WO2016147733A1 - 防眩性ハードコート積層フィルム - Google Patents
防眩性ハードコート積層フィルム Download PDFInfo
- Publication number
- WO2016147733A1 WO2016147733A1 PCT/JP2016/053355 JP2016053355W WO2016147733A1 WO 2016147733 A1 WO2016147733 A1 WO 2016147733A1 JP 2016053355 W JP2016053355 W JP 2016053355W WO 2016147733 A1 WO2016147733 A1 WO 2016147733A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hard coat
- mass
- laminated film
- parts
- less
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D4/00—Coating compositions, e.g. paints, varnishes or lacquers, based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; Coating compositions, based on monomers of macromolecular compounds of groups C09D183/00 - C09D183/16
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
- C08J7/0423—Coating with two or more layers, where at least one layer of a composition contains a polymer binder with at least one layer of inorganic material and at least one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D4/00—Coating compositions, e.g. paints, varnishes or lacquers, based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; Coating compositions, based on monomers of macromolecular compounds of groups C09D183/00 - C09D183/16
- C09D4/06—Organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond in combination with a macromolecular compound other than an unsaturated polymer of groups C09D159/00 - C09D187/00
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
- C09D7/62—Additives non-macromolecular inorganic modified by treatment with other compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/63—Additives non-macromolecular organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/65—Additives macromolecular
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/11—Anti-reflection coatings
- G02B1/111—Anti-reflection coatings using layers comprising organic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2323/00—Functional layers of liquid crystal optical display excluding electroactive liquid crystal layer characterised by chemical composition
- C09K2323/03—Viewing layer characterised by chemical composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2323/00—Functional layers of liquid crystal optical display excluding electroactive liquid crystal layer characterised by chemical composition
- C09K2323/03—Viewing layer characterised by chemical composition
- C09K2323/035—Ester polymer, e.g. polycarbonate, polyacrylate or polyester
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K2323/00—Functional layers of liquid crystal optical display excluding electroactive liquid crystal layer characterised by chemical composition
- C09K2323/05—Bonding or intermediate layer characterised by chemical composition, e.g. sealant or spacer
Definitions
- the present invention relates to an antiglare hard coat laminated film. More specifically, the present invention preferably relates to an antiglare hard coat laminated film excellent in scratch resistance.
- a car navigation device equipped with a touch panel that is installed on an image display device such as a liquid crystal display, a plasma display, and an electroluminescence display and can be input by touching with a finger or a pen while watching the display. It is popular.
- Car navigation systems use plastic display faceplates or prevent splashing on the surface of glass display faceplates in order to provide a high level of impact resistance and crack resistance in the event of a traffic accident. Laminating films is widely performed. Further, the image display device of the car navigation device is provided with anti-glare properties in order to cope with the problem that light from the outside is incident on the screen and this light is reflected to make it difficult to see the display image. Generally, the antiglare property is imparted by a method in which an antiglare hard coat laminated film is bonded to the surface of a plastic display face plate, or an antiglare hard coat is formed on the surface of a scattering prevention film.
- Patent Document 1 Many proposals have been made for antiglare hard coat laminated films (for example, Patent Document 1). However, considering that the touch panel is mounted on the car navigation device, the scratch resistance is insufficient. Accordingly, there is a need for an antiglare hard coat laminated film that can maintain surface characteristics such as slipperiness even when repeatedly wiped with a handkerchief or the like.
- An object of the present invention includes members of an image display device such as a liquid crystal display, a plasma display, and an electroluminescent display (an image display device having a touch panel function and an image display device not having a touch panel function). ) To provide a suitable antiglare hard coat laminated film.
- a further object of the present invention is an apparatus that is often used in an environment where light from the outside is incident on the screen, such as a car navigation apparatus, which has excellent antiglare properties and preferably scratch resistance, and has a touch panel function.
- An object of the present invention is to provide an antiglare hard coat laminated film suitable as a member of a device having the above.
- a hard coat laminated film having a first hard coat and a transparent resin film layer The first hard coat is (A) 100 parts by mass of a polyfunctional (meth) acrylate; (B) 0.01 to 7 parts by mass of a water repellent agent; (C) 0.01 to 10 parts by mass of a silane coupling agent; and (D) 0.1 to 10 parts by mass of resin fine particles having an average particle size of 0.5 to 10 ⁇ m, and formed from a paint not containing inorganic particles. ing, Hard coat laminated film. [2].
- the second hard coat is (A) 100 parts by mass of a polyfunctional (meth) acrylate; and (E) a coating material containing 50 to 300 parts by mass of inorganic fine particles having an average particle diameter of 1 to 300 nm.
- the hard coat laminated film as described in the above item [1]. [3]. [1] or [2] above, wherein the (C) silane coupling agent includes one or more selected from the group consisting of a silane coupling agent having an amino group and a silane coupling agent having a mercapto group.
- Hard coat laminated film as described in 2. [4].
- a hard coat laminated film having layers of a first hard coat, a second hard coat, and a resin film,
- the first hard coat is formed of a coating that does not contain inorganic particles;
- the second hard coat is formed of a paint containing inorganic particles;
- Hard coat laminated film satisfying the following (i) to (iii): (I) a total light transmittance of 85% or more; (Ii) The pencil hardness of the first hard coat surface is 5H or more; (Iii) The Y value of the XYZ color system is 1.5 to 4.2%. [9].
- the hard coat laminated film according to the above [8], wherein the minimum bending radius is 40 mm or less. [10].
- the hard coat laminated film according to the above [8] or [9], wherein the water contact angle after reciprocating 10,000 times on the first hard coat surface is 100 degrees or more. [11]. Use of the hard coat laminated film according to any one of items [1] to [10] as an image display device member. [12]. An image display device comprising the hard coat laminated film according to any one of items [1] to [10].
- the antiglare hard coat laminated film of the present invention is excellent in antiglare property.
- the preferable antiglare hard coat laminated film of the present invention is excellent in antiglare property and scratch resistance. Therefore, this anti-glare hard coat laminated film includes members of an image display device such as a liquid crystal display, a plasma display, and an electroluminescence display (an image display device having a touch panel function and an image display device having no touch panel function). ), which is often used in an environment where light from the outside is incident on the screen, such as a car navigation device, and can be suitably used as a member of a device having a touch panel function.
- the antiglare hard coat laminated film of the present invention has a first hard coat and a transparent resin film layer in order from the surface layer side.
- the antiglare hard coat laminated film of the present invention preferably has layers of a first hard coat, a second hard coat, and a transparent resin film in order from the surface layer side.
- the “surface layer side” means that an article formed from the antiglare hard coat laminated film is closer to the outer surface (viewing surface in the case of a display faceplate) when used for on-site use.
- the arrangement of one layer on the “surface side” of another layer means that these layers are in direct contact with each other and another layer or layers are interposed between the layers. Including both intervening.
- the first hard coat usually forms the surface of the antiglare hard coat laminated film of the present invention.
- the first hard coat generally forms a touch surface when the antiglare hard coat laminated film of the present invention is used as a member of an image display device having a touch panel function.
- the first hard coat exhibits good antiglare properties and preferably scratch resistance, and can function to maintain surface properties such as slipperiness even when repeatedly wiped with a handkerchief or the like.
- the first hard coat is formed of a paint that does not contain inorganic particles.
- the first hard coat is preferably the following: (A) polyfunctional (meth) acrylate 100 parts by mass; (B) water repellent 0.01 to 7 parts by mass; (C) silane coupling 0.01 to 10 parts by mass of the agent; and (D) 0.1 to 10 parts by mass of resin fine particles having an average particle size of 0.5 to 10 ⁇ m and a coating material containing no inorganic particles.
- inorganic particles refers to particles that do not contain particles of organic substances (substances that can generate water and carbon dioxide by combustion).
- Inorganic particles for example, silica (silicon dioxide); metal oxide particles such as aluminum oxide, zirconia, titania, zinc oxide, germanium oxide, indium oxide, tin oxide, indium tin oxide, antimony oxide, and cerium oxide; fluorination Metal fluoride particles such as magnesium and sodium fluoride; metal sulfide particles; metal nitride particles; and metal particles) are highly effective in increasing the hardness of the hard coat.
- inorganic particles having an appropriate particle size improve the antiglare property.
- the interaction with the resin component such as the component (A) is weak, which causes insufficient scratch resistance.
- the first hard coat forming the surface uses resin fine particles as particles for improving the antiglare property, and retains scratch resistance so as not to contain inorganic particles.
- the second hard coat preferably solves this problem by including a specific amount of inorganic particles having an average particle diameter of 1 to 300 nm to increase the hardness.
- does not contain inorganic particles means that it does not contain a significant amount of inorganic particles.
- the significant amount of inorganic particles is usually about 0.1 parts by mass or more with respect to 100 parts by mass of the component (A) from the viewpoint of imparting antiglare properties. Therefore, “does not contain” inorganic particles means that the amount of inorganic particles is usually 0 parts by mass or more and usually less than 0.1 parts by mass, preferably 0.05 parts per 100 parts by mass of the component (A). In other words, it can be paraphrased as less than or equal to 0.01 parts by weight.
- the polyfunctional (meth) acrylate of the component (A) is a (meth) acrylate having two or more (meth) acryloyl groups in one molecule. Since this component has two or more (meth) acryloyl groups in one molecule, it functions to form a hard coat by being polymerized and cured by active energy rays such as ultraviolet rays and electron beams.
- This component (A) polyfunctional (meth) acrylate is different from the component (D) resin fine particles having an average particle size of 0.5 to 10 ⁇ m (the resin includes polyfunctional (meth) acrylate), They are distinguished in that they are not used in the form of such fine particles.
- polyfunctional (meth) acrylate examples include diethylene glycol di (meth) acrylate, neopentyl glycol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, polyethylene glycol di (meth) acrylate, 2, (2) -Bis (4- (meth) acryloyloxypolyethyleneoxyphenyl) propane and (2) -bis (4- (meth) acryloyloxypolypropyleneoxyphenyl) propane (meth) acryloyl group-containing bifunctional reaction Monomer (trimethylolpropane tri (meth) acrylate), trimethylolethane tri (meth) acrylate, and (meth) acryloyl group-containing trifunctional reactive monomer such as pentaerythritol tri (meth) acrylate; (Meth) acryloyl group-containing tetrafunctional reactive monomers such as tall tetra (meth) acrylate; (Met
- (meth) acrylate means acrylate or methacrylate.
- (B) Water-repellent agent
- the water-repellent agent of the above component (B) functions to improve the slipperiness, the adhesion prevention property of dirt, and the wipeability of dirt.
- water repellent examples include wax-based water repellents such as paraffin wax, polyethylene wax, and acrylic / ethylene copolymer wax; silicon-based water repellents such as silicon oil, silicon resin, polydimethylsiloxane, and alkylalkoxysilane. Agents; fluorine-containing water repellents such as fluoropolyether water repellents and fluoropolyalkyl water repellents.
- wax-based water repellents such as paraffin wax, polyethylene wax, and acrylic / ethylene copolymer wax
- silicon-based water repellents such as silicon oil, silicon resin, polydimethylsiloxane, and alkylalkoxysilane.
- Agents fluorine-containing water repellents such as fluoropolyether water repellents and fluoropolyalkyl water repellents.
- fluorine-containing water repellents such as fluoropolyether water repellents and fluoropolyalkyl water repellents.
- a fluoropolyether water repellent is preferable from the viewpoint of water repellent performance.
- the component (B) is a water repellent containing a compound containing a (meth) acryloyl group and a fluoropolyether group in the molecule (hereinafter abbreviated as a (meth) acryloyl group-containing fluoropolyether water repellent). ) Is more preferable.
- the chemical bond or interaction between the polyfunctional (meth) acrylate of the above component (A) and the water repellent of the above component (B) is appropriately adjusted, and transparent From the viewpoint of expressing good water repellency while maintaining high properties, it is a mixture of an acryloyl group-containing fluoropolyether water repellent and a methacryloyl group-containing fluoropolyether water repellent.
- the (meth) acryloyl group-containing fluoropolyether water repellent is clearly distinguished from the component (A) in that it contains a fluoropolyether group in the molecule.
- the compound having two or more (meth) acryloyl groups in one molecule and having a fluoropolyether group is a (meth) acryloyl group-containing fluoropolyether water repellent, (B). That is, compounds containing a fluoropolyether group are excluded from the definition of the polyfunctional (meth) acrylate of the component (A).
- the component (B) From the viewpoint of preventing troubles such as bleeding out of the component (B) with respect to 100 parts by mass of the polyfunctional (meth) acrylate of the component (A). Usually, it is 7 parts by mass or less, preferably 4 parts by mass or less, more preferably 2 parts by mass or less. On the other hand, from the viewpoint of obtaining the effect of using the water repellent component (B), it is usually 0.01 parts by mass or more, preferably 0.05 parts by mass or more, more preferably 0.1 parts by mass or more.
- the compounding amount of the water repellent is usually 0.01 parts by mass or more and 7 parts by mass or less, preferably 0.01 parts by mass or more with respect to 100 parts by mass of the polyfunctional (meth) acrylate of the component (A).
- It may be 4 parts by mass or less, or 0.01 parts by mass or more and 2 parts by mass or less, or preferably 0.05 parts by mass or more and 7 parts by mass or less, or 0.05 parts by mass or more and 4 parts by mass or less or 0.05 parts by mass. May be not less than 2 parts by mass and not more than 2 parts by mass, or preferably not less than 0.1 parts by mass and not more than 7 parts by mass, or not less than 0.1 parts by mass and not more than 4 parts by mass or not less than 0.1 parts by mass and not more than 2 parts by mass. Good.
- (C) Silane Coupling Agent The silane coupling agent of component (C) functions to improve the adhesion between the first hard coat and the transparent resin film or the second hard coat.
- Silane coupling agents include hydrolyzable groups (for example, alkoxy groups such as methoxy group and ethoxy group; acyloxy groups such as acetoxy group; halogen groups such as chloro group) and organic functional groups (for example, amino group, mercapto group).
- hydrolyzable groups for example, alkoxy groups such as methoxy group and ethoxy group; acyloxy groups such as acetoxy group; halogen groups such as chloro group
- organic functional groups for example, amino group, mercapto group.
- organic functional groups for example, amino group, mercapto group.
- silane coupling agent of the component (C) from the viewpoint of adhesion, a silane coupling agent having an amino group (a silane compound having an amino group and a hydrolyzable group), and a mercapto group are used.
- a silane coupling agent (a si
- silane coupling agent having an amino group examples include N-2- (aminoethyl) -3-aminopropylmethyldimethoxysilane, N-2- (aminoethyl) -3-aminopropyltrimethoxysilane, and N-2.
- silane coupling agent having a mercapto group examples include 3-mercaptopropylmethyldimethoxysilane and 3-mercaptopropyltrimethoxysilane.
- silane coupling agent of the component (C) one or a mixture of two or more of these can be used.
- the blending amount of the silane coupling agent of the component (C) is usually 0.01 mass from the viewpoint of surely obtaining an adhesion improving effect with respect to 100 mass parts of the polyfunctional (meth) acrylate of the component (A).
- Part or more preferably 0.05 part by weight or more, more preferably 0.1 part by weight or more.
- it may be usually 10 parts by mass or less, preferably 5 parts by mass or less, more preferably 1 part by mass or less.
- the amount of the silane coupling agent is usually 0.01 parts by mass or more and 10 parts by mass or less, preferably 0.01 parts by mass with respect to 100 parts by mass of the polyfunctional (meth) acrylate of the component (A).
- any of the range groups of the usual or preferred blending amount of the component (C) silane coupling agent mentioned here is a group of usual or preferred range of the blending amount of the water repellent of the component (B) mentioned above. Can be combined with any of these.
- (D) Resin fine particles having an average particle size of 0.5 to 10 ⁇ m
- the resin fine particles of the above component (D) impart antiglare properties to the antiglare hard coat laminated film of the present invention, and are externally displayed on the screen of the image display device. Even if the light from the incident light enters and is reflected, the display image can be visually recognized.
- resin fine particles examples include resin fine particles such as silicon resin (silicone resin), styrene resin, acrylic resin, fluorine resin, polycarbonate resin, ethylene resin, and cured resin of amino compound and formaldehyde. Can be mentioned. Among these, from the viewpoint of low specific gravity, lubricity, dispersibility, and solvent resistance, fine particles of silicon resin, acrylic resin, and fluorine resin are preferable. In addition, a spherical shape is preferable from the viewpoint of improving light diffusibility. As the resin fine particles, one or a mixture of two or more of these can be used.
- the resin fine particles may be at least one selected from the group consisting of silicon resin, acrylic resin, and fluorine resin fine particles.
- the resin fine particles may be at least one selected from the group consisting of silicon resin and acrylic resin fine particles.
- the average particle size of the resin fine particles of the component (D) is usually 0.5 ⁇ m or more, preferably 1 ⁇ m or more from the viewpoint of reliably obtaining antiglare properties. On the other hand, from the viewpoint of maintaining the transparency of the hard coat, it is usually 10 ⁇ m or less, preferably 6 ⁇ m or less.
- the average particle size of the resin fine particles of component (D) is usually 0.5 ⁇ m or more and 10 ⁇ m or less, preferably 0.5 ⁇ m or more and 6 ⁇ m or less, 1 ⁇ m or more and 10 ⁇ m or less, or 1 ⁇ m or more and 6 ⁇ m or less.
- the average particle size of the resin fine particles is the particle size distribution curve measured using a laser diffraction / scattering particle size analyzer “MT3200II” (trade name) manufactured by Nikkiso Co., Ltd.
- the particle diameter is such that the cumulative amount from becomes 50% by mass.
- the resin fine particles of the component (D) are preferably spherical and more preferably spherical.
- the fact that the resin fine particles of the component (D) are spherical means that the sphericity of the particles may be preferably 0.90 or more, more preferably 0.95 or more.
- Sphericity is a measure of how spherical a particle is.
- Vp is the particle volume
- Ap is the particle surface area.
- the sphericity is 1.
- the amount of the resin fine particles of the component (D) is usually 0.1 to 10 parts by mass, preferably 100 to 10 parts by mass of the component (A), although it depends on the antiglare level to be imparted.
- the amount is 0.1 to 5 parts by mass, more preferably 0.2 to 5 parts by mass, and still more preferably 0.3 to 3 parts by mass. Further, from the viewpoint of scratch resistance, the amount may preferably be 0.5 to 3 parts by mass.
- the amount of the resin fine particles of component (D) is preferably 0.1 to 3 parts by weight, 0.2 to 10 parts by weight, and 0.1 parts by weight with respect to 100 parts by weight of the component (A). It may be 2 to 3 parts by weight, 0.3 to 10 parts by weight, or 0.3 to 5 parts by weight.
- the first hard coat forming coating material has a compound having two or more isocyanate groups (—N ⁇ C ⁇ O) in one molecule and / or photopolymerization from the viewpoint of improving curability by active energy rays. It is preferable to further contain an agent.
- Examples of the compound having two or more isocyanate groups in one molecule include methylene bis-4-cyclohexyl isocyanate; trimethylol propane adduct of tolylene diisocyanate, trimethylol propane adduct of hexamethylene diisocyanate, trimethylol of isophorone diisocyanate.
- Polyisocyanates such as propane adduct, isocyanurate of tolylene diisocyanate, isocyanurate of hexamethylene diisocyanate, isocyanurate of isophorone diisocyanate, biuret of hexamethylene diisocyanate; and urethanes such as block isocyanates of the above polyisocyanates
- a crosslinking agent etc. can be mentioned.
- the compound having two or more isocyanate groups in one molecule one or a mixture of two or more thereof can be used.
- a catalyst such as dibutyltin dilaurate or dibutyltin diethylhexoate may be added as necessary.
- photopolymerization initiator examples include benzophenone, methyl-o-benzoylbenzoate, 4-methylbenzophenone, 4,4′-bis (diethylamino) benzophenone, methyl o-benzoylbenzoate, 4-phenylbenzophenone, 4-benzoyl.
- Benzophenone compounds such as -4'-methyldiphenyl sulfide, 3,3 ', 4,4'-tetra (tert-butylperoxycarbonyl) benzophenone, 2,4,6-trimethylbenzophenone; benzoin, benzoin methyl ether, benzoin Benzoin compounds such as ethyl ether, benzoin isopropyl ether, benzyl methyl ketal; acetophenone, 2,2-dimethoxy-2-phenylacetophenone, 1-hydroxycyclohexyl phenyl ketone Acetophenone compounds; anthraquinone compounds such as methylanthraquinone, 2-ethylanthraquinone, 2-amylanthraquinone; thioxanthone compounds such as thioxanthone, 2,4-diethylthioxanthone, 2,4-diisopropylthioxanthone; alkyls such
- the first hard coat-forming coating material includes, as desired, an antistatic agent, a surfactant, a leveling agent, a thixotropic agent, a stain-preventing agent, a printability improving agent, an antioxidant, a weathering stabilizer, One or more additives such as a light resistance stabilizer, an ultraviolet absorber, a heat stabilizer, organic fine particles, and an organic colorant can be contained.
- the first hard coat-forming coating material may contain a solvent as desired in order to dilute to a concentration that facilitates coating.
- the solvent is not particularly limited as long as it does not react with the above components (A) to (D) and other optional components, and does not catalyze (promote) the self-reaction (including degradation reaction) of these components. Not limited.
- the solvent include 1-methoxy-2-propanol, ethyl acetate, n-butyl acetate, toluene, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, and acetone.
- these 1 type, or 2 or more types of mixtures can be used.
- the first hard coat forming paint can be obtained by mixing and stirring these components.
- the method for forming the first hard coat using the first hard coat forming paint is not particularly limited, and a known web coating method can be used. Examples of the method include methods such as roll coating, gravure coating, reverse coating, roll brushing, spray coating, air knife coating, dip coating, and die coating.
- the thickness of the first hard coat is preferably 0.5 ⁇ m or more, more preferably 1 ⁇ m or more, and further preferably 1.5 ⁇ m or more from the viewpoint of scratch resistance and surface hardness.
- the thickness of the first hard coat is preferably 5 ⁇ m or less, more preferably 4 ⁇ m or less, and even more preferably 3 ⁇ m or less from the viewpoints of antiglare properties, surface hardness, adhesion, and bending resistance.
- the thickness of the first hard coat may be preferably 0.5 ⁇ m to 5 ⁇ m, more preferably 0.5 ⁇ m to 4 ⁇ m, 0.5 ⁇ m to 3 ⁇ m, 1 ⁇ m to 5 ⁇ m, 1 ⁇ m to 4 ⁇ m, 1 ⁇ m. It may be 3 ⁇ m or less, 1.5 ⁇ m or more and 5 ⁇ m or less, 1.5 ⁇ m or more and 4 ⁇ m or less, or 1.5 ⁇ m or more and 3 ⁇ m or less.
- the antiglare hard coat laminated film of the present invention preferably has a first hard coat layer, a second hard coat layer, and a transparent resin film layer in order from the surface layer side.
- the second hard coat functions to increase the hardness of the antiglare hard coat laminated film of the present invention, thereby increasing the surface hardness.
- the second hard coat is formed from a paint containing inorganic particles.
- the second hard coat is preferably formed from a paint containing (A) 100 parts by mass of polyfunctional (meth) acrylate; and (E) 50 to 300 parts by mass of inorganic fine particles having an average particle diameter of 1 to 300 nm.
- the (A) polyfunctional (meth) acrylate for the second code coat the same ones as described above for the first hard coat forming paint can be used.
- a polyfunctional (meth) acrylate of the said component (A) these 1 type, or 2 or more types of mixtures can be used.
- Inorganic fine particles having an average particle diameter of 1 to 300 nm The inorganic fine particles of the component (E) serve to dramatically increase the hardness of the hard coat laminated film of the present invention.
- examples of the inorganic fine particles include silica (silicon dioxide); metal oxide fine particles such as aluminum oxide, zirconia, titania, zinc oxide, germanium oxide, indium oxide, tin oxide, indium tin oxide, antimony oxide, and cerium oxide; Examples thereof include metal fluoride fine particles such as magnesium fluoride and sodium fluoride; metal sulfide fine particles; metal nitride fine particles; and metal fine particles.
- silica fine particles are preferable, and fine particles of silica are more preferable.
- examples of commercially available silica fine particles include Snowtex (trade name) manufactured by Nissan Chemical Industries, Ltd. and Quattron (trade name) manufactured by Fuso Chemical Industries, Ltd.
- the surface of the inorganic fine particles is treated with a silane coupling agent such as vinylsilane or aminosilane; a titanate coupling agent; Aluminate coupling agents; organic compounds having reactive functional groups such as ethylenically unsaturated bond groups such as (meth) acryloyl groups, vinyl groups, and allyl groups, and epoxy groups; and surfaces such as fatty acids and fatty acid metal salts It is preferable to use a material treated with a treating agent or the like.
- the inorganic fine particles of the component (E) one kind or a mixture of two or more kinds thereof can be used.
- the average particle size of the inorganic fine particles of the component (E) is 300 nm or less, preferably 200 nm or less, more preferably 120 nm or less, from the viewpoint of maintaining the transparency of the hard coat and from the viewpoint of reliably obtaining the hardness improvement effect. .
- the average particle size of the inorganic fine particles is the particle size distribution curve measured using a laser diffraction / scattering particle size analyzer “MT3200II” (trade name) manufactured by Nikkiso Co., Ltd.
- the particle diameter is such that the cumulative amount from becomes 50% by mass.
- the blending amount of the inorganic fine particles of the component (E) is usually 50 parts by mass or more, preferably 80 parts by mass or more with respect to 100 parts by mass of the polyfunctional (meth) acrylate of the component (A). is there.
- it is usually 300 parts by mass or less, preferably 200 parts by mass or less, more preferably 160 parts by mass or less.
- the compounding amount of the inorganic fine particles is usually 50 parts by mass or more and 300 parts by mass or less, preferably 50 parts by mass or more and 200 parts by mass or less, or 50 parts per 100 parts by mass of the polyfunctional (meth) acrylate of the component (A).
- the second hard coat forming coating material further includes (F) a leveling agent from the viewpoint of making the surface of the second hard coat smooth and facilitating the formation of the first hard coat. Preferably.
- the leveling agent for component (F) examples include acrylic leveling agents, silicon leveling agents, fluorine leveling agents, silicon / acrylic copolymer leveling agents, fluorine-modified acrylic leveling agents, and fluorine-modified silicon leveling agents. And leveling agents having functional groups (for example, alkoxy groups such as methoxy and ethoxy groups, acyloxy groups, halogen groups, amino groups, vinyl groups, epoxy groups, methacryloxy groups, acryloxy groups, and isocyanate groups). And so on.
- the leveling agent for the component (F) is preferably a silicon / acrylic copolymer leveling agent.
- these 1 type, or 2 or more types of mixtures can be used.
- the blending amount of the leveling agent of the component (F) is such that the surface of the second hard coat is smooth with respect to 100 parts by mass of the polyfunctional (meth) acrylate of the component (A), and the first hard coat Is usually 0.01 parts by mass or more, preferably 0.1 parts by mass or more, more preferably 0.2 parts by mass or more.
- the first hard coat-forming coating material is 1 part by mass or less, preferably 0.6 parts by mass or less, and more.
- it may be 0.4 parts by mass or less.
- the compounding amount of the leveling agent is usually 0.01 parts by mass or more and 1 part by mass or less, preferably 0.01 parts by mass or more and 0.000 parts by mass or less with respect to 100 parts by mass of the polyfunctional (meth) acrylate of the component (A).
- any of the normal or preferable range group of the component (F) leveling agent mentioned here is either the normal or preferable range group of the component (E) inorganic fine particle mentioned above. Can be combined.
- the second hard coat-forming coating compound has a compound having two or more isocyanate groups (—N ⁇ C ⁇ O) in one molecule and / or photopolymerization initiation. It is preferable to further contain an agent.
- the same compounds as those described above for the first hard coat forming paint can be used.
- the compound having two or more isocyanate groups in one molecule one or a mixture of two or more thereof can be used.
- the photopolymerization initiator for the second code coat the same ones as described above for the first hard coat forming paint can be used.
- the photopolymerization initiator one or a mixture of two or more of these can be used.
- an antistatic agent for the second hard coat forming coating, an antistatic agent, a surfactant, a thixotropic agent, a stain inhibitor, a printability improver, an antioxidant, a weather resistance stabilizer, and a light resistance stability are optionally added.
- One or more additives such as an agent, an ultraviolet absorber, a heat stabilizer, a colorant, and organic fine particles can be contained.
- the second hard coat-forming coating material may contain a solvent as desired in order to dilute to a concentration that is easy to apply. If the said solvent does not react with the said component (A), the said component (E), and other arbitrary components, or does not catalyze (promote) the self-reaction (including deterioration reaction) of these components, There is no particular limitation.
- the solvent include 1-methoxy-2-propanol, ethyl acetate, n-butyl acetate, toluene, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, and acetone. Of these, 1-methoxy-2-propanol is preferred. As said solvent, these 1 type, or 2 or more types of mixtures can be used.
- the second hard coat forming paint can be obtained by mixing and stirring these components.
- the method for forming the second hard coat using the second hard coat forming paint is not particularly limited, and a known web coating method can be used. Specific examples include roll coating, gravure coating, reverse coating, roll brushing, spray coating, air knife coating, and die coating.
- the thickness of the second hard coat is preferably 10 ⁇ m or more, more preferably 15 ⁇ m or more, and still more preferably 18 ⁇ m or more from the viewpoint of hardness.
- the thickness of the second hard coat is preferably 30 ⁇ m or less, more preferably 27 ⁇ m or less, and further preferably 25 ⁇ m or less from the viewpoint of impact resistance.
- the thickness of the second hard coat may be preferably 10 ⁇ m to 30 ⁇ m, more preferably 10 ⁇ m to 27 ⁇ m, 10 ⁇ m to 25 ⁇ m, 15 ⁇ m to 30 ⁇ m, 15 ⁇ m to 27 ⁇ m, 15 ⁇ m to 25 ⁇ m, 18 ⁇ m or more.
- any of the preferable range group of the thickness of the second hard coat referred to here can be combined with any of the preferable range group of the thickness of the first hard coat referred to above.
- the transparent resin film is a layer serving as a transparent film substrate for forming the first hard coat or the first hard coat and the second hard coat thereon.
- the transparent resin film is not limited except that it has high transparency and is not colored, and any transparent resin film can be used.
- the transparent resin film examples include cellulose ester resins such as triacetyl cellulose; polyester resins such as polyethylene terephthalate; cyclic hydrocarbon resins such as ethylene norbornene copolymers; polymethyl methacrylate, polyethyl methacrylate, And acrylic resins such as vinylcyclohexane- (meth) acrylate methyl copolymer; aromatic polycarbonate resins; polyolefin resins such as polypropylene and poly (4-methyl-pentene-1); polyamide resins; polyarylate Examples thereof include films of polymer resins; polymer-type urethane acrylate resins; and polyimide resins.
- cellulose ester resins such as triacetyl cellulose
- polyester resins such as polyethylene terephthalate
- cyclic hydrocarbon resins such as ethylene norbornene copolymers
- polymethyl methacrylate, polyethyl methacrylate, And acrylic resins such as vinylcyclohexane
- These transparent resin films include an unstretched film, a uniaxially stretched film, and a biaxially stretched film. Moreover, the said transparent resin film includes the laminated
- the thickness of the transparent resin film is not particularly limited, and can be any thickness as desired. From the viewpoint of handleability of the antiglare hard coat laminated film of the present invention, it may be usually 20 ⁇ m or more, preferably 50 ⁇ m or more. When the antiglare hard coat laminated film of the present invention is used for an application that does not require high rigidity, it may be usually 250 ⁇ m or less, preferably 150 ⁇ m or less from the viewpoint of economy. Therefore, for such applications, the thickness of the transparent resin film may be preferably 20 ⁇ m or more and 250 ⁇ m or less, 20 ⁇ m or more and 150 ⁇ m or less, 50 ⁇ m or more and 250 ⁇ m or less, or 50 ⁇ m or more and 150 ⁇ m or less.
- the hard coat laminated film of the present invention When used as a display face plate of a car navigation device, it may be usually 100 ⁇ m or more, preferably 200 ⁇ m or more, more preferably 300 ⁇ m or more from the viewpoint of maintaining rigidity. Further, from the viewpoint of meeting the demand for thinning the apparatus, it may be usually 1500 ⁇ m or less, preferably 1200 ⁇ m or less, more preferably 1000 ⁇ m or less.
- the thickness of the transparent resin film is preferably 100 ⁇ m or more and 1500 ⁇ m or less, 100 ⁇ m or more and 1200 ⁇ m or less, 100 ⁇ m or more and 1000 ⁇ m or less, 200 ⁇ m or more and 1500 ⁇ m or less, 200 ⁇ m or more and 1200 ⁇ m or less, 200 ⁇ m or more and 1000 ⁇ m or less, It may be 300 ⁇ m or more and 1500 ⁇ m or less, 300 ⁇ m or more and 1200 ⁇ m or less, or 300 ⁇ m or more and 1000 ⁇ m or less.
- any of the preferable range group of the thickness of the transparent resin film mentioned here can be combined with any of the preferable range group of the thickness of the first hard coat and / or the second hard coat mentioned above.
- the transparent resin film is preferably an acrylic resin transparent resin film.
- acrylic resin examples include (meth) acrylic acid ester (co) polymers, copolymers containing structural units derived from (meth) acrylic acid esters, and modified products thereof.
- (meth) acryl means acryl or methacryl.
- the (co) polymer means a polymer or a copolymer.
- Examples of the (meth) acrylate ester (co) polymer include poly (meth) acrylate methyl, poly (meth) acrylate ethyl, poly (meth) acrylate propyl, poly (meth) acrylate butyl, ( Examples thereof include methyl (meth) acrylate / (meth) butyl acrylate copolymer, ethyl (meth) acrylate / butyl (meth) acrylate copolymer, and the like.
- Examples of the copolymer containing a structural unit derived from the (meth) acrylate ester include ethylene / (meth) methyl acrylate copolymer, styrene / (meth) methyl acrylate copolymer, vinylcyclohexane / ( Mention may be made, for example, of a (meth) methyl acrylate copolymer, a maleic anhydride / (meth) methyl acrylate copolymer, and an N-substituted maleimide / (meth) methyl acrylate copolymer.
- the modified substance examples include a polymer in which a lactone ring structure is introduced by an intramolecular cyclization reaction; a polymer in which glutaric anhydride is introduced by an intramolecular cyclization reaction; and an imidizing agent (for example, methyl And a polymer in which an imide structure is introduced by reaction with an amine, cyclohexylamine, ammonia, etc. (hereinafter sometimes referred to as a poly (meth) acrylimide resin). it can.
- acrylic resin transparent resin film examples include films of one kind or a mixture of two or more kinds. Moreover, the transparent resin film of the acrylic resin includes a laminated film obtained by laminating one or more of these films in two or more layers.
- the transparent resin film is more preferably a vinyl cyclohexane / (meth) methyl acrylate copolymer film.
- a transparent resin film By using such a transparent resin film, it becomes an antiglare hard coat laminated film excellent in surface hardness, scratch resistance, transparency, surface smoothness, appearance, rigidity, and moisture resistance, and is suitable as a display face plate of a touch panel. Can be used.
- the transparent resin film is more preferably a poly (meth) acrylimide resin film.
- a transparent resin film By using such a transparent resin film, it becomes an anti-glare hard coat laminated film excellent in surface hardness, scratch resistance, transparency, surface smoothness, appearance, rigidity, heat resistance, and heat-resistant dimensional stability. It can be suitably used as a display face plate or a transparent conductive substrate.
- the above poly (meth) acrylimide resin introduces the characteristics of excellent heat resistance and dimensional stability of polyimide resin while maintaining the characteristics of acrylic resin such as high transparency, high surface hardness and high rigidity. It is a thermoplastic resin that has improved the disadvantage of coloring from yellow to reddish brown.
- a poly (meth) acrylimide resin is disclosed, for example, in JP-T-2011-519999.
- poly (meth) acrylimide means polyacrylimide or polymethacrylamide.
- the glass transition temperature of the poly (meth) acrylimide resin is preferably 150 ° C. or higher from the viewpoint of heat resistance.
- the glass transition temperature is more preferably 170 ° C. or higher.
- Commercial examples of the poly (meth) acrylimide resin include “PLEXIMID TT50” (trade name) and “PLEXIMID TT70” (trade name) manufactured by Evonik.
- the yellowness index of the acrylic resin is preferably 3 or less, more preferably 2 or less. More preferably, it is 1 or less.
- an acrylic resin having a yellowness index of 3 or less an antiglare hard coat laminated film that can be suitably used as a member of an image display device can be obtained. The lower the yellowness index, the better.
- the melt mass flow rate of the acrylic resin is preferably 0.1 to 20 g / 10 minutes, more preferably from the viewpoint of extrusion load and melt film stability. Is 0.5 to 10 g / 10 min.
- the acrylic resin may include a thermoplastic resin other than the acrylic resin; a pigment, an inorganic filler, an organic filler, a resin filler; a lubricant, an antioxidant, and weather resistance, as long as it does not contradict the purpose of the present invention.
- An additive such as a stabilizer, a heat stabilizer, a release agent, an antistatic agent, and a surfactant can be further included.
- the amount of these optional components is usually about 0.01 to 10 parts by mass with 100 parts by mass of the acrylic resin.
- the transparent resin film is more preferably a transparent multilayer film in which a first acrylic resin layer ( ⁇ 1) aromatic polycarbonate resin layer ( ⁇ ); a second acrylic resin layer ( ⁇ 2) are directly laminated in this order. is there.
- a first acrylic resin layer ( ⁇ 1) aromatic polycarbonate resin layer ( ⁇ ); a second acrylic resin layer ( ⁇ 2) are directly laminated in this order.
- the hard coat laminated film is used as a member of an image display device having a touch panel function, the present invention will be described on the assumption that a touch surface is formed on the ⁇ 1 layer side.
- Acrylic resins are excellent in surface hardness, but cutting workability tends to be insufficient, whereas aromatic polycarbonate resins are excellent in cutting workability, but surface hardness is insufficient. Easy to be. Therefore, by using the transparent multilayer film having the above-mentioned layer structure, it is possible to easily obtain an antiglare hard coat laminated film that compensates for both weak points and is excellent in both surface hardness and cutting workability. Become. Moreover, in the transparent multilayer film having the above-described layer structure, an antiglare hard material excellent in any of heat resistance, surface hardness, and machinability by using a poly (meth) acrylimide resin as an acrylic resin. A coated laminated film can be easily obtained.
- the layer thickness of the ⁇ 1 layer is not particularly limited, but is usually 20 ⁇ m or more, preferably 40 ⁇ m or more, more preferably 60 ⁇ m or more, and still more preferably 80 ⁇ m or more, from the viewpoint of the surface hardness of the antiglare hard coat laminated film of the present invention. It may be.
- the layer thickness of the ⁇ 2 layer is not particularly limited, but is preferably the same layer thickness as the ⁇ 1 layer from the viewpoint of curl resistance of the antiglare hard coat laminated film of the present invention.
- the “same layer thickness” should not be interpreted as the same layer thickness in a physicochemically strict sense. It should be construed that the layer thickness is the same within the range of process and quality control that is usually performed industrially. This is because the curl resistance of the multilayer film can be kept good if the layer thickness is the same within the range of the amplitude of process and quality control that is usually performed industrially.
- the layer thicknesses of 65 ⁇ m and 75 ⁇ m should be interpreted as the same. is there.
- “the same layer thickness” is also referred to as “substantially the same layer thickness”.
- the layer thickness of the ⁇ layer is not particularly limited, but may be usually 20 ⁇ m or more, preferably 80 ⁇ m or more, from the viewpoint of cutting resistance of the antiglare hard coat laminated film of the present invention.
- acrylic resin for the ⁇ 1 layer and the ⁇ 2 layer those described above can be used.
- the acrylic resin used for the ⁇ 1 layer and the acrylic resin used for the ⁇ 2 layer may have different resin characteristics, for example, different acrylic resins such as types, melt mass flow rates, and glass transition temperatures. good. From the viewpoint of curling resistance of the antiglare hard coat laminated film of the present invention, it is preferable to use those having the same resin characteristics. For example, using the same lot of the same grade is one preferred embodiment.
- aromatic polycarbonate resin used for the ⁇ layer examples include aromatic dihydroxy compounds such as bisphenol A, dimethylbisphenol A, 1,1-bis (4-hydroxyphenyl) -3,3,5-trimethylcyclohexane, and phosgene.
- One or a mixture of two or more aromatic polycarbonate resins such as a polymer obtained by a transesterification reaction with a diester can be used.
- the aromatic polycarbonate resin include core-shell rubber.
- the core-shell rubber is 0-30 parts by mass (aromatic polycarbonate-based resin 100-70 parts by mass), preferably 0-10 parts by mass (aromatic When used in an amount of 100 to 90 parts by mass of a polycarbonate-based resin, it is possible to further improve the cutting resistance and impact resistance of the transparent resin film.
- the core shell rubber examples include methacrylic ester / styrene / butadiene rubber graft copolymer, acrylonitrile / styrene / butadiene rubber graft copolymer, acrylonitrile / styrene / ethylene / propylene rubber graft copolymer, and acrylonitrile / styrene / acrylic.
- core-shell rubbers such as acid ester graft copolymers, methacrylic acid ester / acrylic acid ester rubber graft copolymers, and methacrylic acid ester / acrylonitrile / acrylic acid ester rubber graft copolymers.
- these 1 type, or 2 or more types of mixtures can be used.
- the aromatic polycarbonate-based resin may be a thermoplastic resin other than the aromatic polycarbonate-based resin or the core-shell rubber; a pigment, an inorganic filler, an organic filler, a resin filler; Further, additives such as an antioxidant, a weather resistance stabilizer, a heat stabilizer, a release agent, an antistatic agent, and a surfactant can be further included.
- the amount of these optional components is usually about 0.01 to 10 parts by mass, where the total of the aromatic polycarbonate resin and the core-shell rubber is 100 parts by mass.
- the method for producing the transparent resin film is not particularly limited.
- the method described in JP-A-2015-033844 can be exemplified.
- the transparent resin film is a transparent multilayer film in which the first acrylic resin layer ( ⁇ 1); the aromatic polycarbonate resin layer ( ⁇ ); and the second acrylic resin layer ( ⁇ 2) are directly laminated in this order.
- Examples of the production method include the method described in JP-A-2015-083370.
- easy adhesion treatment such as corona discharge treatment or anchor coat formation may be performed in advance. Good.
- the antiglare hard coat laminated film of the present invention has the first hard coat, the second hard coat, the layer of the transparent resin film, and the third hard coat in order from the surface layer side.
- a curl force a force to curl the antiglare hard coat laminated film to one side
- a force to curl to the other side Both will work.
- the occurrence of curling can be suppressed by canceling these two curling forces to zero.
- a two-layer touch panel in which a touch sensor is directly formed on the back side of a display face plate has been proposed.
- a one plastic solution that replaces the so-called one glass solution has been proposed.
- the antiglare hard coat laminated film of the present invention is used for a one plastic solution that replaces the so-called one glass solution, the above-mentioned third hard coat is formed, so that characteristics suitable as a printing surface can be obtained. It becomes easy to give.
- the component and thickness of the third hard coat are not particularly limited as long as the two curling forces can be offset.
- the components and thickness of the third hard coat may be, for example, those described above for the second hard coat.
- the antiglare hard coat laminated film of the present invention has an optional layer other than the first hard coat, the second hard coat, the transparent resin film layer, and the third hard coat, if desired. Also good.
- the optional layer include hard coats other than the first to third hard coats, anchor coats, pressure-sensitive adhesive layers, transparent conductive layers, high refractive index layers, low refractive index layers, and antireflection functional layers. be able to.
- FIG. 1 is a conceptual cross-sectional view showing an example of the antiglare hard coat laminated film of the present invention.
- An acrylic imide resin layer ( ⁇ 2) 5 and a third hard coat 6 are provided.
- the antiglare hard coat laminated film of the present invention has a total light transmittance (measured using a turbidimeter “NDH2000” (trade name) of Nippon Denshoku Industries Co., Ltd. according to JIS K7361-1: 1997). Preferably it is 85% or more, More preferably, it is 88% or more, More preferably, it is 89% or more, Most preferably, it is 90% or more.
- NDH2000 turbidimeter
- the antiglare hard coat laminated film of the present invention has a Y value of an XYZ color system based on a double field of view (a spectrophotometer “SolidSpec-3700” (trade name) manufactured by Shimadzu Corporation) and a reflection unit “absolute reflectance measurement”. Using a device “incident angle of 5 °” (trade name) and following the spectrophotometer instructions above, specular reflection of 5 degrees (a reflection unit is installed in front of the integrating sphere. The value of regular reflection excluding diffused light is obtained. ) Is usually 4.2% or less, preferably 3.0% or less, more preferably 2.8% or less from the viewpoint of antiglare properties.
- the Y value of the XYZ color system is usually 1.5% or more, preferably 2.0% or more, from the viewpoint of preventing the displayed image from becoming whitish. Further, the Y value of the XYZ color system is preferably 1.5% or more and 4.2% or less, more preferably 1.5% or more and 3.0% or less, and 1.5% or more and 2.8%. Hereinafter, it may be 2.0% or more and 4.2% or less, 2.0% or more and 3.0% or less, or 2.0% or more and 2.8% or less.
- the antiglare hard coat laminated film of the present invention has a haze (measured using a turbidimeter “NDH2000” (trade name) manufactured by Nippon Denshoku Industries Co., Ltd. according to JIS K7136: 2000). Therefore, although it depends on the antiglare level to be imparted, it may be usually 3% or more, preferably 5% or more. On the other hand, the haze may be usually 30% or less, preferably 25% or less, from the viewpoint of preventing the displayed image from becoming whitish. Further, the haze is preferably 3% or more and 30% or less, and more preferably 3% or more and 25% or less, 5% or more and 30% or less, and 5% or more and 25% or less.
- the antiglare hard coat laminated film of the present invention has a pencil hardness of the surface of the first hard coat (according to JIS K5600-5-4 under the condition of 750 g load, the pencil “Uni” (trade name) of Mitsubishi Pencil Co., Ltd. Is preferably 5H or more, more preferably 6H or more, and even more preferably 7H or more.
- the pencil hardness of the first hard coat surface is 5H or more
- the antiglare hard coat laminated film of the present invention can be suitably used as an image display device member. The higher the pencil hardness of the first hard coat surface, the better.
- the antiglare hard coat laminated film of the present invention has a total light transmittance of 85% or more, 88% or more, 89% or more, or 90% or more, and the pencil hardness of the first hard coat surface is 5H or more, 6H or more, or 7
- the Y value of the XYZ color system is 1.5% to 4.2%, 1.5% to 3.0%, 1.5% to 2.8%, 2.0% to 4 It is preferably 2% or less, 2.0% or more and 3.0% or less, or 2.0% or more and 2.8% or less. That is, any combination of the above ranges of these three parameters (any combination of “combinations” as a mathematical term) is preferred.
- the total light transmittance is 88% or more
- the pencil hardness of the first hard coat surface is 6H or more
- the Y value of the XYZ color system is 1.5% or more and 3.0% or less.
- the total light transmittance is 89% or more
- the pencil hardness of the first hard coat surface is 7 or more
- the Y value of the XYZ color system is 1.5% or more and 2.8% or less. Also preferred.
- the minimum bending radius is preferably 40 mm or less, more preferably 35 mm or less, and further preferably 30 mm or less.
- the minimum bending radius is 40 mm or less, the antiglare hard coat laminated film of the present invention can be easily handled as a film roll, which is advantageous in terms of production efficiency.
- the minimum bending radius is a value measured according to the test (v) of the following example.
- the minimum bending radius is the minimum radius that can be bent without generating cracks on the surface of the bent portion when the antiglare hard coat laminated film is bent, and is an index indicating the limit of bending.
- the bending radius is defined in the same way as the curvature radius.
- the radius of curvature is defined as follows with reference to FIG.
- the length from the M point to the N point of the curve is ⁇ S; the difference between the slope of the tangent at the M point and the slope of the tangent at the N point is ⁇ ; a straight line perpendicular to the tangent at the M point and intersecting at the M point
- O the intersection point with a straight line that is perpendicular to the tangent line at the N point and intersects at the N point
- the radius at this time is defined as the radius of curvature.
- the water contact angle on the surface of the first hard coat is preferably 100 degrees or more, more preferably 105 degrees or more.
- the first hard coat usually forms a touch surface.
- the touch panel can be operated by sliding a finger or a pen as desired on the touch surface. From the viewpoint of sliding a finger or pen as desired, a higher water contact angle is preferable. There is no particular upper limit for the water contact angle, but about 120 degrees is usually sufficient from the viewpoint of slipperiness.
- the water contact angle is a value measured according to the test (vi) of the following Examples.
- the antiglare hard coat laminated film of the present invention preferably has a water contact angle of 100 ° or more after 7500 swabs on the first hard coat surface. More preferably, the water contact angle after 10000 cotton swabs is 100 degrees or more. When the water contact angle after reciprocating 7500 times is 100 degrees or more, surface characteristics such as slipperiness can be maintained even if the water contact angle is repeatedly wiped with a handkerchief or the like. The larger the number of cotton wipes that can maintain a water contact angle of 100 degrees or more, the better.
- the water contact angle after cotton wiping is a value measured according to the test (vii) of the following Examples.
- the antiglare hard coat laminated film of the present invention has a total light transmittance of 85% or more, 88% or more, 89% or more, or 90% or more, and a pencil hardness of the first hard coat surface of 5H or more, 6H or more, or 7H.
- the Y value of the XYZ color system is 1.5% to 4.2%, 1.5% to 3.0%, 1.5% to 2.8%, 2.0% to 4 It is preferable that the minimum bend radius is 40 mm or less, 35 mm or less, or 30 mm or less, .2% or less, 2.0% or more and 3.0% or less, or 2.0% or more and 2.8% or less. That is, any combination of the above ranges of these four parameters (any combination of mathematical terms “combination”) is preferred.
- the total light transmittance is 88% or more
- the pencil hardness of the first hard coat surface is 6H or more
- the Y value of the XYZ color system is 1.5% or more and 3.0% or less
- the minimum bending radius is 35 mm. It is preferable that: For example, the total light transmittance is 89% or more, the pencil hardness of the first hard coat surface is 7H or more, the Y value of the XYZ color system is 1.5% or more and 2.8% or less, and the minimum bending radius Is preferably 30 mm or less.
- the antiglare hard coat laminated film of the present invention has a total light transmittance of 85% or more, 88% or more, 89% or more, or 90% or more, and a pencil hardness of the first hard coat surface of 5H or more, 6H or more, or 7H.
- the Y value of the XYZ color system is 1.5% to 4.2%, 1.5% to 3.0%, 1.5% to 2.8%, 2.0% to 4 .2% or less, 2.0% or more and 3.0% or less, or 2.0% or more and 2.8% or less
- the water contact angle after cotton swab on the first hard coat surface is 100 degrees or more or round trip
- the water contact angle after 10,000 cotton wiping is preferably 100 degrees or more.
- any combination of the above ranges of these four parameters is preferred.
- the total light transmittance is 88% or more
- the pencil hardness of the surface of the first hard coat is 6H or more
- the Y value of the XYZ color system is 1.5% or more and 3.0% or less
- 10,000 round-trip cotton It is preferable that the water contact angle after wiping is 100 degrees or more.
- the total light transmittance is 89% or more
- the pencil hardness of the first hard coat surface is 7H or more
- the Y value of the XYZ color system is 1.5% or more and 2.8% or less
- the round trip is 10,000.
- the antiglare hard coat laminated film of the present invention has a total light transmittance of 85% or more, 88% or more, 89% or more, or 90% or more, and a pencil hardness of the first hard coat surface of 5H or more, 6H or more, or 7H.
- the Y value of the XYZ color system is 1.5% to 4.2%, 1.5% to 3.0%, 1.5% to 2.8%, 2.0% to 4 .2% or less, 2.0% or more and 3.0% or less, or 2.0% or more and 2.8% or less
- the minimum bending radius is 40 mm or less, 35 mm or less, or 30 mm or less
- the first hard coat surface reciprocation is 7500.
- the water contact angle after wiping is 100 degrees or more, or the water contact angle after 10,000 reciprocations is 100 degrees or more. That is, any combination of the above ranges of these five parameters (any combination of “combinations” as a mathematical term) is preferred.
- the total light transmittance is 88% or more
- the pencil hardness of the first hard coat surface is 6H or more
- the Y value of the XYZ color system is 1.5% or more and 3.0% or less
- the minimum bending radius is 35 mm.
- the water contact angle after reciprocating 10,000 times is 100 degrees or more.
- the total light transmittance is 89% or more
- the pencil hardness of the first hard coat surface is 7H or more
- the Y value of the XYZ color system is 1.5% or more and 2.8% or less
- the minimum bending radius Is preferably 30 mm or less
- the water contact angle after reciprocating 10,000 times is 100 degrees or more.
- the yellowness index of the antiglare hard coat laminated film of the present invention is preferably 3 or less. More preferably, it is 2 or less, and more preferably 1 or less. When the yellowness index is 3 or less, the antiglare hard coat laminated film of the present invention can be suitably used as an image display device member. The lower the yellowness index, the better.
- the production method of the antiglare hard coat laminated film of the present invention is not particularly limited, and can be produced by any method.
- a preferable production method from the viewpoint of adhesion between the first hard coat and the second hard coat, for example, (1) A step of forming a wet paint film of the second hard coat forming paint on the transparent resin film; (2) The active light beam is applied to the wet paint film of the second hard coat forming paint with an integrated light amount of 1 to 230 mJ / cm 2 , preferably 5 to 200 mJ / cm 2 , more preferably 10 to 160 mJ / cm 2.
- the wet coating film of the second hard coat forming coating is applied to a dry-touch coating film.
- the wet coating film of the forming paint is preheated to a temperature of 30 to 100 ° C., preferably 40 to 85 ° C., more preferably 50 to 75 ° C., and the active energy ray is accumulated in an amount of 240 to 10,000 mJ / cm 2 ,
- a method including a step of irradiating at 320 to 5000 mJ / cm 2 , more preferably 360 to 2000 mJ / cm 2 is preferable.
- the method for forming the wet coating film of the second hard coat forming paint is not particularly limited, and a known web coating method can be used. Examples of the method include methods such as roll coating, gravure coating, reverse coating, roll brushing, spray coating, air knife coating, and die coating.
- the wet coating film of the second hard coat forming paint formed in the step (1) becomes dry to the touch or has no tackiness in the step (2) and directly touches the web device. Will no longer cause handling problems such as sticking. Therefore, in the next step (3), a wet paint film of the first hard coat forming paint can be formed on the touch-dried paint film of the second hard coat forming paint. It becomes like this.
- the coating film is in a dry-to-touch state (without tackiness)” means that there is no handling problem even if the coating film directly touches the web device. is there.
- Irradiation with active energy rays in the step (2) depends on the characteristics of the paint used as the second hard coat-forming paint, but from the viewpoint of ensuring that the paint film is dry to the touch, the integrated light quantity is usually 1 J. / cm 2 or more, preferably 5 mJ / cm 2 or more, more preferably 10 mJ / cm 2 or more, more preferably 20 mJ / cm 2 or more, and most preferably carried out such that 30 mJ / cm 2 or more.
- the adhesion standpoint of the first hard coating and the second hard coating integrated light quantity usually 230 mJ / cm 2 or less, preferably 200 mJ / cm 2 or less, more preferably 160 mJ / cm 2 or less, more preferably Is irradiated so as to be 120 mJ / cm 2 or less, and most preferably 100 mJ / cm 2 or less.
- the time required to pass from the inlet to the outlet in the drying furnace set at a temperature of about 23 to 150 ° C., preferably 50 to 120 ° C. is preferably about 0.5 to 10 minutes. Can be accomplished by passing the web at a line speed of 1 to 5 minutes.
- the wet coating film of the second hard coat forming paint may be preheated to a temperature of 40 to 120 ° C., preferably a temperature of 70 to 100 ° C. As a result, the coating film can be surely brought into a dry-to-touch state.
- the preheating method is not particularly limited, and can be performed by any method. An example of a specific method will be described later in the description of step (4) below.
- the method for forming the wet coating film of the first hard coat forming paint is not particularly limited, and a known web coating method can be used. Examples of the method include methods such as roll coating, gravure coating, reverse coating, roll brushing, spray coating, air knife coating, and die coating.
- the wet coating film of the first hard coat forming paint formed in the step (3) is completely cured in the step (4).
- the coating film of the second hard coat forming paint is also completely cured.
- the irradiation of the active energy ray in the step (4) is performed in such a manner that the integrated light amount is 240 mJ / cm 2 or more, preferably 320 mJ from the viewpoint of completely curing the coating film and the adhesiveness between the first hard coat and the second hard coat. / Cm 2 or more, more preferably 360 mJ / cm 2 or more.
- integrated light quantity 10000 mJ / cm 2 or less, preferably 5000 mJ / cm 2 or less, more preferably 2000 mJ / cm 2 Perform as follows.
- the time required to pass from the inlet to the outlet in the drying furnace set at a temperature of about 23 to 150 ° C., preferably 50 to 120 ° C. is preferably about 0.5 to 10 minutes. Can be accomplished by passing the web at a line speed of 1 to 5 minutes.
- the wet coating film of the first hard coat forming paint has characteristics of the first hard coat forming paint and the second hard coat forming paint. From the viewpoint of obtaining good interlayer adhesion strength even if they differ greatly, it is preferable to preheat to a temperature of 30 to 100 ° C., preferably a temperature of 40 to 85 ° C., more preferably a temperature of 50 to 75 ° C.
- the preheating method is not particularly limited, and can be performed by any method. For example, as shown in FIG.
- a web 8 is held on a roll 8 facing an active energy ray (ultraviolet ray) irradiation device 7, and the surface temperature of the roll is controlled to a predetermined temperature;
- active energy ray ultraviolet ray
- Examples include a method of enclosing as a furnace and controlling the temperature in the irradiation furnace to a predetermined temperature; and combinations thereof.
- an aging process may be performed.
- the properties of the antiglare hard coat laminated film can be stabilized by the aging treatment.
- Water contact angle (initial water contact angle) Method of calculating water contact angle of first hard coat surface of antiglare hard coat laminated film from width and height of water drop using automatic contact angle meter “DSA20” (trade name) manufactured by KRUS (JIS R3257) : See 1999).
- the first hard coat of the antiglare hard coat laminate film is the surface of a test piece collected in a size of 150 mm in length and 50 mm in width so that the machine direction of the antiglare hard coat laminate film is the longitudinal direction of the test piece.
- a 350 g load was placed on the stainless steel plate covered with this gauze, and the first hard coat surface of the test piece was rubbed 10,000 times under the conditions of a moving distance of the friction terminal of 60 mm and a speed of 1 reciprocation / second, and then (vi) According to the method, the water contact angle of the cotton wiping location was measured.
- the work of measuring the water contact angle of the cotton wiping location was repeated and evaluated according to the following criteria: .
- B The water contact angle is 100 degrees or more after 7500 round trips, but is less than 100 degrees after 10,000 rounds.
- C Water contact angle is 100 degrees or more after 5000 round trips, but less than 100 degrees after 7500 rounds.
- D The water contact angle is less than 100 degrees after 5000 reciprocations.
- Classification 2 The coating film is peeled along the edge of the cut and / or at the intersection. The area affected by the crosscut portion clearly exceeds 5% but does not exceed 15%.
- Classification 3 The coating film is partially or completely peeled along the edge of the cut, and / or various parts of the eyes are partially or completely peeled off. The area affected by the crosscut portion clearly exceeds 15% but does not exceed 35%.
- Classification 4 The coating film is partially or completely peeled along the edge of the cut, and / or some eyes are partially or completely peeled off. The area affected by the crosscut portion clearly exceeds 35% but does not exceed 65%.
- Category 5 When the degree of peeling exceeds Category 4.
- B Water repellent (B-1) Acryloyl group-containing fluoropolyether water repellent “KY-1203” (trade name) of Shin-Etsu Chemical Co., Ltd. (solid name): 20% by mass (B-2) Solvay's methacryloyl group-containing fluoropolyether water repellent “FOMBLIN MT70” (trade name): solid content of 70% by mass
- C Silane coupling agent (C-1) Shin-Etsu Chemical Co., Ltd. N-2- (aminoethyl) -3-aminopropylmethyldimethoxysilane “KBM-602” (trade name) (C-2) N-2- (aminoethyl) -3-aminopropyltrimethoxysilane “KBM-603” (trade name) from Shin-Etsu Chemical Co., Ltd. (C-3) 3-aminopropyltrimethoxysilane "KBM-903" (trade name) from Shin-Etsu Chemical Co., Ltd. (C-4) Shin-Etsu Chemical Co., Ltd.
- F Leveling agent (F-1) Silicon / acrylic copolymer leveling agent “DISPARON NSH-8430HF” (trade name) of Enomoto Kasei Co., Ltd. (trade name): solid content 10% by mass (F-2) Silicone / acrylic copolymer leveling agent “BYK-3550” (trade name) of Big Chemie Japan Co., Ltd .: solid content 52 mass% (F-3) Acrylic polymer leveling agent “BYK-399” (trade name) of Big Chemie Japan Co., Ltd .: solid content 100 mass% (F-4) Silicone leveling agent “Disparon LS-480” (trade name) of Enomoto Kasei Co., Ltd .: 100% by mass of solid content
- G Optional component (G-1) Phenyl ketone photopolymerization initiator (1-hydroxycyclohexyl phenyl ketone) “SB-PI714” (trade name) (G-2) 1-methoxy-2-propanol
- H1-1) First hard coat forming coating (H1-1) (A-1) 100 parts by mass, (B-1) 2 parts by mass (solid content conversion 0.40 parts by mass), (B-2 ) 0.06 parts by mass (0.042 parts by mass in terms of solid content), 0.5 parts by mass of (C-1), 2 parts by mass of (D-1), 4 parts by mass of (G-1), and 100 parts by mass of the above (G-2) was mixed and stirred to obtain a first hard coat forming coating material.
- Table 1 shows the recipe. Regarding the above (B-1) and the above component (B-2), values in terms of solid content are described in the table.
- the first hard coat was formed in the same manner as (H1-1) except that each component and the blending amount thereof were changed as shown in any one of Tables 1 to 3. A paint was obtained.
- Table 4 shows the recipe. As for the above (F-1), the value in terms of solid content is described in the table.
- P Transparent resin film
- P-1 Two-type three-layer multi-manifold co-extrusion T-die 12 and first mirror roll 13 (roll on the side of holding the molten film and feeding it to the next transfer roll) and the first Using an apparatus (see FIG. 4) having a drawing winder having a mechanism for pressing the molten resin film 11 with the two mirror rolls 14, both outer layers ( ⁇ 1 layer and ⁇ 2 layer) of a two-kind three-layer multilayer resin film Evonik's poly (meth) acrylimide “PLEXIMID TT50” (trade name), and Sumiron Stylon Polycarbonate Co., Ltd.
- (P-3) A transparent resin film was prepared in the same manner as in (P-1) above except that the thickness of each layer was changed to 60 ⁇ m for the ⁇ 1 layer, 130 ⁇ m for the ⁇ layer, and 60 ⁇ m for the ⁇ 2 layer. Obtained.
- (P-4) A transparent resin film was prepared in the same manner as in (P-1) except that the thickness of each layer was changed to 40 ⁇ m for the ⁇ 1 layer, 170 ⁇ m for the ⁇ layer, and 40 ⁇ m for the ⁇ 2 layer. Obtained.
- a single layer T die, a first mirror surface roll (a roll on the side of holding the molten film and feeding it to the next transfer roll) and a second mirror surface roll and a mechanism for pressing the molten film A first mirror roll and a second mirror roll rotating by continuously extruding an aromatic polycarbonate “Caliver 301-4” (trade name) from Sumika Stylon Polycarbonate Co., Ltd. was supplied and pressed to obtain a transparent resin film having a total thickness of 250 ⁇ m.
- the setting conditions were a T-die setting temperature of 320 ° C., a first mirror surface roll setting temperature of 140 ° C .; a second mirror surface roll setting temperature of 120 ° C., and a take-up speed of 5.6 m / min.
- Example 1 Corona discharge treatment was performed on both sides of the above (P-1). The wetness index on both sides was 64 mN / m.
- the above (H2-1) was applied to a wet thickness of 40 ⁇ m (thickness after curing: 22 ⁇ m) using a die type coating apparatus.
- the film with a wet coating film (H2-1) was passed through a drying furnace set at a furnace temperature of 90 ° C. at a line speed that required 1 minute to pass from the inlet to the outlet.
- a curing device in which a UV irradiation device 7 of a high-pressure mercury lamp type and a mirror metal roll 8 having a diameter of 25.4 cm are opposed to the preheated film is used (see FIG. 3), and the temperature of the mirror metal roll 8 is 90 ° C. Then, processing was performed under the condition of an integrated light amount of 80 mJ / cm 2 . In FIG. 3, 9 is a web and 10 is a holding angle.
- the wet coating (H2-1) was a dry-to-touch coating.
- the (H1-1) has a wet thickness of 4 ⁇ m (post-cured thickness: 2 ⁇ m). Applied.
- the film with a wet coating film of (H1-1) was passed through a drying furnace set at a furnace temperature of 80 ° C. at a line speed that required 1 minute to pass from the inlet to the outlet.
- a curing device in which a high-pressure mercury lamp type ultraviolet irradiation device 7 and a mirror surface metal roll 8 having a diameter of 25.4 cm are opposed to each other is used (see FIG. 3), the temperature of the mirror surface metal roll 8 is 60 ° C., and the integrated light quantity is 480 mJ / cm 2.
- the first hard coat and the second hard coat were formed.
- the third hard coat is formed on the surface of the ⁇ 2 layer side, and the same paint as that used for forming the second hard coat (example (1) is (H2-1)) is used, and a die type coating apparatus is used.
- Example (1) is (H2-1)
- a die type coating apparatus is used.
- the above tests (i) to (xii) for measuring and evaluating physical properties were performed on the hard coat laminated film. The results are shown in Table 6.
- Example 2 to 27 In the same manner as in Example 1 except that the first hard coat forming paint shown in any one of Tables 6 to 9 was used in place of (H1-1), production of the hard coat laminated film and measurement of physical properties Evaluation was performed. The results are shown in any one of Tables 6-9.
- Examples 28-40 Production of hard coat laminated film and measurement of physical properties in the same manner as in Example 1 except that the second hard coat forming paint shown in any one of Tables 10 to 12 was used instead of (H2-1). Evaluation was performed. The results are shown in any one of Tables 10-12.
- Examples 46-49 Except that the thickness after curing of the first hard coat was changed as shown in Table 13, production of the hard coat laminated film and measurement / evaluation of physical properties were performed in the same manner as in Example 1. The results are shown in Table 13.
- Examples 50-53 All the examples except that the thickness after curing of the second hard coat was changed as shown in Table 13 or Table 14, and the thickness after curing of the third hard coat was changed to be the same as the thickness after curing of the second hard coat.
- Example 1 production of a hard coat laminated film and measurement / evaluation of physical properties were performed. The results are shown in Table 13 or Table 14.
- Table 13 or Table 14 In the table, “HC” is an abbreviation for hard coat.
- Examples 54-68 Production of the hard coat laminate film and measurement / evaluation of physical properties were performed in the same manner as in Example 1 except that the production conditions of the hard coat laminate film were changed as shown in any one of Tables 14 to 16. The results are shown in any one of Tables 14-16.
- “HC” is an abbreviation for hard coat.
- this anti-glare hard coat laminated film includes members of an image display device such as a liquid crystal display, a plasma display, and an electroluminescence display (an image display device having a touch panel function and an image display device having no touch panel function). ), A device often used in an environment where light from the outside is incident on the screen, such as a car navigation device, and can be suitably used as a member of a device having a touch panel function.
- First hard coat 2 Second hard coat 3: First poly (meth) acrylimide resin layer ( ⁇ 1) 4: Layer of aromatic polycarbonate resin ( ⁇ ) 5: Second poly (meth) acrylimide resin layer ( ⁇ 2) 6: Third hard coat 7: Ultraviolet irradiation device 8: Mirror surface metal roll 9: Web 10: Holding angle 11: Molten resin film 12: Coextrusion T die 13: First mirror surface roll 14: Second mirror surface roll
Abstract
Description
[1].
表層側から順に、第1ハードコート、及び透明樹脂フィルムの層を有するハードコート積層フィルムであって、
上記第1ハードコートは、
(A)多官能(メタ)アクリレート100質量部;
(B)撥水剤0.01~7質量部;
(C)シランカップリング剤0.01~10質量部;及び
(D)平均粒子径0.5~10μmの樹脂微粒子0.1~10質量部
を含み、かつ無機粒子を含まない塗料から形成されている、
ハードコート積層フィルム。
[2].
表層側から順に、第1ハードコート、第2ハードコート、及び透明樹脂フィルムの層を有し、
上記第2ハードコートは、
(A)多官能(メタ)アクリレート100質量部;及び
(E)平均粒子径1~300nmの無機微粒子50~300質量部
を含む塗料から形成されている、
上記[1]項に記載のハードコート積層フィルム。
[3].
上記(C)シランカップリング剤が、アミノ基を有するシランカップリング剤、及びメルカプト基を有するシランカップリング剤からなる群から選択される1種以上を含む、上記[1]又は[2]項に記載のハードコート積層フィルム。
[4].
上記(B)撥水剤が、(メタ)アクリロイル基含有フルオロポリエーテル系撥水剤を含む、上記[1]~[3]項の何れか1項に記載のハードコート積層フィルム。
[5].
上記第2ハードコートを形成する塗料が、更に(F)レベリング剤0.01~1質量部を含む、上記[2]~[4]項の何れか1項に記載のハードコート積層フィルム。
[6].
上記第1ハードコートの厚みが、0.5~5μmである、上記[1]~[5]項の何れか1項に記載のハードコート積層フィルム。
[7].
上記第2ハードコートの厚みが、15~30μmである、上記[2]~[6]項の何れか1項に記載のハードコート積層フィルム。
[8].
表層側から順に、第1ハードコート、第2ハードコート、及び樹脂フィルムの層を有するハードコート積層フィルムであって、
上記第1ハードコートは無機粒子を含まない塗料から形成されており;
上記第2ハードコートは無機粒子を含む塗料から形成されており;
下記(i)~(iii)を満たすハードコート積層フィルム:
(i)全光線透過率が85%以上;
(ii)上記第1ハードコート表面の鉛筆硬度が5H以上;
(iii)XYZ表色系のY値が1.5~4.2%。
[9].
最小曲げ半径が40mm以下である、上記[8]項に記載のハードコート積層フィルム。
[10].
上記第1ハードコート表面の往復1万回綿拭後の水接触角が100度以上である、上記[8]又は[9]項に記載のハードコート積層フィルム。
[11].
上記[1]~[10]項の何れか1項に記載のハードコート積層フィルムの画像表示装置部材としての使用。
[12].
上記[1]~[10]項の何れか1項に記載のハードコート積層フィルムを含む画像表示装置。
ここで「表層側」とは、防眩性ハードコート積層フィルムから形成された物品が、現場での使用に供される際の外面(ディスプレイ面板の場合の視認面)により近いことを意味する。また、本明細書において、ある一層を他の層の「表層側」に配置することは、それらの層が直接的に接すること、および、それらの層の間に別の単数又は複数の層が介在することの両方を含む。
上記第1ハードコートは、通常、本発明の防眩性ハードコート積層フィルムの表面を形成する。上記第1ハードコートは、本発明の防眩性ハードコート積層フィルムがタッチパネル機能を有する画像表示装置の部材として用いられる場合には、通常、タッチ面を形成する。上記第1ハードコートは、良好な防眩性、及び好ましくは耐擦傷性を発現し、ハンカチなどで繰返し拭かれたとしても指すべり性などの表面特性を維持する働きをすることができる。
ここでの「無機粒子」とは、有機物(燃焼により水及び二酸化炭素を生成し得る物質)の粒子を含まない粒子を意味する。
上記成分(A)の多官能(メタ)アクリレートは、1分子中に2以上の(メタ)アクリロイル基を有する(メタ)アクリレートである。この成分は1分子中に2以上の(メタ)アクリロイル基を有するため、紫外線や電子線等の活性エネルギー線により重合・硬化して、ハードコートを形成する働きをする。
この成分(A)の多官能(メタ)アクリレートは、成分(D)の平均粒子径0.5~10μmの樹脂微粒子(その樹脂には多官能(メタ)アクリレートも包含される)と異なり、そのような微粒子の形態で用いられるものではないという点にて区別される。
上記成分(B)の撥水剤は、指すべり性、汚れの付着防止性、及び汚れの拭取り性を高める働きをする。
上記成分(C)のシランカップリング剤は、上記第1ハードコートと上記透明樹脂フィルム又は上記第2ハードコートとの密着性を向上させる働きをする。
なお、ここで言及した成分(C)のシランカップリング剤の通常または好ましい配合量の範囲群のいずれかは、上で言及した成分(B)の撥水剤の配合量の通常または好ましい範囲群のいずれとも組み合わせることができる。
上記成分(D)の樹脂微粒子は、本発明の防眩性ハードコート積層フィルムに、防眩性を付与し、画像表示装置の画面に外部からの光が入射し、この光が反射したとしても、表示画像を視認できるようにする働きをする。
本発明の防眩性ハードコート積層フィルムは、好ましくは、表層側から順に、第1ハードコート、第2ハードコート、及び透明樹脂フィルムの層を有する。上記第2ハードコートは、本発明の防眩性ハードコート積層フィルムの硬度を高め、それによって表面硬度を高める働きをする。上記第2ハードコートは、無機粒子を含む塗料から形成されている。上記第2ハードコートは、好ましくは、(A)多官能(メタ)アクリレート100質量部;及び(E)平均粒子径1~300nmの無機微粒子50~300質量部を含む塗料から形成されている。
上記成分(E)の無機微粒子は、本発明のハードコート積層フィルムの硬度を飛躍的に高める働きをする。
上記第2ハードコート形成用塗料には、上記第2ハードコートの表面を平滑なものにし、上記第1ハードコートを形成し易くする観点から、更に(F)レベリング剤を含ませることが好ましい。
なお、ここで言及した成分(F)のレベリング剤の配合量の通常または好ましい範囲群のいずれかは、上で言及した成分(E)の無機微粒子の配合量の通常または好ましい範囲群のいずれとも組み合わせることができる。
なお、ここで言及した第2ハードコートの厚みの好ましい範囲群のいずれかは、上で言及した第1ハードコートの厚みの好ましい範囲群のいずれとも組み合わせることができる。
上記透明樹脂フィルムは、上記第1ハードコートを、又は、上記第1ハードコート及び上記第2ハードコートを、その上に形成するための透明フィルム基材となる層である。
上記透明樹脂フィルムとしては、高い透明性を有し、かつ着色のないものであること以外は制限されず、任意の透明樹脂フィルムを用いることができる。上記透明樹脂フィルムとしては、例えば、トリアセチルセルロース等のセルロースエステル系樹脂;ポリエチレンテレフタレート等のポリエステル系樹脂;エチレンノルボルネン共重合体等の環状炭化水素系樹脂;ポリメタクリル酸メチル、ポリメタクリル酸エチル、及びビニルシクロヘキサン・(メタ)アクリル酸メチル共重合体等のアクリル系樹脂;芳香族ポリカーボネート系樹脂;ポリプロピレン、及びポリ(4-メチル-ペンテン-1)等のポリオレフィン系樹脂;ポリアミド系樹脂;ポリアリレート系樹脂;ポリマー型ウレタンアクリレート系樹脂;及びポリイミド系樹脂などのフィルムを挙げることができる。これらの透明樹脂フィルムは、無延伸フィルム、一軸延伸フィルム、及び二軸延伸フィルムを包含する。また、上記透明樹脂フィルムは、これらのフィルムの1種又は2種以上を、2層以上積層した積層フィルムを包含する。
本発明のハードコート積層フィルムをカーナビゲーション装置のディスプレイ面板として用いる場合には、剛性を保持する観点から、通常100μm以上、好ましくは200μm以上、より好ましくは300μm以上であってよい。また装置の薄型化の要求に応える観点から、通常1500μm以下、好ましくは1200μm以下、より好ましくは1000μm以下であってよい。従って、このような用途の場合、上記透明樹脂フィルムの厚みは、好ましくは、100μm以上1500μm以下、100μm以上1200μm以下、100μm以上1000μm以下、200μm以上1500μm以下、200μm以上1200μm以下、200μm以上1000μm以下、300μm以上1500μm以下、300μm以上1200μm以下、または300μm以上1000μm以下であってよい。
なお、ここで言及した透明樹脂フィルムの厚みの好ましい範囲群のいずれかは、上で言及した第1ハードコートおよび/または第2ハードコートの厚みの好ましい範囲群のいずれとも組み合わせることができる。
上記ポリ(メタ)アクリルイミド系樹脂の市販例としては、エボニック社の「PLEXIMID TT50」(商品名)、及び「PLEXIMID TT70」(商品名)などを挙げることができる。
上記第3ハードコートの成分及び厚みは、2つのカール力を相殺することが可能である限りは特に限定されない。第3ハードコートの成分及び厚みは、例えば、第2ハードコートについて上述されたものであってよい。
本発明の防眩性ハードコート積層フィルムは、全光線透過率が85%以上、88%以上、89%以上または90%以上、かつ第1ハードコート表面の鉛筆硬度が5H以上、6H以上または7H以上、かつXYZ表色系のY値が1.5%以上4.2%以下、1.5%以上3.0%以下、1.5%以上2.8%以下、2.0%以上4.2%以下、2.0%以上3.0%以下または2.0%以上2.8%以下、かつ第1ハードコート表面の往復7500回綿拭後の水接触角が100度以上または往復1万回綿拭後の水接触角が100度以上であることが好ましい。すなわち、これら4つのパラメータの上記範囲のいずれの組み合わせ(数学用語としての「組み合わせ」のいかなるもの)も好ましい。たとえば、全光線透過率が88%以上、かつ第1ハードコート表面の鉛筆硬度が6H以上、かつXYZ表色系のY値が1.5%以上3.0%以下、かつ往復1万回綿拭後の水接触角が100度以上であることは好ましい。また、たとえば、全光線透過率が89%以上、かつ第1ハードコート表面の鉛筆硬度が7H以上、かつXYZ表色系のY値が1.5%以上2.8%以下、かつ往復1万回綿拭後の水接触角が100度以上であることは、また好ましい。
本発明の防眩性ハードコート積層フィルムは、全光線透過率が85%以上、88%以上、89%以上または90%以上、かつ第1ハードコート表面の鉛筆硬度が5H以上、6H以上または7H以上、かつXYZ表色系のY値が1.5%以上4.2%以下、1.5%以上3.0%以下、1.5%以上2.8%以下、2.0%以上4.2%以下、2.0%以上3.0%以下または2.0%以上2.8%以下、かつ最小曲げ半径が40mm以下、35mm以下または30mm以下、かつ第1ハードコート表面の往復7500回綿拭後の水接触角が100度以上または往復1万回綿拭後の水接触角が100度以上であることが好ましい。すなわち、これら5つのパラメータの上記範囲のいずれの組み合わせ(数学用語としての「組み合わせ」のいかなるもの)も好ましい。たとえば、全光線透過率が88%以上、かつ第1ハードコート表面の鉛筆硬度が6H以上、かつXYZ表色系のY値が1.5%以上3.0%以下、かつ最小曲げ半径が35mm以下、かつ往復1万回綿拭後の水接触角が100度以上であることは好ましい。また、たとえば、全光線透過率が89%以上、かつ第1ハードコート表面の鉛筆硬度が7H以上、かつXYZ表色系のY値が1.5%以上2.8%以下、かつ最小曲げ半径が30mm以下、かつ往復1万回綿拭後の水接触角が100度以上であることは、また好ましい。
本発明の防眩性ハードコート積層フィルムの製造方法は、特に制限されず、任意の方法で製造することができる。
好ましい製造方法としては、上記第1ハードコートと上記第2ハードコートとの密着性の観点から、例えば、
(1)上記透明樹脂フィルムの上に、上記第2ハードコート形成用塗料のウェット塗膜を形成する工程;
(2)上記第2ハードコート形成用塗料の上記ウェット塗膜に、活性エネルギー線を積算光量が1~230mJ/cm2、好ましくは5~200mJ/cm2、より好ましくは10~160mJ/cm2、更に好ましくは20~120mJ/cm2、最も好ましくは30~100mJ/cm2となるように照射し、上記第2ハードコート形成用塗料の上記ウェット塗膜を、指触乾燥状態の塗膜にする工程;
(3)上記第2ハードコート形成用塗料の上記指触乾燥状態の塗膜の上に、上記第1ハードコート形成用塗料のウェット塗膜を形成する工程;及び
(4)上記第1ハードコート形成用塗料の上記ウェット塗膜を、温度30~100℃、好ましくは温度40~85℃、より好ましくは温度50~75℃に予熱し、活性エネルギー線を積算光量が240~10000mJ/cm2、好ましくは320~5000mJ/cm2、より好ましくは360~2000mJ/cm2となるように照射する工程を含む方法を挙げることができる。
(i)全光線透過率
JIS K7361-1:1997に従い、日本電色工業株式会社の濁度計「NDH2000」(商品名)を用いて、ハードコート積層フィルムの全光線透過率を測定した。
株式会社島津製作所の分光光度計「SolidSpec-3700」(商品名)及び反射ユニット「絶対反射率測定装置 入射角5°」(商品名)を使用し、上記分光光度計の説明書に従い、5度正反射(積分球前に反射ユニットを設置する。)の条件で、ハードコート積層フィルムのXYZ表色系のY値を測定した。
JIS K7136:2000に従い、日本電色工業株式会社の濁度計「NDH2000」(商品名)を用いて、ハードコート積層フィルムのヘーズを測定した。
JIS K5600-5-4に従い、750g荷重の条件で、三菱鉛筆株式会社の鉛筆「ユニ」(商品名)を用い、防眩性ハードコート積層フィルムの第1ハードコート面について鉛筆硬度を測定した。
JIS-K6902:2007の曲げ成形性(B法)を参考とし、温度23℃±2℃、相対湿度50±5%にて24時間状態調節した試験片について、曲げ温度23℃±2℃、折り曲げ線は防眩性ハードコート積層フィルムのマシン方向と直角となる方向とし、防眩性ハードコート積層フィルムの第1ハードコートが外側となるように折り曲げて曲面が形成されるようにして、最小曲げ半径の測定を行った。クラックが発生しなかった成形ジグのうち、正面部分の半径の最も小さいものの正面部分の半径を最小曲げ半径とした。この「正面部分」は、JIS K6902:2007の18.2項に規定されたB法における成形ジグに関する同用語を意味する。
防眩性ハードコート積層フィルムの第1ハードコート面の水接触角を、KRUSS社の自動接触角計「DSA20」(商品名)を使用し、水滴の幅と高さとから算出する方法(JIS R3257:1999を参照。)で測定した。
縦150mm、横50mmの大きさで、防眩性ハードコート積層フィルムのマシン方向が試験片の縦方向となるように採取した試験片を、防眩性ハードコート積層フィルムの第1ハードコートが表面になるようにJIS L0849:2013の学振形試験機に置き、学振形試験機の摩擦端子に、4枚重ねのガーゼ(川本産業株式会社の医療用タイプ1ガーゼ)で覆ったステンレス板(縦10mm、横10mm、厚み1mm)を取付け、該ステンレス板の縦横面が試験片と接触するようにセットした。このガーゼで覆ったステンレス板に350g荷重を載せ、試験片の第1ハードコート面を、摩擦端子の移動距離60mm、速度1往復/秒の条件で往復1万回擦った後、上記(vi)の方法に従い、当該綿拭箇所の水接触角を測定した。水接触角が100度以上であるときは、更に往復5千回擦った後、上記(vi)の方法に従い、当該綿拭箇所の水接触角を測定する作業を繰り返し、以下の基準で評価した。
A:往復1万回後でも水接触角100度以上である。
B:往復7500回後では水接触角100度以上だが、1万回後は100度未満である。
C:往復5000回後では水接触角100度以上だが、7500回後は100度未満である。
D:往復5000回後で水接触角100度未満である。
防眩性ハードコート積層フィルムを、第1ハードコートが表面になるようにJIS L0849:2013の学振形試験機に置いた。続いて、学振形試験機の摩擦端子に#0000のスチールウールを取り付けた後、500g荷重を載せ、試験片の表面を往復100回擦った後、当該摩擦箇所を目視観察した。傷が認められない場合には、更に往復50回擦った後、当該摩擦箇所を目視観察する作業を繰り返し、以下の基準で評価した。
A:往復200回後でも傷は認められない。
B:往復150回後では傷は認められないが、往復200回後には傷を認めることができる。
C:往復100回後では傷は認められないが、往復150回後には傷を認めることができる。
D:往復100回後で傷を認めることができる。
JIS K7105:1981に従い、島津製作所社製の色度計「SolidSpec-3700」(商品名)を用いて、ハードコート積層フィルムの黄色度指数を測定した。
防眩性ハードコート積層フィルムの表面(両方の面)を、蛍光灯の光の入射角をいろいろと変えて当てながら目視観察し、以下の基準で表面平滑性(表面外観)を評価した。
◎(非常に良好):表面にうねりや傷がない。間近に光を透かし見ても、ムラやブツがない。
○(良好):間近に光を透かし見ると、僅かなムラのある箇所がある。しかし、うねり、傷、及びブツはない。
△(やや不良):間近に見ると、表面にうねりや傷を僅かに認める。またムラやブツがある。
×(不良):表面にうねりや傷を多数認めることができる。また明らかなムラやブツがある。
JIS K5600-5-6:1999に従い、防眩性ハードコート積層フィルムに第1ハードコート面側から碁盤目の切れ込みを100マス(1マス=1mm×1mm)入れた後、密着試験用テープを碁盤目へ貼り付けて指でしごいた後、剥がした。評価基準はJISの上記規格の表1に従った。
分類0:カットの縁が完全に滑らかで、どの格子の目にも剥れがない。
分類1:カットの交差点における塗膜の小さな剥れがある。クロスカット部分で影響を受ける面積は、明確に5%を上回ることはない。
分類2:塗膜がカットの縁に沿って、及び/又は交差点において剥れている。クロスカット部分で影響を受ける面積は、明確に5%を超えるが15%を上回ることはない。
分類3:塗膜がカットの縁に沿って、部分的又は全面的に大剥れを生じており、及び/又は目のいろいろな部分が、部分的又は全面的に剥れている。クロスカット部分で影響を受ける面積は、明確に15%を超えるが35%を上回ることはない。
分類4:塗膜がカットの縁に沿って、部分的又は全面的に大剥れを生じており、及び/又は数箇所の目が、部分的又は全面的に剥れている。クロスカット部分で影響を受ける面積は、明確に35%を超えるが65%を上回ることはない。
分類5:剥れの程度が分類4を超える場合。
コンピュータにより自動制御を行うルーター加工機を使用し、防眩性ハードコート積層フィルムに、直径2mmの真円形の切削孔と直径0.5mmの真円形の切削孔を設けた。このとき使用したミルは刃先の先端形状が円筒丸型の超硬合金製4枚刃、ニック付きのものであり、刃径は加工箇所に合わせて適宜選択した。続いて直径2mmの切削孔について、その切削端面を目視又は顕微鏡(100倍)観察し、以下の基準で評価した。同様に直径0.5mmの切削孔について、その切削端面を目視又は顕微鏡(100倍)観察し、以下の基準で評価した。表には前者の結果-後者の結果の順に記載した。
◎(非常に良好):顕微鏡観察でもクラック、ヒゲは認められない。
○(不良):顕微鏡観察でもクラックは認められない。しかしヒゲは認められる。
△(やや不良):目視でクラックは認められない。しかし顕微鏡観察ではクラックが認められる。
×(不良):目視でもクラックが認められる。
(A)多官能(メタ)アクリレート
(A-1)ジペンタエリスリトールヘキサアクリレート(6官能)
(A-2)ペンタエリスリトールトリアクリレート(3官能)
(B-1)信越化学工業株式会社のアクリロイル基含有フルオロポリエーテル系撥水剤「KY-1203」(商品名):固形分20質量%
(B-2)ソルベイ(Solvay)社のメタクリロイル基含有フルオロポリエーテル系撥水剤「FOMBLIN MT70」(商品名):固形分70質量%
(C-1)信越化学工業株式会社のN-2-(アミノエチル)-3-アミノプロピルメチルジメトキシシラン「KBM-602」(商品名)
(C-2)信越化学工業株式会社のN-2-(アミノエチル)-3-アミノプロピルトリメトキシシラン「KBM-603」(商品名)
(C-3)信越化学工業株式会社の3-アミノプロピルトリメトキシシラン「KBM-903」(商品名)
(C-4)信越化学工業株式会社の3-メルカプトプロピルメチルジメトキシシラン「KBM-802」(商品名)
(C-5)信越化学工業株式会社の3-グリシドキシプロピルトリメトキシシラン「KBM-403」(商品名)
(D-1)モメンティブ・パフォーマンス・マテリアルズ社の真球状シリコーン樹脂微粒子「トスパール120」(商品名):平均粒子径2μm
(D-2)モメンティブ・パフォーマンス・マテリアルズ社の真球状シリコーン樹脂微粒子「トスパール130」(商品名):平均粒子径3μm
(D-3)綜研化学株式会社のアクリル系樹脂微粒子「MA-180TA」(商品名):平均粒子径1.8μm
(D-4)綜研化学株式会社のアクリル系樹脂微粒子「MX-80H3wT」(商品名):平均粒子径0.5μm
(D-5)東洋紡株式会社のアクリル系樹脂微粒子「FH-S010」(商品名):平均粒子径10μm
(D’-1)株式会社アドマテックスのシリカ微粒子「SO-E6」(商品名):平均粒子径2μm
(E-1)ビニル基を有するシランカップリング剤で表面処理された平均粒子径20nmのシリカ微粒子
(F-1)楠本化成株式会社のシリコン・アクリル共重合体系レベリング剤「ディスパロンNSH-8430HF」(商品名):固形分10質量%
(F-2)ビックケミー・ジャパン株式会社のシリコン・アクリル共重合体系レベリング剤「BYK-3550」(商品名):固形分52質量%
(F-3)ビックケミー・ジャパン株式会社のアクリル重合体系レベリング剤「BYK-399」(商品名):固形分100質量%
(F-4)楠本化成株式会社のシリコン系レベリング剤「ディスパロンLS-480」(商品名):固形分100質量%
(G-1)双邦實業股分有限公司のフェニルケトン系光重合開始剤(1-ヒドロキシシクロヘキシルフェニルケトン)「SB-PI714」(商品名)
(G-2)1-メトキシ-2-プロパノール
(H1-1)上記(A-1)100質量部、上記(B-1)2質量部(固形分換算0.40質量部)、上記(B-2)0.06質量部(固形分換算0.042質量部)、上記(C-1)0.5質量部、上記(D-1)2質量部、上記(G-1)4質量部、及び上記(G-2)100質量部を混合攪拌して、第1ハードコート形成用塗料を得た。表1に配合表を示す。なお、上記(B-1)と上記成分(B-2)については、表に固形分換算の値を記載している。



(H2-1)上記(A-2)100質量部、上記(E-1)140質量部、上記(F-1)2質量部(固形分換算0.2質量部)、上記(G-1)17質量部、及び上記(G-2)200質量部を混合攪拌して、第2ハードコート形成用塗料を得た。表4に配合表を示す。なお、上記(F-1)については、表に固形分換算の値を記載している。

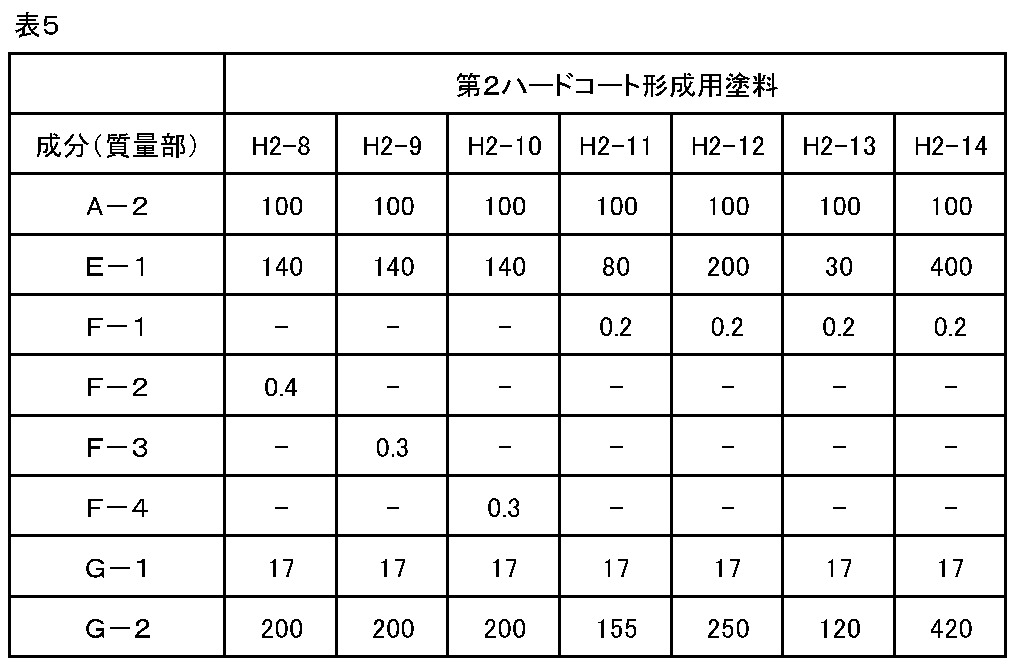
(P-1)2種3層マルチマニホールド方式の共押出Tダイ12、及び第一鏡面ロール13(溶融フィルムを抱いて次の移送ロールへと送り出す側のロール)と第二鏡面ロール14とで溶融樹脂フィルム11を押圧する機構を有する引巻取機を備えた装置(図4参照)を使用し、2種3層多層樹脂フィルムの両外層(α1層とα2層)としてエボニック社のポリ(メタ)アクリルイミド「PLEXIMID TT50」(商品名)を、中間層(β層)として住化スタイロンポリカーボネート株式会社の芳香族ポリカーボネート「カリバー301-4」(商品名)を、共押出Tダイ12から連続的に共押出し、α1層が第一鏡面ロール側となるように、回転する第一鏡面ロール13と第二鏡面ロール14との間に供給投入し、押圧して、全厚み250μm、α1層の層厚み80μm、β層の層厚み90μm、α2層の層厚み80μmの透明樹脂フィルムを得た。このとき設定条件は、共押出Tダイ12の設定温度300℃、第一鏡面ロール13の設定温度130℃;第二鏡面ロール14の設定温度120℃、引取速度6.5m/分であった。
上記(P-1)の両面にコロナ放電処理を行った。両面とも濡れ指数は64mN/mであった。次にα1層側の面の上に、ダイ方式の塗工装置を使用して、上記(H2-1)をウェット厚み40μm(硬化後厚み22μm)となるように塗布した。次に炉内温度90℃に設定した乾燥炉を、入口から出口までパスするのに要する時間が1分間となるライン速度で、(H2-1)のウェット塗膜付きフィルムをパスさせた。その後、この予熱済みフィルムに対し、高圧水銀灯タイプの紫外線照射装置7と直径25.4cmの鏡面金属ロール8とを対置した硬化装置を使用し(図3参照)、鏡面金属ロール8の温度90℃、積算光量80mJ/cm2の条件で処理した。図3中、9はウェブ、10は抱き角を示す。上記(H2-1)のウェット塗膜は、指触乾燥状態の塗膜になった。次に上記(H2-1)の指触乾燥状態の塗膜の上にダイ方式の塗工装置を使用して、上記(H1-1)をウェット厚み4μm(硬化後厚み2μm)となるように塗布した。次に炉内温度80℃に設定した乾燥炉を、入口から出口までパスするのに要する時間が1分間となるライン速度で、(H1-1)のウェット塗膜付きフィルムをパスさせた。その後、高圧水銀灯タイプの紫外線照射装置7と直径25.4cmの鏡面金属ロール8とを対置した硬化装置を使用し(図3参照)、鏡面金属ロール8の温度60℃、積算光量480mJ/cm2の条件で処理し、第1ハードコート、及び第2ハードコートを形成した。続いて、α2層側の面の上に第3ハードコートを、第2ハードコートの形成に用いたのと同じ塗料(例1は上記(H2-1))を用い、ダイ方式の塗工装置を使用して、硬化後厚み22μmとなるように形成し、ハードコート積層フィルムを得た。このハードコート積層フィルムに対し、物性の測定・評価のための上記試験(i)~(xii)を行った。結果を表6に示す。
上記(H1-1)の替わりに表6~9の何れか1に示す第1ハードコート形成用塗料を用いたこと以外は、全て例1と同様にハードコート積層フィルムの製造および物性の測定・評価を行った。結果を表6~9の何れか1に示す。
上記(H2-1)の替わりに表10~12の何れか1に示す第2ハードコート形成用塗料を用いたこと以外は、全て例1と同様にハードコート積層フィルムの製造および物性の測定・評価を行った。結果を表10~12の何れか1に示す。
上記(P-1)の替わりに表12に示す透明樹脂フィルムを用いたこと以外は、全て例1と同様にハードコート積層フィルムの製造および物性の測定・評価を行った。結果を表12に示す。
第1ハードコートの硬化後厚みを、表13に示すように変更したこと以外は、全て例1と同様にハードコート積層フィルムの製造および物性の測定・評価を行った。結果を表13に示す。
第2ハードコートの硬化後厚みを、表13又は表14に示すように変更し、第3ハードコートの硬化後厚みを第2ハードコートの硬化後厚みと同じに変更したこと以外は、全て例1と同様にハードコート積層フィルムの製造および物性の測定・評価を行った。結果を表13又は表14に示す。なお、表中にて「HC」は、ハードコートの略語である。
ハードコート積層フィルムの製造条件を表14~16の何れか1に示すように変更したこと以外は、例1と同様にハードコート積層フィルムの製造および物性の測定・評価を行った。結果を表14~16の何れか1に示す。なお、表中にて「HC」は、ハードコートの略語である。





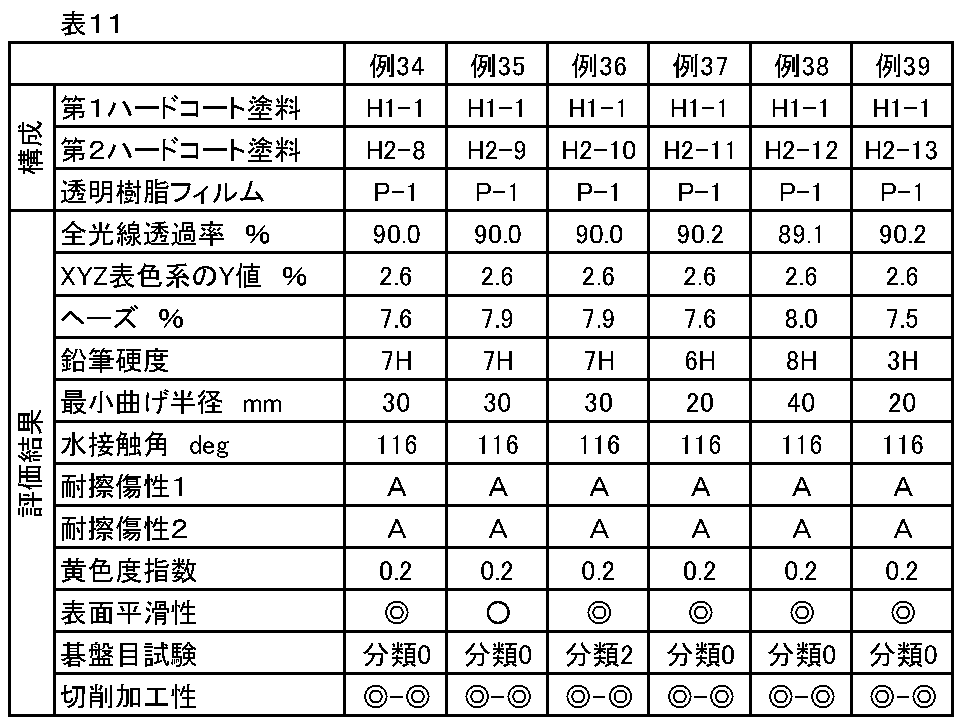
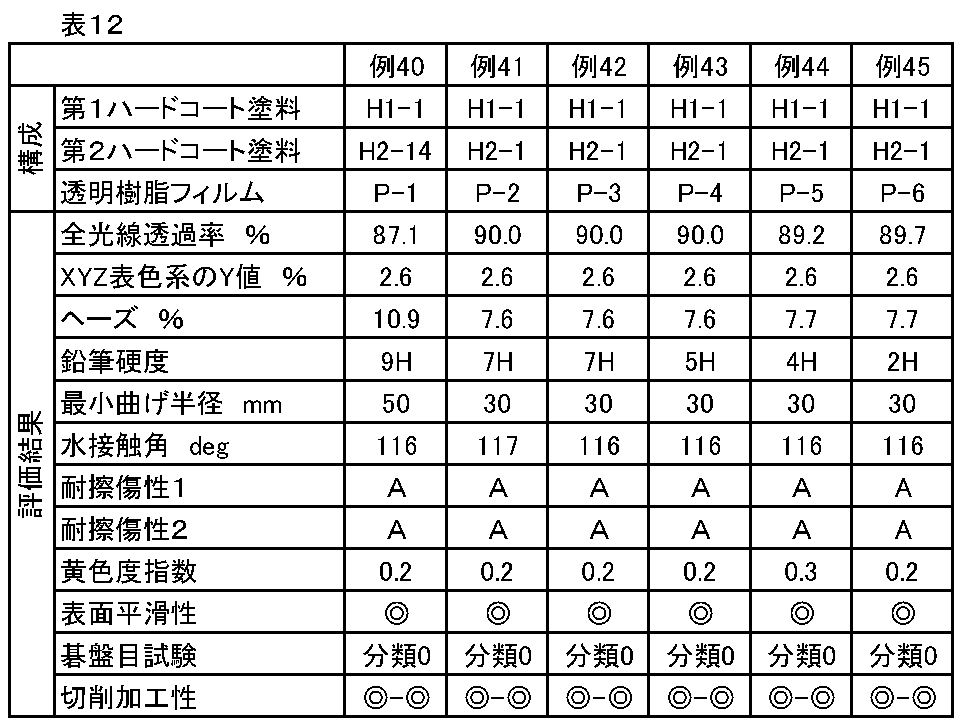
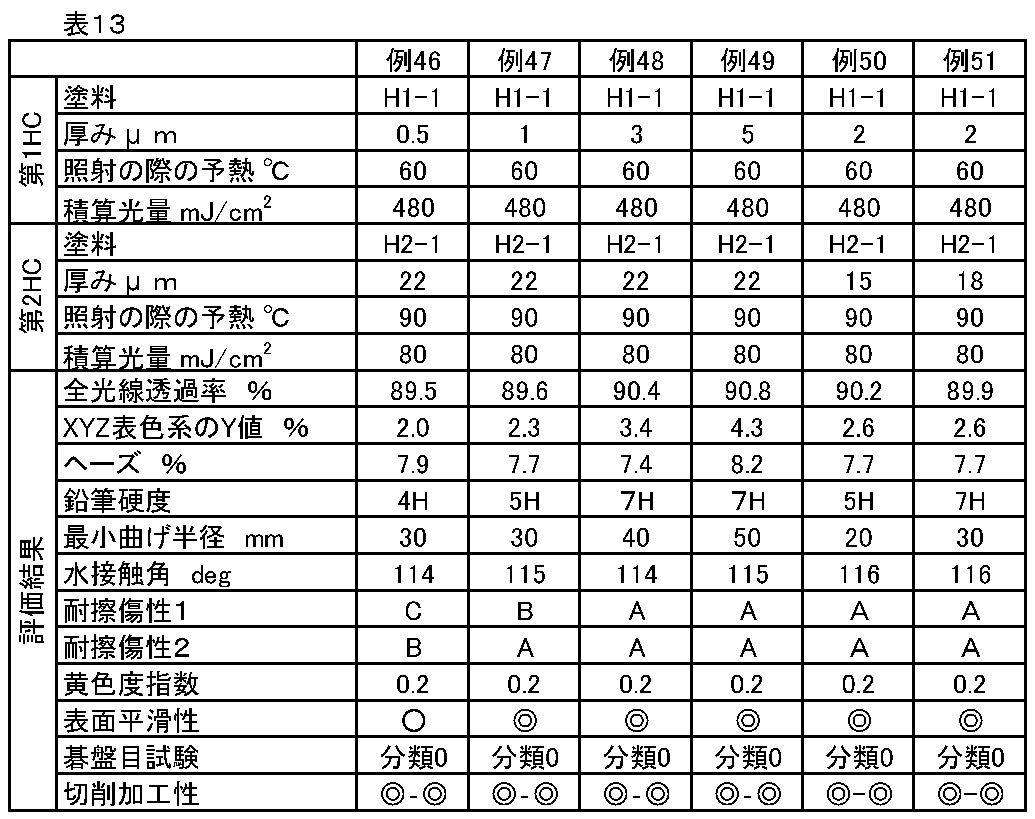



2:第2ハードコート
3:第一ポリ(メタ)アクリルイミド系樹脂層(α1)
4:芳香族ポリカーボネート系樹脂の層(β)
5:第二ポリ(メタ)アクリルイミド系樹脂層(α2)
6:第3ハードコート
7:紫外線照射装置
8:鏡面金属ロール
9:ウェブ
10:抱き角
11:溶融樹脂フィルム
12:共押出Tダイ
13:第一鏡面ロール
14:第二鏡面ロール
Claims (12)
- 表層側から順に、第1ハードコート、及び透明樹脂フィルムの層を有するハードコート積層フィルムであって、
上記第1ハードコートは、
(A)多官能(メタ)アクリレート100質量部;
(B)撥水剤0.01~7質量部;
(C)シランカップリング剤0.01~10質量部;及び
(D)平均粒子径0.5~10μmの樹脂微粒子0.1~10質量部
を含み、かつ無機粒子を含まない塗料から形成されている、
ハードコート積層フィルム。 - 表層側から順に、第1ハードコート、第2ハードコート、及び透明樹脂フィルムの層を有し、
上記第2ハードコートは、
(A)多官能(メタ)アクリレート100質量部;及び
(E)平均粒子径1~300nmの無機微粒子50~300質量部
を含む塗料から形成されている、
請求項1に記載のハードコート積層フィルム。 - 上記(C)シランカップリング剤が、アミノ基を有するシランカップリング剤、及びメルカプト基を有するシランカップリング剤からなる群から選択される1種以上を含む、請求項1又は2に記載のハードコート積層フィルム。
- 上記(B)撥水剤が、(メタ)アクリロイル基含有フルオロポリエーテル系撥水剤を含む、請求項1~3の何れか1項に記載のハードコート積層フィルム。
- 上記第2ハードコートを形成する塗料が、更に(F)レベリング剤0.01~1質量部を含む、請求項2~4の何れか1項に記載のハードコート積層フィルム。
- 上記第1ハードコートの厚みが、0.5~5μmである、請求項1~5の何れか1項に記載のハードコート積層フィルム。
- 上記第2ハードコートの厚みが、15~30μmである、請求項2~6の何れか1項に記載のハードコート積層フィルム。
- 表層側から順に、第1ハードコート、第2ハードコート、及び樹脂フィルムの層を有するハードコート積層フィルムであって、
上記第1ハードコートは無機粒子を含まない塗料から形成されており;
上記第2ハードコートは無機粒子を含む塗料から形成されており;
下記(i)~(iii)を満たすハードコート積層フィルム:
(i)全光線透過率が85%以上;
(ii)上記第1ハードコート表面の鉛筆硬度が5H以上;
(iii)XYZ表色系のY値が1.5~4.2%。 - 最小曲げ半径が40mm以下である、請求項8に記載のハードコート積層フィルム。
- 上記第1ハードコート表面の往復1万回綿拭後の水接触角が100度以上である、請求項8又は9に記載のハードコート積層フィルム。
- 請求項1~10の何れか1項に記載のハードコート積層フィルムの画像表示装置部材としての使用。
- 請求項1~10の何れか1項に記載のハードコート積層フィルムを含む画像表示装置。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20150371.1A EP3666522B1 (en) | 2015-03-18 | 2016-02-04 | Anti-glare hard coat laminated film |
| CN201910756415.4A CN110358343B (zh) | 2015-03-18 | 2016-02-04 | 防眩性硬涂层层叠膜 |
| US15/559,383 US10809418B2 (en) | 2015-03-18 | 2016-02-04 | Anti-glare hard coat laminated film |
| EP16764564.7A EP3272527B1 (en) | 2015-03-18 | 2016-02-04 | Anti-glare hard coat laminated film |
| CN201680015900.0A CN107405901B (zh) | 2015-03-18 | 2016-02-04 | 防眩性硬涂层层叠膜 |
| KR1020177026048A KR101970093B1 (ko) | 2015-03-18 | 2016-02-04 | 방현성 하드 코트 적층 필름 |
| PH12017501474A PH12017501474A1 (en) | 2015-03-18 | 2017-08-14 | Anti-glare hard coat laminated film |
| US16/930,243 US11512176B2 (en) | 2015-03-18 | 2020-07-15 | Anti-glare hard coat laminated film |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-054437 | 2015-03-18 | ||
| JP2015054437A JP5870222B1 (ja) | 2015-03-18 | 2015-03-18 | ハードコート積層フィルム |
| JP2016007568A JP6146833B1 (ja) | 2016-01-19 | 2016-01-19 | 防眩性ハードコート積層フィルム |
| JP2016-007568 | 2016-01-19 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/559,383 A-371-Of-International US10809418B2 (en) | 2015-03-18 | 2016-02-04 | Anti-glare hard coat laminated film |
| US16/930,243 Continuation US11512176B2 (en) | 2015-03-18 | 2020-07-15 | Anti-glare hard coat laminated film |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016147733A1 true WO2016147733A1 (ja) | 2016-09-22 |
Family
ID=56918692
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/053355 WO2016147733A1 (ja) | 2015-03-18 | 2016-02-04 | 防眩性ハードコート積層フィルム |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10809418B2 (ja) |
| EP (2) | EP3272527B1 (ja) |
| KR (1) | KR101970093B1 (ja) |
| CN (2) | CN107405901B (ja) |
| PH (1) | PH12017501474A1 (ja) |
| TW (1) | TWI687491B (ja) |
| WO (1) | WO2016147733A1 (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017090679A1 (ja) * | 2015-11-25 | 2017-06-01 | リケンテクノス株式会社 | 扉体 |
| WO2017098935A1 (ja) * | 2015-12-08 | 2017-06-15 | リケンテクノス株式会社 | ハードコート積層フィルム |
| WO2017126431A1 (ja) * | 2016-01-18 | 2017-07-27 | リケンテクノス株式会社 | ハードコート積層フィルム |
| WO2019077930A1 (ja) * | 2017-10-20 | 2019-04-25 | リケンテクノス株式会社 | 艶消しハードコート形成用塗料、及びこれを用いた化粧シート |
| JP2019142220A (ja) * | 2018-02-22 | 2019-08-29 | リケンテクノス株式会社 | 防眩性ハードコート積層フィルム |
| US10596739B2 (en) | 2015-03-18 | 2020-03-24 | Riken Technos Corporation | Molded body |
| US20200233131A1 (en) * | 2017-08-07 | 2020-07-23 | Everix, Inc. | Ultra-thin thin-film optical interference filters |
| US10780685B2 (en) | 2015-03-18 | 2020-09-22 | Riken Technos Corporation | Hard coat laminated film |
| US10809418B2 (en) | 2015-03-18 | 2020-10-20 | Riken Technos Corporation | Anti-glare hard coat laminated film |
| US11065851B2 (en) | 2015-03-18 | 2021-07-20 | Riken Technos Corporation | Multilayer hard coating film |
| US11407870B2 (en) | 2016-09-14 | 2022-08-09 | Riken Technos Corporation | Hard coat laminated film |
| US11433651B2 (en) | 2015-03-18 | 2022-09-06 | Riken Technos Corporation | Hard coat laminated film |
| US11459489B2 (en) | 2016-02-19 | 2022-10-04 | Riken Technos Corporation | Pressure-sensitive adhesive and articles including same |
| US11639428B2 (en) | 2016-11-25 | 2023-05-02 | Riken Technos Corporation | Hardcoat multilayer film |
| US11773229B2 (en) | 2017-05-10 | 2023-10-03 | Riken Technos Corporation | Hard coat laminated film |
| US11774166B2 (en) | 2015-11-25 | 2023-10-03 | Riken Technos Corporation | Door body |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107405897B (zh) | 2015-03-18 | 2020-08-07 | 理研科技株式会社 | 粘合膜 |
| EP3785906B1 (en) | 2015-03-18 | 2023-08-02 | Riken Technos Corporation | Hard coat laminate film and method for producing same |
| EP3770216A4 (en) * | 2018-03-22 | 2021-12-22 | Kaneka Corporation | ACRYLIC RESIN FILM, LAMINATE FILM, LAMINATE FILM PRODUCTION PROCESS, AND MOLDED ARTICLE |
| CN108873542A (zh) * | 2018-06-29 | 2018-11-23 | 信利光电股份有限公司 | 一种防眩光后视镜 |
| KR20200088028A (ko) * | 2019-01-14 | 2020-07-22 | 효성화학 주식회사 | 아크릴 필름 및 이의 제조방법 |
| KR102091556B1 (ko) * | 2019-04-30 | 2020-03-20 | 에스케이씨하이테크앤마케팅(주) | 플라스틱 적층체, 이의 제조방법 및 플라스틱 성형체 |
| CN114096894B (zh) | 2019-06-26 | 2024-02-23 | 应用材料公司 | 可折叠显示器的柔性多层覆盖透镜堆叠 |
| KR102092873B1 (ko) * | 2020-01-20 | 2020-03-24 | 에스케이씨하이테크앤마케팅(주) | 플라스틱 적층체, 이의 제조방법 및 플라스틱 성형체 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011201087A (ja) * | 2010-03-24 | 2011-10-13 | Toppan Printing Co Ltd | タッチパネル用ハードコートフィルム及びタッチパネル |
| JP2013142113A (ja) * | 2012-01-11 | 2013-07-22 | Aica Kogyo Co Ltd | インサート成型フィルム用アンカーハードコート剤及びインサート成型用フィルム |
| JP2013173871A (ja) * | 2012-02-27 | 2013-09-05 | Mitsubishi Chemicals Corp | 組成物、帯電防止性コート剤及び帯電防止性積層体 |
| JP2014080536A (ja) * | 2012-10-18 | 2014-05-08 | Origin Electric Co Ltd | 耐指紋性ハードコート塗料及びそれを塗布した部材・物品 |
| JP2014201681A (ja) * | 2013-04-05 | 2014-10-27 | 三光化学工業株式会社 | 制電性組成物、その製造方法、制電性被覆物、成形品、塗料および粘着剤 |
Family Cites Families (146)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK120505B (da) | 1964-12-03 | 1971-06-07 | Glanzstoff Ag | Fremgangsmåde til fremstilling ved vakuumdybtrækningsmetoden af formlegemer af polyætylentereftalat. |
| JPS633011A (ja) | 1986-06-24 | 1988-01-08 | Hitachi Ltd | 低吸水透明共重合体 |
| IL89696A0 (en) | 1988-04-11 | 1989-09-28 | Minnesota Mining & Mfg | Abrasion resistant coatings comprising silicon dioxide dispersions |
| JPH0419142A (ja) | 1990-05-14 | 1992-01-23 | Mitsubishi Rayon Co Ltd | 改質ポリカーボネートシート及びその製造方法 |
| JP4217766B2 (ja) | 1993-09-24 | 2009-02-04 | 東洋紡績株式会社 | ハードコート・フィルムを積層したタッチパネル |
| EP0927419B1 (en) | 1996-09-02 | 2002-06-05 | Akzo Nobel N.V. | Optical recording medium comprising a cross-linked buffer layer |
| JP2001500605A (ja) | 1997-07-03 | 2001-01-16 | ゼネラル・エレクトリック・カンパニイ | 冷蔵庫の冷蔵室用のモジュール式リフレッシュメント・センタ |
| JP4075147B2 (ja) | 1998-08-04 | 2008-04-16 | 凸版印刷株式会社 | ハードコートフィルムもしくはシート、及び機能性無機薄膜付きハードコートフィルムもしくはシート |
| JP2000190430A (ja) | 1998-10-21 | 2000-07-11 | Tomoegawa Paper Co Ltd | 赤外線カットオフフィルム |
| US6489015B1 (en) | 1998-11-17 | 2002-12-03 | Dai Nippon Printing Co., Ltd. | Hardcoat film and antireflection film |
| JP4574766B2 (ja) | 1998-11-17 | 2010-11-04 | 大日本印刷株式会社 | ハードコートフィルム及び反射防止フィルム |
| JP2002062405A (ja) | 2000-08-22 | 2002-02-28 | Fuji Photo Film Co Ltd | 反射防止透明導電性積層体及びこれを形成した画像表示装置 |
| JP4936599B2 (ja) | 2001-02-16 | 2012-05-23 | 楠本化成株式会社 | 塗料・インキ用平滑剤 |
| JP4174344B2 (ja) | 2002-03-15 | 2008-10-29 | 日東電工株式会社 | 反射防止フィルム、その製造方法、光学素子および画像表示装置 |
| AU2003244154A1 (en) | 2002-06-27 | 2004-01-19 | Tdk Corporation | Object with composite hard coating layer and method of forming composite hard coating layer |
| KR100665105B1 (ko) | 2003-05-02 | 2007-01-04 | 주식회사 트로넬 | 자외선 경화수지 조성물로 이루어진 저반사 고경도성의 필름 제조방법 |
| JP2005148444A (ja) | 2003-11-17 | 2005-06-09 | Konica Minolta Opto Inc | クリアハードコート部材、それを用いた反射防止積層体及びその製造方法 |
| JP4400211B2 (ja) | 2003-12-24 | 2010-01-20 | コニカミノルタオプト株式会社 | 低反射積層体及び低反射積層体の製造方法 |
| US7101618B2 (en) | 2004-05-07 | 2006-09-05 | 3M Innovative Properties Company | Article comprising fluorochemical surface layer |
| JP4725840B2 (ja) | 2004-06-15 | 2011-07-13 | 大日本印刷株式会社 | 帯電防止積層体およびそれを用いた偏光板 |
| JP2006058574A (ja) | 2004-08-19 | 2006-03-02 | Nitto Denko Corp | ハードコートフィルム |
| JP5207095B2 (ja) | 2004-09-30 | 2013-06-12 | 大日本印刷株式会社 | 光学積層体 |
| US20060134400A1 (en) | 2004-12-17 | 2006-06-22 | Nitto Denko Corporation | Hard-coated film and method of manufacturing the same |
| JP2006215488A (ja) | 2005-02-07 | 2006-08-17 | Nitto Denko Corp | 積層型偏光板およびその製造方法並びにそれを用いた画像表示装置 |
| JP4887013B2 (ja) | 2005-03-18 | 2012-02-29 | 富士フイルム株式会社 | 反射防止フィルム及びそれを用いたディスプレイ装置 |
| US20060216524A1 (en) | 2005-03-23 | 2006-09-28 | 3M Innovative Properties Company | Perfluoropolyether urethane additives having (meth)acryl groups and hard coats |
| JP2007025040A (ja) | 2005-07-13 | 2007-02-01 | Konica Minolta Opto Inc | 防眩性フィルム、防眩性フィルムの製造方法、防眩性反射防止フィルム、偏光板及び表示装置 |
| JP2007108449A (ja) | 2005-10-14 | 2007-04-26 | Toyo Ink Mfg Co Ltd | 防眩フィルムの製造方法 |
| US7960018B2 (en) * | 2006-03-29 | 2011-06-14 | Fujifilm Corporation | Optical film, polarizing plate, image display, and manufacturing method of optical film |
| US20070291363A1 (en) | 2006-06-19 | 2007-12-20 | Fujifilm Corporation | Optical Film |
| JP2008026883A (ja) | 2006-06-19 | 2008-02-07 | Fujifilm Corp | 光学フィルム |
| WO2008029766A1 (fr) | 2006-09-08 | 2008-03-13 | Toyo Ink Mfg. Co., Ltd. | Agent adhésif sensible à la pression et film adhésif sensible à la pression |
| JP5446071B2 (ja) | 2006-09-11 | 2014-03-19 | Dic株式会社 | 保護粘着フィルム、スクリーンパネル及び携帯電子端末 |
| US20080124555A1 (en) | 2006-11-29 | 2008-05-29 | 3M Innovative Properties Company | Polymerizable composition comprising perfluoropolyether urethane having ethylene oxide repeat units |
| JP2008201864A (ja) | 2007-02-19 | 2008-09-04 | Nippon Shokubai Co Ltd | コーティング組成物および光学フィルム |
| US8334037B2 (en) | 2007-05-11 | 2012-12-18 | 3M Innovative Properties Company | Multi-layer assembly, multi-layer stretch releasing pressure-sensitive adhesive assembly, and methods of making and using the same |
| US20100104879A1 (en) | 2007-06-26 | 2010-04-29 | Satoshi Okano | Clear hard coat film, anti-reflection film, polarizing plate and display device employing the same |
| WO2009011211A1 (ja) | 2007-07-13 | 2009-01-22 | Showa Denko K.K. | 硬化性組成物およびその硬化物 |
| JP2009036818A (ja) | 2007-07-31 | 2009-02-19 | Konica Minolta Opto Inc | 防眩性フィルム、防眩性反射防止フィルム、偏光板および画像表示装置 |
| JP5224781B2 (ja) | 2007-11-02 | 2013-07-03 | 三菱レイヨン株式会社 | 硬化性組成物及び硬化皮膜を有する樹脂板 |
| WO2009088242A2 (ko) | 2008-01-08 | 2009-07-16 | Lg Chem, Ltd. | 다기능 점착 필름, 이를 포함하는 플라즈마 디스플레이 패널 필터 및 이를 포함하는 플라즈마 디스플레이 패널 |
| JP2009196125A (ja) | 2008-02-19 | 2009-09-03 | Mitsubishi Gas Chem Co Inc | 熱可塑性樹脂積層体 |
| JP5591477B2 (ja) | 2008-03-13 | 2014-09-17 | 日東電工株式会社 | 光学部材用粘着剤組成物、光学部材用粘着剤層、粘着型光学部材、透明導電性積層体、タッチパネルおよび画像表示装置 |
| JP2009255544A (ja) | 2008-03-26 | 2009-11-05 | Toppan Printing Co Ltd | ハードコートフィルム |
| DE102008001695A1 (de) | 2008-05-09 | 2009-11-12 | Evonik Röhm Gmbh | Poly(meth)acrylimide mit verbesserten optischen und Farbeigenschaften, insbesondere bei thermischer Belastung |
| JP5339775B2 (ja) | 2008-05-21 | 2013-11-13 | 株式会社日本触媒 | 積層板、積層板の製造方法および、表示装置用前面板 |
| JP2010024255A (ja) | 2008-07-15 | 2010-02-04 | Nippon Synthetic Chem Ind Co Ltd:The | 活性エネルギー線硬化型樹脂組成物及びコーティング剤組成物 |
| JP2010054861A (ja) | 2008-08-28 | 2010-03-11 | Fujifilm Corp | 光学フィルム、その製造方法、偏光板および画像表示装置 |
| JP2010060190A (ja) | 2008-09-03 | 2010-03-18 | Hitachi Appliances Inc | 冷蔵庫 |
| JP5230313B2 (ja) | 2008-09-10 | 2013-07-10 | 株式会社日本触媒 | 積層板および表示装置用前面板 |
| JP2010078642A (ja) | 2008-09-24 | 2010-04-08 | Konica Minolta Opto Inc | 反射防止フィルム、偏光板及び画像表示装置 |
| JP5088297B2 (ja) | 2008-10-31 | 2012-12-05 | 大日本印刷株式会社 | ハードコートフィルム |
| JP5332558B2 (ja) * | 2008-12-02 | 2013-11-06 | 大日本印刷株式会社 | ハードコートフィルム |
| JP4709272B2 (ja) | 2008-12-11 | 2011-06-22 | 信越化学工業株式会社 | 含フッ素アクリレート |
| KR20110119637A (ko) | 2009-01-09 | 2011-11-02 | 소켄 케미칼 앤드 엔지니어링 캄파니, 리미티드 | 편광판용 점착제 조성물 및 이것을 이용한 편광판 |
| US8686630B2 (en) | 2009-02-09 | 2014-04-01 | Konica Minolta Holdings, Inc. | Organic electroluminescence element and illumination device using the same |
| JP2010208035A (ja) | 2009-03-06 | 2010-09-24 | Hitachi Maxell Ltd | 光学フィルム及びその製造方法 |
| JP5313728B2 (ja) | 2009-03-12 | 2013-10-09 | リンテック株式会社 | 光学フィルム |
| JP5353352B2 (ja) | 2009-03-23 | 2013-11-27 | 大日本印刷株式会社 | 光学シートの製造方法及び光学シート |
| EP2415597A4 (en) | 2009-03-31 | 2014-12-31 | Teijin Ltd | TRANSPARENT CONDUCTIVE LAMINATE AND TRANSPARENT TOUCH PANEL |
| JP5526582B2 (ja) | 2009-04-07 | 2014-06-18 | 大日本印刷株式会社 | ハードコートフィルム、及びハードコートフィルムの製造方法 |
| JP2010271400A (ja) | 2009-05-19 | 2010-12-02 | Dainippon Printing Co Ltd | 光学シート |
| JP5472685B2 (ja) | 2009-05-27 | 2014-04-16 | Dic株式会社 | 飛散防止粘着シート |
| KR101093721B1 (ko) * | 2009-06-01 | 2011-12-19 | 도레이첨단소재 주식회사 | 디스플레이 보호용 양면 하드코팅 필름 |
| JP5347810B2 (ja) | 2009-07-31 | 2013-11-20 | 藤倉化成株式会社 | アクリル系粘着剤組成物および粘着フィルム |
| JP5526645B2 (ja) | 2009-08-07 | 2014-06-18 | 東洋インキScホールディングス株式会社 | 光学用粘着剤および該光学用粘着剤を用いた光学用粘着シート |
| KR101594180B1 (ko) | 2009-08-11 | 2016-02-16 | 엘지전자 주식회사 | 가전기기용 외장필름 및 외장필름 부착 방법 |
| WO2011034847A1 (en) | 2009-09-16 | 2011-03-24 | 3M Innovative Properties Company | Fluorinated coating and phototools made therewith |
| KR101773874B1 (ko) | 2009-09-18 | 2017-09-01 | 도레이 카부시키가이샤 | 반사 방지 부재 및 그 제조 방법 |
| JP5594037B2 (ja) | 2009-10-23 | 2014-09-24 | Jnc株式会社 | 硬化性樹脂組成物及び光学フィルム |
| JP5779863B2 (ja) | 2009-11-30 | 2015-09-16 | 大日本印刷株式会社 | 光学フィルムの製造方法、光学フィルム、偏光板及びディスプレイ |
| JP5604662B2 (ja) | 2009-12-18 | 2014-10-08 | サイデン化学株式会社 | 偏光板用粘着剤組成物 |
| JP2011175040A (ja) | 2010-02-23 | 2011-09-08 | Panasonic Electric Works Co Ltd | ハードコートフィルム |
| US20130063393A1 (en) | 2010-03-04 | 2013-03-14 | Susumu Kurishima | Functional laminated plate, and transparent electrically conductive laminated plate for touch panel and touch panel produced using same |
| JP5752947B2 (ja) | 2010-03-15 | 2015-07-22 | 株式会社ニデック | ハードコート用樹脂組成物の製造方法、及びハードコート用樹脂組成物 |
| EP2572879B1 (en) | 2010-05-21 | 2018-08-01 | Mitsubishi Gas Chemical Company, Inc. | Synthetic resin laminate |
| US9097844B2 (en) | 2010-08-27 | 2015-08-04 | Dai Nippon Printing Co., Ltd. | Optical layered body, polarizer, and image display device |
| JP2012062385A (ja) | 2010-09-15 | 2012-03-29 | Dic Corp | フィルム保護層用活性エネルギー線硬化型樹脂組成物及びこれを用いたフィルム |
| JP2012111943A (ja) | 2010-11-05 | 2012-06-14 | Sanyo Chem Ind Ltd | ハードコート用組成物 |
| JP6128629B2 (ja) | 2011-04-22 | 2017-05-17 | 日東電工株式会社 | 光学積層体 |
| JP6128576B2 (ja) | 2011-04-22 | 2017-05-17 | 日東電工株式会社 | 光学積層体 |
| JP5680486B2 (ja) | 2011-06-03 | 2015-03-04 | 尾池工業株式会社 | ハードコートフィルム |
| JP2013076029A (ja) | 2011-09-30 | 2013-04-25 | Tdk Corp | ハードコート剤組成物及びこれを用いたハードコートフィルム |
| JP5060648B1 (ja) | 2011-09-30 | 2012-10-31 | 日本写真印刷株式会社 | 転写シート及び転写シートの製造方法 |
| KR20130058565A (ko) | 2011-11-25 | 2013-06-04 | 주식회사 팬택 | 송수신 포인트, 송수신 포인트의 제어 정보 전송 방법, 단말, 및 단말의 제어 정보 수신 방법 |
| US20130216801A1 (en) | 2012-02-17 | 2013-08-22 | Sabic Innovative Plastics Ip B.V. | Transparent Thin-Wall Scratch-Resistant Article |
| WO2013129531A1 (ja) | 2012-02-29 | 2013-09-06 | Hoya株式会社 | コーティング組成物及びその製造方法、並びに、プラスチックレンズ及びその製造方法 |
| JP6135330B2 (ja) | 2012-06-22 | 2017-05-31 | Jsr株式会社 | ハードコートフィルム |
| JP2014024332A (ja) | 2012-06-22 | 2014-02-06 | Jsr Corp | ハードコートフィルム |
| JP6062680B2 (ja) | 2012-08-01 | 2017-01-18 | スリーエム イノベイティブ プロパティズ カンパニー | 防汚性ハードコートおよび防汚性ハードコート前駆体 |
| JP6090048B2 (ja) | 2012-08-03 | 2017-03-08 | マツダ株式会社 | 透明積層体およびその製造方法 |
| JP2014040017A (ja) | 2012-08-21 | 2014-03-06 | Mitsubishi Rayon Co Ltd | 樹脂フィルム、樹脂積層体及びその製造方法 |
| KR101470463B1 (ko) | 2012-08-23 | 2014-12-08 | 주식회사 엘지화학 | 하드코팅 필름 |
| KR101415841B1 (ko) * | 2012-08-23 | 2014-07-09 | 주식회사 엘지화학 | 하드코팅 필름 |
| JP5532098B2 (ja) | 2012-09-24 | 2014-06-25 | パナソニック株式会社 | 冷蔵庫用扉及びその製造方法 |
| JP5998038B2 (ja) | 2012-12-18 | 2016-09-28 | 富士フイルム株式会社 | 積層フィルム、透明導電フィルム、タッチパネルおよび積層フィルムの製造方法 |
| JP2014149520A (ja) | 2013-01-11 | 2014-08-21 | Dainippon Printing Co Ltd | ハードコートフィルム、ハードコート層用硬化性樹脂組成物およびハードコートフィルムの製造方法 |
| JP5892955B2 (ja) | 2013-01-24 | 2016-03-23 | 三菱電機株式会社 | 電力変換装置 |
| KR102102642B1 (ko) | 2013-01-30 | 2020-04-21 | 엘지전자 주식회사 | 냉장고 도어, 냉장고 도어의 제조 방법 및 냉장고 |
| JP6034210B2 (ja) | 2013-02-07 | 2016-11-30 | 株式会社有沢製作所 | 基材処理用組成物、積層基材の製造方法、及び積層基材 |
| JP2014152281A (ja) | 2013-02-12 | 2014-08-25 | Riken Technos Corp | 透明樹脂積層フィルムの製造方法 |
| JP5374761B1 (ja) | 2013-03-29 | 2013-12-25 | 東洋インキScホールディングス株式会社 | 活性エネルギー線硬化性組成物 |
| JP6609093B2 (ja) | 2013-05-13 | 2019-11-20 | 日東電工株式会社 | ハードコートフィルム、偏光板及び画像表示装置 |
| SG11201509671QA (en) | 2013-05-24 | 2015-12-30 | Evonik Roehm Gmbh | Composite system with high impact strength and a high softening point |
| JP6331725B2 (ja) | 2013-06-05 | 2018-05-30 | 三菱ケミカル株式会社 | 積層体 |
| JP6331726B2 (ja) | 2013-06-05 | 2018-05-30 | 三菱ケミカル株式会社 | 積層体 |
| US10202479B2 (en) | 2013-06-07 | 2019-02-12 | Regents Of The University Of Minnesota | Poly(cyclohexylethylene)-polyacrylate block copolymers, methods of manufacture thereof and articles comprising the same |
| JP6361913B2 (ja) | 2013-06-14 | 2018-07-25 | Dic株式会社 | ハードコートフィルム、加飾フィルム、保護フィルム及び画像表示装置 |
| KR102032016B1 (ko) | 2013-06-19 | 2019-10-14 | 소켄 케미칼 앤드 엔지니어링 캄파니, 리미티드 | 편광판용 점착제 조성물, 편광판용 점착 시트, 점착제층 부착 편광판, 적층체 및 플랫 패널 디스플레이 |
| CN105358262B (zh) | 2013-07-04 | 2018-05-01 | 理研科技株式会社 | 防粘连性硬涂层膜的制造方法 |
| CN105451964B (zh) | 2013-07-10 | 2019-03-08 | 理研科技株式会社 | 聚(甲基)丙烯酰亚胺膜、其易粘结性膜和它们的制造方法 |
| JP5865953B2 (ja) | 2013-07-10 | 2016-02-17 | リケンテクノス株式会社 | ポリ(メタ)アクリルイミドフィルムの製造方法 |
| JP5989033B2 (ja) | 2013-07-10 | 2016-09-07 | リケンテクノス株式会社 | ポリ(メタ)アクリルイミドフィルム、その易接着性フィルム、及びそのハードコート積層フィルム |
| JP5999818B2 (ja) | 2013-07-10 | 2016-09-28 | リケンテクノス株式会社 | 易接着性ポリ(メタ)アクリルイミドフィルムの製造方法 |
| WO2015033754A1 (ja) | 2013-09-05 | 2015-03-12 | ハイアールアジアインターナショナル株式会社 | 冷蔵庫の扉体 |
| WO2015040931A1 (ja) | 2013-09-20 | 2015-03-26 | リケンテクノス株式会社 | ポリ(メタ)アクリルイミド系樹脂層を含む透明多層フィルム、及びその製造方法 |
| JP6072660B2 (ja) | 2013-09-27 | 2017-02-01 | 第一工業製薬株式会社 | 硬化性樹脂組成物およびハードコート用組成物 |
| WO2015060283A1 (ja) | 2013-10-25 | 2015-04-30 | 旭硝子株式会社 | ハードコート被膜付き樹脂基板の製造方法およびハードコート被膜付き樹脂基板 |
| WO2015098495A1 (ja) | 2013-12-24 | 2015-07-02 | Dic株式会社 | ハードコートフィルム及び情報表示装置 |
| JP6388149B2 (ja) | 2014-02-12 | 2018-09-12 | 日立化成株式会社 | 屈折率調整膜用ハードコーティング樹脂組成物及びそれを用いた硬化膜、複層膜 |
| JP6338903B2 (ja) | 2014-03-24 | 2018-06-06 | リケンテクノス株式会社 | ポリ(メタ)アクリルイミド系積層体からなる物品 |
| US10173392B2 (en) | 2014-03-24 | 2019-01-08 | Riken Technos Corporation | Process for producing article from layered hardcoat object, and article formed from layered hardcoat object including poly(meth)acrylimide-based resin layer |
| JP6133808B2 (ja) | 2014-03-24 | 2017-05-24 | リケンテクノス株式会社 | ハードコート積層体からなる物品の製造方法 |
| JP6385094B2 (ja) | 2014-03-26 | 2018-09-05 | リンテック株式会社 | タッチパネル |
| US20170101540A1 (en) | 2014-03-31 | 2017-04-13 | Akzo Nobel Coatings International B.V. | Anti-Fingerprint Coating Composition, Products Therefrom, Method for Forming the Same, And Use Thereof |
| JP2015203770A (ja) | 2014-04-14 | 2015-11-16 | リンテック株式会社 | ハードコートフィルム、ハードコート層を形成するための塗工液、およびハードコートフィルムの製造方法 |
| EP3140355B1 (en) | 2014-05-09 | 2018-07-11 | 3M Innovative Properties Company | Article with hardcoat and method of making the same |
| JP5963376B2 (ja) | 2014-05-30 | 2016-08-03 | リケンテクノス株式会社 | 活性エネルギー線硬化性樹脂組成物、及びこれを用いたハードコート積層フィルム |
| JP6276211B2 (ja) | 2014-05-30 | 2018-02-07 | リケンテクノス株式会社 | 透明樹脂積層体 |
| JP2016011365A (ja) | 2014-06-30 | 2016-01-21 | アイカ工業株式会社 | 紫外線硬化型ハードコート剤 |
| JP6378559B2 (ja) | 2014-07-08 | 2018-08-22 | 日東電工株式会社 | アンカー層形成用組成物、アンカー層、粘着剤層付光学フィルム、及び、画像表示装置 |
| JP6395519B2 (ja) | 2014-09-02 | 2018-09-26 | リケンテクノス株式会社 | ガラス貼付化粧シート用粘着剤、及びこれを用いた化粧シート |
| CN105404094A (zh) | 2014-09-09 | 2016-03-16 | 富士胶片株式会社 | 硬化性组合物、硬化膜及其制造方法、触摸屏及显示装置 |
| JP6303948B2 (ja) | 2014-09-18 | 2018-04-04 | 三菱ケミカル株式会社 | 硬化性組成物、硬化物及び積層体 |
| US10683433B2 (en) | 2014-10-29 | 2020-06-16 | Ppg Industries Ohio, Inc. | Protective coating system for plastic substrate |
| US10780685B2 (en) | 2015-03-18 | 2020-09-22 | Riken Technos Corporation | Hard coat laminated film |
| JP5878255B1 (ja) | 2015-03-18 | 2016-03-08 | リケンテクノス株式会社 | ハードコート積層フィルムの製造方法 |
| KR101970093B1 (ko) | 2015-03-18 | 2019-04-17 | 리껭테크노스 가부시키가이샤 | 방현성 하드 코트 적층 필름 |
| JP5870223B1 (ja) | 2015-03-18 | 2016-02-24 | リケンテクノス株式会社 | ハードコート積層フィルム |
| JP5870222B1 (ja) | 2015-03-18 | 2016-02-24 | リケンテクノス株式会社 | ハードコート積層フィルム |
| KR102551428B1 (ko) | 2015-03-18 | 2023-07-04 | 리껭테크노스 가부시키가이샤 | 다층 하드 코팅 필름 |
| EP3663089A1 (en) | 2015-03-18 | 2020-06-10 | Riken Technos Corporation | Molded body |
| EP3785906B1 (en) | 2015-03-18 | 2023-08-02 | Riken Technos Corporation | Hard coat laminate film and method for producing same |
| JP6133966B2 (ja) | 2015-12-25 | 2017-05-24 | リケンテクノス株式会社 | ハードコート積層フィルム |
| JP2017200042A (ja) | 2016-04-27 | 2017-11-02 | 株式会社沖データ | 画像形成装置 |
| KR102346427B1 (ko) | 2016-05-20 | 2022-01-04 | 다이니폰 인사츠 가부시키가이샤 | 광학 적층체 및 화상 표시 장치 |
-
2016
- 2016-02-04 KR KR1020177026048A patent/KR101970093B1/ko active IP Right Grant
- 2016-02-04 US US15/559,383 patent/US10809418B2/en active Active
- 2016-02-04 EP EP16764564.7A patent/EP3272527B1/en active Active
- 2016-02-04 EP EP20150371.1A patent/EP3666522B1/en active Active
- 2016-02-04 CN CN201680015900.0A patent/CN107405901B/zh active Active
- 2016-02-04 CN CN201910756415.4A patent/CN110358343B/zh active Active
- 2016-02-04 WO PCT/JP2016/053355 patent/WO2016147733A1/ja active Application Filing
- 2016-02-05 TW TW105104029A patent/TWI687491B/zh active
-
2017
- 2017-08-14 PH PH12017501474A patent/PH12017501474A1/en unknown
-
2020
- 2020-07-15 US US16/930,243 patent/US11512176B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011201087A (ja) * | 2010-03-24 | 2011-10-13 | Toppan Printing Co Ltd | タッチパネル用ハードコートフィルム及びタッチパネル |
| JP2013142113A (ja) * | 2012-01-11 | 2013-07-22 | Aica Kogyo Co Ltd | インサート成型フィルム用アンカーハードコート剤及びインサート成型用フィルム |
| JP2013173871A (ja) * | 2012-02-27 | 2013-09-05 | Mitsubishi Chemicals Corp | 組成物、帯電防止性コート剤及び帯電防止性積層体 |
| JP2014080536A (ja) * | 2012-10-18 | 2014-05-08 | Origin Electric Co Ltd | 耐指紋性ハードコート塗料及びそれを塗布した部材・物品 |
| JP2014201681A (ja) * | 2013-04-05 | 2014-10-27 | 三光化学工業株式会社 | 制電性組成物、その製造方法、制電性被覆物、成形品、塗料および粘着剤 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3272527A4 * |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11512176B2 (en) | 2015-03-18 | 2022-11-29 | Riken Technos Corporation | Anti-glare hard coat laminated film |
| US10596739B2 (en) | 2015-03-18 | 2020-03-24 | Riken Technos Corporation | Molded body |
| US10780685B2 (en) | 2015-03-18 | 2020-09-22 | Riken Technos Corporation | Hard coat laminated film |
| US10809418B2 (en) | 2015-03-18 | 2020-10-20 | Riken Technos Corporation | Anti-glare hard coat laminated film |
| US11433651B2 (en) | 2015-03-18 | 2022-09-06 | Riken Technos Corporation | Hard coat laminated film |
| US11065851B2 (en) | 2015-03-18 | 2021-07-20 | Riken Technos Corporation | Multilayer hard coating film |
| US11241866B2 (en) | 2015-11-25 | 2022-02-08 | Riken Technos Corporation | Door body |
| US11774166B2 (en) | 2015-11-25 | 2023-10-03 | Riken Technos Corporation | Door body |
| WO2017090679A1 (ja) * | 2015-11-25 | 2017-06-01 | リケンテクノス株式会社 | 扉体 |
| WO2017098935A1 (ja) * | 2015-12-08 | 2017-06-15 | リケンテクノス株式会社 | ハードコート積層フィルム |
| US10816700B2 (en) | 2015-12-08 | 2020-10-27 | Riken Technos Corporation | Hard coat layered film |
| WO2017126431A1 (ja) * | 2016-01-18 | 2017-07-27 | リケンテクノス株式会社 | ハードコート積層フィルム |
| US11459489B2 (en) | 2016-02-19 | 2022-10-04 | Riken Technos Corporation | Pressure-sensitive adhesive and articles including same |
| US11407870B2 (en) | 2016-09-14 | 2022-08-09 | Riken Technos Corporation | Hard coat laminated film |
| US11639428B2 (en) | 2016-11-25 | 2023-05-02 | Riken Technos Corporation | Hardcoat multilayer film |
| US11773229B2 (en) | 2017-05-10 | 2023-10-03 | Riken Technos Corporation | Hard coat laminated film |
| US20200233131A1 (en) * | 2017-08-07 | 2020-07-23 | Everix, Inc. | Ultra-thin thin-film optical interference filters |
| US11906765B2 (en) * | 2017-08-07 | 2024-02-20 | Everix, Inc. | Ultra-thin thin-film optical interference filters |
| JPWO2019077930A1 (ja) * | 2017-10-20 | 2020-11-05 | リケンテクノス株式会社 | 艶消しハードコート形成用塗料、及びこれを用いた化粧シート |
| JP7204656B2 (ja) | 2017-10-20 | 2023-01-16 | リケンテクノス株式会社 | 艶消しハードコート形成用塗料、及びこれを用いた化粧シート |
| WO2019077930A1 (ja) * | 2017-10-20 | 2019-04-25 | リケンテクノス株式会社 | 艶消しハードコート形成用塗料、及びこれを用いた化粧シート |
| JP2019142220A (ja) * | 2018-02-22 | 2019-08-29 | リケンテクノス株式会社 | 防眩性ハードコート積層フィルム |
| JP7333174B2 (ja) | 2018-02-22 | 2023-08-24 | リケンテクノス株式会社 | 防眩性ハードコート積層フィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| US11512176B2 (en) | 2022-11-29 |
| CN110358343B (zh) | 2022-06-17 |
| KR101970093B1 (ko) | 2019-04-17 |
| CN110358343A (zh) | 2019-10-22 |
| EP3666522B1 (en) | 2022-07-06 |
| US10809418B2 (en) | 2020-10-20 |
| CN107405901B (zh) | 2020-04-17 |
| KR20170128330A (ko) | 2017-11-22 |
| EP3666522A1 (en) | 2020-06-17 |
| EP3272527A1 (en) | 2018-01-24 |
| EP3272527B1 (en) | 2022-05-11 |
| PH12017501474A1 (en) | 2018-01-29 |
| CN107405901A (zh) | 2017-11-28 |
| US20180067234A1 (en) | 2018-03-08 |
| TW201638250A (zh) | 2016-11-01 |
| TWI687491B (zh) | 2020-03-11 |
| EP3272527A4 (en) | 2018-11-21 |
| US20200348449A1 (en) | 2020-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11512176B2 (en) | Anti-glare hard coat laminated film | |
| JP5870222B1 (ja) | ハードコート積層フィルム | |
| JP5870223B1 (ja) | ハードコート積層フィルム | |
| EP3785906B1 (en) | Hard coat laminate film and method for producing same | |
| JP5878255B1 (ja) | ハードコート積層フィルムの製造方法 | |
| WO2016147739A1 (ja) | ハードコート積層フィルム | |
| KR102635004B1 (ko) | 하드 코트 적층 필름 | |
| JP6133966B2 (ja) | ハードコート積層フィルム | |
| JP2017138626A (ja) | 防眩性ハードコート積層フィルム | |
| WO2017126431A1 (ja) | ハードコート積層フィルム | |
| JP2017128136A (ja) | ハードコート積層フィルム | |
| JP6146833B1 (ja) | 防眩性ハードコート積層フィルム | |
| JP6144330B2 (ja) | ハードコート積層フィルム | |
| JP7270698B2 (ja) | 防眩性ハードコート積層フィルム | |
| JP6153996B2 (ja) | ハードコート積層フィルムの製造方法 | |
| JP2017141416A (ja) | ハードコート積層フィルム | |
| JP6599789B2 (ja) | ハードコート積層フィルム | |
| KR102516912B1 (ko) | 점착 필름 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16764564 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12017501474 Country of ref document: PH |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016764564 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20177026048 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15559383 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |