CN1320065A - 紧固机械的改进 - Google Patents
紧固机械的改进 Download PDFInfo
- Publication number
- CN1320065A CN1320065A CN99811588A CN99811588A CN1320065A CN 1320065 A CN1320065 A CN 1320065A CN 99811588 A CN99811588 A CN 99811588A CN 99811588 A CN99811588 A CN 99811588A CN 1320065 A CN1320065 A CN 1320065A
- Authority
- CN
- China
- Prior art keywords
- mentioned
- securing member
- rivet
- delivery means
- conveyance conduit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/30—Particular elements, e.g. supports; Suspension equipment specially adapted for portable riveters
- B21J15/32—Devices for inserting or holding rivets in position with or without feeding arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
- B21J15/025—Setting self-piercing rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P11/00—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/12—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles
- B65G47/14—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding
- B65G47/1407—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding the articles being fed from a container, e.g. a bowl
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49938—Radially expanding part in cavity, aperture, or hollow body
- Y10T29/49943—Riveting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
- Y10T29/49954—Fastener deformed after application
- Y10T29/49956—Riveting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5116—Plural diverse manufacturing apparatus including means for metal shaping or assembling forging and bending, cutting or punching
- Y10T29/5118—Riveting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5343—Means to drive self-piercing work part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53478—Means to assemble or disassemble with magazine supply
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53709—Overedge assembling means
- Y10T29/5377—Riveter
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Insertion Pins And Rivets (AREA)
- Automatic Assembly (AREA)
- Sewing Machines And Sewing (AREA)
- Portable Nailing Machines And Staplers (AREA)
- Making Paper Articles (AREA)
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
- Turning (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Formation And Processing Of Food Products (AREA)
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
- Chutes (AREA)
Abstract
用于自动选择和输送紧固件(诸如铆钉)到一个固定工具(1)中的紧固件输送装置。紧固件预先装在包装件(4)内,并通过至少一根紧固件输送管道(6)进行分配,该输送管道把上述固定工件(1)连接在紧固件送进装置上。紧固件送进装置从上述包装件(4)中把选定的紧固件释放到上述输送管道(6)中。紧固件在上述管道(6)中可以单独或者成组地从送进装置输送到工具(1)中。安装在工具(1)上或输送管道(6)上述的转运台(7)把一个紧固件从上述输送装置送入工具(1)中,该转运台(7)能在第一位置和第二位置之间运动,在第一位置上,转运台(7)的一个出口靠近上述工具(1),所以,一个输送过来的紧固件可以由转运台(7)插入工具(1)内;在第二位置上,转运台离开工具(1),以便能让工具(1)或它的一部分能向工件移动,以插入一个装入的紧固件。输送管道(6)中有耐磨构件。这种装置能把各种尺寸和各种类型的紧固件顺利、快速而且可靠地,以任何特定的次序输送到固定工具(1)中,并且能为任何特定的工作循环提供所有类型的紧固件。
Description
本发明涉及紧固机械,具体的说,涉及紧固件输送到紧固机械和围绕在紧固机械周围时的输送方式的改进,其中包括紧固件从其制造地点以受控的方式并有效地流动到插入一个工件中的方法。
本文中,术语“紧固件”包括铆钉、螺钉、嵌入件,以及其他种类的紧固器件。
通常,铆钉是以散装的方式送到紧固机械上去的(例如,装在口袋内送到工位上,然后,解开口袋,把铆钉倒入机械的料斗内),或者是装在一条搬运带上的。在前一种结构中,铆钉是单个地从料斗中提取出来,然后通过加压的输送管道,输送到铆钉的铆固工具上。铆钉在上述输送管道中用,例如,压缩空气来推进。在输送管道的端头上,通常是将铆钉转运到一个对准或夹持装置上,以便夹持铆钉,将其与铆固工具上的铆钉输送通道对准。当铆钉处于该位置上时,冲头便沿着上述铆钉输送通道下降,将铆钉打入工件内,结果铆钉由设置在工件下方的镦锻模镦出铆钉头来。在使用搬运带的结构中,紧固件和搬运带一起前进,于是在冲头像上面那样起动,并把紧固件推出搬运带,打入工件内之前,这些铆钉已经顺序地用送料装置与冲头和模具组件对准。
在有些机械中,可利用的空间很有限,由于普通的搬运带和送料装置的尺寸太大,所以无法使用。
现代的铆接机械通常是CNC控制的,并且采用了自动机械技术。这些机械是在计算机程序控制下工作的,计算机程序提供与每一个具体的工件中要实现的每一个接头的铆接位置和类型有关的指令。所使用的铆钉的类型要根据许多因素来选择,其中包括要连接的各个部件的尺寸。因此,紧固件输送装置必须能在任何具体的供应顺序下,适应不同尺寸和类型的铆钉,而不增加铆接工序的时间。
目前工业上的要求是,要满足大规模连续生产的需要,此时,无论是在铆固工具操作的过程中,还是在铆固工具不操作的自动机械中间停顿的时间里,都要以连续的不中断的方式供应铆固工具。在这种紧固机械中,铆钉通常是以“及时”的方式,由自动装置,例如,自动导向车辆、机器人或输送机,从储料盒或内部货站以散装的方式输送到生产线上的铆固工具中的。
目前的散装铆钉或其他紧固件对于现有的紧固机械来说,存在的问题是,供料料斗或其他储存装置时刻都装满了不同生产批量所需要的紧固件,使得它不可能适应各种铆钉或成批铆钉从制造的产地一直到插入工件内的通道的精密度。混合批量生产要综合考虑现代工业所要求的严格的质量管理措施,特别是当必须取消一种铆接产品时。操作者的错误或者不遵守程序(例如,从不相同的货源把铆钉加入到装有同样铆钉的送料装置中)将会加重这种困难。
现有的铆钉输送管道的一个缺点是在使用过程中会受到磨损,因为通常用于制造这种管道的塑料是综合考虑了挠性、目测的透明度(这样才能用目测来检查堵塞)和低的摩擦系数选定的。这一点特别重要,如果铆钉是从侧向(即,与铆钉的纵轴线成直角)输送的,如果要避免铆钉在管道内翻滚,侧向输送是必需的。具有不同尺寸比例(铆钉长度与头部直径的比例)的铆钉要沿着不同的方向送进。例如,尺寸比例小的铆钉就容易在输送管道内翻滚,因此这种管道必须是T形的,或者矩形断面的,而尺寸比例大的紧固件则可以在圆形断面的管道中沿轴向输送。磨损可以沟槽的形式表现出来,它会严重影响推进的速度。此外,灰尘的积聚和普通的碎屑会造成阻塞,从而会使紧固工作中断,特别是当很难接近管道的内部时。这种输送管道通常是和自动机械装置连接在一起的,并且在自动机械操作的过程中能够扭转或者扭曲,特别是当通过一个半径很小的弯头时。在这种情况下,管道内部的形状会扭曲变型到这样的程度,以致铆钉被挤住在管道内。
用侧向输送铆钉的另一个问题是,当输送管道从垂直方向接近与铆固工具的轴线平行的机头时,在将铆钉插入机头的输送通道之前,需要把铆钉转动90°。这可以由在转运台的输送管道或送料装置的管道中加入弯头来解决,但是,这样就要占据相当大的空间,因为弯头必须足够平缓,以防止铆钉堵塞,并使铆钉保持足够的动量。通常,转运台上有一个柱塞,它将从输送管道中出来的铆钉导入铆固工具的机头内。因此,输送管道必须在柱塞之前进入转运台,此时,管子必须弯曲,绕过柱塞,或者柱塞必须做成能来回移动,当铆钉到达时,从管道的通道中移出。
在某些紧固操作过程中,一个工件或者一个工件的一部分上需要用几种尺寸的铆钉,例如,工件是重叠的薄板,或者需要把一张平台固定在另一个构件上,此时,工件夹层的厚度在两张、三张或更多张薄板之间变化。当应用自穿孔铆接技术时,决定铆接接头强度的因素之一是与要铆接的材料的夹层厚度有关的铆钉的长度。用同样尺寸的铆钉铆接后的接头的机械性能是不同的,它决定于夹层的厚度和被铆接的材料。在连续生产的条件下,普通的自穿孔铆接工具只能专用于单独一种铆钉尺寸,各种不同厚度材料的组合铆接问题要依靠几个专用工具来解决,每一个工具用于一种不同的铆钉尺寸。很明显,这需要仔细的计划,因为随着不同接头厚度接头和强度的组合数量的增加,需要更多的铆钉尺寸,因而需要更多数量的工具。
最后,提高把各个铆钉从输送管道输送到铆固工具中的铆钉输送通道中的效率和可靠性是始终存在的要求。
在许多公知的铆固工具中,铆钉是通过一条固定连接的输送管道直接输送到机头内部的。这种结构有几个缺点。具体的说,管道与机头的连接限制了通路,很笨重,而且这意味着,在把铆钉插入工件的过程中,管道必须随着机头的冲程上下运动。此外,铆钉的输送还存在着这样的问题,即,当意外地有许多铆钉都送到机头内部时,没有处理这种事故的措施,而且,铆钉的有效输送纯粹依靠铆钉在输送管道内下降的动量。应该理解,铆钉的动量是随着所供应的推动铆钉沿着管道前进的空气压力,铆钉的质量和输送管道中的阻力(由扭曲、弯曲、灰尘和磨损造成)而变化的。此外,这种装置也不能防止碎屑沿着输送管道被带入机头内。
在操作中,如果使用接近工件的通路受到限制的细长的机头,而且必须把铆钉的进入通道设置在高于机头的位置上,结果,冲头在机头内就就需要很长的冲程。这就增加了工作循环的时间,并且大大增加了铆固工具的整体长度。
最后,通常这种输送装置所需要的工作循环时间很长。铆钉是单个地送到机头上的,因此,工作循环的时间决定于输送管道的长度。
在另一种公知的结构中,转运台设置在机头与输送管道之间。铆钉停在转运台上,然后用推杆推入机头内。虽然这种结构由于能把铆钉堆积在转运台上而减少了工作循环的时间,但仍不能避免以上提到的其他缺点。
美国专利No.5465868公开了一种把预先选择的并且预先定向的铆钉送入铆接机械中去的自动装置。在介于铆钉的铆固头与送料台的位置上设置了具有一束管道的中间储料盒。每一根管道中都装着许多铆钉。上述中间储料盒可供应不同尺寸和种类的预先定向的铆钉,并且用许多输送管道与铆钉的铆固头相连,这些管道用一种安装在储料盒下方的机架上的选择装置来送进。上述选择装置在计算机程序控制下运转,从储料盒中选择适当的铆钉,并将其送入适当的输送管道中,供应给铆钉的铆固头。上述送料台保证中间储料盒能自动装满超过最少程度的铆钉。
本发明的目的是消除或减轻上述这些缺点。
按照本发明的第一方面,提供了一种用于紧固件紧固工具的紧固件输送装置,它包括下列部件:一个预先装载了紧固件的外壳;至少一根紧固件输送管道,用于把铆固工具连接在将选定的紧固件从上述外壳送入上述输送管道内的紧固件送进装置上,上述紧固件在管道内单个或成组地从送进装置输送到上述工具中;一个固定在上述工具上或输送管道上的转运台,用于把一个紧固件从上述输送管道送入上述工具中,其中,上述转运台能在一个第一位置和一个第二位置之间运动,在上述第一位置时,转运台的一个出口靠近上述工具,所以被输送的紧固件可以由转运台插入上述工具中,在上述第二位置时,转运台离开工具,以便能让上述工具或工具的一部分向工件运动,把一个装上的紧固件插入。
通常,在转运台上或靠近转运台处设有紧固件的中间储料盒,所以在该转运台上可以存放许多紧固件。这就使得即使输送管道脱开了,也能够连续地向机头供应铆钉。
按照本发明的第二个方面,提供了一种用于紧固件输送装置的紧固件送进部件,这种部件包括:一个料斗,它具有至少一个开口,一个紧固件的密封容器固定在该开口里,可以拆卸;一扇门,它能在打开与关闭上述开口两个位置之间相对于上述料斗运动;以及一个储存罐,放出来的紧固件放入这个储存罐内;其特征在于,上述容器有一个易碎的密封件,当上述送进部件中的紧固件满足要求时,便释放上述紧固件,门移动到打开位置,让紧固件进入储存罐内。
按照本发明的第三方面,提供了一种用于紧固件输送装置的紧固件送进部件,上述紧固件输送装置包括:一个支承件,在其上安装了许多容器,每一个容器中装有垂直排列的紧固件,以及一个松开机构,它能相对于上述支承件的下面运动,上述松开机构包括一个牢固地安装在上述支承件上的托架和容纳至少一个上述一个容器中的紧固件的腔室,以及一个致动器,用于将上述紧固件推出托架,使其进入输送管道内,以及用于将紧固件从上述容器中放出来的释放装置,其特征在于,上述释放机构还包括一个导向构件,该导向构件与一个在上述支承件上的互补导向构件接合,结果,它沿着一条预定的路径在上述支承件下面运动。
按照本发明的第四方面,提供了一种紧固件输送管道,它用于把一个铆固工具连接在一个紧固件源上,上述管道具有一条紧固件能通过的内部通道,并且至少有一条耐磨带凸出到上述通道内,与上述紧固件接触。
按照本发明的第五方面,提供了一种紧固件输送管道,它用于把一个铆固工具连接在一个紧固件源上,上述管道具有一条紧固件能通过的内部通道,一个T形横断面的第一部分,一个圆形横断面的第二部分,以及一根中间的接口管,在这根接口管上有一个能使紧固件转动的内部结构,所以紧固件能在上述第一和第二部分之间运动。
下面参照附图详细描述本发明的仅作为例子用的实施例。附图中:
图1是一台铆接机械的示意图,它包括一个按照本发明的铆钉铆固器和铆钉送进装置;
图2是一个铆钉包装容器的立体图,图中所示的容器没有外套;
图3是图2中的容器的立体图,图中所示的容器带有外套,为清楚起见,外套切掉了一部分;
图4是上述铆接机械的装料台的部分示意断面图,图中表示铆钉从第一包装盒装入中央送进器内;
图5是沿图4中的箭头B方向的视图;
图6是沿图5中的箭头C方向的视图;
图7是图4中的装料台的示意断面图,图中所示的是处于第一和第二包装盒(图中未表示)的卸料之间的中间状态;
图8是图7中的装料台的示意断面图,表示第二包装盒(图中未表示)的卸料过程
图9是许多第一实施例的可替代实施例的装载在一块托板上的铆钉包装盒的示意立体图;
图10是图9中的一个包装盒的图解表示意图;
图11是示意侧视图,表示铆钉从图9的托板上的包装盒中卸下来;
图12是在一个包装盒后面跟随着松开机构的图解示意图;
图13是铆钉包装盒的第二种可替换的实施例的侧视图,图中表示它带有送进机构;
图14是图13中的实施例的旋转链轮的放大图;
图15a是图13和14中所示的未打开的包装盒的T形横断面管道的局部端视图;
图15b与图15a相同,但管道是打开的;
图16a和16b与图15a和15b相同,但它表示一根圆形端面的管道;
图17是经过改进后的包装盒的侧视图,图中所示是一种折叠结构;
图18是图17中的包装盒一部分的侧视图,图中所示是展开后的情形;
图19是另一种包装盒实施例的立体图,这种包装盒送到旋转释放装置中;
图20是图19中的装置的松开机构的示意图;
图21a到21z是另一些铆钉包装盒的实施例的侧断面图;
图22a到22d是作为本发明的一个方面的铆钉包装盒又一种实施例的立体图和侧断面图;
图23a到23d是作为本发明的一个方面的铆钉包装盒又一种实施例的立体图和侧断面图;
图24是用于图22和23中的包装盒的装料接口的侧视断面图;
图24a与图11相当,图中表示一个改进了的包装盒;
图24b是上述路径的图解示意图,后面跟着图24a中的松开机构;
图25a和25b是图24中的装料接口的另一个实施例,分别处于脱开和啮合状态;
图26a到26q是按照本发明的一个方面的铆钉输送管道的各种可替换的实施例的横断面图;
图27a到27b是部分切掉后的转换接头输送管道的立体图,上述转换接头是本发明的一个方面;
图27c到27g是上述转换接头的侧断面图;
图27h到27i是上述转换接头输送管道的侧视图和断面图;
图28a是另一种转换接头输送管道的实施例的侧视图;
图28b是图28a中的管道的端视图;
图29是按照本发明的一个方面的双入口输送管道的平面图;
图30是图29中的输送管道的一部分的关闭图;
图31a到31b以示意平面图表示按照本发明的一个方面的,把输送管道连接在中间储料盒上的转换台,以及使一个铆钉越过上述转换台的各个步骤的顺序;
图32和33是按照本发明的一个方面的,具有可卸转换台的铆固工具的实施例的示意侧视图;
图34和35是按照本发明的一个方面的,具有可卸转换台的铆固工具的另一个实施例的示意侧视图;
图36a到36c按照本发明的一个方面的,具有可卸转换台的铆固工具的又一个实施例的侧视图,图中表示了三个不同的位置;
图36d是图36a中的实施例的平面图;
图37a是一个转换台的推进部件的立体图,图中表示它具有按照本发明的一个方面的铆钉铆固工具的机头;
图37b到37d是图37a中的部件的平面图,为清楚起见,拆掉了铆钉输送管道;
图38a到38d通过按照本发明的一个方面的转换台的另一种实施例的断面图;
图38e是图38a到38d的转换台的侧断面图;
图39a是按照本发明的一个方面的转换台的另一个实施例的侧断面图,正处于铆钉输送过程开始的时刻;
图39b是图39a中的转换台的局部断面图;
图39c是图39a中的转换台的平面图;
图40到42分别表示与图39中相对应的视图,说明铆钉装料过程的顺序的步骤;
图43到45是图39中的转换台的另一种实施例的局部侧断面图;
图46到53是按照本发明的一个方面的转换台和铆固工具的机头的又一个实施例的局部侧断面图;
图54a到54d是用于图46到53中的转换台的经过改进后的铆钉保持装置的示意图;
图55是用于从输送管道把铆钉输送到铆固工具的机头上的转换台又一个实施例的局部侧断面图;
图56是沿图55中的箭头A方向的视图;
图57和58是带有旋转门的多入口转换台的平面图;
图59a和59b分别是按照本发明的一个方面的一根圆形横断面的输送管道用的闭锁装置的平面图和端视图;
图60a和60b分别是按照本发明的一个方面的一根T形横断面的输送管道用的闭锁装置的平面图和端视图;以及
图61到64是按照本发明的一个方面的另一种闭锁装置的断面图。
请参阅附图,图1表示一台铆接机械和紧固件输送装置,它包括一个安装在铆钉镦锻模3上方的,普通的C形机架2上的铆钉铆固工具1。铆钉以一个或者多个容器或包装盒4的形式送到机械上(图1中示意地表示了几个放在循环输送机上的包装盒)。
设置在容器4附近的铆钉送进机构5用于让选定的铆钉从容器中顺序放出来,进入一条或多条输送管道6中,然后由输送管道输送到铆固工具1中。一种典型的输送手段是沿着输送管道送压缩空气,以便沿着管道推进铆钉。在输送管道6的铆固工具的端部,用转换台7抓住铆钉,该转换台用于逐个将铆钉转运到铆固工具1的机头8上,并保证每一个铆钉在它插入工件之前与冲头(被挡住)正确对准。
输送管道6可以永久固定在铆钉的铆固工具1上,或者,换一种方式,在有些情况下,希望在铆接工作的过程中,把输送管道6从铆钉的铆固工具1上拆下来。当铆固工具在所有三个运动轴线上操纵(手动或自动)时,输送管道是很脆弱的,并且对于与其他夹具扭曲和夹缠或者纠缠很敏感。因此,铆钉的铆固工具1在输送管道6与机头8的中间安装了一个或多个中间储料盒6a,以便能立刻夹持住和/或输送出许多紧固件。中间储料盒6a能让铆固工具1完成铆接工艺的工作过程,而不必等待输送管道的连接,输送铆钉和拆卸管道。在工作过程中间,中间储料盒6a可以通过与输送管道6对接周期性地重新装料,并从容器4转运铆钉。中间储料盒6a可以永久性地固定在铆固工具1上,并能通过输送管道6重新装料,或者,当铆钉用完后,可以自动或用手工更换装满的储料盒。中间储料盒6a可以包括一个具有许多储料盒夹头的圆盘传送带,以便让其中一个通过输送管道6“脱机”装料,而其他则为“可有效使用的”(即,供应机头)。下面将描述几个例子。
无论输送管道6是永久性地固定在铆钉铆固工具1上,还是以可拆卸的方式连接在工具1的中间储料盒6a上,上述转运台7都设计成能与机头8脱开,以便让机头能向着工件和模具下降,完成铆接工序。下面将对这种结构的例子作更详细的描述。
在送进机构5与转运台7之间可以连接多于一根的输送管道6,以便能让不同类型的铆钉供入许多平行地工作的独立的铆钉铆固工具中。在这种实施例中,一个滑闸S选择适当的输送管道6,把它连接在中间储料盒6a上。或者,若干输送管道6可以向单独一个转运台7供料,以便当其中一根输送管道不工作(例如,堵塞)时,提供备用供应。
输送管道6可以有一种在线的闭锁机构Ⅰ,这种机构能把铆钉隔离在送进机构5后面的输送管道6的中间位置上。这种闭锁机构Ⅰ的作用是控制向工具1输送铆钉,当工具需要时,它能使铆钉单个地送出。当工具要求按顺序送出不同类型的铆钉时,这一点特别重要。在这种情况下,上述闭锁机构Ⅰ(与滑闸S组合在一起)能保证按顺序只向工具供应合适类型的铆钉。
下面,参照图2到25描述铆钉包装盒4和释放机构5的若干不同的实施例。
图2是用透明塑料做的铆钉容器的例子,它实际上是一个平行六面体的盒子9,在它的顶面上有一个密封的盖子10。容器的盖子10上有周边11和沿着三个侧面的撕裂孔12,容器借助于周边11定位在装料台上(见下文)。在第四个侧面的边缘上有一条拉带13,所以盖子10能沿着撕裂孔12与容器的其余部分撕开。周边11的一条边缘上有许多能机读的缺口14,这些缺口表示与装在容器内的物品有关的编码信息,例如,铆钉的类型,尺寸等等。在一道侧壁15上可以模压出制造厂商的名称和其他有关的信息,在容器的端面16上印有条形码,以及铆钉的零件号和批号有关的信息。
如图3所示,塑料容器9容纳在纸套或纸盒17内,以便为大量储存或输送提供足够的强度。纸盒17上印有与正确使用这些铆钉有关的信息。纸盒17的一道端壁18上有一个窗口19,所以能验看透明塑料容器9和印制在其上的信息。
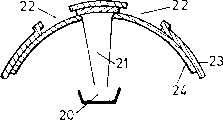
在图4所示的装料台上表示了两个就位的装有铆钉的塑料容器9。装料台包括一个中央送进器20,一个溜槽21从送进器向上方的容器9延伸,容器9容纳在弧形料斗23开口22的内。溜槽21与一道处于料斗下方的旋转门24联结,这道旋转门能相对于料斗转动。装满了铆钉的容器9放在料斗23上,在容器9处于图4的位置之前,由于使容器倒转过来并且使周边11在一个开口22的边缘下面滑动,所以它的盖子10能保持完整,此时,旋转门移动到图7所示的位置,从而防止了容器9的掉落。
当机械的操作者认为容器9处于正确的位置时(可以设置传感器来指示),装料过程就开始了。首先,一块带有与所需要的铆钉容器上的缺口14互补的凸起26的钥匙板25,从侧面向容器周边11的缺口边缘移动,并验证这些缺口14是否正好与所需要的铆钉相符。与此同时,一个条形码27的读出器对容器的端部扫描,并把与批号等有关的信息传递给控制计算机。然后,门24倒转,一个释放机构(图中未表示)与拉带13的端部啮合,并把拉带绕在一个卷筒(图中未表示)上,以便揭掉盖子10并松开铆钉,于是铆钉便通过溜槽21掉到送进器20内。
或者,也可以由操作者揭掉拉带13。当容器9已经卸掉铆钉时,就把容器卸掉,门24转动,把开口22关闭掉。
万一钥匙板25和/或条形码读出器27发现装入的铆钉类型不对,就会使料斗23移动到拒绝位置(图中未表示),把不对的铆钉排入废品箱内。
当换掉空的容器9时,旋转门24会转换位置,以便如图8所示,让第二个容器中的铆钉装入送进器20内。但是,工作过程要控制在这样的程度,即在送进器20出空之前,不要使容器9卸载。这样就保证了不会把不同容器中的铆钉混合在一起,结果,每一批铆钉都可以追踪它的来源。容器9是这样设计的,即,它们不能重新装满和在生产线上重新利用,从而消除了来路不明的铆钉扰乱铆接过程的危险(不过,可以在生产线意外对容器重新装料)。上述结构保证了不可能把不适用的铆钉倒装进送进器20内,因为每一个容器中的铆钉都经过自动检查,并且在容器打开之前经过校验。
图9到12表示铆钉用的另一种包装结构。铆钉30预先包装在刚性的塑料容器31中,使得这些铆钉都朝着同样的方向。每一个容器都用隔垫32隔成许多独立的长形柱管33(在图11中表示了一根柱管),从图10可见,这些柱管在平面上看呈T形断面。铆钉30在重力作用下从各柱管33分送下来,如果需要,也可以设置推动机构(图中未表示)。许多这样的容器31安装在一块托板34上,在托板下方布置了一个或者多个释放机构35,借助于这种释放机构把铆钉30从容器31中抽出,并排放到输送管道36中。在图9所示的举例用的实施例中,托板34上装有排成五排(X轴线方向)和五列(Y轴线方向)的25个容器。每一根容器的柱管都有一个协同工作的释放机构托架35,托架上携带着一根输送管道36,并且与托板34的下平面以这样的方式连接,即,它能在下平面上向x和y方向移动。各容器31中装有同样类型的铆钉,但托板上可以装不同的容器,所以,根据特殊需要,可以供应不同类型的铆钉。
每一个释放机构托架35的尺寸都可以在两个位置上容纳铆钉。在托架35的一侧有一个面向托板34的开口37,它是用来容纳容器中的一个铆钉的,在这个开口的旁边有一个背向托板的第二开口37,这个开口把托架35的内部与输送管道36连接起来。在第二开口37的对面有一根垂直的导向销38,它凸入一条在托板34的下平面上做成凹槽的导向轨道39内。在图12中用图形表示了在一个容器31的下平面上的上述导向轨道39。
托板34布置成倾斜的位置(如图11所示),所以托架35能在重力作用下沿着y轴线方向移动。为把铆钉从容器31中释放出来,托架35首先要在适当的致动器,例如电动机的作用下,沿着x轴线移动,并且,在重力作用下,在导向轨道39的在x轴线方向上的第一条通道的端部,沿着图12中用标号40所指的与凹槽39成直角的部分移动到下一条沿x轴线的通道上。当托架35沿着x轴线的方向转换位置时,导向销38与在容器31中铆钉30的各柱管33端部的门40a啮合,并将其打开,从而能让柱管33中最下面的铆钉在重力的作用下,落入托架35中。当检测到托架35中有铆钉时,在托架上的推进器41便伸出了,使保定30横向移动,直到它越过输送管道的开口37,此时,有一股空气吹在铆钉30上,把它推入输送管道36内,并使它顺着输送管道。一块闸板(图10中未表示)阻止了空气进入托架35的其余部分或容器31中。当托架35沿着它的路径继续行进时,销子38与门41脱离,于是门就在托架35的后面自动关闭。
托板34也可以这样布置,即,容器上y方向的柱管装有不同类型的铆钉,所以每一个托架35和每一根输送管道36的尺寸和形状都不同,以便装入特定类型的铆钉30。各托架35的运动由程序控制的计算机进行控制,它根据铆接工作过程中某个工序所需要的铆钉类型,向适当的托架发出运动指令。
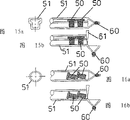
在图13、14中,表示了包装结构的另一个实施例,在这个实施例中,铆钉50装在许多具有预定长度的,刚性或半刚性管道51中。管道51隔开间隔平行地排列,并且用一条挠性的带子或膜片52连接,以便形成一条长度连续的挠性包装带53。管道51在生产线以外装料,并且其内部的形状设计成能夹持在它们装入的方向上。例如,这种管道可以具有圆形横断面54,其中的铆钉50基本上排列在一条轴线上,或者具有T形的横断面55,其中的铆钉50装成一排,使它们的纵轴线互相平行。
预先装料的包装盒53以折叠的形状储存起来,以减小所需要的储存空间。当输送到铆接机械上时,包装盒53的前缘围绕着在圆周方向具有隔开距离的径向凹槽57的旋转链轮56排成一串,如图所示,每一个凹槽可用于容纳一根相应的管道51。旋转链轮56换位,推动包装盒向着一个布置在链轮外圆周附近的卸料台(图13或14中未表示)前进。上述卸料台的作用是当管道51到达链轮56的预定角度位置上时,把它卸下来。仍然固定在挠性带52上的装着空管道51的空包装盒送到一个储槽58内,当储槽装满时,就运走,以便重新投入工作循环和/或重新装填包装盒。
一段包装盒的后缘53a可以自动连接或叠接在一条用标号59标示的新包装盒的前缘53b上。或者,也可以把新包装盒的前缘53b放在一个方便的位置上,当第一条包装盒已经用完时,准备把它装在链轮56上。要卸料的折叠起来的包装盒53可以放置在任何靠近旋转链轮56的方便的位置上。在另一个实施例中,这种包装盒可以用一台输送机(图中未表示)通过释放和送进装置来运输。
图15a、15b和16a、16b表示上述管道51的实施例。在图15a和15b中,管道是T形断面的,而在图16a和16b中,管道是圆形端面的。各管道51均由膜片或半刚性的塑料制成,并且用焊接或胶粘的方法密封端部(用标号60表示),以便夹持住铆钉50。当管道通过送进机构时(图中未表示),管道51的端部用一把刀片61切开,以便能让铆钉从管道中出来。管道51切开后的端部可以完全切掉,也可以像图中所示的那样留在管道上。
图17和18表示与图13和14中描述过的相似的包装盒(相应的零件用同样的标号表示)。在这个具体的实施例中,管道51沿着包装盒53排列成很多组。这些管道组用由挠性带或膜片52做成的中间铰链62分开以便使包装盒能像图17所示的那样,折叠成不同管道组的管道51互相重叠。
图19和20表示另一种包装结构,其中,铆钉装在长形的挠性塑料袋70中,塑料袋经过加热密封,形成了许多把铆钉72装在里面的,平行的巷道71。巷道71沿着与塑料袋70的长度垂直的方向延伸,塑料袋可以折叠起来,以便于储存,所以重叠的巷道71就堆叠在一起了。
使用时,把塑料袋70绕着旋转鼓73展开。如图20所示,旋转鼓是在围绕着外圆周的一部分上沿着轴向开槽的。鼓73在另一些实施例中可以在整个外圆周上开槽,它绕着一根中心轴74换位,通过一个释放台75,该释放台包括一条释放巷道76和一把穿孔刀片77,这两个零件都与鼓73的纵轴线平行。横断面基本上呈V形的释放巷道76布置在沿鼓73径向的外侧,而具有分段刀刃78的穿孔刀片77则布置在它旁边,在鼓73沿径向的内侧。当送料台70通过释放台75时,穿孔刀片77沿径向外换位,并通过鼓73中的一条凹槽78a,切开塑料袋70的一条巷道71,从而释放铆钉72,然后,铆钉就落入释放巷道76中。巷道76是倾斜而且振动的,所以能让释放出来的铆钉进入一条轨道中(图中未表示),在铆钉排入输送管道(图中未表示)之前,由公知的机构引导。
在另一种结构(图中未表示)中,上述塑料袋以螺旋形状储存起来。
塑料袋70可以用热缩或热封把各个铆钉包围在泡形罩内,以防止铆钉的转动或在塑料袋70内的刮擦。
在另一个实施例中(图中未表示),塑料袋70的端部被切开,铆钉72用真空,压缩空气,重力,振动磁铁或推进器取出来。
图21a到21y表示各种可用于本发明的铆接机械中的可替代的包装实施例。这些包装盒有足够的挠性,所以可以用于如图13、14,以及在某些情况下可用于如图19和20所示的装置中。在一个或多个实施例中共同使用的零件,采用同样的标号。
图21a到21f表示若干包装盒的实施例,在这些实施例中,铆钉50预先装入厚壁管道中,这些管道用柔性的带子包装在一起。图21a中,厚壁圆形管道90(将在下面详细描述)各自夹持着许多铆钉50,并且密封在上、下挠性带子或膜片92a、92b之间所形成的各个巷道91中,每一条巷道91在密封的焊缝93之间形成,这种密封焊缝在相邻的管道90之间的区域内,把上、下挠性带子92a、92b连接在一起。密封焊缝93与管道90平行,但与包装盒的长度垂直。
在图21b的实施例中,巷道91在平面的半刚性的塑料带或膜片94与挠性的带子或膜片92支之间形成。
在图21c的实施例中,把一条半刚性的(但有挠性)塑料92的带子成形后,形成用于容纳一根圆形管道90的敞开的巷道91。
在图21d的实施例中,上述这些管道(图中表示了不同的断面)用粘结,焊接之类的方法直接固定在平面的带子上。
如图21e中的实施例所示,管道90可以包装在收缩封装的塑料中。
图21f中的包装盒实施例,除了它是T形断面的之外,与图21c中的包装盒相同。
图21g到21i表示若干包装盒的实施例,在这些实施例中,铆钉用真空包装法密封在巷道91中。图21g中,巷道91是在两层挠性的塑料膜片92a、92b之间形成的,并且像上面一样用密封焊缝93将其隔开。上述膜片可以用真空成形,或者压制而成,所以它的断面形状呈T形,与铆钉的轮廓相对应。图21h表示用一个互补的成形模具95模制出形状的上膜片92a。一当上膜片形成之后,就可以把铆钉50装入各巷道中,把空气抽空,把端部密封住,把铆钉锁定在其位置上,如图21i所示。抽空空气使得膜片92a、92b对铆钉50的表面施加向内的力,从而保证铆钉保持在所要求的方向上,如图21j所示。铆钉50通过打开包装盒的端部,用抽真空或者迫使上膜片92A对成形模具加压,然后用压缩空气把铆钉50吹出包装盒。为制造如图21k到图21m所示的具有圆形断面巷道的包装盒,也可以超音速同样的工艺方法。
图21n到21o表示另一个包装实施例,此时,上、下膜片92a和92b用连锁构件连接,而不是用热封,焊接或粘结方法连接。上膜片92a形成许多封盖部分97,每一个封盖部分重叠在下膜片92b上形成的相应的巷道91上。封盖部分97上有一对弹性的悬垂环形唇片98,它用于与一对设置在下膜片92b壁的各巷道91的上端的凹坑99啮合,还有一对直立的环形凸出部分100,用于与下膜片的巷道91的底面上形成的凸脊101啮合。这样,如图21n所示,使得许多包装盒在垂直方向堆叠起来。
图21p到21r表示另一种包装盒的结构,其中,上、下膜片92a、92b都做出形状,并且用密封缝93,例如焊缝连接。
图21s和21t袁示另两种包装盒实施例,其中,上、下膜片92a、92b都做出形状,当它们配合在一起时,便在啮合部分102a、102b处形成压配合或夹紧配合,并可用于将铆钉50保持在巷道91中。在图21t的实施例中,下膜片92b不是连续的,而是具有做成巷道形状的不连续的部分。
图21u和21v表示用一块成形的膜片92构成的包装盒。膜片92是半刚性的,具有弹性。这个实施例说明,不同的膜片形状可用于不同的铆钉定向。包装盒左面的巷道91a的横断面大致呈T形,所以能容纳垂直的铆钉50,并且其局部由伞形壁104所封闭。铆钉50用适当的推进工具105插入巷道91a中。这种半刚性而又有挠性的膜片保证了伞形壁104张开得足够大,能让铆钉通过,进入巷道91内。一当铆钉完全插入,伞形壁104便收缩,盖住铆钉的头部,阻止它意外地释放出来。巷道91b是敞开的圆形横断面,用于容纳横向放置的铆钉50。敞开的巷道91a或91b可以用一块上膜片92a将其封闭,如图21w所示。为了从巷道91a中释放铆钉50,设置了一种适当的机构,来拉开链轮56上的凹坑57中的巷道91a(见图21x),直到伞形壁104移动,排出铆钉50,从而使它能相对于巷道91a移动。
图21u、v和z中的包装盒可以与图20中的带凹槽的鼓组合起来使用;一个替代刀片的推进器能作往复运动,从后面把包装盒中的铆钉推出去。
图21y和21z说明一种与以上描述的图21u和21v中类似的实施例。一条用半刚性的,但还有挠性的材料92制成的连续的带子做成城堡形的结构,以便形成巷道91。巷道91的壁在104处呈斜角状,以便具有能抓住铆钉50的头的形状。巷道壁104的上边缘110可成形为一个圆形开口111,铆钉50可以插入其中。使用时,各巷道91的斜壁104抓住铆钉50。如图21z所示,铆钉可以从一面或从两面插入带子92的巷道91中。为了从带子中释放铆钉,可以把一个槽钢形的释放构件112放在带子上所要求巷道91的上方。释放构件112对包装盒加压,从而拉长带子的材料92,使斜壁104岔开,松开该巷道91中的铆钉头。释放构件112为带子形成一个敞口的腔室113,所以铆钉50可以以任何适当的方式排出,例如在腔室113的一端通压缩空气。或者,可以将铆钉50压出巷道91,夹持在释放构件112上,以便转移到输送管道6中。
在图21a到21f的实施例中,铆钉在包装到连续的长带子或其他膜片之前,储存在预先装料的管道中。下面,参照图22a到22d和23a到23d描述这种管道的实施例。在每一个实施例中,管道90都用刚性的厚壁材料,例如适当的塑料制成。根据所要求的铆钉的方向,管道90的横断面可以是T形或圆形。为了使铆钉保持在管道中,可以在管道90的一端或两端形成切开的舌片120,以便至少部分封闭巷道121的内部,防止铆钉50脱出。切开的舌片120可根据需要在管道90的一处或多处壁上形成,并且可以弯折到封闭位置(见图22b、c、d和23b、c、d),在该封闭位置上它部分封闭管道90的端部,防止铆钉脱出。在这个位置上,舌片120的边缘122可以与在管壁的切割边缘124上形成的堵塞部分123共同起作用,或者也可以简单地借助于压配合起作用。如果需要,上述切割边缘122、124可以形成斜面,以便互相更加牢固地啮合。当舌片120脱离封闭位置时,它便处于松弛的位置,在该位置上舌片与它被切下来的管壁接近,从而敞开了管道巷道121的端部,能让铆钉脱出。
应该理解,可以采用任何有利形状的切开的舌片。或者,上述舌片可以由从管道端部凸出来的管壁的延伸部分形成,并且至少部分封闭管道中巷道的端部。
以上图21到23中所描述的包装盒结构都是为供应铆接设备的一定类别的,预先定向的铆钉用的,这样就不需要分类,定向和挑选的设备了。
图24是说明图22和23中的管道是如何打开,并把铆钉放入图1中所示的那种输送管道6中去的。在输送管道6的端部上安装了一个对接接口,它有一个壳体130,壳体里装有两个由弹簧加压的钩爪131、132。第一钩爪131用枢轴装在壳体内,它有一个从壳体130凸出来的终端部分,用于与管道90的舌片120连接。第二钩爪132设置在壳体130内,能作往复运动,以便在第一钩爪131后面作横向运动。当不使用对接接口时,如图25a所示,第二钩爪132在压缩弹簧133的压力下缩回,而第一钩爪131在叶片弹簧134的作用下被压到图示的位置。当有一根管道在对接接口处时,它与输送管道6对准,结果,第一钩爪131在舌片120下方凸入管道90内。然后,第二钩爪132借助于一个致动器,克服了弹簧133的压力,沿着箭头所指的方向移动到伸出位置,在该位置上,它的楔形端部靠压在第一钩爪131上,克服了弹簧134(用虚线表示)的压力,迫使它向上转动。这就迫使舌片120向上折弯到松弛的位置,从而打开了管道90的端部,让铆钉50从包装盒的管道90进入输送管道6内。
图24a和24b与图11和12中的包装构件相同,只是其容器31有许多如图23中所示的管道90,而其释放机构35的结构与图24中的对接接口相同。容器在开口的上方,在平行的输送机C之间移动,上述对接接口沿着箭头的方向进入这个开口。对接接口能相对于输送机在托架上运动。铆钉可以在重力作用下,或者,例如利用压缩空气从管道中释放出来。当每一根管道都把铆钉装入输送管道时,托架便缩回,并移位到下一个位置。
图25a和25b表示对接接口的另一个实施例。在该实施例中,如图25a所示,对接接口D能沿着对角线方向,向着管道90来回地运动。该对接接口有一个壳体140,它能容纳输送管道6的一个端部,并且具有凸出在输送管道6的端部以外的楔形构造141。图25a表示了与对接接口D脱开后的管道90。当需要把管道90中的铆钉卸下来时,对接接口D便沿着它的对角线路径移动,与管道90的端部连接。上述移动是由一个适当的致动器驱动的,该致动器的一部分容纳在空腔142内。在连接时,楔形构造141靠压在舌片120上,并使其向外弯折,以便把管道90打开。一当管道90与输送管道6对正在同一条轴线上,就能用空气的压力等把铆钉50推进到铆接工具中。
应该理解,第一钩爪131或者接口D的楔形构造141的结构可以是任何适当的形状,其形状决定于管道90的切口舌片120。输送管道6和包装件管道90可以通过向任何适当的方向作相对移动而接近,以保证接口D的构造连接,并使管道90的(切开的其他方式形成的)舌片弯拆。
在另一个实施例中(图中未表示),上述封闭舌片可以由至少一个单独的插件,例如金属的或塑料的弹簧构件来形成,这种构件在正常情况下用来局部封闭上述管道,但它可以由对接接口上的构造使其弯折,以便当它与输送管道对准时打开上述包装件的管道。
应该理解,同样的对接接口构件也可以用于把一根铆钉的包装件管道直接连接在铆钉的铆固工具的机头上。
以上所述的包装结构设计不需要打开铆钉料斗或储存罐,因为这些结构提供了一种密封的系统,能防止操作者把不明真相的铆钉放入铆接机械中。
图26a到26q用断面表示了铆钉输送管道的另一些实施例,例如用于把铆钉从遥远的送进器,例如带有释放机构或料斗的预先包装容器,输送到铆固工具中的输送管道。这种管道可以用一个或多个挤出成形的塑料构件来制造,或者通过折叠平坦的塑料薄板来制造。最理想的是它们是透明的,以便有助于确定由于被卡住的铆钉和/或碎屑所造成的堵塞,而且是挠性的,能让管道弯曲,而不会严重破坏管道内部的轮廓。同样的结构也可以用作铆固工具的料仓。
图26a表示一个铆钉输送管道200,它由一个具有抗磨性能的单件的塑料拉伸件(或两件同时拉伸的拉伸件)所形成。管道的外形大致呈方形,但,根据铆钉的尺寸,也可以是矩形。输送管道的壁的内部形状,设计成形成一个腔室201,它的横断面接近于T形,这个T形除了尺寸稍大于铆钉之外,其形状与铆钉的轮廓相符,所以能让铆钉很容易地沿着管道200通过去。就在T形腔室201的头部102的下面,有相对的向内凸出的凸脊203,它沿着管道200的长度平行地延伸。另一条凸脊204从腔室201的顶部向下凸出。凸脊203、204用作耐磨带,它保证铆钉在管道内正确地对准,并且铆钉与管道的接触区域保持最小,从而减小摩擦和管道的磨损。
图26b中的输送管道200的形状与图26a中的相同,除了它的耐磨带是由钢丝或者弦杆插件所形成的。这些插件可以在输送管道200的内壁的互补凹槽206上,用紧配合,粘结或者共同挤出的方法形成。这种结构的优点是耐磨带203、204是可以替换的(除了共同挤出的之外),并且能够用与管道的其余部分不同的材料来制造。如果这种耐磨带用一种导电的材料制成,就能用它通过感应来检测铆钉(也是导电的)沿着管道的位置,从而能很快确定堵塞的位置。这种耐磨带也可以制成符合的形式(图中未表示),中央的芯子用导电的材料(例如铜),而外面的套子用耐磨的材料,例如kevlar。
图26c和26d中的输送管道是由能拆开和连接的上部和下部200a、200b组成的。把200a和200b这两部分分开,不仅能接近腔室201,清理堵塞或积聚的碎屑等,还能用其他不同内部结构或深度的耐磨带来代替上、下部分200a、200b或耐磨带203、204(假如是能拆卸的)。管道的两部分200a、200b用能拆卸又能连接的公知的结构连接在一起,例如,在管道200的上、下部分200a、200b的配合边缘上形成的内部啮合结构206a、206b。
图26e到26h中的实施例说明了输送管道200的较深的下部200b是如何与所收容的较长的铆钉连接的。图26e表示有三条大致呈方形的耐磨带207a、207b、207c收容了铆钉209的头部208,并且有一条长形的耐磨带210从管道200的下部200b的底壁211向上竖起。后一条耐磨带210的作用是容纳具有中等长度的杆部212的铆钉209,但又可以很容易地更换成较薄的耐磨带,以容纳具有较长杆部的铆钉。在图26f中,在输送管道206的下部200b上还设置了一条附加耐磨带213,用于为铆钉209提供附加的导向作用。在图26g的管道200上只设置了两条在垂直方向相对的耐磨带。同样,根据铆钉的尺寸,耐磨带214a和214b中任何一条耐磨带都可以用不同高度的耐磨带来替换。图26h表示,可以用一个填充构件215来占据在图26f的管道200下部200b中所形成的腔室201的一部分。上述填充构件在其两侧各有一条啮合在互补凹槽217中的凸出的凸脊216,用于可拆卸的耐磨带,并能在用压缩空气推出铆钉209的实施例中,减少空气的泄漏。
输送管道可以像图26i到图26l中所示的那样是模块结构,其中,顶壁、底壁和侧壁220、221、222都以可拆卸的方式联结,结果,就能构成一根需要的任何尺寸的输送管道200。上述这些壁部可以用这些图中所示的任何适当的形式,例如卡箍或者搭扣连接构造223来连接。
图26m表示一种单度一件零件的输送管道200,它是用塑料薄板经过折叠,弯绕,吹塑成形,或者挤出加工而形成的一根封闭的管道。这种结构也可以用作一次性的储料仓(在这种情况下,需要端盖(图中未表示),以便全部或部分封闭储料仓的端部开口。薄板的端部224具有互补的构造,它以可拆卸的互相啮合的方式使管道200保持封闭。
如图26n中的实施例所示,可分离的输送管道200的上部200a可以铰接在下部200b上。铰链227是在一侧把上、下两个部分200a、200b连接起来的挠性的整体薄板。在上、下两部分200a、200b的另一侧则与以上的结构一样,用可拆卸的互补连接部分228连接在一起。
在图26o到26p的实施例中,上部和下部200a、200b具有向外延伸的侧面凸缘229,这些凸缘用可拆卸的夹子229a夹紧在一起,夹子229a沿着输送管道200的长度连续地或间歇地延伸,并且具有与凸缘228互补的构造。在凸缘228的配合表面231之间设有密封件230,以防止灰尘和其他异物或湿气入侵,并可防止压缩空气的泄漏。在图26p的实施例中,夹子229a与刚性的支承框架232连接成一体,上述支承框架基本上呈具有竖立的侧壁233的槽钢形,在两道侧壁之间容纳输送管道200。夹子229a在各竖壁233的上端向槽钢232内部延伸。上述支承框架悬挂着管道,这些管道可以环绕整个工厂,在很长的距离上输送铆钉,也可以用于连接一根输送管道相邻的段落,使其在轴向对准。
图26q中的输送管道200可共同用于铆接机械所需要的缆绳,包括沿着管道的压缩空气喷射点所用的缆绳(将在下面描述),以及在多个进口的输送管道上述的许多闸门构件。管道200的上、下部分200a、200b在其两侧具有向外延伸的很长的横向凸缘240。图26q所示的管道200的右侧,凸缘的配合表面241是凹进去的,形成封闭的腔室242,这个腔室用于容纳缆绳243之类。缆绳243上可以携带,例如,气动动力源,电源或者电控制信号。这种结构提供了一种紧凑而且整洁的装置。此外,管道200扁平的形状有助于防止管道的扭转,或者安装的方向不正确。
在一个未在附图中表示的实施例中,上述耐磨带用输送管道的壁上的凹槽或空穴来代替。这些凹槽形成了空气通道,可用作沿着管道推进的铆钉的气垫,不使它接触侧壁。
应该理解,以上所陈述的许多有关抗磨输送管道的特征可以组合起来应用。
沿输送管道推进铆钉可借助于流体,例如压缩空气,或者利用线性的磁力加速作用。沿着管道的长度可以设置若干助力点,以保证沿着管道的全部长度能提供为实施操作所需的足够的压缩空气或磁力加速作用。
铆钉可以单个地从铆钉释放机构5送进,或者也可以成组地送进,此时,铆钉是列队沿着输送管道6、200输送的。在一个图中未表示的特定的实施例中,铆钉装入释放机构工作台的往复式料仓内,然后该料仓沿着输送管道6、200输送到铆固工具1中,并用以上描述过的任何方法卸下来。然后,空料仓可以进行再循环。上述料仓通常用送入输送管道6、200中的压缩空气来输送。这种结构的优点是铆钉很少会因为高速推进而损坏,可以用更快的速度以更可靠的方式,更大量地输送,并且压缩空气的消耗量很少。
如有需要,上述输送管道也可以包裹在一根外保护套内,在保护套内填充了支承材料,例如泡沫塑料之类。
有时需要在圆形横断面的输送管道内送进长宽比很大的紧固件。与T形横断面的输送管道不同,这种管道的深度必须与所输送的铆钉的长度相配,而圆形横断面的管道可以在共同的管道中输送各种不同杆部或头部长度的铆钉。虽然T形横断面的输送管道制造起来很麻烦,并且使用时更容易损坏,但长宽比很小的铆钉却必须在T形横断面的输送管道中送进,因为这种铆钉很容易翻转。有时必须交替地把长宽比很大和很小的铆钉送到机头8的共同转运台7上。在铆钉的铆固工具的机头8处,铆钉通过T形横断面的管道送入机头中的输送通道内,因此,在圆形管道中输送的铆钉在进入T形横断面的管道之前,必须转动90°。
图27a到27i表示用于把圆形横断面的输送管道301与T形横断面的输送管道302连接在一起的连接管300。这种连接管300通常都设置在铆钉的铆固工具1的机头8的附近,并用于把铆钉50从大致与圆形横断面的主输送管道6、301同轴线的方向,转动90°,以使它能进入靠近机头8的T形横断面的长度较短的输送管道302(或者专用的料仓)内。
连接管300的一端有圆形的进口305,以容纳圆形的输送管道301,其另一端有T形横断面的出口306,以容纳T形横断面的输送管道302。输送管道301、302可以与进口和出口305、306为过盈配合,或者也可以设置强制的锁定构造(图中未表示)。连接管300内部的中间段上有一段设置在一对纵向导向轨道308下方的,向下倾斜的斜坡307,上述轨道308从两端向内延伸。轨道308不相交,而是隔开一个空档309,这个空档的尺寸能让铆钉50的杆部50a通过,但不让头部50b通过。在导向轨道308的上方,连接管300的顶壁310的内表面基本上沿着与管道300的大部分长度平行的方向延伸,但在与T形出口306汇合时,有一段短的向下倾斜面311。
当一个铆钉50被常用的手段,例如气流所推动,从圆形输送管道301中推出时,它便通过进口305,其头部50b容纳在轨道308与顶壁310之间的空间内(见图27c)。当继续推动铆钉50时,头部50b就靠压在斜面311上,并且铆钉50由于杆部50a在重力的作用下(或者由于空气的压力,在其自身动量的作用下),通过轨道308之间的空档309下落而开始转动。由于轨道308下方因倾斜的斜坡307而形成的空间,所以能让铆钉50作旋转运动。图27d到27g按照步骤顺序表示领头的铆钉50的旋转运动。当旋转运动终了时(见图27g),铆钉50的方向与靠在导向轨道308上的头部50b垂直。为了让铆钉50通过并进入T形输送管道302内,上述导向轨道308的位置要这样布置,即,使它与管道302中的相应的轨道或凸出部分相接。
图中所示的连接管300是稍稍弯曲的,这将在第一个铆钉与第二个铆钉的杆部和头部之间形成一个分开的角度,以保证第一个铆钉不会被第二个铆钉卡住。
图27i表示稍作改进的实施例,其中,在连接管的顶壁310上设置了一个进312。这个进口能让空气或者一个机械推进器进入连接管内,以便当发生堵塞事故时帮助铆钉转动。
以上所描述的连接管300紧凑,串联,耐磨,并且由于运动的零件少而提高了可靠性。此外,它是依靠空气的推动,而不是依靠铆钉的动量来改变方向,它可以容纳单个或多个铆钉,并且在空气流暂时中断时重新开始工作。
应该理解,在某些使用情况下,上述连接管300可以反过来使用,即,它可以用于让从T形输送管道中推出来的铆钉转动,使它进入圆形输送管道内。此外,只要对这种连接管稍作改进,就能使用于布置成直角的管道301、302。
图28a和28b表示另一种连接管的结构350,其中,有圆形和T形横断面的两种进口输送管道351、352,以及一种T形横断面的出口输送管道353。这种连接管350能让所有尺寸的铆钉送入一根T形出口输送管道或料仓353内,以便输送到铆钉的铆固工具1的机头8中去;相当长的铆钉通过圆形进口输送管道351来输送,而其他的铆钉则通过T形进口输送管道352来输送。
在所述的实施例中,圆形进口输送管道351与连接管350呈倾斜状态。在T形进口输送管道352与连接管350相交的区域,设置了一对平行的硬化了的长销子354,这两根销子搁在铆钉头50b外圆周的下方。销子354穿过另一根进口输送管道351与连接管350的交点,在该处呈楔形,其终端在靠近相应的出口输送管道353中的凸出部分或轨道355的位置上。铆钉50从T形进口管道352顺利地通过连接管350到达出口管道353,此时,进入圆形进口输送管道351到达出口管道353的铆钉50以下述方式被推入连接管350内,此时,它的杆部50a穿过销子354与头部50b的外圆周之间的空档,逐渐搁在销子354上。然后,铆钉50再以与从其他进口管道352推出来的同样的方式,被推入出口管道的内部。
图29和30表示一种多进口输送管道,其中,两根供料支管360a、360b与单独一根出口支管361相交。在图示的实施例中,管道的内部结构是T形的横断面,并且如图29和30所示,可以是敞口的通道,或者是封闭的管道(图中未表示)。这种管道能使从两种不同来源的铆钉会合在单独一根出口管道中。通常,每一根供料支管360a、360b中的铆钉的种类是不同的,因此,在供料支管与出口支管360a、360b、361的交汇处设有闸门362。闸门362安装在销子363上,能够转动,它通过供料支管360a、360b相交的一道壁364凸出来,并且延伸过管道,到达相对的出口支管361。使用时,闸门362能绕着枢轴在两个位置之间转动,在这两个位置上,它关闭出口支管361与供料支管360a、360b中一根支管之间的通路。在凸缘29所示的实施例中,在右侧供料支管360b中送来的铆钉365能自由进入出口支管361内,因为闸门362的位置封闭了另一根供料支管360a。但是,当闸门361处于虚线所示的位置时(图30),除非另一根供料支管空了,铆钉365就不能进入出口支管361内,此时,铆钉365的动量可用于使闸门362转动,打开它的通道。闸门362由于支承铆钉越过由相交的支管360a、360b所形成的间隙,所以它的形状有助于沿着铆钉365的通道为它导向。应该理解,这种闸门可以是自由运动的,也可以用机械驱动。
如上所述,在铆接工序进行时,要求输送管道与铆钉的铆固工具脱离,并且在机头8上有一个铆钉的中间储料盒。在这种情况下,向中间储料盒供应的理想的铆钉数量最好是与下一个工作循环或铆钉的铆固工具所需要的数量相等的,不固定的数量。但是,这就需要相当复杂的智能化的计数装置来控制每一次装料的数量。因此,希望能以周期性的时间间隔供应数量不固定的铆钉,以保持料仓是装满的。在这种装置中,会有装料过满的危险,并会导致堵塞。图31a到31h表示通向中间储料盒的对接台的输送管道,在这种对接台上能避免上述问题。
在铆钉输送管道6的端部安装了一个对接台381的凸形壳体380。凸形壳体380的前端382呈锥形,并且可以容纳在铆钉的铆固工具1的中间储料盒384的进口处形成的互补的凹形壳体383内。中间储料盒384是理想地垂直安装的,所以铆钉依靠重力垂直地堆叠起来,虽然也可以用空气之类来推动进行运输。
凸形壳体380带有一对能沿纵向滑动的板385,这一对板用蝶形弹簧加压,以便如图31a中所示,限制铆钉50通过输送管道6排出。凹形壳体383有一对能沿侧向滑动的爪387,这一对爪被压紧在一起,管壁通向中间储料盒384的进口。
下面参照图31b到31h描述对接工序。为了能自动操作,中间储料盒384和输送管道6相应的端部可以在所有的轴线方向稍能浮动,以便进行对准。凸形壳体380的锥形端部382朝向储料盒384的凹形壳体383,用板385夹持着铆钉50的杆部50a,并且被压成与凹形壳体383对准,结果,板385靠压在爪387上(见图31c和31d),迫使它们向两侧分开。当凸形壳体380继续进入凹形壳体383时,迫使滑动板385克服蝶形弹簧386的压力而缩回,离开铆钉的通道50(见图31e、f和g),从而使铆钉能落入凹形壳体383的抓387之间的储料盒384中(见图31h)。
一个传感器用来检测是否全部铆钉都从供料包装件转运过来了。
当输送管道6脱离中间储料盒384缩回时,凹形壳体383的抓387就能关闭。与此同时,滑动板385移动到图31a中所示的管壁位置,以收集下一个铆钉50的杆部50a。如果在凸形壳体380中还有一个铆钉50,那么滑动板385的缩回就能保证把这个铆钉推回到输送管道6内。
如上所述,无论输送管道6是永久固定在铆钉的铆固工具1上,还是可拆卸地连接在中间储料盒上,转运台7(见图1)都设计成能从铆钉的铆固工具1的机头8上拆卸下来,所以,一当装料之后,机头就可以下降,完成铆接工作。图32到35示意地表示了这种结构。
图32和33的实施例中,正如公知的那样,转运台7把铆钉直接从输送管道6输送到铆固工具1的机头8的侧面开口400。这种结构的创造性的特征是,转运台7可以用一个致动器401使它在图32和33分别表示的两个位置之间转动。图中所示的致动器401是用联杆装置402与转运台7连接起来的液压的或气动的缸(但也可以是任何适当类型的致动器)。在图32所示的位置上,通过输送管道6和转运台7的铆钉通道(图中看不见)与机头中的侧面开口400对准,所以能装上一个铆钉。当铆钉装上之后,机头8以公知的方式向下伸长,实施铆接工序,并且,与此同时,致动器401运转,使转运台7和输送管道6转动,离开机头8,为机头8如图33所示的那样伸长提供足够的空档。
在图34和35所示的实施例中,转运台7和输送管道6由支架403支承,能够转动,上述支架从铆固工具的机头8上方的位置向侧面延伸出来。在图34所示的位置上,转运台7中的铆钉通道与机头8的侧面开口对准,所以能装上一个铆钉,而在图35所示的位置上,已经用手动或者用适当的致动器(图中未表示)使转运台7转动了90°,移动到脱离机头8。在后一个位置上,机头8能向着工件伸长,以插入铆钉。
图36a到36d表示带有可拆卸的转运台的铆钉铆固工具的更加详细的实施例。铆钉铆固工具420用一个夹持器42连接在第一支架422上,能绕着一根枢轴点P1转动。第一支架422则通过枢轴P2连接在第二支架423上,能够转动第二支架上带有支承框架部件424,转运台425就安装在这个部件上。支承框架部件424有一对平行的滑动杆426,这一对滑动杆安装在两块在垂直方向隔开距离的横向支承板427、428之间。两根滑动杆426支承在第二支架423的圆筒形轴承429上,能够滑动,所以支承框架部件424就能在垂直方向相对于第二支架423滑动。在上述板427的上面有挡环430,滑动杆426的上端就插入这两个挡环中,并且上述支承板428的下面与气动或液压缸431的一端连接,缸431运转时便使得上述支承框架部件滑动。板427、428上装着平行地延伸到杆426之间的输送管道或中间储料盒432。供电电缆或管道433也可以沿着输送管道432穿过板427、428。转运台425设置在下板428的下方,并且装有推动部件434(将在下面详细描述)。
转运台425有一个出口435,当转运台与机头436的侧面开口对准时,铆钉就能通过上述出口输送到铆钉铆固工具420的机头436中。紧靠出口435的上方,转运台壳体对着机头的表面上形成一个斜坡438,这个斜面沿着离开机头的方向向上倾斜。在上述表面的终点上有一个钩子439,这个钩子与支承在紧靠机头上方的导向轴套441上的辊子440协同工作。使用时,斜坡438和辊子440分别起凸轮表面和凸轮随动件的作用,而且可以采取任何适当的形式。应该理解,在另一种可替换的结构中,上述凸轮表面可在机头上形成,而凸轮随动件可在转运台壳体上形成。
工作时,铆钉的铆固工具420处于如图36a所示的完全缩回位置的静止状态。在这种结构中,缸432、支承框架部件424和转运台425都处于缩回位置,所以能将铆钉从转运台425的出口装入机头436上的侧面开口437中。转运台壳体上的钩子439与在机头436上形成的辊子440啮合。当向铆固工具发出插入铆钉的指令时,机头436便下降,同时缸432推动支承框架部件424向下并向内(绕着枢轴P2)运动,结果,转运台425仍保持紧靠在机头436上(图36b)。转运台425向着机头的旋转力矩,足以使它抵抗由于推动部件的工作而产生的反作用力而保持不动。钩子439与辊子440的啮合也保证转运台425靠压在机头436上。当缸431到达其完全伸出的位置,并且挡环430靠压在第二支架423的圆筒形轴承429上时,转运台425就不能再和机头436一起前进了。机头436继续下降,就使得辊子440沿着一条短的直线路径向外运动,脱离钩子439,然后就骑在斜坡438上。这样就迫使支承框架部件424绕着枢轴P2转动,于是转运台425便移动,脱离机头436(图36c)。
如果机头436仍旧与转运台425连接,它就不能转动。
当机头436在完成了插入铆钉的工序之后上升时,辊子440重新与转运台壳体的表面啮合,最后,与钩子439啮合。此时,一个装入铆钉的传感器(图中未表示)检测到上述重新啮合,然后送出一个控制信号,以启动从转运台装入下一个铆钉的工作(图36b)。
上述转运台设计成能借助于自动化的机器人装卸装置与设备上的其余部分脱开。转运台不仅在机械上与设备脱离,而且也与所有的辅助装置脱离。这样,就能更换成用于其他铆钉尺寸的转运台,或者也可以单纯为了维修的目的。拆卸后的转运台可以带着中间储料盒。转运台脱离机头的运动能用推动部件把转运台中或储料盒中不需要的铆钉排入任何适当的容器内。
下面,参照图37a到37d详细描述上面提到的转运台推动部件434的实施例。
推动部件的壳体460有一段凹槽段461,铆钉50就在这段凹槽中输送。这一段凹槽与T形横断面的输送管道或中间储料盒462的出口对准。在最靠近机头436的推动部件的壳体460的端部,设置了一对弹性的钩爪463,形成了一个弹簧闸门464。在闸门464的后面,有一对能在壳体壁上的辅助窄缝466中沿着纵向滑动的长形推杆465。推杆465向内,向着凹槽461倾斜,并且能在完全伸出的位置与缩回位置之间移动,在完全伸出位置上,推杆的端头超出闸门464以外,并占据了凹槽461,在缩回位置上,推杆离开凹槽461。很容易理解,也可以使用单个的推杆和钩爪。
工作时,铆钉50从输送管道或中间储料盒462推进,直到到达弹簧闸门464,弹闸门在其静止的位置上阻止铆钉50从壳体460中跑出来。此时,推杆465是完全缩回的(图37b)。当放置在适当位置上的铆钉传感器检测到打头的铆钉存在时,如有必要,可以停止供应推进用的空气,然后就使推杆465部分地前进到图37c所示的位置,此时推杆的端部接触到打头的铆钉50的杆部50a,于是就推动它,使它压在弹簧闸门464上。推杆465设置成相对于凹槽461形成一个很精确的角度,所以它们能够通过排成一排的第二个铆钉的杆部,而与打头的铆钉接触。推杆465在该位置上从旁边通过第二个铆钉,所以不会使它进一步向前运动。然后,推杆465进一步向前移动,把打头的铆钉50推过弹簧闸门464,并通过侧面的开口437,进入机头436内(图37d)。上述推杆465可以由任何适当的致动器来推动。在一个举例用的实施例中,用气动缸使它们保持在缩回的位置上。当铆钉传感器发出信号时,这个气动缸便不工作,于是推杆465就由弹簧(图中未表示)推动而向前移动。
这种简单的结构能从排成一排的许多铆钉中把单独一个铆钉推出去,将其从转运台输送到机头中。应该理解,同样的结构可以用于任何在输送时必须把一个铆钉从一排铆钉中分离开来的情况。例如,这种机构可以用来在转换成供应装有另一种类型的铆钉的包装管之前,计算从一根包装管中送出来的铆钉的数量。
图38a到38e表示带有把铆钉装入铆固工具机头的侧面开口中的推动部件的转运台内部结构的另一种实施例。这种实施例可用于任何类型的侧面装料的转运台。在这些附图中表示了把铆钉装入机头中去的按照时间顺序的各个工步。
一根垂直的铆钉输送管道480从上方进入转运台壳体481内,并到达一侧。在壳体481内部,输送管道弯曲90°,转到一个水平面上,并与转运台中的一条连续的凹槽482汇合。凹槽482在水平面上有反S形的两个弯头483,其终点在转运台出口484处,该出口通过机头上的侧面开口437与机头436中的铆钉输送通道485连通。在转运台壳体的另一侧,设置了一根推杆486,其纵轴线与出口484对准。当推杆486被探头弹簧487所推动时,它能在壳体481中沿纵向作往复运动,而该弹簧是由气动缸488致动的。应该理解,也可以采用任何适当的致动器。
在出口484处有一个铆钉闸门490,该闸门有一对垂直的销子491,这对销子借助于附近的橡胶弹簧492而受到压力,部分关闭了出口484。在闸门490的紧后面设置了一个检测铆钉存在的传感器493。
工作时,如图38a所示,推杆受到探头弹簧487的压力,被压到静止位置上,它在该位置上部分占据了凹槽482。当接收到一个适当的控制信号时,气动缸488克服了探头弹簧487的压力,使推杆486缩回,直到推杆486脱离凹槽482,以便让铆钉50能在压缩空气之类的推动下前进到闸门处(图38b)。由于有了闸门490,阻止了打头的铆钉通过转运台的出口484被送出去。当铆钉传感器493检测到打头铆钉的存在时,缸488就松开推杆486,于是探头弹簧487便推动推杆,使它靠压在打头铆钉50的杆部50a上,从而在闸门486处抓住铆钉(图38c)。在接收到适当的控制信号之后,推杆486被气动缸488推动而伸长,推动铆钉50通过出口484,再通过侧面出口437进入机头436内(图38d)。
以上所描述的转运台可以把铆钉送到机头外面的中间位置上。由于输送管道的端头与机头之间是偏移的,所以输送管道中的碎屑可以借助于向一个方向喷射空气,使得碎屑不进入机头内,而是从转运台中的间隙口中排出。
在某些应用情况下,希望把铆钉转移到机头的前方,而不是像上面的例子中那样转移到侧面的开口中。在这种情况下,要在机头或机头内部的冲头上设置保持装置。图39到54中的实施例表示几个用于这种情况下的转运台内部结构的可替换的实施例,在这些实施例中,转运台能在第一位置和第二位置之间运动,在第一位置上时,它在机头或冲头下对接,以便装上一个铆钉,在第二位置上时,转运台脱离机头或冲头,以便施行铆接工序。
在图39到42的实施例中,铆钉的铆固工具有一个带有轴向孔的冲头或机头,这个孔连接在一个负压源上(如英国专利No.2302833所描述的)。当使用真空冲头时,就可以使用没有支承的机头的铆钉铆固工具。
和以前一样,垂直的铆钉输送管道500从上方进入转运台壳体501,并到达一侧。在壳体501内,管道弯曲90°,进入水平面内,并在转运台501的底面503上与延续的(T形横断面)凹槽502汇合。凹槽502在其纵轴线靠近机头504的一端是封闭的,并且至少有一部分被装在底板503上能够滑动的盖板505盖住。盖板505在其前缘507处有一段弧形的凹坑506,用于与铆钉的铆固工具的机头504(或冲头)对接。盖板505后方的上表面有一个斜坡表面508,其结构设计成可与设置在盖板505后方的楔形构件510的互补表面509协同工作。如图39a、b、c所示,压缩弹簧511压在盖板505上,使其处于持续静止的位置。楔形构件510能在克服了垂直设置在壳体501中的悬臂513与该楔形构件510的上表面之间的第二压缩弹簧512的弹力之后,在垂直方向运动。在悬臂513内设有可调整的挡块514,以便预先设定楔形构件510垂直行程(因而也就是盖板505的水平行程)的长度。盖板505带有安装在盖板505与底板503之间,能够滑动的铆钉分离钩爪515,还有一根在钩爪515上的直立的销子516,钩爪515啮合在盖板505的对角线窄缝517中。整个转运台501在设置在后方的,用弹簧加载的垂直轴518上运动。
工作时,盖板505最初处于静止位置,此时它延伸在大部分凹槽502上,并由上述弹簧加压的楔形构件510使它保持在其位置上。在这种结构中,铆钉50通过输送管道500供入转运台501,在转运台上铆钉被夹持在凹槽502中。盖板505让打头的铆钉部分暴露出来,而后面的铆钉则用盖板505和楔形构件510保持在凹槽502中(图39)。
然后,转运台501移动,与机头504对接。垂直轴518的加压弹簧519将转运台501压向机头504的前端。底板503前缘上的倾斜表面520用以补偿机头504与转运台501之间的垂直方向的错开,并保证转运台中凹槽502的端头与机头紧紧地对准。当转运台501非常靠近时,机头504靠压在盖板505的弧形凹坑506上,并克服上述压力,使它移动到缩回的位置上。这一运动由于斜坡表面508、509之间的相互作用而导致楔形构件510的垂直位移(图40,机头未在平面图上出现)。当完全对接好时(最后的位置由调节挡块514控制),机头504便与打头的铆钉50同轴线了。在盖板505运动的过程中,分离钩爪515借助于销子516与窄缝517的相互作用而相对于凹槽502作水平移位。当机头504对接好之后,钩爪515便完全伸长,并把打头的铆钉50与后面其余的铆钉分开,同时保证它处于靠在凹槽502端头上的位置上(应该理解,钩爪515设计成不把铆钉夹得太紧)。把打头的铆钉与紧靠在它后面的铆钉分开,保证了它们的头部之间不接触,否则可能会影响打头的铆钉进入机头的运动。
在上述过程中适当的时机,并当铆钉触发器521检测到打头铆钉50的存在时,在机头504(或冲头)中形成真空,于是铆钉50就会从转运台501中沿垂直方向提升出来(图41)。分离钩爪515的表面上设有导轨,以保证铆钉在到达冲头端部之前不会翻转。如果铆钉传感器521检测到铆钉没有了,便送出一个控制信号,确认铆钉已经成功地输送出去了。然后,转运台510从机头504缩回,而盖板505、钩爪515和楔形构件510恢复到它们的静止位置,等待下一个铆钉(图42)。
图43到45表示图39到42中的铆钉铆固工具一改进的实施例,在该实施例中,冲头550有一个轴向孔552,一个负压或真空源与这个孔连通。在图44和45所示的实施例中,设置了一个围绕着冲头550的夹紧构件553。如欧洲专利No.0675774中所描述的,这个夹紧构件553在将铆钉插入工件之前,对这个工件施加夹紧力。在图43的实施例中,上述预夹紧构件553包括夹着冲头550的两个直径上相对的部分,而在图44的实施例中,预夹紧构件553完全包围了冲头550的外圆周,并且在机头551中为进入的铆钉50设有侧面部分554。
图46到52表示转运台的另一种实施例,它可用于将铆钉输送到铆钉铆固器的机头的端部(即,进入机头的端部,铆钉在铆接工序中从该端部排出)。这几个图表明了装入铆钉的先后顺序。
铆固铆固器650属于普通的结构,所以这里就不详细描述了,只是关于与转运台的相互作用还要详细描述,因为这是本实施例的有创造性的方面。转运台651用一个设置在机头上方的支架652连接在铆钉铆固器650上,它有一根杠杆654,杠杆的一端用第一销子655连接在支架652上,其另一端用第二销子656连接在一个气动或液压缸658的活塞657的端部(应该理解,也可以使用其他适当的致动器)。一根扭力弹簧659绕在销子655上,用于向顺时针方向对杠杆654施压,使它靠在一根刚性的铆钉输送器管道660上,这根管道以可拆卸的方式,同轴线地连接在铆钉输送管道或储料盒的端部(只在图46中表示),并且固定在杠杆654上。送进器管道660的自由端弯向铆钉铆固器651的机头653。一条输送臂661用枢轴连接在输送器管道660的向后延伸的悬臂661上,并且在上述输送器管道660下面的一条窄缝中平行地向着机头延伸到它的端部。输送臂661的自由端有一个小小的向上凸出的凸出部分663,在使用时,这个凸出部分用于与铆钉664接触。输送臂661的另一端用联杆665连接在杠杆654上。
使用时,铆钉在压缩空气的作用下顺着输送管道向下输送,进入转运台651的输送器管道660中,然后就一个一个地送入机头653中的铆钉输送通道666的端头中,这一点将在下面描述。当铆钉664出现在机头653的端部时(如图46所示),铆固工具650的机头便向工件转位(图47),然后在输送通道666中的冲头667向下伸长,以公知的方式将铆钉664压入工件内(图48)。铆钉664可用适当的,如英国专利No.2302833中所描述的那种夹持装置(例如真空,Velcro粘结剂,弹簧加载的钢球等等),以可卸的方式夹持在铆钉输送通道666的端部。
当冲头667向工件转位时(图中未表示),其他的铆钉便用上面提到的任何适当的输送机构输送到输送器管道660中。在图46的输送器管道660中表示了若干个铆钉668。打头的铆钉664靠压在输送臂661上直立的凸出部分663上(下面将详细描述),在那里一直等到机头653完全缩回,并准备装料(如图47所示)。然后,缸658中的活塞657伸长,使杠杆654和输送器管道660绕着销子655转动。这个动作使得输送器管道660向着机头653的端部转动,直到如图50所示,等在输送器管道660端部的打头的铆钉664出现在机头653中的输送通道666的端部。活塞658继续伸长的作用是使输送臂661向上转动,并且拉伸扭力弹簧659扭转一个很小的角度(通过联杆665和杠杆654),于是它就把铆钉664推入输送通道666的端部内,并在那里由夹持装置夹持住(见图49)。夹持装置(图中未表示)的夹紧力设计得大于输送臂661的凸出部分663所提供的力,所以铆钉664的输送很顺利,没有阻碍。然后,活塞658稍稍缩回,使输送臂661转动到与铆钉664脱离接触(图52),然后再完全缩回,使转运台移动,脱离机头653(图53)。然后,机头653在一条离开转运台661的路径上前进(图47),并将铆钉664插入工件中(图48)。在输送器管道660或输送臂661的端部可以设置一个传感器(图中未表示),以便在将铆钉装入机头653之前,检测铆钉664是否存在。
上述装置可用于任何长度的机头和任何行程长度的铆钉铆固器。上述铆钉转运台能够离开机头,没有妨碍铆接过程的风险,也不必设计成能承受与铆接过程同时产生的夹紧力和插入力。此外,由于取消了侧面进口,所以也不会削弱机头的横断面。由于输送管道/输送器管道与转运台组合在一起运动,所以只需要单独一个转移运动就能把铆钉输送到机头中的输送通道中,从而取消了用于从输送管道的端部转移铆钉的单独的机构,和为机头装料的机构。
在上述经过改进的实施例中,如图54a、b、c、d所示,输送臂661上的直立的凸出部分663上附加了一对安装在输送器管道660上的用弹簧加压的钩爪680。钩爪680沿着输送器管道660延伸,并且被压缩弹簧681压在一起,所以钩爪680的尖端682几乎互相接触。钩爪680的尖端682抓住一个进来的铆钉664,并把这个铆钉夹住不动,直到输送管道661向上的运动把钩爪680分离,并将其导入机头653内。钩爪680在683处倒角,以便能容纳臂661。钩爪680的压缩弹簧681的作用是在没有任何冲击损伤的前提下吸收铆钉664的动量。
直立的凸出部分663安装在一个圆形的支承件684上,这个支承件是这样装在互补的凹坑685内的,即,它能够倾斜,以便既能容纳杆部短的,也能容纳杆部长的铆钉。如图54c和54d所示,弹簧板686和保持板687使凸出部分663固定在它的位置上。
图55和56表示又一个用于使铆钉转动90°的转运台的实施例。铆钉仍然通过一条垂直的输送管道701或储料盒单个地装入转运台700内,并且容纳在设置在上述管道出口下方的铆钉保持器内。这个转运台有一个转运机构,该机构包括一根柱塞和长推杆部件702、703,这两个部件能在圆筒形壳体704内部一起滑动。上述部件由一个设置在壳体704端部,正对着机头N的致动器705推动。柱塞702呈圆筒形,并且安装在壳体704内,能够转动,在它的一部分长度上有一条螺旋窄缝706,其中容纳一个固定在壳体704上的销子707。在部件702、703的自由端有一根用弹簧加压的能转动的保持臂708,这根臂压向柱塞702的端部,以便把铆钉709牢固地夹住,使它的头部靠压在柱塞702端部的外直径上,如图56所示。
工作时,一个铆钉709从输送管道701中送出,由保持臂708接住。由致动器705推动的部件702、703的轴向运动使得铆钉709沿着箭头Y的方向向机头N运动,从而使其离开输送管道701。此后,部件702、703继续作直线运动,由于柱塞702上的窄缝706使得它相对于壳体704转动90°,越过固定销子707。在完成了旋转运动之后,推臂703相对于柱塞702伸出来,使铆钉709移动到保持臂708以外,并通过侧面开口711进入机头N的输送管道709。
图57和58表示转运台的一部分,该转运台有两根送过来的铆钉的输送管道,所以从两个不同来源送来的铆钉可以供应一个转运台。这样就能向机头供应两种不同类型的铆钉,或者提供第二种备用的铆钉。
图中所示的实施例中的进口管道800、801大致成直角,并在铆固工具机头N的附近相交。在管道800、801相交处,设置了一个旋转闸门802,该闸门在802处开有窄缝,以容纳一个铆钉。一条出口轨道803与旋转闸门802橡胶,并且在机头N上有一条输送通道804。在两根输送管道800、801的中间并且靠近闸门802处,有一根作往复运动的推臂805。
闸门802可以通过一个旋转致动器(图中未表示)在三个位置之间移动。在第一位置上,上述窄缝802a与上述第一进口输送管道800对准(示于图57),在第二位置上(图中未表示),窄缝802a与第二输送管道对准。在这两个位置上,闸门802能接受一个送来的铆钉50(图中用虚线表示)。窄缝802a的侧壁上有弹性的衬板(例如图57和58的实施例中所示的弹簧钢的带子808),该衬板以可松开的方式抓住铆钉50,所以铆钉被闸门802所夹持。在第三位置上,在上述第一和第二位置之间,窄缝802a与出口轨道803对准。在这个位置上,随后输送过来的铆钉807被阻挡,不让进入闸门802,并且上述推臂805向前转位,迫使铆钉805退出闸门802,进入机头N内(见图58)。闸门802的旋转能起把收集起来的铆钉从随后的铆钉中分离开来的作用。一当在关掉压缩空气之前接收到输送过来的铆钉时,闸门802就可以转动到中间第三位置。
以上所描述的命中转运台的实施例都能保证以受控的方式把铆钉顺序装入机头内。
图59和60表示用于控制铆钉从包装件到转运台和/或中间储料盒的运动的擒纵机构的示范实施例。这种机构设计成能让铆钉储存在沿着各输送管道的中间点上,并定时控制将某个特定的铆钉最后输送到转运台或储料盒中去。
在图59a和59b的实施例中,图中的铆钉50是在圆形断面的输送管道6中。铆钉可以靠重力自由下落,也可以,例如,用压缩空气推动。在输送管道6的两侧有用弹性材料制成的循环运行的皮带900,它绕着一对隔开距离的驱动轮901循环运行。皮带900设计成凸入输送管道侧壁的长窄缝903内,以便与铆钉50以摩擦联结的方式接触。皮带的驱动用一个传感器(图中未表示)控制,该传感器检测铆钉是否在预定的位置上。皮带900还有一种换位驱动,所以铆钉50能以步进的方式向机构端部的释放位置902移动。当皮带900静止时,铆钉50被夹住,不能在管道内运动,从而形成一种存储装置。当接收到适当要求的控制信号时,皮带900便换位,松开处于释放位置902上的预定数量的铆钉,使通知件的进入输送管道6的剩下的部分。上述传感器与一个计数器协同工作,以便在停止驱动之前控制所释放的铆钉的数量。
图60a和60b表示用于T形横断面的输送管道的类似的擒纵机构。
在以上两种情况下,这种机构都能向转运台或储存装置释放单个铆钉或多个铆钉。
应该理解,皮带可以用其他的驱动机构替代,例如一个旋转的轮子,它的外圆周凸出穿过输送管道的壁,能与铆钉接触。
图61表示另一种在生产线上的擒纵机构Ⅰ。输送管道6有一个直角弯头910,它把管道分成进入部分911和送出部分912两个部分。铆钉50靠重力送到进入部分911内(当然也包括空气推动或线性送进等可替换的方式),并收集在弯头910内,不再继续前进。此时,打头的铆钉50与送出部分对准,但,在没有推动力时不能继续前进。
在进入部分911的壁上设有一对横向的空气通道913,该通道与压缩空气(或其他流体)源连接。在进入部分的另一面的壁上有一个弧形的空气再循环腔室914。
使用时,按照控制信号,将空气喷射到上述孔913内,以便把一个铆钉50释放到送出部分912内。空气冲击的作用是生产线上的第二个和第三个铆钉50保持在原地,然后,由于腔室914而使得空气转向图中箭头所示的方向,结果便冲击在打头的铆钉50上,并将其推入送出部分912中。这样,空气每向孔913内喷射一次,就只释放一个打头的铆钉。一个环形传感器915检测被释放的铆钉50的通过,并且可以与一个计数器连接。管道的送出部分912可以在与主输送管道连接之前只有很短一段,因此空气的冲击强度是有限的。
应该理解,实际上可以使用任何数量的横向孔913。
图61表示带有T形横断面的进入管道和送出管道的实施例,而图62中的实施例则表示圆形横断面的送出部分。图63中的实施例表示有两个弯头,并且有一个T形横断面的中间部分916,而进入部分和送出部分都是圆形横断面的。
最后,图64表示如何利用错开的横向空气通道920、921把两组铆钉50分开。上述通道920、921挡住了一组从弯头910的上游进入的紧固件,从而形成了一种储存装置。空气首先通过第一通道920喷入,然后再通过第二通道921喷入,此外,在通过第二通道921的空气被管壁之前,释放上述第一个铆钉。在弯头处的打头的铆钉,由于与第二个铆钉50的头部50b接触,所以它不能绕着弯头910运动。当需要时,可以利用一股沿着管道的送出部分的单独的气流来使第一个铆钉移动。
应该理解,在生产线上的擒纵机构可以与现有的铆钉输送装置组合起来使用,也可以在输送管道的送进器释放端使用。
应该理解,以上所描述的紧固件机械和紧固件输送装置的各种不同的特征,可以组合成一个单个的装置,或者,也可以单独一个特征与普通的设备组合起来使用。
Claims (79)
1.一种用于紧固件紧固工具的紧固件输送装置,它包括下列部件:一个预先装载了紧固件的外壳;至少一根紧固件输送管道,用于把铆固工具连接在将选定的紧固件从上述外壳送入上述输送管道内的紧固件送进装置上,上述紧固件在管道内单个或成组地从送进装置输送到上述工具中;一个固定在上述工具上或输送管道上的转运台,用于把一个紧固件从上述输送管道送入上述工具中,其中,上述转运台能在一个第一位置和一个第二位置之间运动,在上述第一位置时,转运台的一个出口靠近上述工具,所以被输送的紧固件可以由转运台插入上述工具中,在上述第二位置时,转运台离开工具,以便能让上述工具或工具的一部分向工件运动,插入一个装载好的紧固件。
2.如权利要求1所述的紧固件输送装置,其特征在于,在转运台上或靠近转运台处设有紧固件的中间储料盒,所以在该转运台上可以存放许多紧固件。
3.如权利要求2所述的紧固件输送装置,其特征在于,上述输送管道通过一个自动接口装置,能以可拆卸的方式与上述中间储料盒连接。
4.如权利要求3所述的紧固件输送装置,其特征在于,上述对接装置包括一个连接在上述输送管道出口端的第一部分,和一个连接在上述中间储料盒的进口端的第二部分,上述第一和第二部分能互相相对运动,以便在管道与储料盒之间连接并形成一条紧固件通道,上述第一部分有一道紧固件保持闸门,当上述两部分脱开时,这道闸门由一个加压构件关闭,当上述两部分连接时,这道闸门克服上述压力而打开。
5.如权利要求4所述的紧固件输送装置,其特征在于,上述紧固件保持闸门包括一对保持钩爪,当上述闸门关闭时,这一对钩爪至少部分封锁上述紧固件通道。
6.如权利要求4或5所述的紧固件输送装置,其特征在于,上述第二部分包括一个进口闸门,当上述两部分脱开时,该闸门关闭,而当上述两部分连接时,上述闸门打开。
7.如权利要求6所述的紧固件输送装置,其特征在于,上述进口闸门包括一对能侧向运动的爪,当它处于关闭位置时,至少部分封锁上述紧固件通道,而当它处于打开位置时,则向侧面移动,通过与上述紧固件保持闸门靠紧而离开紧固件通道。
8.如权利要求1至7中任何一项权利要求所述的紧固件输送装置,其特征在于,上述转运台能借助于一个致动器而相对于铆固工具运动。
9.如权利要求8所述的紧固件输送装置,其特征在于,上述致动器开动时使上述转运台相对于上述铆固工具转动,并将其紧靠上述工具。
10.如权利要求9所述的紧固件输送装置,其特征在于,上述转运台也能在一条直线通道上述相对于上述铆固工具移动。
11.如权利要求1至10中任何一项权利要求所述的紧固件输送装置,其特征在于,上述转运台有一个用于与铆固工具的凸轮随动件部分靠压的凸轮表面,当峙时,上述转运台相对于铆固工具的运动由上述凸轮表面与上述凸轮随动件的相互作用来控制。
12.如权利要求11所述的紧固件输送装置,其特征在于,上述转运台安装在一个连接在上述铆固工具上,能够转动的框架上,这个框架是能延伸的,以便使转运台能基本上沿着与铆固工具机头的延伸方向平行的方向移动。
13.如权利要求12所述的紧固件输送装置,其特征在于,上述框架还支承上述输送管道的一部分。
14.如权利要求1至13中任何一项权利要求所述的紧固件输送装置,其特征在于,上述转运台的工作是把一个紧固件通过侧面开口装入上述铆固工具的机头内。
15.如权利要求14所述的紧固件输送装置,其特征在于,上述转运台还包括一个自动推杆装置,它能把一个紧固件从上述转运台推入上述机头内。
16.如权利要求15所述的紧固件输送装置,其特征在于,上述推杆装置包括至少一个用于向转运台出口推动输送管道中打头的紧固件的推杆构件,以及一个设置在上述出口处的闸门,并且该闸门受压关闭,以便至少部分封闭上述出口,并将打头的紧固件保持在该出口处,直到该紧固件被上述推杆构件推动而通过该出口。
17.如权利要求16所述的紧固件输送装置,其特征在于,上述转运台还包括一条紧固件输送通道,紧固件在该通道中输送到上述出口,上述推杆构件能在缩回位置与延伸位置之间运动,在缩回位置上,推杆构件离开上述通道,在延伸位置上,推杆构件凸入通道内并与打头的紧固件接触,推动它通过上述闸门和出口,上述推杆构件是这样设置的,即,当它在缩回位置与延伸位置之间运动时,它的运动路径不与在打头的紧固件后面的紧固件发生干涉。
18.如权利要求16所述的紧固件输送装置,其特征在于,上述转运台还包括一条紧固件输送通道,紧固件在该通道中输送到上述出口,上述推杆构件能在缩回位置与延伸位置之间运动,在缩回位置上,推杆构件离开上述通道,在延伸位置上,推杆构件凸入通道内并与打头的紧固件接触,推动它通过上述闸门和出口,其中,上述通道有一条终止在靠近上述出口,只能容纳一个紧固件的最后一段上的迂回的路径,上述推杆在缩回位置与延伸位置之间的路径与上述最后一段相交,使得当延伸的推杆构件运动时,只有占据最后一段的打头的紧固件通过上述闸门。
19.如权利要求1至13中任何一项权利要求所述的紧固件输送装置,其特征在于,上述转运台的工作是把一个紧固件装入上述铆固工具的机头或冲头的一个端部内。
20.如权利要求19所述的紧固件输送装置,其特征在于,上述转运台包括一条把铆钉输送到一个出口,以便再输送到上述铆固工具的机头或冲头去的通道,以及滑动盖构件,该构件能在静止位置与缩回位置之间滑动,在静止位置上上述通道基本上被盖住,在缩回位置上,上述通道靠近出口的前部敞开,以便为上述机头或冲头提供接近上述通道中的打头的紧固件的通路。
21.如权利要求20所述的紧固件输送装置,其特征在于,上述盖子构件由一个加压构件压在上述静止位置上,并由机头或冲头克服上述压力而运动,以使当它处于缩回位置时,上述机头或冲头与上述出口对准,以便容纳上述打头的紧固件。
22.如权利要求21所述的紧固件输送装置,其特征在于,上述机头或冲头与上述盖子构件的前缘接触,以实施上述盖子克服加压构件的压力而进行的运动。
23.如权利要求22所述的紧固件输送装置,其特征在于,上述盖子构件的行程借助于一个可调节的挡块来限制。
24.如权利要求22所述的紧固件输送装置,其特征在于,上述盖子构件由一个斜坡表面,它与一个在相邻的楔形构件上的互补的斜坡表面相互作用,使得盖子构件向着缩回位置的运动引起上述楔形构件在一个不同平面上的运动,上述楔形构件的行程受上述可调节的挡块的限制。
25.如权利要求20至24中任何一项权利要求所述的紧固件输送装置,其特征在于,上述盖子构件有一个分离构件,该分离构件移动到一个位置,在该位置上,它凸入上述通道内,把上述通道的前部与其余部分分离。
26.如权利要求25所述的紧固件输送装置,其特征在于,上述分离构件卡在上述盖子构件上形成的窄缝中。
27.如权利要求1至26中任何一项权利要求所述的紧固件输送装置,其特征在于,上述紧固件输送管道有一条紧固件可以穿过的内部通道,还有至少一条凸入上述通道与紧固件接触的耐磨带。
28.如权利要求1至27中任何一项权利要求所述的紧固件输送装置,其特征在于,上述紧固件包装件包括许多装有紧固件的密封巷道,这些巷道用一种挠性的带子互相连接。
29.如权利要求28所述的紧固件输送装置,其特征在于,上述紧固件送进装置包括用于打开至少上述紧固件包装件中的一条巷道的装置,以便把紧固件放入上述输送管道内。
30.如权利要求29所述的紧固件输送装置,其特征在于,上述送进装置还包括一块用于切割上述至少一条巷道用的刀片。
31.如权利要求29所述的紧固件输送装置,其特征在于,上述紧固件包装件包括一根在上述巷道内的管子,这根管子有一个把紧固件保持在上述管子内的整体的封闭构件,该封闭构件能通过与上述紧固件送进装置的释放构件的接触而打开。
32.如权利要求1至31中任何一项权利要求所述的紧固件输送装置,其特征在于,上述紧固件包装件包括许多装紧固件的封闭的管道,这些管道装在一个支承容器内,上述紧固件送进装置包括一台在其上设有上述容器的输送机,和一个释放机构,该机构穿过上述输送机,以开启上述管道中的一根管道,把上述紧固件放入一根输送管道中。
33.如权利要求32所述的紧固件输送装置,其特征在于,上述管道有一个封闭构件,这个封闭构件能通过与一个管道开启机构接触而打开。
34.如权利要求33所述的紧固件输送装置,其特征在于,上述释放机构能在横着上述输送机的方向上移动。
35.如权利要求1所述的紧固件输送装置,其特征在于,上述送进装置包括一个支承件,该支承件上装有许多容器,每一个容器中装有垂直排列的紧固件,还包括一个能相对于支承件的下面运动的释放机构,该释放机构包括一个吸附在上述支承件上的支架和一个至少容纳从容器中送来的一个紧固件的腔室,一个将紧固件从支架中引导出来使它进入输送管道的致动器,以及用于从上述容器中释放一个紧固件用的释放装置,其特征在于,上述释放机构还包括一个导轨构件,它与上述支承件上的一个互补的导轨构件连接,所以它在上述支承件下面沿着预定的路径运动。
36.如权利要求1所述的紧固件输送装置,其特征在于,上述送进装置包括一个至少带有一个孔的料斗,在上述孔内以可松开的方式固定着一个紧固件的密封容器,一个能相对于上述料斗在打开上述孔和关闭上述孔这两个位置上运动的闸门,以及一个把释放的紧固件装在里面的储存罐,其中,上述容器有一个能破裂的密封件,当送进装置检测到所装入的紧固件正确时,该密封件便破裂,以便释放紧固件,上述闸门移动到打开位置,时紧固件能进入储存罐内。
37.如权利要求1至36中任何一项权利要求所述的紧固件输送装置,其特征在于,上述输送管道包括一个T形横断面的第一部分,和一个圆形横断面的第二部分,以及一根中间的接口管,其内部的形状能使紧固件转动,以使紧固件能在上述第一和第二部分之间运动。
38.如权利要求37所述的紧固件输送装置,其特征在于,上述接口管在腔室的上方设有一条凸缘,该凸缘有一条窄缝,上述紧固件的杆部能通过这条窄缝下落,所以,使用时,紧固件的头部支承在上述凸缘上,并且紧固件能绕着它的头部转动,使得该紧固件的杆部通过这条窄缝落入上述腔室内。
39.如权利要求1至38中任何一项权利要求所述的紧固件输送装置,其特征在于,还设置了一个具有一个可移动的表面的紧固件擒纵装置,上述可移动的表面穿过设置在输送管道上的孔,所以在使用时,至少能抓住在上述输送管道中的一个紧固件,上述擒纵装置还包括一个有选择地使上述表面换位的驱动装置,以便在使用时使得至少一个在上述输送管道内的紧固件向着释放位置移动。
40.如权利要求39所述的紧固件输送装置,其特征在于,上述擒纵装置还包括一个在上述释放位置上的传感器,用于检测紧固件的存在,该传感器与一个用于计算通过上述释放位置的紧固件数量的计数器协同工作。
41.如权利要求39或40所述的紧固件输送装置,其特征在于,上述表面在一台连续的循环输送机上形成。
42.如权利要求1至41中任何一项权利要求所述的紧固件输送装置,其特征在于,上述输送管道有一个弯头,该弯头把上述管道分成进入部分和送出部分,在上述进入部分上有一个横向的孔,它与一个压力流体源连接,在基本上与上述孔相对处还有一个流体重新循环腔室,用于将进入的流体导入上述送出部分,在使用时,上述通过孔的流体冲击在进入部分的紧固件上,使它们保持在那里不动,然后流向上述重新循环腔室,以便冲击在弯头中的打头的铆钉上,并推动它进入上述送出部分。
43.如权利要求42所述的紧固件输送装置,其特征在于,在上述进入部分的上游还设置了一个横向的孔。
44.如权利要求1至43中任何一项权利要求所述的紧固件输送装置,其特征在于,设置了至少两根输送管道,它们在交叉点上汇合成一根单独的出口管道,一个转动闸门设置在上述交叉点上,有选择地关闭上述输送管道中的一根管道。
45.如权利要求44所述的紧固件输送装置,其特征在于,上述闸门能在第一位置之间移动,在上述第一位置上,该闸门关闭第一进入输送管道,以便在第二进入输送管道与出口管道之间让出一条通道来。
46.如权利要求1至45中任何一项权利要求所述的紧固件输送装置,其特征在于,上述转运台连接在至少两根管道上,并且在两根管道的交叉处设有一个旋转闸门,上述闸门能在第一位置与第二位置之间移动,在第一位置上,该闸门封闭第一输送管道,而在第二输送管道与转运台出口之间让出一条通道,在第二位置上,该闸门封闭第二输送管道,而在第一输送管道与转运台出口之间让出一条通道。
47.如权利要求46所述的紧固件输送装置,其特征在于,在上述闸门内部有一条巷道,它能让选定的一条输送管道与上述出口连通。
48.一种用于紧固件输送装置的紧固件送进部件,这种部件包括:一个料斗,它具有至少一个开口,一个紧固件的密封容器固定在该开口里,可以拆卸;一扇门,它能在打开与关闭上述开口两个位置之间相对于上述料斗运动;以及一个储存罐,放出来的紧固件放入这个储存罐内;其特征在于,上述容器有一个易碎的密封件,当上述送进部件中的紧固件满足要求时,便释放上述紧固件,门移动到打开位置,让紧固件进入储存罐内。
49.如权利要求46所述的紧固件输送装置,其特征在于,上述容器有许多识别内容物的缺口,并且设有检查装置,检测上述缺口的存在,以保证上述容器中的内容物是正确的。
50.如权利要求45或46所述的紧固件输送装置,其特征在于,上述闸门能相对于上述料斗在打开位置与关闭位置之间转动。
51.如权利要求45或46或47所述的紧固件输送装置,其特征在于,上述容器有一个唇部,借助于该唇部,上述容器能固定在上述孔的边缘下面,而且能松开。
52.一种用于紧固件输送装置的紧固件送进部件,上述紧固件输送装置包括:一个支承件,在其上安装了许多容器,每一个容器中装有垂直排列的紧固件,以及一个松开机构,它能相对于上述支承件的下面运动,上述松开机构包括一个牢固地安装在上述支承件上的托架,以及用于将紧固件从上述容器中送入输送管道内的释放装置,其特征在于,上述释放机构还包括一个导向构件,该导向构件与一个在上述支承件上的互补导向构件啮合,结果,它沿着一条预定的路径在上述支承件下面运动。
53.如权利要求52所述的紧固件送进部件,其特征在于,上述紧固件是在重力下从上述容器释放出来进入上述托架的。
54.如权利要求52或53所述的紧固件送进部件,其特征在于,上述释放装置是一根推臂,它把释放后的紧固件推倒靠近一个出口孔的位置上。
55.如权利要求52或53所述的紧固件送进部件,其特征在于,上述支承件倾斜于水平面,所以上述托架在重力作用下至少能向一个方向运动。
56.如权利要求52所述的紧固件送进部件,其特征在于,上述紧固件装在许多封闭的管道内,每一根管道有一个能用上述释放装置打开的封闭构件,以便释放上述紧固件。
57.如权利要求56所述的紧固件送进部件,其特征在于,上述释放装置是一个使上述管道的封闭构件转向的凸出构件。
58.一种用于紧固件输送装置的紧固件送进部件,其特征在于,它包括有许多装有紧固件的密封巷道的紧固件包装件,这些巷道用挠性带互相连接,还有一个用于打开选定的巷道,以便释放上述紧固件的释放装置,以及一个用于与上述输送装置的输送管道连接的出口。
59.如权利要求58所述的紧固件送进部件,其特征在于,上述包装件是连续的和长形的。
60.如权利要求58或59所述的紧固件送进部件,其特征在于,上述包装件在一个在外圆周上具有许多隔开距离的径向凹穴的旋转轮上换位,通过上述释放装置,上述包装件的巷道容纳在上述这些凹穴中。
61.如权利要求58或59或60所述的紧固件送进部件,其特征在于,上述释放装置是一个切割构件,用于切开上述包装件中的选定的巷道。
62.如权利要求58或59或60所述的紧固件送进部件,其特征在于,上述紧固件的包装件在上述巷道中有一根管子,这根管子有一个整体的封闭构件,用于把紧固件保持在上述管子中,该封闭构件可以通过与上述释放构件接触而打开。
63.如权利要求58或59所述的紧固件送进部件,其特征在于,它还包括一个旋转的带有窄缝的鼓,上述包装件绕在这个鼓上述,上述释放装置是一个能沿径向移动进入一条窄缝内的切割构件,用于切开上述包装件中至少一条选定的巷道,并从选定的巷道中释放出紧固件。
64.一种紧固件输送管道,它用于把一个铆固工具连接在一个紧固件源上,上述管道具有一条紧固件能通过的内部通道,并且至少有一条耐磨带凸出到上述通道内,与上述紧固件接触。
65.如权利要求64所述的紧固件输送管道,其特征在于,上述耐磨带以可拆卸的方式固定在上述管道的壁上。
66.如权利要求64或65所述的紧固件输送管道,其特征在于,上述管道的壁是可分离的和能更换的。
67.如权利要求64或65或66所述的紧固件输送管道,其特征在于,它包括用铰链连接在一起的两个部分,所以这种管道能够把铰链拆开,把通道暴露出来。
68.如权利要求64或65或66所述的紧固件输送管道,其特征在于,上述管道包括两个可分离的部分,每一部分至少有一圈凸缘,这两部分的凸缘可以用可拆卸的紧固件固定在一起。
69.如权利要求68所述的紧固件输送管道,其特征在于,上述可释放非紧固件形成支承上述管道的支承架的一部分。
70.如权利要求64到69中任何一项权利要求所述的紧固件输送管道,其特征在于,上述输送管道有一条里面装有供电电缆的第二通道。
71.如权利要求64到70中任何一项权利要求所述的紧固件输送管道,其特征在于,上述管道是长形的和挠性的。
72.一种紧固件输送管道,它用于把一个铆固工具连接在一个紧固件源上,上述管道具有一条紧固件能通过的内部通道,一个T形横断面的第一部分,一个圆形横断面的第二部分,以及一根中间的接口管,在这根接口管上有一个能使紧固件转动的内部结构,所以紧固件能在上述第一和第二部分之间运动。
73.如权利要求72所述的紧固件输送管道,其特征在于,上述接口管在腔室的上方设有一条凸缘,该凸缘有一条窄缝,上述紧固件的杆部能通过这条窄缝下落,所以,使用时,紧固件的头部支承在上述凸缘上,并且紧固件能绕着它的头部转动,使得该紧固件的杆部通过这条窄缝落入上述腔室内。
74.如权利要求1到47中任何一项权利要求所述的紧固件输送装置,其特征在于,至少一根输送管道具有与单独一根出口支管连接的至少两根,即第一和第二进口支管,以及一个设置在上述进口与出口之间的闸门,并且该闸门能够操作,以关闭上述两根进口支管中的一根支管与出口支管之间的连通。
75.如权利要求74所述的紧固件输送装置,其特征在于,上述闸门安装在上述管道中,能够转动,以便借助于一个沿着第二进口支管通过的紧固件的撞击,关闭上述第一进口与上述出口支管之间的连通。
76.如权利要求1到47中任何一项权利要求所述的紧固件输送装置,其特征在于,上述转运台有一个用于使上述紧固件基本上转动一个直角的旋转装置,以使其正确地定向,进入上述铆固工具的紧固件输送通道内,上述旋转装置包括一个支架,该支架能沿着一条输送路径向着紧固件输送通道移动,并且设计成能容纳输送管道中的一个紧固件,此外,还有一个凸轮表面,它能使支架在移动到对准上述输送路径时转过一个直角,以及一个柱塞,它用于使转动后的紧固件离开上述支架,进入上述紧固件输送通道内。
77.如权利要求76所述的紧固件输送装置,其特征在于,上述支架还包括一个安装在一根枢轴构件上能够转动的紧固件支承件,上述枢轴构件能在沿上述输送路径上形成的窄缝内运动。
78.如权利要求77所述的紧固件输送装置,其特征在于,上述凸轮表面在一个设置在上述支架的输送路径中的挡块上形成,当上述枢轴构件滑动通过该表面时,能使它转动。
79.如权利要求78所述的紧固件输送装置,其特征在于,上述支架还包括一个带有螺旋形凸轮表面的旋转构件,该凸轮表面越过一根在上述转运台上的固定销,所以上述支架的轴向运动也能使它转动。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB9816796.8A GB9816796D0 (en) | 1998-08-03 | 1998-08-03 | Improvements in or relating to fastening machines |
| GB9816796.8 | 1998-08-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1320065A true CN1320065A (zh) | 2001-10-31 |
Family
ID=10836562
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN99811588A Pending CN1320065A (zh) | 1998-08-03 | 1999-08-03 | 紧固机械的改进 |
Country Status (13)
| Country | Link |
|---|---|
| US (8) | US6944944B1 (zh) |
| EP (4) | EP1102650B1 (zh) |
| JP (3) | JP4493850B2 (zh) |
| KR (1) | KR100593371B1 (zh) |
| CN (1) | CN1320065A (zh) |
| AT (1) | ATE235330T1 (zh) |
| AU (1) | AU5183599A (zh) |
| BR (1) | BR9912731A (zh) |
| CA (1) | CA2339530A1 (zh) |
| DE (3) | DE69906308T2 (zh) |
| GB (1) | GB9816796D0 (zh) |
| MX (1) | MXPA01001380A (zh) |
| WO (1) | WO2000007751A1 (zh) |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101829758A (zh) * | 2010-05-07 | 2010-09-15 | 好孩子儿童用品有限公司 | 铆钉机 |
| CN102554101A (zh) * | 2010-12-03 | 2012-07-11 | 宝捷自动化有限公司 | 铆钉提供装置 |
| CN102744350A (zh) * | 2012-06-29 | 2012-10-24 | 昆山长运电子工业有限公司 | 笔记本盖铆钉自动压接机的铆钉定位装置 |
| CN102764846A (zh) * | 2012-08-23 | 2012-11-07 | 杭州彼特环保包装有限公司 | 一种铆钉出料导轨的分离装置 |
| CN102858478A (zh) * | 2010-04-22 | 2013-01-02 | 株式会社F.C.C. | 铆钉装配器 |
| CN102962363A (zh) * | 2012-11-06 | 2013-03-13 | 珠海锐翔电子有限公司 | 一种铜扣自动加工机 |
| CN103537608A (zh) * | 2013-10-15 | 2014-01-29 | 南京航空航天大学 | 多种类铆钉自动输送装置 |
| CN103561884A (zh) * | 2011-05-27 | 2014-02-05 | 纽弗雷公司 | 用于进给紧固件的方法和装置 |
| CN103707033A (zh) * | 2013-12-23 | 2014-04-09 | 苏州博众精工科技有限公司 | 一种自动选择零件的零件安装机 |
| CN104056959A (zh) * | 2014-06-05 | 2014-09-24 | 宁波新冠联机电有限公司 | 一种铆电机支架针轴模装置 |
| CN104668424A (zh) * | 2015-03-05 | 2015-06-03 | 儒拉玛特自动化技术(合肥)有限公司 | 多铆钉自动装配机 |
| CN104736266A (zh) * | 2012-11-01 | 2015-06-24 | 三菱重工业株式会社 | 复合部件的紧固控制系统及复合部件的紧固控制方法 |
| CN107181454A (zh) * | 2017-05-26 | 2017-09-19 | 重庆科技学院 | 路径延长轨道及其太阳能板间连接轨道 |
| CN107635691A (zh) * | 2015-09-16 | 2018-01-26 | 奥科宁克公司 | 铆钉进给装置 |
| CN109475926A (zh) * | 2016-07-12 | 2019-03-15 | 伯尔霍夫连接技术有限公司 | 用于连接元件的非路径可变元件转换器和进给方法 |
| CN110466944A (zh) * | 2019-09-11 | 2019-11-19 | 辽宁科技大学 | 吊挂式带式输送机 |
| CN111660277A (zh) * | 2020-06-28 | 2020-09-15 | 中铁九局集团电务工程有限公司 | 一种螺栓安装臂 |
| CN111683761A (zh) * | 2017-12-05 | 2020-09-18 | 阿特拉斯·科普柯Ias(英国)有限公司 | 用于紧固件设置机的紧固件处理装置及相关方法 |
| CN111683763A (zh) * | 2017-12-05 | 2020-09-18 | 阿特拉斯·科普柯Ias(英国)有限公司 | 紧固件匣盒及其相关的供应系统和方法 |
| CN111683762A (zh) * | 2017-12-05 | 2020-09-18 | 阿特拉斯·科普柯Ias(英国)有限公司 | 用于紧固件安置机的机头布置及相关方法 |
| CN112170767A (zh) * | 2020-09-18 | 2021-01-05 | 山东大学 | 一种铆钉送进装置及方法 |
| TWI813898B (zh) * | 2019-10-21 | 2023-09-01 | 日商愛發科股份有限公司 | 成膜裝置 |
Families Citing this family (88)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6276050B1 (en) * | 1998-07-20 | 2001-08-21 | Emhart Inc. | Riveting system and process for forming a riveted joint |
| US9015920B2 (en) | 1997-07-21 | 2015-04-28 | Newfrey Llc | Riveting system and process for forming a riveted joint |
| GB9816796D0 (en) | 1998-08-03 | 1998-09-30 | Henrob Ltd | Improvements in or relating to fastening machines |
| DE20013585U1 (de) * | 2000-08-04 | 2000-12-07 | Avdel Verbindungselemente GmbH, 30851 Langenhagen | Vorrichtung zum Laden eines Nietmoduls mit Blindnietmuttern |
| JP2002316233A (ja) * | 2001-04-17 | 2002-10-29 | Nippon Pop Rivets & Fasteners Ltd | 自動穿孔型リベット締結機 |
| US6942134B2 (en) | 2001-04-17 | 2005-09-13 | Newfrey Llc | Self-piercing rivet setting machine |
| FR2842181B1 (fr) * | 2002-07-12 | 2005-08-05 | F2 C2 System | Dispositif de stockage et de distribution de pieces notamment de rivets |
| US6986450B2 (en) | 2003-04-30 | 2006-01-17 | Henrob Limited | Fastener insertion apparatus |
| FR2859402B1 (fr) * | 2003-09-04 | 2006-01-13 | F2 C2 System | Procede de fabrication et produit logiciel adapte |
| FR2865670B1 (fr) * | 2004-01-30 | 2007-08-24 | Sylvain Guerin | Dispositif de stockage et d'alimentation d'elements de fixation. |
| US20060112343A1 (en) * | 2004-11-23 | 2006-05-25 | Palo Alto Research Center Incorporated | Methods, apparatus, and program products for aligning presentation of separately recorded experiential data streams |
| DE102005006795A1 (de) * | 2005-02-14 | 2006-08-24 | Newfrey Llc, Newark | Verfahren und Vorrichtung zum Zuführen von Verbindungselementen zu einem Verarbeitungsgerät |
| US20060258272A1 (en) * | 2005-04-11 | 2006-11-16 | Milewicz Mark G | Pushpin installer |
| DE102005028055A1 (de) * | 2005-06-16 | 2006-12-28 | Brötje-Automation GmbH | Nietauswahl und -fixiervorrichtung |
| DE102005041534A1 (de) * | 2005-08-31 | 2007-03-01 | Newfrey Llc, Newark | Verfahren und Vorrichtung zum Zuführen von Verbindungselementen zu einem Verarbeitungsgerät |
| GB0518696D0 (en) | 2005-09-14 | 2005-10-19 | Henrob Ltd | Fastener feed method and apparatus |
| TWI271832B (en) * | 2005-10-07 | 2007-01-21 | King Yuan Electronics Co Ltd | Feeding apparatus |
| US7380326B2 (en) * | 2005-11-02 | 2008-06-03 | Whitesell International Corporation | Method of attaching a self-attaching fastener to a panel |
| FR2896173B1 (fr) * | 2006-01-16 | 2009-07-03 | F2 C2 System Sa | Dispositif d'alimentation en elements de fixation de type rivets notamment pour machine de rivetage |
| US20080233791A1 (en) * | 2006-05-26 | 2008-09-25 | Centerpin Technology, Inc. | Compression snap electrical connector |
| US7226308B1 (en) | 2006-05-26 | 2007-06-05 | Centerpin Technology, Inc. | Compression snap electrical connector |
| US7520772B2 (en) * | 2006-05-26 | 2009-04-21 | Centerpin Technology, Inc. | Compression snap electrical connector |
| US20090215306A1 (en) * | 2006-05-26 | 2009-08-27 | Centerpin Technology, Inc. | Electrical connector with compression gores |
| US7849573B2 (en) * | 2006-09-08 | 2010-12-14 | Ford Motor Company | Apparatus for self-piercing rivet |
| US7617921B2 (en) * | 2007-02-22 | 2009-11-17 | Workman Harry W | Can manipulating system |
| US8267388B2 (en) * | 2007-09-12 | 2012-09-18 | Xradia, Inc. | Alignment assembly |
| KR101308510B1 (ko) * | 2007-11-05 | 2013-09-12 | 동부대우전자 주식회사 | 히터 내장형 흡기관을 구비하는 건조기 |
| GB0818401D0 (en) | 2008-10-08 | 2008-11-12 | Henrob Ltd | Fastener feed method and apparatus |
| DE102008051489B4 (de) | 2008-10-13 | 2021-07-01 | Böllhoff Verbindungstechnik GmbH | Setzgerät mit einem Magazin und einem Bereitstellungsmodul für Fügeelemente |
| CN102686329A (zh) * | 2009-11-11 | 2012-09-19 | 亨罗布有限公司 | 紧固件分配装置 |
| JP5468453B2 (ja) * | 2010-04-22 | 2014-04-09 | 株式会社エフ・シー・シー | リベットセット装置 |
| DE102010047032A1 (de) * | 2010-09-30 | 2012-04-05 | Benteler Automobiltechnik Gmbh | Verfahren zum Verbinden zweier metallischer Elemente und Verbindungswerkzeug |
| NO333028B1 (no) * | 2010-11-08 | 2013-02-18 | Alustar As | Fremgangsmate for a lase en baerekrans til en stillassoyle. |
| DE102010053220A1 (de) * | 2010-12-03 | 2012-06-06 | Brötje-Automation GmbH | Nietbereitstellungseinrichtung |
| US8769788B2 (en) | 2011-06-17 | 2014-07-08 | Btm Corporation | Rivet machine |
| US8769789B2 (en) | 2011-06-17 | 2014-07-08 | Btm Corporation | Die for rivet machine |
| US8869365B2 (en) | 2011-06-24 | 2014-10-28 | Btm Corporation | Rivet guide head |
| US9242320B2 (en) * | 2011-09-02 | 2016-01-26 | Pem Management, Inc. | Tack pin installation press |
| KR101304451B1 (ko) | 2012-07-25 | 2013-09-05 | (주)한앤하이 | 가분수형 나사용 나사체결기 |
| US9027220B2 (en) | 2012-08-07 | 2015-05-12 | Newfrey Llc | Rivet setting machine |
| US9120140B2 (en) | 2013-01-18 | 2015-09-01 | Ford Motor Company | Method and apparatus for clearing a rivet from a riveting tool |
| US9299209B2 (en) * | 2013-03-14 | 2016-03-29 | Honda Motor Co., Ltd. | Super high speed bolt delivery system |
| CA2868557C (en) * | 2013-03-15 | 2018-10-02 | Hvac Inventors/Systemation, Inc. | Apparatus and method for placement of angle plates in transverse duct flanges |
| US9545695B2 (en) * | 2013-03-15 | 2017-01-17 | Hvac Inventors/Systemation, Inc. | Apparatus and method for placement of angle plates in transverse duct flanges |
| CN103692199A (zh) * | 2013-12-25 | 2014-04-02 | 苏州博众精工科技有限公司 | 一种锁螺丝机构 |
| US9616532B2 (en) * | 2014-04-25 | 2017-04-11 | Honda Motor Co., Ltd. | Method and apparatus for performing a search and feel assembly function |
| CN104014707A (zh) * | 2014-05-13 | 2014-09-03 | 苏州欧誉自动化科技有限公司 | 一种自冲铆接异步柔性化系统的工艺方法 |
| US9839956B2 (en) * | 2014-05-20 | 2017-12-12 | Weaver Leather, Llc | Feed assembly for a riveting machine and a method of operation of the same |
| US9751166B2 (en) * | 2014-07-09 | 2017-09-05 | The Boeing Company | Apparatus and methods for manipulating a fastener |
| DE102014119189A1 (de) | 2014-12-19 | 2016-06-23 | Newfrey Llc | Fügeelementzuführvorrichtung |
| US10113580B2 (en) * | 2015-08-17 | 2018-10-30 | The Boeing Company | Methods and apparatuses for manipulating swaging collars |
| DE102015115483A1 (de) | 2015-09-14 | 2017-03-16 | Böllhoff Verbindungstechnik GmbH | Wechselmagazin sowie System und Verfahren zum Beladen eines Wechselmagazins und eines Setzgeräts |
| JP6615041B2 (ja) * | 2016-04-25 | 2019-12-04 | 株式会社青山製作所 | ボルトのかしめ方法及びかしめ装置 |
| DE102016210799A1 (de) * | 2016-06-16 | 2017-12-21 | Leoni Kabel Gmbh | Kupplungsvorrichtung zum Verbinden langgestreckter Hohlkörper in einem Montagesystem |
| WO2018057569A1 (en) * | 2016-09-23 | 2018-03-29 | Commscope Technologies Llc | Tool for installing and setting rivets |
| DE102016119850A1 (de) * | 2016-10-18 | 2018-04-19 | Böllhoff Verbindungstechnik GmbH | Setzwerkzeug und Zufuhrverfahren von unterschiedlichen Fügeelementen |
| DE102016226244A1 (de) * | 2016-12-28 | 2018-06-28 | Robert Bosch Gmbh | Verfahren zum Betreiben einer Stanznietvorrichtung, Stanznietvorrichtung und Mundstück für eine Stanznietvorrichtung |
| DE102016226246A1 (de) * | 2016-12-28 | 2018-06-28 | Robert Bosch Gmbh | Verfahren zum Betreiben einer Fügevorrichtung, Fügevorrichtung und Anordnung mit Fügevorrichtung |
| DE102017209126A1 (de) * | 2016-12-29 | 2018-07-05 | Robert Bosch Gmbh | Stanznietvorrichtung zum Setzen eines Stanzniets mit einer eine Stempelkraft unterstützenden Schwingung und Verfahren zum Stanznieten mit einer solchen Stanznietvorrichtung |
| DE102017101705A1 (de) | 2017-01-30 | 2018-08-02 | Newfrey Llc | Fügevorrichtung, Beladestation, Zuführanordnung und Verfahren zum Beladen eines Magazins |
| DE102017102707A1 (de) | 2017-02-10 | 2018-08-16 | Ejot Gmbh & Co. Kg | Zuführeinrichtung |
| DE102017209118A1 (de) * | 2017-05-31 | 2018-12-06 | Robert Bosch Gmbh | Stanznietvorrichtung zum setzen eines stanzniets mit einer eine stempelkraft unterstützenden schwingung, und verfahren zum stanznieten mit einer solchen stanznietvorrichtung |
| US11000926B2 (en) | 2017-12-20 | 2021-05-11 | Penn Automotive, Inc. | Fastener feed head |
| US10780489B2 (en) * | 2018-02-21 | 2020-09-22 | Newfrey Llc | Tool-free opening tape feed receiver for a self-piercing rivet machine |
| DE102018205246A1 (de) | 2018-04-09 | 2019-10-10 | Robert Bosch Gmbh | Setzeinheit für eine Stanznietvorrichtung und Stanznietvorrichtung |
| DE102018205621A1 (de) * | 2018-04-13 | 2019-10-17 | Robert Bosch Gmbh | Stanznietvorrichtung mit Zuführeinheit für Niete |
| US10520933B2 (en) * | 2018-04-13 | 2019-12-31 | The Boeing Company | System and method for removing a workpiece from a manufacturing fixture |
| DE102018210474A1 (de) * | 2018-06-27 | 2020-01-02 | Audi Ag | Kompaktvereinzeler |
| US10654093B2 (en) * | 2018-07-10 | 2020-05-19 | Electroimpact, Inc. | Riveting apparatus with moveable nose portion to match an adjoining rivet feed track |
| US10643410B2 (en) * | 2018-07-31 | 2020-05-05 | Newfrey Llc | Bulk rivet container and transfer cabinet |
| GB201812686D0 (en) * | 2018-08-03 | 2018-09-19 | Henrob Ltd | Method of forming a riveted joint |
| CN108705022B (zh) * | 2018-08-31 | 2019-10-08 | 哈尔滨工业大学 | 一种多规格可选铆钉自动插钉装置 |
| DE102018123215A1 (de) * | 2018-09-20 | 2020-03-26 | Böllhoff Verbindungstechnik GmbH | Verbindungsmodul mit Fügevorrichtung und Elementzufuhrsystem |
| US10898943B2 (en) | 2018-09-25 | 2021-01-26 | Ford Global Technologies, Llc | Self-piercing rivet device and method of operating a self-piercing rivet device to inhibit incorrect die usage |
| US11214967B1 (en) | 2018-11-08 | 2022-01-04 | Scepaniak IP Holdings, LLC | Roof rock spreader |
| JP7275276B2 (ja) * | 2018-12-13 | 2023-05-17 | ハウメット エアロスペース インコーポレイテッド | リベット分配システムおよびその使用方法 |
| US10987766B2 (en) * | 2019-06-25 | 2021-04-27 | Newfrey Llc | Automated electromagnetic fastener delivery system |
| CN110561072B (zh) * | 2019-09-18 | 2020-08-04 | 卢丽花 | 一种工位分料设备的使用方法 |
| DE102019125999A1 (de) * | 2019-09-26 | 2021-04-01 | Audi Ag | System zum Bereitstellen von Klammern |
| US10807806B1 (en) | 2020-03-12 | 2020-10-20 | Sentry Equipment Erectors, Inc. | Linear shuttle for container invertors in a conveyor system |
| EP3907017B1 (en) | 2020-05-06 | 2023-02-22 | Newfrey LLC | Fastening device, fastening device system and method for feeding fasteners |
| WO2022008040A1 (fr) * | 2020-07-07 | 2022-01-13 | Seti-Tec | Dispositif de transfert d'au moins un élément de fixation |
| DE102021105466A1 (de) | 2021-03-08 | 2022-09-08 | Bayerische Motoren Werke Aktiengesellschaft | Fügevorrichtung und Verfahren zum Betreiben einer Fügevorrichtung |
| DE102021120006B4 (de) * | 2021-08-02 | 2024-04-18 | Raimund Beck Nageltechnik Gmbh | Zuführeinrichtung, Anordnung und Verwendung einer solchen Anordnung |
| DE102021131809A1 (de) * | 2021-12-02 | 2023-06-07 | Grammer Aktiengesellschaft | Verfahren zur Herstellung einer Verbindung für ein Ausstattungsteil eines Fahrzeuges |
| CN114985654B (zh) * | 2022-05-27 | 2023-06-13 | 武汉理工大学 | 多自由度包络成形高精度高刚度模架模具系统设计方法 |
| DE102023201098A1 (de) * | 2023-02-10 | 2024-08-14 | Arnold Umformtechnik Gmbh & Co. Kg | Vorrichtung und Verfahren zum Zuführen von Verbindungselementen und Anordnung |
| WO2024168417A1 (en) * | 2023-02-16 | 2024-08-22 | Doben Limited | Automated floating insertion tool for push-in fasteners |
Family Cites Families (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1839490A (en) | 1928-12-04 | 1932-01-05 | Western Electric Co | Apparatus for distributing parts |
| US2216403A (en) | 1938-05-30 | 1940-10-01 | Frankfurter Maschb Ag | Drilling and riveting machine |
| US2493868A (en) * | 1943-10-26 | 1950-01-10 | Curtiss Wright Corp | Air gun rivet feed |
| US2661992A (en) * | 1951-09-08 | 1953-12-08 | Larry M Harris | Gate mechanism for bottle dispensing containers |
| US3029918A (en) * | 1954-10-27 | 1962-04-17 | Anchor Hocking Glass Corp | Device for feeding closure caps |
| US3339799A (en) | 1965-09-07 | 1967-09-05 | Gregory Ind Inc | Fastener feed assembly including fastener size adjusting means |
| US3682341A (en) * | 1971-02-24 | 1972-08-08 | Langsenkamp Co F H | Container opening apparatus |
| US3789490A (en) * | 1972-02-17 | 1974-02-05 | Omark Industries Inc | Stud storage system |
| GB1431740A (en) | 1973-08-16 | 1976-04-14 | Schaeffer Homberg Gmbh | Machines for fixing together fastener components |
| US3960191A (en) | 1975-06-17 | 1976-06-01 | Illinois Tool Works Inc. | Fastener feeding and driving attachment |
| US4174802A (en) | 1976-03-24 | 1979-11-20 | Bruno Maestri | Magazine device for continuously feeding nails into a nail driving machine |
| US4044462A (en) | 1976-10-26 | 1977-08-30 | General-Electro Mechanical Corporation | Rivet blank feeder for riveting apparatus |
| US4180195A (en) | 1978-01-16 | 1979-12-25 | The Boeing Company | Rivet delivery and locating apparatus |
| DE2826418C2 (de) | 1978-06-16 | 1986-10-30 | Schaeffer-Homberg Gmbh, 5600 Wuppertal | Maschine zum Ansetzen von aus Ober- und Unterteil bestehenden Knöpfen, Nieten oder dergleichen an Kleidungsstücke |
| JPS5538564U (zh) * | 1978-09-01 | 1980-03-12 | ||
| DE2856868A1 (de) | 1978-12-30 | 1980-07-17 | Schaeffer Homberg Gmbh | Vorrichtung an einer ansetzmaschine |
| JPS6018263Y2 (ja) | 1979-09-28 | 1985-06-03 | 有限会社新城製作所 | ピアスナツト自動組立機におけるシユ−トホ−ス接続装置 |
| JPS5677042A (en) * | 1979-11-26 | 1981-06-25 | Press Kogyo Kk | Method and device for caulking rivet simultaneously with its insertion |
| JPS56102437A (en) | 1980-01-11 | 1981-08-15 | Toyota Motor Corp | Parts feed magazine for automatic assembly machine |
| US4765057A (en) * | 1980-02-02 | 1988-08-23 | Multifastener Corporation | Self-attaching fastener, panel assembly and installation apparatus |
| US4555838A (en) * | 1983-03-28 | 1985-12-03 | Multifastener Corp. | Method of installing self-attaching fasteners |
| NZ197560A (en) * | 1980-07-18 | 1984-05-31 | Furma Mfg Co Pty Ltd | Mounting rivets in a flexible carrier |
| JPS603559B2 (ja) | 1981-03-17 | 1985-01-29 | 松下電器産業株式会社 | 自動ねじ締め機 |
| US4463888A (en) | 1981-04-22 | 1984-08-07 | Duo-Fast Corporation | Fastener driving tool |
| DE3301243C2 (de) | 1983-01-15 | 1985-07-04 | Mannesmann AG, 4000 Düsseldorf | Nietzuführungseinrichtung an einer Nietmaschine |
| US4497197A (en) | 1983-02-18 | 1985-02-05 | Chicago Pneumatic Tool Company | Pneumatic hydraulic hand-held power unit |
| IL71907A (en) | 1983-05-27 | 1986-11-30 | Nietek Pty Ltd | Feeders for headed fasteners and riveting machine including it |
| GB8317389D0 (en) | 1983-06-27 | 1983-07-27 | Bifurcated & Tubular Rivet Co | Rivetting machines |
| JPS6062424A (ja) | 1983-09-13 | 1985-04-10 | Nissan Motor Co Ltd | 部品打込装置への部品供給装置 |
| US4720215A (en) | 1984-10-31 | 1988-01-19 | Grumman Aerospace Corporation | Rivet delivery system |
| US4592136A (en) | 1985-02-14 | 1986-06-03 | Usm Corporation | Fastener presentation device |
| SE447552B (sv) | 1985-04-09 | 1986-11-24 | Asea Ab | Forfarande och installation for montering av muttrar i ett arbetsstycke |
| JPS6263025A (ja) | 1985-09-11 | 1987-03-19 | Matsushita Electric Ind Co Ltd | 頭付棒材供給装置 |
| JPS63110182A (ja) * | 1986-10-29 | 1988-05-14 | 株式会社村田製作所 | 電子部品チツプ収納カセツト |
| US4832555A (en) * | 1988-03-18 | 1989-05-23 | Gordon John H | Gasket holding and feeding magazine |
| FR2640245B1 (fr) * | 1988-12-08 | 1992-06-12 | Garonne Ets Auriol & Cie | Procede de distribution de pieces et dispositifs de mise en oeuvre |
| US4988255A (en) * | 1989-02-22 | 1991-01-29 | The Upjohn Company | Unpackaging machine |
| GB2232110A (en) | 1989-05-26 | 1990-12-05 | Avdel Systems Ltd | Fastener installation apparatus |
| US5201892A (en) | 1989-06-30 | 1993-04-13 | Ltv Areospace And Defense Company | Rivet orientating device |
| US4988028A (en) | 1989-12-01 | 1991-01-29 | Emhart, Inc. | Automatic riveting machine |
| FR2662622B1 (fr) | 1990-06-05 | 1994-05-13 | Haute Garonne Ets Auriol Cie Ate | Dispositif de selection et distribution de pieces telles que rivets. |
| US5123162A (en) * | 1990-12-06 | 1992-06-23 | Wing Enterprises, Inc. | Automatic rivet feed apparatus |
| US5193717A (en) | 1991-04-30 | 1993-03-16 | Electroimpact, Inc. | Fastener feed system |
| DE4117767A1 (de) | 1991-05-31 | 1992-12-03 | Schaeffer Gmbh | Maschine zum ansetzen von knoepfen, nieten oder dergleichen, vorzugsweise an bekleidungsstuecken |
| JP2950662B2 (ja) | 1991-10-11 | 1999-09-20 | 東京マルチファスナー株式会社 | 部品連続供給装置 |
| DE4211278C1 (de) | 1992-04-03 | 1993-10-14 | Wolfgang Dipl Ing Luckhardt | Zuführvorrichtung zum Zuführen von Fügeteilen |
| ATE157916T1 (de) | 1992-04-21 | 1997-09-15 | Ariel Ind Plc | Zufuhrrohr für befestigungselemente |
| US5360137A (en) | 1992-07-17 | 1994-11-01 | Yugenkaisha Shinjo Seisakusho | Row feeder for distributing nuts |
| DE4225415A1 (de) | 1992-07-31 | 1994-02-03 | Emhart Inc | Bolzenschweißvorrichtung |
| GB9226517D0 (en) | 1992-12-19 | 1993-02-10 | Henrob Ltd | Improvements in or relating to sefl-piercing riveting |
| DE4244403A1 (de) | 1992-12-29 | 1994-07-07 | Deutsche Aerospace Airbus | Automatische Nietmaschine |
| JP3529778B2 (ja) | 1993-01-07 | 2004-05-24 | ヘンロブ・リミテッド | 改良型の締結器具 |
| IT1272121B (it) | 1993-03-22 | 1997-06-11 | Bears Srl | Sistema per la selezione e l'alimentazione automatica di rivetti preorientati per macchine rivettatrici |
| ATE162523T1 (de) | 1993-03-26 | 1998-02-15 | Upjohn Co | Wasserchathrate von piperazinylpyridin |
| DE4310953A1 (de) | 1993-04-02 | 1994-10-13 | Wolfgang Dipl Ing Luckhardt | Einpresseinrichtung zum Einpressen von Fügeteilen |
| DE4315403A1 (de) | 1993-05-08 | 1994-11-10 | Reich Maschf Gmbh Karl | Schraubgerät mit einer Fördervorrichtung |
| HU9601099D0 (en) | 1993-10-28 | 1996-06-28 | Schmidt Dieter Maschbau | Device for use in a press to feed connecting components and secure them in workpieces by pressing |
| JPH07132424A (ja) | 1993-11-09 | 1995-05-23 | Yoshitaka Aoyama | 移動台における部品供給装置 |
| DE4401981A1 (de) * | 1994-01-25 | 1995-07-27 | Stocko Metallwarenfab Henkels | Sortiermagazin |
| AUPM507094A0 (en) | 1994-04-14 | 1994-05-05 | Henrob Ltd | Improved fastening machine |
| US5476204A (en) | 1994-06-09 | 1995-12-19 | National Die & Button Mould Co., Ltd. | Automated stud setting apparatus |
| DE4447620C2 (de) | 1994-06-10 | 2003-01-23 | Profil Verbindungstechnik Gmbh | Haltefinger und Setzkopf mit mehreren solchen Haltefingern |
| FR2720963B1 (fr) | 1994-06-13 | 1996-09-06 | Haute Garonne Ateliers | Dispositif de distribution de pièces à l'unité et dispositif de stockage de ces pièces. |
| DE4423165C2 (de) | 1994-07-04 | 1996-06-20 | Michael Feldpausch | Vorrichtung zum Bereitstellen von Befestigungselementen |
| DE4433850A1 (de) * | 1994-09-22 | 1996-03-28 | Chilinov Sarl | Verfahren und Vorrichtung zum Entleeren eines Behälters |
| IT1278986B1 (it) | 1995-03-10 | 1997-12-02 | Crea Srl | Macchina e procedimento per il piantaggio di inserti in pezzi di lamiera |
| GB9505271D0 (en) | 1995-03-16 | 1995-05-03 | Ariel Ind Plc | Pivoted-nose fastener application machine |
| US5579975A (en) | 1995-04-19 | 1996-12-03 | Senco Products, Inc. | Fastener driving tool for locating a pre-existing through hole in a workpiece and driving a fastener therethrough |
| DE29507041U1 (de) | 1995-04-26 | 1995-08-03 | Emhart Inc., Newark, Del. | Zuführleitung mit einer Führungsbahn |
| US5779609A (en) | 1996-01-16 | 1998-07-14 | Applied Robotics, Inc. | Integrated stud welding robotic tool changing system |
| US5772098A (en) | 1996-03-29 | 1998-06-30 | Senco Products, Inc. | Feed assembly for a fastener driving tool |
| WO1997041981A1 (de) | 1996-05-07 | 1997-11-13 | Schaeffer Gmbh | Magazin, insbesondere wechselmagazin, an einer ansetzmaschine für nieten, druckknöpfe oder dergleichen |
| AUPO045296A0 (en) | 1996-06-14 | 1996-07-11 | Henrob Ltd | Feeding heads for fastening machines |
| US5794831A (en) | 1996-07-12 | 1998-08-18 | Illinois Tool Works Inc. | Fastener detection and firing control system for powered fastener driving tools |
| DE19628170A1 (de) | 1996-07-12 | 1998-01-15 | Hilti Ag | Gerät zum Eintreiben von Befestigungselementen in harte Untergründe |
| DE19644541C2 (de) | 1996-10-26 | 2003-05-28 | Audi Ag | Vorrichtung zum Zuführen von Befestigungselementen |
| US5870886A (en) * | 1997-02-03 | 1999-02-16 | The West Company, Incorporated | Transfer system for transferring objects into a barrier isolator |
| ATE248683T1 (de) | 1997-06-07 | 2003-09-15 | Maschb Dieter Schmidt | Versorgungssystem zum zuführen von verbindungselementen von einer versorgungseinheit an einen stanzkopf |
| US6276050B1 (en) | 1998-07-20 | 2001-08-21 | Emhart Inc. | Riveting system and process for forming a riveted joint |
| US6052882A (en) * | 1997-09-19 | 2000-04-25 | Saturn Tool Company, Llc | Insertion device for inserting spacers |
| DE29719744U1 (de) | 1997-11-06 | 1998-02-26 | Emhart Inc., Newark, Del. | Transportvorrichtung für längliche mit einem Kopf und einem Schaft ausgebildete Bauteile |
| US5988026A (en) | 1997-12-03 | 1999-11-23 | Senco Products, Inc. | Screw feed and driver for a screw driving tool |
| JP3520754B2 (ja) | 1997-12-19 | 2004-04-19 | 日立工機株式会社 | 打込機 |
| GB9816796D0 (en) * | 1998-08-03 | 1998-09-30 | Henrob Ltd | Improvements in or relating to fastening machines |
| US6347449B1 (en) | 1998-10-21 | 2002-02-19 | Emhart Inc. | Modular portable rivet setting tool |
| US6264063B1 (en) | 1998-10-23 | 2001-07-24 | Vought Aircraft Industries, Inc. | Orientation maintained fastener delivery system and method |
| US6276563B1 (en) * | 1999-10-12 | 2001-08-21 | Motorola, Inc. | Verification and lockout apparatus for bulk feeder |
| US7599790B2 (en) | 2004-03-23 | 2009-10-06 | Google Inc. | Generating and serving tiles in a digital mapping system |
| US7734412B2 (en) | 2006-11-02 | 2010-06-08 | Yahoo! Inc. | Method of client side map rendering with tiled vector data |
| US7925100B2 (en) | 2007-07-31 | 2011-04-12 | Microsoft Corporation | Tiled packaging of vector image data |
| US9064341B2 (en) | 2012-06-05 | 2015-06-23 | Apple Inc. | Method, system and apparatus for rendering a map according to hybrid map data |
| US9269178B2 (en) | 2012-06-05 | 2016-02-23 | Apple Inc. | Virtual camera for 3D maps |
| US20140009576A1 (en) | 2012-07-05 | 2014-01-09 | Alcatel-Lucent Usa Inc. | Method and apparatus for compressing, encoding and streaming graphics |
-
1998
- 1998-08-03 GB GBGB9816796.8A patent/GB9816796D0/en not_active Ceased
-
1999
- 1999-08-03 JP JP2000563419A patent/JP4493850B2/ja not_active Expired - Lifetime
- 1999-08-03 DE DE69906308T patent/DE69906308T2/de not_active Expired - Lifetime
- 1999-08-03 US US09/762,200 patent/US6944944B1/en not_active Expired - Lifetime
- 1999-08-03 DE DE69935169T patent/DE69935169T2/de not_active Expired - Lifetime
- 1999-08-03 DE DE69935170T patent/DE69935170T2/de not_active Expired - Lifetime
- 1999-08-03 EP EP99936862A patent/EP1102650B1/en not_active Expired - Lifetime
- 1999-08-03 EP EP02079120A patent/EP1297918B1/en not_active Expired - Lifetime
- 1999-08-03 WO PCT/GB1999/002545 patent/WO2000007751A1/en active IP Right Grant
- 1999-08-03 CA CA002339530A patent/CA2339530A1/en not_active Abandoned
- 1999-08-03 MX MXPA01001380A patent/MXPA01001380A/es unknown
- 1999-08-03 KR KR1020017001481A patent/KR100593371B1/ko not_active IP Right Cessation
- 1999-08-03 AT AT99936862T patent/ATE235330T1/de not_active IP Right Cessation
- 1999-08-03 CN CN99811588A patent/CN1320065A/zh active Pending
- 1999-08-03 EP EP02079119A patent/EP1297917B1/en not_active Expired - Lifetime
- 1999-08-03 AU AU51835/99A patent/AU5183599A/en not_active Abandoned
- 1999-08-03 EP EP02079121A patent/EP1297919A2/en not_active Withdrawn
- 1999-08-03 BR BR9912731-8A patent/BR9912731A/pt not_active Application Discontinuation
-
2001
- 2001-02-05 US US09/762,247 patent/US6692213B1/en not_active Expired - Lifetime
-
2005
- 2005-04-08 US US11/102,335 patent/US7487583B2/en not_active Expired - Fee Related
-
2006
- 2006-07-21 JP JP2006199284A patent/JP4494372B2/ja not_active Expired - Fee Related
- 2006-07-21 JP JP2006199263A patent/JP4417933B2/ja not_active Expired - Fee Related
-
2009
- 2009-01-20 US US12/356,225 patent/US7849579B2/en not_active Expired - Fee Related
-
2010
- 2010-11-08 US US12/941,539 patent/US8850685B2/en not_active Expired - Fee Related
-
2014
- 2014-09-05 US US14/478,764 patent/US9352383B2/en not_active Expired - Fee Related
-
2016
- 2016-04-28 US US15/141,547 patent/US9776239B2/en not_active Expired - Fee Related
-
2017
- 2017-08-25 US US15/687,087 patent/US10099273B2/en not_active Expired - Fee Related
Cited By (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102858478A (zh) * | 2010-04-22 | 2013-01-02 | 株式会社F.C.C. | 铆钉装配器 |
| CN102858478B (zh) * | 2010-04-22 | 2015-06-17 | 株式会社F.C.C. | 铆钉装配器 |
| CN101829758A (zh) * | 2010-05-07 | 2010-09-15 | 好孩子儿童用品有限公司 | 铆钉机 |
| CN102554101A (zh) * | 2010-12-03 | 2012-07-11 | 宝捷自动化有限公司 | 铆钉提供装置 |
| US9409227B2 (en) | 2011-05-27 | 2016-08-09 | Newfrey Llc | Method and device for feeding fasteners |
| CN103561884A (zh) * | 2011-05-27 | 2014-02-05 | 纽弗雷公司 | 用于进给紧固件的方法和装置 |
| CN102744350A (zh) * | 2012-06-29 | 2012-10-24 | 昆山长运电子工业有限公司 | 笔记本盖铆钉自动压接机的铆钉定位装置 |
| CN102764846A (zh) * | 2012-08-23 | 2012-11-07 | 杭州彼特环保包装有限公司 | 一种铆钉出料导轨的分离装置 |
| CN104736266B (zh) * | 2012-11-01 | 2017-06-23 | 三菱重工业株式会社 | 复合部件的紧固控制系统及复合部件的紧固控制方法 |
| CN104736266A (zh) * | 2012-11-01 | 2015-06-24 | 三菱重工业株式会社 | 复合部件的紧固控制系统及复合部件的紧固控制方法 |
| CN102962363A (zh) * | 2012-11-06 | 2013-03-13 | 珠海锐翔电子有限公司 | 一种铜扣自动加工机 |
| CN103537608B (zh) * | 2013-10-15 | 2015-07-01 | 南京航空航天大学 | 多种类铆钉自动输送装置 |
| CN103537608A (zh) * | 2013-10-15 | 2014-01-29 | 南京航空航天大学 | 多种类铆钉自动输送装置 |
| CN103707033A (zh) * | 2013-12-23 | 2014-04-09 | 苏州博众精工科技有限公司 | 一种自动选择零件的零件安装机 |
| CN103707033B (zh) * | 2013-12-23 | 2016-05-04 | 苏州博众精工科技有限公司 | 一种自动选择零件的零件安装机 |
| CN104056959A (zh) * | 2014-06-05 | 2014-09-24 | 宁波新冠联机电有限公司 | 一种铆电机支架针轴模装置 |
| CN104668424A (zh) * | 2015-03-05 | 2015-06-03 | 儒拉玛特自动化技术(合肥)有限公司 | 多铆钉自动装配机 |
| CN107635691A (zh) * | 2015-09-16 | 2018-01-26 | 奥科宁克公司 | 铆钉进给装置 |
| US11000892B2 (en) | 2016-07-12 | 2021-05-11 | Böllhoff Verbindungstechnik GmbH | Non-path-variable element switch and method for feeding connecting elements |
| CN109475926A (zh) * | 2016-07-12 | 2019-03-15 | 伯尔霍夫连接技术有限公司 | 用于连接元件的非路径可变元件转换器和进给方法 |
| CN109475926B (zh) * | 2016-07-12 | 2021-10-26 | 伯尔霍夫连接技术有限公司 | 用于连接元件的非路径可变元件转换器和进给方法 |
| CN107181454B (zh) * | 2017-05-26 | 2023-03-21 | 重庆科技学院 | 路径延长轨道及其太阳能板间连接轨道 |
| CN107181454A (zh) * | 2017-05-26 | 2017-09-19 | 重庆科技学院 | 路径延长轨道及其太阳能板间连接轨道 |
| CN111683761A (zh) * | 2017-12-05 | 2020-09-18 | 阿特拉斯·科普柯Ias(英国)有限公司 | 用于紧固件设置机的紧固件处理装置及相关方法 |
| CN111683763A (zh) * | 2017-12-05 | 2020-09-18 | 阿特拉斯·科普柯Ias(英国)有限公司 | 紧固件匣盒及其相关的供应系统和方法 |
| CN111683762A (zh) * | 2017-12-05 | 2020-09-18 | 阿特拉斯·科普柯Ias(英国)有限公司 | 用于紧固件安置机的机头布置及相关方法 |
| CN111683762B (zh) * | 2017-12-05 | 2023-09-15 | 阿特拉斯·科普柯Ias(英国)有限公司 | 用于紧固件安置机的机头布置及相关方法 |
| US11919066B2 (en) | 2017-12-05 | 2024-03-05 | Atlas Copco Ias Uk Limited | Nose arrangements for fastener setting machines, and related methods |
| CN111683761B (zh) * | 2017-12-05 | 2024-03-12 | 阿特拉斯·科普柯Ias(英国)有限公司 | 用于紧固件设置机的紧固件处理装置及相关方法 |
| CN110466944A (zh) * | 2019-09-11 | 2019-11-19 | 辽宁科技大学 | 吊挂式带式输送机 |
| TWI813898B (zh) * | 2019-10-21 | 2023-09-01 | 日商愛發科股份有限公司 | 成膜裝置 |
| CN111660277A (zh) * | 2020-06-28 | 2020-09-15 | 中铁九局集团电务工程有限公司 | 一种螺栓安装臂 |
| CN111660277B (zh) * | 2020-06-28 | 2023-02-10 | 中铁九局集团电务工程有限公司 | 一种螺栓安装臂 |
| CN112170767A (zh) * | 2020-09-18 | 2021-01-05 | 山东大学 | 一种铆钉送进装置及方法 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1320065A (zh) | 紧固机械的改进 | |
| CN1089058C (zh) | 空心带底塑料件热成形方法和装置 | |
| US8172070B2 (en) | Device for separating and aligning the position of metal container seals | |
| WO1998049059A1 (fr) | Dispositif permettant de transporter, d'alimenter et de remplir des recipients informes, et procede permettant de transporter et d'alimenter lesdits recipients | |
| CN1671597A (zh) | 包装系统 | |
| CN1269122A (zh) | 零件安装机 | |
| CN106938391A (zh) | 一种发动机缸体全自动装配线 | |
| CN210477810U (zh) | 一种中空管覆膜设备 | |
| JP2000505749A (ja) | 4側面テーパー付きカートン用ローラーホールドダウン装置 | |
| US6796454B1 (en) | Fastening machines | |
| CN1244477C (zh) | 改进的模块化捆扎机 | |
| CN1950273A (zh) | 用于散装物料容器的排空装置以及散装物料容器 | |
| CN113001141B (zh) | 工件供给系统 | |
| CN207127490U (zh) | 一种三面锁附的自动锁螺钉机 | |
| CN1278769A (zh) | 包装机器 | |
| JP7095494B2 (ja) | 整列反転クリーナー | |
| CN112061496A (zh) | 一种袋装生物制剂生产的包装袋分装装置及其使用方法 | |
| KR101675394B1 (ko) | 손잡이 제조장치 | |
| CN215247871U (zh) | 自动上料装置 | |
| CN216264412U (zh) | 一种汽车座椅角度调节器组装线上料机构 | |
| CN214692080U (zh) | 一种包装袋检品机剔废装置 | |
| CN114951039B (zh) | 一种用于工业外观检测的系统 | |
| CN115973514A (zh) | 一种香肠高速自动理料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |