CN103418932A - 钎焊组合物和相关装置 - Google Patents
钎焊组合物和相关装置 Download PDFInfo
- Publication number
- CN103418932A CN103418932A CN2013101961374A CN201310196137A CN103418932A CN 103418932 A CN103418932 A CN 103418932A CN 2013101961374 A CN2013101961374 A CN 2013101961374A CN 201310196137 A CN201310196137 A CN 201310196137A CN 103418932 A CN103418932 A CN 103418932A
- Authority
- CN
- China
- Prior art keywords
- alloy
- brazing
- braze alloy
- approximately
- alloy composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 57
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 119
- 239000000956 alloy Substances 0.000 claims abstract description 119
- 229910052751 metal Inorganic materials 0.000 claims abstract description 63
- 239000002184 metal Substances 0.000 claims abstract description 62
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims abstract description 45
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 21
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 7
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 7
- 239000011651 chromium Substances 0.000 claims abstract description 7
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims abstract description 6
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 6
- 239000011733 molybdenum Substances 0.000 claims abstract description 6
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 5
- 239000010955 niobium Substances 0.000 claims abstract description 5
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims abstract description 5
- 238000005219 brazing Methods 0.000 claims description 90
- 238000005476 soldering Methods 0.000 claims description 38
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 15
- 229910052802 copper Inorganic materials 0.000 claims description 15
- 239000010949 copper Substances 0.000 claims description 15
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 claims description 14
- 238000005275 alloying Methods 0.000 claims description 7
- 229910052763 palladium Inorganic materials 0.000 claims description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 6
- 239000010936 titanium Substances 0.000 claims description 6
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 5
- 229910052719 titanium Inorganic materials 0.000 claims description 5
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 4
- 229910052721 tungsten Inorganic materials 0.000 claims description 4
- 239000010937 tungsten Substances 0.000 claims description 4
- 229910017052 cobalt Inorganic materials 0.000 claims description 3
- 239000010941 cobalt Substances 0.000 claims description 3
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 3
- 229910052742 iron Inorganic materials 0.000 claims description 3
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 2
- 229910052735 hafnium Inorganic materials 0.000 claims description 2
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 claims description 2
- 229910052720 vanadium Inorganic materials 0.000 claims description 2
- 229910052726 zirconium Inorganic materials 0.000 claims description 2
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 claims 1
- 239000000919 ceramic Substances 0.000 abstract description 36
- 239000003870 refractory metal Substances 0.000 abstract 1
- 229910052715 tantalum Inorganic materials 0.000 abstract 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 abstract 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 25
- 238000000034 method Methods 0.000 description 24
- 239000000463 material Substances 0.000 description 20
- 239000010410 layer Substances 0.000 description 11
- 238000002844 melting Methods 0.000 description 11
- 230000008018 melting Effects 0.000 description 11
- 230000007797 corrosion Effects 0.000 description 10
- 238000005260 corrosion Methods 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 9
- 229910001507 metal halide Inorganic materials 0.000 description 9
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 8
- 238000007789 sealing Methods 0.000 description 8
- 229910052708 sodium Inorganic materials 0.000 description 8
- 239000011734 sodium Substances 0.000 description 8
- KEAYESYHFKHZAL-UHFFFAOYSA-N Sodium Chemical compound [Na] KEAYESYHFKHZAL-UHFFFAOYSA-N 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 6
- 239000011521 glass Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000009736 wetting Methods 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000001465 metallisation Methods 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 150000004820 halides Chemical class 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 210000000056 organ Anatomy 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 150000005309 metal halides Chemical class 0.000 description 3
- 238000001878 scanning electron micrograph Methods 0.000 description 3
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 239000005864 Sulphur Substances 0.000 description 2
- BNOODXBBXFZASF-UHFFFAOYSA-N [Na].[S] Chemical compound [Na].[S] BNOODXBBXFZASF-UHFFFAOYSA-N 0.000 description 2
- 239000010405 anode material Substances 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 239000010406 cathode material Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910000873 Beta-alumina solid electrolyte Inorganic materials 0.000 description 1
- 229910002482 Cu–Ni Inorganic materials 0.000 description 1
- 241001427367 Gardena Species 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- -1 Sodium Tetrachloroaluminate Chemical compound 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000000889 atomisation Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000000875 corresponding effect Effects 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 239000012777 electrically insulating material Substances 0.000 description 1
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 229910001538 sodium tetrachloroaluminate Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
- B23K35/304—Ni as the principal constituent with Cr as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
- B23K35/004—Interlayers, transition pieces for metallurgical bonding of workpieces at least one of the workpieces being of a metal of the iron group
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0233—Sheets, foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0233—Sheets, foils
- B23K35/0238—Sheets, foils layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/32—Selection of soldering or welding materials proper with the principal constituent melting at more than 1550 degrees C
- B23K35/327—Selection of soldering or welding materials proper with the principal constituent melting at more than 1550 degrees C comprising refractory compounds, e.g. carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
- C04B37/006—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts consisting of metals or metal salts
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/023—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used
- C04B37/026—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used consisting of metals or metal salts
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/06—Alloys based on copper with nickel or cobalt as the next major constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/02—Details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/36—Accumulators not provided for in groups H01M10/05-H01M10/34
- H01M10/39—Accumulators not provided for in groups H01M10/05-H01M10/34 working at high temperature
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/36—Accumulators not provided for in groups H01M10/05-H01M10/34
- H01M10/39—Accumulators not provided for in groups H01M10/05-H01M10/34 working at high temperature
- H01M10/3909—Sodium-sulfur cells
- H01M10/3963—Sealing means between the solid electrolyte and holders
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/191—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M6/00—Primary cells; Manufacture thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/38—Conductors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials, e.g. fibre reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
- B23K2103/26—Alloys of Nickel and Cobalt and Chromium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/52—Ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams, slurries
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/123—Metallic interlayers based on iron group metals, e.g. steel
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/124—Metallic interlayers based on copper
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/126—Metallic interlayers wherein the active component for bonding is not the largest fraction of the interlayer
- C04B2237/127—The active component for bonding being a refractory metal
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/405—Iron metal group, e.g. Co or Ni
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/36—Accumulators not provided for in groups H01M10/05-H01M10/34
- H01M10/38—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/138—Primary casings; Jackets or wrappings adapted for specific cells, e.g. electrochemical cells operating at high temperature
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Metallurgy (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Products (AREA)
- Secondary Cells (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
本文提出了在电化学电池中用于将陶瓷部件与金属部件封接的钎焊合金组合物。所述钎焊合金组合物包含铜、镍和活性金属元素。所述钎焊合金包括其量小于约30重量%的镍和其量小于约10重量%的活性金属元素。还提供了一种电化学电池,所述电池使用钎焊合金用于在电池中将陶瓷部件与金属部件封接。
Description
相关申请的交叉引用
本申请涉及并且要求2012年5月25日提交的题为“COMPOSITIONS FOR BRAZING, AND RELATED METHODS AND DEVICES(用于钎焊的组合物和相关的方法和装置)”的卷号为256606-1并且序列号为61/651,817的临时提交的美国专利申请的优先权,该申请通过引用结合到本文中。
技术领域
本发明主要涉及一种钎焊组合物。在一些具体的实施方案中,本发明涉及一种为高温可再充电电池组(battery)提供耐腐蚀封接(seal)和其它益处的钎焊组合物。
发明背景
已考虑许多类型的封接材料在高温可再充电电池组/电池(cell)中用于接合不同的部件。钠/硫或钠/金属卤化物电池通常包括若干陶瓷和金属部件。陶瓷部件包括电绝缘α-氧化铝套环(collar)和离子传导性电解质β-氧化铝管,并且通常经由封接玻璃而接合或结合。金属部件包括金属外壳、集电器部件和通常通过焊接或热压结合(TCB)接合的其它金属部件。然而,金属-陶瓷(metal-to-ceramic)结合有时可呈现一些困难,主要是由于陶瓷和金属部件的热膨胀系数不匹配引起的热应力。
金属-陶瓷结合对于电池的可靠性和安全性是最关键的。已考虑许多类型的封接材料和封接工艺用于使金属与陶瓷部件接合,包括陶瓷粘合剂、钎焊和烧结。然而,大多数封接可能不能承受高温和腐蚀性环境。
一种常用的结合技术涉及使陶瓷部件金属化,接着使用TCB使金属化的陶瓷部件与金属部件结合的多个步骤。通过大范围的变量控制这样的金属-陶瓷接头的结合强度,例如,陶瓷部件的微观结构、陶瓷部件的金属化和各种TCB工艺参数。为了确保良好的结合强度,该过程要求紧密控制在各种过程步骤中涉及的若干参数。简而言之,鉴于多个加工步骤,以及控制加工步骤的困难,所述方法相对昂贵和复杂。
钎焊为用于制备陶瓷-金属接头的另一种潜在的技术。将钎焊材料加热超过其熔点,并且通过毛细作用在两个或更多个紧密配合的零件之间分布。然而,大多数钎焊(brazing或braze)材料具有妨碍它们实现高温电池组的所有所需的要求的限制。此外,一些商品钎焊材料可能本身相当昂贵;并且在各种工艺中有效利用它们也可能昂贵。
可期望开发具有满足高温可再充电电池组的性能要求的性质和特性的新的钎焊合金组合物,并且与现有的封接方法相比,加工不太复杂并且不太昂贵。
发明内容
本发明的各种实施方案可提供用于使陶瓷与金属封接的钎焊合金组合物,以形成可承受腐蚀性环境的封接。
根据本发明的一个实施方案,公开了一种钎焊合金组合物,所述组合物包含铜、镍和活性金属元素。钎焊合金包括其量小于约30重量%的镍和其量小于约10重量%的活性金属元素。
在一个实施方案中,公开了结合有所述钎焊合金组合物的电化学电池。钎焊合金包括形成陶瓷-金属接头的活性金属元素,并且在操作温度下具有良好的钠-耐受性和卤化物-耐受性,以及其它受称赞的机械性质;在高温下的稳定性;和良好的热膨胀性质等。在一个实施方案中,还公开了一种能量储存装置。
附图说明
参考附图,当阅读以下详细说明时,将更好地理解本发明的这些和其它特征、方面和优点,其中:
图1为显示根据一个实施方案的电化学电池的横截面的示意图;和
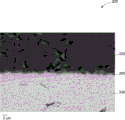
图2为显示在陶瓷和钎焊合金之间的界面的扫描电子显微照片。
元件列表
10:钠-金属卤化物电池组电池
20:离子传导性分隔器管
30:电池壳
40:阳极室
45:阳极材料
50:阴极室
55:阴极材料
60:陶瓷套环
62:套环的上部部分
64:套环的下部部分
70:管的顶端
80:阴极集电器组件
90:帽结构
100:玻璃封接
110:金属环
120:上部金属环
130:内部金属环
140:活性钎焊封接
150:活性钎焊封接
200:SEM图像
220:α-氧化铝
240:钎焊样品1
260:反应层。
具体实施方式
本发明包括涉及用于封接电化学电池(例如,钠/硫或钠金属卤化物电池组)的钎焊合金组合物的实施方案。本发明还包括涉及通过使用钎焊组合物制备的电化学电池的实施方案。如以下详细讨论的,本发明的一些实施方案提供一种用于将陶瓷部件与金属部件封接的钎焊合金;以及用于其的方法,例如用于金属卤化物电池组。这些实施方案有利地提供改进的封接和用于封接的方法。虽然本讨论在金属卤化物电池组的情境下提供实例,但是这些过程可适用于任何其它应用,包括陶瓷-金属或陶瓷-陶瓷接合。
当引入本发明的各种实施方案的要素时,除非另外说明,否则冠词“一个”、“一”、“该”和“所述”旨在是指存在一种或多种要素。术语“包含”、“包括”和“具有”旨在为包括性的,并且是指可存在所列举的要素以外的另外的要素。本文使用的术语“和/或”包括一种或多种相关的列举项目的任何和所有的组合。除非本文另外说明,否则术语“在...上布置”、“在...上沉积”或“在...之间布置”是指在层、物体等之间直接接触或间接接触(例如之间具有居间层)二者。
在整个说明书和权利要求书中,本文使用的近似语言可适用于修饰可容许变化而不会导致可能相关的基本功能变化的任何数量表示。因此,被术语例如“约”修饰的值不局限于指定的精确值。在一些情况下,近似语言可相应于测量该值的仪器的精度。
本文使用的术语“液相线温度”通常是指合金由固体转换为熔融或粘性状态的温度。液相线温度指定在热力学平衡中晶体与熔体可共存的最大温度。超过液相线温度,合金为均质的,而低于液相线温度,随着时间的逝去提高量的晶体开始在熔体中形成,这取决于具体的合金。通常,合金在其液相线温度熔融并在待接合的两个部件之间形成封接。
液相线温度可与“固相线温度”形成对比。固相线温度量化材料完全固化(结晶)的点。液相线和固相线温度不一定对准或重叠。如果在液相线和固相线温度之间存在间隙,则在该间隙内,材料同时由固相和液相组成(像“浆料”)。
“封接”为由使其它结构接合在一起的结构实施的功能,以降低或防止通过在其它结构之间的接头泄漏。为了简化的原因,本文中封接结构也可称为“封接”。
通常,“钎焊”使用比起待接合的部件(即,它们的材料)的熔点 具有较低液相线温度的钎焊材料(通常为合金)。使钎焊材料在受到合适气氛的保护的同时稍微超过其熔融(或液相线)温度。于是钎焊材料在部件之上流动(称为润湿),随后冷却,以将部件接合在一起。本文使用的“钎焊合金组合物”或“钎焊合金”、“钎焊材料”或“钎焊合金”是指具有润湿待接合的部件和将它们封接的能力的组合物。对于具体的应用,钎焊合金应承受所需的使用条件,并且在比基础材料低的温度下熔融;或在非常特定的温度下熔融。常规的钎焊合金通常不会充分润湿陶瓷表面至在接头的界面处形成强的结合。此外,合金可易受钠和卤化物腐蚀。
本文使用的术语“钎焊温度”是指将钎焊结构加热至使钎焊合金能够润湿待接合的部件以及能够形成钎焊接头或封接的温度。钎焊温度通常高于或等于钎焊合金的液相线温度。此外,钎焊温度应低于待接合的部件可能变得在化学上、组成上和机械上不稳定的温度。可存在若干影响钎焊温度选择的其它因素,如本领域技术人员理解的。
本发明的实施方案提供一种能通过“活性钎焊”(以下描述)形成接头的钎焊合金组合物。在一些具体的实施方案中,组合物还对钠和卤化物腐蚀具有高耐受性。钎焊合金组合物包含铜、镍和活性金属元素,如本文描述的。合金的每一种元素通常有助于总体钎焊组合物的至少一种性质。这些性质可包括液相线温度、热膨胀系数、流动性或钎焊合金对陶瓷的润湿性;耐腐蚀性,和容易加工。以下描述这些性质中的一些。
根据本发明的大多数实施方案,钎焊合金组合物为基于铜的合金,也就是,与合金中的其它元素的量相比,钎焊合金含有相对大量的铜。通常,铜的存在水平为至少约50重量%,基于所述钎焊合金组合物的总重量。在一些具体的实施方案中,例如,对于钠金属卤化物电池组的结构相关的那些中的一些,铜的水平为至少约70重量%。在其它优选的实施方案中,铜的水平为至少约90重量%。除了相对廉价以外,铜为高度可延展的金属,因此,基于铜的合金可使用多种成本高效的技术加工,例如滚压、熔融-旋出(melt-spinning)和粉末雾化。通常,含铜的合金在含钠的环境中具有良好的耐腐蚀性,但是在含有卤化物的环境中可能易受腐蚀。
为了解决与腐蚀相关的一些问题,本发明人发现镍可与铜一起使用。镍在腐蚀性环境中提供一定程度的化学惰性。此外,镍也可提高合金组合物的液相线温度。然而,大量的镍可能不适宜地提高合金组合物的液相线温度,即,超过所需的钎焊温度。
因此,本发明人设想了优化液相线温度要求和耐腐蚀性要求的镍与铜水平的平衡。还发现,在这些特定类型的钎焊合金中镍的存在可增强其它性质,例如热膨胀系数和相稳定性。在本发明的一些实施方案中,镍量的合适水平小于约30重量%,基于钎焊合金的总重量。在一些实施方案中,镍存在约1重量%-约25重量%,基于钎焊合金的总重量。在一些具体的实施方案中,镍存在约3重量%-约20重量%,基于钎焊合金的总重量。
如以上提及的,“活性钎焊”的概念对于本发明的实施方案是重要的。活性钎焊为通常用于将陶瓷与金属或陶瓷与陶瓷接合的技术。活性钎焊使用促进陶瓷表面的润湿、增强提供气密封接的能力的活性金属元素。本文使用的“活性金属元素”是指对于陶瓷内的氧具有高亲和力从而与陶瓷反应的反应性金属。含有活性金属元素的钎焊合金也可称为“活性钎焊合金”。当钎焊合金为熔融状态时,活性金属元素与陶瓷经历分解反应,并导致在陶瓷和钎焊合金的界面上形成薄反应层。该薄反应层允许钎焊合金润湿陶瓷表面,导致形成陶瓷-陶瓷或陶瓷-金属接头/结合,其也可称为“活性钎焊封接”。
因此,活性金属元素为采用活性钎焊所用的钎焊合金的基本组成。多种合适的活性金属元素可用于形成活性钎焊合金。合适的活性金属元素的选择主要取决于与陶瓷(例如,氧化铝)的化学反应以形成均匀和连续的反应层,和活性金属元素与基础合金(例如,Cu-Ni合金)形成合金的能力。在本发明的一些优选的实施方案中,活性金属元素为钛。活性金属元素的其它合适的实例包括但不限于锆、铪和钒。也可使用两种或更多种活性金属元素的组合。
活性金属的存在和量可影响薄反应性层的厚度和品质,而薄反应性层有助于钎焊合金的润湿性或流动性,因此,有助于所得到的接头的结合强度。在一些实施方案中,活性金属以小于约10重量%的量存在,基于钎焊合金的总重量。合适的范围通常为约0.5重量%-约5重量%。在一些具体的实施方案中,活性金属以约1重量%-约3重量%范围的量存在,基于钎焊合金的总重量。活性金属元素通常以适于改进陶瓷表面的润湿和形成薄反应层(例如,小于约10微米)的少量存在。大量的活性金属层可引起或加速卤化物腐蚀。
钎焊合金组合物还可包含至少一种成合金元素。成合金元素可提供进一步调节钎焊合金的若干所需的性质,例如,钎焊合金的热膨胀系数、液相线温度、钎焊温度、耐腐蚀性和强度。在一个实施方案中,成合金元素可包括但不限于钴、铁、铬、铌、钼、钨、钯或它们的组合。在一些实施方案中,钎焊合金包括至多约30重量%(例如,约1%-30%)的成合金元素,基于钎焊合金的总重量。在一些实施方案中,钎焊合金包括至多约10重量%铬,和在一些具体的实施方案中,至多约5重量%铬,基于钎焊合金的总重量。在其它具体的实施方案中,钎焊合金包括至多约2重量%铌,基于钎焊合金的总重量。在一些实施方案中,钎焊合金包括至多约1重量%的钼,基于钎焊合金的总重量。
在一些实施方案中,本文描述的任何钎焊合金也可包括钯。加入钯可改进总体组合物的耐腐蚀性。钎焊合金可包括至多约40重量%钯,基于钎焊合金的总重量。在一些具体的实施方案中,钎焊合金包括至多约10重量%的钯,基于钎焊合金的总重量。
如以上讨论的,钎焊合金具有低于待接合的部件的熔融温度的液相线温度。在一个实施方案中,钎焊合金的液相线温度为至少约850℃。在一个实施方案中,钎焊合金的液相线温度为约850℃-约1300℃,和在一些具体的实施方案中,为约950℃-约1250℃。
一些实施方案提供一种电化学电池,所述电化学电池包含通过钎焊合金组合物彼此接合的第一部件和第二部件。例如,所述电池可为钠-硫电池或钠-金属卤化物电池。如前面描述的,钎焊合金组合物包含铜、镍和活性金属元素。还可加入至少一种另外的成合金元素,例如铬、钯、铌、钼和/或钨。合金的组分和它们的各自的量如上所述。
如以上讨论的,钎焊合金组合物可提供活性钎焊封接,以接合电池中的部件。在一个实施方案中,电池的第一部件包含金属,并且第二部件包含陶瓷。金属部件可为包括镍的环。陶瓷部件可为包括电绝缘材料(例如α-氧化铝)的套环。
例如,钠-硫或钠-金属卤化物电池可含有形成活性钎焊封接以形成金属-陶瓷接头的钎焊合金组合物。活性钎焊封接固定α-氧化铝套环和镍环。图1为描述钠-金属卤化物电池组电池10的一个示例性实施方案的示意图。电池10具有在电池壳30中布置的离子传导性分隔器管20。分隔器管20通常由β-氧化铝或β”-氧化铝制成。管20限定在电池壳30和管20之间的阳极室40和在管30内的阴极室50。阳极室40通常填充有阳极材料45,例如,钠。阴极室50含有阴极材料55(例如,镍和氯化钠),和熔融的电解质,通常为氯铝酸钠(NaAlCl4)。
可由α-氧化铝制成的电绝缘陶瓷套环60位于管20的顶端70。阴极集电器组件80布置在阴极室50中,在电池的顶部区域中具有帽结构90。陶瓷套环60安装在分隔器管20的顶端70上,并且被玻璃封接100封接。在一个实施方案中,套环60包括上部部分62,和邻接管20内壁的下部内部部分64,如图1中说明的。
为了在顶端(即,其上部区域)封接电池10,并且在腐蚀性环境中保护氧化铝套环60,有时布置金属环110,覆盖α氧化铝套环60,并且在帽结构90下面,使套环与集电器组件80接合。金属环110具有两部分;借助活性钎焊封接140和150分别与陶瓷套环60的上部部分62和下部部分64接合的外部金属环120和内部金属环130。活性钎焊封接140、封接150或二者可通过使用上述合适的钎焊合金组合物中的一种而形成。套环60和金属环110可使用组件(例如,夹具)或通过其它技术暂时保持在一起,直至封接完成。
在与陶瓷套环60的接合完成后,外部金属环120和内部金属环130通常焊接关闭,以封接电池。外部金属环120可焊接到电池壳30;而内部金属环130可焊接到集电器组件80。
以上参考图1讨论的若干部件的形状和尺寸仅为了对电池结构的理解而说明;并且不是要限制本发明的范围。封接和接合部件的确切位置可有一定程度的变化。此外,术语“套环”和“环”各自是指包含具有圆形或多边形形状的金属或陶瓷零件,并且一般而言,具有与具体的电池设计相容的所有形状。
钎焊合金和由其形成的活性钎焊封接在确定的温度下在确定的参数内通常具有良好的稳定性和耐化学性。期望的(和在一些情况下,关键的)是在制造和使用电池的若干加工步骤期间钎焊封接保持其完整性和性质,例如,在用于陶瓷-陶瓷接头的玻璃封接过程期间,和在电池的操作期间。在一些情况下,通常在大于约300℃的温度下得到电池的最优性能。在一个实施方案中,操作温度可在约270℃-约450℃范围。在一个实施方案中,玻璃封接过程在至少约1000℃的温度下进行。在一些其它实施方案中,玻璃封接过程在约1000℃-约1200℃范围进行。此外,封接的结合强度和气密性可取决于若干参数,例如钎焊合金的组成、薄反应层的厚度、陶瓷的组成和陶瓷的表面性质。
根据本发明的一些实施方案,能量储存装置包括多个在前面实施方案中公开的电化学电池。电池直接或间接地彼此热和/或电连通。本领域普通技术人员熟悉这样的装置的一般原理。
一些实施方案提供一种通过使用钎焊合金组合物使第一部件与第二部件接合的方法。所述方法包括在第一部件和第二部件之间引入钎焊合金以形成钎焊结构的步骤(一个或多个)。(合金可在匹配表面之一或两者上沉积,例如,也如以下描述的)。钎焊结构可随后加热,以在第一部件和第二部件之间形成活性钎焊封接。在一个实施方案中,第一部件包括陶瓷;并且第二部件包括金属。钎焊合金组合物包含铜、镍和活性金属元素。还可加入至少一种另外的成合金元素,例如铬、钯、铌、钼、钴、铁和/或钨。钎焊合金的组分和它们的各自的量(和比例)如上所述。
在钎焊合金的一般制备中,通过将组分的商品金属粉末以它们的各自的量合并(例如,混合和/或研磨),可得到期望的合金粉末混合物。在一些实施方案中,钎焊合金可作为箔、片材、带、预成形体或线材采用,或者可配制成为含有水和/或有机流体的糊膏。在一些实施方案中,前体金属或金属合金可熔融,以形成均质的熔体,随后形成和成型为颗粒。在一些情况下,熔融材料可直接成型为箔、预成形体或线材。使材料形成为颗粒,开始时,可包括将合金熔体喷入真空或惰性气体中,以得到钎焊合金的预合金粉末。在其它情况下,可将材料的粒料研磨成为期望的颗粒形状和尺寸。
在一个实施方案中,将钎焊合金的层布置在待通过钎焊接合的第一部件或第二部件的至少一个表面上。在一个具体的实施方案中,钎焊合金的层布置在陶瓷部件的表面上。合金层的厚度可在约5微米-约100微米范围。在一些具体的实施方案中,层的厚度在约10微米-约50微米范围。通过任何合适的技术,例如,通过印刷过程或其它分配过程,可将层沉积或施用在待接合的表面之一或两者上。在一些情况下,箔、线材或预成形体可适宜定位,用于结合待接合的表面。
在一些具体的实施方案中,钎焊合金的片材或箔可为适宜的。如前面讨论的,本文描述的钎焊合金可延展并且容易加工。例如,合金可容易地滚压成为片材或箔。片材或箔的厚度可在约20微米-约200微米之间变化。
在典型的实施方案中,所述方法还包括在钎焊温度下加热钎焊结构的步骤。当在钎焊温度下加热钎焊结构时,钎焊合金熔融并且在表面之上流动。加热可在受控的气氛中进行,例如超高纯氩气、氢气和氩气、超高纯氦气;或在真空中。为了实现钎焊合金良好的流动和润湿,在钎焊合金熔融后,将钎焊结构保持在钎焊温度下几分钟,并且该阶段可称为“钎焊时间”。在钎焊过程期间,也可在样品上施加载荷。
钎焊温度和钎焊时间可影响活性钎焊封接的品质。钎焊温度通常小于待接合的部件的熔融温度,并且高于钎焊合金的液相线温度。在一个实施方案中,钎焊温度在约900℃-约1500℃范围,持续约1分钟-约30分钟的时间段。在一个具体的实施方案中,在约1000℃-约1300℃钎焊温度下进行加热约5分钟-约15分钟。
在钎焊期间,存在于熔体中的活性金属元素(一或多种)分解,并在陶瓷表面与钎焊合金的界面处形成薄反应性层,如前面描述的。反应性层的厚度可在约0.1微米-约2微米范围,这取决于可用于与陶瓷反应的活性金属元素的量,并且取决于陶瓷部件的表面性质。在通常的程序中,钎焊结构随后冷却至室温;并在两个部件之间得到活性钎焊封接。在一些情况下,允许快速冷却钎焊结构。
本发明的一些实施方案有利地提供钎焊合金,相对于已知的钎焊合金,其在腐蚀性环境中在化学上稳定,并且能形成用于陶瓷-金属接头的活性钎焊封接。对于许多最终用途,这些钎焊合金具有高的耐钠腐蚀性和可接受的耐卤化物腐蚀性。通过活性钎焊形成用于高温电池的陶瓷-金属封接(如以上讨论的)简化了总体电池-组装过程,并且改进电池的可靠性和性能。与当前可用的方法相比,本发明提供优点,以影响封接电池或电池组的相对廉价、简单和快速的过程。
实施例
以下实施例仅为说明性的,并且不应解释为对要求保护的发明范围的任何种类的限制。除非另外说明,否则所有成分可市售得自常见的化学供应商,如Alpha Aesar,Inc. (Ward Hill,Massachusetts)、Sigma Aldrich (St. Louis,Missouri)、Spectrum Chemical Mfg. Corp. (Gardena,California)等。
实施例1
制备4种钎焊合金组合物(样品1-4)。对于每一种钎焊样品,根据期望的组合物,将单独的元素称重,如表1所示。将这些元素电弧熔融,以提供用于每种组合物的铸块。为了确保组合物的同质性,将样品的铸块三次熔融。使用差示扫描量热仪(DSC)测量3种样品(样品1、2和3)的液相线温度。
表1
| 钎焊样品 | 钎焊合金组合物(重量百分比) | 液相线温度(℃) |
| 样品1 | Cu-3Ni-2Ti | 1109 |
| 样品2 | Cu-10Ni-2Ti | 1130 |
| 样品3 | Cu-20Ni-2Ti | 1183 |
| 样品4 | Cu-10Pd-15Ni-2Cr-0.5Mo-2Ti | 1150 (计算值) |
将样品1的铸块滚压成为约50微米厚的片材。随后将样品1的片材放置在两个待接合的α氧化铝块(零件)的表面之间。随后将该组件加热至约1200℃约10分钟,随后冷却至室温,以形成接头。
图2显示在接头处在α氧化铝220和钎焊样品1,240之间的界面的横截面SEM图像200。在钎焊-陶瓷界面处,在钎焊样品1和氧化铝之间观察到反应层260,其指示钎焊合金与陶瓷之间的反应,以及活性钎焊封接的形成。用X-射线的能量弥散分析(EDAX)检查,表明反应层260的组成包括钛的金属和半金属低氧化物(例如,Ti2O、TiO),其应是通过在钎焊样品1中的钛与氧化铝的反应形成的。
虽然本文仅说明和描述了本发明的某些特征,但是本领域技术人员可以想到许多修改和变化。因此,应理解的是,所附权利要求旨在涵盖落入本发明的真实精神内的所有此类修改和变化。
Claims (10)
1. 一种钎焊合金组合物,所述组合物包含铜、镍和活性金属元素,其中镍以小于约30重量%的量存在,并且所述活性金属元素以至多约10重量%的量存在,基于所述钎焊合金组合物的总重量。
2. 权利要求1的钎焊合金组合物,所述组合物包含约3重量%-约20重量%的镍。
3. 权利要求1的钎焊合金组合物,所述组合物包含约1重量%-约3重量%的活性金属元素。
4. 权利要求1的钎焊合金组合物,其中所述活性金属元素包含钛、锆、铪、钒或它们的组合。
5. 权利要求1的钎焊合金组合物,其中所述活性金属元素为钛。
6. 权利要求1的钎焊合金组合物,其中所述钎焊合金还包含选自铬、铌、钴、铁、钼、钨、钯和它们的组合的另外的成合金元素。
7. 一种电化学电池,所述电化学电池包含通过钎焊合金组合物彼此接合的第一部件和第二部件,所述钎焊合金组合物包含铜、镍和活性金属元素,其中镍以小于约30重量%的量存在,活性金属元素以至多约10重量%的量存在,基于所述钎焊合金组合物的总重量。
8. 权利要求7的电化学电池,其中所述钎焊合金组合物提供使第一部件与第二部件接合的活性钎焊封接。
9. 权利要求7的电化学电池,其中所述第一部件包含金属,并且第二部件包含陶瓷。
10. 一种能量储存装置,所述装置包含多个权利要求7所限定的电化学电池。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261651817P | 2012-05-25 | 2012-05-25 | |
| US61/651,817 | 2012-05-25 | ||
| US13/538,203 | 2012-06-29 | ||
| US13/538,203 US10105795B2 (en) | 2012-05-25 | 2012-06-29 | Braze compositions, and related devices |
| US13/600,333 US20130316226A1 (en) | 2012-05-25 | 2012-08-31 | Braze compositions, and related devices |
| US13/600,333 | 2012-08-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103418932A true CN103418932A (zh) | 2013-12-04 |
Family
ID=49621719
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2013101961374A Pending CN103418932A (zh) | 2012-05-25 | 2013-05-24 | 钎焊组合物和相关装置 |
| CN2013101960174A Pending CN103418931A (zh) | 2012-05-25 | 2013-05-24 | 钎焊组合物和相关的装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2013101960174A Pending CN103418931A (zh) | 2012-05-25 | 2013-05-24 | 钎焊组合物和相关的装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (5) | US10105795B2 (zh) |
| EP (2) | EP2666581B1 (zh) |
| JP (2) | JP6266232B2 (zh) |
| KR (2) | KR102162549B1 (zh) |
| CN (2) | CN103418932A (zh) |
| BR (3) | BR102013012938B1 (zh) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5310714B2 (ja) * | 2010-12-28 | 2013-10-09 | ダイキン工業株式会社 | 金属管の接合構造及び熱交換器 |
| JP5997529B2 (ja) * | 2012-07-24 | 2016-09-28 | 理想科学工業株式会社 | 給紙装置 |
| US11721841B2 (en) | 2012-10-18 | 2023-08-08 | Ambri Inc. | Electrochemical energy storage devices |
| US11387497B2 (en) | 2012-10-18 | 2022-07-12 | Ambri Inc. | Electrochemical energy storage devices |
| US10541451B2 (en) | 2012-10-18 | 2020-01-21 | Ambri Inc. | Electrochemical energy storage devices |
| US11211641B2 (en) * | 2012-10-18 | 2021-12-28 | Ambri Inc. | Electrochemical energy storage devices |
| US20140356681A1 (en) * | 2013-05-31 | 2014-12-04 | General Electric Company | Brazing structure, and related processes and devices |
| US9806380B2 (en) | 2013-05-31 | 2017-10-31 | General Electric Company | High temperature electrochemical cell structures, and methods for making |
| CN109935747B (zh) * | 2013-10-16 | 2022-06-07 | 安保瑞公司 | 用于高温反应性材料装置的密封件 |
| JP6480806B2 (ja) * | 2014-05-23 | 2019-03-13 | ゼネラル・エレクトリック・カンパニイ | セラミックと金属を接合するための方法およびその封止構造 |
| US9548518B2 (en) * | 2014-12-16 | 2017-01-17 | General Electric Company | Methods for joining ceramic and metallic structures |
| US10471531B2 (en) * | 2014-12-31 | 2019-11-12 | Component Re-Engineering Company, Inc. | High temperature resistant silicon joint for the joining of ceramics |
| WO2016141354A2 (en) | 2015-03-05 | 2016-09-09 | Ambri Inc. | Ceramic materials and seals for high temperature reactive material devices |
| US20170043424A1 (en) * | 2015-08-10 | 2017-02-16 | General Electric Company | Process for joining metallic and ceramic structures |
| CN105458551B (zh) * | 2015-12-28 | 2018-01-30 | 哈尔滨工业大学 | 一种钎焊陶瓷与金属的含钽高温钎料辅助钎焊的方法 |
| CN105479037B (zh) * | 2016-01-07 | 2018-04-13 | 厦门大学 | 一种镍基无硼钎料及其制备方法 |
| EP3225351B1 (en) | 2016-03-30 | 2020-05-06 | General Electric Company | Brazing compositions for ductile braze structures, and related processes and devices |
| EP3225352B1 (en) | 2016-03-30 | 2020-08-19 | General Electric Company | Eutectic brazing compositions, and related processes and devices |
| CN105946481A (zh) * | 2016-06-20 | 2016-09-21 | 云南航天工业有限公司 | 一种抽拉式快速连接通道 |
| US11929466B2 (en) | 2016-09-07 | 2024-03-12 | Ambri Inc. | Electrochemical energy storage devices |
| US20180076465A1 (en) * | 2016-09-12 | 2018-03-15 | Johnson & Johnson Vision Care, Inc. | Tubular form biomedical device batteries with electroless sealing |
| US10734668B2 (en) | 2016-09-12 | 2020-08-04 | Johnson & Johnson Vision Care, Inc. | Tubular form biomedical device batteries |
| US10583302B2 (en) | 2016-09-23 | 2020-03-10 | Greatbatch Ltd. | Gold wetting on ceramic surfaces upon coating with titanium hydride |
| WO2018187777A1 (en) | 2017-04-07 | 2018-10-11 | Ambri Inc. | Molten salt battery with solid metal cathode |
| JP6860410B2 (ja) * | 2017-04-25 | 2021-04-14 | 山陽特殊製鋼株式会社 | 微量のVを含有するNi−Cr基合金ろう材 |
| US20190039141A1 (en) * | 2017-08-07 | 2019-02-07 | General Electric Company | Pre-sintered preform and process |
| KR102004218B1 (ko) * | 2018-03-08 | 2019-07-26 | 부산대학교 산학협력단 | 나트륨 이차전지용 Cu계 삽입금속 조성물 및 이를 이용한 세라믹-금속 간의 접합방법 |
| WO2020044594A1 (ja) * | 2018-08-28 | 2020-03-05 | 三菱マテリアル株式会社 | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、及び、絶縁回路基板の製造方法 |
| CN109053208A (zh) * | 2018-09-03 | 2018-12-21 | 威海圆环先进陶瓷股份有限公司 | 一种活性金属化钎焊氮化硅陶瓷覆铜基板的制备工艺 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4497772A (en) * | 1982-09-24 | 1985-02-05 | Gte Products Corporation | Reactive metal-palladium-copper-nickel brazing alloys |
| US20040262367A1 (en) * | 2003-03-27 | 2004-12-30 | Junji Nakamura | Method for producing metal/ceramic bonding substrate |
| CN1666334A (zh) * | 2002-05-09 | 2005-09-07 | 英特尔公司 | 反应焊接材料 |
| CN1919515A (zh) * | 2004-09-30 | 2007-02-28 | 太原理工大学 | 表面合金化陶瓷的应用方法 |
| CN101003109A (zh) * | 2006-12-29 | 2007-07-25 | 哈尔滨工业大学 | 一种活性中温铜基钎料及其制备方法 |
| US20090087340A1 (en) * | 2003-08-04 | 2009-04-02 | Thomas Hartmann | Copper-based brazing alloy and brazing process |
| CN101745753A (zh) * | 2009-12-18 | 2010-06-23 | 西北有色金属研究院 | 一种无银铜基钎焊料及其生产工艺 |
| US20100255398A1 (en) * | 2002-05-07 | 2010-10-07 | Jacobson Craig P | Electrochemical cell stack assembly |
Family Cites Families (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2240064A (en) | 1940-09-06 | 1941-04-29 | Driver Co Wilbur B | Alloy for metal to glass seals |
| US2992918A (en) | 1953-11-12 | 1961-07-18 | Kanthal Ab | Electrical resistors and materials therefor |
| US2856281A (en) | 1954-10-05 | 1958-10-14 | Solar Aircraft Co | High temperature brazing alloys |
| JPS4019730Y1 (zh) | 1964-03-18 | 1965-07-09 | ||
| DE2326433C2 (de) | 1973-05-24 | 1975-01-30 | Vereinigte Deutsche Metallwerke Ag, 6000 Frankfurt | Kupfer-Nickel-SchwelBzusatzwerkstoff für das Schutzgasschweißen |
| GB1538110A (en) * | 1976-10-14 | 1979-01-10 | Bones R | Electric cells |
| JPS5893586A (ja) | 1981-11-27 | 1983-06-03 | Hitachi Ltd | 耐熱合金の接合法 |
| US4490437A (en) | 1982-09-20 | 1984-12-25 | Gte Products Corporation | Ductile nickel based brazing alloy foil |
| EP0104623B1 (en) | 1982-09-24 | 1987-12-16 | GTE Products Corporation | Ductile brazing alloy containing reactive metals and precious metals |
| US4486386A (en) | 1982-09-24 | 1984-12-04 | Gte Products Corporation | Reactive metal-palladium-gold brazing alloys |
| US4603090A (en) | 1984-04-05 | 1986-07-29 | Gte Products Corporation | Ductile titanium-indium-copper brazing alloy |
| US4621761A (en) | 1984-12-04 | 1986-11-11 | The United States Of America As Represented By The United States Department Of Energy | Process for forming unusually strong joints between metals and ceramics by brazing at temperatures that do no exceed 750 degree C. |
| US4639388A (en) | 1985-02-12 | 1987-01-27 | Chromalloy American Corporation | Ceramic-metal composites |
| JPS6216896A (ja) | 1985-07-17 | 1987-01-26 | Tanaka Kikinzoku Kogyo Kk | セラミツクス用ろう材 |
| US4740429A (en) | 1985-07-22 | 1988-04-26 | Ngk Insulators, Ltd. | Metal-ceramic joined articles |
| JPS62212095A (ja) | 1986-03-13 | 1987-09-18 | Tanaka Kikinzoku Kogyo Kk | ろう材 |
| JPS62275596A (ja) | 1986-05-21 | 1987-11-30 | Tanaka Kikinzoku Kogyo Kk | ろう材 |
| DE3712271A1 (de) | 1987-04-10 | 1988-10-27 | Vacuumschmelze Gmbh | Nickelbasis-lot fuer hochtemperatur-loetverbindungen |
| JPS63317284A (ja) | 1987-06-18 | 1988-12-26 | Tanaka Kikinzoku Kogyo Kk | 金ろう合金 |
| US5392982A (en) | 1988-11-29 | 1995-02-28 | Li; Chou H. | Ceramic bonding method |
| JPH0347901A (ja) | 1989-07-14 | 1991-02-28 | Showa Denko Kk | 接着用材料 |
| US5013612A (en) | 1989-11-13 | 1991-05-07 | Ford Motor Company | Braze material for joining ceramic to metal and ceramic to ceramic surfaces and joined ceramic to metal and ceramic to ceramic article |
| JP3004379B2 (ja) | 1991-04-09 | 2000-01-31 | 三菱重工業株式会社 | セラミックスと金属の接合方法 |
| US5183636A (en) * | 1991-07-01 | 1993-02-02 | Wall Colmonoy Corporation | Braze filler metal with enhanced corrosion resistance |
| US5186380A (en) | 1991-08-15 | 1993-02-16 | Handy & Harman | Titanium hydride coated brazing product |
| JPH05285689A (ja) | 1992-04-06 | 1993-11-02 | Hitachi Cable Ltd | クラッドろう材 |
| US5600530A (en) | 1992-08-04 | 1997-02-04 | The Morgan Crucible Company Plc | Electrostatic chuck |
| JPH0691389A (ja) | 1992-08-05 | 1994-04-05 | Tanaka Kikinzoku Kogyo Kk | パラジウムろう合金 |
| JP2820613B2 (ja) | 1994-03-29 | 1998-11-05 | 新日本製鐵株式会社 | 酸化雰囲気中で接合可能な耐熱材料用液相拡散接合合金箔 |
| JPH10502129A (ja) | 1994-06-24 | 1998-02-24 | テレダイン インダストリーズ インコーポレイテッド | ニッケルベース合金及び方法 |
| JP3336485B2 (ja) * | 1994-10-26 | 2002-10-21 | 日本特殊陶業株式会社 | タペット |
| JP3866320B2 (ja) | 1995-02-09 | 2007-01-10 | 日本碍子株式会社 | 接合体、および接合体の製造方法 |
| US6523605B2 (en) | 1996-05-02 | 2003-02-25 | The Furukawa Electric Co., Ltd. | Heat exchanger made of an aluminum alloy |
| JP3243184B2 (ja) | 1996-07-12 | 2002-01-07 | 新日本製鐵株式会社 | 酸化雰囲気中で接合可能な液相拡散接合用合金箔 |
| JPH10193210A (ja) | 1997-01-09 | 1998-07-28 | Mitsubishi Materials Corp | 切刃片がすぐれたろう付け接合強度を有する超硬合金製切削工具 |
| US6149051A (en) | 1997-08-07 | 2000-11-21 | Alliedsignal Inc. | Braze titanium |
| WO1999065642A1 (en) * | 1998-06-15 | 1999-12-23 | Bi-Patent Holding S.A. | Brazing composition and seal for electrochemical cell |
| JP2000018537A (ja) * | 1998-07-01 | 2000-01-18 | Kubota Corp | 竪型溶融炉 |
| JP3383288B2 (ja) | 1998-09-28 | 2003-03-04 | 住友特殊金属株式会社 | ステンレス鋼用ろう合金、そのろう合金によってろう接されたろう接構造物およびステンレス鋼用ろう材 |
| US6131797A (en) | 1998-11-16 | 2000-10-17 | Alliedsignal Inc. | Method for joining ceramic to metal |
| JP2001321961A (ja) | 2000-05-10 | 2001-11-20 | Nippon Steel Corp | 引張強度特性に優れた液相拡散接合継手とその接合方法 |
| US6528123B1 (en) | 2000-06-28 | 2003-03-04 | Sandia Corporation | Coating system to permit direct brazing of ceramics |
| US6719892B2 (en) | 2001-05-04 | 2004-04-13 | United Technologies Corporation | Selective removal of brazing compound from joined assemblies |
| US20050067061A1 (en) | 2003-09-26 | 2005-03-31 | General Electric Company | Nickel-based braze alloy compositions and related processes and articles |
| US9166214B2 (en) | 2004-07-15 | 2015-10-20 | General Electric Company | Seal ring and associated method |
| RU2278011C1 (ru) | 2004-11-16 | 2006-06-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Припой на основе никеля |
| RU2389110C2 (ru) | 2004-11-30 | 2010-05-10 | Члены Правления Университета Калифорнии | Структура уплотненного узла соединения для электрохимического устройства |
| DE102005048213A1 (de) | 2005-09-29 | 2007-04-05 | Elringklinger Ag | Dichtungsanordnung für einen Brennstoffzellenstapel und Verfahren zum Herstellen eines Brennstoffzellenstapels |
| US8703044B2 (en) | 2006-01-03 | 2014-04-22 | General Electric Company | Machine components and methods of fabricating and repairing |
| DE102006016001B4 (de) | 2006-03-30 | 2009-09-03 | Elringklinger Ag | Brennstoffzellenstapel |
| US7815848B2 (en) | 2006-05-08 | 2010-10-19 | Huntington Alloys Corporation | Corrosion resistant alloy and components made therefrom |
| US7445294B2 (en) | 2006-08-11 | 2008-11-04 | Hall David R | Attack tool |
| SE531988C2 (sv) | 2006-11-17 | 2009-09-22 | Alfa Laval Corp Ab | Lodmaterial samt förfarande för lödning med detta material |
| SE530724C2 (sv) | 2006-11-17 | 2008-08-26 | Alfa Laval Corp Ab | Lodmaterial, förfarande för att löda med detta lodmaterial, lött föremål framställt med förfarandet samt lodpasata innefattande lodmaterialet |
| US8110301B2 (en) | 2006-12-19 | 2012-02-07 | General Electric Company | Energy storage device and cell configuration therefor |
| US20090041611A1 (en) * | 2007-08-07 | 2009-02-12 | General Electric Company | Braze alloy composition with enhanced oxidation resistance and methods of using the same |
| CN101172880A (zh) | 2007-09-21 | 2008-05-07 | 江苏科技大学 | 一种钎焊Si3N4陶瓷的钛基高温非晶钎料及制备方法 |
| JP2009260023A (ja) | 2008-04-16 | 2009-11-05 | Seiko Instruments Inc | 電気化学セル、その製造方法及びシール部材 |
| JP2009283313A (ja) | 2008-05-22 | 2009-12-03 | Toshiba Corp | 真空バルブ用接合材料 |
| CN101327551B (zh) * | 2008-06-05 | 2010-06-30 | 华中科技大学 | 一种钎焊材料及其制备方法以及用其进行钎焊的方法 |
| FR2936176B1 (fr) | 2008-09-22 | 2011-06-03 | Commissariat Energie Atomique | Procede d'assemblage moyennement refractaire de pieces en materiaux a base de sic par brasage non reactif, compositions de brasure, et joint et assemblage obtenus par ce procede |
| CH700774A1 (de) | 2009-03-31 | 2010-10-15 | Alstom Technology Ltd | Doppellotelement, Verfahren zu dessen Herstellung und Verwendungen desselben. |
| US8629592B2 (en) | 2009-06-25 | 2014-01-14 | General Electric Company | Hermetic sealing assembly and electrical device including the same |
| US8852786B2 (en) * | 2010-12-22 | 2014-10-07 | General Electric Company | Ceramic-metal sealing structure, and associated method |
| US20130224561A1 (en) | 2012-02-29 | 2013-08-29 | General Electric Company | Braze compositions, and related articles and methods |
-
2012
- 2012-06-29 US US13/538,203 patent/US10105795B2/en active Active
- 2012-08-31 US US13/600,333 patent/US20130316226A1/en not_active Abandoned
- 2012-09-27 US US13/628,548 patent/US20130315659A1/en not_active Abandoned
-
2013
- 2013-05-22 KR KR1020130057600A patent/KR102162549B1/ko active IP Right Grant
- 2013-05-22 JP JP2013107544A patent/JP6266232B2/ja active Active
- 2013-05-22 JP JP2013107545A patent/JP6266233B2/ja active Active
- 2013-05-22 KR KR1020130057607A patent/KR20130132293A/ko not_active Application Discontinuation
- 2013-05-24 BR BR102013012938-0A patent/BR102013012938B1/pt active IP Right Grant
- 2013-05-24 CN CN2013101961374A patent/CN103418932A/zh active Pending
- 2013-05-24 BR BR102013012941A patent/BR102013012941B8/pt active IP Right Grant
- 2013-05-24 CN CN2013101960174A patent/CN103418931A/zh active Pending
- 2013-05-24 EP EP13169240.2A patent/EP2666581B1/en active Active
- 2013-05-24 EP EP13169250.1A patent/EP2666582B1/en active Active
- 2013-09-09 BR BR102013022970-9A patent/BR102013022970A2/pt not_active Application Discontinuation
-
2016
- 2016-08-15 US US15/236,979 patent/US20160354869A1/en not_active Abandoned
-
2018
- 2018-09-06 US US16/124,120 patent/US20190001445A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4497772A (en) * | 1982-09-24 | 1985-02-05 | Gte Products Corporation | Reactive metal-palladium-copper-nickel brazing alloys |
| US20100255398A1 (en) * | 2002-05-07 | 2010-10-07 | Jacobson Craig P | Electrochemical cell stack assembly |
| CN1666334A (zh) * | 2002-05-09 | 2005-09-07 | 英特尔公司 | 反应焊接材料 |
| US20040262367A1 (en) * | 2003-03-27 | 2004-12-30 | Junji Nakamura | Method for producing metal/ceramic bonding substrate |
| US20090087340A1 (en) * | 2003-08-04 | 2009-04-02 | Thomas Hartmann | Copper-based brazing alloy and brazing process |
| CN101429602A (zh) * | 2003-08-04 | 2009-05-13 | 德国真空熔炼有限公司 | 铜基焊接合金及焊接方法 |
| CN1919515A (zh) * | 2004-09-30 | 2007-02-28 | 太原理工大学 | 表面合金化陶瓷的应用方法 |
| CN101003109A (zh) * | 2006-12-29 | 2007-07-25 | 哈尔滨工业大学 | 一种活性中温铜基钎料及其制备方法 |
| CN101745753A (zh) * | 2009-12-18 | 2010-06-23 | 西北有色金属研究院 | 一种无银铜基钎焊料及其生产工艺 |
Non-Patent Citations (1)
| Title |
|---|
| 于启湛: "《复合材料的焊接》", 31 January 2012 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2666581B1 (en) | 2020-09-09 |
| EP2666581A1 (en) | 2013-11-27 |
| BR102013012938B1 (pt) | 2019-04-30 |
| JP2014012295A (ja) | 2014-01-23 |
| KR102162549B1 (ko) | 2020-10-08 |
| BR102013012938A2 (pt) | 2016-03-29 |
| KR20130132293A (ko) | 2013-12-04 |
| KR20130132292A (ko) | 2013-12-04 |
| BR102013012941A2 (pt) | 2016-03-29 |
| BR102013012938A8 (pt) | 2016-06-07 |
| EP2666582B1 (en) | 2019-07-03 |
| JP6266233B2 (ja) | 2018-01-24 |
| BR102013022970A2 (pt) | 2018-03-20 |
| JP6266232B2 (ja) | 2018-01-24 |
| JP2014000604A (ja) | 2014-01-09 |
| BR102013012941B1 (pt) | 2019-04-30 |
| US10105795B2 (en) | 2018-10-23 |
| US20160354869A1 (en) | 2016-12-08 |
| CN103418931A (zh) | 2013-12-04 |
| US20130316226A1 (en) | 2013-11-28 |
| US20130316222A1 (en) | 2013-11-28 |
| BR102013012941B8 (pt) | 2019-05-14 |
| US20190001445A1 (en) | 2019-01-03 |
| BR102013012941A8 (pt) | 2016-04-26 |
| US20130315659A1 (en) | 2013-11-28 |
| EP2666582A1 (en) | 2013-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103418932A (zh) | 钎焊组合物和相关装置 | |
| AU2016200572B2 (en) | Seal ring and associated method | |
| KR101454983B1 (ko) | 대기 접합용 납재, 접합체, 및, 집전재료 | |
| EP2947062B1 (en) | Method for joining ceramic to metal | |
| US20130224561A1 (en) | Braze compositions, and related articles and methods | |
| US9112193B2 (en) | Sealing arrangement for high-temperature fuel cell stack | |
| WO1999065642A1 (en) | Brazing composition and seal for electrochemical cell | |
| US8757471B2 (en) | Active braze techniques on beta-alumina | |
| JP2006327888A (ja) | セラミックスと金属のろう付け構造体 | |
| CN107262961B (zh) | 用于延展性钎焊结构的钎焊组合物及相关方法和装置 | |
| US20140356681A1 (en) | Brazing structure, and related processes and devices | |
| JPH07284989A (ja) | 高温ろう付け用硬ろう | |
| US20140069988A1 (en) | Methods of using active braze techniques for making high temperature rechargeable batteries | |
| CN107262956B (zh) | 共熔钎焊组合物和相关方法及装置 | |
| JP2000327442A (ja) | セラミックスと金属の接合体および製造方法並びに高温型二次電池 | |
| KR20140041355A (ko) | 납땜에 유용한 금속 조성물 및 관련 방법 및 장치 | |
| AU686320B2 (en) | Soldering of high-temperature joints in solid-electroltye high-temperature fuel cells | |
| PL220910B1 (pl) | Sposób wytwarzania próżnioszczelnych złączy pomiędzy ceramiką tlenkową i metalami |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20131204 |