CN1158582C - 处理盒的再生方法 - Google Patents
处理盒的再生方法 Download PDFInfo
- Publication number
- CN1158582C CN1158582C CNB011248947A CN01124894A CN1158582C CN 1158582 C CN1158582 C CN 1158582C CN B011248947 A CNB011248947 A CN B011248947A CN 01124894 A CN01124894 A CN 01124894A CN 1158582 C CN1158582 C CN 1158582C
- Authority
- CN
- China
- Prior art keywords
- unit
- handle box
- developer
- framework
- toner
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G21/00—Arrangements not provided for by groups G03G13/00 - G03G19/00, e.g. cleaning, elimination of residual charge
- G03G21/16—Mechanical means for facilitating the maintenance of the apparatus, e.g. modular arrangements
- G03G21/18—Mechanical means for facilitating the maintenance of the apparatus, e.g. modular arrangements using a processing cartridge, whereby the process cartridge comprises at least two image processing means in a single unit
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G21/00—Arrangements not provided for by groups G03G13/00 - G03G19/00, e.g. cleaning, elimination of residual charge
- G03G21/16—Mechanical means for facilitating the maintenance of the apparatus, e.g. modular arrangements
- G03G21/18—Mechanical means for facilitating the maintenance of the apparatus, e.g. modular arrangements using a processing cartridge, whereby the process cartridge comprises at least two image processing means in a single unit
- G03G21/1803—Arrangements or disposition of the complete process cartridge or parts thereof
- G03G21/181—Manufacturing or assembling, recycling, reuse, transportation, packaging or storage
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G21/00—Arrangements not provided for by groups G03G13/00 - G03G19/00, e.g. cleaning, elimination of residual charge
- G03G21/16—Mechanical means for facilitating the maintenance of the apparatus, e.g. modular arrangements
- G03G21/18—Mechanical means for facilitating the maintenance of the apparatus, e.g. modular arrangements using a processing cartridge, whereby the process cartridge comprises at least two image processing means in a single unit
- G03G21/1803—Arrangements or disposition of the complete process cartridge or parts thereof
- G03G21/1828—Prevention of damage or soiling, e.g. mechanical abrasion
- G03G21/1832—Shielding members, shutter, e.g. light, heat shielding, prevention of toner scattering
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/00987—Remanufacturing, i.e. reusing or recycling parts of the image forming apparatus
Landscapes
- Engineering & Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Electrophotography Configuration And Component (AREA)
- Dry Development In Electrophotography (AREA)
Abstract
本发明涉及一种处理盒的再生方法,所说处理盒可拆卸安装在一电子照相成像装置的主体上,所说处理盒包括一支撑一电子照相感光鼓的第一单元和一支撑一显影辊、并具有一容纳显影剂的显影剂容纳部分的第二单元,所说显影辊用于将一静电潜像显影在电子照相感光鼓上,所说显影剂用于通过显影辊进行的静电潜像的显影,第一单元和第二单元可转动连接,该方法包括:(a)将所说第一单元与第二单元相互分离的单元分离步骤;(b)将所说显影剂填充到第二单元的显影剂容纳部分的显影剂填充步骤;(c)将第一单元和第二单元互相连接的单元结合过程;和(d)胶带粘贴步骤,将一胶带沿第一单元的外表面、鼓光闸的外表面、第二单元的外表面可去除地粘贴,所说鼓光闸用于覆盖电子照相感光鼓从第一单元和第二单元中暴露的部分。
Description
技术领域
本发明涉及一种处理盒的再生方法。
背景技术
这里,所说处理盒是一个盒子,它包含至少一个作为显影部件的显影辊和作为一个单元的电子照相感光件,所说处理盒可拆卸地安装在一电子照相成像装置的主体上。处理盒可包含一电子照相感光件和至少一个充电部件、显影部件和清洁部件,作为一个单元可拆卸地安装在成像装置的主体上。所说处理盒可包含至少一个电子照相感光件和显影部件,作为一个单元可拆卸地安装在成像装置的主体上。
电子照相成像装置是一个这样的装置,在该装置中利用一电子照相成像方法将图像形成在记录材料(记录纸张、纺织品或类似物)上,该装置包括电子照相复印机,电子照相打印机(LED打印机、激光打印机等等),电子照相打印机型传真机,电子照相文字处理机等。
在一利用电子照相成像方法的电子照相成像装置中,使用一种处理盒,该处理盒整体包含一电子照相感光件和作用在电子照相感光件上的处理部件,处理盒可拆卸安装在电子照相成像装置的主体上。采用这种处理盒类型,在没有维护人员的情况下也能有效地进行装置的维护。因此,该处理盒类型广泛应用于电子照相成像装置领域。
这样的处理盒用色粉在记录材料上形成图像。因此,随着形成图象的操作色粉被消耗。当色粉消耗到这样的程度时,即用户对图像质量不满意时,处理盒就失去了其商业价值。
期望这样的用过的处理盒通过简单的方法进行再生使其具有商业价值。
发明内容
因此,本发明的主要目的是提供一种处理盒的简单再生方法。
本发明的另一个目的是提供一种处理盒的再生方法和一种处理盒,在这里,当处理盒被携带或运输时,能有效防止显影剂泄漏到处理盒的外部。
本发明的另一个目的是提供一种处理盒的再生方法,在这里所说处理盒已经消耗到这样的程度,即由于显影剂的消耗所产生的图像不能令人满意并从而丧失了其商业价值,这样的处理盒也能产生商业价值。
根据本发明的一个方面,提供了一种处理盒的再生方法,所说处理盒可拆卸安装在一电子照相成像装置的主体上,所说处理盒包括一支撑一电子照相感光鼓的第一单元和一支撑一显影辊、并具有一容纳显影剂的显影剂容纳部分的第二单元,所说显影辊用于将一静电潜像显影在电子照相感光鼓上,所说显影剂用于通过显影辊进行的静电潜像的显影,第一单元和第二单元可转动连接,该方法包括:
(a)将所说第一单元与第二单元相互分离的单元分离步骤;
(b)将所说显影剂填充到第二单元的显影剂容纳部分的显影剂填充步骤;
(c)将第一单元和第二单元互相连接的单元结合步骤;和
(d)胶带粘贴步骤,将一胶带沿第一单元的外表面、鼓光闸(drum shutter)的外表面、第二单元的外表面可去除地粘贴,所说鼓光闸用于覆盖电子照相感光鼓从第一单元和第二单元中暴露的部分。
附图说明
考虑到下面结合附图对本发明优选实施例的说明,本发明的这些和其他目的、特征和优点将变得更明显。
图1是根据本发明实施例的电子照相成像装置的剖面图。
图2是图1所示装置外观的透视图。
图3是根据本发明实施例处理盒的剖面图。
图4是图3所示处理盒的右视图。
图5是图3所示处理盒的左视图。
图6是图3所示处理盒外观的透视图。
图7(a)是图3所示处理盒的清洁单元外观的透视图。
图7(b)是图3所示处理盒的显影单元外观的透视图。
图8是表示处理盒相对于装置主体拆装过程的侧视图。
图9是装置主体内部的透视图。
图10(a)是显影部件支架外观的透视图。
图10(b)是显影部件支架内部的透视图。
图11是显影单元的分解透视图。
图12是显影装置框架的透视图。
图13是省略了显影单元的显影装置支架的透视图。
图14是色粉框架的透视图。
图15是色粉密封后的色粉框架的透视图。
图16是一个连接件的侧视图。
图17是图16中所示装置的仰视图。
图18(a)是处理盒连接部分的纵向剖面图。
图18(b)是表示连接件锁紧爪形状的两个视图。
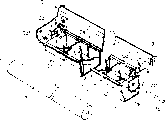
图19是表示处理盒的再生操作的透视图。
图20是清洁框架的分解透视图。
图21是表示清洁框架的清洁操作的透视图。
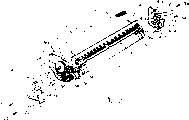
图22是显影单元的局部分解透视图。
图23是安装再生弹性密封件后显影单元的正视图。
图24是表示安装图23所示弹性密封件的放大透视图。
图25是表示安装图23所示弹性密封件的另一放大透视图。
图26是表示色粉填充步骤的纵向剖面图。
图27是下部爪自由端部分邻近部分的放大图,表示自由端部分的变形。
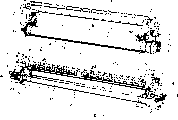
图28是处理盒的剖面图,其上粘贴有一保护片和一可去除的胶带。
图29是表示处理盒外观的透视图,其上粘贴有一保护片和一可去除的胶带。
图30是表示处理盒外观的透视图,其上粘贴有一可去除的胶带。
图31是表示处理盒外观的透视图,其上仅粘贴一可去除的胶带。
图32是表示处理盒外观的透视图,其上仅粘贴一保护片。
具体实施方式
首先,将描述本发明实施例中成像装置和处理盒的整体结构,其次,将描述翻修处理盒的方法。最后,将描述每个处理盒翻修过程以及通过翻修过程重新组装处理盒。处理盒B的较短的尺寸方向是指处理盒B安装到装置主体14上或从装置主体14拆卸的方向,该方向与记录介质传送的方向一致。处理盒的较长的尺寸方向或纵向是指与处理盒安装到装置主体14上或从主体14上拆卸的方向相交(大约垂直)的方向,以及与记录介质传送方向相交(大约垂直)的方向。也与记录介质的表面平行。
图1是一个根据本发明的电子照相成像装置(激光打印机),并描述了其整体结构。图2是图1所示装置的外部透视图。图3-6是与本发明处理盒有关的视图。图3是在平行于较短的尺寸方向的平面的处理盒的剖面图,图4是图3所示处理盒的右视图。图5是处理盒的左视图,而图6是处理盒的透视图,从处理盒的右前方的上面观察。处理盒的顶面和底面分别是指当处理盒B在装置主体14中时其顶面和底面。处理盒B的左侧和右侧是指按照处理盒插入装置主体14中的方向从其上游侧的上方所观察到的处理盒B的左侧和右侧。
首先参照图1和图2,将描述一本发明的作为电子照相成像装置的激光打印机A。图3给出的是处理盒B在平行与处理盒B较短尺寸方向的平面的剖面图。参照图1,该激光打印机通过一电子照相成像过程在记录介质(例如记录纸张、OHP纸、织物等等)上形成图像;其利用显影剂(下文称“色粉”)在电子照相感光件(下文称“感光鼓”)上形成了一可见图像(下文称“色粉图像”)。更具体来说,感光鼓由充电部件充电,充电的感光鼓暴露于由光学部件射出的而由图象构成数据所调制的激光束。结果,一个根据图象构成数据的潜像在感光鼓上形成。该潜像由显影部件显影成一色粉图像。此时,一保持在纸盒3a中的记录介质2与色粉图像的形成同步通过一拾取辊3b、传送辊对3c和3d、一对齐辊对3e从纸盒3a中被传送,同时翻转一次。通过给作为转印部件的转印辊4施加电压,处理盒B中感光鼓上的色粉就转移到记录介质2上。在色粉图像转移到记录介质2上后,记录介质2通过一传送导轨3f传送到定影部件5上,该定影部件包含一驱动辊5c和一定影辊5b。定影辊5b包含一加热器5a。在定影部件5中,通过施加压力和热能将色粉图像定影到记录介质2上。其后,记录介质被进一步传送并通过一翻转通道3j由排出辊对3g、3h、和3i排出到一传送托盘6中。传送托盘6位于成像装置A主体14的顶部。枢转的挡板阀3k可以这样枢转,即在不经过翻转通道3j的情况下,记录介质2由一排出辊对3m排出。在此实施例中,上述拾取辊3b、传送辊对3c和3d、对齐辊对3e、传送导轨3f、排出辊对3g、3h和3i以及排出辊对3m一起构成了传送部件3。
参照图3和6,在上述处理盒B中,具有一感光层7e(图7)的感光鼓7是旋转的,且当其旋转时,其圆周表面通过将电压施加给作为充电部件的充电辊8而被均匀充电。然后,由图象构成数据所调制的激光束从一光学系统1通过一曝光口1c照射到感光鼓7上。结果,潜像在感光鼓7上形成。该潜像由显影部件9用色粉显影(显像)。具体来说,充电辊8与感光鼓7接触放置以给感光鼓7充电。充电辊8通过感光鼓7的旋转而转动。显影部件9给显影状态下的的感光鼓7的部分这样提供色粉,即感光鼓7上的潜像被显影。光学系统1由一激光二极管1a、一多角镜1b、一透镜1c和一反射镜1d构成。
至于显影部件9,色粉容器11A中的色粉通过色粉发送件9b的旋转而发送给显影辊9c。当内有固定磁体的显影辊9c旋转时,通过一显影刀片9d在显影辊9c上形成一色粉层,同时由显影刀片9d摩擦充电,显影辊9c上的色粉供应给处于显影状态的感光鼓7的部分,所以色粉根据潜像转移到感光鼓7上。结果,一色粉图像或一可视图像在感光鼓上形成。显影刀片9d调节涂覆在显影辊9c圆周表面上的色粉量。在显影辊9c的附近,用于使显影室内的色粉流通的色粉搅拌件9e和9f是可旋转连接的。
对于转印辊4,施加了这样的电压,即其极性与色粉图像相反。结果,感光鼓7上的色粉图像被转印到记录介质2上。此后,残留在感光鼓7上的色粉由一清洁部件10去除。该清洁部件10由一弹性清洁刀片10a组成,该刀片与感光鼓7接触放置。清洁刀片10将残留在感光鼓7上的色粉刮下,并将色粉收集到用于去除色粉的色粉仓内。
处理盒B包含互相连接的一色粉保持框架11和一显影部件保持框架12。色粉保持框架11具有一用于储存色粉的色粉容器(色粉存储部分)11A,显影部件保持框架12保持如显影辊9c的显影部件9。处理盒B还包括一清洁部件保持框架13,其上连接有所说感光鼓7、清洁部件10如清洁刀片10a以及充电辊8。清洁部件保持框架13连接到色粉保持框架11和显影部件保持框架12的组合体上。处理盒B由操作者可拆卸地安装到装置的主体14上。
处理盒B具有一个曝光口1e,通过该口由图象构成数据所调制的光束照射到感光鼓7上,以及一个转印口13n,通过该口感光鼓7的圆周表面与记录介质接触放置。具体来说,曝光口1e属于清洁部件保持框架13,而转印口13n在显影部件保持框架12和清洁部件保持框架13之间。
下面将描述本实施例中处理盒B的结构。本实施例中的处理盒B由色粉保持框架11、显影部件保持框架12和清洁部件保持框架13组成。具体来说,色粉保持框架11与显影部件保持框架12互相连接,清洁部件保持框架13可旋转地连接到色粉保持框架11和显影部件保持框架12的组合体上。换句话说,上述感光鼓7、充电辊8、显影部件9、清洁部件10等等这样整体地放在相应的框架内,即它们可拆卸地安装在装置的主体14中的盒安装部件内。
(处理盒的结构框架)
在本实施例的处理盒B中,色粉保持框架11、显影部件保持框架12以及清洁部件保持框架13连接成处理盒B的框架。下面将描述处理盒B的框架。
参照图3,色粉发送件9b与色粉保持框架11旋转连接。显影辊9c和显影刀片9d连接到显影部件保持框架12上,用于使显影室内的色粉流通的搅拌件9e和9f连接到显影部件保持框架12上,位于显影辊9e的附近。同样,杆状天线9h连接到显影部件保持框架12上,并大约与显影辊9c平行地延伸。色粉保持框架11和显影部件保持框架12相互焊接(在此实施例中用超声波焊)在一起,以形成作为处理盒B的第二框架部分的显影单元D(图7(b))。
对于清洁部件保持框架13,感光鼓7、充电辊8和清洁部件10相连接。同样连接到清洁部件保持框架13上的是一鼓光闸18,当处理盒B从装置主体14上拆除时,该光闸通过覆盖感光鼓7,防止感光鼓长期暴露于外界光线下,且同样防止感光鼓7与外来物质相接触。感光鼓7、充电辊8、清洁部件10、清洁部件保持框架13和鼓光闸18的组合体构成了作为处理盒B的第一框架部分的清洁单元C(图7(a))。
通过采用一对连接件22,显影单元D和清洁单元C互相连接且在某种意义上可相对枢转,从而形成了处理盒B。参照图7,更具体地说,显影部件保持框架12具有一对臂状物19,所说臂状物一对一的位于显影部件保持框架12的纵向端部。从每个臂状物19的端部,转动轴20在显影部件保持框架12的纵向上延伸(图7(b))。另一方面,清洁部件保持框架13具有一对凹槽,所说凹槽一对一的位于清洁部件保持框架13的纵向端,一对旋转轴20一对一的精确固定在其相对于清洁部件保持框架13的位置上(图7(a))。当旋转轴20放置在相应的旋转轴定位凹槽21中时,并且连接件22(图18和19)连接到清洁部件保持框架13上,显影单元D和清洁单元C互相连接且从某种意义上来说可绕旋转轴20相对枢转。显影部件保持框架12由连接到每个连接件22上的压缩弹簧22a保持压下,以保证显影辊9c保持压向感光鼓7。此外,显影辊9c的每个纵向端部配备一个隔离环9i,其直径大于显影辊9c的直径。因此,隔离环9i压在感光鼓7上,以保证在感光鼓7的圆周表面与显影辊9c之间保持一个预定间隙(大约300μm)。换句话说,显影单元D和清洁单元C可绕轴20相对枢转。因而,感光鼓7的圆周表面与显影辊9c之间的相对位置关系可由压缩弹簧22a的弹性来维持。
(处理盒导向部件的结构)
下面将描述当处理盒B安装到装置主体14上或从装置主体14上拆下时用于处理盒B导向的导向部件。导向部件如图4-6所示。图4是从方向(用箭头表示的)的后侧观察的处理盒B的右侧俯视图,处理盒B已经插入到成像装置A的装置主体14中。图5是处理盒B的左侧俯视图。
参照附图,外壳100或处理盒B的框架具有一对导向部件,所说部件一对一的位于处理盒B的纵向端部,当处理盒B安装到装置主体14上或从装置主体14上拆下时,以导向处理盒B。每个导向部件包含一作为第一导向件的圆柱导轨13a,一作为第二导向件的长导轨12a,和一作为第三导向件的短导轨13b。
圆柱导轨13a是一个圆柱形件,从清洁部件保持框架13的侧壁垂直向外突出,并平行于感光鼓7的轴线。它非旋转地支撑一鼓轮轴7a。鼓轮轴7a支撑感光鼓7。长导轨12a是显影部件保持框架12的一部分,以骑跨显影部件保持框架12和清洁部件保持框架13的侧壁的两个外表面的方式延伸。短导轨13b是清洁部件保持框架13的一部分,在清洁部件保持框架13侧壁的外表面上,位于上述圆柱导轨13a的上面。更精确地说,长导轨12a是固定在显影部件保持框架12上的一对显影单元支架40和41中之一的主要部分(图10和图22)。显影单元支架40和41将在后面描述。圆柱导轨13a和短导轨13b是清洁部件保持框架13的主要部分。
长导轨12a在处理盒B插入的方向(图4和图5中用箭头X表示的方向)上延伸;换句话说,它是在这样的方向上延伸的,即当处理盒B插入到装置主体14中时,长导轨12a的角度变得大约与处理盒B插入装置主体14的角度相同。圆柱导轨13a根据长导轨12a延伸的方向以与长导轨12a成直线的方式放置。此外,短导轨13b以大约与长导轨12a平行延伸的方式放置。显然,如图5所示,另外一组作为第一导向件的圆柱导轨13a、作为第二导向件的长导轨12a和作为第三导向件的短导轨13b在处理盒B的另一侧,也就是,与图4所示的侧面相反的一侧,同样如图4所示。这三个导向件从清洁部件保持框架13和显影部件保持框架12的侧壁的外表面突出的距离大约相同。下面将详细描述这些导向件。
作为第一导向件的圆柱导轨13a在每个纵向端部C1(右端13c)和C2(左端13d)。端部C1是指从处理盒B的显影单元D侧观察(从处理盒B插入方向的下游侧观察),按照感光鼓7的轴线方向,清洁部件保持框架13的右端13c,而端部C2是指从处理盒B的显影单元D侧观察,按照感光鼓7的轴线方向,清洁部件保持框架13的左端13d。圆柱导轨13a是这样的一个圆柱件,即从清洁部件保持框架13的每个纵向端13c(13d)延伸,与感光鼓7的轴线成一直线。金属鼓轮轴7a由清洁部件保持框架的这些圆柱导轨13a支撑;金属鼓轮轴7a的端部安装在相应的圆柱导轨13a的孔腔内。因此,鼓轮轴7a由圆柱导轨13a沿着装置主体14的导向部分16a(将在下面描述)导向,与圆柱导轨13a安装在相应的槽16a5一样,精确定位在槽16a5中(图8和图9)。
作为第二导向件的长导轨12a位于显影单元D的纵向端部D1(右端12c)和D2(左端12d)按照感光鼓7的轴线方向,端部D1是显影部件保持框架12的右端,而根据感光鼓7的轴线方向,端部D2是显影部件保持框架12的左端。按照处理盒的插入方向(用箭头X表示),长导轨12a位于上游侧,与圆柱导轨13a有一定的距离。更精确地说,长导轨12a位于由两个“虚线”111和222夹在中间的一区域L内(图4),该区域从圆柱导轨13a的圆周的顶侧和底侧,在处理盒的插入方向的上游方向,并与圆柱导轨13a的圆周相切。此外,长导轨12a在清洁部件保持框架13上伸出一个微小的距离(大约1-3mm)。
作为第三导向件的短导轨13b一对一地位于清洁单元C的纵向端13c和13d。每个短导轨13b位于相应的圆柱导轨13a上。更确切地说,按照处理盒B插入装置主体14的方向,短导轨13b大约位于圆柱导轨13a上。换句话说,短导轨13b布置在由直线113和114所夹在中间的一区域15内,沿垂直与处理盒插入方向(箭头X的方向)并与圆柱导轨13a的圆周相切画出。此外,该短导轨13b实质上平行于长导轨12a布置。
此时,将给出这些导向件尺寸的例子。
下面给出的导向件尺寸的可接受范围是本实施例中所采用的范围。圆柱导轨13a直径大约为10.0mm(可接受范围:5.5-10.0mm)。长导轨12a的长度约为36.0mm(可接受范围:15.0mm-41.0mm),宽度约为8.0mm(可接受范围:1.5-10.0mm)。短导轨13b的长度约为10.0mm(可接受范围:3.0mm-17.0mm),宽度约为4.0mm(可接受范围:1.5-7.0mm)。此外,圆柱导轨13a与按照处理盒插入方向的长导轨前端的外表面之间的间隙约为9.0mm,圆柱导轨13a与短导轨13b尾端13b1的外表面之间的间隙约为7.5mm(可接受范围:5.5-9.5mm)。
下面将描述清洁单元C顶部的插入控制接触部分13e和取出控制接触部分13f。清洁单元C的顶面是指这样的处理盒B的表面,即在处理盒B完全安装在装置主体14中后处于顶侧的表面。
在本实施例中,按照垂直于处理盒插入方向的方向,清洁单元C的顶面13i的右端13e和左端13d分别具有处理盒插入状态控制接触部分13e和处理盒取出状态控制接触部分13f。当处理盒B安装到装置主体14上时,该插入状态控制接触部分13e控制处理盒B的状态。更具体地说,当处理盒B安装到装置主体14上时,插入控制接触部分13e开始与装置主体14中的凸起25(图8和9)这样接触,即处理盒相对于装置主体14的状态是固定的。当处理盒B从装置的主体14中取出时,取出控制接触部分13f起作用。更具体地说,当处理盒B从装置主体14中拔出时,插入控制接触部分13e开始与凸起25接触。结果,使得处理盒B关于插入控制接触部分13e和凸起25之间的接触点枢转,使其能平滑地取出。稍后将参照图8和9来描述处理盒B的安装或拆卸。
为了更详细地描述,在本实施例中,按照垂直于处理盒插入方向的方向,每个清洁单元C顶面13i的右端和左端具有一个凹槽13g。该凹槽13g具有:一第一斜面13g1,从处理盒B的前端对角向上延伸(假设方向X是水平方向);一第二斜面13g3,从斜面13g1的顶端13g2对角向下延伸;一第四斜面13g5,从斜面13g3的底端13g4对角向下延伸。此外,一表面(倾斜)13g7从斜面13g5的底端13g6延伸。第二斜面13g3是插入控制接触部分13e,表面13g7时取出控制接触部分13f。
此时,将给出这些表面和部分的说明。
插入控制接触部分13e的角度相对于装置主体14中处理盒B的水平方向X(图5)为0度。插入控制接触部分13e的长度约为6.0mm(可接受范围:4.5-8.0mm)。取出控制接触部分13f的角度相对于上述水平方向X约为45度,且其取出控制接触部分13f的长度约为10.0mm(可接受范围:8.5-15.0mm)。
(处理盒的安装和拆卸)
下面将参照图8和9来描述处理盒B插入装置主体14中的过程以及处理盒B从装置主体14拆卸的过程。
如上所述组装的处理盒可拆卸安装在装置主体14的处理盒安装部件中。
参照图1,当操作者通过绕铰链35a旋转打开盖35时,盒安装空间S就暴露了。装置主体14的安装空间的每个左侧壁和右侧壁(右侧壁未示出)具有一个盒安装导轨16,如图9所示。该导轨16包含两个部分:第一导向部分16a和第二导向部分16b,其进口部分互相平行。处理盒B沿这些导向部分16a和16b插入。将处理盒B装进成像装置并以盖上盖35结束。处理盒安装到装置主体14上或从装置主体14上拆下的方向垂直(更准确地说,约垂直)于感光鼓7的轴线,如图8所示。此外,处理盒B以这样的方式插入装置主体14,即清洁单元C在前,显影单元D在后。
处理盒B具有用作把柄部分的凹槽17(图3),位于处理盒B的纵向端部,以使得当安装或拆卸处理盒时操作者较容易抓住处理盒;操作者用两只手抓住把柄部分17来安装或拆卸处理盒B。
处理盒B具有一个鼓光闸18(图3),用于覆盖或暴露转印口13n以与处理盒B的安装和拆卸相配合。当处理盒B从激光打印机A拆下时,鼓光闸18关闭以保护转印部位的感光鼓7的部分。参照图5,该鼓光闸18由臂状物18a和连接物18b的端部连接并支撑,臂状物18a和连接物18b由清洁部件保持框架13旋转支撑。每个臂状物18a由杠杆轴18c支撑。对于与杠杆轴18c位置相应的臂状物18a的部分,杠杆23由其基部连接。当处理盒B在图5中箭头X的方向插入装置主体14中时,每个杠杆23的顶端开始与装置主体14中的固定的止动器(未示出)接触。当处理盒B进一步插入时,杠杆23被推动,光闸由杠杆23的运动而打开。当从装置主体14中拆卸处理盒B,在处理盒B拔出装置主体14时,光闸18由于扭曲的螺旋弹簧的弹性而关闭。
第一导向部分16a是导轨16在其底部的部分,并引导处理盒B的长导轨12a和圆柱导轨13a。按处理盒插入方向(用箭头X表示的),从上游侧向下游侧列出,第一导向部分16a有一个主导向部分16a1、一个台阶部分16a2、一个凹槽16a3、一个辅助导向部分16a4和一个定位槽16a5。主导向部分16a1引导长导轨12a和圆柱导轨13a,第二导轨部分16a4引导圆柱导轨13a进入定位槽16a5。定位槽16a5在安装圆柱导轨13a准确固定处理盒B的位置。第二导向部分16b是在导轨16的顶部的部分,并引导短导轨13b。按处理盒插入方向从上游侧向下游侧列出,第二导向部分16b有一个向上的斜面16b1和一个凹槽16b2。
在装置主体14的处理盒安装空间S中有一对突起25(旋转控制件)。它们固定在一拉条27上,一对一地位于处理盒B的纵向端。当处理盒B插入盒安装空间S时,每个突起25开始与插入控制接触部分13e接触并控制处理盒B在图8中沿顺时针方向的旋转。此外,圆柱导轨13a进入槽16a5。结果处理盒B准确地安装在预定的位置。如稍后将描述的,当拆卸处理盒B时,突起25开始与取出控制接触部分13f接触,使得处理盒B能平稳地拆卸。
在处理盒安装空间S中还有一对压力件26(图8)。每个压力件26由起转轴作用的杆26b旋转支撑,并由图8中顺时针方向扭曲的螺旋弹簧26a的弹性来保持压力。压力件26以一种柔性方式在处理盒B的顶面连续施加压力,以防止处理盒B由于装置的振动等而产生的振动。
下面将参照附图描述,在处理盒B的安装或拆卸期间,装置主体14方上的安装导轨和处理盒B上方的导轨12a、13a、13b之间的关系。图8是一个透明内视图,表示处理盒B开始拆卸之前瞬间的处理盒B的状态。在图8中,从长度方向看到的整个处理盒B的轮廓用实线表示,装置主体14上的安装导轨用“虚线”表示。
首先,处理盒B由操作者插入装置主体14。在处理盒B插入时,在导向部分16a上处理盒B的圆柱导轨13a和长导轨12a,由导向部分16a导向。在此阶段,短导轨13b仍然由导向部分16b导向;短导轨13b与导向部分16b有一个预定的距离(在该实施例中约为2.0-4.0mm)。同样在该阶段,压力件26随着斜面13j在处理盒B顶部上向上转动。其次,在处理盒B较深地插入装置主体14时,压力件6滑到处理盒B的顶部,防止了处理盒B的上升。在滑到处理盒B的顶部后,只要处理盒B在装置主体14中,压力件26就不断地压在处理盒B的顶部上。再其次,当处理盒B更深地插入装置主体14中时,圆柱导轨13a滑过第一导向部分16a的台阶部分16a2,并到达凹槽163的边缘。当处理盒B到达一预定插入点时,导向部分16a的凹槽16a3是用于释放长导轨12a的。凹槽的深度(在该实施例中约为4.0-8.0mm)较大于短导轨13b和导轨16的垂直距离。同样在该阶段,短导轨已经开始与第二导向部分16b(向上的斜面16b1)接触。
因此,当处理盒B较提前进入装置主体14时,在处理盒B的圆柱导轨13a到达凹槽16a3的底边之前,短导轨13b开始与第二导向部分16b接触。换句话说,长导轨12a和短导轨13b起处理盒插入导向作用,并使得对处理盒B的冲击变弱,该冲击另外可能由台阶部分等引起。
当处理盒B较提前进入装置主体14时,处理盒B的长导轨12a到达第一导向部分16a的凹槽16a3的边缘。其后,处理盒B的圆柱导轨13a骑跨在辅助导向部分16a4上。在此期间,处理盒B的圆柱导轨13a和短导轨13b分别由导向部分16a和第二导向部分16b导向。
当处理盒B较提前进入时,短导轨13B到达第二导向部分16b的凹槽16b2边缘。然后当短导轨13b从导向部分16b释放或脱开时,只有圆柱导轨13a在辅助导向部分16a4上滑动。最后,在圆柱导轨13a落入一导向部分16a的凹槽16a5时,处理盒B稍微沿逆时针方向枢转,同时,清洁部件框架13的插入控制接触部分13e开始与装置主体14凸起25的旋转控制部分25a(图8)接触。结果,处理盒B占有其在装置主体14中的最终位置。此时,处理盒B和装置主体14之间的位置关系围绕圆柱导轨13a固定,其他导轨(长导轨12a和短导轨13b)一点也不与装置主体14的导向16接触。换句话说,处理盒B准确地保持着相对于装置主体14的位置。
至于插入控制接触部分13a和旋转控制部分25a之间的位置关系,这两部分是这样定向的,即由处理盒B的推动所产生的力矩由这两部分之间的接触部分所阻挡。装置主体14和处理盒B是这样构造的,即从插入控制接触部分13e和旋转控制部分25a之间的接触点,到圆柱导轨13a的中心之间的距离,变得大于从长导轨12a和短导轨13b到圆柱导轨13a的中心之间的距离。因此,在推动处理盒B期间,处理盒B的状态保持较稳定。
当处理盒B和装置主体14之间的位置关系如图8所示时,按感光鼓7的轴线方向位于感光鼓7一端的螺旋圆柱齿轮7b与装置主体14上的螺旋驱动齿轮28结合。驱动力通过齿轮28和7b从装置主体14传递给感光鼓7。在驱动力从螺旋齿轮28传递给螺旋驱动齿轮7b时,图8中处理盒B受到这样的力,该力在使处理盒B沿顺时针方向旋转的方向上运转。然而,插入控制接触部分13e防止了处理盒B在顺时针方向上运动。
此外,处理盒B处于由压力件26所连续施加的向下压力下。因此,即使圆柱导轨13a没有进入装置主体14的凹槽16a5中,处理盒B沿旋转控制部分25a盒插入控制接触13e之间的接触点旋转,从而使圆柱导轨13a进入槽16a5中。
下面将参照图8来描述从成像装置A上拆卸处理盒B。用箭头X表示的方向是拆卸处理盒B的方向。在拆卸处理盒B时,首先,操作者必须抓住处理盒B的把柄17(图3和图6中,按拆卸方向在显影部件保持框架12的凹槽的下游一侧上的色粉保持框架部分),并向上拉(箭头a的方向)。在拉把柄17时,处理盒B绕圆柱导轨13a顺时针旋转,处理盒B的去除控制接触部分13f开始与装置主体14的凸起25的取出接触部分25b相接触。在操作者将处理盒B向上拉时,处理盒B绕起支点作用的取出控制接触部分13f和凸起25的取出控制部分25b之间的接触点转动。结果,圆柱导轨13a向上运动,与槽16a5滑开。在处理盒B运动期间,圆柱齿轮7b和螺旋驱动齿轮28互相平稳地脱开。其后,处理盒B能被直接从装置主体14中拉出。在处理盒B被直接拉出时,处理盒B随着其安装时所经过的步骤的相反顺序离开装置主体14。
如上所述,根据本发明的该实施例,在盒插入方向上延伸到显影单元D的端壁外部上的作为第二导向件的长导轨也以一种骑跨在显影单元D和清洁单元C上的方式延伸到清洁单元C的端壁外部的上方。因此,当处理盒安装或拆卸时,处理盒不摇晃;能够平稳插入。换句话说,本发明改善了处理盒B的可操作性。
此外,当将处理盒安装到装置主体14或从装置主体14上拆卸时引导处理盒B的处理盒B导向部件,由三个单独的导向部分(圆柱导轨13a、长导轨12a和短导轨13b)组成,并且处理盒B和装置主体14是这样构造的,即在处理盒B的安装或拆卸期间,处理盒B至少由两个单独的导向部分引导。因此,即使在装置主体14一方上的处理盒安装导轨有台阶部分或类似物,处理盒B所受到的冲击也变弱。
处理盒B和装置主体14是这样构造的,即在装置主体14中处理盒B的最终位置由旋转控制部分25a和圆柱导轨13a所确定,直接承受由驱动处理盒B所产生的处理盒B的扭矩,且在安装处理盒B后,处理盒B的其他导轨(长导轨12a和短导轨13b)保持不与装置主体14的导向16接触。因此,在处理盒B被驱动(在形成图象时)时处理盒B的状态保持更稳定。
参照图7(a)和7(b),感光鼓7也具有一个正齿轮7n,按感光鼓7的轴线方向,正齿轮7n位于与螺旋圆柱齿轮7b所在端相反的一端。在处理盒B装进装置主体14上时,正齿轮7n与同装置主体14上的转印辊4共轴的一个齿轮(未示出)相啮合,将驱动力从处理盒B传递给转印辊4,以使转印辊4旋转。
标识号9u表示在显影辊9c的轴线方向上连接到显影辊9c一端的一个螺旋齿轮。螺旋齿轮9u与螺旋圆柱齿轮7b这样啮合,驱动显影辊9c的力是从螺旋圆柱齿轮7b上传递给螺旋齿轮9u的。
(色粉保持框架)
参照图3、14和15,将详细描述色粉保持框架。图14是色粉保持框架在色粉密封部分焊接之前的透视图,图15是充满色粉后的色粉保持框架的透视图。
色粉保持框架11包含两个部分:顶部11a和底部11b。顶部11a具有两个凹槽17,它们是顶部11a顶壁的部分。每个凹槽17在处理盒B的纵向上从纵向端部向顶壁的中心伸展。每个凹槽17的外壁构成上述把柄的一部分。色粉保持架11的底部11b的底部外表面或底壁具有多个肋条11c,所说肋条互相平行,相邻肋条之间大约分开5mm,在处理盒B的纵向上伸展。这些肋条11c防止手在抓住处理盒B时滑动。当将色粉保持框架11的顶部11a和底部11b接合时,顶部11a和底部11b的焊接面U互相接触放置,将振动强烈地施加到两个部件上。结果,焊肋融化将两个部分11a和11b焊接在一起。焊接两部分的方法不必限制于上述振动焊方法。例如,这两部分可用热焊接、超声波焊、胶粘等等来接合。在将色粉保持框架11的两部分11a和11b接合在一起之前,色粉发送件9b连接在色粉保持框架11的顶部11a之内,一个结合件11e穿过一个孔11e1连接在色粉发送件9b的端部(如图14所示)。该孔11e1在色粉保持框架11的顶部11a的一个壁上,位于色粉保持框架11的纵向端部。与具有孔11e1的壁相同的壁具有另外一个孔11d,通过该孔将色粉填充到色粉保持框架11中。此色粉填充孔11d的直径约为30mm。孔11e1和色粉填充孔11d互相挨着。此外,色粉保持框架11的顶部11a具有一个开口11i,该开口构成了色粉保持框架11的开口,通过该开口色粉从色粉保持框架11被发送到显影部件保持框架12中。开口11i在色粉保持框架11顶部11a的纵向上延伸。一个密封件(将在稍后描述)以焊接的方式堵塞该开口11i。焊接密封件之后,通过色粉填充孔11d将色粉填充到色粉保持框架11中,并用一色粉罩11f密封色粉填充孔11d以完成一个色粉单元J。色粉罩11f是用软材料如聚乙烯、聚丙烯等制成的,因此在将其压进色粉保持框架11的色粉填充孔11d后不会脱落。用超声波焊接将色粉单元J焊接到显影部件保持框架12上,以形成一个显影单元D,这将在稍后描述。将色粉单元J焊接到显影部件保持框架12上的方法不必限制于超声波焊接。例如,可采用胶粘、弹性基搭扣接头等等。
参照图3,色粉保持框架11底部11b的斜面K的角度要求是这样的,即在将处理盒B正确安装到水平放置的装置主体14中后,色粉保持框架11底部11b的斜面K相对于水平线Z形成的角度θ变成大约60度,在该角度当色粉容器底部的色粉被消耗时,色粉容器顶部的色粉自然下降。色粉发送件9b的转动范围延伸超过斜面K的假想范围;色粉保持框架11的底部11b的底壁具有两个用于容纳色粉发送件9b的旋转的凹槽11g。色粉发送件9b的旋转范围的直径约为30mm(在该实施例中,凹槽11g相对于底部11b底壁的深度约为3.6mm。深度仅在约2.0-10.0mm的范围之内)。这就是下述原因。也就是,如果色粉发送件9b的旋转范围在斜面K之上,有可能的是,在从斜面K的顶侧向斜面K的底端自然下降之后,在色粉发送件9b的附近聚积的色粉可能不能被发送到显影部件保持框架12中;残留在色粉发送件9b的旋转范围和斜面K之间空间中的色粉将保持在那里。然而,该实施例确保实质上色粉保持框架11内的全部色粉被发送到显影部件保持框架12中。
色粉发送件9b是由直径3mm的含铁材料棒形成的。为了提高其色粉发送性能,将其制成长方形轮廓的形状,色粉发送件9b地互相相对的较短部分具有一对一的支撑轴9b1。一个支撑轴9b1安装在开口11i内部衬面中的孔11r中,另一个安装在结合件11e上。
如上所述,根据本发明的该实施例,色粉保持框架11由两个部分、或顶部11a和底部11b构成,底部11b的底壁具有用于给色粉发送件9b提供间隙的凹槽11g。因此,即使在不增加成本的情况下,也能改善大容量处理盒的色粉发送性能。
可以预测,当处理盒B从工厂发运给用户,由于在运输期间发生的振动、打击等,色粉保持框架11中的色粉将会突然移动。
因此,在该实施例中,色粉保持框架11的顶部11a内部具有多个分隔板11p(图3中交叉阴影线部分),分隔板在垂直与色粉保持框架11的纵向的方向上互相平行,间距相等。在该实施例中,提供了三个分隔板11p。每个分隔板11p的底边包含两部分:部分11p1和部分11p2。底边部分11p1轮廓约为四分之一圆弧,与色粉发送件9b的旋转范围一致,然而底边部分11p1基本上是直的,并与色粉保持框架11底部11b的底壁保持一个微小的间隙。面对色粉发送件9b的底边部分11p1的位置是这样的,在从处理盒B的纵向观察时,看起来好像色粉填充孔11d部分被分隔板11p覆盖。
从防止色粉容器11A中的色粉移动的观点出发,分隔板11p要求尽可能大。然而,如果分隔板11p做得尽可能大的话,不可能将色粉填充到色粉容器11A的最深端。这是由于下面的原因。当将色粉填充到色粉容器11A时,显影单元J是这样定位的,即色粉填充孔11d向下。在此情况下,分隔板11p直接在色粉填充孔11d的下面。因此,如果分隔板11p大于一定的尺寸,它们将阻塞从色粉填充孔11d至色粉容器11A另外一端或最深的一端的直色粉通道。阻碍了填充色粉容器至最深端的所有路径。因而,本实施例中的分隔板11p如上述配置。结果,通过上述由分隔板11p仅部分堵塞的直色粉通道,色粉始终能填充到色粉容器11A的最深端。此外,在色粉保持框架11的垂直与色粉保持框架11纵向的平面处的剖面图中,每个分隔板11p以充分大的比率占据色粉保持框架11。因此,即是处理盒B受到震动、冲击等等,分隔板11p也能防止色粉移动,从而防止了色粉变密压实。
(色粉保持框架和显影部件保持框架互相相对部分的结构)
参照图3和图14,色粉保持框架11的部分,即色粉保持框架11与显影部件保持框架12相结合的部分,有一个开口11i,通过该开口色粉从色粉保持框架11发送给显影部件保持框架12。开口11i由具有一底面11k和凹面11k的凹槽围绕。如图3所示,一覆盖膜板53装在此凹面11k中,并加热焊接道凹面11k上。随着将覆盖膜板53焊到凹面11k上,覆盖膜板53的表面上的相对表面53a大约与色粉保持框架11的面11j(顶部11a)相平齐。凹面11k具有多个定缝销钉11m,它们沿开口11i的一个长边排成一条直线(在该实施例中有5个定缝销钉)。表面11j具有两个定缝销钉11o,其位于开口11i的一个短边上;并与凹面11k稍微离开一点。此外,表面11j具有两个长槽11n,沿表面11j的长边一对一地平行延伸。每个槽11n的底面11n2在外侧(显影部件保持框架12一侧)上大于在表面11j上。
参照图12,面对色粉保持框架11的显影部件保持框架12的表面是面12u,该面12u上有一对长方形截面的直肋条12v。肋条12v沿面12u的长边在显影部件保持框架12的纵向上伸展,并一对一地放置在色粉保持框架11的槽11n中。每个肋条12v的顶面具有一个三角形截面的肋条(未示出),其小于肋条12v。因而,色粉保持框架11和显影部件保持框架12沿其长边用超声波焊互相焊在一起。
下面参照图15,放置在色粉保持框架11凹槽内的覆盖膜板53,凹槽具有底面11k或凹面11k,膜板53具有一个圆孔53c1和多个长孔53c。圆孔53c1是最右边的孔,最右边的定缝销钉11m1与之完美配合。在长孔53c中,其余的定缝销钉11m与之松散配合。在定缝销钉11m装进覆盖膜板53的孔53c1和53c时,与长孔53c对应的定缝销钉11m到达相应的长孔53c的中心。覆盖膜板53也具有一个开口53b(其尺寸约等于开口11i),与开口11i排成一行。沿着开口53b的四边,覆盖膜板53的开口53b用一覆盖膜51覆盖,其在纵向上容易撕下,并粘到覆盖膜板53上。此外,对于覆盖膜51,焊接了一个为了使开口53b暴露用于撕下覆盖膜51的撕条52。撕条52从覆盖膜51的一个纵向端到另一个纵向端延伸,并在那里折回,双折回到初始端,还伸展到色粉保持框架11的外面(图5和15),从弹性密封件54(图12)和色粉保持框架11的部分之间伸展,所说弹性密封件54,例如一个粘片,粘贴到显影部件保持框架12的短边上,位于显影部件保持框架12的一个纵向端部,面对色粉保持框架11,所说色粉保持框架11的部分面向显影部件保持框架12。弹性密封件54的内侧用胶带55覆盖,所说胶带用小摩擦系数的合成树脂膜制成,并粘贴到弹性密封件54上。对于显影部件保持框架12的表面12u,也就是在纵向上显影部件保持框架12的另一端的表面,也就是与弹性密封件54所在端相反的一端,粘贴有一个弹性密封件56(图12)。
此外,在连接两个框架11和12时,为了较容易排列色粉保持框架11和显影部件保持框架12,色粉保持框架11的表面11j具有一个圆孔11r和一个方孔11q,在显影部件保持框架12一侧具有与之配合的一个圆形定缝销钉12w1和一个方形定缝销钉12w2。虽然圆形定缝销钉12w1在圆孔11r中完美配合,但是方形定缝销钉12w2与方孔11q松散配合。顺便提及的是,弹性密封件56围绕圆形顶峰销钉12w1安装,并粘贴到表面12u上。面对色粉保持框架11的显影部件保持框架12的表面12u具有多个凹槽12y,在凹槽121y中色粉保持框架11的定缝销钉11m和11o与之松散配合。
在色粉保持框架11和显影部件保持框架12结合之前,将色粉保持框架11和显影部件保持框架12单独装配成组件单元。当连接色粉保持框架11和显影部件保持框架12时,为了分别定位显影部件保持框架12和定位色粉保持框架11,圆形和方形定缝销钉12w1和12w2分别装入圆形和方形孔11r和11q中,然后,色粉保持框架11和显影部件保持框架12互相挤压。在它们互相挤压时,弹性密封件54和56被压缩,允许一对肋条12z接近色粉保持框架11的表面。肋条12z是显影部件保持框架12整体形成的一部分一对一的位于显影部件保持框架12的纵向端,并在显影部件保持框架12的宽度方向上伸展,起隔板作用。为了给撕条52提供一个通道,在从撕条撕掉一侧上的肋条12z在撕条52的宽度(短边)方向上,仅在撕条通道外的区域上伸展,也就是,仅仅分别在撕条52的顶边之上和底边之下的区域伸展。
随着在上述情况下色粉保持框架11和显影部件保持框架12互相挤压,用超声波将振动施加在肋条12z滑槽11n之间。结果,上述三角形截面的较小肋条熔化并焊接到槽11n的底部。因此,色粉保持框架11的槽11n的周边和作为隔板的显影部件保持框架12的肋条12z用其对应部分紧密接触,分别在色粉保持框架11和显影部件保持框架12的开口表面11j和12u之间产生了一个实际上的密封空间。覆盖膜51和撕条52放置在该空间内。
为了将色粉保持框架11中储存的色粉发送到显影部件保持框架12中,伸展到处理盒B外面的撕条52的一个端部52a(图5)必须由操作者撕掉。在撕掉端部52a时,覆盖膜51也被撕掉,因此,开口53b(11i)露出,允许色粉从色粉保持框架11中发送给显影部件保持框架12。
因为色粉保持框架11和显影部件保持框架12的互相相对的表面是如上所述构造的,所以覆盖膜板53的外部相对表面和色粉保持框架11的表面11j实际上是相互平齐的。因此,通过在撕条52上施加足够大的力来撕掉覆盖膜53,撕条52能够从色粉保持框架11和显影部件保持框架12之间平稳拉出。此外,在纵向上覆盖膜板53的位置由位于与撕条52拉出一侧相反一侧的定缝销钉11m1固定,另外,覆盖膜板53安装在色粉保持框架11的凹槽中,也就是具有底面11k的凹槽中,确保了覆盖膜板53保持准确定位。此外,色粉保持框架11具有多个在纵向上成行排列的定缝销钉11m,这些定缝销钉11m安装在覆盖膜板53的孔中。因此,易于弯曲的覆盖膜51实际上保持平坦,且保持准确定位。此外,即使在不等待直至覆盖膜板53和色粉保持框架11之间的焊缝凝固和稳定的情况下,开始将覆盖膜板53焊接到色粉保持框架11上的组装步骤,覆盖膜板53也不会移动。
如上所述,色粉保持框架11和显影部件保持框架12用超声波产生的摩擦热互相焊在一起;在显影部件保持框架12的每个肋条12z的顶面上的具有三角形截面的肋条用摩擦热熔化。因而,由于热应力色粉保持框架11和显影部件保持框架12有可能将会变形。然而,根据本发明的该实施例,沿纵向在显影部件保持框架12的整个范围伸展的显影部件保持框架12的肋条12z,安装在沿纵向在色粉保持框架11的整个范围内延伸的色粉保持框架11的槽11n中,增强了色粉保持框架11和显影部件保持框架12之间焊缝的附近区域。因此,不可能发生由于热应力而色粉保持框架11和显影部件保持框架12产生变形。
如上所述,色粉保持框架11的顶部11a具有与顶部11a整体制成的槽11n、把柄17(凹槽)、分隔板11p、色粉填充孔11d、孔11e1、圆孔11r、方孔11q和覆盖膜板固定部分(具有底面11k、定缝销钉11m和开口11i的凹槽)。色粉保持框架11的底部11b具有与底部整体制成的肋条11c和凹槽11g。色粉保持框架11的顶部11a和底部11b的材料是塑料,例如,聚乙烯、ABS树脂(丙烯腈/丁二烯/苯乙烯共聚物)、聚碳酸酯、聚丙烯等等。
参照图3,本实施例中的色粉保持框架11有两个斜面K和L,这两个斜面允许储存在色粉容器11A中的色粉(单组份色粉)有效地朝开口11i下降。斜面K和L沿色粉保持框架11的纵向在整个色粉保持框架11上伸展。斜面L在开口11i上,然而从开口11i观察(在色粉保持框架11的较短边的方向上),斜面K位于色粉保持框架11的较深端。此外,斜面L是色粉保持框架11顶部11a的一部分,斜面K是色粉保持框架11底部11b的一部分。
下面将详细描述显影部件保持框架12。
(显影部件保持框架)
参照图3、11、12和13,描述显影部件保持框架12。图11是显影部件保持框架12和显影部件的分解图示出了如何将不同的组件组装成显影部件保持框架。图12是从焊接面一侧观察的显影部件保持框架12的透视图,示出了如何将色粉搅拌件9e和9f连接到显影部件保持框架12上。图13是在显影单元支架连接之前的显影单元透视图。
如上所述,将显影辊9c、显影刀片9d、色粉搅拌件9e和9f以及色粉残余探测杆状天线9h组装到显影部件保持框架12上。
显影刀片9d包含一厚度约为1-2mm的金属板9d1,和一用热熔法或双面胶带等固定到金属板9d1上的聚氨酯橡胶片9d2。它控制显影辊9c外表面上的色粉量。作为刀片固定面的显影部件保持框架的刀片接触面12i平整度控制为约0.05mm。表面12i具有一个定缝销钉12i1和一个螺钉孔12i2。为了将显影刀片9d连接到显影部件保持框架12上,定缝销钉12i1装到金属板9d1的孔9d3中,金属板9d1通过用一螺钉穿过金属板9d1的螺钉孔9d4和螺钉孔12i2固定到平面12i上。为了防止色粉侵入,用MOLTOPRENE或类似物制成的弹性密封件12s以一种沿金属板9d1的顶边在纵向上延伸的方式粘贴到显影部件保持框架12上。也将一对弹性密封件12s1粘贴到显影部件保持框架12上,所说密封件12s1从弹性密封件12s的纵向端,随着半圆柱面12j,一对一地向下延伸,其曲率与显影辊9c的外表面的曲率相匹配。粘贴到颚片状部分12h的是一薄弹性密封件12s2,它以这样一种方式放置与显影辊9c接触,即弹性密封件12s2的接触面的平面与显影辊9c的外表面相切。
显影刀片9d的金属板9d1在其一纵向端弯曲成90度,形成一弯曲部分9d1a。弯曲部分9d1a与由显影单元支架保持的显影偏移接触部分121接触(图10(a)和10(b)),这将在稍后描述,并且使金属板9d和显影辊9c的电势相等。这样做是为了下面的理由。也就是根据色粉残留探测杆状天线9h和显影辊9c之间的静电容量的变化,来探测色粉量,因此,必须防止由金属板9d1所影响的静电容量的不规则变化。因而,金属板9d1和显影辊9c的电势必须相等。
下面将描述显影辊单元G。显影辊单元G包含:(1)显影辊9c;(2)用于保持显影辊9c和感光鼓7外表面之间距离不变的隔离环9i;(3)显影辊支座9j,用于显影辊9c相对与显影部件保持框架12的准确定位;(4)套管帽9o,用于盖住显影辊9c的纵向端部,防止感光鼓7和显影辊9c的圆柱铝座之间的泄漏;(5)显影辊齿轮9k(螺旋齿轮),由连接到感光鼓7上的螺旋圆柱齿轮7b驱动,以旋转显影辊9c;(6)螺旋弹簧形式的接触部分9l,其一端与显影辊齿轮9k保持接触;和(7)磁铁9g,放置在显影辊9c的空腔内以将色粉吸附到显影辊9c的外表面上。为了将显影辊单元G连接到显影部件保持框架12上,首先,将显影辊支座9j的两个孔9j1与显影部件保持框架12的孔12p一对一地排列,孔12p位于显影部件保持框架12的纵向端,并将显影单元支架40和41的销钉插入孔9j1和12p中。然后,显影单元支架40和41用螺钉固定到显影部件保持框架12上;显影辊单元G连接到位于其纵向端的显影部件保持框架12的显影辊固定部分12X上。显影单元支架40和41将在稍后描述。
如上所述,在该实施例中,当将显影辊9c连接到显影部件保持框架12上时,首先,组装显影辊单元G,然后,用显影单元支架40和41将显影辊单元G连接到显影部件保持框架12上。因此,与直接将显影辊9c本身连接到显影部件保持框架12上相比,组装效率非常好。
依下列顺序组装显影辊单元G。首先,将显影辊9c的每个纵向端用一套管帽9o盖住。然后,显影辊9c的每个纵向端安装隔离环9i和显影辊支座9j。隔离环9i放置在套管帽9o的外边,而显影辊支座9j放在隔离环9i的外边。其次,将显影辊支座9j连接到显影辊9c的一个纵向端部,在支座9j的外边,螺旋弹簧形式的显影接触部分9l这样连接到显影辊9c的相同纵向端部,即与显影辊齿轮9k相连,且在显影辊齿轮9k的外边。在此组装阶段,其顶部截面为D形的圆柱磁铁9g的一个纵向端9g1从显影辊9c的纵向端突出到已经连接有显影辊齿轮9k的地方,而其顶部截面为D形的圆柱磁铁9g的另一个纵向端9g2从显影辊9c的另一端突出。显影辊单元G的构造和组装如上所述。
下面将描述用于探测残余色粉量的杆状天线9h。杆状天线9h的一端以一种方式弯曲成字母U形。U形端部9h1与连接到显影单元支架40上的色粉探测接触部分122接触放置,以建立电连接。显影单元支架将在稍后描述。为了将杆状天线9h连接到显影部件保持框架12上,首先,从杆状天线9h的另一端9h3穿过显影部件保持框架12侧壁12A的一个通孔12b,将杆状天线9h插入显影部件保持框架12中,端部9h3穿过显影部件保持框架12的另一侧壁的通孔12k,以用显影部件保持框架12的侧壁支撑杆状天线9h。换句话说,杆状天线9h由显影部件保持框架12侧壁的通孔12b和12k准确定位,从而由侧壁支撑。通孔12b装有一个密封件(未示出),例如,一个毡片、海绵或类似物,以防止色粉侵入。
此外,U形部分9h1的顶端9h2插入到显影部件保持框架12的一个约5mm的深孔12o中,以在轴向上固定杆状天线9h的位置,也增加了作为与色粉探测接触部分122接触的接触部分的U形部分的刚度。色粉探测接触部分122将在稍后描述。装入杆状天线9h端部9h3的通孔12k用热焊接或类似的方法从侧壁的外边堵上,以防止色粉侵入。
下面将描述色粉搅拌件9e和9f。色粉搅拌件9e和9f形状像曲轴,通过旋转来搅拌色粉。它们位于一个储存在色粉容器11A中的色粉到达显影辊9c的路径上,并接近显影辊9c和杆状天线9h。此外,色粉搅拌件9e和9f是这样布置的,即由两个搅拌件的臂状部分形成的角度为90度。
色粉搅拌件9e和9f分别通过显影部件保持框架12的侧壁12A的孔12t和12r,插入显影部件保持框架12,或与杆状天线9h插入的相同的侧壁,分别从端部9e3和9f3插入,端部9e3和9f3分别插入显影部件保持框架12的侧壁12B的通孔12m和12n,侧壁12B位于与侧壁12A相对的位置。插入后,与以在插入杆状天线9h后堵住孔12k相同的方式,这些通孔12m和12n用热焊接的方式从侧板12B的外边堵上。在将搅拌件9e和9f插入到显影部件保持框架12之后,搅拌齿轮9m和9n分别安装在通孔12t和12r内。在插入搅拌齿轮9m和9n期间,色粉搅拌件9e和9f的曲柄臂9e2和9f2分别安装在槽9m1和9n1中,槽9m1和9n1是在搅拌齿轮9m和9n轴的端部的直径方向上切割形成的。此外,色粉搅拌件9e和9f的轴径9e1和9f1安装在搅拌齿轮9m和9n轴的端槽底部的中心孔(未示出)中,以由显影部件保持框架12支撑色粉搅拌件9e和9f。
当色粉保持框架11和显影部件保持框架12连接时,插入杆状天线和色粉搅拌件9e和9f的显影部件保持框架12的侧壁12A覆盖了一个连接到色粉保持框架11顶部11a的色粉帽11f;侧壁12A在色粉保持框架的侧壁上延伸。此外,侧壁12A具有孔12X,在该孔中旋转安装了一个用于将驱动力传递给色粉发送件9b的色粉发送齿轮9s(图13)。色粉发送齿轮9s通过连接一个结合件11(图14和15)将驱动力传递给色粉发送件9b,该结合件连接到色粉发送件9b的一端,并由色粉保持框架11旋转支撑。
下面将描述驱动力的传递。
图13是一个齿轮组。搅拌齿轮9m和9n(搅拌齿轮9m在图3中是隐藏的,与惰齿轮9q的小齿轮9q1的底边相啮合,且搅拌齿轮9n在搅拌齿轮9m下面)和色粉发送齿轮9s通过齿轮组从显影辊齿轮9k接收驱动力。进行更详细的描述,首先,搅拌齿轮9m通过惰齿轮9q的小齿轮9q1接收驱动力(惰齿轮9q是一个阶梯齿轮)。在搅拌齿轮9m接收驱动力时,搅拌齿轮9m旋转。因为阶梯度齿轮9q的大齿轮9q3与显影辊齿轮9k啮合,所以惰齿轮9q接收来自显影辊齿轮9k的驱动力。驱动力还从惰齿轮9q的中间齿轮9q2传递给一惰齿轮9r。然后,驱动力从惰齿轮9r的小齿轮9r1传递给色粉发送齿轮9s。此外,驱动力从色粉发送齿轮9s通过一个惰齿轮9t传递给搅拌齿轮9h,旋转搅拌件9f。惰齿轮9q、9r和9t旋转安装在相应的榫状杆12e、12f和12g上,它们是显影部件保持框架12整体形成部分。这些杆12e、12f和12g的直径约为2-3mm,其端部由稍后将描述的显影单元支架40支撑。因此,不会发生由于负载而变形。另外,杆12e、12f和12g的根部的直径以“覆层”或阶梯方式增加,以增加其刚性。齿轮组与上述杆状天线9h的U形部分9h1位于显影部件保持框架12的同一侧。
在提供上述结构布置的情况下,齿轮组齿轮的支撑和色粉残留量探测接触部分电连接的建立,可以由一个单独的组件(在本实施例中显影单元支架40)来实现。此外,色粉搅拌件9e和9f、杆状天线9h、齿轮组的齿轮9q、9r、9s和9t可以在显影部件保持框架12的纵向上,连接到显影部件保持框架12的同一侧。因此,彻底提高了组装效率。
显影部件保持框架12的颚片状部分12h兼作用于输送记录介质2例如记录纸张的导轨。顺便提及的是,为了增加显影部件保持框架12的刚度,显影部件保持框架12可以用真空模塑制成。
参照图12,用标志12p表示的部分是一个开口,其长边平行于显影部件保持框架12的纵向。随着色粉保持框架11连接到显影部件保持框架12上,开口12p与色粉保持框架11的开口11i直线排列,允许储存在色粉保持框架11的色粉供应给显影辊9c。上述杆状天线9h和搅拌件9e和9f沿开口12p的纵向从开口12p的一端延伸到另一端。
根据本实施例,在显影部件保持框架12中,显影辊固定部分12X、侧壁12A、显影刀片固定部分(刀片连接在平面12i上)、杆状天线固定部分(通孔12b、12k和12o)、搅拌部件固定部分(通孔12t、12r、12m和12n)、齿轮安装部分(杆12e、12f和12g)等等作为显影部件保持框架12的主要部分,是与显影部件保持框架12整体形成的。显影部件保持框架12的材料与上述色粉保持框架11的材料相同。
(显影单元支架)
下面将描述显影单元支架40。
对显影单元支架40的描述将参照图4-7、10、11和22。图10(a)是显影单元支架40的透视图,从显影单元支架的外侧观察,它连接到显影部件保持框架12上驱动处理盒B的一侧(下称“驱动侧”)。图10(b)是从其内侧观察的显影单元支架40的透视图。
显影单元支架40和41一对一地连接到图13中所示组件的纵向端部,从组件的纵向到完成显影单元D。更具体地说,首先,显影单元支架40(41)的两个销钉40d(41d)穿过显影辊支座的相应孔9ji,安装在显影部件保持框架12的孔12p中。然后,显影单元支架40(41)利用小螺钉33(34)以一种方式固定到显影部件保持框架12上,即夹在带有显影单元支架40(41)的显影辊支座9j和显影部件保持框架12之间。小螺钉33(34)穿过显影单元支架40(41)的通孔401(411)。至于放在显影辊9c的圆柱空腔中的磁铁9g的安装,截面为D形的磁铁轴的一端9g1安装在其截面也是D形的显影单元支架40的孔40e中,而其截面形状也为D形的磁铁9g轴的另一端9g2安装在显影单元支架41的孔40e中(图22)。结果,在纵向上磁铁9g的位置被固定了。在上述D形截面磁铁轴安装在相应的D形截面的孔40e中时,相对于参考点的磁铁9g磁极的角度就固定了。
显影单元支架40(41)具有一个旋转轴20,是显影单元支架40(41)一体形成的部分,并从显影单元支架40(41)突出。旋转轴20放在清洁部件保持框架13的凹槽21(图7(a))中,然后,用一连接件22将显影部件保持框架12连接到清洁部件保持框架13上(图6)。结果,显影单元D由清洁部件保持框架13以这样的方式支撑,即显影单元D允许相对于保持感光鼓7的清洁部件保持框架13枢转。另外,连接到连接件22上用于保持感光鼓7和显影辊9c的外表面之间间隙不变的(为了防止感光鼓7和显影辊9c由于振动而相互移动)压缩弹簧22a(图16和17)压在显影单元支架40(41)的弹簧座40b(41b)(图10和22)上。
如前所述,显影单元支架40(41)具有一个在显影单元支架40(41)外表面上的长导轨12a。此外,显影单元支架40安装有用于探测残留色粉量的色粉探测接触部分122和显影偏压接触部分121。接触部分122和121由金属板支撑,并通过将显影单元支架40内表面上的突起压到接触部分122和121的孔上而连接到显影单元支架40上。首先,将参照附图描述色粉探测接触部分122的连接。
色粉探测接触部分122含有一个外部122a和一个内部122b。外部122a这样位于显影单元支架40的外表面上,即当处理盒B在装置主体14中时,与装置主体14上的一未示出的色粉探测接触部分保持接触。内部122b与杆状天线9h的U形部分9h1保持接触,同时维持两部分之间预定的接触压力。色粉探测接触部分122的外部122a的暴露面实际上与显影单元支架40的主壁40a的外表面40a1平齐。色粉探测接触部分122的内部122b是这样位于显影单元支架40的内侧的,即内部122b与杆状天线9h接触。换句话说,色粉探测接触部分122穿过显影单元支架40的主壁40a。
下面将描述显影偏压接触部分121。
显影偏压接触部分121有一个板簧部分121、内部121b和一个外部121c。部分121a和121b在显影单元支架40的内侧,而部分121c在显影单元支架40的外侧。在将显影单元支架40连接到显影部件保持框架12上之后,板簧部分121a由于其本身的弹性与显影刀片9d的金属板9d1的弯曲部分9d1a保持接触,保持金属板9d1和显影辊9c实际上电势相等。围绕轴套40f,内部121b安装在上述孔40e中,由于显影接触部分的弹性与显影接触部分91保持接触,以螺旋形式安装在轴套40f的周围,同时允许显影接触部分91在内部121b上滑动(保持100g-300g范围的接触压力)。如果必要的话,可以将导电油脂涂在显影接触部分91所滑动的内部121b的表面区域上。外部121c放在侧壁40a的凹槽内,所说凹槽在侧壁40a的外侧。外部121c的外表面实际上与侧壁40a的外表面平齐。在将处理盒B安装在装置主体14上后,外部121c与装置主体14的一个未示出的显影接触部分保持接触,并从装置主体14上接收施加到显影辊9c上的显影偏压。换句话说,显影偏压通过显影偏压接触部分121从装置主体14施加到显影辊9c上,显影接触部分91为螺旋形式。
在将显影单元支架40连接到显影部件保持框架12上之后,内部122b或色粉探测接触部分122的板簧部分与图13中所示的杆状天线9h的U形部分9h1保持接触,因此与杆状天线9h保持电连接。杆状天线9h和色粉探测接触部分122的内部122b之间的接触压力约为100g。此外,在将处理盒B连接到装置主体14上之后,外部122a安装在显影单元支架40的外表面40a1上,以保持与装置主体14的未示出的色粉探测接触部分的电连接。因而,反映显影辊9c和杆状天线9h之间电容量的电信号将通过杆状天线9h和色粉探测接触部分122传送给装置主体14的未示出的接触部分上,电信号随显影辊9c和杆状天线9h之间色粉量的变化而波动。在一控制部分(未示出)探测到传送给装置主体14的未示出接触部分的电信号已经达到一预定水平时,控制部分发出处理盒B应该更换的信号。如上所述,在显影单元支架40的内表面的三个孔40g中,相应地安装了用于齿轮9q、9r和9t的榫状齿轮轴12e、12f和12g的端部。换句话说,榫状齿轮轴12e、12f和12g夹在显影单元支架40和显影部件保持框架12的中间,并由之支撑。在显影单元支架40的内表面的孔40m中,插入搅拌齿轮9m并由显影单元支架40旋转支撑。
制造一个单独的组件(显影部件支架)来实现如上所述的各种功能,以获得组装效率以及成本降低的提高。
也是在本实施例中,旋转轴20、弹簧安装部分40b、长导轨12a、磁铁9g固定部分(孔40e)、显影偏压接触固定部分(轴套40等)、色粉探测接触部分122固定部分、孔40m、销钉40d、螺钉孔401等是与显影单元支架40整体形成的部分。此外,旋转轴20、弹簧安装部分41b、长导轨12a等是与显影单元支架41整体形成的部分。显影部件支架40和41是用丙烯腈苯乙烯共聚树脂(含有20%的玻璃填料)一步形成的。
为了将显影单元支架40(41)连接到显影部件保持框架12上,首先,通过将显影单元支架40(41)的销钉40d(41d)插入显影部件保持框架12的孔12p中,使显影单元支架40(41)相对于显影部件保持框架12准确定位,然后,将螺钉穿过显影单元支架40(41)的螺钉孔401(411),并拧入显影部件保持框架12的母扣螺孔12r1中。
(电接触部分的结构)
下面将描述当处理盒安装到装置主体中时,用于处理盒B和成像装置A主体14电连接的电接触部分的连接和位置。
如附图所示,处理盒B具有多个电接触部分。更具体地说,处理盒B具有四个电接触部分:(1)导电接地部分119,电连接到感光鼓7上,将感光鼓7通过装置主体14与地电连接;(2)导电充电偏压接触部分120,电连接到充电辊轴8a,将充电偏压从装置主体14施加到充电辊8上;(3)导电显影偏压接触部分121,电连接到显影辊9c上,将显影偏压从装置主体14施加到显影辊9c上;和(4)导电色粉残留量探测接触部分122,电连接到杆状天线9h,以探测残留色粉量。这四个电接触部分均暴露在处理盒外壳侧壁(正面)的外表面上,它们之间有足够大的距离互相分开,以防止它们之间电泄漏。如前所述,接地部分119和充电偏压接触部分120连接到清洁部件保持框架13上,显影偏压接触部分121和色粉残留量探测接触部分122连接到显影部件保持框架12(显影单元支架40)上。色粉探测接触部分122兼作处理盒有(无)探测接触部分,用于探测处理盒B是否完全安装在装置主体14中。
接地部分119是作为感光鼓7的鼓轮轴7a的一部分形成的,或者采用导电物质如鼓轮轴7a的材料或者将以导电接触部分通过镶铸插入到非导电的鼓轮轴7a中。在该实施例中,鼓轮轴7a是由金属材料如铁制成的。其它接触部分120、121和122是用厚度约0.1-0.3mm的导电金属板(例如不锈钢板或磷青铜)制成的。它们杂乱地从处理盒B的内侧伸展到处理盒B的外侧。更具体地说,充电偏压接触部分120从清洁单元C的驱动侧(端部C1一侧)暴露,显影偏压121和色粉探测接触部分122从显影单元D的驱动侧(端部D一侧)暴露。
充电偏压接触部分120实际上直接位于长导轨12a的上方,并在清洁部件保持框架13部分的附近,所说部分支撑充电辊8(图7(a))。此外,充电偏压接触部分120电连接到充电辊8上;充电偏压接触部分120的部分120a与充电辊8a接触。
下面将描述显影偏压接触部分121和色粉探测接触部分122。这两个接触部分121和122位于显影单元D的纵向端D1,也就是,与清洁部件保持框架13的充电偏压接触部分120在处理盒B上的同一纵向端。参照图10(a),显影偏压接触部分121的外部121c直接位于长导轨12a的下面,在显影部件保持框架12的右侧壁12c部分的附近,支撑着显影辊9c中的磁铁9g(图4)。在显影接触部分与显影辊9c的端部接触时,显影偏压接触部分121通过螺旋弹簧91与显影辊9c电连接(图7(b))。图4中所示的色粉探测接触部分122按照处理盒插入方向(箭头X的方向)位于长导轨12a的上游。同样参照图7(b),色粉探测接触部分122与在色粉容器11A中沿显影辊9c伸展的杆状天线9h接触。同样如上所述,沿着显影辊9c的纵向,杆状天线9h从显影辊9c的一端伸展到另一端,并与显影辊9c的外表面保持一预定距离。杆状天线9h和显影辊9c的电容量根据两个组件9h和9c之间的存在色粉量而变化。因而,装置主体14的控制部分(未示出)通过探测在电势变化时该电容量的变化而确定残留色粉量。
这里,色粉残留量是指显影辊9c和杆状天线9h之间的色粉量,并提供了一个静电容量的预定量。因而,当色粉容器11A中的色粉残留量减小到一个预定水平时,就可能探测出来。更具体地说,在装置主体14的控制部分通过色粉探测接触部分122探测到,静电容量达到一预定的第一值时,它确定色粉容器11A中的色粉残留量已经减小到一预定水平。同样,在其探测到静电容量已经达到预定的第一值时,装置主体14发出处理盒B需要更换的信号(例如灯亮和灭,或蜂鸣器发声)。此外,在控制部分探测到静电容量已经达到一预定的第二值时,该值小于第一值,确定处理盒B已经安装在装置主体14上。除非控制部分探测到处理盒B已经安装在装置主体14上,但它不允许装置主体14开始进行成像工作。装置主体14可能发出处理盒B没有安装在装置主体14中的信号(例如,它可能将灯打开或关掉)。
下面将描述处理盒B一侧上的电接触部分和装置主体14一侧上的电接触部分之间的连接。
成像装置A的盒安装空间S具有四个接触部分(未示出),在处理盒安装在盒安装空间S时它们开始与相应的接触部分119-112接触。这四个接触部分在空间S的相同壁上。
这里,将描述接触部分和导轨之间的位置关系。
首先,参照图4,按垂直方向,显影偏压接触部分121位于最低位置。色粉探测接触部分122、长导轨12a和圆柱导轨13a(接地部分119)位于显影偏压接触部分121上方的同一高度,在这三个部件之上,放置了短导轨13b。充电偏压接触部分120位于最高位置。按照处理盒插入方向(箭头X方向),色粉探测接触部分122位于最上游。长导轨12a、充电偏压接触部分120和显影偏压接触部分121依次位于色粉探测接触部分122的下游侧。位于更下游侧的是短导轨13b和圆柱导轨13a(接地部分119)。随着接触部分和导轨的上述定位,充电偏压接触部分120接近充电辊8放置;显影偏压接触部分接近显影辊9c放置;色粉探测接触部分122接近杆状天线9h放置;接地部分119接近感光鼓7放置。换句话说,电极没必要杂乱分布,相应接触部分之间的距离也能减小。
当处理盒B的接触部分119-122与螺旋圆柱齿轮7b在本实施例中一样在同一侧(驱动侧)定位时,螺旋圆柱齿轮7b和装置主体14上的盒驱动部件之间的接合,以及处理盒B一侧上的接触部分119-122和装置主体14一侧上的电接触部分之间的电连接,将在处理盒B的同一侧上发生。因而,如果该侧作为位置参考的话,复合的尺寸误差量可能减小,因此接触部分119-122和螺旋圆柱齿轮7b能够更准确地定位。此外,如果与上述实施例中一样,这样设定螺旋圆柱齿轮7b的螺旋方向,即感光鼓7被推向螺旋圆柱齿轮7b,按照感光鼓7的轴线方向,感光鼓7的位置能够相对于放置接触部分的处理盒B一侧固定。既然这样,不仅可以获得上述效果,而且也有可能提高感光鼓7和每个接触部分之间的位置关系上的精度。此外,如果与上述实施例中一样,将用于打开或关闭鼓光闸18(图5)的杠杆23放置在与放置接触部分119-122相反的一侧,在处理盒B插入装置主体14中时产生的摩擦阻力在处理盒B的纵向上就能均匀分布;换句话说,在鼓光闸18打开或关闭时,沿处理盒B的纵向,处理盒B一侧上产生的摩擦阻力与另一侧上施加到杠杆23上力平衡。因此,能够将处理盒B平稳地插入。
此外,如果处理盒B所有的接触部分都放置在处理盒B的一侧,且如上述实施例中一样,处理盒B由放在图9所示定位槽16a5中的片簧45持续压向处理盒B的右方,可以确保处理盒B一侧的所有接触部分与装置主体14一侧上的对应部分保持接触。
顺便提及的是,接触部分可以放在与光闸杠杆23相同的一侧。这样的布置也有效提供了与上述相同的效果。
(处理盒框架的结构)
本实施例中的处理盒B包含色粉保持框架11、显影部件保持框架12和清洁部件保持框架13,这些框架一起构成了处理盒B的框架。下面将描述处理盒B的框架结构。
参照图3,色粉保持框架11包含色粉容器11A,色粉发送件9b连接到色粉保持框架11上。对于显影部件保持框架12,连接有显影辊9c和显影刀片9d。同样对于显影部件保持框架12,用于使显影室内的色粉流通的搅拌件9e和9f连接在显影辊9c的附近。色粉保持框架11和显影部件保持框架12焊接在一起,形成一显影元D(图7(b))。
对于充电部件保持框架13,连接有感光鼓7、充电辊8和清洁部件10。此外,当处理盒B在装置主体14外部时,通过覆盖感光鼓7用于保护感光鼓7的鼓光闸18连接到充电部件保持框架13上,从而完成清洁单元C(图7(a))。
显影单元D和清洁单元C用连接件22连接,形成处理盒B。这里,将参照附图描述连接件22。参照图16,本实施例中的每个连接件22包含:一用于固定显影单元相对于清洁单元C的位置关系的定位凸起22b;一用于将显影单元D的显影辊9c保持在清洁单元C的感光鼓7上的压缩弹簧22a;和多个固定爪(搭扣爪)22c1和22c2,将清洁单元C的对应部分接合以保持清洁单元C与显影单元D连接。更具体的说,定位凸起22b和爪22c1和22c2一体形成为连接件22的一部分,在连接件22形成后,压缩弹簧22a连接到连接件22上。
显影单元D包含显影单元支架40和41,它们一对一地连接在显影部件保持框架12的纵向端上。显影单元支架40(41)具有臂状物19,该臂状物19有一连接突起,其端部构成了旋转轴20。显影单元支架40和41是这样构造的,即在它们连接到显影部件保持框架12上之后,它们的旋转轴20成直线排列(图7(b))。另一方面,充电部件保持框架13具有连接凹槽21(图7(a)),一对一地位于充电部件保持框架13的纵向端部,上述连接凸起放置在其中,从而准确定位。参照图18,充电部件保持框架13的每个纵向端具有一个定位凸起22b装入其中的方孔13o、上述固定爪22c1和22c2嵌入其中的方孔13p1和13p2、和一个上述压缩弹簧22a穿过其中的圆孔13q。这些孔在连接凹槽21的顶壁部分。
在上述连接凸起的旋转轴放置在充电部件保持框架13的连接凹槽21中之后,连接件22以一种将固定爪嵌入相应孔中的方式插入充电部件保持框架13中。结果,显影单元D与清洁单元C旋转连接。
在两个单元C和D连接之后,连接到连接件22上的压缩弹簧22a装入位于显影单元D的臂状物19根部的弹簧固定器19a中,连续产生这样的力矩,在使得显影单元D关于连接凸起的旋转轴20旋转的方向上工作。结果,随着隔离环9i的插入,显影辊9c由显影单元D本身的重量和压缩弹簧22a的弹性持续压向感光鼓7,隔离环的直径稍大于显影辊9c直径,且其与显影辊9c共轴(图22)。
对于感光鼓7的一端以及显影辊9c的相同端,连接有螺旋圆柱齿轮7b和螺旋显影辊齿轮9k(图7(a)和7(b)),并互相啮合。因此,显影辊9c由感光鼓7旋转驱动。显影单元支架40(41)是这样配置的,即在感光鼓7和显影辊9c之间节点上作用的导线和连接节点与旋转轴20轴线的直线在啮合侧大约成0-6度。因此,在感光鼓7旋转显影辊9c时,随着隔离环9i的插入,也在显影单元D上产生力矩,导致显影辊9c压向感光鼓7。
换句话说,在处理盒B中,随着隔离环9i的插入,由显影单元D本身的重量、压缩弹簧22a的弹性和由感光鼓7旋转驱动显影辊9c所产生的力矩,使得显影辊9c持续压向感光鼓7。因此,感光鼓7和显影辊9c的外表面之间的间隙保持不变(在该实施例中约为300μm),确保连续输出高质量的图像。
下面将详细描述连接件22。连接件22和主要组件如定位凸起22b以及多个固定搭扣爪22c1和22c2是用喷射模塑法采用树脂材料一体成型的。然后,连接压缩弹簧22a。至于用于连接件22的树脂材料,可采用聚乙烯(PS)、丙烯腈-丁二烯-苯乙烯(ABS)聚亚苯基氧化物(PPO)等。
连接件22具有定位凸起22b,它是连接件22的一个主要部分,用于将连接凸起的旋转轴20相对于充电部件保持框架13的连接凹槽21准确定位。定位凸起22b是一方形支柱,并有一个与连接凸起的旋转轴20接触的参考面22a1。如果定位凸起22b是一圆形支柱,定位凸起22b就仅仅在一点与连接凸起的旋转轴20接触,由于弹性变形,就不能对旋转轴20准确定位。因而,如同方形支柱的定位凸起22b是成这样子的,即定位凸起22b具有参考面22a1,减小了旋转轴20定位上的误差量。此外,定位凸起22b实际上没有公差,这样定位凸起22b能够完全压入清洁部件保持框架13顶壁的方孔13o中。这样就在没有任何间隙存在的情况下,将连接件22固定到充电部件保持框架13中,因为连接件22和充电部件保持框架13之间任何间隙的存在将以与间隙量成比例的数量减小连接凸起的旋转轴20位置固定的精度。
连接件22具有在其周围压装压缩螺旋弹簧22a的轴套22d。轴套22d形成为连接件22的整体一部分。因此,压缩弹簧22a能够预先压装在连接件22的轴套22d的周围;在组装处理盒B时,轴套22d的供应是很方便的。
参照图16,连接件22具有用于固定连接件22的一对固定爪22c1和一对固定爪22c2。固定搭扣爪对22c1和22c2分别位于定位凸起22b和压缩弹簧22a的附近。突起22b附近的固定爪22c1是这样定向的,即固定爪22c1的有效爪部分向定位凸起22b凸起。同样地,突起22a附近的固定爪22c2是这样定向的,即固定爪22c2的有效爪部分向压缩弹簧22a突出。在提供上述结构布置的情况下,能够建立一个可靠的连接;能够防止连接件22从充电部件保持框架13中移动。
更具体地说,连接件22保持在一个力下,该力由压缩弹簧22a的弹性所产生,并作用在将连接件22推出充电部件保持框架13的方向上。然而,固定爪22c2的端部或有效爪部向压缩弹簧22a突出。因此,来自压缩弹簧22a的力保持闭锁在充电部件保持框架13的固定爪捕捉部分的固定爪22c2的有效爪部。换句话说,由压缩弹簧20a的弹性防止了连接件22从充电部件保持框架13中移出。
由于感光鼓7、显影辊9c、隔离环9i等的振动而产生的显影单元D的小振动,使得连接突起的旋转轴20经常旋转。在连接凸起的旋转轴20旋转时,旋转轴20和连接件22的定位凸起22b之间的摩擦将定位凸起22b向上推。然而,固定爪22c2的端部或有效爪部向定位凸起22b突出。因此,摩擦保持着闭锁在充电部件保持框架13的固定爪捕捉部分的固定爪22c1的有效爪部。换句话说,由于由连接突起的旋转轴20在将定位凸起22b向上推的方向上而产生的力,防止了连接件22从充电部件保持框架13中移出。
参照图18(b),固定爪22c1和22c2闭锁在充电部件保持框架13中的深度h1在0.4-1.2mm范围内。这是因为实验证明,如果深度h1只是0.1mm,固定爪和相应的充电部件保持框架13的捕捉部分之间的接合是不可靠的,然而,如果深度超过1.2mm,当固定爪搭扣安装后,由每个固定爪的根部所产生的应力就过大。此外,在本实施例中,每个固定爪的不同尺寸设定如下:h2=1.5mm;h3=7.0mm;和h4=4.0mm。
同样在该实施例中,两对固定爪或总共四个固定爪形成为连接件22的整体部分。然而,连接件22的配置并不限于上述配置。例如,连接件22可以仅仅具有两个固定爪;一个带有向压缩弹簧20a突出的有效爪部,而另一个带有向定位凸起22b突出的有效爪部。这样的配置也提供了一个有效可靠的连接。
在左和右连接件22插入后,左和右连接件22的旋转轴20分别限制在由清洁部件保持框架13的左和右连接件22的壁以及左和右连接件22的定位凸起22b所产生的左和右空间内。在该实施例中,在处理盒B的一个纵向端部,上述空间尺寸和旋转轴20直径之间的公差范围为0.5-0.8mm,所以即使两个旋转轴20(左和右旋转轴20)由于组件生产上的误差不能完全成一直线,也能组装处理盒B。
(处理盒检修)
在处理盒B的色粉容器11A中的色粉用完时,处理盒B被回收并按下述步骤检修。
(清洁单元和显影单元分离的步骤)
下面将描述将处理盒B分解成清洁单元C和显影单元D的过程。为此,或者将连接件22破坏或者将其弯折并取出。
参照图19,首先,在处理盒B顶部并将清洁单元C和显影单元D保持在一起的一对连接件22用刀具37或类似物切断并取出。如前所述,每个连接件22由树脂材料制成,以这样一种方式固定显影单元D相对于清洁单元C的位置,即两个单元互相枢轴连接,压缩弹簧连接到连接件22上以保持压向清洁单元C的显影单元D。同样如前所述,用搭扣装配或类似方法即不能取出的方式,将连接件22连接到处理盒B上。
因此,通过将一对连接件22压在一预定的狭槽内,清洁单元C和显影单元D能够简单而精确地接合。因而,为了去除连接件22,可以通过将平头起子的顶端插入连接件22和显影部件保持框架12之间与连接件22和充电部件保持框架13之间的接缝处,将连接件22向上折起。在将连接件22向上折起时,有时几个固定爪22c1和22c2会折断。如果任一个固定爪22c1和22c2折断,就换一个新的连接件22。否则,检查连接件22以判断其是否满足其功能。如果确认连接件22满足其功能,连接件22就再使用。至于压缩弹簧22a,如果压缩弹簧的检查表明不异常,就重复使用。
在去除连接件对22时,清洁单元C和显影单元D就相互分离开了。
(清洁单元检修)
下面将连接在清洁单元C上的感光鼓7拆掉。参照图20,感光鼓7在清洁单元C的充电部件保持框架13侧壁10p之间,并由纵向端部固定在侧壁10p的鼓轮轴孔10p1中的鼓轮轴7a旋转支撑。鼓轮轴穿过感光鼓7从侧壁10p的轮轴孔10p1伸展到另一侧壁的轮轴孔10p1中。
为了将鼓轮轴7a从充电部件保持框架13中拉出,必须用锤子或类似物向充电部件保持框架13内部击打鼓轮轴7a的一端,以使得鼓轮轴7a的另一端伸出侧壁10p的外面。然后,通过握住鼓轮轴7a的突出端将鼓轮轴7a从充电部件保持框架13中拉出。当击打鼓轮轴7a的端部时,直径小于鼓轮轴9a直径的一个轴杆可以放在鼓轮轴7a的端部和锤子之间。在取出鼓轮轴7a时,可以从充电部件保持框架13中移走感光鼓7。充电部件保持框架13的内部空间由分隔肋条10q分隔,加强肋条10r对角放置在由分隔肋条10q的布置而形成的每个分隔内。
下面将描述充电部件保持框架13的清洁。在拆掉感光鼓7后,清洁单元C看起来如图20所示。该清洁单元固定在一适当的台上。然后,通过用手抓住吸嘴R,检修人员必须将真空装置(未示出)的吸嘴R的开口压在清洁刀片10a和接收器片10c之间的间隙10d上。然后,检修人员应该沿着缝隙水平移动吸嘴口将充电部件保持框架13内的废色粉吸出,同时沿箭头P指示的部分击打充电部件保持框架13。
在抽出废色粉后,将清洁刀片10a和接收器片从清洁单元C中取出。然后,充电部件保持框架13和拆掉的色粉盒10b的内部用空气或类似物清洁,并检查是否异常。如果没有发现异常,就重复使用。
在用气流冲击法将粘附到其上的色粉除去后,通过预定测试来判断拆下的感光鼓7和清洁刀片10a是否可重复使用。那些测试失败的,也就是不符合预定的性能标准的将更换新的组件。然而,通过在处理盒的开发阶段的研究实施和/或在几个检修过程期间完成的组件的统计研究已知具有很高的概率必须更换新的组件,那么处理盒的给定组件在不测试的情况下就应该更换新的组件。在不测试的情况下更换这样的新组件,有时可提高检修效率。在将一个新清洁刀片或重复使用的清洁刀片和一个新接收器片10c连接到清洁部件保持框架13上后,按从清洁部件保持框架13上拆下感光鼓7的相反步骤,将一个新感光鼓或重复使用的感光鼓7旋转连接到清洁部件保持框架13上。
(显影单元检修)
参照图7(b)、11和12,在描述显影单元D的检修之前,将描述拆卸前显影单元D总的结构。如前所述,显影辊9c由显影辊支座9j旋转支撑;轴套与由显影辊支座9j旋转支撑的显影辊9c的纵向端法兰连接。显影刀片9d连接到显影部件保持框架12开口的一个长边上。磁铁9g放在显影辊9c的空腔内。磁铁9g的纵向端部9g1和9g2或轴部具有D形截面,并安装在显影单元支架40和41的孔40e内,该孔40e也具有D形截面(图10和22)。显影单元支架40和41用螺钉一对一地固定到显影部件保持框架12的纵向端部上。换句话说,显影辊9c由显影辊支座9j旋转支撑,具有D形截面的磁铁9g的轴部9g1和9g2的位置由显影单元支架40和41固定。
如图22所示,显影单元支架40越过色粉保持框架11和显影部件保持框架12的侧壁,连接到这两个框架组合的纵向端部,覆盖用于将驱动力传递给显影部件9的色粉发送件9b和色粉搅拌件9e和9f的驱动力传送齿轮组24,从而构成处理盒B框架的外部的一部分。显影单元支架41覆盖显影部件保持框架12的另一侧,同样构成了处理盒B框架的外部的一部分。
显影单元支架40和41支撑磁铁9g,以及一对一地安装在显影单元支架40和41孔中的端部。
(显影辊和显影刀片的拆卸)
如上所述,为了将显影单元40连接到清洁单元C和显影单元D的组合上,如图22所示定位销钉40d安装在显影部件保持框架12的定位孔12p中(图11),在将螺钉33穿入不同于孔12p位置的显影单元支架40的孔401(图10)之后,紧固到显影部件保持框架12上。因而,通过取出螺钉33可以将显影单元支架40从显影单元D的侧壁上移走。同样如前所述,显影单元支架40的臂状物19具有连接凸起,它构成了旋转轴20的一部分。臂状物19以及其旋转轴20是显影单元支架40的整体模塑部分。旋转轴20放在充电部件保持框架13的连接凹槽21的最内部。
驱动力传送齿轮组24包含七个齿轮:齿轮9k、9m、9n、9q、9r、9s和9t(阶梯齿轮的每个齿轮算作一个单独的齿轮),其直径不同并相互之间啮合。这些齿轮由传递给它们的感光鼓7的旋转力来驱动显影辊9c、色粉发送件9b和色粉搅拌件9e和9f。这些齿轮通过简单的拉拔就能够容易地从轴杆或孔中拆下,所属轴杆或孔是用于安装这些齿轮的。
然后,拆卸显影单元支架41。当显影单元支架41连接到显影单元D的侧壁上时,定位销钉安装在显影部件保持框架12的定位孔中,螺钉34穿过孔411紧固到显影部件保持框架12上(图22),孔411的位置不同与显影部件保持框架12的定位孔的位置。因而,通过取出螺钉34能够将显影单元支架41从显影单元支架41的侧壁上拆下。同样,显影单元支架41的臂状物19具有连接凸起,该凸起构成了旋转轴20的一部分。臂状物19及其旋转轴20是显影单元支架41的整体模塑部分。旋转轴20放在充电部件保持框架13的连接凹槽21的最内部。
然后,如图11所示,在显影单元支架40和41拆卸掉后,具有D形截面的磁铁9g的端部或轴部9g1和9g2被暴露,显影单元支架40和41的销钉40d和41d分别从显影部件保持框架12的定位孔401和411中拉出。然后,在垂直于显影辊单元G轴向的方向上从每个显影辊支座9j中将显影辊单元G拉出。然后,将未示出的螺钉卸掉,该螺钉穿过显影刀片9d的螺孔9d4,紧固在显影部件保持框架12的刀片固定平面12i中带有母螺孔的的孔12i2中,螺孔9d4与带有母螺口的孔12i2成行布置。然后,以一种方式通过移动显影刀片9d,将显影刀片9d从显影部件保持框架12卸下,即将从刀片固定平面12i突出的左和右定位榫状物12i1滑出显影刀片9d的相应定位孔9d3。
(弹性密封部分粘贴的检修)
如果修复了覆盖膜50,一个检修过的处理盒B实际上如同新的一样。然而,在该实施例中,覆盖膜50没有修复,因为只要显影单元D可以这样密封,即在最后的组装后显影单元D不泄漏色粉,修复即是不必要的。
即使覆盖膜51没有修复,通过在显影单元D的每个纵向端部,已有的弹性密封部分12s1的外面放置另外一个弹性密封部件,显影单元也能防漏。图23是通过上述过程从显影单元D取出显影单元支架40和41、显影辊单元G和显影刀片9d后的显影单元D的主视图。在该图中,参考标志12s3表示连接到显影部件保持框架12上在已有弹性密封部分12s1(第一端部密封部分)外面的附加弹性密封部分(下称“检修弹性密封部分”或“第二端部密封部分”)。图24和25是图11中所示显影部件保持框架12的一个和另一个的纵向端部的放大透视图,其上已连接有检修弹性密封部分12s3。与已有弹性密封部分12s1相同的方式,利用粘贴部件如双面胶带或类似物,将检修弹性密封部分12s3粘贴到半圆柱形表面12i上。检修弹性密封部分12s3与已有弹性密封部分接触放置或放在已有弹性密封部分12s1的附近。在本发明的该实施例中,将与已有弹性密封部分12s1的材料相同的材料用作检修弹性密封部分12s3的材料;换句话说,采用四氟乙烯纤维无纺布如特氟隆毡。然而,没必要相同,可依检修人员的判断来选择。同样在本实施例中,检修弹性密封部分12s3的外部尺寸或厚度和宽度(按显影辊9c的纵向)做得与已有弹性密封件12s1的一样。然而,因为如下原因其长度可做得比以有弹性密封件12s1小。也就是,在粘贴检修弹性密封部分12s3的上面有显影刀片固定平面12i,因此,如果检修弹性密封部分12s3的长度与已有弹性密封件12s1的一样,检修弹性密封部分12s3伸展到显影刀片固定平面12i的上面;当重新连接显影刀片9d时,难于准确定位显影刀片9d。虽然检修弹性密封部分12s3的厚度和宽度做得与已有弹性密封件12s1的一样,但是它们没必要相同;可依检修人员的判断来选择。
(色粉填充过程)
下面将给色粉容器11A重新充填色粉,色粉容器11A以这样一种方式由显影单元D的框架部分保持,即色粉输送口向下,色粉容器11A放置在底面上。在操作时,漏斗47的端部插入色粉输送口12p,色粉从一色粉瓶48流入漏斗47。漏斗47的主要部分可以具有一个装有一推进加料器的测量装置,所以色粉容器11A能以较高的效率重新充填色粉。
(处理盒的组装)
在连接检修弹性密封部分12s3和用色粉t重新充填色粉容器11A后,处理盒B被重新组装。按上述拆卸步骤相反的顺序重新组装处理盒B是必要的。换句话说,首先,通过将显影刀片9d的金属板9d1用螺钉紧固到显影部件保持框架12的显影刀片固定平面12i上,把显影刀片9d连接到显影部件保持框架12上,如图11所示。
下面通过将显影辊9c安装在显影辊支座9j上的步骤、将显影辊9c装配显影辊齿轮9k等步骤来组装显影辊单元G,如图7(b)、11和13所示。然后,以一种方式将这样组装的显影辊单元G连接到显影部件保持框架12上,以这样覆盖显影部件保持框架12的开口11i(色粉输送口),即显影辊9c的每个端部与色粉泄漏保护弹性密封件12s1(第一端部密封件)和检修弹性密封件12s3(第二端部密封件)接触放置。在此过程期间,将显影辊支座9j插入显影部件保持框架12的槽12q中(图23)。同样,惰齿轮9q、9r、9t等以相互啮合的方式安装在榫状凸起12e、12f和12g的周围。然后,如图22所示,将显影单元支架40的定位销钉40d插入到显影部件保持框架12的孔12p中(图13),并将显影单元支架40用螺钉33紧固到显影部件保持框架40上。
下面,参照图7(b)和22,显影单元支架41的销钉41d插入未示出的孔中(显影部件保持框架12的孔,按纵向位于孔12p所在侧的相反一侧)。然后,将显影单元支架41用螺钉34紧固到显影部件保持框架12上。
在显影刀片9d和显影辊9c连接之前,通过用气流冲击同时抽吸其周围的空气来清洁吸附在其上的色粉。其后,检查以判断其是否可以重复使用。那些不满足预定性能标准的就更换新的。然而,通过开发过程或检修过程期间的检查,已知具有很高的可能性必须更换的组件,有时在检修期间不经过检查就更换新的,因为简单地更换有时可以提高工作效率。
紧接着将显影单元D与清洁单元C接触放置,从显影单元支架40(41)突出的旋转轴20安装在充电部件保持框架13的连接凹槽21内。然后,一个新连接件2或一个经过检查的连接件22推进连接部分以将显影单元D固定到清洁单元C上,从而结束处理盒B的检修。
根据处理盒B检修的说明,在显影单元支架40拆下后,拆卸显影单元支架41。然而,显影单元支架41也可以在显影单元40之前拆卸:拆卸显影单元支架40和41的顺序无关紧要。在这样的情况下他们可以同时拆卸,即处理盒B的检修是自动化的。
(连接保护片的步骤)
下面将描述连接保护片的步骤。在经过上述检修步骤后,处理盒B被包装并发运。在处理盒B运送期间,也就是,在处理盒B从处理盒工厂运送到最终用户时,由于振动和冲击,有时会发生下述问题。参照图27,图27是感光鼓7的放大视图,也就是,显影部件保持框架12的颚状部12h及其附近,由于在处理盒B的运输期间产生的振动和冲击,图27中用双点划线表示的颚状部12h产生变形,结果,颚状部12h的边缘12h1有时与感光鼓7接触,从而破坏感光鼓7。由于下述原因在纵向上处理盒B的中心部分是这种变形最显著的。也就是,在显影部件保持框架12的两个纵向端部,接近半圆柱形表面12j的框架部分连续带有如图11所示的颚状部12h,且该框架部分起调节额状部12h的振动的所谓的侧壁作用。然而,穿过显影部件保持框架12的中心部分,没有这种调节振动的上述侧壁的部分,因此,颚状部12h容易沿其中心部分变形。结果,变形在穿过中心的部分最大,并逐渐向着纵向端部减小。因而,不会产生沿纵向方向整个边缘12h1上,颚状部12h与感光鼓7的接触。换句话说,仅仅颚状部12h的有限部分或中心部分与感光鼓7接触。顺便提到的是,纵向尺寸较大的处理盒,其纵向中心部分的变形也越大。这样产生的擦伤或伤痕将在图象上导致白或黑的条纹,从而降低图像质量。
因而,如图28和29所示,为了防止感光鼓7的损坏,本发明将一保护片125放在颚状部12h和感光鼓7之间,以防止颚状部12h的边缘12h1直接与感光鼓7接触。因为颚状部12h的边缘12h1不在纵向整个边缘12h1上与感光鼓7接触,所以没必要用保护片125在整个感光鼓7的纵向上保护感光鼓7。换句话说,保护片125仅仅足够长以与额状部12h可能与感光鼓7接触的长度范围相匹配。该长度范围可通过商品销售检验、商品运输检验或类似的检验来确定。参照图29,在该实施例中,宽约100m厚约0.1mm的聚乙烯保护片125放在颚状部12h和感光鼓7之间,在纵向上处理盒B的接近中心部分。至于保护片125的放置,首先,从清洁部件保护框架13一侧,穿过清洁部件保持框架13和鼓光闸18之间的缝隙,以覆盖转印口13n的方式将保护片125插入,所以保护片125的前端到达显影辊9c和密封件12s2互相接触的附近。然后,用稍后描述的一片普通胶带或可撕下的胶带保护以防止保护片125脱落。
(可撕下胶带粘贴的步骤)
下面将描述可撕下胶带粘贴的步骤。上述保护片125是用于解决在由于处理盒运输期间的振动和冲击使颚状部12h变形从而导致边缘12h1与感光鼓7接触时所产生的问题的一个措施。换句话说,这是颚状部12b向感光鼓7变形的一个对策。然而,不仅颚状部12h向感光鼓7变形,而且颚状部12h从感光鼓7离开变形(图27)也是非常自然的。如果颚状部12h离开感光鼓7变形,密封件12s2在与显影辊9c分离的方向上运动。为了在显影辊9c和颚状部12h之间密封,接近密封件12s2一个长边的密封件12s2部分粘贴到颚状部12h上,密封件12s2的另一长边与显影辊9c接触放置。因而,在颚状部12h离开感光鼓7移动时,密封件12s2和显影辊9c之间的接触压力减小,或者密封件12s2与显影辊9c分离,从而允许显影部件9内的色粉泄漏(如前所述,根据本发明,当检修处理盒B时没有贴上覆盖膜51,所以显影部件9中是充满色粉的)。因此,根据本发明,为了防止色粉泄漏,将胶带穿过清洁单元c、鼓光闸18以及显影单元D粘贴,以防止颚状部12h的变形。
参照图27,在短尺寸方向上鼓光闸18的一端与颚状部12h的外表面(与粘贴密封件12s2相反的一侧)接触或接近。因此,在颚状部12h变形离开感光鼓7时,颚状部12h的外表面开始在短尺寸方向上与鼓光闸18的上述端接触,从而导致鼓光闸18变形。因而,这样增强鼓光闸18的考虑是合理的,即离开感光鼓7不变形,同样防止了额状部12h的变形。
因此,为了这样增强鼓光闸18,即离开感光鼓7不变形,如图28和29所示,一可撕下的胶带126穿过清洁单元C、鼓光闸18和显影单元D粘贴。更具体地说,可撕下胶带126的一端粘贴到色粉保持框架11上,在有槽11n(图14)的相反侧,且在显影部件保持框架12的外表面的部分12d和鼓光闸18的外表面上伸展,几乎到达清洁部件保持框架13的顶面。在显影部件保持框架12的外表面的部分12d和粘贴可撕下胶带126的鼓光闸18部分之间,可撕下胶带126在不粘贴到处理盒B的情况下伸展。在从显影部件保持框架12的外表面的部分12d伸展后,胶带126与之接触的鼓光闸18部分稍微向处理盒B的外面突出。因此,鼓光闸18的边缘18d,也就是,沿短尺寸方向在纵向上伸展的鼓光闸18的一端可以至少与颚状部12h接触放置。同样,通过给穿过没粘贴到处理盒B上的情况下伸展的上述部分的胶带126一定量的张力,鼓光闸18的边缘1gd可以压在颚状部12h上。因而,在没有任何松弛量的情况下粘贴可撕下胶带126是很重要的。这就是因为即使粘贴了可撕下胶带126,由于胶带存在松弛从而防止了可撕下胶带126调节鼓光闸18的变形。因此,可撕下胶带126应该在给胶带提供一合适量的张力时粘贴,可撕下胶带126的材料的弹性应该尽可能小。此外,从增加抗拉强度的观点出发,越宽的可撕下胶带126越好。此外,因为可撕下胶带126必须撕掉,如稍后所描述的,当使用处理盒B时,胶带126应该容易撕掉,不应该在撕下的区域留下粘合剂。在本发明中,可撕下胶带126约40mm宽。可撕下胶带126的基体是聚酯薄膜和聚酯纤维或玻璃纤维的组合物。可撕下胶带126的粘合剂是一种橡胶基粘合剂。可撕下胶带126也粘贴在如图29所示的保护片125的暴露部分。在清洁单元C的一侧,可撕下胶带126的端部这样折起,即端部的粘合剂覆盖面粘贴接近该端部的在可撕下胶带126部分的粘合剂覆盖面上,如图30所是,以防止可撕下胶带126的端部粘贴到清洁单元C上。可撕下胶带126的部分126a,也就是,由折迭如上所述可撕下胶带126端部所产生的部分,构成了可撕下胶带126的接头部分126a,当用户想去掉保护片125和可撕下胶带126时,用户可抓住该部分。虽然在处理盒B运输时保护片125和可撕下胶带126是必需的,但是,当将处理盒B安装到激光打印机A用于打印时,它们有点碍事。因此,它们必须由用户去掉。当用户将处理盒B安装到激光打印机A时,抓住接头部126a和没有粘贴到清洁单元C上的部分撕掉可撕下胶带126,这一切对用户来说是必需的。在撕掉可撕下胶带126时,因为保护片125的上述暴露部分粘贴在可撕下胶带126上,所以保护片125与可撕下胶带126一起离开。将保护片125的暴露部分粘贴到可撕下胶带126的布置,避免了用户忘记去掉保护片125,而且改善了处理盒B的可用性。
上述情况是本发明实施例的一个举例,在该例子中如图28和29所示,采用了保护片125和可撕下胶带126。然而,采用两种是不必要的。颚状部12h的截面形状随不同的处理盒而变化依赖于处理盒设计的思想;因此,颚状部12h变形的阻力也变化,同样,在所有的处理盒中颚状部12h的边缘12h1和感光鼓7之间的距离也不同。因而,在运输期间产生振动和冲击的处理盒不会引起颚状部12h的边缘12h1与感光鼓7接触。此外,颚状部12h的边缘12h1向鼓光闸18变形的量依颚状部12h对变形的阻力而变化,所说阻力受颚状部12h的截面形状、鼓光闸18的强度、用于包装处理盒B的材料等等因素影响。因此,色粉不会从所有处理盒中泄漏。换句话说,即使当颚状部12h在引起颚状部12h的边缘12h1离开感光鼓7足够远的方向上变形,颚状部12h的边缘12h1与感光鼓7接触,但是由于在处理盒运输期间所产生的振动和冲击,颚状部12h不会永远在引起颚状部12h的边缘12h1移动离开感光鼓7足够远以允许色粉泄漏的方向上变形。正相反,即使当颚状部12h在引起颚状部12h的边缘12h1离开感光鼓7足够远以允许色粉泄漏的方向上变形,颚状部12h也不会始终与感光鼓7接触。因而,保护片125和可撕下胶带126的选择是随意的;可以按每个处理盒的特殊要求来选择。图31表示只有可撕下胶带126的处理盒,图32表示只有保护片125的处理盒。在图32中,胶带127是用于防止保护片125脱落,与可撕下胶带126一样,不会调节颚状部12h的变形。顺便提到的是,图31中的可撕下胶带126和图32中的胶带127这样粘贴到相应的处理盒B上,即每个胶带的一个端部延伸到清洁部件保持框架13的顶面,并如图30所示折回(接头部分126a),从而不粘贴到清洁部件保持框架13上,以使得用户较容易撕下胶带。
上述步骤是检修处理盒的基本步骤。它们是根据本发明处理盒检修方法的仅仅一个例子的部分。完成的这些步骤的顺序和检修处理盒的方法没必要限定在上述步骤或方法中。因而,将在下面对本发明的前述说明进行补充,所以将能准确理解本发明处理盒检修方法。
首先,{清洁单元检修步骤}在{显影单元检修步骤}之前描述。这并不意味着{显影单元检修步骤}始终在{清洁单元检修步骤}之后进行。因为通过{清洁单元和显影单元分离的步骤},清洁单元和显影单元是互相分离的,{清洁单元检修步骤}和{显影单元检修步骤}可以相互独立完成。换句话说,它们可以同时或并行完成,或{显影单元检修步骤}可以在{清洁单元检修步骤}之前完成。
其次,{色粉填充步骤}描述为通过如图26所示的孔11i填充色粉的一个步骤,因此,该步骤被描述为在{粘贴用于检修的弹性密封件的步骤}之后完成的步骤。然而,色粉容器被重新充填色粉的部分没必要限制为开口11i。例如,色粉容器可以通过色粉保持框架11的色粉填充孔11d来重新充填色粉。在这种情况下,如果开口11i暴露,色粉就泄漏。因此,色粉容器应该在{处理盒组装步骤}中显影单元支架40和41连接后(在显影辊单元G连接到显影部件保持框架12上之后)重新充填色粉,因为这样的方案提高了组装效率。
第三,已从显影单元上卸下的显影刀片和显影辊单元以及已从清洁单元上卸下的感光鼓和清洁刀片并不是始终分别重新连接到它们从中取下的那个显影单元和清洁单元上。也就是,当处理盒通过一个所谓的生产线检修时,显影刀片,例如已从显影单元上拆下,以一定数量的组储存在工具箱或类似物中,在用气流冲击清洁后输送到生产线上。因此,不能保证每个显影刀片连接到每个从其上拆下的显影单元上。然而,只要连接给定显影刀片的显影单元与卸下显影刀片的显影单元的规格一样,显影刀片没必要连接到拆下该显影刀片的每个显影单元上;诚然,可能有一些由公差引起的尺寸差异。这对显影辊单元、感光鼓和清洁力片同样是正确的。此外,显影单元或清洁单元并非始终分别于与之分离的清洁单元和显影单元结合在一起,对于上述给出的显影刀片也是同样的原因,显影单元或清洁单元没必要分别与与之分离的每个清洁单元和显影单元结合。
上述实施例包括处理盒检修方法,在处理盒使用期限到期后,在该方法中处理盒被修复和分解;通过处理盒分解所得到的组件按组件类型分组;一些组件更换新的(没重复使用的);这样得到的组件按上述步骤重新组装成处理盒,使用与每个处理盒中一样的组件检修处理盒的处理盒检修方法,很少例外必须更换新的组件或来自其它处理盒的重复使用的组件。
此外,明显地每个上述步骤可使用合适的机器人自动进行。不仅本发明可适用于形成单色图像的上述处理盒B,而且也适用于包含多个显影部件10形成多色彩图像(例如双色图像、三色图像、全色图像等等)的处理盒。此外,本发明与各种著名的显影方法如基于两元磁刷(two component magnetic brush)显影方法、层叠(cascade)显影方法、降落(touch down)显影方法、以及朦胧(cloud)显影方法相兼容。此外,不仅本发明与上述第一实施例中的所谓接触充电方法和结构兼容,而且也与其他充电方法如一种普通使用的充电方法和结构兼容,在该普通使用的方法和结构中,一条钨丝由金属材料如铝制成的罩围在其三面,将高压施加到钨丝上以产生正或负离子,所产生的正或负离子被转移到感光鼓的外表面上均匀地给感光鼓的外表面充电。除上述辊之外,充电部件可以是一个刀片(充电刀片)、一个垫片、一个垫块、一个杆轴或金属丝的形式。清洁残留在感光鼓上色粉的方法可采用刀片、软毛刷、磁刷或类似物形式的清洁部件。上述处理盒B可以是一图像支承件和一显影部件整体布置的盒子,且其可拆卸安装在成像装置的主体上;可以是充电部件、清洁部件或显影部件以及照相感光件整体布置的盒子,且其可拆卸安装在成像装置的主体上;或者是至少一个显影部件和一个静电感光件整体布置的盒子,且其可拆卸安装在成像装置的主体上。此外,在本发明的前述实施例中,激光打印机被称作成像装置。然而,本发明的应用没必要限制在激光打印机上。显而易见地本发明也适用于各种其他的成像装置,例如LED打印机,电子照相复印机,传真机,文字处理机等等。
如上所述,实现了检修处理盒的简单方法。
虽然参照这里所公开的结构描述了本发明,但是并不限制于上述细节,本发明企图覆盖在改进的目的和后面的权利要求范围内可以做到的这样的修改或改变。
Claims (33)
1.一种处理盒的再生方法,所说处理盒可拆卸地安装在一电子照相成像装置的主体上,所说处理盒包括一支撑一电子照相感光鼓的第一单元和一支撑一显影辊、并具有一容纳显影剂的显影剂容纳部分的第二单元,所说显影辊用于将一静电潜像显影在电子照相感光鼓上,所说显影剂用于通过显影辊进行的静电潜像的显影,第一单元和第二单元可转动连接,该方法包括:
(a)将所说第一单元与第二单元相互分离的单元分离步骤;
(b)将所说显影剂填充到第二单元的显影剂容纳部分的显影剂填充步骤;
(c)将第一单元和第二单元互相连接的单元结合步骤;和
(d)胶带粘贴步骤,将一胶带沿第一单元的外表面、鼓光闸的外表面、第二单元的外表面可去除地粘贴,所说鼓光闸用于覆盖电子照相感光鼓从第一单元和第二单元中暴露的部分。
2.根据权利要求1所述的方法,还包含一个在所说显影剂充填步骤之前,从第二单元上拆卸显影辊的显影辊拆卸步骤,以及一个在所说单元结合步骤之前,将所说显影辊安装到第二单元的显影辊安装步骤。
3.根据权利要求2所述的方法,其特征在于,在所说显影辊安装步骤安装到第二单元的显影辊是从该处理盒第二单元上拆下的显影辊,或是从其它处理盒的第二单元上拆下的显影辊。
4.根据权利要求1、2或3所述的方法,还包含一个从第二单元上拆卸安装在第二单元上的显影刀片的显影刀片拆卸步骤,以及一个在所说单元结合步骤之前,在所说第二单元上安装显影刀片的显影刀片安装步骤,所说显影刀片用于调节沉积在显影辊上的显影剂量。
5.根据权利要求4所述的方法,其特征在于,在所说显影刀片安装步骤中安装到第二单元的显影刀片是在上述显影刀片拆卸步骤中从该处理盒的第二单元上拆下的显影刀片,或是从其它处理盒的第二单元上拆下的显影刀片。
6.根据权利要求1、2或3所述的方法,其特征在于,在所说显影剂充填步骤中,通过一用于给显影辊供应显影剂的显影剂供应口,显影剂供应给所说显影剂容纳部分。
7.根据权利要求1、2或3所述的方法,其特征在于,在所说显影剂充填步骤中,通过构成所说显影剂容纳部分的显影剂容纳框架中的显影剂填充口,将显影剂供应给所说显影剂容纳部分。
8.根据权利要求1、2或3所述的方法,其特征在于,在所说单元结合步骤结合的第一单元和第二单元是那些在所说单元分离步骤中分离的单元,或是那些在多个处理盒分离所提供的第一和第二单元中任意选择的单元。
9.根据权利要求1、2或3所述的方法,其特征在于,在所说胶带粘贴步骤中,胶带基本上沿第一单元、鼓光闸和第二单元的纵向中心部分粘贴。
10.根据权利要求1、2或3所述的方法,还包含一个安装可拉出保护片的保护片安装步骤,以使所说保护片在第一单元和鼓光闸之间以及在第二单元的内表面和显影辊之间延伸。
11.根据权利要求10所述的方法,其特征在于,在所说保护片安装步骤中,保护片基本上沿第一单元、鼓光闸和第二单元的纵向中心部分安装。
12.根据权利要求10所述的方法,其特征在于,在所说胶带粘贴步骤中,胶带粘贴在保护片的外表面上。
13.根据权利要求10所述的方法,其特征在于,在处理盒由所说再生方法再生之前,当所说胶带去掉时,去掉所说胶带,保护片从安装位置拉出。
14.根据权利要求1、2或3所述的方法,其特征在于,胶带包含作为基体材料的聚酯薄膜。
15.根据权利要求10所述的方法,其特征在于,在所说保护片安装步骤中使用的保护片由聚乙烯制成。
16.根据权利要求1、2或3所述的方法,其特征在于,粘贴胶带时在其上施加一个张力。
17.根据权利要求1、2或3所述的方法,还包含一个拆卸清洁刀片和电子照相感光鼓的清洁刀片和电子照相感光鼓拆卸步骤,所说步骤用于在所说单元结合步骤之前,从第一单元上拆卸用于除去在电子照相感光鼓上的残留色粉的清洁刀片和所说电子照相感光鼓,以及一个显影剂除去步骤,从第一单元上除去由清洁刀片从电子照相感光鼓上除去的显影剂。
18.根据权利要求17所述的方法,其特征在于,拆下的电子照相感光鼓重复使用或更换一个新的电子照相感光鼓,或拆下的清洁刀片重复使用或更换一个新的清洁刀片,或拆下的安装在第二单元上的显影刀片重复使用或更换一个新的显影刀片,或从第二单元拆下的显影辊重复使用或更换一个新的显影辊。
19.根据权利要求18所述的方法,其特征在于,在所说结合步骤后,处理盒中的电子照相感光鼓是一个从该处理盒的所说第一单元拆卸下来的电子照相感光鼓,或一个从其它处理盒的第一单元上拆卸下来的电子照相感光鼓。
20.根据权利要求18所述的方法,其特征在于,在所说结合步骤后,处理盒中的清洁刀片是一个在上述清洁刀片和电子照相光敏鼓拆卸步骤中从该处理盒的所说第一单元拆卸下来的清洁刀片,或一个从其它处理盒的第一单元上拆卸下来的清洁刀片。
21.一种处理盒的再生方法,所说处理盒可拆卸地安装在一电子照相成像装置的主体上,所说处理盒包括一支撑一电子照相感光鼓的第一单元和一用于除去残留在电子照相感光鼓上显影剂的清洁刀片,一支撑一显影辊、并具有一容纳显影剂的显影剂容纳部分的第二单元,所说显影辊用于将一静电潜像显影在电子照相感光鼓上,所说显影剂用于通过显影辊进行的静电潜像的显影,第一单元和第二单元可转动连接,该方法包括:
(a)将所说第一单元与第二单元相互分离的单元分离步骤;
(b)用一新电子照相感光鼓更换安装到第一单元上的电子照相感光鼓的感光鼓更换步骤;
(c)从第二单元上拆卸显影辊的显影辊拆卸步骤;
(d)从第二单元上拆卸安装在第二单元上的显影刀片的显影刀片拆卸步骤,所说显影刀片用于调节沉积在显影辊上的显影剂量;
(e)将所说显影剂从用于将显影剂从显影剂容纳部分供应给显影辊的显影剂供应口填充到显影剂容纳部分的显影剂填充步骤;
(f)将显影刀片安装到所说第二单元上的显影刀片安装步骤;
(g)将显影辊安装到所说第二单元上的显影辊安装步骤;
(h)将第一单元和第二单元互相结合的单元结合步骤;
(i)安装可拉出保护片的保护片安装步骤,以使保护片在第一单元和鼓光闸之间和第二单元和显影辊的内表面之间伸展;和
(j)胶带粘贴步骤,沿第一单元的外表面、鼓光闸的外表面和第二单元的外表面可去除地粘贴胶带,所说鼓光闸用于覆盖电子照相感光鼓从第一单元和第二单元暴露的部分。
22.根据权利要求21所述的方法,其特征在于,在所说显影辊安装步骤中安装到第二单元的显影辊,是一个在上述显影辊拆卸步骤中从该处理盒的第二单元拆卸下来的显影辊,或是一个从其它处理盒的第二单元上拆卸下来的显影辊。
23.根据权利要求21或22所述的方法,其特征在于,在所说显影刀片安装步骤中安装到第二单元的显影刀片,是一个在上述显影刀片拆卸步骤中从该处理盒的第二单元拆卸下来的显影刀片,或是一个从其它处理盒的第二单元上拆卸下来的显影刀片。
24.根据权利要求21或22所述的方法,其特征在于,在所说单元结合步骤中结合的第一和第二单元,是那些在所说单元分离步骤中分离的第一和第二单元,或是那些在由多个处理盒分离所提供的第一单元和第二单元中任意选择的第一和第二单元。
25.根据权利要求21或22所述的方法,其特征在于,在所说胶带粘贴步骤中,胶带基本上沿第一单元、鼓光闸和第二单元的纵向中心部分粘贴。
26.根据权利要求21或22所述的方法,其特征在于,在所说保护片安装步骤中,保护片基本上沿第一单元、鼓光闸和第二单元的纵向中心部分安装。
27.根据权利要求21或22所述的方法,其特征在于,在所说胶带粘贴步骤中,胶带粘贴在保护片的外表面上。
28.根据权利要求21或22所述的方法,其特征在于,在处理盒由所说再生方法再生之前,当撕下所说胶带时,除去所说胶带,保护片从安装位置拉出。
29.根据权利要求21或22所述的方法,其特征在于,胶带包含作为基体材料的聚酯薄膜。
30.根据权利要求21或22所述的方法,其特征在于,在所说保护片安装步骤中使用的保护片由聚乙烯制成。
31.根据权利要求21或22所述的方法,其特征在于,粘贴胶带时在其上施加一张力。
32.根据权利要求21或22所述的方法,其特征在于,在所说感光鼓更换步骤中,从第一单元上拆下用于去除残留在电子照相感光鼓上色粉的清洁刀片和所说电子照相感光鼓,并且所说方法还包含一个显影剂去除步骤,用于从第一单元上去除由清洁刀片从电子照相感光鼓上除下的显影剂。
33.根据权利要求32所述的方法,其特征在于,拆下的电子照相感光鼓重复使用或更换新的电子照相感光鼓,或拆下的清洁刀片重复使用或更换新的清洁刀片,或拆下的显影刀片重复使用或更换新的显影刀片,或拆下的显影辊重复使用或更换新的显影辊。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP194564/2000 | 2000-06-28 | ||
| JP2000194564A JP3320403B2 (ja) | 2000-06-28 | 2000-06-28 | プロセスカートリッジの再生産方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1335541A CN1335541A (zh) | 2002-02-13 |
| CN1158582C true CN1158582C (zh) | 2004-07-21 |
Family
ID=18693368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011248947A Expired - Fee Related CN1158582C (zh) | 2000-06-28 | 2001-06-28 | 处理盒的再生方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6643482B2 (zh) |
| EP (1) | EP1168108A3 (zh) |
| JP (1) | JP3320403B2 (zh) |
| KR (1) | KR100399700B1 (zh) |
| CN (1) | CN1158582C (zh) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3467023B2 (ja) * | 2001-04-27 | 2003-11-17 | キヤノン株式会社 | プロセスカートリッジの再生産方法及びプロセスカートリッジ |
| US6763210B2 (en) * | 2002-03-11 | 2004-07-13 | Brother Kogyo Kabushiki Kaisha | Method of refilling used developing cartridge |
| JP3720802B2 (ja) * | 2002-11-06 | 2005-11-30 | キヤノン株式会社 | プロセスカートリッジの再生産方法 |
| JP2004361749A (ja) * | 2003-06-05 | 2004-12-24 | Ricoh Co Ltd | 画像形成装置及び該画像形成装置の作像ユニット |
| US7177567B2 (en) * | 2003-12-19 | 2007-02-13 | Steven Miller | Integrated toner cartridge with toner agitator and sensing device |
| ATE475911T1 (de) * | 2004-08-06 | 2010-08-15 | Brother Ind Ltd | Elektrische und mechanische verbindungen an behälter für ein lichtempfindliches element, entwicklungseinheit und arbeitseinheit |
| ATE537486T1 (de) * | 2004-08-06 | 2011-12-15 | Brother Ind Ltd | Entwicklungsbehälter mit einem vorstehenden teil aussen am gehäuse |
| JP4815932B2 (ja) * | 2004-10-29 | 2011-11-16 | ブラザー工業株式会社 | プロセスカートリッジおよび画像形成装置 |
| KR100695015B1 (ko) * | 2005-01-26 | 2007-03-15 | 삼성전자주식회사 | 프린터 카트리지 |
| JP2006267808A (ja) * | 2005-03-25 | 2006-10-05 | Matsushita Electric Ind Co Ltd | プロセスカートリッジ及び画像形成装置 |
| US20070269232A1 (en) * | 2006-05-19 | 2007-11-22 | Optical Technologies Corp. | Method for installing replacement optical photo conductor |
| JP4950804B2 (ja) * | 2007-08-20 | 2012-06-13 | エコロテック株式会社 | トナーカートリッジの梱包構造及び梱包方法 |
| KR100941420B1 (ko) * | 2008-02-21 | 2010-02-10 | 삼성전자주식회사 | 화상형성장치 |
| JP5344538B2 (ja) * | 2008-05-27 | 2013-11-20 | キヤノン株式会社 | プロセスカートリッジの組立て方法、プロセスカートリッジの分解方法、プロセスカートリッジの再生産方法及びプロセスカートリッジ |
| JP5159507B2 (ja) | 2008-06-20 | 2013-03-06 | キヤノン株式会社 | カップリング部材の取り外し方法、カップリング部材の取り付け方法、及び、電子写真感光体ドラムユニット |
| CN101620404B (zh) * | 2008-07-04 | 2011-11-30 | 珠海天威飞马打印耗材有限公司 | 将一种感光鼓改制成另一种感光鼓的方法 |
| US20110129270A1 (en) * | 2009-12-01 | 2011-06-02 | Kumiko Seo | Protective sheet, image forming method, and image forming apparatus |
| JP5033170B2 (ja) * | 2009-12-02 | 2012-09-26 | 株式会社沖データ | 現像剤収容器、画像形成ユニット、及び画像形成装置 |
| JP2011123348A (ja) | 2009-12-11 | 2011-06-23 | Canon Inc | プロセスカートリッジ及びプロセスカートリッジの分解方法 |
| US8670689B2 (en) * | 2010-03-16 | 2014-03-11 | Zhuhai Seine Technology Limited | Processing cartridge |
| CN101893839B (zh) * | 2010-05-06 | 2011-12-28 | 珠海天威飞马打印耗材有限公司 | 激光打印机用碳粉盒再生方法 |
| CN101893840B (zh) * | 2010-06-11 | 2012-09-05 | 珠海天威飞马打印耗材有限公司 | 激光成像处理盒之充电辊再生方法 |
| CN102830604A (zh) * | 2012-09-24 | 2012-12-19 | 王卫华 | 一种硒鼓二次灌粉流水生产线 |
| JP5807028B2 (ja) * | 2013-01-31 | 2015-11-10 | 京セラドキュメントソリューションズ株式会社 | 画像形成装置 |
| JP6223053B2 (ja) * | 2013-08-09 | 2017-11-01 | キヤノン株式会社 | プロセスカートリッジ |
| JP6379585B2 (ja) * | 2014-03-31 | 2018-08-29 | ブラザー工業株式会社 | 画像形成装置 |
| CN104122776A (zh) * | 2014-07-29 | 2014-10-29 | 珠海市科力莱科技有限公司 | Hp彩色碳粉盒再生方法 |
| JP6410564B2 (ja) | 2014-10-27 | 2018-10-24 | キヤノン株式会社 | 現像剤収納ユニットの再生産方法 |
| JP6418896B2 (ja) | 2014-10-27 | 2018-11-07 | キヤノン株式会社 | 現像剤収納ユニットの再生産方法 |
| JP6584062B2 (ja) * | 2014-10-27 | 2019-10-02 | キヤノン株式会社 | 再生産方法 |
| USD868885S1 (en) * | 2015-12-08 | 2019-12-03 | Lexmark International, Inc. | Electrophotographic printer panel |
| USD894272S1 (en) * | 2015-12-08 | 2020-08-25 | Lexmark International, Inc. | Front panel of multi-function electrophotographic printer scanner |
| USD867445S1 (en) * | 2015-12-08 | 2019-11-19 | Lexmark International, Inc. | Printer panel |
| USD893603S1 (en) * | 2015-12-08 | 2020-08-18 | Lexmark International, Inc. | Side panel of paper feed tray on printer |
| CN105446109A (zh) * | 2015-12-29 | 2016-03-30 | 徐文欢 | 一种再生送粉辊 |
| CN107065485A (zh) * | 2016-12-31 | 2017-08-18 | 上海宜达胜临港打印耗材有限公司 | 一种打印机硒鼓再制造的方法 |
| JP6957199B2 (ja) * | 2017-05-19 | 2021-11-02 | キヤノン株式会社 | 感光体ユニット |
| JP7057191B2 (ja) | 2018-03-30 | 2022-04-19 | キヤノン株式会社 | 像担持ユニットの製造方法及びカートリッジの製造方法 |
| JP7059072B2 (ja) | 2018-03-30 | 2022-04-25 | キヤノン株式会社 | 像担持ユニットの製造方法及びカートリッジの製造方法 |
| CN117862263B (zh) * | 2024-03-12 | 2024-05-24 | 常州润来科技有限公司 | 一种适应暖通专用铜管盘拉减振方法及系统 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5331373A (en) | 1992-03-13 | 1994-07-19 | Canon Kabushiki Kaisha | Image forming apparatus, process cartridge mountable within it and method for attaching photosensitive drum to process cartridge |
| JP3352155B2 (ja) | 1992-06-30 | 2002-12-03 | キヤノン株式会社 | プロセスカートリッジ及び画像形成装置 |
| JP3347476B2 (ja) * | 1993-06-30 | 2002-11-20 | キヤノン株式会社 | プロセスカートリッジの再生方法 |
| JP3313900B2 (ja) | 1993-08-31 | 2002-08-12 | キヤノン株式会社 | プロセスカートリッジのフレーム及びプロセスカートリッジ及び電子写真画像形成装置 |
| JP3267465B2 (ja) | 1994-06-24 | 2002-03-18 | キヤノン株式会社 | プロセスカートリッジ及び画像形成装置 |
| JP3471950B2 (ja) | 1995-02-02 | 2003-12-02 | キヤノン株式会社 | プロセスカートリッジ及び画像形成装置 |
| JP3382409B2 (ja) | 1995-04-28 | 2003-03-04 | キヤノン株式会社 | プロセスカートリッジの再生方法 |
| JP3268162B2 (ja) * | 1995-04-28 | 2002-03-25 | キヤノン株式会社 | プロセスカートリッジ及び画像形成装置 |
| JP3402872B2 (ja) * | 1995-08-25 | 2003-05-06 | キヤノン株式会社 | プロセスカートリッジの再生方法及びプロセスカートリッジ |
| JPH0962079A (ja) | 1995-08-25 | 1997-03-07 | Canon Inc | プロセスカートリッジのトナー再充填方法及びプロセスカートリッジ |
| JP3524334B2 (ja) | 1997-02-10 | 2004-05-10 | キヤノン株式会社 | 現像ユニット及びプロセスカートリッジ及び電子写真画像形成装置及びトナーシール |
| JPH11161131A (ja) | 1997-11-29 | 1999-06-18 | Canon Inc | プロセスカートリッジ及び電子写真画像形成装置 |
| JP3103548B1 (ja) * | 1999-10-29 | 2000-10-30 | キヤノン株式会社 | プロセスカートリッジの再生産方法 |
-
2000
- 2000-06-28 JP JP2000194564A patent/JP3320403B2/ja not_active Expired - Fee Related
-
2001
- 2001-06-21 US US09/884,954 patent/US6643482B2/en not_active Expired - Fee Related
- 2001-06-26 EP EP01305527A patent/EP1168108A3/en not_active Withdrawn
- 2001-06-28 CN CNB011248947A patent/CN1158582C/zh not_active Expired - Fee Related
- 2001-06-28 KR KR10-2001-0037315A patent/KR100399700B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CN1335541A (zh) | 2002-02-13 |
| KR100399700B1 (ko) | 2003-09-29 |
| US6643482B2 (en) | 2003-11-04 |
| EP1168108A2 (en) | 2002-01-02 |
| JP2002014592A (ja) | 2002-01-18 |
| KR20020001646A (ko) | 2002-01-09 |
| EP1168108A3 (en) | 2007-03-07 |
| US20020041774A1 (en) | 2002-04-11 |
| JP3320403B2 (ja) | 2002-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1158582C (zh) | 处理盒的再生方法 | |
| CN1058794C (zh) | 光敏鼓、处理盒、成象装置及成象设备 | |
| CN1145083C (zh) | 成象盒的再生方法 | |
| CN1149449C (zh) | 处理盒的再生方法 | |
| CN1049987C (zh) | 可安装处理盒的成象系统 | |
| CN1057621C (zh) | 处理盒、成象设备和成象系统 | |
| CN1158580C (zh) | 处理卡盒的再制造方法 | |
| CN1071037C (zh) | 感光鼓处理盒和成象设备 | |
| CN1222847C (zh) | 处理盒的再制造方法 | |
| CN1058795C (zh) | 处理盒和成象设备 | |
| CN1154887C (zh) | 处理卡盒的再加工方法 | |
| CN1061763C (zh) | 显影框、处理卡盒和成象设备 | |
| CN1074145C (zh) | 遮光板,处理卡盒和成像设备 | |
| CN100351713C (zh) | 显影剂供给容器的再生产方法 | |
| CN1091526C (zh) | 显影装置支架、处理卡盒和电摄影成像设备 | |
| CN1621969A (zh) | 处理盒的再生产方法 | |
| CN1158581C (zh) | 处理卡盒的再制造方法 | |
| CN1049988C (zh) | 处理暗盒和可装配该处理暗盒的成像系统 | |
| CN1132865A (zh) | 色粉盒,色粉盒组装方法,处理卡盒和电摄影成像设备 | |
| CN1497383A (zh) | 处理盒或显影装置的再生产方法 | |
| CN1499318A (zh) | 处理盒的翻新方法 | |
| CN1294323A (zh) | 处理盒安装机构,电照相成像设备和处理盒 | |
| CN1135447C (zh) | 处理盒 | |
| CN1217245C (zh) | 处理盒的再制作方法 | |
| CN1074144C (zh) | 处理盒再生方法,处理盒及图像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040721 Termination date: 20150628 |
|
| EXPY | Termination of patent right or utility model |