WO2019208632A1 - 加飾シート - Google Patents
加飾シート Download PDFInfo
- Publication number
- WO2019208632A1 WO2019208632A1 PCT/JP2019/017429 JP2019017429W WO2019208632A1 WO 2019208632 A1 WO2019208632 A1 WO 2019208632A1 JP 2019017429 W JP2019017429 W JP 2019017429W WO 2019208632 A1 WO2019208632 A1 WO 2019208632A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- decorative sheet
- base material
- resin
- material layer
- Prior art date
Links
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 72
- 238000003860 storage Methods 0.000 claims abstract description 49
- 238000012360 testing method Methods 0.000 claims abstract description 41
- 230000007704 transition Effects 0.000 claims abstract description 17
- 230000007613 environmental effect Effects 0.000 claims abstract description 13
- 238000005259 measurement Methods 0.000 claims abstract description 8
- 239000010410 layer Substances 0.000 claims description 348
- 239000000463 material Substances 0.000 claims description 112
- 229920005989 resin Polymers 0.000 claims description 49
- 239000011347 resin Substances 0.000 claims description 49
- -1 polypropylene Polymers 0.000 claims description 24
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 23
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 claims description 21
- 239000011241 protective layer Substances 0.000 claims description 19
- 239000004743 Polypropylene Substances 0.000 claims description 17
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 13
- 239000000565 sealant Substances 0.000 claims description 13
- 229920000178 Acrylic resin Polymers 0.000 claims description 12
- 239000004925 Acrylic resin Substances 0.000 claims description 12
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 12
- 229920001155 polypropylene Polymers 0.000 claims description 12
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 claims description 9
- 239000004800 polyvinyl chloride Substances 0.000 claims description 7
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 7
- 229920005672 polyolefin resin Polymers 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 2
- 239000000758 substrate Substances 0.000 abstract description 11
- 238000000465 moulding Methods 0.000 description 57
- 239000000047 product Substances 0.000 description 51
- 238000011156 evaluation Methods 0.000 description 46
- 230000000052 comparative effect Effects 0.000 description 40
- 238000000034 method Methods 0.000 description 29
- 238000013461 design Methods 0.000 description 24
- 239000002904 solvent Substances 0.000 description 20
- 238000005034 decoration Methods 0.000 description 12
- 238000010030 laminating Methods 0.000 description 12
- 238000007639 printing Methods 0.000 description 12
- 238000003475 lamination Methods 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000012790 adhesive layer Substances 0.000 description 8
- 239000004744 fabric Substances 0.000 description 8
- 229920001577 copolymer Polymers 0.000 description 7
- 238000005187 foaming Methods 0.000 description 7
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 6
- 230000007547 defect Effects 0.000 description 6
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 6
- 230000005856 abnormality Effects 0.000 description 5
- 230000002087 whitening effect Effects 0.000 description 5
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 4
- 238000007646 gravure printing Methods 0.000 description 4
- 230000005865 ionizing radiation Effects 0.000 description 4
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 4
- 239000002356 single layer Substances 0.000 description 4
- 229920003048 styrene butadiene rubber Polymers 0.000 description 4
- 239000012855 volatile organic compound Substances 0.000 description 4
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 3
- 229920000459 Nitrile rubber Polymers 0.000 description 3
- 239000002033 PVDF binder Substances 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 238000004049 embossing Methods 0.000 description 3
- 239000011737 fluorine Substances 0.000 description 3
- 229910052731 fluorine Inorganic materials 0.000 description 3
- 229910052736 halogen Inorganic materials 0.000 description 3
- 150000002367 halogens Chemical class 0.000 description 3
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 3
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 3
- 239000004711 α-olefin Substances 0.000 description 3
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 239000002174 Styrene-butadiene Substances 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 229920001038 ethylene copolymer Polymers 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 229920000126 latex Polymers 0.000 description 2
- 239000004816 latex Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 238000007645 offset printing Methods 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002285 poly(styrene-co-acrylonitrile) Polymers 0.000 description 2
- 229920002959 polymer blend Polymers 0.000 description 2
- 229920005862 polyol Polymers 0.000 description 2
- 229920002620 polyvinyl fluoride Polymers 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000009823 thermal lamination Methods 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 1
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229920001774 Perfluoroether Polymers 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000003915 air pollution Methods 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- UUAGAQFQZIEFAH-UHFFFAOYSA-N chlorotrifluoroethylene Chemical group FC(F)=C(F)Cl UUAGAQFQZIEFAH-UHFFFAOYSA-N 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 239000007799 cork Substances 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000004817 gas chromatography Methods 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920001490 poly(butyl methacrylate) polymer Polymers 0.000 description 1
- 229920001483 poly(ethyl methacrylate) polymer Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002401 polyacrylamide Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920005633 polypropylene homopolymer resin Polymers 0.000 description 1
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/285—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4023—Coloured on the layer surface, e.g. ink
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/584—Scratch resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/738—Thermoformability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
- B60R2013/0287—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners integrating other functions or accessories
Definitions
- the present invention relates to a decorative sheet.
- a decorative sheet having a base material layer and a thermoplastic resin layer provided on the surface side of the base material layer has been proposed (see, for example, Patent Document 1).
- the decorative sheet described in Patent Document 1 When the decorative sheet described in Patent Document 1 is used, the decorative sheet is inserted into the cavity, the inserted decorative sheet is preformed, and the resin in a fluid state is filled into the cavity to solidify the resin, A molded product is produced by integrating the solidified resin and a pre-molded decorative sheet.
- the decorative sheet described in Patent Document 1 if the decorative sheet is not sufficiently heated at the time of preforming and the decorative sheet is not sufficiently softened, the decorative sheet does not sufficiently follow the mold.
- the decorative sheet is molded with low fluidity, and the sheet thickness after the pre-molding may become non-uniform, which may cause whitening and cracks at the end.
- the decorative sheet is excessively heated during pre-molding, crystal melting, foaming, or the like may occur.
- the present invention has been made paying attention to the above-described problems, and an object thereof is to provide a decorative sheet having a wide temperature range allowed for molding and excellent moldability.
- one aspect of the present invention is a decorative sheet comprising (a) a base material layer and (b) a thermoplastic resin layer provided on the surface side of the pattern layer.
- C A test piece having a width of 8 mm was prepared from the decorative sheet, and the distance between the initial chucks was 10.77 mm, the start temperature was 30 ° C., the end temperature was 150 ° C., and the rate of temperature increase was 5 ° C./min.
- the storage elastic modulus is measured at a measurement frequency of 1.0 Hz
- the first storage elastic modulus and the decorative sheet when the environmental temperature is 30 ° C. change from the glassy region to the transition region.
- the ratio of the difference between the second storage elastic modulus and the third storage elastic modulus when the decorative sheet changes from the transition region to the rubber-like flat region is 3.5.
- the gist is that it is a decorative sheet that is double or less.
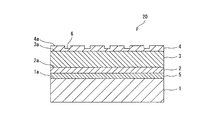
- the decorative sheet 20 according to the first embodiment includes a base material layer 1, a design pattern layer 2 provided on the surface 1 a side of the base material layer 1, and the surface of the design pattern layer 2. And a thermoplastic resin layer 3 provided on the 2a side.
- the total thickness of the decorative sheet 20 according to the first embodiment is not particularly limited, but is preferably 255 ⁇ m or more and 550 ⁇ m or less, and more preferably 275 ⁇ m or more and 550 ⁇ m or less from the viewpoint of surface strength and handling properties of the decorative sheet 20. .
- the ratio of the thickness of the thermoplastic resin layer 3 and the base material layer 1 is preferably 1: 1.5 to 1: 7 from the viewpoint of moldability and surface strength of the decorative sheet 20, and 1: 2. 5 to 1: 6 is more preferable.
- the total thickness of the decorative sheet 20 is not less than 275 ⁇ m and not more than 550 ⁇ m, and the thickness of the thermoplastic resin layer 3 and the base material layer 1 is More preferably, the ratio satisfies both of 1: 2.5 to 1: 6.
- any one of a thermal laminating method, a dry laminating method, a hot-melt laminating method, and an extrusion laminating method can be used, for example.
- a thermal laminating method a dry laminating method, a hot-melt laminating method, and an extrusion laminating method
- the decorative sheet 20 is configured by laminating the base layer 1, the pattern layer 2, and the thermoplastic resin layer 3 in this order is shown, but other configurations may be adopted. it can.
- the base material layer 1 is a sheet-like layer that becomes a base of the decorative sheet 20.
- a material of the base material layer 1 for example, at least one selected from a copolymerized synthetic resin (ABS) resin of acrylonitrile, butadiene and styrene, and polyester can be used.
- ABS resin include a polymer blend type of styrene-acrylonitrile copolymer and NBR (nitrile rubber), styrene and acrylonitrile in the presence of BR (polybutadiene rubber) or SBR (styrene-butadiene rubber) latex.
- a graft type obtained by copolymerization with a graph can be employed.
- the content ratio of butadiene is preferably 20% by weight or more and 50% by weight or less from the viewpoint of easy elongation.
- Examples of the polyester that can be used include polytrimethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, and polybutylene naphthalate.
- the base material layer 1 is a single layer.
- the thickness of the base material layer 1 is preferably 196 ⁇ m or more and 413 ⁇ m or less.
- the design pattern layer 2 is a layer for providing the decorative sheet 20 with design properties by design.
- the pattern layer 2 is formed using a printing ink, a coating agent, or the like.
- a printing ink can be used.
- acrylic ink can be used.
- a two-component curable urethane resin-based ink obtained by blending an acrylic curing agent with an acrylic polyol-based vehicle can be used.
- a printing method for example, a gravure printing method or an offset printing method can be used.
- any pattern can be used as the pattern, for example, a grain pattern, a stone pattern, a cloth pattern, a cork pattern, an abstract pattern, a geometric pattern, or a combination of two or more of these. it can.
- thermoplastic resin layer As a material for the thermoplastic resin layer 3, for example, at least one selected from acrylic resins, polyolefin resins, and vinyl chloride resins can be used.
- the thermoplastic resin layer 3 may be a single layer or a multilayer.
- a thermoplastic resin containing chlorine (halogen) such as a vinyl chloride resin
- a non-halogen thermoplastic resin is used. It is desirable to do.
- polyolefin resins are preferable as non-halogen thermoplastic resins.
- the most suitable polyolefin resin for general use is a polypropylene resin, that is, a homopolymer or a copolymer having propylene as a main component.
- a homopolypropylene resin, a random polypropylene resin, a block polypropylene resin, or the like can be used alone or as appropriate, or a resin obtained by further adding atactic polypropylene as appropriate thereto can be used.
- it may be a copolymer containing an olefin monomer other than propylene, for example, an ⁇ -olefin having a polypropylene crystal part and having 2 to 20 carbon atoms other than propylene, preferably ethylene, butene- A propylene- ⁇ -olefin copolymer containing at least 15 mol% of one or more of 1,4-methylpentene-1, hexene-1 or octene-1 comonomer can be used.
- an olefin monomer other than propylene for example, an ⁇ -olefin having a polypropylene crystal part and having 2 to 20 carbon atoms other than propylene, preferably ethylene, butene- A propylene- ⁇ -olefin copolymer containing at least 15 mol% of one or more of 1,4-methylpentene-1, hexene-1 or octene-1 comonomer can be used.
- low density polyethylene ethylene- ⁇ -olefin copolymer, ethylene-propylene copolymer rubber, ethylene-propylene-nonconjugated diene copolymer rubber, styrene-butadiene copolymer, which are usually used for softening polypropylene resins.
- a modifier such as coalescence or a hydrogenated product thereof can be appropriately added.
- the thickness of the thermoplastic resin layer 3 is preferably 50 ⁇ m or more and 144 ⁇ m or less.
- the decorative sheet 20 includes, for example, a surface protective layer 4 and an adhesive layer 5 as appropriate in addition to the base layer 1, the pattern layer 2, and the thermoplastic resin layer 3. May be.
- the surface protective layer 4 is provided on the surface 3 a side of the thermoplastic resin layer 3.
- the adhesive layer 5 is provided between the base material layer 1 and the pattern layer 2.
- an adhesive layer 5, a pattern layer 2, a thermoplastic resin layer 3, and a surface protective layer 4 are laminated in this order on the surface 1 a of the base material layer 1.
- the concavo-convex pattern 6 for example, a pattern synchronized with the pattern of the pattern pattern layer 2 or a pattern not synchronized with the pattern can be used.
- the surface protective layer 4 is a layer provided as necessary to protect the surface of the decorative sheet 20. There is no restriction
- acrylic urethane resin, ionizing radiation curable resin, and fluorine resin can be used.
- acrylic urethane-based resin for example, a reaction product obtained using an acrylic polyol compound as a main component and an isocyanate compound as a curing agent can be used.
- the ionizing radiation curable resin for example, at least one of a prepolymer having a polymerizable unsaturated bond such as a (meth) acryloyl group having a property of undergoing a crosslinking reaction by irradiation with ionizing radiation, an oligomer, and a monomer is a main component.
- a prepolymer having a polymerizable unsaturated bond such as a (meth) acryloyl group having a property of undergoing a crosslinking reaction by irradiation with ionizing radiation, an oligomer, and a monomer is a main component.
- ionizing radiation for example, an electron beam or ultraviolet rays can be used.
- a fluorine resin PVDF (polyvinylidene fluoride) can be used, for example.
- the adhesive layer 5 is a layer provided as necessary in order to adhere the base material layer 1 and the thermoplastic resin layer 3. There is no restriction
- the concavo-convex pattern 6 is provided as necessary to give a three-dimensional design feeling to the surface of the decorative sheet 20.
- any concavo-convex shape can be used.
- a wood grain conduit shape, a stone shape, a cloth shape, an abstract pattern shape, a Japanese paper shape, a suede shape, a leather shape, a satin shape, a grain shape, a hairline A shape, a combination thereof, or the like can be used.
- the doubling embossing method, the extrusion lamination simultaneous embossing method, etc. which are performed before lamination
- the second storage elastic modulus G 2 and the decorative sheet 20 are in the transition region.
- the lower limit of the ratio R is preferably 0.1 or more, more preferably 0.5 or more, and most preferably 1.0 or more.
- the ratio R is smaller than 0.1, the elastic modulus is low, so that the scratch resistance may be lowered, or the film may not be sufficiently softened even when heated, resulting in poor molding.
- the second storage elastic modulus G 2 is calculated based on, for example, the intersection 7 of the approximate straight line between the temperature and the storage elastic modulus in the glassy region and the approximate straight line between the temperature and the storage elastic modulus in the transition region.
- a method of calculating a storage elastic modulus corresponding to the intersection 7 can be used.
- a method for calculating the third storage elastic modulus G 3 for example, an intersection point 8 between an approximate straight line between the temperature and the storage elastic modulus in the transition region and an approximate straight line between the temperature and the storage elastic modulus in the rubber-like flat region is used. Based on this, a method for calculating the storage elastic modulus corresponding to the intersection 8 can be used.
- a molded product manufacturing method By stacking the decorative sheet 20 according to the first embodiment on an adherend made of a resin or the like, a molded product in which the adherend is decorated can be produced.
- a method for producing a molded product for example, an IML (Insert Molding Laminate) molding method, an injection molding simultaneous lamination method, or a TOM (Threee dimension Overlay Method) molding method can be used.
- IML Insert Molding Laminate
- injection molding simultaneous lamination method or a TOM (Three dimension Overlay Method) molding method
- TOM Three Dimension Overlay Method
- the decorative sheet 20 includes the base material layer 1, the design pattern layer 2 provided on the surface 1 a side of the base material layer 1, and the surface 2 a of the design pattern layer 2. It was set as the sheet
- the storage temperature becomes the environmental temperature T 2 at which “G 2 ” is obtained, the heat resistance of the product may be lowered.
- the ratio R when the ratio R is 3.5 times or less but larger than 3.0 times, there is a concern that the sheet breaks or insufficient follow-up as in the case where the ratio R is larger than 3.5 times. Although it is necessary to perform molding, there is a possibility that a malfunction may occur when the temperature condition fluctuates for some reason. On the other hand, when the ratio R is 3.0 times or less, the change in the storage elastic modulus in the transition region becomes gradual, so that it is possible to reduce the possibility of occurrence of defects. Further, if the ratio R is 3.0 times or less but larger than 2.0 times, the change in film thickness after molding becomes large, and the base material to which the molded product is attached becomes transparent. There is a possibility that problems such as “transparent” may occur. On the other hand, when the ratio R is 2.0 times or less, it is possible to reduce the change in film thickness after molding, and to obtain an effect that the base material can hardly be seen.
- Example 1 First, a PMMA film (manufactured by Mitsubishi Chemical Corporation) was prepared as the thermoplastic resin layer 3. The thickness of the PMMA film was 125 ⁇ m. Subsequently, on one surface of the PMMA film, a pattern layer 2 made of acrylic ink and an adhesive layer 5 made of acryl vinyl acetate were laminated in this order by gravure printing to produce a printed sheet. Subsequently, the produced printing sheet and the base material layer 1 made of an ABS base material were integrated into two layers by a heat laminating method. The thickness of the ABS base material was 375 ⁇ m. Thereby, the decorative sheet 20 was produced.
- a PMMA film manufactured by Mitsubishi Chemical Corporation
- the decorative sheet 20 was subjected to TOM molding using a TOM molding machine (“NGF-0406-T” manufactured by Fuse Vacuum Co., Ltd.). Specifically, first, a mold and a decorative sheet 20 are set in a box, vacuumed, and then the decorative sheet 20 is heated to a set temperature (100 ° C., 110 ° C., 120 ° C.) with a heater. As a result, preforming was performed. Subsequently, after the temperature increase of the decorative sheet 20 was completed, a pressure of 0.3 MPa was applied to form a molded product. Subsequently, after air cooling, the molded product was taken out of the mold. In TOM molding, as shown in FIG. 3, the side view is L-shaped, the plan view is rectangular, and the decorative sheet 20 is molded into a shape having 4R corners.
- NTF-0406-T manufactured by Fuse Vacuum Co., Ltd.
- Example 2 In Example 2, the surface protective layer 4 made of an acrylic urethane resin was provided on the other surface of the PMMA film, that is, the outermost layer of the decorative sheet 20. Otherwise, the decorative sheet 20 and the molded product were produced under the same conditions as in Example 1.
- Example 3 In Example 3, a PP (polypropylene) film was used as the thermoplastic resin layer 3. Further, the pattern layer 2 was provided on the other side of the thermoplastic resin layer 3, that is, the side opposite to the side where the pattern layer 2 was provided in Example 1. Furthermore, PP was extruded on the surface of the pattern layer 2 to provide a clear layer. Furthermore, a surface protective layer 4 made of an acrylic urethane resin was provided on the outermost layer of the decorative sheet 20. Moreover, the thickness of the ABS base material (base material layer 1) was 300 ⁇ m. Otherwise, the decorative sheet 20 and the molded product were produced under the same conditions as in Example 1.
- Example 4 In Example 4, the thickness of the PMMA film (thermoplastic resin layer 3) was 75 ⁇ m. The thickness of the ABS base material (base material layer 1) was 430 ⁇ m. Otherwise, the decorative sheet 20 and the molded product were produced under the same conditions as in Example 1. (Example 5) In Example 5, the thickness of the PMMA film (thermoplastic resin layer 3) was 50 ⁇ m. The thickness of the ABS base material (base material layer 1) was 430 ⁇ m. Otherwise, the decorative sheet 20 and the molded product were produced under the same conditions as in Example 1.
- Example 6 a coextruded multilayer film (manufactured by Mitsubishi Chemical Corporation) composed of a PVDF layer and a PMMA layer was used as the thermoplastic resin layer 3 having the surface protective layer 4.
- the thickness of the PMMA layer was 50 ⁇ m.
- the thickness of the ABS base material (base material layer 1) was 430 ⁇ m. Otherwise, the decorative sheet 20 and the molded product were produced under the same conditions as in Example 1.
- Comparative Example 1 In Comparative Example 1, a PP film was used as the thermoplastic resin layer 3. The thickness of the PP film was 160 ⁇ m. Further, the pattern layer 2 was provided on the other side of the thermoplastic resin layer 3, that is, the side opposite to the side where the pattern layer 2 was provided in Example 1. Furthermore, PP was extruded on the surface of the pattern layer 2 to provide a clear layer. Further, the surface protective layer 4 made of acrylic urethane resin was provided on the outermost layer of the decorative sheet 20. Furthermore, a PETG (high strength polyethylene terephthalate) film was used as the base material layer 1. The thickness of the PETG film was 250 ⁇ m. Otherwise, the decorative sheet 20 and the molded product were produced under the same conditions as in Example 1.
- the moldability of the molded product was tested when the temperature of the decorative sheet 20 varied during molding. Specifically, the thickness of the 4R corners of the decorative sheet 20 is measured for each molded product having different molding temperatures (100 ° C., 110 ° C., 120 ° C.), and the maximum value and the minimum value among the measured thicknesses. The difference was calculated. If the difference is 20 ⁇ m or less, the pass is “ ⁇ ”. If the difference is greater than 20 ⁇ m and 60 ⁇ m or less, the pass is “ ⁇ ”. If the difference is greater than 60 ⁇ m and 120 ⁇ m or less, the pass is “ ⁇ ”. Was rejected as “x”.
- the moldability of the molded product was tested in order to confirm the thickness variation occurring in one molded product when the decorative sheet 20 was molded at a certain temperature. Specifically, the thickness of the portion indicated by the circle in FIG. 3, that is, the thickness of the upper surface of the molded product obtained by molding the decorative sheet 20 at a molding temperature of 100 ° C., the thickness of the corner of 4R And the thickness of 2 points
- the first post-molding thickness difference test and the second post-molding thickness difference test were passed “ ⁇ ”, “ ⁇ ”, “ ⁇ ”, and the overall evaluation based on the results of these tests was passed “ ⁇ ”, “ ⁇ ”, “ ⁇ ”.
- the ratio R was greater than 3.5.
- the first post-molding thickness difference test and the second post-molding thickness difference test were rejected “x”, and the overall evaluation based on the results of these tests was rejected “x”.
- the decorative sheet according to the second embodiment is intended to provide a decorative sheet capable of stabilizing the sheet thickness in a molded product even when the sheet temperature during molding varies.
- the overall configuration of the decorative sheet 20 of the second embodiment is the same as in FIG. That is, as shown in FIG. 1, the decorative sheet 20 according to the second embodiment includes a base material layer 1 and a thermoplastic resin layer 3 provided on the surface 1 a side of the base material layer 1. And
- the total thickness of the decorative sheet 20 according to the second embodiment is preferably from 255 ⁇ m to 550 ⁇ m, and more preferably from 275 ⁇ m to 550 ⁇ m.
- the ratio of the thickness of the thermoplastic resin layer 3 and the base material layer 1 is preferably 1: 1.5 to 1: 7 from the viewpoint of moldability and surface strength of the decorative sheet 20, and 1: 2. 5 to 1: 6 is more preferable.
- the total thickness of the decorative sheet 20 is not less than 275 ⁇ m and not more than 550 ⁇ m, and the thickness of the thermoplastic resin layer 3 and the base material layer 1 is It is more preferable that the ratio satisfies 1: 2.5 to 1: 6.
- stacking method of each layer of the decorating sheet 20 of 1st Embodiment can be used.
- the layers of the second embodiment the following materials are used as the base material layer 1 and the thermoplastic resin layer 3, and the other layers are the same as those of the first embodiment. It is done.
- ABS resin As a material of the base material layer 1 of the second embodiment, for example, an ABS resin can be used.
- the ABS resin for example, a polymer blend type of a styrene-acrylonitrile copolymer and NBR, or a graft type obtained by copolymerizing styrene and acrylonitrile with a graph in the presence of BR or SBR latex can be employed.
- the content ratio of butadiene is preferably 20% by weight or more and 50% by weight or less from the viewpoint of easy elongation.
- the base material layer 1 of the second embodiment may be a single layer or a multilayer.
- the thickness of the base material layer 1 of the second embodiment is preferably 196 ⁇ m or more and 413 ⁇ m or less, similarly to the base material layer 1 of the first embodiment.
- thermoplastic resin layer As a material for the thermoplastic resin layer 3 of the second embodiment, for example, at least one of polymethyl methacrylate resin, polypropylene resin, and polyvinyl chloride resin can be used. Further, the thermoplastic resin layer 3 of the second embodiment may be a single layer or a multilayer. In addition, the thickness of the thermoplastic resin layer 3 of the second embodiment is preferably 50 ⁇ m or more and 144 ⁇ m or less, like the thermoplastic resin layer 3 of the first embodiment.
- the decorative sheet 20 includes the base material layer 1 and the thermoplastic resin layer 3 provided on the surface 1a side of the base material layer 1. Moreover, the base material layer 1 contains ABS resin.
- the total thickness of the decorative sheet 20 is not less than 255 ⁇ m and not more than 550 ⁇ m, and the ratio of the thickness of the thermoplastic resin layer 3 and the base material layer 1 is 1: 1.5 to 1: 7. Therefore, since the thickness and ratio of the base material layer 1 and the thermoplastic resin layer 3 are appropriate, the decorative sheet 20 in which the sheet thickness in the molded product is stable even when the sheet temperature during molding varies is provided. it can.
- the decorative sheet 20 even if the temperature of each part of the decorative sheet 20 varies, it is possible to prevent the occurrence of extremely stretched portions and the like, and to prevent unevenness of the thickness of the decorative sheet 20. . Therefore, it is possible to provide the decorative sheet 20 having a wide range of moldable temperatures. Even if the molding machine and molding conditions change, the moldability can be stabilized. And by using the decorating sheet 20 that is unlikely to have a non-uniform thickness, it is possible to prevent the strength from differing from place to place by being placed on a molded product, and to prevent changes in design.
- the surface strength of the decorative sheet 20 becomes weak.
- the total thickness of the decorating sheet 20 is larger than 550 micrometers, the handleability of the decorating sheet 20 will worsen.
- the ratio of the thickness of the base material layer 1 to the thickness of the thermoplastic resin layer 3 is smaller than 1.5, the moldability is deteriorated.
- the ratio of the thickness of the base material layer 1 is larger than 7 with respect to the thickness of the thermoplastic resin layer 3, the surface strength of the decorating sheet 20 becomes weak.
- Example 1 First, as the thermoplastic resin layer 3 and the base material layer 1, an acrylic film original fabric and an ABS base material were prepared. The thickness of the acrylic film original fabric was 125 ⁇ m. The thickness of the ABS base material was 380 ⁇ m. And the acrylic film original fabric and the ABS base material were heat-laminated, and the decorating sheet 20 with a total thickness of 505 micrometers was produced.
- the decorative sheet 20 is heated to a set temperature in a vacuum environment using a TOM molding machine (“NGF-0406-T” manufactured by Fuse Vacuum Co., Ltd.), and then compressed air molding is performed on one side of the decorative sheet 20. went. There were three set temperatures (molding temperatures) of 100 ° C., 110 ° C., and 120 ° C.
- the side view is L-shaped, the plan view is rectangular, and has a 1R corner and a 4R corner. Thereby, the surface part of the molded product used by the IML molding method was produced.
- Example 2 In Example 2, the thickness of the thermoplastic resin layer 3 was 75 ⁇ m, the thickness of the base material layer 1 was 200 ⁇ m, and the total thickness of the decorative sheet 20 was 275 ⁇ m. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- Example 3 In Example 3, a polypropylene original fabric was used as the thermoplastic resin layer 3. Moreover, the thickness of the thermoplastic resin layer 3 was 90 micrometers, the thickness of the base material layer 1 was 380 micrometers, and the total thickness of the decorating sheet 20 was 470 micrometers. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- Example 4 In Example 4, as the thermoplastic resin layer 3, a laminate in which an acrylic film original with a thickness of 75 ⁇ m and a polyvinyl chloride resin with a thickness of 40 ⁇ m were laminated was used. Moreover, the thickness of the base material layer 1 was 380 micrometers, and the total thickness of the decorating sheet 20 was 495 micrometers. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1. (Example 5) In Example 5, the thickness of the thermoplastic resin layer 3 was 125 ⁇ m, the thickness of the base material layer 1 was 200 ⁇ m, and the total thickness of the decorative sheet 20 was 325 ⁇ m. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- Example 6 In Example 6, the thickness of the thermoplastic resin layer 3 was 75 ⁇ m, the thickness of the base material layer 1 was 430 ⁇ m, and the total thickness of the decorative sheet 20 was 505 ⁇ m. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1. (Example 7) In Example 7, the thickness of the thermoplastic resin layer 3 was 75 ⁇ m, the thickness of the base material layer 1 was 180 ⁇ m, and the total thickness of the decorative sheet 20 was 255 ⁇ m. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- Comparative Example 1 In Comparative Example 1, a polypropylene original fabric was used as the thermoplastic resin layer 3. Further, a PETG substrate was used as the substrate layer 1. Moreover, the thickness of the thermoplastic resin layer 3 was 160 micrometers, the thickness of the base material layer 1 was 350 micrometers, and the total thickness of the decorating sheet 20 was 510 micrometers. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1. (Comparative Example 2) In Comparative Example 2, a PETG substrate was used as the substrate layer 1. Moreover, the thickness of the thermoplastic resin layer 3 was 125 micrometers, the thickness of the base material layer 1 was 120 micrometers, and the total thickness of the decorating sheet 20 was 245 micrometers. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- Comparative Example 3 In Comparative Example 3, the thickness of the thermoplastic resin layer 3 was 50 ⁇ m, the thickness of the base material layer 1 was 180 ⁇ m, and the total thickness of the decorative sheet 20 was 230 ⁇ m. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- Comparative Example 4 In Comparative Example 4, the thickness of the thermoplastic resin layer 3 was 125 ⁇ m, the thickness of the base material layer 1 was 400 ⁇ m, and the total thickness of the decorative sheet 20 was 525 ⁇ m. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- Comparative Example 5 In Comparative Example 5, the thickness of the thermoplastic resin layer 3 was 125 ⁇ m, the thickness of the base material layer 1 was 180 ⁇ m, and the total thickness of the decorative sheet 20 was 305 ⁇ m. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- Comparative Example 6 In Comparative Example 6, the thickness of the thermoplastic resin layer 3 was 50 ⁇ m, the thickness of the base material layer 1 was 380 ⁇ m, and the total thickness of the decorative sheet 20 was 430 ⁇ m. Otherwise, the decorative sheet 20 and the surface portion of the molded product were produced under the same conditions as in Example 1.
- the following performance evaluation was performed on the decorative sheets 20 of Examples 1 to 7 and Comparative Examples 1 to 6.
- First thickness test In the first thickness test, it was tested whether the sheet thickness in the molded product is stable even when the temperature of the decorative sheet 20 varies during molding. Specifically, the difference between the thickness of the decorative sheet 20 molded at a set temperature (molding temperature) of 100 ° C. and the thickness of the decorative sheet 20 molded at a molding temperature of 110 ° C. was calculated. Further, the difference between the thickness of the decorative sheet 20 molded at a molding temperature of 120 ° C. and the thickness of the decorative sheet 20 molded at a molding temperature of 110 ° C. was calculated. Then, the case where the difference was within the range of ⁇ 15% was determined as acceptable “ ⁇ ”, and the case where the difference was outside the range of ⁇ 15% was determined as unacceptable “x”.
- a digital micrometer made by Mitutoyo
- the corner portion curved portion of the molded product
- a point digital micrometer (“MCD232-25P” manufactured by Niigata Seiki Co., Ltd.) was used.
- the thickness of the decorative sheet 20 molded at 110 ° C. that is, the upper surface of the molded product (the part where the sheet is not stretched most) is 100%.
- the thickness of the corner portion from the upper surface to the side surface of the product was measured, and the thickness of the decorative sheet 20 (molded product) molded at ⁇ 10 ° C. (100 ° C., 120 ° C.) was measured using this value as the center value. .
- the decorative sheet 20 of Examples 1 to 7 was more stable than the decorative sheet 20 of Comparative Examples 1 to 6 even when the sheet temperature during molding varied. . Moreover, even if the temperature variation occurred in each part of the decorative sheet 20, it was possible to prevent the occurrence of extremely stretched portions and the like and to prevent unevenness of the thickness of the decorative sheet 20. Further, the decorative sheet 20 of Examples 1 to 4, that is, the total thickness of the decorative sheet 20 is 275 ⁇ m or more and 550 ⁇ m or less, and the ratio of the thickness of the thermoplastic resin layer 3 and the base material layer 1 is 1: 2. In the decorative sheet 20 that is 5 to 1: 6, the first thickness test, the appearance test, the second thickness test, and the coin scratch test all pass “ ⁇ ” or pass “ ⁇ ”. Was confirmed. Further, it was confirmed that the decorative sheets 20 of Examples 1 to 7 had higher surface strength and superior scratch resistance than the decorative sheets 20 of Comparative Examples 3 and 6.
- the decorative sheet for automobile interior according to the third embodiment is intended to provide a decorative sheet for automobile interior that can suppress the appearance defect due to air biting as described above.
- the overall configuration of the automotive interior decoration sheet 30 according to the third embodiment includes a heat seal layer 9 instead of the adhesive layer 5 of the second embodiment, and the heat of the second embodiment.
- a transparent film layer 10 is provided. That is, the base material layer 1, the heat seal layer 9 provided on the surface 1a side of the base material layer 1, the design pattern layer 2 provided on the surface 9a side of the heat seal layer 9, and the surface of the design pattern layer 2
- the transparent film layer 10 provided on the 2a side and the surface protective layer 4 provided on the surface 10a side of the transparent film layer 10 are provided.
- the first embodiment is used as the total thickness of the automotive interior decoration sheet 30 according to the third embodiment.
- the thing similar to the decorating sheet 20 which concerns on can be used.
- the following are used as the heat seal layer 9, the pattern layer 2, the transparent film layer 10, and the surface protective layer 4, and the other layers are the first layer.
- the thing similar to each layer of embodiment is used.
- the heat seal layer 9 is a layer for laminating the laminate 11 composed of the heat seal layer 9, the pattern layer 2 and the transparent film layer 10 and the base material layer 1 by heat laminating.
- a heat seal agent can be used as a material of the heat seal layer 9, for example.
- a heat sealant for example, a resin in which an acrylic resin and a vinyl chloride resin are mixed at a mass ratio of 60:40 to 70:30 can be employed.
- the adhesiveness to the pattern layer 2 can be improved when the pattern layer 2 is made of acrylic ink.
- the adhesiveness with the base material layer 1 can be improved when the base material layer 1 is made of an ABS resin.
- acrylic resin for example, “Acrynal LS # 3002” manufactured by Toei Kasei Co., Ltd. can be used.
- vinyl chloride-based resin for example, “V424 PVC primer” manufactured by Toyo Ink Co., Ltd. can be used.
- the basis weight of the heat seal layer 9 is 30% or more and less than 150% with respect to the basis weight of the pattern layer 2.
- the basis weight of the heat seal layer 9 is most desirably 30% or more and less than 100% with respect to the basis weight of the pattern layer 2 in terms of the adhesion between the laminate 11 and the base material layer 1. If it is larger than 100%, the decorative sheet 30 for automobile interior does not have a poor appearance, but the foaming of the solvent occurs in the heat seal layer 9 and the adhesion between the laminate 11 and the base material layer 1 is lowered. To do.
- the design pattern layer 2 is a layer for imparting design properties by design to the decorative sheet 30 for automobile interior.
- the pattern layer 2 is formed using a printing ink obtained by dissolving or dispersing a colorant such as a dye or a pigment in a suitable diluent solvent together with a suitable binder resin.
- the printing ink is applied by various printing methods such as a gravure printing method and an offset printing method.
- the binder resin for example, urethane resin, acrylic resin, vinyl chloride resin, polyimide resin, nitrified cotton, or a mixture thereof can be used.
- the transparent film layer 10 is an acrylic film
- an acrylic resin as a binder resin.
- a pattern a wood grain pattern, a stone pattern, a cloth pattern, an abstract pattern, a geometric pattern, a character, a symbol, a solid color etc., or these combinations can be used, for example.
- an opaque printing ink or paint containing a lot of opaque pigments such as titanium dioxide and iron oxide between the pattern layer 2 and the heat seal layer 9 A hiding layer may be provided.
- the transparent film layer 10 is a layer for covering and protecting the surface 3 a of the design pattern layer 2. Moreover, it is a film-like layer used as the base of the laminated body 11 at the time of manufacture of the decoration sheet 30 for motor vehicle interior.
- a material of the transparent film layer 10 for example, a thermoplastic resin can be used.
- the thermoplastic resin for example, polycarbonate, polymethyl methacrylate, polypropylene, or the like, or a mixture, copolymer, composite, laminate, or the like can be used.
- transparency of the transparent film layer 10 what has transparency of the grade which can see through the pattern etc. of the pattern pattern layer 2 is preferable. For example, it is colorless and transparent, colored and transparent.
- the surface protective layer 4 is a layer provided as necessary in order to protect the surface of the automobile interior decoration sheet 30.
- a material of the surface protective layer 4 for example, an acrylic resin, a fluorine resin, or a silicon resin can be used.
- the acrylic resin for example, poly (meth) acrylonitrile, polymethyl (meth) acrylate, polyethyl (meth) acrylate, polybutyl (meth) acrylate, polyacrylamide and the like can be employed.
- fluororesin examples include polyvinylidene fluoride, tetrafluoroethylene resin, tetrafluoroethylene perfluoroalkoxy vinyl ether copolymer, tetrafluoroethylene / hexafluoropropylene copolymer, polychlorotrifluoroethylene, tetrafluoroethylene.
- An ethylene / ethylene copolymer, a chlorotrifluoroethylene / ethylene copolymer, or polyvinyl fluoride (PVF) can be used.
- the printing pattern layer 2 is formed on one surface of the transparent film layer 10 by applying printing ink.
- the pattern of the pattern layer 2 is printed by back printing.
- a heat sealant is applied to the back surface 2 b of the pattern layer 2, and the applied heat sealant is dried to form the heat seal layer 9.
- the basis weight of the heat seal layer 9 is 30% or more and less than 150% with respect to the basis weight of the pattern layer 2.
- the solvent contained in the heat seal layer 9 is made the required minimum amount, and the volatile organic matter discharged from the heat seal layer 9 is reduced. Is preferred.
- stacked in this order is formed.
- the base material layer 1 is bonded to the back surface 11b of the laminate 11, that is, the surface on the heat seal layer 9 side, by heat laminating.
- the decoration sheet 30 for car interior is manufactured.
- the basis weight of the heat seal layer 9 is set to 30% or more and less than 150% with respect to the basis weight of the design pattern layer 2. Therefore, the adhesion between the pattern layer 2 and the substrate layer 1 can be improved, and the occurrence of air biting that causes air to bite into the interface between the pattern layer 2 and the substrate layer 1 at the time of heat laminating at a low temperature. Can be suppressed. Therefore, it is possible to provide the decorative sheet 30 for automobile interior that can suppress the appearance defect due to the air biting. Moreover, since air biting can be suppressed, thermal lamination at a low temperature is possible.
- the solvent content can be reduced by forming a coating material containing a large amount of volatile organic compounds such as acrylic ink.
- the basis weight of the heat seal layer 9 is preferably 30% or more and less than 100% with respect to the basis weight of the pattern layer 2. With such a basis weight, the adhesion between the pattern layer 2 and the substrate layer 1 can be further improved, and the air bite that bites air at the interface between the pattern layer 2 and the substrate layer 1. Can be more reliably suppressed.
- the sealing agent is preferably a resin in which an acrylic resin and a vinyl chloride resin are mixed at a mass ratio of 60:40 to 70:30. If it does in this way, both the adhesiveness of the base material layer 1 and the heat seal layer 9 and the adhesiveness of the pattern pattern layer 2 and the heat seal layer 9 can be improved.
- Example 1 First, a transparent film layer 10 was prepared as shown in FIG. As the transparent film layer 10, a polymethyl methacrylate film original (acrylic film original) was used. Subsequently, the pattern layer 2 made of acrylic ink was formed on one surface of the transparent film layer 10 by gravure printing. The amount of acrylic ink applied was 3 g / m 2 in the dry state.
- a heat sealant was applied to the back surface 2b of the pattern layer 2 using a bar coder.
- a resin in which Acrinal (LS # 3002) and PVC primer (acrylic, vinyl acetate, V424) were blended at a mass ratio of 68:32 was used.
- the applied heat sealant was dried at room temperature of 40 ° C. for 30 seconds to form the heat seal layer 9.
- the amount of heat sealant applied was 1 g / m 2 in the dry state. That is, the basis weight of the heat seal layer 9 was adjusted to 33% with respect to the basis weight of the design pattern layer 2.
- stacked in this order was formed.
- the base material layer 1 was affixed on the back surface 11b of the laminated body 11 by the thermal lamination process using the 140 degreeC pouch processing machine.
- the processing speed was 2 m / min.
- the decorative sheet 30 for automobile interior of Example 1 was manufactured.
- Example 2 In Example 2, the application amount of the heat sealant for the heat seal layer 9 was 3 g / m 2 in a dry state. That is, the basis weight of the heat seal layer 9 was adjusted to 100% with respect to the basis weight of the design pattern layer 2. Except that, a decorative sheet 30 for automobile interior was created under the same conditions as in Example 1. (Example 3) In Example 3, the amount of heat sealant applied to the heat seal layer 9 was 2.8 g / m 2 in a dry state. That is, the basis weight of the heat seal layer 9 was adjusted to 98% with respect to the basis weight of the design pattern layer 2. Except that, a decorative sheet 30 for automobile interior was created under the same conditions as in Example 1.
- Example 4 the amount of heat sealant applied to the heat seal layer 9 was 4.4 g / m 2 in a dry state. That is, the basis weight of the heat seal layer 9 was adjusted to 148% with respect to the basis weight of the pattern layer 2. Except that, a decorative sheet 30 for automobile interior was created under the same conditions as in Example 1. (Example 5) In Example 5, as a heat sealant for the heat seal layer 9, a resin in which acrylal and PVC primer were blended at a mass ratio of 58:42 was used. Except that, a decorative sheet 30 for automobile interior was created under the same conditions as in Example 1.
- Example 6 As the heat sealant of the heat seal layer 9, a resin in which acrylal and PVC primer were blended at a mass ratio of 72:28 was used. Except that, a decorative sheet 30 for automobile interior was created under the same conditions as in Example 1.
- Comparative Example 1 In Comparative Example 1, the heat seal layer 9 was omitted. That is, the basis weight of the heat seal layer 9 was adjusted to 0% with respect to the basis weight of the pattern layer 2. Except that, a decorative sheet 30 for automobile interior was created under the same conditions as in Example 1.
- Comparative Example 2 In Comparative Example 2, the heat seal application amount of the heat seal layer 9 was 6 g / m 2 . That is, the basis weight of the heat seal layer 9 was adjusted to 200% with respect to the basis weight of the pattern layer 2. Except that, a decorative sheet 30 for automobile interior was created under the same conditions as in Example 1.
- the decorative sheet for automobile interiors of Examples 1 to 6 has a comparatively small basis weight of the heat seal agent, and therefore the evaluation result of the solvent amount evaluation is a pass “ ⁇ ” “ ⁇ ”. It was. In particular, the evaluation results in Examples 1, 3, and 6 were “ ⁇ ”. In addition, the decorative sheets for automobile interiors of Examples 1 to 3 have passed the evaluation results “ ⁇ ” for the appearance evaluation and the laminate strength evaluation. Moreover, although the external appearance evaluation passed "(circle)" about the decoration sheet 30 for Example 5 and 6, the laminated strength evaluation passed "(triangle
- Comparative Example 4 caused air biting at the interface between the laminated body 11 and the base material layer 1, and the external appearance evaluation was “x”. Therefore, in Comparative Examples 1 to 5, the overall evaluation based on the solvent amount evaluation, the appearance evaluation, and the laminate strength evaluation was rejected “x”.
- the decorative sheet 30 for automobile interiors of Examples 1 to 6 was superior in the amount of solvent, the appearance and the difficulty of peeling than the decorative sheet 30 for automotive interiors of Comparative Examples 1 to 5.
- SYMBOLS 1 Base material layer, 1a ... Surface, 2 ... Design pattern layer, 2a ... Surface, 3 ... Thermoplastic resin layer, 3a ... Surface, 4 ... Surface protective layer, 4a ... Surface, 5 ... Adhesive layer, 6 ... Uneven pattern , 7, 8 ... intersection, 9 ... heat seal layer, 9a ... surface, 10 ... transparent film layer, 10a ... surface, 11 ... laminate, 11b ... back surface, 20 ... decorative sheet, 30 ... decorative sheet for automobile interior
Abstract
基材層(1)と、基材層(1)の表面(1a)側に設けられた絵柄模様層(2)と、絵柄模様層(2)の表面(2a)側に設けられた熱可塑性樹脂層(3)とを備えた加飾シート(20)とした。そして、その加飾シート(20)から幅8mmの試験片を作製し、作製した試験片に対して、初期チャック間距離10.77mm、試験片を開始温度30℃、終了温度150℃、昇温速度5℃/分、測定周波数1.0Hzで、貯蔵弾性率を測定した際に、環境温度が30℃のときの第1貯蔵弾性率と加飾シート(20)がガラス状領域から転移領域に変化するときの第2貯蔵弾性率との差に対して、第2貯蔵弾性率と加飾シート(20)が転移領域からゴム状平坦領域に変化するときの第3貯蔵弾性率との差の比率が3.5倍以下となるようにした。
Description
本発明は、加飾シートに関する。
従来、例えば、基材層と、その基材層の表面側に設けられた熱可塑性樹脂層とを有する加飾シートが提案されている(例えば、特許文献1参照。)。特許文献1に記載の加飾シートを用いた場合、加飾シートをキャビティに挿入し、挿入した加飾シートを予備成型するとともに、流動状態の樹脂をキャビティ内に充填して樹脂を固化し、固化した樹脂と予備成型した加飾シートとを一体化することで、成型品を作製するようになっている。
しかしながら、特許文献1に記載の加飾シートでは、予備成型時に加飾シートが十分に加熱されず、加飾シートが十分に軟化していないと、加飾シートによる金型への追従が不十分となったり、加飾シートの流動性が低い状態で成型されて、予備成型後のシート厚が不均一となったりして、端部の白化やクラックが発生する可能性がある。一方、予備成型時に加飾シートの加熱が過剰になると、結晶融解や発泡等が発生する可能性がある。
しかしながら、特許文献1に記載の加飾シートでは、予備成型時に加飾シートが十分に加熱されず、加飾シートが十分に軟化していないと、加飾シートによる金型への追従が不十分となったり、加飾シートの流動性が低い状態で成型されて、予備成型後のシート厚が不均一となったりして、端部の白化やクラックが発生する可能性がある。一方、予備成型時に加飾シートの加熱が過剰になると、結晶融解や発泡等が発生する可能性がある。
本発明は、上記のような問題点に着目してなされたもので、成型時に許容される温度範囲が広く、成型性に優れる加飾シートを提供することを目的とする。
上記課題を解決するために、本発明の一態様は、(a)基材層と、(b)絵柄模様層の表面側に設けられた熱可塑性樹脂層とを備えた加飾シートであって、(c)加飾シートから幅8mmの試験片を作製し、作製した試験片に対して、初期チャック間距離10.77mm、開始温度30℃、終了温度150℃、昇温速度5℃/分で環境温度を変化させ、測定周波数1.0Hzで、貯蔵弾性率を測定した場合に、環境温度が30℃のときの第1貯蔵弾性率と加飾シートがガラス状領域から転移領域に変化するときの第2貯蔵弾性率との差に対して、第2貯蔵弾性率と加飾シートが転移領域からゴム状平坦領域に変化するときの第3貯蔵弾性率との差の比率が3.5倍以下であるとする加飾シートであることを要旨とする。
本発明によれば、成型時に許容される温度範囲が広く、成型性に優れる加飾シートを提供することができる。
以下、本発明の実施形態に係る加飾シートについて、図面を参照しつつ説明する。本発明は、以下の実施形態に限定されるものではなく、当業者の知識を基に設計の変更等の変形を加えることも可能であり、そのような変形が加えられた形態も、本発明の範囲に含まれる。また、各図面は、理解を容易にするため適宜誇張して表現している。
1.第1の実施形態:加飾シート
1-1.構成
1-2.成形品の製造方法
1-3.実施例
2.第2の実施形態:加飾シート
2-1.課題
2-2.構成
2-3.実施例
3.第3の実施形態:自動車内装用加飾シート
3-1.課題
3-2.構成
3-3.自動車内装用加飾シートの製造方法
3-4.実施例
1-1.構成
1-2.成形品の製造方法
1-3.実施例
2.第2の実施形態:加飾シート
2-1.課題
2-2.構成
2-3.実施例
3.第3の実施形態:自動車内装用加飾シート
3-1.課題
3-2.構成
3-3.自動車内装用加飾シートの製造方法
3-4.実施例
<1.第1の実施形態:加飾シート>
[1-1.構成]
図1に示すように、第1の実施形態に係る加飾シート20は、基材層1と、基材層1の表面1a側に設けられた絵柄模様層2と、絵柄模様層2の表面2a側に設けられた熱可塑性樹脂層3とを備えている。第1の実施形態に係る加飾シート20の総厚は、特に制限はないが、加飾シート20の表面強度及びハンドリング性の点から、255μm以上550μm以下が好ましく、275μm以上550μm以下がより好ましい。また、熱可塑性樹脂層3と基材層1との厚さの比率は、加飾シート20の成型性及び表面強度の点から、1:1.5~1:7が好ましく、1:2.5~1:6がより好ましい。特に、平坦部・角部のシート厚の安定及び外観異常の点からは、加飾シート20の総厚は275μm以上550μm以下で、且つ熱可塑性樹脂層3と基材層1との厚さの比率は1:2.5~1:6であることの両方を満たすことがより好ましい。また、基材層1、絵柄模様層2及び熱可塑性樹脂層3等の積層方法としては、例えば、熱ラミネート法、ドライラミネート法、ホットメルトラミネート法、押出ラミネート法の何れかを用いることができる。
なお、本実施形態では、加飾シート20を、基材層1、絵柄模様層2及び熱可塑性樹脂層3をこの順に積層して構成する例を示したが、他の構成を採用することもできる。例えば、基材層1、熱可塑性樹脂層3及び絵柄模様層2の順に積層する構成としてもよい。
[1-1.構成]
図1に示すように、第1の実施形態に係る加飾シート20は、基材層1と、基材層1の表面1a側に設けられた絵柄模様層2と、絵柄模様層2の表面2a側に設けられた熱可塑性樹脂層3とを備えている。第1の実施形態に係る加飾シート20の総厚は、特に制限はないが、加飾シート20の表面強度及びハンドリング性の点から、255μm以上550μm以下が好ましく、275μm以上550μm以下がより好ましい。また、熱可塑性樹脂層3と基材層1との厚さの比率は、加飾シート20の成型性及び表面強度の点から、1:1.5~1:7が好ましく、1:2.5~1:6がより好ましい。特に、平坦部・角部のシート厚の安定及び外観異常の点からは、加飾シート20の総厚は275μm以上550μm以下で、且つ熱可塑性樹脂層3と基材層1との厚さの比率は1:2.5~1:6であることの両方を満たすことがより好ましい。また、基材層1、絵柄模様層2及び熱可塑性樹脂層3等の積層方法としては、例えば、熱ラミネート法、ドライラミネート法、ホットメルトラミネート法、押出ラミネート法の何れかを用いることができる。
なお、本実施形態では、加飾シート20を、基材層1、絵柄模様層2及び熱可塑性樹脂層3をこの順に積層して構成する例を示したが、他の構成を採用することもできる。例えば、基材層1、熱可塑性樹脂層3及び絵柄模様層2の順に積層する構成としてもよい。
(基材層)
基材層1は、加飾シート20のベースとなるシート状の層である。基材層1の材料としては、例えば、アクリロニトリル、ブタジエン及びスチレンの共重合合成樹脂(ABS)樹脂、ポリエステルから選ばれる少なくとも1種類を用いることができる。ABS樹脂としては、例えば、スチレン-アクロロニトリル共重合体とNBR(ニトリルゴム)とのポリマーブレンド型、BR(ポリブタジエンゴム)或いはSBR(スチレン・ブタジエンゴム)ラテックスの共存下にスチレンとアクリルニトリルをグラフと共重合させて得られるグラフト型を採用できる。ブタジエンの含有比率は、伸びやすさから、20重量%以上50重量%以下が好ましい。ポリエステルとしては、例えば、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレートを採用できる。基材層1は、単層とする。
また、基材層1の厚さは、196μm以上413μm以下が好ましい。
基材層1は、加飾シート20のベースとなるシート状の層である。基材層1の材料としては、例えば、アクリロニトリル、ブタジエン及びスチレンの共重合合成樹脂(ABS)樹脂、ポリエステルから選ばれる少なくとも1種類を用いることができる。ABS樹脂としては、例えば、スチレン-アクロロニトリル共重合体とNBR(ニトリルゴム)とのポリマーブレンド型、BR(ポリブタジエンゴム)或いはSBR(スチレン・ブタジエンゴム)ラテックスの共存下にスチレンとアクリルニトリルをグラフと共重合させて得られるグラフト型を採用できる。ブタジエンの含有比率は、伸びやすさから、20重量%以上50重量%以下が好ましい。ポリエステルとしては、例えば、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレートを採用できる。基材層1は、単層とする。
また、基材層1の厚さは、196μm以上413μm以下が好ましい。
(絵柄模様層)
絵柄模様層2は、加飾シート20に絵柄による意匠性を付与するための層である。絵柄模様層2は、印刷インキやコーティング剤等を用いて形成される。印刷インキ等としては、特に制限はなく、従来の加飾シートにおいて絵柄模様層に使用されている印刷インキ等と同様のものを使用できる。例えば、アクリルインキを用いることができる。アクリルインキとしては、例えば、アクリルポリオール系ビヒクルにイソシアネート硬化剤を配合してなる2液硬化型ウレタン樹脂系インキを使用することができる。また、印刷方法としては、例えば、グラビア印刷法、オフセット印刷法を用いることができる。また、絵柄としては、任意の絵柄を用いることができ、例えば、木目柄、石目柄、布目柄、コルク柄、抽象柄、幾何学模様等、或いはこれらの2種類以上の組み合わせ等を用いることできる。
絵柄模様層2は、加飾シート20に絵柄による意匠性を付与するための層である。絵柄模様層2は、印刷インキやコーティング剤等を用いて形成される。印刷インキ等としては、特に制限はなく、従来の加飾シートにおいて絵柄模様層に使用されている印刷インキ等と同様のものを使用できる。例えば、アクリルインキを用いることができる。アクリルインキとしては、例えば、アクリルポリオール系ビヒクルにイソシアネート硬化剤を配合してなる2液硬化型ウレタン樹脂系インキを使用することができる。また、印刷方法としては、例えば、グラビア印刷法、オフセット印刷法を用いることができる。また、絵柄としては、任意の絵柄を用いることができ、例えば、木目柄、石目柄、布目柄、コルク柄、抽象柄、幾何学模様等、或いはこれらの2種類以上の組み合わせ等を用いることできる。
(熱可塑性樹脂層)
熱可塑性樹脂層3の材料としては、例えば、アクリル樹脂、ポリオレフィン系樹脂、塩化ビニル系樹脂から選ばれる少なくとも1種類を用いることができる。また、熱可塑性樹脂層3は、単層でもよく、複層でもよい。
なお、近年の環境問題に対する社会的な関心の高まりに鑑みれば、塩化ビニル系樹脂等の塩素(ハロゲン)を含有する熱可塑性樹脂を使用することは望ましくなく、非ハロゲン系の熱可塑性樹脂を使用することが望ましい。特に、各種物性や加工性、汎用性、経済性等の面からは、非ハロゲン系の熱可塑性樹脂としてポリオレフィン系樹脂が望ましい。
熱可塑性樹脂層3の材料としては、例えば、アクリル樹脂、ポリオレフィン系樹脂、塩化ビニル系樹脂から選ばれる少なくとも1種類を用いることができる。また、熱可塑性樹脂層3は、単層でもよく、複層でもよい。
なお、近年の環境問題に対する社会的な関心の高まりに鑑みれば、塩化ビニル系樹脂等の塩素(ハロゲン)を含有する熱可塑性樹脂を使用することは望ましくなく、非ハロゲン系の熱可塑性樹脂を使用することが望ましい。特に、各種物性や加工性、汎用性、経済性等の面からは、非ハロゲン系の熱可塑性樹脂としてポリオレフィン系樹脂が望ましい。
また、ポリオレフィン系樹脂として、一般的な用途に最も好適なのは、ポリプロピレン系樹脂、すなわち、プロピレンを主成分とする単独又は共重合体である。例えば、ホモポリプロピレン樹脂、ランダムポリプロピレン樹脂、ブロックポリプロピレン樹脂等を単独又は適宜配合したり、それらに更にアタクチックポリプロピレンを適宜配合した樹脂等を使用することができる。また、プロピレン以外のオレフィン系単量体を含む共重合体であってもよく、例えば、ポリプロピレン結晶部を有し、且つプロピレン以外の炭素数2~20のα-オレフィン、好ましくはエチレン、ブテン-1、4-メチルペンテン-1、ヘキセン-1又はオクテン-1のコモノマーの1種又は2種以上を15モル%以上含有するプロピレン-α-オレフィン共重合体等を使用することができる。また、通常ポリプロピレン系樹脂の柔軟化に用いられている低密度ポリエチレン、エチレン-α-オレフィン共重合体、エチレン-プロピレン共重合ゴム、エチレン-プロピレン-非共役ジエン共重合ゴム、スチレン-ブタジエン共重合体又はその水素添加物等の改質剤を適宜添加できる。
また、熱可塑性樹脂層3の厚さは、50μm以上144μm以下が好ましい。
また、熱可塑性樹脂層3の厚さは、50μm以上144μm以下が好ましい。
(その他の層)
加飾シート20は、従来の加飾シートと同様に、基材層1、絵柄模様層2及び熱可塑性樹脂層3以外にも、例えば、表面保護層4及び接着層5等を適宜備えるようにしてもよい。表面保護層4は、熱可塑性樹脂層3の表面3a側に設けられる。また、接着層5は、基材層1と絵柄模様層2との層間に設けられる。図1では、基材層1の表面1aに、接着層5、絵柄模様層2、熱可塑性樹脂層3、及び表面保護層4がこの順に積層されている。
また、加飾シート20の最表面、つまり、表面保護層4の表面4aには、エンボス加工により形成された凹凸模様6を適宜設けるようにしてもよい。凹凸模様6としては、例えば、絵柄模様層2の絵柄と同調した模様、絵柄と非同調の模様を用いることができる。
加飾シート20は、従来の加飾シートと同様に、基材層1、絵柄模様層2及び熱可塑性樹脂層3以外にも、例えば、表面保護層4及び接着層5等を適宜備えるようにしてもよい。表面保護層4は、熱可塑性樹脂層3の表面3a側に設けられる。また、接着層5は、基材層1と絵柄模様層2との層間に設けられる。図1では、基材層1の表面1aに、接着層5、絵柄模様層2、熱可塑性樹脂層3、及び表面保護層4がこの順に積層されている。
また、加飾シート20の最表面、つまり、表面保護層4の表面4aには、エンボス加工により形成された凹凸模様6を適宜設けるようにしてもよい。凹凸模様6としては、例えば、絵柄模様層2の絵柄と同調した模様、絵柄と非同調の模様を用いることができる。
(表面保護層)
表面保護層4は、加飾シート20の表面を保護するために、必要に応じて設けられる層である。表面保護層4の材料としては、特に制限はなく、従来の加飾シートで表面保護層に使用されている材料と同様のものを使用できる。例えば、アクリルウレタン系樹脂、電離放射線硬化型樹脂、フッ素系樹脂を用いることができる。アクリルウレタン系樹脂としては、例えば、アクリルポリオール化合物を主剤とし、イソシアネート化合物を硬化剤として得られる反応生成物を用いることができる。また、電離放射線硬化性樹脂としては、例えば、電離放射線の照射により架橋反応する性質を有する(メタ)アクリロイル基等の重合性不飽和結合を有するプレポリマー、オリゴマー及びモノマーの少なくとも何れかを主成分とする組成物を用いることができる。電離放射線としては、例えば、電子線、紫外線を用いることができる。また、フッ素系樹脂としては、例えば、PVDF(ポリフッ化ビニリデン)を用いることができる。
表面保護層4は、加飾シート20の表面を保護するために、必要に応じて設けられる層である。表面保護層4の材料としては、特に制限はなく、従来の加飾シートで表面保護層に使用されている材料と同様のものを使用できる。例えば、アクリルウレタン系樹脂、電離放射線硬化型樹脂、フッ素系樹脂を用いることができる。アクリルウレタン系樹脂としては、例えば、アクリルポリオール化合物を主剤とし、イソシアネート化合物を硬化剤として得られる反応生成物を用いることができる。また、電離放射線硬化性樹脂としては、例えば、電離放射線の照射により架橋反応する性質を有する(メタ)アクリロイル基等の重合性不飽和結合を有するプレポリマー、オリゴマー及びモノマーの少なくとも何れかを主成分とする組成物を用いることができる。電離放射線としては、例えば、電子線、紫外線を用いることができる。また、フッ素系樹脂としては、例えば、PVDF(ポリフッ化ビニリデン)を用いることができる。
(接着層)
接着層5は、基材層1と熱可塑性樹脂層3とを接着させるために、必要に応じて設けられる層である。接着層5の材料としては、特に制限はなく、従来の加飾シートで接着層に使用されている材料(接着剤)と同様のものを使用できる。例えば、アクリル樹脂に塩酢ビ樹脂を60:40~70:30の比率で配合したヒートシールを用いることができる。
接着層5は、基材層1と熱可塑性樹脂層3とを接着させるために、必要に応じて設けられる層である。接着層5の材料としては、特に制限はなく、従来の加飾シートで接着層に使用されている材料(接着剤)と同様のものを使用できる。例えば、アクリル樹脂に塩酢ビ樹脂を60:40~70:30の比率で配合したヒートシールを用いることができる。
(凹凸模様)
凹凸模様6は、加飾シート20の表面に立体的な意匠感を付与するために、必要に応じて設けられるものである。凹凸模様6としては、任意の凹凸形状を用いることができ、例えば、木目導管状、石目状、布目状、抽象柄状、和紙状、スウェード状、皮革状、梨地状、砂目状、ヘアーライン状、或いはこれらの組み合わせ等を用いることができる。また凹凸模様6の形成方法としては、例えば、熱可塑性樹脂層3の積層前、積層後又は積層と同時に行われる、ダブリングエンボス法、押出ラミネート同時エンボス法等を採用できる。
凹凸模様6は、加飾シート20の表面に立体的な意匠感を付与するために、必要に応じて設けられるものである。凹凸模様6としては、任意の凹凸形状を用いることができ、例えば、木目導管状、石目状、布目状、抽象柄状、和紙状、スウェード状、皮革状、梨地状、砂目状、ヘアーライン状、或いはこれらの組み合わせ等を用いることができる。また凹凸模様6の形成方法としては、例えば、熱可塑性樹脂層3の積層前、積層後又は積層と同時に行われる、ダブリングエンボス法、押出ラミネート同時エンボス法等を採用できる。
(貯蔵弾性率)
第1の実施形態に係る加飾シート20では、貯蔵弾性率が以下の条件を満たすように、加飾シート20の各種パラメータを調整した。満たすべき条件は、加飾シート20から幅8mmの試験片を作製し、作製した試験片に対して、初期チャック間距離10.77mm、開始温度30℃、終了温度150℃、昇温速度5℃/分で環境温度を変化させ、測定周波数1.0Hzで、貯蔵弾性率を測定した場合に、図2に示すように、環境温度が30℃のときの第1貯蔵弾性率G1と加飾シート20がガラス状領域から転移領域に変化するときの第2貯蔵弾性率G2との差(G1-G2)に対して、第2貯蔵弾性率G2と加飾シート20が転移領域からゴム状平坦領域に変化するときの第3貯蔵弾性率G3との差(G2-G3)の比率R(=(G2-G3)/(G1-G2))が所定値倍以下になる、というものである。所定値としては、例えば、3.5が好ましく、2.5がより好ましく、2.0が最も好ましい。また比率Rの下限値としては、0.1以上が好ましく、0.5以上がより好ましく、1.0以上が最も好ましい。比率Rが0.1より小さい場合には、弾性率が低いため、耐傷性が低下する可能性や、加熱をしても十分に軟化せず、成型不良を生じる可能性がある。
第1の実施形態に係る加飾シート20では、貯蔵弾性率が以下の条件を満たすように、加飾シート20の各種パラメータを調整した。満たすべき条件は、加飾シート20から幅8mmの試験片を作製し、作製した試験片に対して、初期チャック間距離10.77mm、開始温度30℃、終了温度150℃、昇温速度5℃/分で環境温度を変化させ、測定周波数1.0Hzで、貯蔵弾性率を測定した場合に、図2に示すように、環境温度が30℃のときの第1貯蔵弾性率G1と加飾シート20がガラス状領域から転移領域に変化するときの第2貯蔵弾性率G2との差(G1-G2)に対して、第2貯蔵弾性率G2と加飾シート20が転移領域からゴム状平坦領域に変化するときの第3貯蔵弾性率G3との差(G2-G3)の比率R(=(G2-G3)/(G1-G2))が所定値倍以下になる、というものである。所定値としては、例えば、3.5が好ましく、2.5がより好ましく、2.0が最も好ましい。また比率Rの下限値としては、0.1以上が好ましく、0.5以上がより好ましく、1.0以上が最も好ましい。比率Rが0.1より小さい場合には、弾性率が低いため、耐傷性が低下する可能性や、加熱をしても十分に軟化せず、成型不良を生じる可能性がある。
なお、第2貯蔵弾性率G2の算出方法としては、例えば、ガラス状領域における温度と貯蔵弾性率との近似直線と、転移領域における温度と貯蔵弾性率との近似直線との交点7を基に、その交点7に対応する貯蔵弾性率を算出する方法を用いることができる。また、第3貯蔵弾性率G3の算出方法としては、例えば、転移領域における温度と貯蔵弾性率との近似直線と、ゴム状平坦領域における温度と貯蔵弾性率との近似直線との交点8を基に、その交点8に対応する貯蔵弾性率を算出する方法を用いることができる。
[1-2.成型品の製造方法]
第1の実施形態に係る加飾シート20を、樹脂等からなる被着体に積層することで、被着体を加飾した成型品を作製することができる。成型品の製造方法としては、例えば、IML(Insert Molding Laminate)成型法、射出成型同時積層法、TOM(Three dimension Overlay Method)成型法を用いることができる。
例えば、IML成形法は、真空成型や圧空成型等を行って加飾シート20で成形品の表面部を形成した後、表面部を形成する加飾シート20を射出成形用金型に嵌め込み、加飾シート20の裏面側に樹脂を射出して、樹脂(被着体)と加飾シート20とを一体化することで、成形品を作製する方法である。また、例えば、TOM成型法は、事前に成形された樹脂に対して、加飾シート20を真空成型や圧空成型等を行って積層させて、樹脂(被着体)と加飾シート20とを一体化することで、成型品を作製する方法である。
第1の実施形態に係る加飾シート20を、樹脂等からなる被着体に積層することで、被着体を加飾した成型品を作製することができる。成型品の製造方法としては、例えば、IML(Insert Molding Laminate)成型法、射出成型同時積層法、TOM(Three dimension Overlay Method)成型法を用いることができる。
例えば、IML成形法は、真空成型や圧空成型等を行って加飾シート20で成形品の表面部を形成した後、表面部を形成する加飾シート20を射出成形用金型に嵌め込み、加飾シート20の裏面側に樹脂を射出して、樹脂(被着体)と加飾シート20とを一体化することで、成形品を作製する方法である。また、例えば、TOM成型法は、事前に成形された樹脂に対して、加飾シート20を真空成型や圧空成型等を行って積層させて、樹脂(被着体)と加飾シート20とを一体化することで、成型品を作製する方法である。
以上説明したように、第1の実施形態に係る加飾シート20は、基材層1と、基材層1の表面1a側に設けられた絵柄模様層2と、絵柄模様層2の表面2a側に設けられた熱可塑性樹脂層3とを備えるシートとした。そして、その加飾シート20から幅8mmの試験片を作製し、作製した試験片に対して、初期チャック間距離10.77mm、開始温度30℃、終了温度150℃、昇温速度5℃/分、測定周波数1.0Hzで、貯蔵弾性率を測定した際に、環境温度が30℃のときの第1貯蔵弾性率G1と加飾シート20がガラス状領域から転移領域に変化するときの第2貯蔵弾性率G2との差(G1-G2)に対して、第2貯蔵弾性率G2と加飾シート20が転移領域からゴム状平坦領域に変化するときの第3貯蔵弾性率G3との差(G2-G3)の比率R(=(G2-G3)/(G1-G2))が3.5倍以下となるようにした。それゆえ、成型時に許容される温度範囲(成形温度の範囲)が広く、成型性に優れる加飾シート20を提供できる。また、成型性に優れるため、端部の白化やクラック、結晶融解、発泡等が発生し難く、成型品に意匠を好適に付与することができる。
ちなみに、比率R(=(G2-G3)/(G1-G2))が3.5倍より大きい場合には、転移領域の温度になった際に急激な弾性率の変化があるため、過剰な過熱によるシート破断が生じる可能性がある。また、過剰な加熱によるシート破断の発生を恐れ、加飾シート20が加熱不足になると、加熱不足による金型への加飾シート20の追従不足や白化が生じる可能性がある。すなわち、成形時に許容される温度範囲(成形温度の範囲)が狭くなる可能性がある。また、貯蔵弾性率が「G2」となる環境温度T2になると、製品の耐熱性が低くなる可能性がある。これに対し、比率R(=(G2-G3)/(G1-G2))が3.5倍以下である場合には、転移領域がある程度広く、また、貯蔵弾性率が「G2」となる環境温度T2も低すぎないため、耐熱性があり、成形性に優れた加飾シート20が得られる。
また、比率Rが3.5倍以下であるが3.0倍よりも大きい場合には、3.5倍より大きい場合と同様にシート破断や追従不足の懸念が残るため、ある程度せまい温度範囲で成型を行う必要があるが、何らかの原因で温度条件が振れた際に不具合が発生してしまう可能性がある。これに対し、比率Rが3.0倍以下である場合には、転移領域での貯蔵弾性率変化が緩やかになるため、不具合の発生の可能性を低減できるという効果を得られる。
また、比率Rが3.0倍以下であるが2.0倍よりも大きい場合には、成型後の膜厚変化が大きくなり、成型品の取り付け先となる基材が透けてしまう「基材透け」等の不具合が発生する可能性がある。これに対し、比率Rが2.0倍以下である場合には、成型後の膜厚変化を低減でき、基材透けが起こり難くすることができるという効果を得られる。
また、比率Rが3.0倍以下であるが2.0倍よりも大きい場合には、成型後の膜厚変化が大きくなり、成型品の取り付け先となる基材が透けてしまう「基材透け」等の不具合が発生する可能性がある。これに対し、比率Rが2.0倍以下である場合には、成型後の膜厚変化を低減でき、基材透けが起こり難くすることができるという効果を得られる。
[1-3.実施例]
以下に、第1の実施形態に係る加飾シート20の実施例及び比較例について説明する。なお、本発明は、下記の実施例に限定されるものではない。
(実施例1)
まず、熱可塑性樹脂層3として、PMMAフィルム(三菱ケミカル(株)製)を用意した。PMMAフィルムの厚さは、125μmとした。続いて、PMMAフィルムの一方の面に、グラビア印刷によって、アクリルインキによる絵柄模様層2、及びアクリル塩酢ビニルによる接着層5をこの順に積層させ、印刷シートを作製した。続いて、作製した印刷シートと、ABS基材による基材層1とを熱ラミネート法によって二層一体化した。ABS基材の厚さは、375μmとした。これにより、加飾シート20を作製した。
以下に、第1の実施形態に係る加飾シート20の実施例及び比較例について説明する。なお、本発明は、下記の実施例に限定されるものではない。
(実施例1)
まず、熱可塑性樹脂層3として、PMMAフィルム(三菱ケミカル(株)製)を用意した。PMMAフィルムの厚さは、125μmとした。続いて、PMMAフィルムの一方の面に、グラビア印刷によって、アクリルインキによる絵柄模様層2、及びアクリル塩酢ビニルによる接着層5をこの順に積層させ、印刷シートを作製した。続いて、作製した印刷シートと、ABS基材による基材層1とを熱ラミネート法によって二層一体化した。ABS基材の厚さは、375μmとした。これにより、加飾シート20を作製した。
続いて、TOM成型機(布施真空(株)製「NGF-0406-T」)を用いて、加飾シート20にTOM成型を行った。具体的には、まずボックス内に金型と加飾シート20とをセットし、真空引きを行った後、ヒーターで設定温度(100℃、110℃、120℃)まで加飾シート20を昇温することで、予備成形を行った。続いて、加飾シート20の昇温が終了した後、0.3MPaの圧力をかけ、成型品に成型した。続いて、空冷した後、成型品を金型から取り出した。TOM成型では、図3に示すように、側面視がL字状となり、平面視が長方形状となり、4Rの角部を有する形状に加飾シート20を成型した。
(実施例2)
実施例2では、PMMAフィルムの他方の面、つまり、加飾シート20の最表層に、アクリルウレタン系樹脂による表面保護層4を設けた。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
(実施例3)
実施例3では、熱可塑性樹脂層3として、PP(ポリプロピレン)フィルムを用いた。また、熱可塑性樹脂層3の他方の面、つまり、実施例1で絵柄模様層2を設けた面とは反対側の面に絵柄模様層2を設けた。さらに、絵柄模様層2の表面に、PPを押し出してクリア層を設けた。さらに、加飾シート20の最表層に、アクリルウレタン系樹脂による表面保護層4を設けた。また、ABS基材(基材層1)の厚さは、300μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
実施例2では、PMMAフィルムの他方の面、つまり、加飾シート20の最表層に、アクリルウレタン系樹脂による表面保護層4を設けた。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
(実施例3)
実施例3では、熱可塑性樹脂層3として、PP(ポリプロピレン)フィルムを用いた。また、熱可塑性樹脂層3の他方の面、つまり、実施例1で絵柄模様層2を設けた面とは反対側の面に絵柄模様層2を設けた。さらに、絵柄模様層2の表面に、PPを押し出してクリア層を設けた。さらに、加飾シート20の最表層に、アクリルウレタン系樹脂による表面保護層4を設けた。また、ABS基材(基材層1)の厚さは、300μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
(実施例4)
実施例4では、PMMAフィルム(熱可塑性樹脂層3)の厚さを、75μmとした。また、ABS基材(基材層1)の厚さを、430μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
(実施例5)
実施例5では、PMMAフィルム(熱可塑性樹脂層3)の厚さを、50μmとした。また、ABS基材(基材層1)の厚さを、430μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
実施例4では、PMMAフィルム(熱可塑性樹脂層3)の厚さを、75μmとした。また、ABS基材(基材層1)の厚さを、430μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
(実施例5)
実施例5では、PMMAフィルム(熱可塑性樹脂層3)の厚さを、50μmとした。また、ABS基材(基材層1)の厚さを、430μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
(実施例6)
実施例6では、表面保護層4を有する熱可塑性樹脂層3として、PVDF層とPMMA層とからなる共押出多層フィルム(三菱ケミカル(株)製)を用いた。PMMA層の厚さは、50μmとした。また、ABS基材(基材層1)の厚さを、430μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
実施例6では、表面保護層4を有する熱可塑性樹脂層3として、PVDF層とPMMA層とからなる共押出多層フィルム(三菱ケミカル(株)製)を用いた。PMMA層の厚さは、50μmとした。また、ABS基材(基材層1)の厚さを、430μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
(比較例1)
比較例1では、熱可塑性樹脂層3として、PPフィルムを用いた。PPフィルムの厚さは、160μmとした。また、熱可塑性樹脂層3の他方の面、つまり、実施例1で絵柄模様層2を設けた面とは反対側の面に絵柄模様層2を設けた。さらに、絵柄模様層2の表面に、PPを押し出してクリア層を設けた。また、加飾シート20の最表層に、アクリルウレタン系樹脂による表面保護層4を設けた。さらに、基材層1として、PETG(高強度ポリエチレンテレフタレート)フィルムを用いた。PETGフィルムの厚さは、250μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
比較例1では、熱可塑性樹脂層3として、PPフィルムを用いた。PPフィルムの厚さは、160μmとした。また、熱可塑性樹脂層3の他方の面、つまり、実施例1で絵柄模様層2を設けた面とは反対側の面に絵柄模様層2を設けた。さらに、絵柄模様層2の表面に、PPを押し出してクリア層を設けた。また、加飾シート20の最表層に、アクリルウレタン系樹脂による表面保護層4を設けた。さらに、基材層1として、PETG(高強度ポリエチレンテレフタレート)フィルムを用いた。PETGフィルムの厚さは、250μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成型品とを作製した。
(性能評価)
実施例1~6、比較例1の加飾シート20に対して、以下の性能評価を行った。
(引張モジュラス(貯蔵弾性係数)の測定)
まず、加飾シート20から幅8mm、長さ15mmの試験片を作製した。続いて、DMA機(Perkin Elmer社製「動的粘弾測定機」)を用いて、初期チャック間距離が10.77mmとなるように、作製した試験片をセットした。続いて、セットした試験片に対して、開始温度30℃、終了温度150℃、昇温速度5℃/分で環境温度を変化させ、測定周波数1.0Hzで、貯蔵弾性率を測定した場合に、図2に示すように、環境温度が30℃のときの第1貯蔵弾性率G1と加飾シート20がガラス状領域から転移領域に変化するときの第2貯蔵弾性率G2との差(G1-G2)に対して、第2貯蔵弾性率G2と加飾シート20が転移領域からゴム状平坦領域に変化するときの第3貯蔵弾性率G3との差(G2-G3)の比率R(=(G2-G3)/(G1-G2))を算出した。また同時に、加飾シート20の貯蔵弾性率が、第3貯蔵弾性率G3となったときの環境温度T3と、第2貯蔵弾性率G2となったときの環境温度T2との差である温度域(=T3-T2)を算出した。
実施例1~6、比較例1の加飾シート20に対して、以下の性能評価を行った。
(引張モジュラス(貯蔵弾性係数)の測定)
まず、加飾シート20から幅8mm、長さ15mmの試験片を作製した。続いて、DMA機(Perkin Elmer社製「動的粘弾測定機」)を用いて、初期チャック間距離が10.77mmとなるように、作製した試験片をセットした。続いて、セットした試験片に対して、開始温度30℃、終了温度150℃、昇温速度5℃/分で環境温度を変化させ、測定周波数1.0Hzで、貯蔵弾性率を測定した場合に、図2に示すように、環境温度が30℃のときの第1貯蔵弾性率G1と加飾シート20がガラス状領域から転移領域に変化するときの第2貯蔵弾性率G2との差(G1-G2)に対して、第2貯蔵弾性率G2と加飾シート20が転移領域からゴム状平坦領域に変化するときの第3貯蔵弾性率G3との差(G2-G3)の比率R(=(G2-G3)/(G1-G2))を算出した。また同時に、加飾シート20の貯蔵弾性率が、第3貯蔵弾性率G3となったときの環境温度T3と、第2貯蔵弾性率G2となったときの環境温度T2との差である温度域(=T3-T2)を算出した。
(第1の成型後厚み差試験)
第1の成型後厚み差試験では、成型時に加飾シート20の温度がバラついたときの、成型品の成型性を試験した。具体的には、成型温度(100℃、110℃、120℃)が異なる成型品毎に加飾シート20の4Rの角部の厚さを測定し、測定した厚さのうち最大値と最小値との差を算出した。そして、差が20μm以下の場合には合格「◎」とし、20μmより大きく60μm以下の場合には合格「○」とし、60μmより大きく120μm以下の場合には合格「△」とし、120μmより大きい場合には不合格「×」とした。120μmを合格「◎」「○」「△」と不合格「×」との閾値とした理由は、加飾シート20の総膜厚にもよるが、120μmより大きい厚み変化が生じた場合、加飾シート20が薄くなったことによる外観不良や物性(耐傷性等)低下が発生するためである。
第1の成型後厚み差試験では、成型時に加飾シート20の温度がバラついたときの、成型品の成型性を試験した。具体的には、成型温度(100℃、110℃、120℃)が異なる成型品毎に加飾シート20の4Rの角部の厚さを測定し、測定した厚さのうち最大値と最小値との差を算出した。そして、差が20μm以下の場合には合格「◎」とし、20μmより大きく60μm以下の場合には合格「○」とし、60μmより大きく120μm以下の場合には合格「△」とし、120μmより大きい場合には不合格「×」とした。120μmを合格「◎」「○」「△」と不合格「×」との閾値とした理由は、加飾シート20の総膜厚にもよるが、120μmより大きい厚み変化が生じた場合、加飾シート20が薄くなったことによる外観不良や物性(耐傷性等)低下が発生するためである。
(第2の成型後厚み差試験)
第2の成型後厚み差試験では、ある一定の温度で加飾シート20の成型を行った際に一つの成型品内で生じる厚みばらつきを確認するために、成型品の成型性を試験した。具体的には、図3に丸印で示した箇所の厚さ、つまり、成型温度100℃で加飾シート20を成型して得た成型品の上面の厚さ、4Rの角部の厚さ、及び側面に上下方向に並んだ2点の厚さを測定し、測定した4点の厚さのうち最大値と最小値との差を算出した。そして、差が100μm以下の場合には合格「◎」とし、100μmより大きく110μm以下の場合には合格「○」とし、110μmより大きく120μm以下の場合には合格「△」とし、120μmより大きい場合には不合格「×」とした。
第2の成型後厚み差試験では、ある一定の温度で加飾シート20の成型を行った際に一つの成型品内で生じる厚みばらつきを確認するために、成型品の成型性を試験した。具体的には、図3に丸印で示した箇所の厚さ、つまり、成型温度100℃で加飾シート20を成型して得た成型品の上面の厚さ、4Rの角部の厚さ、及び側面に上下方向に並んだ2点の厚さを測定し、測定した4点の厚さのうち最大値と最小値との差を算出した。そして、差が100μm以下の場合には合格「◎」とし、100μmより大きく110μm以下の場合には合格「○」とし、110μmより大きく120μm以下の場合には合格「△」とし、120μmより大きい場合には不合格「×」とした。
(評価結果)
これらの評価結果を、以下の表1に示す。
これらの評価結果を、以下の表1に示す。

表1に示すように、実施例1~6の加飾シート20では、比率R(=(G2-G3)/(G1-G2))は3.5以下となった。また、第1の成型後厚み差試験及び第2の成型後厚み差試験は合格「◎」「○」「△」となり、これらの試験の結果による総合評価は合格「◎」「○」「△」となった。一方、比較例1の加飾シート20では、比率Rは、3.5より大きくなった。また、第1の成型後厚み差試験及び第2の成型後厚み差試験は不合格「×」となり、これらの試験の結果による総合評価は、不合格「×」となった。
これにより、実施例1~6の加飾シート20は、比較例1の加飾シート20に比べ、成型時に許容される温度範囲(成形温度の範囲)が広く成型性に優れることが確認できた。
これにより、実施例1~6の加飾シート20は、比較例1の加飾シート20に比べ、成型時に許容される温度範囲(成形温度の範囲)が広く成型性に優れることが確認できた。
<2.第2の実施形態:加飾シート>
次に、本発明の第2の実施形態に係る加飾シートについて説明する。
[2-1.課題]
従来、例えば、ABS基材層と、そのABS基材層の表面側に設けられた熱可塑性樹脂層とを有する加飾シートが提案されている(例えば、特許第5055707号公報参照)。特許第5055707号公報に記載の加飾シートでは、加飾シートをキャビティに挿入し、流動状態の樹脂をキャビティ内に充填して樹脂を固化し、固化した樹脂と加飾シートとを一体化することで、成形品を作製するようになっている。しかしながら、本発明者らは、特許第5055707号公報に記載の加飾シートでは、成形時のシート温度がバラついた場合、成形品における、加飾シートのシート厚がバラつくことを発見した。
第2の実施形態に係る加飾シートは、成形時のシート温度がバラついても、成形品におけるシート厚を安定可能な加飾シートを提供することを目的とするものである。
次に、本発明の第2の実施形態に係る加飾シートについて説明する。
[2-1.課題]
従来、例えば、ABS基材層と、そのABS基材層の表面側に設けられた熱可塑性樹脂層とを有する加飾シートが提案されている(例えば、特許第5055707号公報参照)。特許第5055707号公報に記載の加飾シートでは、加飾シートをキャビティに挿入し、流動状態の樹脂をキャビティ内に充填して樹脂を固化し、固化した樹脂と加飾シートとを一体化することで、成形品を作製するようになっている。しかしながら、本発明者らは、特許第5055707号公報に記載の加飾シートでは、成形時のシート温度がバラついた場合、成形品における、加飾シートのシート厚がバラつくことを発見した。
第2の実施形態に係る加飾シートは、成形時のシート温度がバラついても、成形品におけるシート厚を安定可能な加飾シートを提供することを目的とするものである。
[2-2.構成]
第2の実施形態の加飾シート20の全体構成は、図1と同様とする。すなわち、図1に示すように、第2の実施形態に係る加飾シート20は、基材層1と、基材層1の表面1a側に設けられた熱可塑性樹脂層3とを備えた構成とする。第2の実施形態に係る加飾シート20の総厚は、255μm以上550μm以下が好ましく、275μm以上550μm以下がより好ましい。また、熱可塑性樹脂層3と基材層1との厚さの比率は、加飾シート20の成型性及び表面強度の点から、1:1.5~1:7が好ましく、1:2.5~1:6がより好ましい。特に、平坦部・角部のシート厚の安定及び外観異常の点からは、加飾シート20の総厚は275μm以上550μm以下で、且つ熱可塑性樹脂層3と基材層1との厚さの比率は1:2.5~1:6であることを満たすことがより好ましい。また、基材層1、絵柄模様層2及び熱可塑性樹脂層3等の各層の積層方法としては、第1の実施形態の加飾シート20の各層の積層方法と同様のものが用いることができる。
また、第2の実施形態の各層のうち、基材層1及び熱可塑性樹脂層3としては以下のものが用いられ、それ以外の層としては第1の実施形態の各層と同様のものが用いられる。
第2の実施形態の加飾シート20の全体構成は、図1と同様とする。すなわち、図1に示すように、第2の実施形態に係る加飾シート20は、基材層1と、基材層1の表面1a側に設けられた熱可塑性樹脂層3とを備えた構成とする。第2の実施形態に係る加飾シート20の総厚は、255μm以上550μm以下が好ましく、275μm以上550μm以下がより好ましい。また、熱可塑性樹脂層3と基材層1との厚さの比率は、加飾シート20の成型性及び表面強度の点から、1:1.5~1:7が好ましく、1:2.5~1:6がより好ましい。特に、平坦部・角部のシート厚の安定及び外観異常の点からは、加飾シート20の総厚は275μm以上550μm以下で、且つ熱可塑性樹脂層3と基材層1との厚さの比率は1:2.5~1:6であることを満たすことがより好ましい。また、基材層1、絵柄模様層2及び熱可塑性樹脂層3等の各層の積層方法としては、第1の実施形態の加飾シート20の各層の積層方法と同様のものが用いることができる。
また、第2の実施形態の各層のうち、基材層1及び熱可塑性樹脂層3としては以下のものが用いられ、それ以外の層としては第1の実施形態の各層と同様のものが用いられる。
(基材層)
第2の実施形態の基材層1の材料としては、例えば、ABS樹脂を用いることができる。ABS樹脂としては、例えば、スチレン-アクロロニトリル共重合体とNBRとのポリマーブレンド型、BR或いはSBRラテックスの共存下にスチレンとアクリルニトリルをグラフと共重合させて得られるグラフト型を採用できる。ブタジエンの含有比率は、伸びやすさから、20重量%以上50重量%以下が好ましい。また、第2の実施形態の基材層1は、単層でもよく、複層でもよい。また、第2の実施形態の基材層1の厚さは、第1の実施形態の基材層1と同様に、196μm以上413μm以下が好ましい。
第2の実施形態の基材層1の材料としては、例えば、ABS樹脂を用いることができる。ABS樹脂としては、例えば、スチレン-アクロロニトリル共重合体とNBRとのポリマーブレンド型、BR或いはSBRラテックスの共存下にスチレンとアクリルニトリルをグラフと共重合させて得られるグラフト型を採用できる。ブタジエンの含有比率は、伸びやすさから、20重量%以上50重量%以下が好ましい。また、第2の実施形態の基材層1は、単層でもよく、複層でもよい。また、第2の実施形態の基材層1の厚さは、第1の実施形態の基材層1と同様に、196μm以上413μm以下が好ましい。
(熱可塑性樹脂層)
第2の実施形態の熱可塑性樹脂層3の材料としては、例えば、ポリメタクリル酸メチル樹脂、ポリプロピレン樹脂及びポリ塩化ビニル樹脂の少なくとも何れかを用いることができる。また、第2の実施形態の熱可塑性樹脂層3は、単層でもよく、複層でもよい。また、第2の実施形態の熱可塑性樹脂層3の厚さは、第1の実施形態の熱可塑性樹脂層3と同様に、50μm以上144μm以下が好ましい。
第2の実施形態の熱可塑性樹脂層3の材料としては、例えば、ポリメタクリル酸メチル樹脂、ポリプロピレン樹脂及びポリ塩化ビニル樹脂の少なくとも何れかを用いることができる。また、第2の実施形態の熱可塑性樹脂層3は、単層でもよく、複層でもよい。また、第2の実施形態の熱可塑性樹脂層3の厚さは、第1の実施形態の熱可塑性樹脂層3と同様に、50μm以上144μm以下が好ましい。
以上説明したように、第2の実施形態に係る加飾シート20は、基材層1と、基材層1の表面1a側に設けられた熱可塑性樹脂層3とを備えた。また、基材層1は、ABS樹脂を含む。そして、加飾シート20の総厚が、255μm以上550μm以下であり、熱可塑性樹脂層3と基材層1との厚さの比率が、1:1.5~1:7である。それゆえ、基材層1と熱可塑性樹脂層3との厚さ及びその比率が適切となるため、成形時のシート温度がバラついても、成形品におけるシート厚が安定する加飾シート20を提供できる。
また、例えば、加飾シート20の各部で温度のバラつきが生じても、極端に伸ばされる箇所の発生等を防止することができ、加飾シート20の厚さの不均一を防止することができる。それゆえ、成形可能温度の範囲が広い加飾シート20を提供することができる。
また、成形機や成形条件が変化したとしても、成形性を安定させることができる。
そして、厚さが不均一になり難い加飾シート20を用いることにより、成形品に置いて箇所ごとに強度が異なることを防止でき、また、意匠の変化も防止することができる。
また、成形機や成形条件が変化したとしても、成形性を安定させることができる。
そして、厚さが不均一になり難い加飾シート20を用いることにより、成形品に置いて箇所ごとに強度が異なることを防止でき、また、意匠の変化も防止することができる。
ちなみに、加飾シート20の総厚が255μmより小さい場合には、加飾シート20の表面強度が弱くなる。また、加飾シート20の総厚が550μmより大きい場合には、加飾シート20のハンドリング性が悪くなる。さらに、熱可塑性樹脂層3の厚さに対して、基材層1の厚さの比率が1.5より小さい場合には、成形性が悪くなる。また、熱可塑性樹脂層3の厚さに対して、基材層1の厚さの比率が7より大きい場合には、加飾シート20の表面強度が弱くなる。
[2-3.実施例]
以下に、第2の実施形態に係る加飾シート20の実施例及び比較例について説明する。なお、本発明は、下記の実施例に限定されるものではない。
(実施例1)
まず、熱可塑性樹脂層3及び基材層1として、アクリルフィルム原反及びABS基材を用意した。アクリルフィルム原反の厚さは125μmとした。また、ABS基材の厚さは、380μmとした。そして、アクリルフィルム原反とABS基材とを熱ラミネートして、総厚505μmの加飾シート20を作製した。続いて、加飾シート20を、TOM成形機(布施真空(株)製「NGF-0406-T」)を用い、真空環境で設定温度まで加熱した後、加飾シート20の片面に圧空成型を行った。設定温度(成形温度)は、100℃、110℃、120℃の三種類とした。圧空成型では、図3に示すように、側面視がL字状となり、平面視が長方形状となり、1Rの角部と4Rの角部とを有する形状に形成した。
これにより、IML成形法で用いられる、成形品の表面部を作製した。
以下に、第2の実施形態に係る加飾シート20の実施例及び比較例について説明する。なお、本発明は、下記の実施例に限定されるものではない。
(実施例1)
まず、熱可塑性樹脂層3及び基材層1として、アクリルフィルム原反及びABS基材を用意した。アクリルフィルム原反の厚さは125μmとした。また、ABS基材の厚さは、380μmとした。そして、アクリルフィルム原反とABS基材とを熱ラミネートして、総厚505μmの加飾シート20を作製した。続いて、加飾シート20を、TOM成形機(布施真空(株)製「NGF-0406-T」)を用い、真空環境で設定温度まで加熱した後、加飾シート20の片面に圧空成型を行った。設定温度(成形温度)は、100℃、110℃、120℃の三種類とした。圧空成型では、図3に示すように、側面視がL字状となり、平面視が長方形状となり、1Rの角部と4Rの角部とを有する形状に形成した。
これにより、IML成形法で用いられる、成形品の表面部を作製した。
(実施例2)
実施例2では、熱可塑性樹脂層3の厚さを75μmとし、基材層1の厚さを200μmとして、加飾シート20の総厚を275μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(実施例3)
実施例3では、熱可塑性樹脂層3として、ポリプロピレン原反を用いた。また、熱可塑性樹脂層3の厚さを90μmとし、基材層1の厚さを380μmとして、加飾シート20の総厚を470μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
実施例2では、熱可塑性樹脂層3の厚さを75μmとし、基材層1の厚さを200μmとして、加飾シート20の総厚を275μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(実施例3)
実施例3では、熱可塑性樹脂層3として、ポリプロピレン原反を用いた。また、熱可塑性樹脂層3の厚さを90μmとし、基材層1の厚さを380μmとして、加飾シート20の総厚を470μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(実施例4)
実施例4では、熱可塑性樹脂層3として、厚さ75μmのアクリルフィルム原反と厚さ40μmのポリ塩化ビニル樹脂とを積層した積層体を用いた。また、基材層1の厚さを380μmとして、加飾シート20の総厚を495μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(実施例5)
実施例5では、熱可塑性樹脂層3の厚さを125μmとし、基材層1の厚さを200μmとして、加飾シート20の総厚を325μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
実施例4では、熱可塑性樹脂層3として、厚さ75μmのアクリルフィルム原反と厚さ40μmのポリ塩化ビニル樹脂とを積層した積層体を用いた。また、基材層1の厚さを380μmとして、加飾シート20の総厚を495μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(実施例5)
実施例5では、熱可塑性樹脂層3の厚さを125μmとし、基材層1の厚さを200μmとして、加飾シート20の総厚を325μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(実施例6)
実施例6では、熱可塑性樹脂層3の厚さを75μmとし、基材層1の厚さを430μmとして、加飾シート20の総厚を505μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(実施例7)
実施例7では、熱可塑性樹脂層3の厚さを75μmとし、基材層1の厚さを180μmとして、加飾シート20の総厚を255μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
実施例6では、熱可塑性樹脂層3の厚さを75μmとし、基材層1の厚さを430μmとして、加飾シート20の総厚を505μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(実施例7)
実施例7では、熱可塑性樹脂層3の厚さを75μmとし、基材層1の厚さを180μmとして、加飾シート20の総厚を255μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例1)
比較例1では、熱可塑性樹脂層3として、ポリプロピレン原反を用いた。また、基材層1として、PETG基材を用いた。また、熱可塑性樹脂層3の厚さを160μmとし、基材層1の厚さを350μmとして、加飾シート20の総厚を510μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例2)
比較例2では、基材層1として、PETG基材を用いた。また、熱可塑性樹脂層3の厚さを125μmとし、基材層1の厚さを120μmとして、加飾シート20の総厚を245μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
比較例1では、熱可塑性樹脂層3として、ポリプロピレン原反を用いた。また、基材層1として、PETG基材を用いた。また、熱可塑性樹脂層3の厚さを160μmとし、基材層1の厚さを350μmとして、加飾シート20の総厚を510μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例2)
比較例2では、基材層1として、PETG基材を用いた。また、熱可塑性樹脂層3の厚さを125μmとし、基材層1の厚さを120μmとして、加飾シート20の総厚を245μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例3)
比較例3では、熱可塑性樹脂層3の厚さを50μmとし、基材層1の厚さを180μmとして、加飾シート20の総厚を230μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例4)
比較例4では、熱可塑性樹脂層3の厚さを125μmとし、基材層1の厚さを400μmとして、加飾シート20の総厚を525μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
比較例3では、熱可塑性樹脂層3の厚さを50μmとし、基材層1の厚さを180μmとして、加飾シート20の総厚を230μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例4)
比較例4では、熱可塑性樹脂層3の厚さを125μmとし、基材層1の厚さを400μmとして、加飾シート20の総厚を525μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例5)
比較例5では、熱可塑性樹脂層3の厚さを125μmとし、基材層1の厚さを180μmとして、加飾シート20の総厚を305μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例6)
比較例6では、熱可塑性樹脂層3の厚さを50μmとし、基材層1の厚さを380μmとして、加飾シート20の総厚を430μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
比較例5では、熱可塑性樹脂層3の厚さを125μmとし、基材層1の厚さを180μmとして、加飾シート20の総厚を305μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(比較例6)
比較例6では、熱可塑性樹脂層3の厚さを50μmとし、基材層1の厚さを380μmとして、加飾シート20の総厚を430μmとした。それ以外は、実施例1と同じ条件で加飾シート20と成形品の表面部とを作製した。
(性能評価)
実施例1~7、比較例1~6の加飾シート20に対して、以下の性能評価を行った。
(第1の厚さ試験)
第1の厚さ試験では、成形時に加飾シート20の温度がバラついても、成形品におけるシート厚が安定するかを試験した。具体的には、設定温度(成形温度)100℃で成形した加飾シート20の厚さと、成形温度110℃で成形した加飾シート20の厚さとの差を算出した。また、成形温度120℃で成形した加飾シート20の厚さと、成形温度110℃で成形した加飾シート20の厚さとの差を算出した。そして、差が±15%の範囲内である場合を合格「○」とし、±15%の範囲外である場合を不合格「×」とした。
実施例1~7、比較例1~6の加飾シート20に対して、以下の性能評価を行った。
(第1の厚さ試験)
第1の厚さ試験では、成形時に加飾シート20の温度がバラついても、成形品におけるシート厚が安定するかを試験した。具体的には、設定温度(成形温度)100℃で成形した加飾シート20の厚さと、成形温度110℃で成形した加飾シート20の厚さとの差を算出した。また、成形温度120℃で成形した加飾シート20の厚さと、成形温度110℃で成形した加飾シート20の厚さとの差を算出した。そして、差が±15%の範囲内である場合を合格「○」とし、±15%の範囲外である場合を不合格「×」とした。
なお、加飾シート20の厚さの測定では、成形品の上面(平坦部)に対しては、デジタルマイクロメーター(ミツトヨ製)を使用し、成形品の角部(湾曲部)に対しては、ポイントデジタルマイクロメーター(新潟精機製「MCD232-25P」)を使用した。そして、JIS K 7130 Aの厚さ測定方法に準じて、110℃で成形した加飾シート20、つまり、成形品の上面(最もシートが伸ばされていない箇所)の厚さを100%として、成形品の上面から側面にかけた角部の厚さを測定し、この値をセンター値として、±10℃(100℃、120℃)で成形した加飾シート20(成形品)の厚さを測定した。
(外観試験)
外観試験では、成形時に加飾シート20の温度がバラついても、成形品の外観に異常が発生しないかを試験した。そして、外観に発泡、クラック、白化等の異常が発生しなければ合格「○」とし、発泡、クラック、白化等の異常が発生すれば不合格「×」とした。
(第2の厚さ試験)
第2の厚さ試験では、成形温度(100℃、110℃、120℃)が異なる成形品毎に1Rの角部の厚さと4Rの角部の厚さとの差を算出した。そして、差が±50μmの範囲内にある場合を合格「○」とし、±50μmの範囲外にある場合を不合格「×」とした。
外観試験では、成形時に加飾シート20の温度がバラついても、成形品の外観に異常が発生しないかを試験した。そして、外観に発泡、クラック、白化等の異常が発生しなければ合格「○」とし、発泡、クラック、白化等の異常が発生すれば不合格「×」とした。
(第2の厚さ試験)
第2の厚さ試験では、成形温度(100℃、110℃、120℃)が異なる成形品毎に1Rの角部の厚さと4Rの角部の厚さとの差を算出した。そして、差が±50μmの範囲内にある場合を合格「○」とし、±50μmの範囲外にある場合を不合格「×」とした。
(コインスクラッチ試験)
コインスクラッチ試験では、成形品の上面(平坦部分)の加飾シート20を2kgの荷重をかけたコインで引っ掻いた。そして、加飾シート20に傷がつかなかった場合を合格「◎」とし、薄い線状の傷がついた場合を合格「○」とし、線状の傷よりも深い傷であるが浅い場合を不合格「△」とし、深い傷がついた場合を不合格「×」とした。
(評価結果)
これらの評価結果を、以下の表2に示す。
コインスクラッチ試験では、成形品の上面(平坦部分)の加飾シート20を2kgの荷重をかけたコインで引っ掻いた。そして、加飾シート20に傷がつかなかった場合を合格「◎」とし、薄い線状の傷がついた場合を合格「○」とし、線状の傷よりも深い傷であるが浅い場合を不合格「△」とし、深い傷がついた場合を不合格「×」とした。
(評価結果)
これらの評価結果を、以下の表2に示す。

表2に示すように、実施例1~7の加飾シート20では、第1の厚さ試験、外観試験、第2の厚さ試験、及びコインスクラッチ試験の試験結果による総合評価は合格「○」となった。一方、比較例1~6の加飾シート20では、第1の厚さ試験、外観試験、第2の厚さ試験、及びコインスクラッチ試験の試験結果による総合評価は不合格「×」となった。
したがって、実施例1~7の加飾シート20は、比較例1~6の加飾シート20に比べ、成形時のシート温度がバラついても、成形品におけるシート厚が安定することが確認できた。また、加飾シート20の各部で温度のバラつきが生じても、極端に伸ばされる箇所の発生等を防止でき、加飾シート20の厚さの不均一を防止できることが確認できた。
また、実施例1~4の加飾シート20、つまり加飾シート20の総厚が275μm以上550μm以下であり、熱可塑性樹脂層3と基材層1との厚さの比率が、1:2.5~1:6である加飾シート20では、第1の厚さ試験、外観試験、第2の厚さ試験、及びコインスクラッチ試験の全てが合格「◎」もしくは合格「○」となることが確認できた。また、実施例1~7の加飾シート20は、比較例3、6の加飾シート20に比べ、表面強度が強く、耐傷性に優れることが確認できた。
また、実施例1~4の加飾シート20、つまり加飾シート20の総厚が275μm以上550μm以下であり、熱可塑性樹脂層3と基材層1との厚さの比率が、1:2.5~1:6である加飾シート20では、第1の厚さ試験、外観試験、第2の厚さ試験、及びコインスクラッチ試験の全てが合格「◎」もしくは合格「○」となることが確認できた。また、実施例1~7の加飾シート20は、比較例3、6の加飾シート20に比べ、表面強度が強く、耐傷性に優れることが確認できた。
<3.第3の実施形態:自動車内装用加飾シート>
次に、本発明の第3の実施形態に係る自動車内装用加飾シートについて説明する。
[3-1.課題]
従来、基材、ヒートシール層、絵柄模様層及び透明フィルム層がこの順に積層された自動車内装用加飾シートが提案されている(例えば、特開2015-054558号公報参照。)。特開2015-054558号公報に記載の自動車内装用加飾シートでは、ヒートシール層、絵柄模様層及び透明フィルム層からなる積層体と基材とを加熱して張り合わせる熱ラミネート加工を行うようになっている。しかし、本発明者らは、特開2015-054558号公報に記載の自動車内装用加飾シートでは、例えば、低温での熱ラミネート加工時に、絵柄模様層のインキの網点の凹凸により、絵柄模様層と基材との界面に空気を噛んでしまうエア噛みを生じ、エア噛みによって外観不良を生じることを発見した。
第3の実施形態に係る自動車内装用加飾シートは、上述したような、エア噛みによる外観不良を抑制可能な自動車内装用加飾シートを提供することを目的とするものである。
次に、本発明の第3の実施形態に係る自動車内装用加飾シートについて説明する。
[3-1.課題]
従来、基材、ヒートシール層、絵柄模様層及び透明フィルム層がこの順に積層された自動車内装用加飾シートが提案されている(例えば、特開2015-054558号公報参照。)。特開2015-054558号公報に記載の自動車内装用加飾シートでは、ヒートシール層、絵柄模様層及び透明フィルム層からなる積層体と基材とを加熱して張り合わせる熱ラミネート加工を行うようになっている。しかし、本発明者らは、特開2015-054558号公報に記載の自動車内装用加飾シートでは、例えば、低温での熱ラミネート加工時に、絵柄模様層のインキの網点の凹凸により、絵柄模様層と基材との界面に空気を噛んでしまうエア噛みを生じ、エア噛みによって外観不良を生じることを発見した。
第3の実施形態に係る自動車内装用加飾シートは、上述したような、エア噛みによる外観不良を抑制可能な自動車内装用加飾シートを提供することを目的とするものである。
[3-2.構成]
第3の実施形態に係る自動車内装用加飾シート30の全体構成は、図4に示すように、第2実施形態の接着層5に代えてヒートシール層9を備え、第2実施形態の熱可塑性樹脂層3に代えて透明フィルム層10を備えた構成とする。すなわち、基材層1と、基材層1の表面1a側に設けられたヒートシール層9と、ヒートシール層9の表面9a側に設けられた絵柄模様層2と、絵柄模様層2の表面2a側に設けられた透明フィルム層10と、透明フィルム層10の表面10a側に設けられた表面保護層4とを備えた構成とする。
また、第3の実施形態に係る自動車内装用加飾シート30の総厚、熱可塑性樹脂層3と基材層1との厚さの比率、及び各層の積層方法としては、第1の実施形態に係る加飾シート20と同様のものが用いることができる。さらに、第3の実施形態の各層のうち、ヒートシール層9、絵柄模様層2、透明フィルム層10及び表面保護層4としては以下のものが用いられ、それ以外の層としては、第1の実施形態の各層と同様のものが用いられる。
第3の実施形態に係る自動車内装用加飾シート30の全体構成は、図4に示すように、第2実施形態の接着層5に代えてヒートシール層9を備え、第2実施形態の熱可塑性樹脂層3に代えて透明フィルム層10を備えた構成とする。すなわち、基材層1と、基材層1の表面1a側に設けられたヒートシール層9と、ヒートシール層9の表面9a側に設けられた絵柄模様層2と、絵柄模様層2の表面2a側に設けられた透明フィルム層10と、透明フィルム層10の表面10a側に設けられた表面保護層4とを備えた構成とする。
また、第3の実施形態に係る自動車内装用加飾シート30の総厚、熱可塑性樹脂層3と基材層1との厚さの比率、及び各層の積層方法としては、第1の実施形態に係る加飾シート20と同様のものが用いることができる。さらに、第3の実施形態の各層のうち、ヒートシール層9、絵柄模様層2、透明フィルム層10及び表面保護層4としては以下のものが用いられ、それ以外の層としては、第1の実施形態の各層と同様のものが用いられる。
(ヒートシール層)
ヒートシール層9は、ヒートシール層9、絵柄模様層2及び透明フィルム層10からなる積層体11と、基材層1とを熱ラミネート加工で張り合わせるための層である。ヒートシール層9の材料としては、例えば、ヒートシール剤を用いることができる。ヒートシール剤としては、例えば、アクリル系樹脂と塩酢ビ系樹脂とを60:40~70:30の質量比で混合した樹脂を採用できる。アクリル系樹脂を60~70%含むことにより、絵柄模様層2がアクリルインキからなる場合に、絵柄模様層2との接着性を向上できる。また、塩酢ビ系樹脂を30~40%含むことにより、基材層1がABS樹脂からなる場合に、基材層1との接着性を向上できる。アクリル系樹脂としては、例えば、東栄化成社製「アクリナールLS#3002」を用いることができる。また、塩酢ビ系樹脂としては、例えば、東洋インキ社製「V424 PVCプライマー」を用いることができる。
ヒートシール層9は、ヒートシール層9、絵柄模様層2及び透明フィルム層10からなる積層体11と、基材層1とを熱ラミネート加工で張り合わせるための層である。ヒートシール層9の材料としては、例えば、ヒートシール剤を用いることができる。ヒートシール剤としては、例えば、アクリル系樹脂と塩酢ビ系樹脂とを60:40~70:30の質量比で混合した樹脂を採用できる。アクリル系樹脂を60~70%含むことにより、絵柄模様層2がアクリルインキからなる場合に、絵柄模様層2との接着性を向上できる。また、塩酢ビ系樹脂を30~40%含むことにより、基材層1がABS樹脂からなる場合に、基材層1との接着性を向上できる。アクリル系樹脂としては、例えば、東栄化成社製「アクリナールLS#3002」を用いることができる。また、塩酢ビ系樹脂としては、例えば、東洋インキ社製「V424 PVCプライマー」を用いることができる。
また、ヒートシール層9の坪量は、絵柄模様層2の坪量に対して、30%以上150%未満とする。30%未満である場合には、積層体11と基材層1との界面にエア噛みを生じ、自動車内装用加飾シート30の外観不良を生じる。また、150%より大きい場合には、ヒートシール層9内で溶剤が発泡し、自動車内装用加飾シート30の外観不良を生じる。特に、ヒートシール層9の坪量は、積層体11と基材層1との密着性の面からは、絵柄模様層2の坪量に対して、30%以上100%未満が最も望ましい。100%より大きい場合には、自動車内装用加飾シート30の外観不良は生じないものの、ヒートシール層9内に溶剤の発泡を生じて、積層体11と基材層1との密着性が低下する。
(絵柄模様層)
絵柄模様層2は、自動車内装用加飾シート30に絵柄による意匠性を付与するための層である。絵柄模様層2は、染料又は顔料等の着色剤を適当なバインダー樹脂とともに適当な希釈溶媒中に溶解又は分散してなる印刷インキを用いて形成される。印刷インキは、例えば、グラビア印刷法、オフセット印刷法等の各種印刷法によって塗布される。また、バインダー樹脂としては、例えば、ウレタン系樹脂、アクリル系樹脂、塩化酢酸ビニル系樹脂、ポリイミド系樹脂、硝化綿等、或いはこれらの混合物等を用いることができる。
絵柄模様層2は、自動車内装用加飾シート30に絵柄による意匠性を付与するための層である。絵柄模様層2は、染料又は顔料等の着色剤を適当なバインダー樹脂とともに適当な希釈溶媒中に溶解又は分散してなる印刷インキを用いて形成される。印刷インキは、例えば、グラビア印刷法、オフセット印刷法等の各種印刷法によって塗布される。また、バインダー樹脂としては、例えば、ウレタン系樹脂、アクリル系樹脂、塩化酢酸ビニル系樹脂、ポリイミド系樹脂、硝化綿等、或いはこれらの混合物等を用いることができる。
特に、透明フィルム層10がアクリルフィルムである場合には、バインダー樹脂としてアクリル系樹脂を用いたアクリルインキを採用するのが好ましい。また、絵柄としては、例えば、木目柄、石目柄、布目柄、抽象柄、幾何学模様、文字、記号、単色無地等或いはこれらの組み合わせ等を用いることできる。また、自動車内装用加飾シート30の隠蔽性を向上するために、絵柄模様層2とヒートシール層9との層間に、二酸化チタンや酸化鉄等の不透明顔料を多く含む不透明な印刷インキや塗料による隠蔽層を設けてもよい。
(透明フィルム層)
透明フィルム層10は、絵柄模様層2の表面3aを覆って保護するための層である。また、自動車内装用加飾シート30の製造時には、積層体11のベースとなるフィルム状の層である。透明フィルム層10の材料としては、例えば、熱可塑性樹脂を用いることができる。熱可塑性樹脂としては、例えば、ポリカーボネート、ポリメタクリル酸メチル、ポリプロピレン等或いはこれらの混合物、共重合体、複合体、積層体等を使用できる。
なお、透明フィルム層10の透明性としては、絵柄模様層2の絵柄等を透視可能な程度の透明性を有するものが好ましい。例えば、無色透明、有色透明、半透明とする。
透明フィルム層10は、絵柄模様層2の表面3aを覆って保護するための層である。また、自動車内装用加飾シート30の製造時には、積層体11のベースとなるフィルム状の層である。透明フィルム層10の材料としては、例えば、熱可塑性樹脂を用いることができる。熱可塑性樹脂としては、例えば、ポリカーボネート、ポリメタクリル酸メチル、ポリプロピレン等或いはこれらの混合物、共重合体、複合体、積層体等を使用できる。
なお、透明フィルム層10の透明性としては、絵柄模様層2の絵柄等を透視可能な程度の透明性を有するものが好ましい。例えば、無色透明、有色透明、半透明とする。
(表面保護層)
表面保護層4は、自動車内装用加飾シート30の表面を保護するために、必要に応じて設けられる層である。表面保護層4の材料としては、例えば、アクリル系樹脂、フッ素系樹脂、シリコン系樹脂を用いることができる。アクリル系樹脂としては、例えば、ポリ(メタ)アクリロニトリル、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、ポリアクリルアミド等を採用できる。またフッ素樹脂としては、例えば、ポリフッ化ビニリデン、四フッ化エチレン樹脂、四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体、四フッ化エチレン・六フッ化プロピレン共重合体、ポリクロロトリフルオロエチレン、四フッ化エチレン・エチレン共重合体、クロロトリフルオロエチレン・エチレン共重合体、ポリビニルフロライド(PVF)を用いることができる。
表面保護層4は、自動車内装用加飾シート30の表面を保護するために、必要に応じて設けられる層である。表面保護層4の材料としては、例えば、アクリル系樹脂、フッ素系樹脂、シリコン系樹脂を用いることができる。アクリル系樹脂としては、例えば、ポリ(メタ)アクリロニトリル、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、ポリアクリルアミド等を採用できる。またフッ素樹脂としては、例えば、ポリフッ化ビニリデン、四フッ化エチレン樹脂、四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体、四フッ化エチレン・六フッ化プロピレン共重合体、ポリクロロトリフルオロエチレン、四フッ化エチレン・エチレン共重合体、クロロトリフルオロエチレン・エチレン共重合体、ポリビニルフロライド(PVF)を用いることができる。
[3-3.自動車内装用加飾シートの製造方法]
次に、第3の実施形態係る自動車内装用加飾シート30製造方法について説明する。
まず、透明フィルム層10の一方の面に、印刷インキを塗布して絵柄模様層2を形成する。絵柄模様層2の絵柄は、バック刷りで印刷する。続いて、絵柄模様層2の裏面2bに、ヒートシール剤を塗工し、塗工したヒートシール剤を乾燥させてヒートシール層9を形成する。その際、ヒートシール層9の坪量は、絵柄模様層2の坪量に対して、30%以上150%未満とする。特に、30%となるように、ヒートシール層9の坪量を調節することで、ヒートシール層9が含む溶剤を必要最低量とし、ヒートシール層9から排出される揮発性有機物を小さくするのが好ましい。これにより、ヒートシール層9、絵柄模様層2及び透明フィルム層10がこの順に積層された積層体11を形成する。
次に、第3の実施形態係る自動車内装用加飾シート30製造方法について説明する。
まず、透明フィルム層10の一方の面に、印刷インキを塗布して絵柄模様層2を形成する。絵柄模様層2の絵柄は、バック刷りで印刷する。続いて、絵柄模様層2の裏面2bに、ヒートシール剤を塗工し、塗工したヒートシール剤を乾燥させてヒートシール層9を形成する。その際、ヒートシール層9の坪量は、絵柄模様層2の坪量に対して、30%以上150%未満とする。特に、30%となるように、ヒートシール層9の坪量を調節することで、ヒートシール層9が含む溶剤を必要最低量とし、ヒートシール層9から排出される揮発性有機物を小さくするのが好ましい。これにより、ヒートシール層9、絵柄模様層2及び透明フィルム層10がこの順に積層された積層体11を形成する。
続いて、積層体11の裏面11b、つまりヒートシール層9側の面に、基材層1を熱ラミネート加工で張り合わせる。これにより、自動車内装用加飾シート30を製造する。
以上説明したように、第3の実施形態に係る自動車内装用加飾シート30は、ヒートシール層9の坪量を、絵柄模様層2の坪量に対して30%以上150%未満とした。それゆえ、絵柄模様層2と基材層1との密着性を向上でき、低温での熱ラミネート加工時に、絵柄模様層2と基材層1との界面に空気を噛んでしまうエア噛みの発生を抑制できる。それゆえ、エア噛みによる外観不良を抑制可能な自動車内装用加飾シート30を提供することができる。また、エア噛みを抑制できるため、低温での熱ラミネート加工が可能となる。
以上説明したように、第3の実施形態に係る自動車内装用加飾シート30は、ヒートシール層9の坪量を、絵柄模様層2の坪量に対して30%以上150%未満とした。それゆえ、絵柄模様層2と基材層1との密着性を向上でき、低温での熱ラミネート加工時に、絵柄模様層2と基材層1との界面に空気を噛んでしまうエア噛みの発生を抑制できる。それゆえ、エア噛みによる外観不良を抑制可能な自動車内装用加飾シート30を提供することができる。また、エア噛みを抑制できるため、低温での熱ラミネート加工が可能となる。
また、近年、大気汚染防止法の改正により、揮発性有機化合物(VOC:volatile organic compounds)の排出規制が実施され、排出される揮発性有機化合物を減らす必要がある。これに対し、第3の実施形態に係る自動車内装用加飾シート30では、アクリルインキ等、揮発性有機化合物を多く含有する塗料をシート化することで、溶剤含有量を低減することができる。また、シート化により、デザインの再現性及び豊富な絵柄が可能となる。
特に、第3の実施形態に係る自動車内装用加飾シート30では、ヒートシール層9の坪量は、絵柄模様層2の坪量に対して30%以上100%未満が好ましい。このような坪量にすれば、絵柄模様層2と基材層1との密着性をより向上することができ、絵柄模様層2と基材層1との界面に空気を噛んでしまうエア噛みをより確実に抑制することができる。
特に、第3の実施形態に係る自動車内装用加飾シート30では、ヒートシール層9の坪量は、絵柄模様層2の坪量に対して30%以上100%未満が好ましい。このような坪量にすれば、絵柄模様層2と基材層1との密着性をより向上することができ、絵柄模様層2と基材層1との界面に空気を噛んでしまうエア噛みをより確実に抑制することができる。
また、第3の実施形態に係る自動車内装用加飾シート30では、基材層1が、ABS樹脂を含み、絵柄模様層2が、アクリルインキを含む場合に、ヒートシール層9を構成するヒートシール剤をアクリル系樹脂と塩酢ビ系樹脂とを60:40~70:30の質量比で混合した樹脂とするのが好ましい。このようにすれば、基材層1とヒートシール層9との接着性、絵柄模様層2とヒートシール層9との接着性の両方を向上できる。
[3-4.実施例]
以下に、第3の実施形態に係る自動車内装用加飾シート30の実施例及び比較例について説明する。なお、本発明は、下記の実施例に限定されるものではない。
(実施例1)
まず、図4に示すように透明フィルム層10を用意した。透明フィルム層10としては、ポリメタクリル酸メチルのフィルム原反(アクリルフィルム原反)を用いた。続いて、透明フィルム層10の一方の面に、グラビア印刷によって、アクリルインキによる絵柄模様層2を形成した。アクリルインキの塗布量は、乾燥状態で3g/m2となるようにした。
以下に、第3の実施形態に係る自動車内装用加飾シート30の実施例及び比較例について説明する。なお、本発明は、下記の実施例に限定されるものではない。
(実施例1)
まず、図4に示すように透明フィルム層10を用意した。透明フィルム層10としては、ポリメタクリル酸メチルのフィルム原反(アクリルフィルム原反)を用いた。続いて、透明フィルム層10の一方の面に、グラビア印刷によって、アクリルインキによる絵柄模様層2を形成した。アクリルインキの塗布量は、乾燥状態で3g/m2となるようにした。
続いて、絵柄模様層2の裏面2bに、バーコーダーを用いて、ヒートシール剤を塗工した。ヒートシール剤としては、アクリナール(LS#3002)とPVCプライマー(アクリル系、塩酢ビ系、V424)とを68:32の質量比で配合した樹脂を用いた。塗工したヒートシール剤を、室温40℃の環境下で30秒乾燥させて、ヒートシール層9を形成した。ヒートシール剤の塗布量は、乾燥状態で1g/m2となるようにした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して33%となるように調整した。
これにより、ヒートシール層9、絵柄模様層2及び透明フィルム層10がこの順に積層された積層体11を形成した。続いて、140℃パウチ加工機を用いて、積層体11の裏面11bに基材層1を熱ラミネート加工で貼り付けた。加工速度は2m/分とした。
これにより、実施例1の自動車内装用加飾シート30を製造した。
これにより、ヒートシール層9、絵柄模様層2及び透明フィルム層10がこの順に積層された積層体11を形成した。続いて、140℃パウチ加工機を用いて、積層体11の裏面11bに基材層1を熱ラミネート加工で貼り付けた。加工速度は2m/分とした。
これにより、実施例1の自動車内装用加飾シート30を製造した。
(実施例2)
実施例2では、ヒートシール層9のヒートシール剤の塗布量を、乾燥状態で3g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、100%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(実施例3)
実施例3では、ヒートシール層9のヒートシール剤の塗布量を、乾燥状態で2.8g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、98%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
実施例2では、ヒートシール層9のヒートシール剤の塗布量を、乾燥状態で3g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、100%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(実施例3)
実施例3では、ヒートシール層9のヒートシール剤の塗布量を、乾燥状態で2.8g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、98%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(実施例4)
実施例4では、ヒートシール層9のヒートシール剤の塗布量を、乾燥状態で4.4g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、148%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(実施例5)
実施例5では、ヒートシール層9のヒートシール剤として、アクリナールとPVCプライマーとを58:42の質量比で配合した樹脂を用いた。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(実施例6)
実施例6では、ヒートシール層9のヒートシール剤として、アクリナールとPVCプライマーとを72:28の質量比で配合した樹脂を用いた。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
実施例4では、ヒートシール層9のヒートシール剤の塗布量を、乾燥状態で4.4g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、148%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(実施例5)
実施例5では、ヒートシール層9のヒートシール剤として、アクリナールとPVCプライマーとを58:42の質量比で配合した樹脂を用いた。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(実施例6)
実施例6では、ヒートシール層9のヒートシール剤として、アクリナールとPVCプライマーとを72:28の質量比で配合した樹脂を用いた。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(比較例1)
比較例1では、ヒートシール層9を省略した。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、0%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(比較例2)
比較例2では、ヒートシール層9のヒートシール塗布量を6g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、200%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
比較例1では、ヒートシール層9を省略した。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、0%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(比較例2)
比較例2では、ヒートシール層9のヒートシール塗布量を6g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、200%となるように調整した。それ以外は、実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(比較例3)
比較例3では、ヒートシール層9のヒートシール塗布量を10g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、333%となるように調整した。それ以外は実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(比較例4)
比較例4では、ヒートシール層9のヒートシール塗布量を0.8g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、28%となるように調整した。それ以外は実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(比較例5)
比較例5では、ヒートシール層9のヒートシール塗布量を4.6g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して152%となるように調整した。それ以外は実施例1と同じ条件で自動車内装用加飾シート30を作成した。
比較例3では、ヒートシール層9のヒートシール塗布量を10g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、333%となるように調整した。それ以外は実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(比較例4)
比較例4では、ヒートシール層9のヒートシール塗布量を0.8g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して、28%となるように調整した。それ以外は実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(比較例5)
比較例5では、ヒートシール層9のヒートシール塗布量を4.6g/m2とした。すなわち、ヒートシール層9の坪量が、絵柄模様層2の坪量に対して152%となるように調整した。それ以外は実施例1と同じ条件で自動車内装用加飾シート30を作成した。
(性能評価)
実施例1~6、比較例1~5の自動車内装用加飾シート30に対し、以下に示す性能評価を行なった。
(溶剤量評価)
溶剤量評価では、ガスクロマトグラフィー(島津製作所製「GC-2010」)を用い、0.1m2の自動車内装用加飾シート30から揮発される溶剤量を分析した。評価基準は、溶剤量が1.6mg未満である場合を合格「◎」とし、溶剤量が1.6mg以上3.0mg未満である場合を合格「○」とし3.0mg以上である場合を不合格「×」とした。
実施例1~6、比較例1~5の自動車内装用加飾シート30に対し、以下に示す性能評価を行なった。
(溶剤量評価)
溶剤量評価では、ガスクロマトグラフィー(島津製作所製「GC-2010」)を用い、0.1m2の自動車内装用加飾シート30から揮発される溶剤量を分析した。評価基準は、溶剤量が1.6mg未満である場合を合格「◎」とし、溶剤量が1.6mg以上3.0mg未満である場合を合格「○」とし3.0mg以上である場合を不合格「×」とした。
(外観評価)
外観評価では、レーザー顕微鏡(オリンパス製「J5664」)を用いて、積層体11と基材層1との界面及びヒートシール層9を観察した。評価基準は、界面にエア噛みが無く、また、ヒートシール層9内の溶剤の発泡も無い場合を合格「○」とし、エア噛み又は溶剤の発泡がある場合を不合格「×」とした。
(ラミネート強度評価)
ラミネート強度評価では、自動車内装用加飾シート30の積層体11を手で引っ張り、剥がれるか、つまり界面剥離や凝集剥離を生じるかを評価した。評価基準は、界面剥離及び凝集剥離の何れも無い場合を合格「○」とし、界面剥離又は凝集剥離が発生していないが兆候がある場合を合格「△」とし、界面剥離又は凝集剥離がある場合を不合格「×」とした。
(評価結果)
これらの評価結果を、以下の表3に示す。
外観評価では、レーザー顕微鏡(オリンパス製「J5664」)を用いて、積層体11と基材層1との界面及びヒートシール層9を観察した。評価基準は、界面にエア噛みが無く、また、ヒートシール層9内の溶剤の発泡も無い場合を合格「○」とし、エア噛み又は溶剤の発泡がある場合を不合格「×」とした。
(ラミネート強度評価)
ラミネート強度評価では、自動車内装用加飾シート30の積層体11を手で引っ張り、剥がれるか、つまり界面剥離や凝集剥離を生じるかを評価した。評価基準は、界面剥離及び凝集剥離の何れも無い場合を合格「○」とし、界面剥離又は凝集剥離が発生していないが兆候がある場合を合格「△」とし、界面剥離又は凝集剥離がある場合を不合格「×」とした。
(評価結果)
これらの評価結果を、以下の表3に示す。

表3に示すように、実施例1~6の自動車内装用加飾シート30は、ヒートシール剤の坪量が比較的小さいため、溶剤量評価の評価結果が合格「◎」「○」となった。特に、実施例1、3、6における評価結果が「◎」となった。また、実施例1~3の自動車内装用加飾シート30は、外観評価及びラミネート強度評価それぞれの評価結果が合格「○」となった。また、実施例5、6の自動車内装用加飾シート30は、外観評価が合格「○」となったが、ラミネート強度評価が合格「△」となった。それゆえ、溶剤量評価、外観評価、及びラミネート強度評価による総合評価は、合格「◎」「○」「△」となった。
一方、比較例1の自動車内装用加飾シート30は、ヒートシール層9がないため、絵柄模様層2と基材層1との界面にエア噛みを生じ、外観評価が不合格「×」となった。また、絵柄模様層2と基材層1との接着強度が低く、ラミネート強度評価が不合格「×」となった。さらに、比較例2、3、5の自動車内装用加飾シート30は、ヒートシール剤の坪量が比較的大きいため、溶剤量の評価結果が大きい数値となった。また、溶剤量が多いため、ヒートシール層9内で溶剤が発泡し、外観評価が不合格「×」となった。さらに、比較例4の自動車内装用加飾シート30は、積層体11と基材層1との界面にエア噛みを生じ、外観評価が不合格「×」となった。それゆえ、比較例1~5では、溶剤量評価、外観評価、及びラミネート強度評価による総合評価が、不合格「×」となった。
したがって、実施例1~6の自動車内装用加飾シート30は、比較例1~5の自動車内装用加飾シート30よりも、溶剤量、外観及び剥がれ難さに優れることが確認された。
1…基材層、1a…表面、2…絵柄模様層、2a…表面、3…熱可塑性樹脂層、3a…表面、4…表面保護層、4a…表面、5…接着層、6…凹凸模様、7、8…交点、9…ヒートシール層、9a…表面、10…透明フィルム層、10a…表面、11…積層体、11b…裏面、20…加飾シート、30…自動車内装用加飾シート
Claims (9)
- 基材層と、
前記基材層の表面側に設けられた熱可塑性樹脂層とを備えた加飾シートであって、
前記加飾シートから幅8mmの試験片を作製し、作製した試験片に対して、初期チャック間距離10.77mm、開始温度30℃、終了温度150℃、昇温速度5℃/分で環境温度を変化させ、測定周波数1.0Hzで、貯蔵弾性率を測定した場合に、環境温度が30℃のときの第1貯蔵弾性率と前記加飾シートがガラス状領域から転移領域に変化するときの第2貯蔵弾性率との差に対して、前記第2貯蔵弾性率と前記加飾シートが転移領域からゴム状平坦領域に変化するときの第3貯蔵弾性率との差の比率が3.5倍以下であることを特徴とする加飾シート。 - 前記熱可塑性樹脂層は、アクリル樹脂、ポリオレフィン系樹脂及び塩化ビニル系樹脂の少なくとも何れかを含むことを特徴とする請求項1に記載の加飾シート。
- 前記基材層は、ABS樹脂及びポリエステルの少なくとも何れかを含むことを特徴とする請求項1又は2に記載の加飾シート。
- 基材層と、
前記基材層の表面側に設けられた熱可塑性樹脂層とを備えた加飾シートであって、
前記基材層は、ABS樹脂を含み、
前記加飾シートの総厚が、255μm以上550μm以下であり、
前記熱可塑性樹脂層と前記基材層との厚さの比率が、1:1.5~1:7であることを特徴とする加飾シート。 - 前記加飾シートの総厚が、275μm以上550μm以下であり、
前記熱可塑性樹脂層と前記基材層との厚さの比率が、1:2.5~1:6であることを特徴とする請求項4に記載の加飾シート。 - 前記熱可塑性樹脂層は、ポリメタクリル酸メチル樹脂、ポリプロピレン樹脂及びポリ塩化ビニル樹脂の少なくとも何れかを含むことを特徴とする請求項4又は5に記載の加飾シート。
- 基材層と、
前記基材層の表面側に設けられたヒートシール層と、
前記ヒートシール層の表面側に設けられた絵柄模様層と、
前記絵柄模様層の表面側に設けられた透明フィルム層と、
前記透明フィルム層の表面側に設けられた表面保護層とを備えた自動車内装用加飾シートであって、
前記ヒートシール層の坪量は、前記絵柄模様層の坪量に対して、30%以上150%未満であることを特徴とする自動車内装用加飾シート。 - 前記ヒートシール層の坪量は、前記絵柄模様層の坪量に対して、30%以上100%未満であることを特徴とする請求項7に記載の自動車内装用加飾シート。
- 前記基材層は、ABS樹脂を含み、
前記絵柄模様層は、アクリルインキを含み、
前記ヒートシール層を構成するヒートシール剤は、アクリル系樹脂と塩酢ビ系樹脂とを60:40~70:30の質量比で混合した樹脂であることを特徴とする請求項7又は8に記載の自動車内装用加飾シート。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23156776.9A EP4205970A1 (en) | 2018-04-25 | 2019-04-24 | Decorative sheet |
| EP21182665.6A EP3909763A1 (en) | 2018-04-25 | 2019-04-24 | Decorative sheet |
| EP19793213.0A EP3785997B1 (en) | 2018-04-25 | 2019-04-24 | Decorative sheet |
| CN202311574231.9A CN117382278A (zh) | 2018-04-25 | 2019-04-24 | 汽车内饰用装饰片 |
| CN201980025055.9A CN112203901A (zh) | 2018-04-25 | 2019-04-24 | 装饰片 |
| US16/939,908 US11660836B2 (en) | 2018-04-25 | 2020-07-27 | Decorative sheet |
| US17/824,493 US11890845B2 (en) | 2018-04-25 | 2022-05-25 | Decorative sheet |
| US18/364,329 US20230382077A1 (en) | 2018-04-25 | 2023-08-02 | Decorative sheet |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-084414 | 2018-04-25 | ||
| JP2018084414A JP2019189043A (ja) | 2018-04-25 | 2018-04-25 | 自動車内装用加飾シート |
| JP2018-191839 | 2018-10-10 | ||
| JP2018191838A JP7322375B2 (ja) | 2018-10-10 | 2018-10-10 | 加飾シート、及び加飾シートの成形方法 |
| JP2018-191838 | 2018-10-10 | ||
| JP2018191839 | 2018-10-10 | ||
| JP2019-070717 | 2019-04-02 | ||
| JP2019070717A JP2020059265A (ja) | 2018-10-10 | 2019-04-02 | 加飾シート |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/939,908 Continuation US11660836B2 (en) | 2018-04-25 | 2020-07-27 | Decorative sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019208632A1 true WO2019208632A1 (ja) | 2019-10-31 |
Family
ID=68295188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/017429 WO2019208632A1 (ja) | 2018-04-25 | 2019-04-24 | 加飾シート |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US11890845B2 (ja) |
| EP (1) | EP4205970A1 (ja) |
| CN (1) | CN117382278A (ja) |
| WO (1) | WO2019208632A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011046204A (ja) * | 2004-09-29 | 2011-03-10 | Dainippon Printing Co Ltd | 低艶金属光沢化粧シート、及びそれを積層した積層物 |
| JP5055707B2 (ja) | 2005-03-28 | 2012-10-24 | 大日本印刷株式会社 | 成形用加飾シート、加飾成形品の製造方法 |
| JP2012213891A (ja) * | 2011-03-31 | 2012-11-08 | Dainippon Printing Co Ltd | 真空成形用加飾フィルム、加飾成形品、およびその製造方法 |
| JP2015054558A (ja) | 2013-09-10 | 2015-03-23 | アルナ輸送機用品株式会社 | 車両用扉 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3514565B2 (ja) | 1995-11-07 | 2004-03-31 | 日本写真印刷株式会社 | インサートフィルムとこれを用いたインサート成形品の製造方法 |
| EP0847852A3 (de) * | 1996-12-10 | 2004-03-03 | Basf Aktiengesellschaft | Verbundschichtplatten oder -folien und Formkörper daraus |
| EP2402157A1 (en) | 1998-07-14 | 2012-01-04 | Dai Nippon Printing Co., Ltd. | Decorative material |
| JP3314271B2 (ja) * | 2000-02-10 | 2002-08-12 | 大日本印刷株式会社 | 射出成形同時加飾用シート、加飾成形品、及び射出成形同時加飾方法 |
| JP4287014B2 (ja) | 2000-02-22 | 2009-07-01 | 大日本印刷株式会社 | 射出成形同時絵付用シート及び射出成形同時絵付方法 |
| JP4367813B2 (ja) | 2000-03-31 | 2009-11-18 | 大日本印刷株式会社 | 加飾シート |
| JP4061014B2 (ja) | 2000-09-28 | 2008-03-12 | 大日本印刷株式会社 | 化粧材 |
| JP3502846B2 (ja) | 2001-03-21 | 2004-03-02 | 日本写真印刷株式会社 | 加飾シート、加飾シートの製造方法および加飾成形品の製造方法 |
| JP2002283506A (ja) | 2001-03-27 | 2002-10-03 | Dainippon Printing Co Ltd | 加飾シート |
| JP4028369B2 (ja) | 2001-12-14 | 2007-12-26 | 大日本印刷株式会社 | 床材用化粧材 |
| JP2005127124A (ja) | 2003-03-31 | 2005-05-19 | Dainippon Printing Co Ltd | 床材用積層体 |
| JP4390251B2 (ja) | 2003-07-29 | 2009-12-24 | 大日本印刷株式会社 | 天板 |
| JP4440669B2 (ja) | 2004-02-23 | 2010-03-24 | 大日本印刷株式会社 | 化粧材 |
| JP4452107B2 (ja) | 2004-03-16 | 2010-04-21 | 日本ウェーブロック株式会社 | 成形用金属調加飾シート |
| JP2006205421A (ja) * | 2005-01-26 | 2006-08-10 | Toppan Printing Co Ltd | リサイクル化粧シート及び化粧材 |
| JP2007118350A (ja) | 2005-10-27 | 2007-05-17 | Dainippon Ink & Chem Inc | 成形用積層シート |
| JP5211478B2 (ja) | 2005-12-28 | 2013-06-12 | 大日本印刷株式会社 | インサート成型用化粧シート |
| EP1967358B2 (en) | 2005-12-28 | 2016-02-24 | Dai Nippon Printing Co., Ltd. | Use of a decorated sheet for insert molding |
| JP2007261143A (ja) | 2006-03-29 | 2007-10-11 | Dainippon Printing Co Ltd | 化粧シート |
| JP4853085B2 (ja) | 2006-03-31 | 2012-01-11 | 大日本印刷株式会社 | 化粧シートの製造方法 |
| JP4834457B2 (ja) | 2006-05-12 | 2011-12-14 | リケンテクノス株式会社 | 積層化粧シート |
| JP2008087303A (ja) | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | インサート成形用加飾シート |
| JP2008110532A (ja) | 2006-10-31 | 2008-05-15 | Toppan Cosmo Inc | 化粧シート及び化粧材 |
| JP5200818B2 (ja) | 2007-11-07 | 2013-06-05 | 大日本印刷株式会社 | 加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品 |
| US8597793B2 (en) | 2008-06-30 | 2013-12-03 | Dai Nippon Printing Co., Ltd. | Decorative sheet, process for producing decorative resin molded product, and decorative resin molded product |
| JP5233559B2 (ja) | 2008-09-30 | 2013-07-10 | 大日本印刷株式会社 | 加飾シート |
| JPWO2012147880A1 (ja) | 2011-04-28 | 2014-07-28 | テクノポリマー株式会社 | 加飾樹脂シート |
| KR101786149B1 (ko) * | 2013-07-15 | 2017-10-17 | (주)엘지하우시스 | 성형성이 우수한 고광택 인테리어용 장식필름 |
| JP6295573B2 (ja) | 2013-09-30 | 2018-03-20 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品 |
| JP6048530B2 (ja) | 2015-04-20 | 2016-12-21 | 大日本印刷株式会社 | 加飾シート及びそれを用いてなる加飾樹脂成形品 |
| JP6720487B2 (ja) * | 2015-08-25 | 2020-07-08 | 凸版印刷株式会社 | 化粧シート及び金属化粧部材 |
| JP6898059B2 (ja) * | 2015-12-28 | 2021-07-07 | スリーエム イノベイティブ プロパティズ カンパニー | 加飾シート、加飾シートを含む構造体及びその製造方法 |
| JP6756136B2 (ja) | 2016-03-31 | 2020-09-16 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品の製造方法 |
| JP7312524B2 (ja) | 2016-09-30 | 2023-07-21 | 大日本印刷株式会社 | 加飾シート、その製造方法、加飾シート原反、及び加飾樹脂成形品 |
| EP3909763A1 (en) | 2018-04-25 | 2021-11-17 | Toppan Printing Co., Ltd. | Decorative sheet |
| JP2023525014A (ja) | 2020-12-08 | 2023-06-14 | エルジー エナジー ソリューション リミテッド | 二次電池及びそれを含む電池モジュール |
-
2019
- 2019-04-24 CN CN202311574231.9A patent/CN117382278A/zh active Pending
- 2019-04-24 WO PCT/JP2019/017429 patent/WO2019208632A1/ja unknown
- 2019-04-24 EP EP23156776.9A patent/EP4205970A1/en active Pending
-
2022
- 2022-05-25 US US17/824,493 patent/US11890845B2/en active Active
-
2023
- 2023-08-02 US US18/364,329 patent/US20230382077A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011046204A (ja) * | 2004-09-29 | 2011-03-10 | Dainippon Printing Co Ltd | 低艶金属光沢化粧シート、及びそれを積層した積層物 |
| JP5055707B2 (ja) | 2005-03-28 | 2012-10-24 | 大日本印刷株式会社 | 成形用加飾シート、加飾成形品の製造方法 |
| JP2012213891A (ja) * | 2011-03-31 | 2012-11-08 | Dainippon Printing Co Ltd | 真空成形用加飾フィルム、加飾成形品、およびその製造方法 |
| JP2015054558A (ja) | 2013-09-10 | 2015-03-23 | アルナ輸送機用品株式会社 | 車両用扉 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230382077A1 (en) | 2023-11-30 |
| CN117382278A (zh) | 2024-01-12 |
| US20220281205A1 (en) | 2022-09-08 |
| EP4205970A1 (en) | 2023-07-05 |
| US11890845B2 (en) | 2024-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1057729C (zh) | 印刷性极好的具有多层结构的合成纸 | |
| JP5393913B2 (ja) | 加飾樹脂シート、樹脂成形体及びその製造方法 | |
| CN113039062B (zh) | 具有毛状体的热塑性树脂片材及其成型品 | |
| US11660836B2 (en) | Decorative sheet | |
| JP2001310427A (ja) | 積層フィルム | |
| US10967603B2 (en) | Single-serve portion pack | |
| JPH11147237A (ja) | 射出成形同時貼合用アクリルフィルム | |
| WO2019208632A1 (ja) | 加飾シート | |
| JP4365549B2 (ja) | 易剥離性多層樹脂延伸フィルム | |
| JP2011042175A (ja) | 加飾シートの製造方法、加飾成形品、及び射出成形同時加飾方法 | |
| WO2020218300A1 (ja) | 加飾シート | |
| JP2020059265A (ja) | 加飾シート | |
| JP4383460B2 (ja) | 加飾成形品の製造方法 | |
| CN107207801B (zh) | 聚烯烃系装饰片用膜 | |
| JPH11348192A (ja) | 多層樹脂延伸フィルム | |
| JPH11348136A (ja) | 多層樹脂延伸フィルムの製造方法 | |
| JP7322375B2 (ja) | 加飾シート、及び加飾シートの成形方法 | |
| WO2019188988A1 (ja) | 合成樹脂表皮材、合成樹脂表皮材の製造方法及び成形体 | |
| JP2023090516A (ja) | 合成樹脂表皮材、合成樹脂表皮材の製造方法及び成形体 | |
| JP2021062543A (ja) | 化粧板の製造方法 | |
| JP2009179063A (ja) | 射出成形同時絵付用シート | |
| JP2020062860A (ja) | 成型加飾用化粧シート | |
| JP2018052094A (ja) | 三次元成形用加飾シート、加飾樹脂成形品及びそれらの製造方法 | |
| JP2004017474A (ja) | 積層シート類およびその用途 | |
| JP2006283205A (ja) | 水添石油樹脂を含有するスキン層を有する発泡壁紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19793213 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019793213 Country of ref document: EP Effective date: 20201125 |