WO2018003379A1 - 熱溶解積層型3次元プリンタ用材料及びそれを用いた熱溶解積層型3次元プリンタ用フィラメント - Google Patents
熱溶解積層型3次元プリンタ用材料及びそれを用いた熱溶解積層型3次元プリンタ用フィラメント Download PDFInfo
- Publication number
- WO2018003379A1 WO2018003379A1 PCT/JP2017/020137 JP2017020137W WO2018003379A1 WO 2018003379 A1 WO2018003379 A1 WO 2018003379A1 JP 2017020137 W JP2017020137 W JP 2017020137W WO 2018003379 A1 WO2018003379 A1 WO 2018003379A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide
- dimensional printer
- copolymer
- hot melt
- heat
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/255—Enclosures for the building material, e.g. powder containers
- B29C64/259—Interchangeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/40—Polyamides containing oxygen in the form of ether groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/44—Polyester-amides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/102—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions other than those only involving unsaturated carbon-to-carbon bonds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
Definitions
- the present invention relates to a material for a hot melt lamination type 3D printer and a filament for a hot melt lamination type 3D printer using the same.
- ⁇ ⁇ ABS and PLA are widely used as the molten resin as a material for heat melting laminated type 3D printers.
- advanced safety measures such as heat-resistant structure can be taken. May need to be applied.
- the adhesion between layers is deteriorated during lamination, and the strength of the modeled product becomes insufficient.
- Patent Document 1 describes a filament for molding a three-dimensional printer made of a polyester-based thermoplastic elastomer having predetermined physical properties.
- Patent Document 2 describes a filament composition for a three-dimensional printer containing atactic polypropylene having predetermined physical properties.
- ⁇ A molded product formed with a hot melt laminated 3D printer is required to have a texture and ease of post-processing.
- the monofilament cannot withstand repeated bending due to repeated high-speed operation of the extrusion head during modeling. Further, some monofilaments of thermoplastic resin are liable to cause bubbles and uneven discharge during storage.
- an object of the present invention is to provide a material for a heat-melting laminated three-dimensional printer having excellent formability and a filament for a heat-melting laminated three-dimensional printer using the same.
- the present invention is as follows. [1] A material for a heat-dissolving laminated three-dimensional printer containing a polyamide copolymer. [2] The material for hot melt lamination type three-dimensional printer according to [1], wherein the polyamide copolymer is a polyamide elastomer. [3] The material for hot melt lamination type three-dimensional printer according to [2], wherein the polyamide elastomer is a polyether polyamide elastomer.
- the polyether polyamide elastomer is an aminocarboxylic acid compound represented by the following formula (A1) and / or a lactam compound represented by the following formula (A2), a triblock poly represented by the following formula (B):
- A1 aminocarboxylic acid compound represented by the following formula (A1) and / or a lactam compound represented by the following formula (A2), a triblock poly represented by the following formula (B):
- the heat-dissolving laminated three-dimensional printer material according to [3] which is obtained by polymerizing an ether diamine compound and a dicarboxylic acid compound represented by the following formula (C).
- R 1 represents a linking group containing a hydrocarbon chain.
- R 2 represents a linking group containing a hydrocarbon chain.
- R 3 represents a linking group containing a hydrocarbon chain, and m is 0 or 1.
- a filament for a hot melt laminate type three-dimensional printer comprising the material for a hot melt laminate type three dimensional printer according to any one of [1] to [7].
- the material for a hot melt lamination type three-dimensional printer of the present invention contains a polyamide copolymer.
- the material for a hot melt laminate type three-dimensional printer of the present invention may be composed only of a polyamide copolymer, and is a composition comprising a polyamide copolymer and other components to such an extent that the effects of the present invention are not impaired. But you can.
- Other components include polymers other than polyamide copolymers, heat-resistant agents, UV absorbers, light stabilizers, antioxidants, antistatic agents, lubricants, slip agents, crystal nucleating agents, tackifiers, and sealing properties. Agents, antifogging agents, mold release agents, plasticizers, pigments, dyes, fragrances, flame retardants, reinforcing materials and the like.
- polymer other than the polyamide copolymer examples include, for example, acrylonitrile-butadiene-styrene resin (ABS resin), polylactic acid (PLA resin), polyurethane resin, polyolefin resin, polyester resin, homopolyamide resin, styrene resin, An acrylic resin, a polycarbonate resin, a polyvinyl chloride resin, a silicone resin, and rubber are mentioned.
- ABS resin acrylonitrile-butadiene-styrene resin
- PLA resin polylactic acid
- polyurethane resin polyolefin resin
- polyester resin homopolyamide resin
- styrene resin an acrylic resin, a polycarbonate resin, a polyvinyl chloride resin, a silicone resin, and rubber are mentioned.
- homopolyamide resin examples include, for example, polyamide 6, polyamide 11, polyamide 12, polyamide 66, polyamide 69, polyamide 610, polyamide 611, polyamide 612, polyamide 62, polyamide 92, polyamide 102, polyamide 122, polyamide IPD6, Polyamide MXD6 is mentioned.
- the rubber include, for example, butyl rubber, chlorinated butyl rubber, brominated butyl rubber, isoprene rubber, isobutylene-bromoparamethylstyrene copolymer, ethylene-propylene copolymer (EPR), modified EPR, ethylene-butene copolymer.
- EBR ethylene-ethyl acrylate copolymer
- EA ethylene-ethyl acrylate copolymer
- EPDM ethylene-propylene-diene terpolymer
- NBR acrylonitrile butadiene rubber
- CR chloropropylene rubber
- Hydrogenated NBR acrylic rubber, ethylene acrylic rubber (AEM), styrene-ethylene-butylene-styrene copolymer (modified SEBS), and blends of two or more of these rubbers.
- the polymer other than the polyamide copolymer is preferably a polyurethane resin, a polyolefin resin, a polyester resin, a homopolyamide resin, or rubber from the viewpoint of compatibility at the time of melt kneading with the polyamide copolymer.
- the lubricant it is preferable to add particles.
- any particles can be added.
- inorganic particles silica, alumina, kaolin, titanium dioxide, calcium carbonate, magnesium carbonate, zinc carbonate, calcium stearate, magnesium stearate, zinc stearate
- organic particles include acrylic resin particles, melamine resin particles, silicone resin particles, and polystyrene resin particles.
- Reinforcing materials include inorganic fillers and inorganic fibers.
- the inorganic filler include calcium carbonate, zinc carbonate, magnesium oxide, calcium silicate, sodium aluminate, calcium aluminate, sodium aluminosilicate, magnesium silicate, potassium titanate, glass balloon, glass flake, glass powder, Examples include silicon carbide, silicon nitride, boron nitride, gypsum, calcined kaolin, zinc oxide, antimony trioxide, zeolite, hydrotalcite, wollastonite, silica, talc, metal powder, alumina, graphite, carbon black, carbon nanotube, etc. It is done.
- Specific examples of the inorganic fiber include glass cut fiber, glass milled fiber, glass fiber, gypsum whisker, metal fiber, metal whisker, ceramic whisker, carbon fiber, and cellulose nanofiber.
- the proportion of the polyamide copolymer contained in the heat-melt laminated type three-dimensional printer material of the present invention is preferably 5% by weight or more, more preferably 30% by weight or more, further preferably 60% by weight or more, 85 A weight percent or more is particularly preferred.
- the polyamide copolymer is preferably contained as a main component, not as a modifier, from the viewpoint of sufficiently exhibiting the effects of the present invention.
- the main component means that the polyamide copolymer is preferably 50% by weight or more, more preferably 60% by weight or more, and more preferably 70% by weight or more with respect to the total amount of the material for the hot-melt laminated type three-dimensional printer.
- the proportion of the polyamide copolymer contained in the material for the hot melt laminate type three-dimensional printer of the present invention may be 100% by weight, but may be 99% by weight or less, or 95% by weight or less.
- the melting point of the polyamide copolymer is preferably 200 ° C. or lower. If the melting point is 200 ° C. or less, the temperature for modeling with the hot melt laminated type three-dimensional printer can be set low, and it is not necessary to take advanced safety measures, and the power consumption can be suppressed, and the running cost can be reduced. Can be lowered.
- the melting point of the polyamide copolymer is more preferably 190 ° C. or less, further preferably 180 ° C. or less, and particularly preferably 170 ° C. or less.
- the melting point of the polyamide copolymer is preferably 125 ° C or higher, more preferably 130 ° C or higher, further preferably 135 ° C or higher, particularly preferably 140 ° C or higher.
- the melting point of the polyamide copolymer may be set to less than 140 ° C. in order to suppress the power consumption by making the modeling temperature with the hot melt lamination type three-dimensional printer as low as possible.
- fusing point of a polyamide copolymer can be measured by the method described in the Example mentioned later.
- the melt flow rate of the polyamide copolymer measured at 200 ° C. under a load of 5000 g in accordance with ISO 1133 is preferably 10 g / 10 min or more. If the melt flow rate of the polyamide copolymer is 10 g / 10 min or more, the polyamide copolymer is stably dissolved, so that not only the discharge amount from the tip of the extrusion head is stabilized but also the interlayer adhesion is improved. The formability of the hot melt laminated type three-dimensional printer is excellent.
- the melt flow rate of the polyamide copolymer is more preferably 20 g / 10 min or more, further preferably 30 g / 10 min or more, and particularly preferably 40 g / 10 min or more.
- the melt flow rate of the polyamide copolymer is preferably 95 g / 10 min or less, more preferably 85 g / 10 min or less, and 75 g / 10 minutes or less is more preferable, and 65 g / 10 minutes or less is particularly preferable.
- the melt flow rate of the polyamide copolymer may be more than 65 g / 10 minutes in order to enhance the interlayer adhesion as much as possible and further improve the formability in the heat-melting laminated three-dimensional printer.
- the melt flow rate of the polyamide copolymer measured at a load of 200 ° C. to 5000 g can be measured by the method described in the examples described later.
- the flexural modulus of the polyamide copolymer measured at 23 ° C. and 50% RH is preferably 1000 MPa or less.
- the flexural modulus of the polyamide copolymer is more preferably 800 MPa or less, further preferably 600 MPa or less, and particularly preferably 400 MPa or less.
- the flexural modulus of the polyamide copolymer is preferably 50 MPa or more, more preferably 100 MPa or more, further preferably 150 MPa or more, particularly 200 MPa or more. preferable.
- the bending elastic modulus of the polyamide copolymer may be less than 100 MPa so that the product formed by the hot melt lamination type three-dimensional printer has high flexibility.
- the bending elastic modulus of a polyamide copolymer can be measured by the method described in the Example mentioned later.
- the water absorption rate of the polyamide copolymer is preferably 2.5% or less.
- the water absorption rate of the polyamide copolymer is more preferably 2.0% or less, further preferably 1.5% or less, and particularly preferably 1.0% or less.
- the water absorption of the polyamide copolymer may be 0.3% or more, or may be 0.6% or more.
- the polyamide copolymer means one having two or more types of repeating units and at least a part of which has an amide bond.
- Specific examples of the polyamide copolymer include, for example, caprolactam / hexamethylene diamino adipic acid copolymer (polyamide 6 / polyamide 66 copolymer), caprolactam / hexamethylene diamino azelaic acid copolymer (polyamide 6 / polyamide 69 copolymer).
- polyamide 6 / polyamide 12 copolymer polyamide 6 / polyamide 11 copolymer, polyamide 6 / polyamide 66 / polyamide 12 copolymer, and polyamide elastomer are preferred, and polyamide 6 / polyamide 12 copolymer is preferred.
- a polymer and a polyamide elastomer are more preferable, and a polyamide elastomer is more preferable.
- Polyamide elastomer has a hard segment and a soft segment, and the hard segment has a structural unit of polyamide.
- the soft segment of the polyamide elastomer preferably has a structural unit of polyether.
- Examples of the polyamide elastomer having a polyether structural unit as a soft segment include a polyether polyester polyamide elastomer in which a hard segment and a soft segment are bonded by an ester bond, and a polyether polyamide elastomer in which a hard segment and a soft segment are bonded by an amide bond. .
- a polyether polyamide elastomer in which a hard segment and a soft segment are bonded by an amide bond is preferable.
- the polyamide structural unit in the hard segment is composed of a polyamide-forming monomer [a nylon salt composed of a diamine and a dicarboxylic acid, an aminocarboxylic acid compound represented by the following formula (A1), and a lactam compound represented by the following formula (A2).
- R 1 represents a linking group containing a hydrocarbon chain.
- R 2 represents a linking group containing a hydrocarbon chain.
- the hard segment can also be derived from a polyamide having carboxyl groups at both terminal groups, and is at least one selected from the group consisting of a polyamide constituent unit, an aliphatic dicarboxylic acid, an alicyclic dicarboxylic acid, and an aromatic dicarboxylic acid. It is also a segment containing dicarboxylic acid (C).
- R 3 represents a linking group containing a hydrocarbon chain, and m is 0 or 1.
- aminocarboxylic acid compound (A1) examples include 6-aminocaproic acid, 7-aminoheptanoic acid, 8-aminooctanoic acid, 10-aminocapric acid, 11-aminoundecanoic acid, 12-aminododecanoic acid, etc. 20 aliphatic ⁇ -aminocarboxylic acids and the like.
- diamines examples include ethylene diamine, trimethylene diamine, tetramethylene diamine, hexamethylene diamine, heptamethylene diamine, octamethylene diamine, nonamethylene diamine, decamethylene diamine, undecamethylene diamine, dodecamethylene diamine, 2,2,4-trimethyl.
- diamine compounds such as aliphatic diamines having 2 to 20 carbon atoms such as hexane-1,6-diamine, 2,4,4-trimethylhexane-1,6-diamine, and 3-methylpentane-1,5-diamine. It is done.
- lactam compound (A2) examples include aliphatic lactams having 5 to 20 carbon atoms such as ⁇ -caprolactam, ⁇ -enantolactam, ⁇ -undecalactam, ⁇ -lauryllactam, 2-pyrrolidone, and the like.
- ⁇ -lauryl lactam, 11-aminoundecanoic acid or 12-aminododecanoic acid is preferable from the viewpoint of dimensional stability due to low water absorption, chemical resistance, and mechanical properties.
- dicarboxylic acid compound (C) at least one dicarboxylic acid selected from aliphatic, alicyclic and aromatic dicarboxylic acids or derivatives thereof can be used.
- dicarboxylic acid examples include linear aliphatic dicarboxylic acids having 2 to 25 carbon atoms such as oxalic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, dodecanedioic acid, Or aliphatic dicarboxylic acids such as dimerized aliphatic dicarboxylic acids having 14 to 48 carbon atoms (dimer acid) obtained by dimerization of unsaturated fatty acids obtained by fractionation of triglycerides and hydrogenated products thereof (hydrogenated dimer acid) And alicyclic dicarboxylic acids such as 1,4-cyclohexanedicarboxylic acid and aromatic dicarboxylic acids such as terephthalic acid and isophthalic acid.
- dimer acid and hydrogenated dimer acid trade names “Pripol 1004”, “Plipol 1006”, “Plipol 1009”, “Plipol
- Polyamide having carboxyl groups at both ends can be obtained by ring-opening polymerization or polycondensation of the above polyamide constituent units in the presence of dicarboxylic acid by a conventional method.
- the hard segment dicarboxylic acid can be used as a molecular weight modifier.
- the number average molecular weight of the hard segment is preferably 300 to 15000, and more preferably 300 to 6000 from the viewpoint of flexibility and moldability.
- the soft segment is preferably a polyether, and examples thereof include polyethylene glycol, polypropylene glycol, polytetramethylene ether glycol, and XYX type triblock polyether represented by the following formula (B). These may be used alone or in combination of two or more. Moreover, polyether diamine etc. which are obtained by making animonia etc. react with the terminal of polyether can be used.
- the number average molecular weight of the soft segment is preferably 200 to 6000, and more preferably 650 to 2000.
- x and z are each independently preferably an integer of 1 to 18, more preferably an integer of 1 to 16, still more preferably an integer of 1 to 14, particularly preferably an integer of 1 to 12.
- Y is preferably an integer of 5 to 45, more preferably an integer of 6 to 40, still more preferably an integer of 7 to 35, and particularly preferably an integer of 8 to 30.
- the combination of the hard segment and the soft segment the combination of the hard segment and the soft segment mentioned above can be given.
- lauryl lactam ring-opening polycondensate / polyethylene glycol combination lauryl lactam ring-opening polycondensate / polypropylene glycol combination, lauryl lactam ring-opening polycondensate / polytetramethylene ether glycol combination, lauryl lactam
- the ring-opening polycondensate / XYX-type triblock polyether combination is preferable, and the lauryl lactam ring-opening polycondensate / XYX-type triblock polyether combination is particularly preferable.
- the hard segment / soft segment (weight ratio) is more preferably 95/5 to 25/75, and particularly preferably 50/50 to 30/70.
- the hard segment / soft segment When the hard segment / soft segment (weight ratio) is smaller than the above range, the crystallinity of the polyamide component may be lowered, and mechanical properties such as strength and elastic modulus may be deteriorated.
- the hard segment / soft segment (weight ratio) is larger than the above range, the function and performance as an elastomer such as rubber elasticity and flexibility are hardly exhibited, which is not preferable.
- Examples of commercially available polyamide elastomers as described above include, for example, trade names “Daiamide (registered trademark) E1947”, “Daiamide (registered trademark) E47”, “Daiamide (registered trademark) E47H”, “Daiamide” manufactured by Daicel Evonik.
- the product name “UBESTA XPA (registered trademark)” series manufactured by Ube Industries, Ltd. is preferable.
- Polyamide elastomers may be used alone or in combination of two or more.
- the hardness (Shore D) of the polyether polyamide elastomer is preferably in the range of 15 to 70, and the elongation recovery rate (%) and the hardness (Shore D) preferably have the relationship of the following formula.
- the elongation recovery rate (%) and the hardness (Shore D) show the relationship of the following formula, the characteristic performance as an elastomer based on rubber elasticity such as anti-elasticity and bending resistance becomes particularly excellent. . Y> ( ⁇ 0.0042X 2 + 0.175X + Z)
- X represents hardness (Shore D) and Y represents elongation recovery rate (%).
- Z is preferably 91.5, more preferably 92, more preferably 92.5, and particularly preferably 93.
- the hardness (Shore D) of the polyether polyamide elastomer is preferably in the range of 15 to 70, more preferably in the range of 18 to 70, more preferably in the range of 20 to 70, and particularly preferably in the range of 25 to 70. is there.
- the stress relaxation (t0.9) of the polyether polyamide elastomer is preferably 2 seconds or more, more preferably 2.2 seconds or more, more preferably 2.5 seconds or more, and particularly preferably 2.8 seconds or more. preferable.
- the stress relaxation is in the above range, an elastomer particularly excellent in rubber elasticity can be obtained.
- the elongation recovery rate of the polyether polyamide elastomer is preferably in the range of 86 to 100%, more preferably in the range of 87 to 100%, and particularly preferably in the range of 88 to 100%.
- the elongation recovery rate is in the above range, an elastomer having particularly excellent recovery elasticity and anti-elasticity can be obtained.
- the yield strength of the polyether polyamide elastomer is preferably in the range of 3 to 25 MPa, more preferably in the range of 3 to 22 MPa, more preferably in the range of 3 to 20 MPa, and particularly preferably in the range of 3 to 18 MPa.
- the yield point strength is within the above range, an elastomer having particularly excellent toughness and rubber elasticity can be obtained.
- the elongation at break of the polyether polyamide elastomer is preferably 300% or more, particularly preferably 600% or more. If the amount is less than this range, performance as an elastomer such as toughness and rubber elasticity becomes difficult to be exhibited, which may not be preferable.
- the haze of the polyether polyamide elastomer is preferably 35 or less, more preferably 34 or less, more preferably 32 or less, and particularly preferably 30 or less. When the haze is lower than the above, an elastomer having excellent transparency can be obtained.
- the number of cracks generated in the bending test by the demach method is preferably 50,000 times or more, more preferably 100,000 times or more, more preferably 110,000 times or more, particularly preferably 120,000 times. The above is preferable. When the number of cracks generated and bent in the polyether polyamide elastomer is in the above range, it is preferable because the bending fatigue resistance is excellent.
- the polyether polyamide elastomer has a bending strength of preferably 0.8 to 15 MPa, more preferably 1.0 to 13 MPa, more preferably 1.1 to 10 MPa, and particularly preferably 1.2 to 9 MPa.
- a bending strength of the polyether polyamide elastomer is within the above range, an elastomer having an excellent balance between toughness such as bending strength and rubber elasticity can be obtained.
- the polyether polyamide elastomer does not break in the measurement of impact strength with an Izod notch at 23 ° C. (abbreviated as NB) because it is particularly excellent in impact resistance.
- the polyether polyamide elastomer preferably has a deflection temperature under load of 50 ° C or higher. If it is less than the above range, the material is likely to be deformed during use, which is not preferable.
- a method for producing a polyether polyamide elastomer three components of a polyamide-forming monomer, an XYX type triblock polyether diamine and a dicarboxylic acid are melt-polymerized under pressure and / or normal pressure, and further if necessary.
- a method comprising a step of melt polymerization under reduced pressure can be used, and further, three components of polyamide-forming monomer, XYX type triblock polyetherdiamine and dicarboxylic acid are simultaneously melt polymerized under pressure and / or normal pressure, If necessary, a method comprising a step of melt polymerization under reduced pressure can be used. It is also possible to use a method in which a polyamide-forming monomer and a dicarboxylic acid are first polymerized and then an XYX type triblock polyether diamine is polymerized.
- the polyamide-forming monomer is preferably 20 to 95% by weight, more preferably based on the polyamide-forming monomer and the XYX type triblock polyether diamine.
- the range of 25 to 95% by weight, particularly preferably 30 to 50% by weight, XYX type triblock polyether diamine is preferably 5 to 80% by weight, more preferably 5 to 75% by weight, particularly preferably 50 to 70% by weight. Range.
- the XYX type triblock polyether diamine and the dicarboxylic acid are preferably charged so that the amino group of the XYX type triblock polyether diamine and the carboxyl group of the dicarboxylic acid are approximately equimolar.
- the polyether polyamide elastomer can be produced at a polymerization temperature of preferably 150 to 300 ° C., more preferably 160 to 280 ° C., and particularly preferably 180 to 250 ° C.
- a polymerization temperature preferably 150 to 300 ° C., more preferably 160 to 280 ° C., and particularly preferably 180 to 250 ° C.
- the polyether polyamide elastomer can be produced by a method comprising steps of normal pressure melt polymerization or normal pressure melt polymerization followed by low pressure melt polymerization when ⁇ -aminocarboxylic acid is used as the polyamide-forming monomer.
- the polyether polyamide elastomer can be produced with a polymerization time of usually 0.5 to 30 hours. When the polymerization time is shorter than the above range, the molecular weight is not sufficiently increased, and when the polymerization time is long, coloring due to thermal decomposition or the like occurs, and in any case, a polyether polyamide elastomer having desired physical properties may not be obtained.
- the production of the polyether polyamide elastomer can be carried out batchwise or continuously, and a batch reactor, a single- or multi-tank continuous reactor, a tubular continuous reactor, etc. can be used alone or in combination. Can be used.
- the polyether polyamide elastomer preferably has a relative viscosity ( ⁇ r) in the range of 1.2 to 3.5 (0.5 wt / vol% metacresol solution, 25 ° C.).
- Monoamines and diamines such as laurylamine, stearylamine, hexamethylenediamine, and metaxylylenediamine, acetic acid, benzoic acid to adjust the molecular weight and stabilize the melt viscosity during molding in the production of polyether polyamide elastomer
- Monocarboxylic acids such as stearic acid, adipic acid, sebacic acid, dodecanedioic acid, or dicarboxylic acids can be added. These amounts are preferably added as appropriate so that the relative viscosity of the finally obtained elastomer is in the range of 1.2 to 3.5 (0.5 wt / vol% metacresol solution, 25 ° C.). .
- the amount of the monoamine and diamine, monocarboxylic acid, dicarboxylic acid and the like is preferably within a range that does not impair the properties of the obtained polyether polyamide elastomer.
- phosphoric acid In the production of a polyether polyamide elastomer, phosphoric acid, pyrophosphoric acid, polyphosphoric acid, etc. are used as a catalyst as necessary, and phosphorous acid, hypophosphorous acid, and the like for the purpose of both the catalyst and the heat resistance.
- Inorganic phosphorus compounds such as alkali metal salts and alkaline earth metal salts can be added. The addition amount is usually 50 to 3000 ppm with respect to the charged raw material.
- Polyether polyamide elastomer has low water absorption, excellent melt moldability, excellent moldability, excellent toughness, excellent bending fatigue resistance, excellent resilience, low specific gravity, and low temperature flexibility. Excellent low temperature impact resistance, excellent stretch recovery, excellent sound deadening properties, rubber properties and transparency.
- a filament for a hot-melt laminated type three-dimensional printer can be obtained.
- the monofilament can be formed by, for example, extrusion molding.
- any of those that are simply formed as a monofilament, those that are formed by converging the monofilament to be twisted, and those that are obtained by converging and melting the multifilament to form a monofilament can be used.
- it can be set as a wound body by winding the obtained filament for hot melt laminated type 3D printers, and further, by storing the wound body in a cartridge, it can be attached to the hot melt laminated type 3D printer. It can also be a cartridge.
- the present invention it is possible to provide a material for a heat-melting laminated three-dimensional printer having excellent formability and a filament for a heat-melting laminated three-dimensional printer using the same.
- the hot-melt laminated type three-dimensional printer filament using the hot-melt laminated type three-dimensional printer material of the present invention, it is not necessary to take advanced safety measures.
- the filament for hot melt lamination type 3D printer using the material for hot melt lamination type 3D printer of the present invention the interlaminar adhesion becomes good, the moldability is excellent, and the impact resistance is excellent. A model that is hard to break even if dropped is obtained.
- the material for the hot melt lamination type 3D printer of the present invention and the filament for the hot melt lamination type 3D printer using the material can be used for both the construction of a model and the construction of the support. Since the material for a mold 3D printer and the filament for a heat melting laminated 3D printer using the material are excellent in formability, interlayer adhesion, and impact resistance, it is preferably used for construction of a modeled object.
- the modeled object modeled by the filament for the hot melt laminate type three-dimensional printer of the present invention can be used in various fields ranging from medical parts and automobile parts to household articles. It can be used for artificial legs, toys, baby models, school machine models, and the like.
- the model When a model is dropped or an object is dropped on the model, the model may be delaminated or destroyed, and the model may not be usable.
- a method for quantitatively evaluating these there is a method in which a Charpy impact test in conformity with ISO 179 and a bending test in conformity with ISO 178 are performed to confirm the formability and durability of the shaped object. Specifically, it can be evaluated by confirming the degree of delamination, the occurrence of cracks and cracks, and the degree of plastic deformation in the modeled samples after these tests.
- the modeling sample produced from the filament obtained from the filament for the hot melt laminated three-dimensional printer of the present invention does not delaminate in the Charpy impact test based on the ISO 179 standard and the bending test based on the ISO 178 standard. If the shaped sample does not delaminate in the Charpy impact test and the bending test, the interlaminar adhesion becomes good, and the formability in the heat-melting laminated three-dimensional printer becomes excellent.
- the shaped sample does not crack, and more preferably, the shaped sample does not crack. If the shaped sample is not cracked in the Charpy impact test and the bending test, a shaped article that has excellent impact resistance and is not easily broken even when dropped is obtained. Moreover, if a crack does not occur in the shaped sample, a shaped article that is superior in impact resistance and is less likely to break even if dropped is obtained.
- the bending angle is preferably less than 45 degrees, more preferably less than 25 degrees, and further preferably less than 5 degrees. preferable.
- PA is an abbreviation for polyamide
- PAE1 to PAE4 used in Examples 1 to 4 are polyether polyamide elastomers produced by the following method.
- each material was measured at 200 ° C. under a load of 5000 g using an orifice having a nozzle diameter of 2.0 mm and a length of 8.0 mm.
- ⁇ Bending elastic modulus> Using each material, injection molding was performed at a molding temperature of a melting point plus 40 ° C. and a mold temperature of 40 ° C. to obtain a 10 mm ⁇ 4 mm ⁇ 80 mm flat plate. The flat plate was sufficiently conditioned by leaving it at 23 ° C. and 50% RH for about 3 days, and then the flexural modulus was measured at 23 ° C. and 50% RH according to the method of ISO178.
- the molding temperature in a single screw extruder is set to a melting point plus 40 ° C.
- the molten resin is fed into the die head
- the molten resin is extruded from a nozzle with a diameter of 3.0 mm
- the take-up speed is 10 m / min
- the cooling water bath temperature is set to The condition was set to 15 ° C.
- an unstretched monofilament having a diameter of 2.0 mm was extruded.
- the obtained monofilament was stored in an environment of a temperature of 23 ° C. and a humidity of 50% RH for 30 days. Then, the water absorption rate of the monofilament after 30 days was measured by the Karl Fischer method.
- Modeling with each material was performed by the same operation as the measurement of MFR. Specifically, after each material is filled in the melt flow index tester and sufficiently deaerated, the stage is installed at a position of 50 mm from the nozzle, and the length is about 50 mm ⁇ height is about 10 mm while moving the stage. Thus, the molten resin was laminated. At that time, the height of the stage was adjusted so that the adhesion surface to be laminated was always 50 mm below the nozzle. And the obtained laminated body was pulled by hand and it was confirmed whether it peeled between layers.
- the state where the layers are melted and in close contact is set as “excellent” ( ⁇ )
- the state where the layers are in close contact and does not peel even when pulled by hand is set as “good” ( ⁇ ).
- the state where the adhesion between the layers was insufficient and the layer peeled off when pulled by hand was defined as “defective” ( ⁇ ).
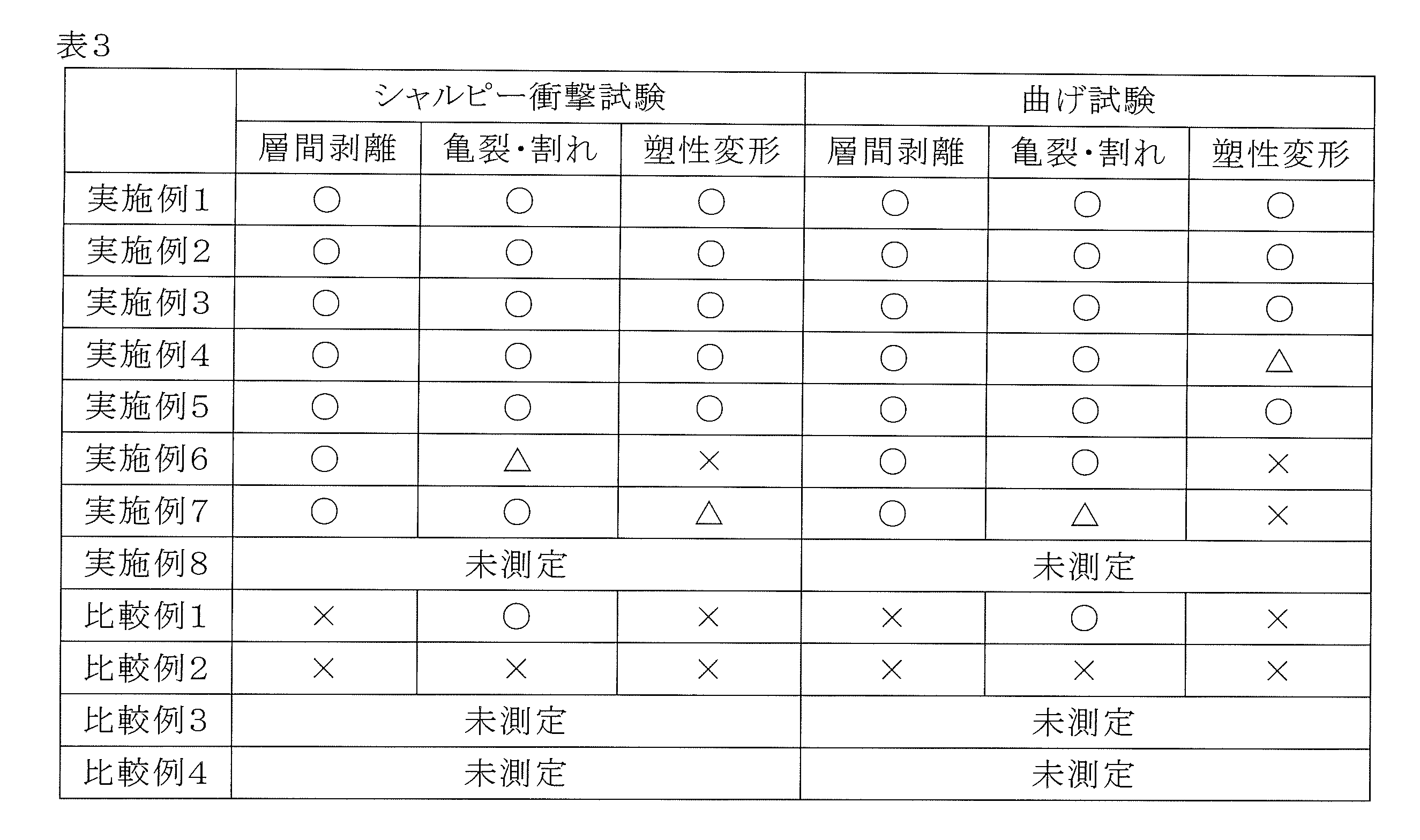
- the obtained monofilament was set in a 3D printer (trade name: Value3D MagiX MF-2200D, manufactured by Muto Kogyo Co., Ltd.), and a bending test piece (according to ISO179) under the conditions of a height of 0.5 mm per layer and a filament width of 1 mm.
- the modeling sample of size 80mmx10mmx4mmt (8 layers) was obtained.
- the obtained shaped sample is subjected to a Charpy impact test based on ISO 179 standard and a bending test based on ISO 178 standard under a room temperature (23 ° C.) condition, and a fracture state (delamination, crack / cracking, plasticity) The degree of deformation) was confirmed.
- the occurrence of delamination was defined as “ ⁇ ” when there was no delamination and “x” when there was delamination.
- the occurrence of cracks / cracks is “ ⁇ ” when there is no crack and no crack, “ ⁇ ” when there is a crack but no crack, and “(” when one layer is completely separated into two or more). ⁇ ”.
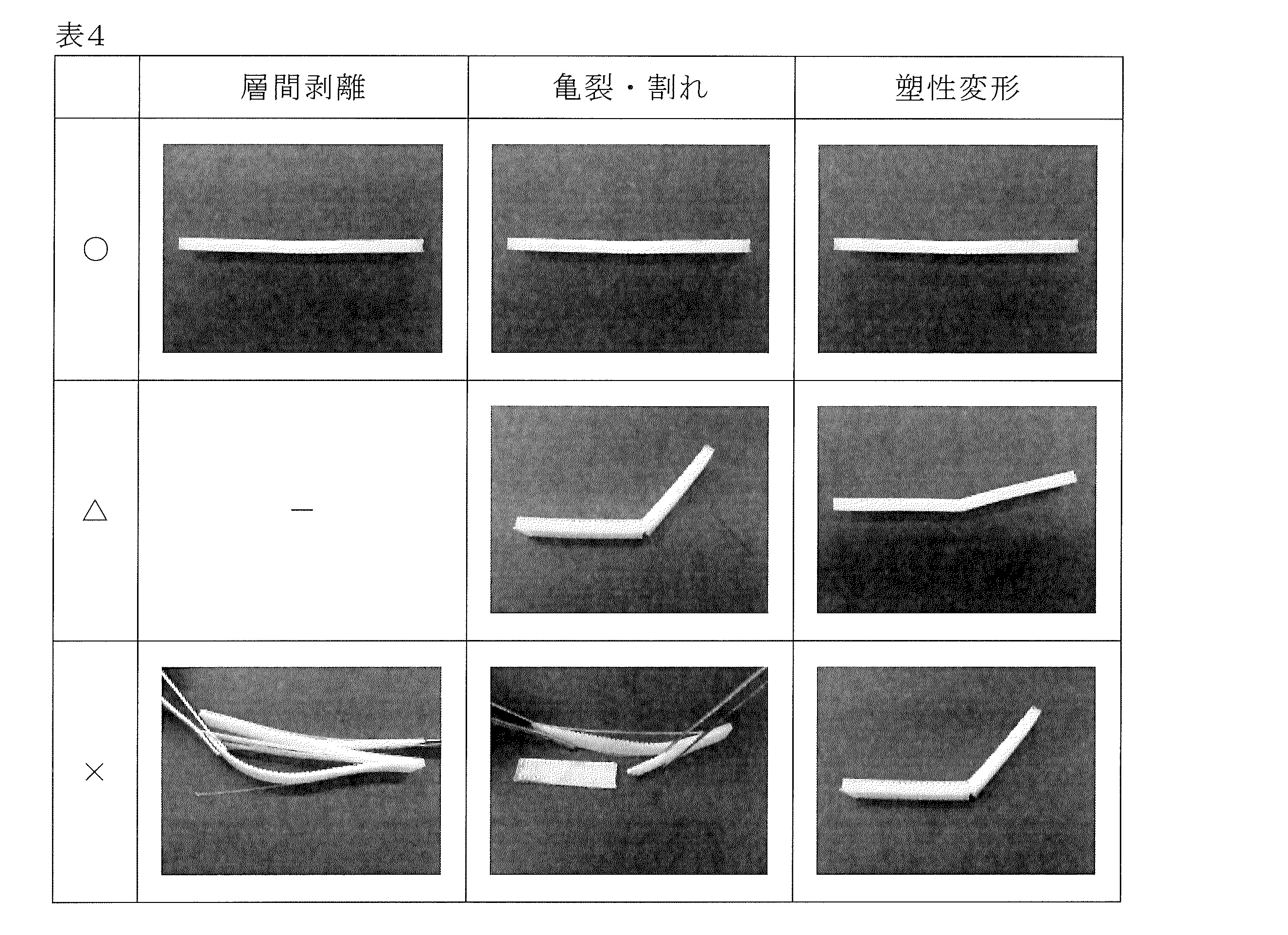
- the degree of plastic deformation is “ ⁇ ” when the molding sample is not plastically deformed (curved angle is less than 5 degrees), and “ ⁇ ” when the plastic sample is slightly plastically deformed (curved angle is 5 degrees or more and less than 45 degrees). Those having large plastic deformation (bending angle of 45 ° or more) were determined as “ ⁇ ”.
- Table 4 shows examples of modeling samples that are the above judgments regarding the occurrence of delamination, the occurrence of cracks / cracks, and the degree of plastic deformation.
- the temperature inside the container was raised from room temperature to 230 ° C. over 1 hour while adjusting the pressure in the container to 0.05 MPa while supplying nitrogen gas at a rate of 200 liters / hour.
- the polymerization was carried out at 230 ° C. while maintaining the pressure at 0.05 MPa.
- the amperage value (stirring current value) of stirring power was recorded over time, and the time point when the amperage value of stirring power became plus 0.2 A from the start of polymerization was defined as the polymerization end point. After completion of the polymerization, the stirring was stopped, and the colorless and transparent polymer in a molten state was drawn out from the polymer takeout port into a string shape, cooled with water, and pelletized to obtain pellets.
- the temperature inside the container was raised from room temperature to 230 ° C. over 1 hour while adjusting the pressure in the container to 0.05 MPa while supplying nitrogen gas at a rate of 200 liters / hour.
- the polymerization was carried out at 230 ° C. while maintaining the pressure at 0.05 MPa.
- the amperage value (stirring current value) of stirring power was recorded over time, and the time point when the amperage value of stirring power became plus 0.2 A from the start of polymerization was defined as the polymerization end point. After completion of the polymerization, the stirring was stopped, and the colorless and transparent polymer in a molten state was drawn out from the polymer takeout port into a string shape, cooled with water, and pelletized to obtain pellets.
- the temperature inside the container was raised from room temperature to 230 ° C. over 1 hour while adjusting the pressure in the container to 0.05 MPa while supplying nitrogen gas at a rate of 200 liters / hour.
- the polymerization was carried out at 230 ° C. while maintaining the pressure at 0.05 MPa.
- the amperage value (stirring current value) of stirring power was recorded over time, and the time point when the amperage value of stirring power became plus 0.2 A from the start of polymerization was defined as the polymerization end point. After completion of the polymerization, the stirring was stopped, and the colorless and transparent polymer in a molten state was drawn out from the polymer takeout port into a string shape, cooled with water, and pelletized to obtain pellets.
- the temperature inside the container was raised from room temperature to 230 ° C. over 1 hour while adjusting the pressure in the container to 0.05 MPa while supplying nitrogen gas at a rate of 200 liters / hour.
- the polymerization was carried out at 230 ° C. while maintaining the pressure at 0.05 MPa.
- the amperage value (stirring current value) of stirring power was recorded over time, and the time point when the amperage value of stirring power became plus 0.2 A from the start of polymerization was defined as the polymerization end point. After completion of the polymerization, the stirring was stopped, and the colorless and transparent polymer in a molten state was drawn out from the polymer takeout port into a string shape, cooled with water, and pelletized to obtain pellets.
- the pressure in the polymerization tank was released to normal pressure over about 2 hours. After releasing the pressure, the mixture was polymerized for 1 hr under a nitrogen stream and then subjected to vacuum polymerization for 2 hr. Nitrogen was introduced and the pressure was restored to normal pressure. Then, the stirrer was stopped, and the strand was extracted and pelletized. The polyamide pellets were placed in boiling water, washed with stirring for about 12 hours to extract and remove unreacted monomers, and then dried under reduced pressure at 100 ° C. for 24 hours.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Polyamides (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
Abstract
Description
[1]ポリアミド共重合体を含む熱溶解積層型3次元プリンタ用材料。
[2]前記ポリアミド共重合体がポリアミドエラストマーである[1]に記載の熱溶解積層型3次元プリンタ用材料。
[3]前記ポリアミドエラストマーがポリエーテルポリアミドエラストマーである[2]に記載の熱溶解積層型3次元プリンタ用材料。
[4]前記ポリエーテルポリアミドエラストマーが、下記式(A1)で表されるアミノカルボン酸化合物及び/又は下記式(A2)で表されるラクタム化合物、下記式(B)で表されるトリブロックポリエーテルジアミン化合物、並びに下記式(C)で表されるジカルボン酸化合物を重合して得られるものである[3]に記載の熱溶解積層型3次元プリンタ用材料。




[6]ISO1133に従い、200℃、5000gの荷重で測定した前記ポリアミド共重合体のメルトフローレートが10g/10分以上である請求項[1]~[5]のいずれか1項に記載の熱溶解積層型3次元プリンタ用材料。
[7]ISO178に従い、23℃、50%RHで測定した前記ポリアミド共重合体の曲げ弾性率が1000MPa以下である[1]~[6]のいずれか1項に記載の熱溶解積層型3次元プリンタ用材料。
[8][1]~[7]のいずれか1項に記載の熱溶解積層型3次元プリンタ用材料を含む熱溶解積層型3次元プリンタ用フィラメント。
[9][8]に記載の熱溶解積層型3次元プリンタ用フィラメントの巻回体。
[10][9]に記載の巻回体が収納された熱溶解積層型3次元プリンタ装着用カートリッジ。




Y>(-0.0042X2+0.175X+Z)
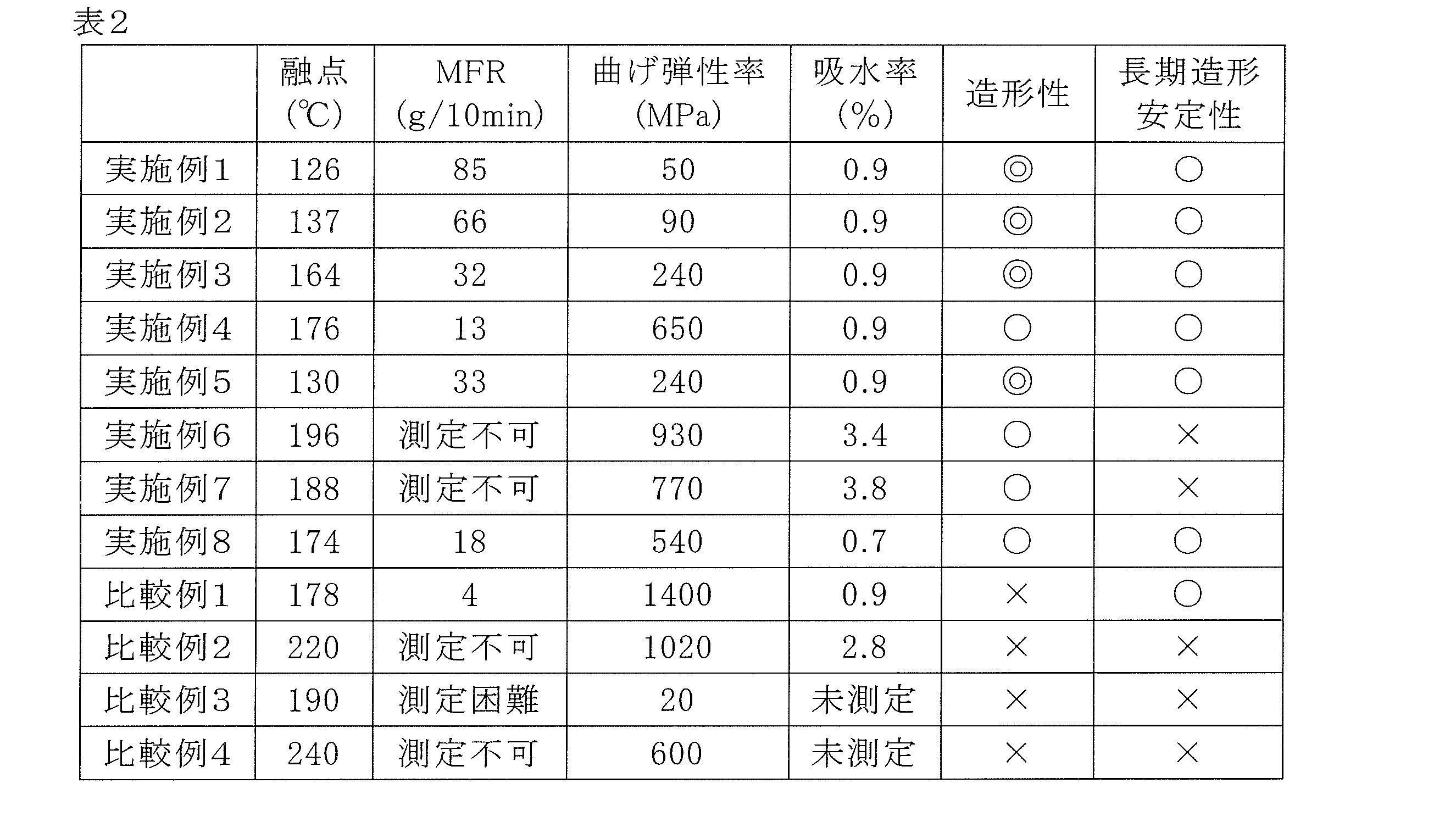
ISO11357-3に従い、各材料の融点を測定した。
ISO1133に従い、ノズル径2.0mm、長さ8.0mmのオリフィスを用い、200℃、5000g荷重で、各材料の測定を行った。
各材料を用いて、成形温度を融点プラス40℃、金型温度を40℃とした射出成形を行い、10mm×4mm×80mmの平板を得た。この平板を23℃、50%RH環境下に3日程度放置することで十分に調湿した後、ISO178の手法に従って23℃、50%RHで曲げ弾性率を測定した。
各材料を用いて、単軸押出機における成形温度を融点プラス40℃とし、ダイヘッドに溶融樹脂を送り込み、直径3.0mmのノズルから溶融樹脂を押し出し、引取速度を10m/分、冷却水槽温度を15℃の条件に設定し、直径2.0mmの未延伸モノフィラメントを押出成形した。得られたモノフィラメントを温度23℃-湿度50%RHの環境下で30日間保管した。そして、その30日後のモノフィラメントの吸水率をカールフィッシャー法にて測定した。
MFRの測定と同様の操作により各材料による造形を行った。具体的には、メルトフローインデックテスターに各材料を充填し、十分に脱気した後、ノズルから50mmの位置にステージを設置し、ステージを動かしながら、長さ約50mm×高さ約10mmになるように溶融樹脂を積層させた。その際、積層させる接着面は、常にノズルから50mm下になるよう、ステージの高さを調節した。そして、得られた積層体を手で引っ張り、層間で剥離するかを確認した。造形性の評価としては、層同士が溶融して密着している状態を「優良」(◎)とし、層間が密着しており手で引っ張っても剥離しない状態を「良好」(○)とし、層間の密着が不十分であり手で引っ張ると剥離してしまう状態を「不良」(×)とした。
吸水率の測定と同じ条件で押出成形し、30日間保管したモノフィラメントを約3mm長にカッティングし、メルトフローインデクサーのバレルに約5g充填した。ピストンを挿入し、5000gの荷重をかけてノズルから樹脂を押し出す際、発煙・発泡がないかを目視にて確認した。長期造形安定性の評価としては、発煙・発泡がなく安定して押出すことができる状態を「良好」(○)とし、発煙・発泡が発生し押出しが不安定な状態を「不良」(×)とした。
各ペレット材料を90℃、24時間乾燥させてペレット水分量を0.1%以下とした。そのペレットを用いて30mmの一軸押出機にてペレットを溶融させた。その際の押出機温度は、融点プラス40℃に設定した。溶融樹脂を口径6mmのノズルから押出、15℃に設定した水浴で冷却固化させた。引取速度を35m/minとし、モノフィラ直径が1.75mmとなるようにギアポンプにて吐出量を調整し、3Dプリンター造形用のモノフィラメントを得た。得られたモノフィラメントを3Dプリンター(武藤工業株式会社製、商品名:Value3D MagiX MF-2200D)にセットし、1層当たりの高さ0.5mm、フィラメント幅1mmの条件で曲げ試験片(ISO179に従う)の積層を行い、サイズ80mm×10mm×4mmt(8層)の造形サンプルを得た。
攪拌機、温度計、トルクメーター、圧力計、窒素ガス導入口、圧力調整装置及びポリマー取り出し口を備えた容量70リットルの圧力容器に、12-アミノドデカン酸(宇部興産株式会社製)6.30kg、アジピン酸(旭化成ケミカルズ株式会社製)1.70kg、XYX型のトリブロックポリエーテルジアミン(HUNTSMAN社製、商品名:ELASTAMINE RT-1000)12.00kg、ヒンダードフェノール系酸化防止剤(BASFジャパン社製、商品名:イルガノックス245)0.06kg、及び次亜リン酸ナトリウム(太平化学産業株式会社製)0.03kgを仕込んだ。容器内を十分窒素置換したあと、窒素ガスを200リットル/時間で供給しながら、容器内の圧力を0.05MPaに調整しながら、1時間かけて室温から230℃まで昇温し、さらに容器内の圧力を0.05MPaに維持しながら230℃で重合を行った。
攪拌機、温度計、トルクメーター、圧力計、窒素ガス導入口、圧力調整装置及びポリマー取り出し口を備えた容量70リットルの圧力容器に、12-アミノドデカン酸(宇部興産株式会社製)8.00kg、アジピン酸(旭化成ケミカルズ株式会社製)1.49kg、XYX型のトリブロックポリエーテルジアミン(HUNTSMAN社製、商品名:ELASTAMINE RT-1000)10.51kg、ヒンダードフェノール系酸化防止剤(BASFジャパン社製、商品名:イルガノックス245)0.06kg、及び次亜リン酸ナトリウム(太平化学産業株式会社製)0.03kgを仕込んだ。容器内を十分窒素置換したあと、窒素ガスを200リットル/時間で供給しながら、容器内の圧力を0.05MPaに調整しながら、1時間かけて室温から230℃まで昇温し、さらに容器内の圧力を0.05MPaに維持しながら230℃で重合を行った。
攪拌機、温度計、トルクメーター、圧力計、窒素ガス導入口、圧力調整装置及びポリマー取り出し口を備えた容量70リットルの圧力容器に、12-アミノドデカン酸(宇部興産株式会社製)14.00kg、アジピン酸(旭化成ケミカルズ株式会社製)0.74kg、XYX型のトリブロックポリエーテルジアミン(HUNTSMAN社製、商品名:ELASTAMINE RT-1000)5.26kg、ヒンダードフェノール系酸化防止剤(BASFジャパン社製、商品名:イルガノックス245)0.06kg、及び次亜リン酸ナトリウム(太平化学産業株式会社製)0.03kgを仕込んだ。容器内を十分窒素置換したあと、窒素ガスを200リットル/時間で供給しながら、容器内の圧力を0.05MPaに調整しながら、1時間かけて室温から230℃まで昇温し、さらに容器内の圧力を0.05MPaに維持しながら230℃で重合を行った。
攪拌機、温度計、トルクメーター、圧力計、窒素ガス導入口、圧力調整装置及びポリマー取り出し口を備えた容量70リットルの圧力容器に、12-アミノドデカン酸(宇部興産株式会社製)18.40kg、アジピン酸(旭化成ケミカルズ株式会社製)0.20kg、XYX型のトリブロックポリエーテルジアミン(HUNTSMAN社製、商品名:ELASTAMINE RT-1000)1.40kg、ヒンダードフェノール系酸化防止剤(BASFジャパン社製、商品名:イルガノックス245)0.06kg、及び次亜リン酸ナトリウム(太平化学産業株式会社製)0.02kgを仕込んだ。容器内を十分窒素置換したあと、窒素ガスを200リットル/時間で供給しながら、容器内の圧力を0.05MPaに調整しながら、1時間かけて室温から230℃まで昇温し、さらに容器内の圧力を0.05MPaに維持しながら230℃で重合を行った。
70リットルのオートクレーブにε-カプロラクタム(宇部興産株式会社製)16.0kg、AH塩水溶液(50wt%水溶液)(旭化成ケミカルズ株式会社製)2.4kg、12-アミノドデカン酸(宇部興産株式会社製)2.8kgおよび蒸留水2.8kgを仕込み、重合槽内を窒素置換したのち、密閉して180℃まで昇温し、次いで攪拌しながら重合槽内を17.5kgf/cm2Gに調圧しながら、重合槽内温度を240℃まで昇温した。重合温度が240℃に達して2hr後に重合槽内の圧力を約2hrかけて常圧に放圧した。放圧後、窒素気流下で1hr重合した後、2hr減圧重合を行った。窒素を導入して常圧に復圧後、攪拌機を止めて、ストランドとして抜き出しペレット化した。このポリアミドペレットを沸騰水中に入れ、攪拌下に約12時間、洗浄して未反応モノマーを抽出除去した後、100℃で24時間減圧乾燥した。

Claims (10)
- ポリアミド共重合体を含む
熱溶解積層型3次元プリンタ用材料。 - 前記ポリアミド共重合体がポリアミドエラストマーである
請求項1に記載の熱溶解積層型3次元プリンタ用材料。 - 前記ポリアミドエラストマーがポリエーテルポリアミドエラストマーである
請求項2に記載の熱溶解積層型3次元プリンタ用材料。 - 前記ポリエーテルポリアミドエラストマーが、下記式(A1)で表されるアミノカルボン酸化合物及び/又は下記式(A2)で表されるラクタム化合物、下記式(B)で表されるトリブロックポリエーテルジアミン化合物、並びに下記式(C)で表されるジカルボン酸化合物を重合して得られるものである
請求項3に記載の熱溶解積層型3次元プリンタ用材料。




- 前記ポリアミド共重合体の融点が200℃以下である
請求項1~4のいずれか1項に記載の熱溶解積層型3次元プリンタ用材料。 - ISO1133に従い、200℃、5000gの荷重で測定した前記ポリアミド共重合体のメルトフローレートが10g/10分以上である
請求項1~5のいずれか1項に記載の熱溶解積層型3次元プリンタ用材料。 - ISO178に従い、23℃、50%RHで測定した前記ポリアミド共重合体の曲げ弾性率が1000MPa以下である
請求項1~6のいずれか1項に記載の熱溶解積層型3次元プリンタ用材料。 - 請求項1~7のいずれか1項に記載の熱溶解積層型3次元プリンタ用材料を含む
熱溶解積層型3次元プリンタ用フィラメント。 - 請求項8に記載の熱溶解積層型3次元プリンタ用フィラメントの巻回体。
- 請求項9に記載の巻回体が収納された熱溶解積層型3次元プリンタ装着用カートリッジ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/305,363 US20200317867A1 (en) | 2016-07-01 | 2017-05-30 | Material for fused deposition modeling 3d printer and filament for fused deposition modeling 3d printer using the same |
| KR1020187037207A KR20190024898A (ko) | 2016-07-01 | 2017-05-30 | 열 용해 적층형 3차원 프린터용 재료 및 그것을 사용한 열 용해 적층형 3차원 프린터용 필라멘트 |
| CN201780041074.1A CN109414880A (zh) | 2016-07-01 | 2017-05-30 | 热熔层叠型三维打印用材料及使用了其的热熔层叠型三维打印用长丝 |
| EP17819746.3A EP3479998A4 (en) | 2016-07-01 | 2017-05-30 | HOT-MELT LAMINATING MATERIAL FOR 3D PRINTERS AND HOT-MELT LAMINATING THREAD FOR 3D PRINTERS THEREFOR |
| JP2017548249A JP6265314B1 (ja) | 2016-07-01 | 2017-05-30 | 熱溶解積層型3次元プリンタ用材料及びそれを用いた熱溶解積層型3次元プリンタ用フィラメント |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-131332 | 2016-07-01 | ||
| JP2016131332 | 2016-07-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018003379A1 true WO2018003379A1 (ja) | 2018-01-04 |
Family
ID=60786990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/020137 WO2018003379A1 (ja) | 2016-07-01 | 2017-05-30 | 熱溶解積層型3次元プリンタ用材料及びそれを用いた熱溶解積層型3次元プリンタ用フィラメント |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20200317867A1 (ja) |
| EP (1) | EP3479998A4 (ja) |
| JP (2) | JP6265314B1 (ja) |
| KR (1) | KR20190024898A (ja) |
| CN (1) | CN109414880A (ja) |
| TW (1) | TW201819533A (ja) |
| WO (1) | WO2018003379A1 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018123763A1 (ja) * | 2016-12-26 | 2018-07-05 | ユニチカ株式会社 | 樹脂組成物およびフィラメント状成形体 |
| JP2018167469A (ja) * | 2017-03-29 | 2018-11-01 | ユニチカ株式会社 | 造形材料 |
| CN108752918A (zh) * | 2018-06-29 | 2018-11-06 | 三叠打印线材有限公司 | 基于fdm的3d打印用低温尼龙材料及其制备方法 |
| CN108912667A (zh) * | 2018-06-29 | 2018-11-30 | 三叠打印线材有限公司 | 基于fdm的3d打印用弹性低温尼龙材料及其制备方法 |
| WO2019088014A1 (ja) * | 2017-10-31 | 2019-05-09 | ユニチカ株式会社 | 熱溶解積層法3dプリンターの造形材料用樹脂組成物およびそのフィラメント状成形体 |
| WO2019151234A1 (ja) * | 2018-02-02 | 2019-08-08 | 三菱ケミカル株式会社 | 3次元造形用材料、3次元造形用フィラメント、該フィラメントの巻回体および3次元プリンター用カートリッジ |
| JP2020029089A (ja) * | 2018-08-17 | 2020-02-27 | ユニチカ株式会社 | 熱溶解積層方式3次元造形用樹脂組成物およびそれからなるフィラメント状成形体、造形体 |
| WO2020162366A1 (ja) * | 2019-02-05 | 2020-08-13 | 株式会社ブリヂストン | 樹脂組成物及び樹脂製品 |
| WO2021095769A1 (ja) | 2019-11-12 | 2021-05-20 | 三菱ケミカル株式会社 | 3次元造形用フィラメント |
| JP2021529694A (ja) * | 2018-10-04 | 2021-11-04 | アルケマ フランス | 3d印刷された半結晶性及びアモルファスのポリマー物品 |
| WO2022097590A1 (ja) * | 2020-11-06 | 2022-05-12 | 株式会社神戸製鋼所 | ストランド |
| US11396130B2 (en) | 2018-03-23 | 2022-07-26 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7184079B2 (ja) | 2018-04-26 | 2022-12-06 | 三菱ケミカル株式会社 | ポリアミド系3次元プリンタ用材料 |
| EP3795022B1 (en) * | 2018-05-18 | 2022-09-21 | ASICS Corporation | Midsole and shoe |
| CN111518271A (zh) * | 2020-06-18 | 2020-08-11 | 广州鸿为新材料科技有限公司 | 一种用于激光3d打印的尼龙材料及制备方法 |
| US12071539B2 (en) | 2021-04-19 | 2024-08-27 | Jabil Inc. | Elastomeric additive manufacturing composition |
| CN113637176A (zh) * | 2021-08-19 | 2021-11-12 | 郑州大学 | 一种用于熔融沉积3d打印的热塑性聚酰胺弹性体丝材及其制备方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009057805A1 (ja) * | 2007-10-31 | 2009-05-07 | Ube Industries, Ltd. | ポリエーテルポリアミドエラストマー及びそれを用いた積層体 |
| WO2014081594A1 (en) * | 2012-11-21 | 2014-05-30 | Stratasys, Inc. | Additive manufacturing with polyamide consumable materials |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6228923B1 (en) * | 1997-04-02 | 2001-05-08 | Stratasys, Inc. | Water soluble rapid prototyping support and mold material |
| ES2299649T3 (es) * | 2002-09-21 | 2008-06-01 | Evonik Degussa Gmbh | Procedimiento para la produccion de un objeto tridimensional. |
| EP1459871B1 (de) * | 2003-03-15 | 2011-04-06 | Evonik Degussa GmbH | Verfahren und Vorrichtung zur Herstellung von dreidimensionalen Objekten mittels Mikrowellenstrahlung sowie dadurch hergestellter Formkörper |
| DE102004012682A1 (de) * | 2004-03-16 | 2005-10-06 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels Lasertechnik und Auftragen eines Absorbers per Inkjet-Verfahren |
| DE102004020452A1 (de) * | 2004-04-27 | 2005-12-01 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels elektromagnetischer Strahlung und Auftragen eines Absorbers per Inkjet-Verfahren |
| DE202005021503U1 (de) * | 2005-02-19 | 2008-07-24 | Evonik Degussa Gmbh | Polymerpulver mit Blockpolyetheramid, Verwendung in einem formgebenden Verfahren und Formkörper, hergestellt aus diesem Polymerpulver |
| WO2007145324A1 (ja) * | 2006-06-16 | 2007-12-21 | Ube Industries, Ltd. | ポリエーテルポリアミドエラストマー |
| DE102008000755B4 (de) * | 2008-03-19 | 2019-12-12 | Evonik Degussa Gmbh | Copolyamidpulver und dessen Herstellung, Verwendung von Copolyamidpulver in einem formgebenden Verfahren und Formkörper, hergestellt aus diesem Copolyamidpulver |
| DE102010062347A1 (de) * | 2010-04-09 | 2011-12-01 | Evonik Degussa Gmbh | Polymerpulver auf der Basis von Polyamiden, Verwendung in einem formgebenden Verfahren und Formkörper, hergestellt aus diesem Polymerpulver |
| US9238329B2 (en) * | 2010-12-22 | 2016-01-19 | Stratasys, Inc. | Voice coil mechanism for use in additive manufacturing system |
| US9527242B2 (en) * | 2012-11-21 | 2016-12-27 | Stratasys, Inc. | Method for printing three-dimensional parts wtih crystallization kinetics control |
| JP2015150781A (ja) * | 2014-02-14 | 2015-08-24 | 帝人株式会社 | 3次元造形物の製造方法およびこれにより得られた3次元造形物 |
| JP2015176944A (ja) * | 2014-03-14 | 2015-10-05 | 日立マクセル株式会社 | 表面に三次元回路が形成された樹脂部品及びその製造方法 |
| CN103980594B (zh) * | 2014-04-30 | 2016-02-24 | 中国科学院化学研究所 | 一种用于3d打印的紫外辐射交联聚合物材料及其制备方法和制品 |
| ES2753248T3 (es) * | 2014-07-08 | 2020-04-07 | Emery Oleochemicals Gmbh | Materia prima sinterizable para el uso en dispositivos de impresión 3D |
| WO2016035889A1 (ja) | 2014-09-05 | 2016-03-10 | Mcppイノベーション合同会社 | 3次元プリンター成形用フィラメント及び結晶性軟質樹脂成形体の製造方法 |
| KR101617099B1 (ko) | 2014-11-05 | 2016-04-29 | 롯데케미칼 주식회사 | 3차원 프린터 필라멘트용 열가소성 수지 조성물 |
| JP6537250B2 (ja) * | 2014-11-13 | 2019-07-03 | ユニチカ株式会社 | ポリ乳酸系モノフィラメント |
| CN104559909B (zh) * | 2015-01-29 | 2017-06-06 | 上海化工研究院有限公司 | 一种低熔点共聚酰胺热熔胶及其制备方法 |
| CN105504801B (zh) * | 2015-12-14 | 2018-09-21 | 中广核三角洲(江苏)塑化有限公司 | 一种用于3d打印的高强度低收缩尼龙材料及其制备方法 |
-
2017
- 2017-05-30 WO PCT/JP2017/020137 patent/WO2018003379A1/ja unknown
- 2017-05-30 EP EP17819746.3A patent/EP3479998A4/en active Pending
- 2017-05-30 KR KR1020187037207A patent/KR20190024898A/ko unknown
- 2017-05-30 US US16/305,363 patent/US20200317867A1/en not_active Abandoned
- 2017-05-30 JP JP2017548249A patent/JP6265314B1/ja active Active
- 2017-05-30 CN CN201780041074.1A patent/CN109414880A/zh active Pending
- 2017-06-06 TW TW106118676A patent/TW201819533A/zh unknown
- 2017-12-25 JP JP2017247577A patent/JP6627854B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009057805A1 (ja) * | 2007-10-31 | 2009-05-07 | Ube Industries, Ltd. | ポリエーテルポリアミドエラストマー及びそれを用いた積層体 |
| WO2014081594A1 (en) * | 2012-11-21 | 2014-05-30 | Stratasys, Inc. | Additive manufacturing with polyamide consumable materials |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3479998A4 * |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018123763A1 (ja) * | 2016-12-26 | 2018-07-05 | ユニチカ株式会社 | 樹脂組成物およびフィラメント状成形体 |
| JP2018167469A (ja) * | 2017-03-29 | 2018-11-01 | ユニチカ株式会社 | 造形材料 |
| JPWO2019088014A1 (ja) * | 2017-10-31 | 2020-11-19 | ユニチカ株式会社 | 熱溶解積層法3dプリンターの造形材料用樹脂組成物およびそのフィラメント状成形体 |
| US11608427B2 (en) | 2017-10-31 | 2023-03-21 | Unitika Ltd. | Resin composition for shaping material of fused deposition modeling method-3D printer and filamentary molded body thereof |
| JP7130256B2 (ja) | 2017-10-31 | 2022-09-05 | ユニチカ株式会社 | 熱溶解積層法3dプリンターの造形材料用樹脂組成物およびそのフィラメント状成形体 |
| WO2019088014A1 (ja) * | 2017-10-31 | 2019-05-09 | ユニチカ株式会社 | 熱溶解積層法3dプリンターの造形材料用樹脂組成物およびそのフィラメント状成形体 |
| JPWO2019151234A1 (ja) * | 2018-02-02 | 2021-01-28 | 三菱ケミカル株式会社 | 3次元造形用材料、3次元造形用フィラメント、該フィラメントの巻回体および3次元プリンター用カートリッジ |
| CN111670105A (zh) * | 2018-02-02 | 2020-09-15 | 三菱化学株式会社 | 三维造型用材料、三维造型用细丝、该细丝的卷绕体和三维打印机用盒 |
| WO2019151234A1 (ja) * | 2018-02-02 | 2019-08-08 | 三菱ケミカル株式会社 | 3次元造形用材料、3次元造形用フィラメント、該フィラメントの巻回体および3次元プリンター用カートリッジ |
| JP7136131B2 (ja) | 2018-02-02 | 2022-09-13 | 三菱ケミカル株式会社 | 3次元造形用材料、3次元造形用フィラメント、該フィラメントの巻回体および3次元プリンター用カートリッジ |
| CN111670105B (zh) * | 2018-02-02 | 2022-06-07 | 三菱化学株式会社 | 三维造型用材料、三维造型用细丝、该细丝的卷绕体和三维打印机用盒 |
| US11396130B2 (en) | 2018-03-23 | 2022-07-26 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| CN108752918A (zh) * | 2018-06-29 | 2018-11-06 | 三叠打印线材有限公司 | 基于fdm的3d打印用低温尼龙材料及其制备方法 |
| CN108912667A (zh) * | 2018-06-29 | 2018-11-30 | 三叠打印线材有限公司 | 基于fdm的3d打印用弹性低温尼龙材料及其制备方法 |
| JP2020029089A (ja) * | 2018-08-17 | 2020-02-27 | ユニチカ株式会社 | 熱溶解積層方式3次元造形用樹脂組成物およびそれからなるフィラメント状成形体、造形体 |
| JP7435996B2 (ja) | 2018-08-17 | 2024-02-21 | ユニチカ株式会社 | 熱溶解積層方式3次元造形用樹脂組成物およびそれからなるフィラメント状成形体、造形体 |
| JP7223126B2 (ja) | 2018-10-04 | 2023-02-15 | アルケマ フランス | 3d印刷された半結晶性及びアモルファスのポリマー物品 |
| JP2021529694A (ja) * | 2018-10-04 | 2021-11-04 | アルケマ フランス | 3d印刷された半結晶性及びアモルファスのポリマー物品 |
| JPWO2020162366A1 (ja) * | 2019-02-05 | 2021-12-09 | 株式会社ブリヂストン | 樹脂組成物及び樹脂製品 |
| WO2020162366A1 (ja) * | 2019-02-05 | 2020-08-13 | 株式会社ブリヂストン | 樹脂組成物及び樹脂製品 |
| JP7482794B2 (ja) | 2019-02-05 | 2024-05-14 | 株式会社ブリヂストン | 樹脂組成物及び樹脂製品 |
| WO2021095769A1 (ja) | 2019-11-12 | 2021-05-20 | 三菱ケミカル株式会社 | 3次元造形用フィラメント |
| WO2022097590A1 (ja) * | 2020-11-06 | 2022-05-12 | 株式会社神戸製鋼所 | ストランド |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109414880A (zh) | 2019-03-01 |
| JPWO2018003379A1 (ja) | 2018-06-28 |
| JP6265314B1 (ja) | 2018-01-24 |
| JP2018043525A (ja) | 2018-03-22 |
| JP6627854B2 (ja) | 2020-01-08 |
| TW201819533A (zh) | 2018-06-01 |
| EP3479998A4 (en) | 2020-05-27 |
| KR20190024898A (ko) | 2019-03-08 |
| EP3479998A1 (en) | 2019-05-08 |
| US20200317867A1 (en) | 2020-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6265314B1 (ja) | 熱溶解積層型3次元プリンタ用材料及びそれを用いた熱溶解積層型3次元プリンタ用フィラメント | |
| KR100818901B1 (ko) | 자유 유동성 폴리에스테르 성형 조성물 | |
| EP3342827B1 (en) | Thermoplastic resin composition and molded article produced therefrom | |
| JP4161802B2 (ja) | ポリアミド組成物 | |
| JP4860611B2 (ja) | 難燃性ポリアミド組成物 | |
| US6956081B2 (en) | Filled polyamide molding materials having improved processing behavior | |
| KR101846525B1 (ko) | 폴리에테르 폴리아미드 엘라스토머 | |
| JP4978425B2 (ja) | ポリアミド積層体 | |
| CN104448810A (zh) | 基于部分芳族的共聚酰胺的模塑料 | |
| CN104448794A (zh) | 基于部分芳族的共聚酰胺的模塑料 | |
| JPWO2008123450A1 (ja) | 樹脂組成物および成形物 | |
| EP2581400A1 (en) | Polyamide and polyamide composition | |
| WO2016182001A1 (ja) | ポリアミドエラストマー、医療機器及びポリアミドエラストマーの製造方法 | |
| KR20200082436A (ko) | 폴리아미드 수지 조성물 및 이를 포함하는 성형품 | |
| EP3587472A1 (en) | Amorphous polyamide resin and molded article | |
| JP6273882B2 (ja) | ポリアミドエラストマー及びそれを用いて製造される成形品 | |
| JP5669623B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP2011126243A (ja) | 多層構造体 | |
| JP6778678B2 (ja) | ポリアミドエラストマー、医療機器及びポリアミドエラストマーの製造方法 | |
| JP6526974B2 (ja) | ポリアミド樹脂組成物、成形体、及びポリアミド樹脂組成物の製造方法 | |
| JP2003012800A (ja) | ポリアミド系エラストマー及びその製造方法 | |
| JP4106656B2 (ja) | 難燃剤含有樹脂組成物及び成形物 | |
| CN112533993A (zh) | 纤维增强聚酰胺组合物及由其制成的模制件 | |
| JP2022149860A (ja) | ポリアミドエラストマー組成物及びその成形品 | |
| JP2016204490A (ja) | 組成物及びそれからなる成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017548249 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17819746 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20187037207 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017819746 Country of ref document: EP Effective date: 20190201 |