippers 39 is in the receiving position.
- the independent wheel trains offer a certain amount of leeway in the Align the phasing of a number of functions with respect to another series of functions.
- the first folding blades 37 can be in relation to the first grippers 32 be phase shifted to adjust the position of the folded edge or To enable fold break without the phase position between the folding blades 37 and the first jaws 38 is disturbed.
- a change in the position of the fold length causes the relative position of the leading edge of the signature to change when the The leading edge falls on the trailing edge after the folding process.
- the phase gear 21 can by a group jaw adjustment within the second gear train the transition from the folding blades 37 to the folding jaws 38 are optimized and the Processing of products of different thicknesses are made possible.
- the first Folding knife 37 moves from a desired position with respect to the first gripper 32.
- the Motors 170, 180 for the first and second drive point 17, 18 and by moving the second motor in the crawl gear with respect to the first motor become the first folding blades 37 moved with respect to the first gripper 32, the first jaws 38 and the second gripper 39 still in its correct position with respect to the first folding knife 37 stay.
- the first folding blades 37, the first grippers 32, the first folding jaws 38 and the second grippers 39 are in the correct position when the signature is handed over. In this way, the position of the leading edge with respect to the Fold breakage of the signature leaving the collecting cylinder 14 can be changed.
- a excessive movement of the first folding knife 37 with respect to the first gripper 32 can also a first mode change can be achieved, so that z. B. executed a delta fold can be.
- the third gear train is adjustable with respect to the second gear train by one adjustment to enable the position of the fold edge or fold fold of the second folding process. This adjustment proceeds in a similar manner to the adjustment of the position of the Folding edge of the first folding process, however, the third drive motor moved in crawl with respect to the second drive motor. Through the phase gear 24, it is also possible to adjust the jaws of the third gear train.
- Each of the three wheel trains is exactly one of the three drive motors 170, 180, 190 Phase gear 20, 21, 22, one of the devices 23, 24, 25 to avoid Gear play, i.e. a backlash-free gear, and at least one of the idler gears 200, 210, 230, 240, 220, 250 assigned.
- the backlash free gears i.e. the Gears, which prevent a flank change in the gear train
- the phase gears which is a phase change between different wheel trains enable, each composed of two gears, which have a common Have axis and also a 1: 1 ratio in terms of size and number of Have teeth as well as opposing helical gears.
- the first, second and / or third gear train can have a section for central folding, drive a quarter fold section and a boom.
Abstract
Description
- Fig. 1
- eine Zylinderbasiskonstruktion für einen Kombinationsfalzapparat gemäß dem Stand der Technik;
- Fig. 2
- eine schematische Darstellung der Antriebsseite eines erfindungsgemäßen Kombinationsfalzapparats; und
- Fig. 3
- eine schematische Darstellung des in Fig. 2 gezeigten Falzapparats, wobei verschiedene angetriebene Elemente besonders hervorgehoben sind.
- 1
- erstes Funktionselement
- 2
- Welle
- 3
- erster Arm
- 4
- zweiter Arm
- 5
- erste Hohlnabe
- 6
- zweite Hohlnabe
- 7
- zweites Funktionselement
- 8
- dritter Arm
- 9
- vierter Arm
- 10, 11
- Antriebsrad
- 12
- erstes Schneidzylinderpaar
- 13
- zweites Schneidzylinderpaar
- 14
- Sammelzylinder
- 15
- erster Falzzylinder
- 16
- zweiter Falzzylinder
- 17-19
- Antriebspunkt
- 20
- Phasen-Zahnrad
- 21
- Phasen-Zahnrad
- 22
- Phasen-Zahnrad
- 23
- spielfreies Zahnrad
- 24
- spielfreies Zahnrad
- 25
- spielfreies Zahnrad
- 26
- Schwingrad
- 32
- erster Greifer
- 37
- erstes Falzmesser
- 38
- erste Falzklappe
- 39
- zweiter Greifer
- 46
- zweites Falzmesser
- 47
- zweite Falzklappe
- 170
- Motor
- 180
- Motor
- 190
- Motor
- 200
- Zwischenrad
- 210
- Zwischenrad
- 220
- Zwischenrad
- 230
- Zwischenrad
- 240
- Zwischenrad
- 250
- Zwischenrad
Claims (11)
- Falzapparat mit einem ersten Zylinder (14), der mindestens einen ersten Greifer (32) zum Halten von Signaturen und mindestens ein Falzmesser (37) zum Erzeugen eines ersten Falzbruchs in den Signaturen aufweist, mit einem zweiten Zylinder (15), der mindestens eine erste Falzklappe (38) zum Halten der Signaturen am ersten Falzbruch aufweist,
gekennzeichnet durch
einen ersten Motor (170) zum Antreiben des mindestens einen Greifers (32) und mindestens einen zweiten Motor (180), der das mindestens eine Falzmesser (37) des ersten Zylinders (14) und die mindestens eine Falzklappe (38) des zweiten Zylinders (15) antreibt. - Falzapparat nach Anspruch 1,
gekennzeichnet durch
mindestens ein Schneidzylinderpaar (12, 13), welches vom ersten Motor (170) angetrieben wird. - Falzapparat nach Anspruch 2,
dadurch gekennzeichnet, dass das Schneidzylinderpaar (12, 13) über ein Phasen-Zahnrad (20) mit den ersten Greifern (32) verbunden sind. - Falzapparat nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass die Falzmesser (37) und die ersten Falzklappen (38) über ein Phasen-Zahnrad (21) miteinander verbunden sind. - Falzapparat nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass die Motoren (170, 180) synchrone Wechselstrommotoren sind. - Falzapparat nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass der zweite Zylinder (15) mindestens eine zweite Falzklappe (47) zum Halten der Signatur an einem zweiten Falzbruch aufweist, und dass ein dritter Zylinder (16), der mindestens einen zweiten Greifer (39) und mindestens ein zweites Falzmesser (46) zum Erzeugen des zweiten Falzbruchs aufweist, vorgesehen ist, wobei der zweite Motor (180) weiterhin den zweiten Greifer (39) des dritten Zylinders (16) antreibt, und wobei ein dritter Motor (190) zum Antreiben der mindestens einen zweiten Falzklappe (47) des zweiten Zylinders (15) und des mindestens einen zweiten Falzmessers (46) des zweiten Zylinders (15) vorgesehen ist. - Falzapparat nach Anspruch 6,
dadurch gekennzeichnet, dass der dritte Motor (190) ein synchroner Wechselstrommotor ist. - Verfahren zum Schneiden und Falzen von Druckprodukten,
gekennzeichnet durch
die folgenden Schritte:Antreiben eines ersten Räderzugs zum Schneiden einer Signatur und zur Übergabe der Signatur an einen ersten Greifer (32) mittels eines ersten Motors (170);Antreiben eines dritten Räderzugs zum Einschieben der Signatur in eine erste Falzklappe (38) und zur Übergabe der Signatur an einen zweiten Greifer (39) mittels eines zweiten Motors (180); undAntreiben eines dritten Räderzugs zum Einschieben der Signatur in eine zweite Falzklappe (47) mittels eines dritten Motors. - Verfahren nach Anspruch 8,
dadurch gekennzeichnet, dass die Phasenlage zumindest zwischen dem ersten Räderzug und dem zweiten Räderzug verändert wird, um eine Veränderung der Position der Falzkante oder des Betriebsmodus zu erreichen. - Verfahren nach Anspruch 9,
dadurch gekennzeichnet, dass ein Phasen-Zahnrad (20, 21, 22) eingesetzt wird, um die Phasenlage zwischen einem Falzmesser (37, 46) und einer Falzklappe (38, 47) in unterschiedlichen Räderzügen zu verändern oder um eine gruppenweise Verstellung der Falzklappen zu erreichen. - Druckmaschine, insbesondere Rollenrotationsdruckmaschine,
gekennzeichnet durch
einen Falzapparat gemäß einem der Ansprüche 1 bis 8.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US795075 | 2001-02-23 | ||
| US09/795,075 US6752751B2 (en) | 2001-02-23 | 2001-02-23 | Folder with multiple-motor drive |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1234794A2 true EP1234794A2 (de) | 2002-08-28 |
| EP1234794A3 EP1234794A3 (de) | 2003-11-05 |
| EP1234794B1 EP1234794B1 (de) | 2012-01-25 |
Family
ID=25164597
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02002022A Expired - Lifetime EP1234794B1 (de) | 2001-02-23 | 2002-02-07 | Falzapparat mit einem ersten und einem zweiten Zylinder |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US6752751B2 (de) |
| EP (1) | EP1234794B1 (de) |
| JP (1) | JP4083440B2 (de) |
| AT (1) | ATE542766T1 (de) |
| DE (1) | DE10204756A1 (de) |
| RU (1) | RU2286880C2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2847512A1 (fr) | 2002-11-26 | 2004-05-28 | Roland Man Druckmasch | Entrainement d'un cylindre d'une machine d'impression rotative |
| CN102794931A (zh) * | 2012-08-23 | 2012-11-28 | 倪汉平 | 纸张切型折叠机 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10124977A1 (de) * | 2001-05-21 | 2002-11-28 | Roland Man Druckmasch | Antrieb für einen Zylinder einer Rotationsdruckmaschine |
| US7044902B2 (en) * | 2003-12-09 | 2006-05-16 | Quad/Tech, Inc. | Printing press folder and folder components |
| US7896795B2 (en) * | 2005-10-25 | 2011-03-01 | Goss International Americas, Inc. | Folder with signature support |
| US8425392B2 (en) * | 2005-12-27 | 2013-04-23 | Goss International Americas, Inc. | Broadsheet newspaper printing press and folder |
| EP2288504B1 (de) * | 2008-05-05 | 2014-02-12 | Goss International Americas, Inc. | Druckpresse und -verfahren für grossformatige zeitung mit drei abschnitten |
| WO2010033588A1 (en) * | 2008-09-16 | 2010-03-25 | Goss International Americas, Inc | Offset folded newspaper stabilization method and product |
| US8523164B2 (en) * | 2009-12-16 | 2013-09-03 | Goss International Americas, Inc. | Inserter and a single-copy gripper with deep reach |
| US20120165174A1 (en) * | 2010-12-23 | 2012-06-28 | C.G. Bretting Manufacturing Co., Inc. | Single web single-fold apparatus and method |
| US9371209B2 (en) | 2012-05-01 | 2016-06-21 | C.G. Bretting Manufacturing Co., Inc. | Single path single web single-fold interfolder and methods |
| JP5995551B2 (ja) * | 2012-06-27 | 2016-09-21 | キヤノン株式会社 | シート処理装置及びその制御方法、並びにプログラム |
| DE102013102729A1 (de) * | 2013-03-18 | 2014-09-18 | Manroland Web Systems Gmbh | Falzeinrichtung einer Druckmaschine und Verfahren zum Betreiben der Falzeinrichtung |
| US10449746B2 (en) | 2016-06-27 | 2019-10-22 | C. G. Bretting Manufacturing Co., Inc. | Web processing system with multiple folding arrangements fed by a single web handling arrangement |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01192669A (ja) * | 1988-01-27 | 1989-08-02 | Komori Printing Mach Co Ltd | 輪転印刷機の折機 |
| JPH04179671A (ja) * | 1990-08-13 | 1992-06-26 | Komori Corp | 折機の位相変更装置 |
| US5242367A (en) * | 1991-08-19 | 1993-09-07 | Heidelberger Druckmaschinen Ag | Apparatus for cutting and folding a web of material |
| US5443437A (en) * | 1991-11-08 | 1995-08-22 | Heidelberger Druckmaschinen | Device for automatically adjusting a fold in a folding apparatus of a rotary printing machine |
| US5676630A (en) * | 1994-07-29 | 1997-10-14 | Man Roland Druckmaschinen Ag | Folder device with format conversion |
| EP0922661A2 (de) * | 1997-12-13 | 1999-06-16 | MAN Roland Druckmaschinen AG | Vorrichtung zum Verstellen der Falzmechanismen an einem Falzzylinder eines Falzapparates |
| EP1074500A1 (de) * | 1999-08-05 | 2001-02-07 | Heidelberger Druckmaschinen Aktiengesellschaft | Exemplarführender Zylinder eines Falzapparates |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1870544A (en) * | 1929-01-02 | 1932-08-09 | Wood Newspaper Mach Corp | Folding blade |
| US4715846A (en) * | 1986-06-11 | 1987-12-29 | Post Machinery, Inc. | Trailing panel folder |
| JPH0192669A (ja) | 1987-10-02 | 1989-04-11 | Nec Corp | Ic測定用キャリア |
| DE4103160C2 (de) * | 1991-02-02 | 1994-09-08 | Roland Man Druckmasch | Falzapparat mit einem verstellbare Elemente, insbesondere Falzklappen oder bogenförmige Segmente, aufweisenden Falzwerkzylinder |
| SE468664B (sv) * | 1991-06-26 | 1993-03-01 | Motterstitch Co | Foerfarande och anordning foer att med haeftklamrar faesta samman ark |
| DE4241810C2 (de) | 1992-12-11 | 2001-01-04 | Heidelberger Druckmasch Ag | Formatvariabler Kombinationsfalzapparat |
| DE9320408U1 (de) * | 1993-04-28 | 1994-06-23 | Frankenthal Ag Albert | Falzapparat für Rotationsdruckmaschinen |
| DE4342037C1 (de) | 1993-12-09 | 1995-03-02 | Frankenthal Ag Albert | Verfahren und Vorrichtung zum Querfalzen von Signaturen |
| DE4430693B4 (de) | 1994-08-30 | 2005-12-22 | Man Roland Druckmaschinen Ag | Antriebe für eine Rollenrotations-Offsetdruckmaschine |
| DE59611338D1 (de) | 1995-03-18 | 2006-05-24 | Koenig & Bauer Ag | Antreib eines Falzapparates einer Rotationsdruckmaschine |
| WO1997024284A2 (de) * | 1995-12-27 | 1997-07-10 | Koenig & Bauer-Albert Ag | Falzapparat mit signaturweiche |
| EP0836938B1 (de) * | 1996-10-15 | 2000-07-05 | Komori Corporation | Falzapparat ohne Punkturnadeln |
| JP2000505768A (ja) * | 1996-10-25 | 2000-05-16 | ケーニツヒ ウント バウエル アクチエンゲゼルシヤフト | 折り装置 |
| US6358192B1 (en) * | 1997-04-21 | 2002-03-19 | Koenig & Bauer Aktiengesellschaft | Device for adjusting folding jaws |
| FR2774024B1 (fr) * | 1998-01-27 | 2000-04-14 | Heidelberger Druckmasch Ag | Plieuse d'une machine rotative a imprimer |
| JP4076628B2 (ja) | 1998-06-02 | 2008-04-16 | 株式会社小森コーポレーション | 搬送装置 |
| DE10208292B4 (de) * | 2002-02-26 | 2004-04-15 | Koenig & Bauer Ag | Falzapparat |
| JP4267512B2 (ja) * | 2004-04-30 | 2009-05-27 | 株式会社小森コーポレーション | 折機の平行折装置 |
-
2001
- 2001-02-23 US US09/795,075 patent/US6752751B2/en not_active Expired - Fee Related
-
2002
- 2002-02-06 DE DE10204756A patent/DE10204756A1/de not_active Withdrawn
- 2002-02-07 AT AT02002022T patent/ATE542766T1/de active
- 2002-02-07 EP EP02002022A patent/EP1234794B1/de not_active Expired - Lifetime
- 2002-02-20 JP JP2002043091A patent/JP4083440B2/ja not_active Expired - Fee Related
- 2002-02-22 RU RU2002104568/12A patent/RU2286880C2/ru not_active IP Right Cessation
-
2004
- 2004-03-12 US US10/799,245 patent/US7090632B2/en not_active Expired - Fee Related
-
2006
- 2006-06-22 US US11/472,602 patent/US7972256B2/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01192669A (ja) * | 1988-01-27 | 1989-08-02 | Komori Printing Mach Co Ltd | 輪転印刷機の折機 |
| JPH04179671A (ja) * | 1990-08-13 | 1992-06-26 | Komori Corp | 折機の位相変更装置 |
| US5242367A (en) * | 1991-08-19 | 1993-09-07 | Heidelberger Druckmaschinen Ag | Apparatus for cutting and folding a web of material |
| US5443437A (en) * | 1991-11-08 | 1995-08-22 | Heidelberger Druckmaschinen | Device for automatically adjusting a fold in a folding apparatus of a rotary printing machine |
| US5676630A (en) * | 1994-07-29 | 1997-10-14 | Man Roland Druckmaschinen Ag | Folder device with format conversion |
| EP0922661A2 (de) * | 1997-12-13 | 1999-06-16 | MAN Roland Druckmaschinen AG | Vorrichtung zum Verstellen der Falzmechanismen an einem Falzzylinder eines Falzapparates |
| EP1074500A1 (de) * | 1999-08-05 | 2001-02-07 | Heidelberger Druckmaschinen Aktiengesellschaft | Exemplarführender Zylinder eines Falzapparates |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN & JP 01 192669 A (KOMORI PRINTING MACHINE CO. LTD.), 2. August 1989 (1989-08-02) * |
| PATENT ABSTRACTS OF JAPAN & JP 04 179671 A (KOMORI CORP), 26. Juni 1992 (1992-06-26) * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2847512A1 (fr) | 2002-11-26 | 2004-05-28 | Roland Man Druckmasch | Entrainement d'un cylindre d'une machine d'impression rotative |
| US7540836B2 (en) | 2002-11-26 | 2009-06-02 | Man Roland Druckmaschinen Ag | Drive for a cylinder of a rotary press |
| CN102794931A (zh) * | 2012-08-23 | 2012-11-28 | 倪汉平 | 纸张切型折叠机 |
| CN102794931B (zh) * | 2012-08-23 | 2014-02-26 | 倪汉平 | 纸张切型折叠机 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060234847A1 (en) | 2006-10-19 |
| ATE542766T1 (de) | 2012-02-15 |
| US6752751B2 (en) | 2004-06-22 |
| US20040185997A1 (en) | 2004-09-23 |
| US20020119877A1 (en) | 2002-08-29 |
| JP2002255447A (ja) | 2002-09-11 |
| US7972256B2 (en) | 2011-07-05 |
| RU2286880C2 (ru) | 2006-11-10 |
| EP1234794A3 (de) | 2003-11-05 |
| JP4083440B2 (ja) | 2008-04-30 |
| EP1234794B1 (de) | 2012-01-25 |
| US7090632B2 (en) | 2006-08-15 |
| DE10204756A1 (de) | 2002-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0531648B1 (de) | Maschine zum Schneiden und Falzen einer bedruckten Papierbahn | |
| DE4136792C2 (de) | Verstelleinrichtung für falzproduktführende Zylinder in Falzapparaten an Rotationsdruckmaschinen | |
| DE4426987C2 (de) | Falzapparat mit Formatumstellung | |
| EP1234794B1 (de) | Falzapparat mit einem ersten und einem zweiten Zylinder | |
| EP1493563A2 (de) | Offsetdruckmaschine | |
| EP2502862B1 (de) | Verfahren und Vorrichtung zum Verarbeiten von Bogen unterschiedlichen Formats | |
| EP1556301A1 (de) | Vorrichtungen zur bearbeitung und/oder förderung einer bahn sowie verfahren zu deren einstellung | |
| EP0814959A1 (de) | Verfahren zum antreiben eines aggregates z.b. eines falzapparates einer rotationsdruckmaschine | |
| DE19509947C2 (de) | Falzapparat für eine Rotationsdruckmaschine | |
| DE2756884A1 (de) | Vorrichtung zum herstellen mehrseitiger hefte aus einer endlosen bedruckten papierbahn | |
| EP1264689A2 (de) | Antrieb eines Falzapparats | |
| DE60111037T2 (de) | Kombination einer rotationsfalzmaschine mit einem falzklappenzylinder für eine druckmaschine | |
| EP1275499A2 (de) | Verfahren zum Antreiben eines Aggregates, z.B. eines Falzapparates einer Rotationsdruckmaschine | |
| DE102013203469B3 (de) | Falzapparat | |
| WO2003070612A1 (de) | Falzapparat mit einem ersten und einem zweiten teilzylinder und ein verfahren zum betrieb eines solchen falzapparates | |
| EP0019202A1 (de) | Falzvorrichtung zu einer Rotationsdruckmaschine | |
| EP0997421B1 (de) | Vorrichtung zum Sammeln von Druckprodukten | |
| DE10211108A1 (de) | Falzapparat mit gruppenweise verstellbaren Falzklappen | |
| EP1260474A1 (de) | Antrieb für einen Zylinder einer Rotationsdruckmaschine | |
| EP1574354A1 (de) | Sammelhefter mit zwei Arbeitswellen | |
| EP1110894B1 (de) | Verfahren und Vorrichtung zum Falzen von Materialbogen | |
| DE102004005807B4 (de) | Falzapparat | |
| EP1451088A2 (de) | R derfalzapparat | |
| DE102004051686B4 (de) | Verfahren zur Regelung einer Rollenrotationsdruckeinheit | |
| DE102013203471B3 (de) | Zylinder eines Falzapparates |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20031103 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GOSS INTERNATIONAL AMERICAS, INC. |
|
| 17Q | First examination report despatched |
Effective date: 20090806 |
|
| 111Z | Information provided on other rights and legal means of execution |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LU MC NL PT SE TR Effective date: 20091012 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 542766 Country of ref document: AT Kind code of ref document: T Effective date: 20120215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50215359 Country of ref document: DE Effective date: 20120322 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20120321 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120125 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: GOSS INTERNATIONAL AMERICAS, INC. Free format text: GOSS INTERNATIONAL AMERICAS, INC.#121 BROADWAY STREET#DOVER, NH 03820 (US) -TRANSFER TO- GOSS INTERNATIONAL AMERICAS, INC.#121 TECHNOLOGY DRIVE#DURHAM, NH 03824 (US) Ref country code: CH Ref legal event code: NV Representative=s name: KIRKER & CIE S.A. |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20120217 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120125 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: GOSS INTERNATIONAL AMERICAS, INC. Effective date: 20120228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120125 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120525 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120125 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120125 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120125 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120228 |
|
| 26N | No opposition filed |
Effective date: 20121026 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50215359 Country of ref document: DE Effective date: 20121026 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 542766 Country of ref document: AT Kind code of ref document: T Effective date: 20120207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120207 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120125 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140227 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120207 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140220 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50215359 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150302 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50215359 Country of ref document: DE Representative=s name: LAVOIX MUNICH, DE |