EP0059994B1 - Verfahren zur Herstellung von Phosphatüberzügen auf Metalloberflächen - Google Patents
Verfahren zur Herstellung von Phosphatüberzügen auf Metalloberflächen Download PDFInfo
- Publication number
- EP0059994B1 EP0059994B1 EP82200190A EP82200190A EP0059994B1 EP 0059994 B1 EP0059994 B1 EP 0059994B1 EP 82200190 A EP82200190 A EP 82200190A EP 82200190 A EP82200190 A EP 82200190A EP 0059994 B1 EP0059994 B1 EP 0059994B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal surfaces
- contacted
- phosphating bath
- phosphating
- weight ratio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims description 20
- 229910052751 metal Inorganic materials 0.000 title claims description 18
- 239000002184 metal Substances 0.000 title claims description 18
- 229910019142 PO4 Inorganic materials 0.000 title claims description 15
- 239000010452 phosphate Substances 0.000 title claims description 15
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 title claims description 15
- 238000000576 coating method Methods 0.000 title claims description 6
- 238000004519 manufacturing process Methods 0.000 title claims description 5
- XTEGARKTQYYJKE-UHFFFAOYSA-M Chlorate Chemical compound [O-]Cl(=O)=O XTEGARKTQYYJKE-UHFFFAOYSA-M 0.000 claims description 22
- 239000011701 zinc Substances 0.000 claims description 11
- 229910002651 NO3 Inorganic materials 0.000 claims description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 6
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 claims description 5
- -1 sulphate ions Chemical class 0.000 claims description 5
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 claims description 5
- 229910000165 zinc phosphate Inorganic materials 0.000 claims description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 4
- 239000002253 acid Substances 0.000 claims description 4
- 230000002378 acidificating effect Effects 0.000 claims description 4
- 239000010959 steel Substances 0.000 claims description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 3
- 150000002500 ions Chemical class 0.000 claims description 3
- 229910052742 iron Inorganic materials 0.000 claims description 3
- 229910052725 zinc Inorganic materials 0.000 claims description 3
- TVWHTOUAJSGEKT-UHFFFAOYSA-N chlorine trioxide Chemical compound [O]Cl(=O)=O TVWHTOUAJSGEKT-UHFFFAOYSA-N 0.000 claims 3
- 229910021653 sulphate ion Inorganic materials 0.000 claims 2
- 239000011248 coating agent Substances 0.000 claims 1
- 238000007598 dipping method Methods 0.000 claims 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 7
- 239000000243 solution Substances 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 2
- 238000004873 anchoring Methods 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 230000009189 diving Effects 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 238000005554 pickling Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 229910004261 CaF 2 Inorganic materials 0.000 description 1
- BHPQYMZQTOCNFJ-UHFFFAOYSA-N Calcium cation Chemical compound [Ca+2] BHPQYMZQTOCNFJ-UHFFFAOYSA-N 0.000 description 1
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 206010013786 Dry skin Diseases 0.000 description 1
- CYTYCFOTNPOANT-UHFFFAOYSA-N Perchloroethylene Chemical group ClC(Cl)=C(Cl)Cl CYTYCFOTNPOANT-UHFFFAOYSA-N 0.000 description 1
- 235000011941 Tilia x europaea Nutrition 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910021538 borax Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910001424 calcium ion Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 239000004571 lime Substances 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000008149 soap solution Substances 0.000 description 1
- 239000004328 sodium tetraborate Substances 0.000 description 1
- 235000010339 sodium tetraborate Nutrition 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 229950011008 tetrachloroethylene Drugs 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- JUWGUJSXVOBPHP-UHFFFAOYSA-B titanium(4+);tetraphosphate Chemical compound [Ti+4].[Ti+4].[Ti+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O JUWGUJSXVOBPHP-UHFFFAOYSA-B 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/12—Orthophosphates containing zinc cations
- C23C22/14—Orthophosphates containing zinc cations containing also chlorate anions
Definitions
- aqueous acidic zinc phosphate solutions which contain chlorate as an accelerator and additionally nitrate to apply phosphate coatings to metal surfaces by immersion or flooding.
- chlorate-containing zinc phosphate solutions a weight ratio of P 2 O 5 : Zn in the range of approximately 1: (0.2 to 0.7) is usually maintained (cf., for example, DE-OS 21 06 626).
- calcium ions in such solutions in order to refine the phosphate layer (cf. for example DE-PS 10 96 152).
- the treatment time until the formation of a closed phosphate layer on the metal surfaces is extended.
- the object of the invention is to further improve the known method, in particular the aforementioned method, so that its use leads to phosphate layers which, in particular with regard to their thickness and intergrowth, meet the highest requirements.
- Phosphating baths which only contain chlorate as accelerators can be used in the process according to the invention. In this case, its content must be at least 1.0 g / I (calculated as CI0 3 ). If the phosphating bath also contains nitrate ions, the total of chlorate and nitrate ions must be at least 1.0 g / l. The nitrate content is determined as the oxidation equivalent based on chlorate.
- a phosphating bath is preferably used which contains up to 5 g / l of chlorate, in particular 0.2 to 2 g / l of chlorate.
- Another preferred embodiment of the invention consists in bringing the metal surfaces into contact with a phosphating bath which contains 5 to 20 g / 1 sulfate ions.
- a phosphating bath which contains 5 to 20 g / 1 sulfate ions.
- Concentrates are expediently used to prepare and supplement the phosphating bath used in the procedure according to the invention. It is advantageous to design them in such a way that - apart from the sulfate content - they contain as many components as possible. It is advisable to add the sulfate separately.
- the phosphating bath 5 contain up to 1000 mg / l Ni and / or 1 to 50 mg / 1 Cu ions.
- the workpieces to be treated must be free of rust and scale.
- a possible course of treatment is, for example: degreasing with organic solvents or alkaline cleaners (the latter is then rinsed with water), pickling in mineral acids, such as HCI or H 2 S0 4 , to remove scale and rust, rinsing with cold water.
- the workpieces can then according to the inventive method at temperatures between 35 and 98 ° C and. a bath number of at least 20 5 to 15 minutes in diving or flooding.
- the phosphating bath is supplemented with the supplementary concentrate mentioned.
- the surface of the workpieces can be activated by pre-rinsing with hot water or with activating titanium orthophosphate dispersions. After phosphating, the workpieces are rinsed with cold water and can then be treated with passivating rinse solutions or, in the case of cold-formed parts, with lubricants and, if necessary, lubricant carrier salts such as borax or lime.
- the method according to the invention has proven particularly useful as a preparation for non-cutting cold forming. However, it is also advantageous in the other fields of application of phosphating, e.g. Use corrosion protection, to facilitate sliding friction.
- the phosphating baths had the following composition:
- the phosphate layers produced using baths containing sulfate ions are of considerably greater thickness.
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Treatment Of Metals (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung von Phosphatüberzügen auf Metalloberflächen, insbesondere Eisen und Stahl, bei 35 bis 98°C im Tauch- oder Flutverfahren mit einer als Beschleuniger Chlorat und gegebenenfalls Nitrat enthaltenden wässrigen, sauren Zinkphosphatlösung, die mindestens 6 g/1 Zink, mindestens 5 g/l P2O5, mindestens 1,0 g/1 Beschleuniger (berechnet als ClO3) enthält, eine Gesamtsäurepunktzahl von mindestens 20 aufweist und in der das Gewichtsverhältnis vom freien P205 : Gesamt-P2O5 = (0,2 bis 0,6) : 1 beträgt.
- Es ist bekannt, zum Aufbringen von Phosphatüberzügen auf Metalloberflächen im Tauch- oder Flutverfahren wässrige saure Zinkphosphatlösungen, die Chlorat als Beschleuniger und zusätzlich Nitrat enthalten, zu verwenden. Bei chlorathaltigen Zinkphosphatlösungen wird üblicherweise ein Gewichtsverhältnis von P2O5 : Zn im Bereich von etwa 1 : (0,2 bis 0,7) eingehalten (vgl. z.B. DE-OS 21 06 626). Es ist auch bekannt, in derartigen Lösungen zusätzlich Kalziümionen mitzuverwenden, um die Phosphatschicht zu verfeinern (vgl. z.B. DE-PS 10 96 152). Die Behandlungszeit bis zur Ausbildung einer geschlossenen Phosphatschicht auf den Metalaloberflächen wird hierdurch jedoch verlängert.
- Insbesondere für die Vorbereitung von Werkstükken für eine anschliessende Kaltumformung sind die auf diese Weise erhaltenen Schichten wegen ihrer zu geringen Dicke nicht immer zufriedenstellend.
- Um diesen Nachteil zu vermeiden, wurden Lösungen zur Herstellung von Phosphatüberzügen auf Metalloberflächen, insbesondere Eisen und Stahl, bekannt, die bei 35 bis 98°C im Tauch- oder Flutverfahren angewendet werden und saures Zinkphosphat, Chlorat und Nitrat mit einem Gewichtsverhältnis von P205 : Zn = 1 : (0,8 bis 4,0) enthalten (DE-OS 25 40 685). Bei Einsatz derartiger Phosphatierungsbäder wird eine Phosphatschicht mit einer Kristallstruktur erhalten, die etwas weicher als üblich ist, wodurch die Aufnahmefähigkeit der Schicht für Schmiermittel, zum Beispiel bei der nachfolgenden Behandlung der phosphatierten Werkstücke in einer .wässrigen Seifenlösung, erhöht wird.
- Besonders gute Ergebnisse wurden erhalten, wenn ein Phosphatierungsbad zum Einsatz kam, das mindestens 6 g/1 Zink, mindestens 5 g/1 P2O5, mindestens 1 g/1 ClO3 und mindestens 8 g/I N03 enthielt, eine Gesamtsäurepunktzahl von 20 bis 80 aufwies und in dem das Gewichtsverhältnis von P2O5 : Zn : N03 : ClO3 = 1 : (1,5 bis 4,0) : (2,0 bis 6,0) : (0,03 bis 2,0) sowie von freiem P2O5 : Gesamt-P2O5 = (0,2 bis 0,6): 1 betrug und das Bad ergänzt wurde mit einem Gewichtsverhältnis von P2O5 : Zn : N03 ClO3 = 1 : (Ö,40 bis 0,80) : (0,10 bis 0,60) : (0,15 bis 0,60) sowie von freiem P205 : Gesamt-P205 = (0,20 bis 0,70) : 1.
- Obgleich das zuletzt genannte Verfahren erhebliche Vorzüge aufweist, werden gelegentlich - insbesondere hinsichtlich Dicke und Verwachsung der Phosphatschicht - Anforderungen gestellt, die auch dieses Verfahren nicht erfüllen kann.
- Aufgabe der Erfindung ist es, die bekannten, insbesondere das vorstehend genannte Verfahren weiter zu verbessern, so dass dessen Anwendung zu Phosphatschichten führt, die insbesondere hinsichtlich ihrer Dicke und Verwachsung höchsten Anforderungen genügen.
- Die Aufgabe wird gelöst, indem das Verfahren der eingangs genannten Art entsprechend der Erfindung derart ausgestaltetwird, dass man die Metalloberflächen mit einem Phosphatierungsbad in Berührung bringt, in dem das Gewichtsverhältnis von P205 : Zn : ClO3 = 1 : (0,5 bis 4,0) : (0,01 bis 1,0) beträgt und das zusätzlich 1 bis 50 g/I Sulfationen enthält.
- Überraschenderweise bewirkt der Zusatz von Sulfationen innerhalb des speziellen Phosphatierungsverfahrens eine beträchtliche Schichtverdickung, die in der Grössenordnung von etwa 50% liegen kann. Zudem wird eine optimale, nicht vorhersehbare Verankerung der Phosphatschicht auf der Metalloberfläche festgestellt.
- Innerhalb des erfindungsgemässen Verfahrens können Phosphatierungsbäder zum Einsatz kommen, die als Beschleuniger lediglich Chlorat enthalten. In diesem Fall muss dessen Gehalt mindestens 1,0 g/I (berechnet als CI03) betragen. Enthält das Phosphatierungsbad zusätzlich Nitrationen, dann muss die Summe an Chlorat- und Nitrationen mindestens 1,0 g/I sein. Hierbei wird der Nitratgehalt als Oxidationsäquivalent bezogen auf Chlorat ermittelt.
- Vorzugsweise wird mit einen Phosphatierungsbad gearbeitet, das bis 5 g/I Chlorat, insbesondere 0,2 bis 2 g/1 Chlorat, enthält.
- Eine weitere bevorzugte Ausgestaltung der Erfindung besteht darin, die Metalloberflächen mit einem Phosphatierungsbad in Berührung zu bringen, das 5 bis 20 g/1 Sulfationen enthält. Hierdurch wird im allgemeinen der schichtverdickende Effekt und die hervorragende Verankerung der Phosphatschicht in ausreichendem Masse erzielt.
- Eine weitere bevorzugte Ausgestaltung des erfindungsgemässen Verfahrens besteht darin, die Metalloberflächen mit einem Phosphatierungsbad in Berührung zu bringen, in dem das Gewichtsverhältnis von P205 : N03 = 1 : (0,2 bis 6) beträgt.
- Zum Ansatz und zur Ergänzung des bei der erfindungsgemässen Arbeitsweise angewendeten Phosphatierungsbades werden zweckmässig Konzentrate benutzt. Es ist von Vorteil, diese so zu konzipieren, dass sie - vom Sulfatanteil abgesehen - möglichst alle benötigten Komponenten enthalten. Es empfiehlt sich, das Sulfat separat zuzugeben.
- Eine weitere vorteilahfte Ausgestaltung der Erfindung besteht daher darin, die Metalloberflächen mit einem Phosphatierungsbad in Berührung zu bringen, das entsprechend einem Gewichtsverhältnis von P2O5: Zn : NO3: ClO3 = 1 : (0,36 bis 0,80) : (0,10 bis 0,60) : (0,15 bis 0,60) sowie von freiem P2O5 : Gesamt-P205 = (0,20 bis 0,70) : 1 ergänzt wird.
- Falls erwünscht, können im Phosphatierungsbad auch weitere übliche Zusätze, wie z.B. Kupfer, Nickel, Cobalt oder auch einfaches und komplexes Fluorid, verwendet werden. Hinsichtlich Fluoridzusatz ist bei Ca-haltigen Bädern jedoch darauf zu achten, dass das Löslithkeitsprodukt von CaF2 nicht überschritten werden darf.
- Vorzugsweise sollte das Phosphatierungsbad 5 bis 1000 mg/l Ni- und/oder 1 bis 50 mg/1 Cu-lonen enthalten.
- Die zu behandelnden Werkstücke müssen rost-und zunderfrei sein. Ein möglicher Behandlungsgang ist zum Beispiel: Entfetten mit organischen Lösungsmitteln oder alkalischen Reinigern (letzterenfalls wird anschliessend mit Wasser gespült), Beizen in Mineralsäuren, wie z.B. HCI oder H2S04, zur Entfernung von Zunder und Rost, Spülen mit kaltem Wasser.
- Die Werkstücke können dann nach dem erfindungsgemässen Verfahren bei Temperaturen zwischen 35 und 98°C und. einer Badpunktezahl von mindestens 20 5 bis 15 Minuten im Tauchen oder Fluten behandelt werden. Zur Aufrechterhaltung der Badpunktezahl wird das Phosphatierungsbad mit dem genannten Ergänzungskonzentrat ergänzt.
- Vor der phosphatierenden Behandlung kann die Oberfläche der Werkstücke durch eine Vorspülung mit heissem Wasser oder mit aktivierenden Titanorthophosphatdispersionen aktiviert werden. Nach der Phosphatierung werden die Werkstücke mit kaltem Wasser gespült und können anschliessend mit passivierenden Nachspüllösungen oder bei Kaltumformteilen mit Schmiermitteln und gegebenenfalls Schmiermittelträgersalzen, wie Borax oder Kalk, nachbehandelt werden.
- Das erfindungsgemässe Verfahren hat sich insbesondere als Vorbereitung für die spanlose Kaltumformung bewährt. Es ist jedoch auch mit Vorteil auf den übrigen Anwendungsgebieten der Phosphatierung, z.B. Korrosionsschutz, Erleichterung der gleitenden Reibung, einzusetzen.
- Die Erfindung wird anhand der folgenden Beispiele beispielsweise und näher erläutert.
- Stahlbleche der Qualität U St 1305 m wurden wie folgt behandelt:
- - Entfetten mittels Perchloräthylendampf
- - Beizen in 20%iger H2S04 bei 60°C 5 min
- - Spülen mit kaltem Wasser
- - Phosphatieren im Tauchen in Bad A bzw. B bzw. C bei 65°C und einer Behandlungszeit von 10 min
- - Spülen mit kaltem Wasser
- - Trocknen mittels Pressluft
- Die Phosphatierungsbäder hatten folgende Zusammensetzung:
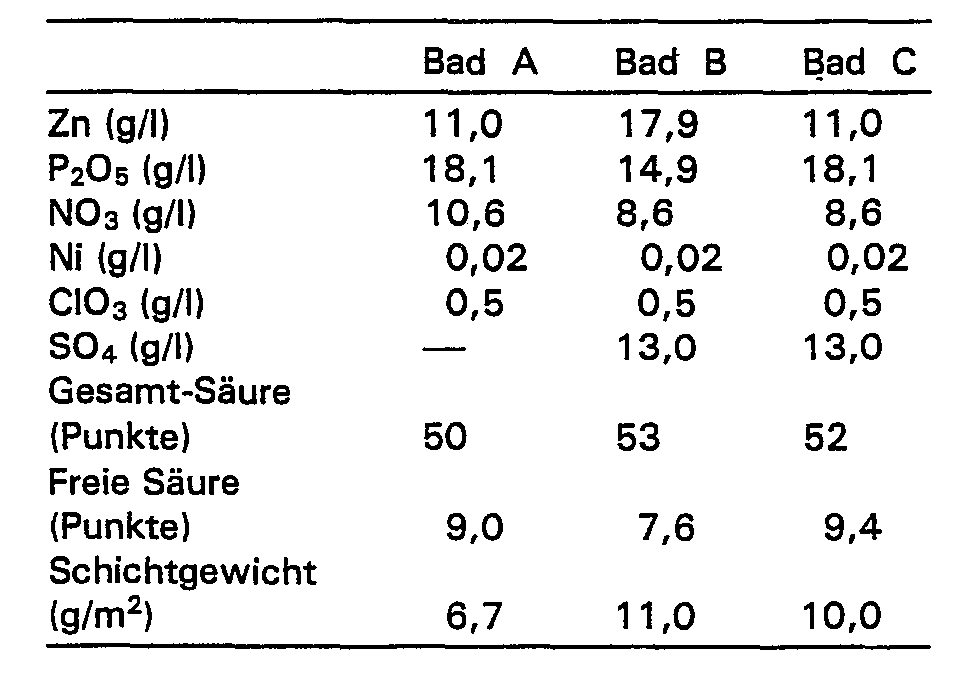
- Bad A war sulfatfrei und diente als Vergleich.
- In den Bädern B bzw. C waren die Sulfationen über ZnSO4·7H20 bzw. NazS04 eingebracht worden.
- Wie ein Vergleich der Schichtgewichte zeigt, sind die unter Verwendung von Sulfationen enthaltenden Bädern erzeugten Phosphatschichten von erheblich höherer Dicke.
- Bei der Phosphatierung von Kaltstauchdraht für die Kaltmassivumformung auf Mehrstufenpressen für Schraubenfertigung wurde festgestellt, dass mit dem Bad A behandelter Draht an den stark beanspruchten Stellen metallisch blanke Stellen auftraten, dass also die Phosphatschicht komplett entfernt worden war. Demgegenüber lieferten die mit den Bädern B und C behandelten Kaltstauchdrähte auch nach kompletter Verformung Schrauben, die noch an allen Stellen mit schliessenden, einwandfreien, fest verankerten Phosphatschichten versehen waren.
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3108484 | 1981-03-06 | ||
| DE19813108484 DE3108484A1 (de) | 1981-03-06 | 1981-03-06 | Verfahren zur herstellung von phosphatueberzuegen auf metalloberflaechen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0059994A1 EP0059994A1 (de) | 1982-09-15 |
| EP0059994B1 true EP0059994B1 (de) | 1984-12-27 |
Family
ID=6126487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82200190A Expired EP0059994B1 (de) | 1981-03-06 | 1982-02-18 | Verfahren zur Herstellung von Phosphatüberzügen auf Metalloberflächen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4416705A (de) |
| EP (1) | EP0059994B1 (de) |
| JP (1) | JPS6045705B2 (de) |
| CA (1) | CA1175606A (de) |
| DE (2) | DE3108484A1 (de) |
| GB (1) | GB2094356B (de) |
| IT (1) | IT1150234B (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3245411A1 (de) * | 1982-12-08 | 1984-07-05 | Gerhard Collardin GmbH, 5000 Köln | Verfahren zur phosphatierung elektrolytisch verzinkter metallwaren |
| JPS619580A (ja) * | 1984-06-25 | 1986-01-17 | Nippon Parkerizing Co Ltd | 黒色化リン酸塩処理方法 |
| CA1257527A (en) * | 1984-12-20 | 1989-07-18 | Thomas W. Tull | Cold deformation process employing improved lubrication coating |
| JPS63270478A (ja) * | 1986-12-09 | 1988-11-08 | Nippon Denso Co Ltd | リン酸塩化成処理方法 |
| EP0327153B1 (de) * | 1988-02-03 | 1993-08-04 | Metallgesellschaft Ag | Verfahren zur Erzeugung von Phosphatüberzügen auf Metallen |
| IT1295500B1 (it) * | 1997-10-21 | 1999-05-12 | Pierangelo Girardello | Procedimento per la lavorazione dei metalli e prodotto ottenuto con detto procedimento. |
| RU2354747C1 (ru) * | 2007-07-17 | 2009-05-10 | Закрытое акционерное общество "ФК" | Способ получения фосфатного покрытия |
| RU2365675C2 (ru) * | 2007-09-24 | 2009-08-27 | Закрытое акционерное общество "ФК" | Способ получения фосфатного покрытия |
| CN119194461A (zh) | 2016-08-24 | 2024-12-27 | Ppg工业俄亥俄公司 | 用于处理金属基材的碱性组合物 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1159728B (de) * | 1954-04-24 | 1963-12-19 | Metallgesellschaft Ag | Verfahren zum Aufbringen von Phosphatueberzuegen |
| DE1231523B (de) * | 1962-03-20 | 1966-12-29 | Metallgesellschaft Ag | Verfahren zur Verbesserung eines zur elektrischen Isolierung auf Blechen und Baendern aus Eisen und Stahl aufgebrachten Phosphatueberzugs |
| DE1521879B2 (de) * | 1966-07-12 | 1975-08-28 | Metallgesellschaft Ag, 6000 Frankfurt | Verfahren zum Aufbringen von Phosphatüberzügen auf Eisen und Stahl |
| DE1796102A1 (de) * | 1968-08-31 | 1972-02-17 | Metallgesellschaft Ag | Verfahren zum Aufbringen eines Phosphatueberzuges auf Oberflaechen von Eisen und Stahl |
| DE2106626A1 (de) * | 1970-03-04 | 1971-09-23 | Metallgesellschaft Ag | Verfahren zur Herstellung eines Phosphatüberzuges auf Metalloberflächen |
| GB1296883A (de) * | 1970-03-04 | 1972-11-22 | ||
| BE788795A (fr) * | 1971-09-20 | 1973-01-02 | Parker Ste Continentale | Procede de formation d'un revetement de phosphate sur une surface metallique |
| US4071379A (en) * | 1976-01-28 | 1978-01-31 | Imperial Chemical Industries Limited | Phosphating method |
| JPS5811515B2 (ja) * | 1979-05-11 | 1983-03-03 | 日本ペイント株式会社 | 金属表面にリン酸亜鉛皮膜を形成するための組成物 |
-
1981
- 1981-03-06 DE DE19813108484 patent/DE3108484A1/de not_active Withdrawn
-
1982
- 1982-02-15 JP JP57022578A patent/JPS6045705B2/ja not_active Expired
- 1982-02-18 DE DE8282200190T patent/DE3261654D1/de not_active Expired
- 1982-02-18 EP EP82200190A patent/EP0059994B1/de not_active Expired
- 1982-02-26 US US06/352,925 patent/US4416705A/en not_active Expired - Fee Related
- 1982-02-26 CA CA000397227A patent/CA1175606A/en not_active Expired
- 1982-03-03 IT IT19938/82A patent/IT1150234B/it active
- 1982-03-05 GB GB8206579A patent/GB2094356B/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| EP0059994A1 (de) | 1982-09-15 |
| CA1175606A (en) | 1984-10-09 |
| DE3261654D1 (en) | 1985-02-07 |
| DE3108484A1 (de) | 1982-09-23 |
| IT8219938A0 (it) | 1982-03-03 |
| JPS6045705B2 (ja) | 1985-10-11 |
| IT1150234B (it) | 1986-12-10 |
| US4416705A (en) | 1983-11-22 |
| GB2094356B (en) | 1984-08-08 |
| JPS57152473A (en) | 1982-09-20 |
| GB2094356A (en) | 1982-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3118375C2 (de) | ||
| DE972727C (de) | Verfahren zur Behandlung von Metalloberflaechen vor dem Aufbringen von UEberzuegen | |
| EP0056881B1 (de) | Verfahren zur Phosphatierung von Metallen | |
| EP0045110B1 (de) | Verfahren zur Herstellung von Phosphatüberzügen auf Eisen- und Stahloberflächen sowie dessen Anwendung | |
| EP0154367B1 (de) | Verfahren zur Phosphatierung von Metallen | |
| EP0478648B1 (de) | Verfahren zur herstellung von mangan- und magnesiumhaltigen zinkphosphatüberzügen | |
| DE2502284C2 (de) | Galvanisches Verchromungsbad und Verfahren zum galvanischen Abscheiden von Chromüberzügen unter Verwendung dieses Bades | |
| EP0359296B1 (de) | Phosphatierverfahren | |
| EP0059994B1 (de) | Verfahren zur Herstellung von Phosphatüberzügen auf Metalloberflächen | |
| DE2856765A1 (de) | Verfahren zur herstellung von eisenphosphatueberzuegen auf metallen | |
| DE2552122A1 (de) | Waessrige, saure zinkphosphatierloesung und ihre verwendung zur herstellung von zinkphosphatumwandlungsueberzuegen | |
| DE3902266A1 (de) | Verfahren zum aufbringen von konversionsueberzuegen | |
| DE2538347C3 (de) | Zinkphosphatlösungen zur Ausbildung von Zinkphosphatschichten auf Metallen | |
| DE3543733A1 (de) | Verfahren zur erleichterung der kaltverformung | |
| EP0042631B1 (de) | Verfahren zur Phosphatierung von Metalloberflächen | |
| EP0039093B1 (de) | Verfahren zur Phosphatierung von Metalloberflächen sowie dessen Anwendung | |
| EP0258922A1 (de) | Verfahren zur Erzeugung von Phosphatüberzügen sowie dessen Anwendung | |
| DE2540685C2 (de) | Verfahren zur Herstellung von Phosphatüberzügen | |
| DE1188898B (de) | Verfahren zur Phosphatierung von Eisen und Stahl | |
| DE1088311B (de) | Verfahren zur Herstellung festhaftender Schutzueberzuege auf Oberflaechen aus Titan,Zirkon oder Legierungen derselben | |
| DE2213781B2 (de) | Verfahren zur phosphatierung von stahl | |
| EP0096753B1 (de) | Verfahren zur stromlosen Erzeugung von korrosionsschützenden Schichten auf Aluminiumbauteilen | |
| DE883545C (de) | Verfahren zur Verbesserung der Korrosionsbestaendigkeit von Eisen und Stahl | |
| DE3335009A1 (de) | Verfahren zur elektrolytischen verzinkung von stahl | |
| AT325372B (de) | Verfahren zur phosphatierung von stahl |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830224 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): BE DE FR NL SE |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR NL SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SOCIETE CONTINENTALE PARKER Owner name: METALLGESELLSCHAFT AG |
|
| REF | Corresponds to: |
Ref document number: 3261654 Country of ref document: DE Date of ref document: 19850207 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19911217 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920115 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19920226 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920229 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920302 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19930228 |
|
| BERE | Be: lapsed |
Owner name: SOC. CONTINENTALE PARKER Effective date: 19930228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19930901 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19931029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19931103 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82200190.5 Effective date: 19930912 |