WO2010110007A1 - リアクトル - Google Patents
リアクトル Download PDFInfo
- Publication number
- WO2010110007A1 WO2010110007A1 PCT/JP2010/053098 JP2010053098W WO2010110007A1 WO 2010110007 A1 WO2010110007 A1 WO 2010110007A1 JP 2010053098 W JP2010053098 W JP 2010053098W WO 2010110007 A1 WO2010110007 A1 WO 2010110007A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coil
- resin
- reactor
- core
- molded body
- Prior art date
Links
- 229920005989 resin Polymers 0.000 claims abstract description 629
- 239000011347 resin Substances 0.000 claims abstract description 629
- 238000009434 installation Methods 0.000 claims abstract description 118
- 238000004804 winding Methods 0.000 claims abstract description 102
- 239000000470 constituent Substances 0.000 claims description 112
- 238000000465 moulding Methods 0.000 claims description 111
- 239000000463 material Substances 0.000 claims description 51
- 239000010410 layer Substances 0.000 claims description 13
- 230000008878 coupling Effects 0.000 claims description 9
- 238000010168 coupling process Methods 0.000 claims description 9
- 238000005859 coupling reaction Methods 0.000 claims description 9
- 239000011247 coating layer Substances 0.000 claims description 6
- 230000005855 radiation Effects 0.000 abstract description 4
- 230000004048 modification Effects 0.000 description 35
- 238000012986 modification Methods 0.000 description 35
- 239000011248 coating agent Substances 0.000 description 34
- 238000000576 coating method Methods 0.000 description 34
- 230000017525 heat dissipation Effects 0.000 description 34
- 230000002093 peripheral effect Effects 0.000 description 30
- 238000002347 injection Methods 0.000 description 28
- 239000007924 injection Substances 0.000 description 28
- 229910052751 metal Inorganic materials 0.000 description 22
- 239000002184 metal Substances 0.000 description 22
- 239000000696 magnetic material Substances 0.000 description 21
- 238000000034 method Methods 0.000 description 18
- 230000001681 protective effect Effects 0.000 description 17
- 238000003466 welding Methods 0.000 description 16
- 239000002131 composite material Substances 0.000 description 15
- 238000009413 insulation Methods 0.000 description 15
- 239000011253 protective coating Substances 0.000 description 14
- 239000000843 powder Substances 0.000 description 13
- 238000001816 cooling Methods 0.000 description 12
- 239000003822 epoxy resin Substances 0.000 description 12
- 230000006870 function Effects 0.000 description 12
- 229920000647 polyepoxide Polymers 0.000 description 12
- 239000000919 ceramic Substances 0.000 description 10
- 239000007769 metal material Substances 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 239000006249 magnetic particle Substances 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 8
- 239000004020 conductor Substances 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 230000006378 damage Effects 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 229920006305 unsaturated polyester Polymers 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 239000000945 filler Substances 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 5
- 238000005452 bending Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 230000004907 flux Effects 0.000 description 5
- 239000011810 insulating material Substances 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 5
- 230000006872 improvement Effects 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 229910052581 Si3N4 Inorganic materials 0.000 description 3
- 230000004323 axial length Effects 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 210000003298 dental enamel Anatomy 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000006247 magnetic powder Substances 0.000 description 3
- 239000005011 phenolic resin Substances 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 3
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 2
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229920005549 butyl rubber Polymers 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000010292 electrical insulation Methods 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- -1 iron group metals Chemical class 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000001721 transfer moulding Methods 0.000 description 2
- 229920006337 unsaturated polyester resin Polymers 0.000 description 2
- 238000013022 venting Methods 0.000 description 2
- MZAGXDHQGXUDDX-JSRXJHBZSA-N (e,2z)-4-ethyl-2-hydroxyimino-5-nitrohex-3-enamide Chemical compound [O-][N+](=O)C(C)C(/CC)=C/C(=N/O)/C(N)=O MZAGXDHQGXUDDX-JSRXJHBZSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 229910001316 Ag alloy Inorganic materials 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- PIGFYZPCRLYGLF-UHFFFAOYSA-N Aluminum nitride Chemical compound [Al]#N PIGFYZPCRLYGLF-UHFFFAOYSA-N 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910017061 Fe Co Inorganic materials 0.000 description 1
- 229910017060 Fe Cr Inorganic materials 0.000 description 1
- 229910002544 Fe-Cr Inorganic materials 0.000 description 1
- 229910017082 Fe-Si Inorganic materials 0.000 description 1
- 229910017133 Fe—Si Inorganic materials 0.000 description 1
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 1
- 239000004944 Liquid Silicone Rubber Substances 0.000 description 1
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical class O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 1
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical class O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 1
- VCUFZILGIRCDQQ-KRWDZBQOSA-N N-[[(5S)-2-oxo-3-(2-oxo-3H-1,3-benzoxazol-6-yl)-1,3-oxazolidin-5-yl]methyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C1O[C@H](CN1C1=CC2=C(NC(O2)=O)C=C1)CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F VCUFZILGIRCDQQ-KRWDZBQOSA-N 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 206010037660 Pyrexia Diseases 0.000 description 1
- 229910018557 Si O Inorganic materials 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229910002796 Si–Al Inorganic materials 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- UPHIPHFJVNKLMR-UHFFFAOYSA-N chromium iron Chemical compound [Cr].[Fe] UPHIPHFJVNKLMR-UHFFFAOYSA-N 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 229920005560 fluorosilicone rubber Polymers 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 229920002681 hypalon Polymers 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 150000003961 organosilicon compounds Chemical class 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229910000889 permalloy Inorganic materials 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 150000003376 silicon Chemical class 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- LIVNPJMFVYWSIS-UHFFFAOYSA-N silicon monoxide Inorganic materials [Si-]#[O+] LIVNPJMFVYWSIS-UHFFFAOYSA-N 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 230000002463 transducing effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 150000003755 zirconium compounds Chemical class 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F37/00—Fixed inductances not covered by group H01F17/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/02—Casings
- H01F27/022—Encapsulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/06—Mounting, supporting or suspending transformers, reactors or choke coils not being of the signal type
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/29—Terminals; Tapping arrangements for signal inductances
- H01F27/292—Surface mounted devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/32—Insulating of coils, windings, or parts thereof
- H01F27/327—Encapsulating or impregnating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
- H01F17/045—Fixed inductances of the signal type with magnetic core with core of cylindric geometry and coil wound along its longitudinal axis, i.e. rod or drum core
- H01F2017/046—Fixed inductances of the signal type with magnetic core with core of cylindric geometry and coil wound along its longitudinal axis, i.e. rod or drum core helical coil made of flat wire, e.g. with smaller extension of wire cross section in the direction of the longitudinal axis
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F3/00—Cores, Yokes, or armatures
- H01F3/10—Composite arrangements of magnetic circuits
- H01F3/14—Constrictions; Gaps, e.g. air-gaps
Definitions
- the present invention relates to a reactor used for a component part of a power conversion device such as an in-vehicle DC-DC converter mounted on a vehicle such as a hybrid vehicle.
- the present invention relates to a reactor that is small and excellent in productivity and heat dissipation.
- Patent Documents 1 to 3 disclose a reactor used for a circuit component of a converter mounted on a vehicle such as a hybrid vehicle.
- the reactor typically includes a coil including a pair of coil elements and an annular magnetic core in which both coil elements are arranged side by side so that the axial directions of the coil elements are parallel to each other (particularly, Patent Documents 1 and 2).
- Patent Document 1 an outer case that houses an assembly of a coil and a magnetic core, a resin that fills the outer case and seals the assembly, and is interposed between the coil and the magnetic core.
- a reactor including an insulating member for insulating the two.
- the insulating member includes a cylindrical bobbin disposed on the outer periphery of the magnetic core and a pair of frame-shaped members disposed on both end surfaces of the coil.
- the coil sandwiched between the frame-like members is housed in a middle case and housed in the outer case.
- Patent Document 3 discloses a reactor including a resin portion that covers an outer periphery of an assembly of a coil and a magnetic core.
- JP 2008-028290 A Japanese Patent Laid-Open No. 2004-327569 JP 2007-180224
- Improvement of productivity is desired with respect to the conventional reactor.
- the shape cannot be maintained and the coil expands and contracts. Therefore, when assembling the reactor, the shape is unstable and it is difficult to handle the coil, resulting in a decrease in the productivity of the reactor.
- the arrangement location of the coil in the magnetic core becomes long, and the reactor becomes large. Therefore, if the reactor is assembled while compressing the coil so as to have a desired length in order to reduce the size of the reactor, the assembling workability is poor.
- Patent Document 1 when a coil is sandwiched between a pair of frame-shaped members and housed in an inner case to hold the coil in a compressed state, the number of parts and processes are large. Neither Patent Document 2 nor 3 fully considers the handling of the coil. From the above, improvements in workability and productivity are desired.
- a reactor excellent in heat dissipation is desired.
- the case is omitted as described in Patent Document 3 and the outer periphery of the coil and magnetic core assembly is covered with resin, the entire circumference of the coil and magnetic core can be reduced. Covering with a resin causes a decrease in heat dissipation.
- the case in a reactor including a case, the case can be used as a heat dissipation path by using a metal case such as aluminum. Even if such a case is omitted, development of a reactor having excellent heat dissipation is desired.
- an object of the present invention is to provide a reactor that is small in size and excellent in productivity and heat dissipation.
- the present invention omits the case and mainly uses a resin for the outer periphery of the coil / magnetic core combination in order to reduce the size and weight, and to protect from the external environment, mechanical protection, and electrical protection. Suggest to cover. And this invention proposes using the molded object by which the shape was hold
- the reactor of the present invention includes a coil formed by winding a winding in a spiral shape and a magnetic core on which the coil is disposed.
- the magnetic core includes an inner core portion inserted into the coil and an outer core portion connected to the inner core portion where the coil is not disposed, and these both core portions form a closed magnetic path.
- the reactor covers at least a part of an outer periphery of a coil molded body including the coil and an inner resin portion that covers the outer periphery of the coil and maintains the shape thereof, and the coil molded body and the magnetic core. It has an outer resin part.
- one surface (hereinafter referred to as a core installation surface) on the installation side when the reactor is installed satisfies the following requirements (1) and (2).
- the core installation surface protrudes from the surface on the installation side in the inner core portion.
- the core installation surface is exposed from the outer resin portion.
- the reactor of the present invention having the above-described configuration is a caseless structure that does not include a case, so that the outer resin portion and the inner resin portion can be provided while the coil and The magnetic core can be protected from the external environment, mechanically protected, and the coil can be electrically protected.
- the reactor of the present invention does not expand and contract during assembly, so that the coil can be handled easily and the reactor can be assembled easily.
- the insulation between the coil and the magnetic core can be improved by the inner resin portion, and the compressed state of the coil can be maintained by the inner resin portion, thereby omitting the above-described cylindrical bobbin, frame member, and inner case.
- the reactor of the present invention since the reactor of the present invention has a part of the magnetic core (core installation surface) exposed from the outer resin portion, the magnetic core is in direct contact with the fixed object when installed on a fixed object such as a cooling base. Can do. Therefore, this invention reactor can discharge
- the magnetic core can be reduced in size, which in turn contributes to the downsizing of the reactor. be able to.
- the outer core surface and the outer surface of the inner core portion are flush with each other without changing the volume of the magnetic core.
- the axial length of the coil in the reactor can be shortened. Therefore, since the installation area of the reactor with respect to the fixed object such as the cooling base can be reduced, the reactor of the present invention is also small in this respect.
- one surface that becomes the installation side when the reactor is installed, and in the coil molded body, the installation side when the reactor is installed
- a molded body installation surface is the same surface, and a form in which both surfaces are exposed from the outer resin portion can be mentioned.
- the reactor when the reactor is installed on a fixed object such as a cooling base, in addition to the magnetic core, the coil molded body can also directly contact the fixed object. Therefore, the heat of the coil having a large calorific value can be efficiently released to a fixed object such as a cooling base, and the reactor in this form is further excellent in heat dissipation. Further, in addition to the magnetic core, a part of the coil molded body is also exposed from the outer resin portion and directly supported by the object to be fixed. Therefore, the reactor in this form can widen the contact area with the object to be fixed. , More stable installation on the object to be fixed.
- the coil provided in the reactor of the present invention typically includes a form having only one coil (element) and a form having a pair of coil elements.
- each coil element may be formed side by side so that each axial direction is parallel.
- the said inner side resin part it can be set as the form which provides a dent in the location which covers between the said both coil elements, Comprising: The location which becomes an installation side when the said reactor is installed.
- the outer shape of the inner resin portion of the coil molded body can be selected from various shapes, and may be similar or non-similar to the outer shape of the coil.
- the outer shape of the portion covering the two coil elements of the inner resin portion is a plane extending between the two coil elements, or a dent is formed along the gap formed between the two coil elements. It can be made into a shape.
- the surface area of the inner resin portion is increased by providing the dent compared to the case of the flat surface. Enhanced.
- the surface area of the inner resin part becomes larger than that of the flat surface by providing the dent.
- the adhesion between the coil molded body and the coil molded body can be improved.
- the said dent provided in an inner side resin part can also be utilized for the arrangement
- the said inner side resin part has the interposed resin part interposed between the said coil and the said inner core part, and is interposed between the said interposed resin part and the said inner core part.
- the form which provides the buffer member which does not cover the said outer core part is mentioned.
- the reactor of the present invention When the reactor of the present invention is used for an in-vehicle component of a vehicle such as an automobile, considering the use environment and operating temperature, for example, the assumed minimum temperature of the use environment: -40 ° C to the maximum temperature reached when the coil is excited: 150 ° C It is desirable to be usable in a temperature range of about. Therefore, the present inventors manufactured a coil molded body having a pair of coil elements, and conducted a heat cycle test in the above temperature range on the reactor having the coil molded body. There was no particular problem when the temperature was raised, but the inventors learned that the following phenomenon may occur when the temperature is lowered.
- the portion interposed between the inner core portion and the coil (hereinafter, the region between the inner core portion and the coil is referred to as an intervening region, and the resin in the intervening region is referred to as an intervening resin portion). Cracks may occur. (2) When the same heat cycle test was performed only on a molded product in which only the coil was molded with the inner resin portion in the absence of the inner core portion, there was a crack in the resin portion on the inner peripheral side of the coil in the molded product. Does not occur.
- the linear expansion coefficient of the inner core portion is smaller than the linear expansion coefficient of the inner resin portion, and when the reactor cools down, the shrinkage of the inner resin portion is due to the presence of the inner core portion. Since it was inhibited, it was surmised that an excessive stress acted on the intervening resin portion, leading to generation of cracks.
- a mode is proposed in which a buffer member is provided in order to relieve stress acting on the intervening resin portion when the temperature of the reactor is lowered.
- the reactor of this form can effectively prevent the occurrence of cracks in the intervening resin portion.
- the reactor of this configuration can be provided with sufficient heat dissipation.
- the constituent material of the buffer member has a Young's modulus smaller than that of the constituent resin of the inner resin portion.
- the cushioning member can surely have a function as a cushion for preventing an excessive stress from acting on the intervening resin portion.
- the buffer member include at least one of a heat shrinkable tube, a normal temperature shrinkable tube, a mold layer, a coating layer, and a tape winding layer.
- the buffer member is a heat-shrinkable tube
- the outer peripheral surface can be reliably covered in a state along the outer peripheral surface of the inner core portion, and separation of the buffer member from the inner core portion can also be suppressed.
- the buffer member is a cold-shrinkable tube
- the inner core can be easily fitted with a shock-absorbing member simply by fitting the cold-shrinkable tube to the outer periphery of the inner core.
- the said buffer member is a mold layer
- the buffer member excellent in the uniformity of thickness can be easily formed by molding the outer peripheral surface of an inner core part with resin.
- the constituent resin of the buffer member can be selected from a wide range of options.
- the buffer member is a coating layer
- the outer periphery of the inner core portion can be covered with the buffer member by a simple operation such as applying the constituent material of the buffer member to the outer periphery of the inner core portion.
- the said buffer member is a tape winding layer
- the outer periphery of an inner core part can be easily covered with a buffer member by winding a tape material on the outer periphery of an inner core part.
- the outer resin portion when the outer resin portion is formed integrally with the inner resin portion and the outer resin portion is formed with a mold, the combination of the coil molded body and the magnetic core is positioned with respect to the mold.
- the form which provides the positioning part used in order to do is mentioned.
- the positioning portion is used for positioning with respect to the mold, so that at least a portion is not covered with the outer resin portion.
- the outer resin portion it may be difficult to accurately arrange the combination of the coil molded body and the magnetic core at a predetermined position of the mold. Moreover, even if it arrange
- a support member such as a pin, a holding jig, or a bolt may be prepared separately, and the above-described combination placed in the mold may be supported by the support member to maintain the state of being placed at a predetermined position. It is done. However, in this case, the number of steps for arranging the support member is increased, leading to a reduction in reactor productivity.
- the contact part of the said supporting member in the said assembly is not covered with an outer side resin part, but a part of coil (molded body) and a part of magnetic core are exposed, and an exposed part increases. For this reason, mechanical protection and protection from the external environment cannot be sufficiently performed by the outer resin portion, or the appearance is deteriorated.
- the exposed portion can be separately filled with resin or the like, but in this case, the number of steps increases and the productivity of the reactor further decreases.
- the assembly can be easily positioned on the molding die simply by fitting the positioning portion into the molding die.
- the positioning portion it is possible to reliably maintain the state in which the combination is disposed at the predetermined position. Therefore, according to this form, the supporting member for positioning is unnecessary separately, there is no arrangement process of these supporting members, and it is excellent in productivity of a reactor.
- the positioning portion by fitting the positioning portion to the above-described molding die, the state where the above-described assembly is disposed at a predetermined position of the molding die can be reliably maintained, so that the outer resin portion can be formed with high accuracy.
- the coil and the magnetic core can be substantially entirely covered with the inner resin portion and the outer resin portion, so that the coil and the magnetic core can be mechanically protected and protected from the external environment. Can be sufficiently achieved.
- a part of the positioning portion (for example, only one surface, or one surface and its vicinity) is exposed without being covered by the outer resin portion, but is formed by the inner resin portion. Accordingly, even if a part of the coil is present inside the constituent resin of the positioning portion, the coil is covered with the inner resin portion, so that the mechanical protection of the coil and the protection from the external environment are reliably achieved. be able to.
- the positioning part is provided at an arbitrary position of the inner resin part, and the shape and the number thereof are not particularly limited. Typically, there are ridges and protrusions, and one or a plurality of protrusions may be used.
- the molding die for molding the outer resin portion is provided with a concave groove into which the ridge or projection is fitted. By fitting the protrusions and protrusions into the concave grooves, the assembly can be easily positioned on the mold. A portion of the positioning portion fitted in the fitting groove of the mold is exposed without being covered with the outer resin portion.
- the whole positioning portion can be formed of only the constituent resin of the inner resin portion. In this case, positioning portions of various shapes, sizes, and numbers can be easily formed.
- the positioning portion may include a part of the coil therein.
- the positioning part can be formed in a location that covers the coil connecting portion in the inner resin portion.
- the connecting portion covering portion is the inner side. It protrudes from other portions in the resin portion.
- the concave portion that forms the connecting portion covering portion in the molding die of the inner resin portion can be used as the concave portion that forms the positioning portion. It is not necessary to separately provide a recess for the positioning portion.
- the connecting portion covering portion itself is a positioning portion, there is no separate projection or the like serving as the positioning portion, so that the outer shape of the coil molded body is likely to be a simple shape and the coil molded body is easy to handle. Furthermore, it is difficult to damage the external appearance of the reactor by the positioning portion.
- it can be set as the form which provided both the positioning part formed only with the constituent resin of the said inner side resin part, and the positioning part containing a part of said coil.
- the end surface of the said coil molded object and the said outer side are formed in the ridgeline which the inner end surface facing the end surface of the said coil molded object among the said outer core parts and the adjacent surface connected to this inner end surface forms.
- transducing the constituent resin of the said outer side resin part between the inner end surfaces of a core part is mentioned.
- the constituent resin of the outer resin portion is used to increase the adhesion between the coil molded body and the combination of the magnetic core and to increase the insulation between the coil molded body and the magnetic core. It is preferable that there is no gap between the magnetic core and the magnetic core. In consideration of improving the productivity of the reactor, it is desired that the outer resin portion is quickly filled with the constituent resin of the outer resin portion when the outer resin portion is formed. In addition, when a thermosetting resin is used as the constituent resin of the outer resin portion, it is necessary to quickly fill the resin before curing.
- the clearance between the coil molded body and the magnetic core is small as possible.
- the coil is compressed in the axial direction so that adjacent turns of the coil are brought into close contact with each other, and the outer periphery of the coil in the compressed state is covered with the inner resin portion. It is conceivable to form a covered coil molding.
- the constituent resin of the outer resin portion is quickly filled between the coil molded body and the magnetic core via the clearance and the gap between the turns. Difficult to do.
- the space between adjacent coil elements should be narrowed in order to reduce the size, or the constituent resin of the inner resin portion may exist between the two coil elements. Thus, it may be difficult to quickly fill the constituent resin of the outer resin portion between the coil elements.
- the said notch angle The constituent resin of the outer resin portion can be guided between the coil molded body and the magnetic core via the portion. That is, the notch corner portion can improve the filling property of the constituent resin of the outer resin portion, so that the constituent resin can be quickly filled between the coil molded body and the magnetic core, and voids are generated. Can be suppressed as much as possible.
- the constituent resin of the outer resin part can be sufficiently filled by the guide of the notched corner part. .
- the shape of the notch corner can be selected as appropriate.
- the form comprised by rounding the said ridgeline is mentioned.
- a cut-off corner portion having a shape along the ridgeline formed by the inner end surface and the adjacent surface and a shape in which the constituent resin of the outer resin portion can easily go around. Can be formed. Therefore, the constituent resin can be easily introduced between the coil molded body and the magnetic core from the notched corner.
- a relatively small gap of 0.5 mm or more and 4 mm or less can be provided between the inner end surface facing the end surface of the coil molded body and the end surface of the coil molded body.
- the constituent resin of the outer resin portion can be easily introduced between the end surface of the coil molded body and the inner end surface of the outer core portion while making a small reactor, and the constituent resin of the outer resin portion can be sufficiently introduced into the gap. Can exist.
- the resin constituting the outer resin portion between the end surface of the coil molded body and the inner end surface of the outer core portion It is easier to fill the reactor and the reactor productivity is excellent.
- the reactor of the present invention is small in size, easy to handle the coil and excellent in productivity, and also excellent in heat dissipation.
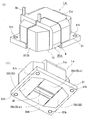
- FIG. 1 (I) is a schematic perspective view showing a state in which the reactor according to the first embodiment is arranged on a fixed object
- FIG. 1 (II) is a schematic perspective view showing a state in which the reactor is viewed from the installation surface side.
- FIG. 2 is a schematic perspective view of a coil molded body included in the reactor of the first embodiment.
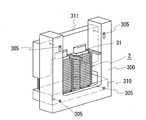
- FIG. 3 is an exploded perspective view for explaining an assembly procedure of a combined body of a coil molded body and a magnetic core included in the reactor of the first embodiment.
- FIG. 4 shows another form of the coil molded body
- FIG. 4 (I) is a schematic front view of an example having a heat sink
- FIG. 4 (II) is an outline of an example having a groove on the inner periphery.
- FIG. 5 is a schematic perspective view of an example in which another form of the coil molded body is provided and includes a groove on the outer periphery
- FIG. 5 (I) is an example in which a part of the coil is exposed
- FIG. 5 (II) Shows an example having a groove where the coil is not exposed.
- FIG. 6 is a perspective view showing another form of the coil, in which the end of the winding constituting the coil is pulled out to the side of the coil.
- FIG. 7 is a perspective view showing another form of the coil and showing the form in which the end of the winding constituting the coil is pulled out to the side of the coil.
- FIG. 5 is a schematic perspective view of an example in which another form of the coil molded body is provided and includes a groove on the outer periphery
- FIG. 5 (I) is an example in which a part of the coil is exposed
- FIG. 5 (II) Shows an example having a groove where the coil is not exposed.
- FIG. 6 is a perspective
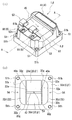
- FIG. 8 (I) is a schematic perspective view showing a state in which the reactor according to the second embodiment is arranged on a fixed object
- FIG. 8 (II) is a plan view showing the installation surface of the reactor.
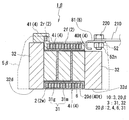
- FIG. 9 is a cross-sectional view taken along the line AA in FIG. 8 (I).
- FIG. 10 is an explanatory view showing a procedure for assembling the reactor of the second embodiment
- FIG. 10 (I) shows a state before the buffer member is attached to the inner core portion
- FIG. 10 (II) shows the buffer member. The state after attachment to the inner core part is shown.
- FIG. 11 is an explanatory view showing the procedure for assembling the reactor according to the second embodiment
- FIG. 11 is an explanatory view showing the procedure for assembling the reactor according to the second embodiment
- FIG. 11 (I) is a combination state of the inner core portion on which the buffer member is mounted and the coil
- FIG. 11 (II) is FIG. The state which shape
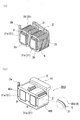
- FIG. 12 is an explanatory view showing the assembly procedure of the reactor of the second embodiment
- FIG. 12 (I) is a state where the outer core portion and the terminal metal fitting are combined with the coil molded body
- FIG. 13 is a schematic cross-sectional view showing a state in which a combined body of a coil molded body and a magnetic core included in the reactor of Embodiment 2 is housed in a molding die.
- FIG. 12 is an explanatory view showing the assembly procedure of the reactor of the second embodiment
- FIG. 12 (I) is a state where the outer core portion and the terminal metal fitting are combined with the coil molded body
- FIG. 13 is a schematic cross-sectional view showing a state in which a combined body of a coil molded body
- FIG. 14 is an exploded perspective view showing a procedure for assembling an assembly of a coil molded body and a magnetic core provided in a reactor according to a modification of the second embodiment.
- FIG. 15 is a side view of a combination of a coil molded body and a magnetic core included in a reactor according to a modification of the second embodiment, and shows an arrangement state of terminal fittings and inner resin portions.
- FIG. 16 shows a magnetic core included in a reactor according to a modification of the second embodiment
- FIG. 16 (I) is a perspective view of an outer core portion having a cut-out corner portion with a rectangular cross section
- FIG. 16 (II) is a cross section.
- FIG. 16 (III) is a plan view of the outer core portion shown in FIGS. 16 (I) and 16 (II), with the outer core portion having a triangular notch corner portion.
- FIG. 17 is a schematic perspective view for explaining a state in which the shape holder is arranged on the assembly of the coil and the inner
- FIG. 1 (I) a part of the outer resin portion is cut away so that the coil molded body and the magnetic core existing inside the outer resin portion can be seen.
- the reactor 1 ⁇ is used, for example, as a component part of a DC-DC converter of a hybrid vehicle.
- reactor 1 ⁇ is directly installed and used on a fixed object (not shown) such as a metal (typically aluminum) cooling base having a refrigerant circulation path therein.
- Reactor 1 ⁇ is installed with the flat surface shown in FIG. 1 (II) as the installation surface.
- the reactor 1 ⁇ includes a coil 2 (FIG. 2) formed by winding a winding 2w, and an annular magnetic core 3 on which the coil 2 is disposed.
- the outer periphery of the coil 2 is covered with the inner resin part 4 to form a coil molded body 20 ⁇ .
- the reactor 1 ⁇ includes an outer resin portion 5 ⁇ that covers the outer periphery of the combined body 10 of the coil molded body 20 ⁇ and the magnetic core 3.
- Reactor 1 ⁇ is characterized by the form of the coil (coil molded body 20 ⁇ ), the shape of magnetic core 3, and the coating region of outer resin portion 5 ⁇ .
- each configuration will be described in more detail.
- the magnetic core 3 has a pair of inner core portions 31 in which the coil molded body 20 ⁇ is disposed, and a pair of outer core portions 32 that are not disposed in the coil molded body 20 ⁇ and are exposed from the coil molded body 20 ⁇ .
- each inner core portion 31 is a rectangular parallelepiped body
- each outer core portion 32 is a prismatic body having a pair of trapezoidal surfaces.
- the magnetic core 3 has an outer core portion 32 disposed so as to sandwich the inner core portion 31 that is spaced apart, and the end surface 31e of each inner core portion 31 and the inner end surface 32e of the outer core portion 32 are joined to form an annular shape. Formed.
- the inner core portion 31 and the outer core portion 32 form a closed magnetic path when the coil 2 is excited.
- the inner core portion 31 is a laminated body configured by alternately laminating core pieces 31m made of a magnetic material and gap members 31g typically made of a nonmagnetic material, and the outer core portion 32 is made of a magnetic material.
- Examples of the molded body include iron group metals such as Fe, Co, and Ni, Fe-based alloys such as Fe-Si, Fe-Ni, Fe-Al, Fe-Co, Fe-Cr, and Fe-Si-Al, and rare earth metals.
- examples of the core piece include a ferrite core that is a sintered body of a metal oxide. The molded body can easily form various three-dimensional magnetic cores.
- a powder having an insulating coating on the surface of the powder made of the soft magnetic material can be suitably used.
- the powder is molded and then fired at a temperature lower than the heat resistance temperature of the insulating coating.
- a soft magnetic material having an insulating coating for example, the following can be used.
- a soft magnetic material including a plurality of composite magnetic particles, wherein each of the plurality of composite magnetic particles includes a metal magnetic particle, an insulating coating surrounding the surface of the metal magnetic particle, and a composite coating surrounding the outside of the insulating coating. And have.
- the composite film has a form having a heat resistance-imparting protective film surrounding the surface of the insulating film and a flexible protective film surrounding the surface of the heat-resistance-imparting protective film, or a heat resistance-imparting protective film and flexibility It is a mixed film with a protective film, and the constituent material of the flexible protective film is contained more on the surface side of the composite film than the constituent material of the heat-resistant protective film, and the boundary between the composite film and the insulating film There is a form in which the constituent material of the heat-resistance-imparting protective coating is included more on the side than the constituent material of the flexible protective coating.
- the surface of the composite magnetic particle is covered with a flexible protective film having a predetermined flexibility, and therefore, the moldability is excellent.
- this soft magnetic material is provided with the flexible protective film which has the property to bend, and even if it receives a pressure at the time of shaping
- the insulating coating is protected by the heat-resistance-imparting protective coating, the insulating coating is not easily destroyed even after heat treatment at a high temperature after molding, so that the heating temperature during firing can be increased. Therefore, according to the soft magnetic material, it is possible to reduce the hysteresis loss of the green compact obtained by high-temperature heat treatment.
- the insulating coating examples include those containing at least one compound selected from the group consisting of phosphorus compounds, silicon compounds, zirconium compounds and aluminum compounds. Due to the presence of the insulating coating containing the above compound having excellent insulating properties, eddy currents flowing between the metal magnetic particles can be more effectively suppressed. Further, when the average thickness of the insulating film is 10 nm or more and 1 ⁇ m or less, (1) the tunnel current flowing in the insulating film is suppressed, and an increase in eddy current loss caused by the tunnel current can be suppressed. Demagnetizing field that can occur when the distance between metal magnetic particles is excessive can be prevented, and increase in hysteresis loss due to the generation of this demagnetizing field can be suppressed.
- the volume ratio of the insulating coating in the soft magnetic material is too small. It is possible to prevent the saturation magnetic flux density of the green compact from being lowered in some cases.
- the average thickness of the composite coating is 10 nm or more and 1 ⁇ m or less, it is possible to effectively suppress the breakdown of the insulating coating and to suppress an increase in eddy current loss due to the prevention of the demagnetizing field as described in (2) above.
- the saturation magnetic flux density of the green compact that may occur when the volume ratio of the composite coating in the soft magnetic material is too small.
- the above heat-resistance-imparting protective coating contains an organosilicon compound having a siloxane cross-linking density of greater than 0 and 1.5 or less, the compound itself is excellent in heat resistance, and thus can have good heat resistance.
- this form is preferable because the shrinkage when the Si content in the heat-resistant protective coating increases after the thermal decomposition of the above compound and changes to a Si-O compound is small, and there is no sudden decrease in electrical resistance. .
- the flexible protective film includes a material having excellent flexibility, for example, at least one selected from the group consisting of a silicone resin, an epoxy resin, a phenol resin, and an amide resin. Breakage of the heat resistance-imparting protective coating and the insulating coating can be effectively suppressed.
- the flexible protective coating contains a silicone resin, and the Si content in the boundary side region with the insulating coating in the composite coating is larger than the Si content in the surface side region in the composite coating.
- the composite coating Since the Si content in the heat resistance-imparting protective coating is greater than the Si content in the flexible protective coating, the composite coating has a configuration in which the constituent material of the flexible protective coating is unevenly distributed in the surface side region. With this configuration, the flexible protective coating prevents the destruction of the heat-resistant protective coating and the insulating coating due to the pressure during pressure molding so that the insulating coating functions well, and sufficient eddy currents flow between the composite magnetic particles. Can be suppressed.
- examples of the thin plate include a thin plate made of a magnetic material such as amorphous magnetic material, permalloy, and silicon steel.
- a magnetic material such as amorphous magnetic material, permalloy, and silicon steel.
- each core piece is a compacted body of soft magnetic powder containing iron such as iron or steel.
- the soft magnetic powder a powder having a heat resistance-imparting protective coating and a flexible protective coating on the outer periphery of the insulating coating described above can be suitably used.
- the gap material 31g is a plate-like material disposed in a gap provided between the core pieces 31m for adjusting the inductance, and is a material having a lower magnetic permeability than the core piece, such as alumina, glass epoxy resin, and unsaturated polyester. Typically, it is made of a nonmagnetic material (in some cases, an air gap).
- the core piece and the gap material are integrally joined with an adhesive or the like, or fixed with a tape.
- the number of core pieces and gap materials can be appropriately selected so that the reactor 1 ⁇ has a desired inductance. Moreover, the shape of a core piece or a gap material can be selected suitably.
- the outer peripheral surface of the inner core portion 31 and the outer peripheral surface of the outer core portion 32 are not flush with each other.
- the surface that is the installation side in the outer core portion 32 (hereinafter referred to as the core installation surface 32d; the lower surface in FIGS. 1 and 3) is the installation side in the inner core portion 31. (See FIG. 9 to be described later).
- the core installation surface 32d of the outer core portion 32 is on the outer side so as to be flush with the surface on the installation side of the coil molded body 20 ⁇ (hereinafter referred to as the molded body installation surface 20d; the lower surface in FIGS. 1 to 3).
- the height of the core portion 32 (in the state where the reactor 1 ⁇ is installed on the fixed object, the direction perpendicular to the surface of the fixed object (here, the direction orthogonal to the axial direction of the coil 2) (Length in the vertical direction) is adjusted. Therefore, the magnetic core 3 is H-shaped when seen through from the side in a state where the reactor 1 ⁇ is installed. Further, in a state where the inner core portion 31 and the outer core portion 32 are joined, the side surface of the outer core portion 32 (the front side and the back surface in FIG. 3) protrudes outward from the side surface of the inner core portion 31. Yes. Therefore, the magnetic core 3 is H-shaped even when seen through the upper surface or the lower surface in the state where the reactor 1 ⁇ is installed.
- Such a three-dimensional magnetic core 3 can be easily formed by forming a compacted body, and a portion protruding from the inner core portion 31 in the outer core portion 32 can also be used as a magnetic flux passage. .
- the coil molded body 20 ⁇ includes a coil 2 having a pair of coil elements 2a and 2b formed by spirally winding a single continuous winding 2w having no joint portion, and an outer periphery of the coil 2. And an inner resin portion 4 that holds the shape of the inner resin portion.
- Each coil element 2a, 2b has the same number of turns and has a substantially rectangular shape (end face shape) viewed from the axial direction.
- coil elements 2a and 2b are arranged side by side so that their axial directions are parallel to each other, and a part of the winding 2w is formed in a U shape on the other end side of the coil 2 (the back side in FIG. 2). They are connected by a coil connecting portion 2r that is folded back. With this configuration, the winding directions of both coil elements 2a and 2b are the same.
- the winding 2w is preferably a coated wire having an insulating coating made of an insulating material on the outer periphery of a conductor made of a conductive material such as copper or aluminum.
- a coated rectangular wire is used in which the conductor is made of a rectangular copper wire and the insulating coating is made of enamel.
- the rectangular wire has an aspect ratio of the cross section (ratio of width to thickness: width / thickness) of 1.5 or more.
- a typical example of the insulating material constituting the insulating coating is polyamideimide.
- the thickness of the insulating coating is preferably 20 ⁇ m or more and 100 ⁇ m or less, and the thicker the pinholes can be reduced, the higher the insulation.
- Both coil elements 2a, 2b are formed in a hollow rectangular tube shape by winding the above-mentioned covered rectangular wire edgewise.
- the winding 2w can be used in various shapes such as a circular shape, an elliptical shape, a polygonal shape, etc., in addition to the conductor made of a rectangular wire.
- a flat wire is easier to form a coil having a higher space factor than when a round wire having a circular cross section is used.
- Both end portions of the winding 2w forming the coil 2 are appropriately extended from the turn forming portion on one end side (the front side in FIG. 2) of the coil 2 and pulled out of the inner resin portion 4.
- both end portions of the winding 2w are further drawn outside an outer resin portion 5 ⁇ described later (FIG. 1 (I)).
- terminal fittings made of a conductive material are connected to the conductor portions exposed by peeling off the insulation coating.
- An external device (not shown) such as a power source for supplying power is connected to the coil 2 through the terminal fitting. Welding such as TIG welding can be used to connect the conductor portion of the winding 2w and the terminal fitting.
- the terminal fitting is usually fixed to a terminal block (not shown).
- the terminal block is disposed above the winding 2w in FIG. 1 (I), arranged on the side surface of the reactor 1 ⁇ by appropriately routing the wiring, and the like. Can be arranged.
- Each coil element 2a, 2b has its outer periphery covered with the inner resin part 4 to fix the shape of the coil 2. Further, each coil element 2a, 2b exists so that the constituent resin of the inner resin portion 4 is continuous from one end side to the other end side thereof, and each coil element 2a, 2b is held in a compressed state by the constituent resin. .
- the inner resin portion 4 covers the entire coil 2 substantially along the shape of the coil 2 except for both ends of the winding 2w.
- the thickness of the portion of the inner resin portion 4 that covers the turn forming portions of the coil elements 2a and 2b is substantially uniform, and is preferably about 1 mm to 10 mm.
- the portion covering the coil connecting portion 2r has a shape protruding in the axial direction of the coil (FIG. 3).
- each coil element 2a, 2b is also covered with the constituent resin of the inner resin portion 4, and has a hollow hole 40h formed of this constituent resin.
- the inner core portion 31 (FIG. 3) of the magnetic core 3 (FIG. 3) is inserted and disposed in each hollow hole 40h.
- the thickness of the constituent resin of the inner resin portion 4 is adjusted so that each inner core portion 31 is disposed at an appropriate position on the inner circumference of the coil elements 2a and 2b, and the shape of the hollow hole 40h is changed to the inner core portion. It is matched to 31 external shapes (here rectangular parallelepiped shape). Therefore, the constituent resin of the inner resin part 4 existing on the inner circumference of each coil element 2a, 2b ensures insulation between the coil elements 2a, 2b and the inner core part 31, and the positioning part of the inner core part 31. Function as.
- the surface on the side from which the end of the winding 2w is drawn out in the inner resin portion 4 of the coil molded body 20 ⁇ is planar, and the shape of the installation side facing this plane is the two coil elements 2a. , Has a curved part along the outer shape of 2b.
- the inner resin portion 4 is provided with a recess 42 at a location covering a gap having a triangular cross section formed between the coil elements 2a and 2b.
- the recess 42 has a trapezoidal cross section, and is provided in the entire region from one end surface 40e to the other end surface 40e of the coil molded body 20 ⁇ along the axial direction of the coil 2 (FIG. 1 (II)). ).
- the shape, formation region, depth, number, and the like of the recess 42 can be appropriately selected.
- a plurality of relatively small recesses may be provided.
- it can also be set as the planar shape which does not provide the dent 42.
- the resin of the inner resin part 4 has heat resistance that does not soften against the maximum temperature of the coil or magnetic core when using a reactor 1 ⁇ having a coil molded body 20 ⁇ , transfer molding or injection molding Can be suitably used.
- a material having excellent insulating properties is preferable.
- thermosetting resins such as epoxy, thermoplastic resins such as polyphenylene sulfide (PPS) resin and liquid crystal polymer (LCP) can be suitably used.
- PPS polyphenylene sulfide
- LCP liquid crystal polymer
- an epoxy resin is used.
- Epoxy resin has relatively high rigidity and excellent thermal conductivity, so that it can sufficiently protect the coil 2 and also has good heat dissipation.
- epoxy resin is also excellent in insulation, high reliability is ensured for insulation between the coil 2 and the inner core portion 31 by using an epoxy resin as a constituent resin of the inner resin portion 4. it can.
- a resin mixed with a filler made of at least one ceramic selected from silicon nitride, alumina, aluminum nitride, boron nitride, mullite, and silicon carbide is used as a constituent resin of the inner resin portion 4, the coil 2 It is possible to provide a reactor that easily releases the heat of this and further improves heat dissipation.
- the combination 10 formed by combining the coil molded body 20 ⁇ and the magnetic core 3 is, as shown in FIG. 1, excluding the end of the winding 2w, a part of the magnetic core 3, and a part of the coil molded body 20 ⁇ .
- the outer periphery thereof is covered with the outer resin portion 5 ⁇ to constitute the reactor 1 ⁇ .
- the outer resin portion 5 ⁇ is formed by transfer molding an epoxy resin or unsaturated polyester after the assembly 10 is manufactured.
- the outer resin portion 5 ⁇ allows the coil molded body 20 ⁇ and the magnetic core 3 to be handled as an integrated object.
- FIG. 1 (II) One surface of the outer core portion 32 of the magnetic core 3, specifically the core installation surface 32d, and one surface of the coil molded body 20 ⁇ , specifically both the molded body installation surface 20d, are shown in FIG. 1 (II).
- the outer resin portion 5 ⁇ is exposed.
- the resin installation surface 50d the surface that becomes the installation side
- the resin installation surface 50d is flush with the core installation surface 32d and the molded body installation surface 20d.
- the outer resin part 5 ⁇ is formed. Therefore, when the reactor 1 ⁇ is installed on the fixation target, the core installation surface 32d, the molded body installation surface 20d, and the resin installation surface 50d are all in contact with the fixation target.
- the outer resin portion 5 ⁇ has a shape that substantially conforms to the outer shape of the combined body 10, but only a certain region on the installation side including the resin installation surface 50d has a rectangular shape. That is, when the reactor 1 ⁇ is viewed in plan, the constituent resin of the outer resin portion 5 ⁇ is also present at the location where the combination 10 is not present.
- the outer resin portion 5 ⁇ has flange portions 51 that project outward from the contour of the combined body 10 and constitute the four corners of the rectangle. Each of the flange portions 51 is provided with a through hole 51h to which a bolt (not shown) for fixing the reactor 1 ⁇ to the fixing target is attached.
- the number, formation location, shape, size (thickness, etc.) of the flange portion 51 can be selected as appropriate.
- a flange portion may be provided so as to protrude from the side of the coil 2 or the side of the outer core portion 32, or the bottom surface of the flange portion may not form a resin installation surface.
- the bottom surface of the flange portion in a state where it is installed on the fixing target is at a position higher than the core installation surface 32d, and the bolt can be attached to a surface different from the one surface to be fixed that the core installation surface 32d contacts.
- the installation area of the reactor 1 ⁇ including the flange portions 51 can be reduced.
- the through hole 51h may be formed only from the constituent resin of the outer resin portion 5 ⁇ , or may be formed by arranging a cylindrical body made of another material.
- a metal tube made of a metal such as brass, steel, or stainless steel
- the cylindrical body is excellent in strength, so that creep deformation of the resin can be suppressed.
- a metal tube is arranged to form the through hole 51h.
- the number of through holes 51h and the like can be selected as appropriate.
- the through-hole 51h can be either a through-hole that is not threaded or a screw hole that is threaded.
- the portion excluding the flange portion 51 has a uniform thickness, and the average thickness is preferably about 1 mm to 10 mm.
- the thickness of each part of the outer resin portion 5 ⁇ , the covering region for the combined body 10, and the shape can be appropriately selected.
- the constituent resin of the outer resin portion may be in an exposed form, or may be in a form in which the entire resin installation surface is not flush with the core installation surface 32d or the molded product installation surface 20d.
- the outer periphery of the coil 2 (excluding the end of the winding 2w) or the magnetic core 2 is covered with at least one of the inner resin part 4 and the outer resin part 5 ⁇ , the protection from the external environment and mechanical Protection and electrical protection can be ensured. Further, when the average thickness of the outer resin portion 5 ⁇ is relatively thin, it is expected that the heat of the coil 2 and the magnetic core 3 is easily released.
- the constituent resin of the outer resin portion 5 ⁇ for example, urethane resin, PPS resin, polybutylene terephthalate (PBT) resin, acrylonitrile-butadiene-styrene (ABS) resin, etc. can be used in addition to the epoxy resin and unsaturated polyester.
- the constituent resin of the outer resin portion 5 ⁇ may be the same as or different from the constituent resin of the inner resin portion 4 of the coil molded body 20 ⁇ . Further, when the constituent resin of the outer resin portion 5 ⁇ also contains the above-mentioned filler made of ceramics, the heat dissipation can be further improved.
- the outer resin portion 5 ⁇ preferably has a heat conductivity of 0.5 W / m ⁇ K or more, more preferably 1.0 W / m ⁇ K or more, and particularly 2.0 W / m ⁇ K or more because of excellent heat dissipation.
- a glass fiber filler is contained in the constituent resin of the outer resin portion 5 ⁇ , in particular, the mechanical strength can be improved. Further, depending on the material of the constituent resin of the outer resin portion 5 ⁇ , an effect of suppressing noise by absorbing vibration generated when the coil is excited can be expected.
- the reactor 1 ⁇ having the above-described configuration can be manufactured through the following steps (1) to (3).
- Assembling step to obtain the combined body 10 by combining the coil formed body 20 ⁇ and the magnetic core 3 (3 )
- First forming step manufacture of coil molded body First, a single winding 2w is wound to form a coil 2 in which a pair of coil elements 2a and 2b are connected by a coil connecting portion 2r.
- the coil molded body 20 ⁇ including the coil 2 can be manufactured by using a molding die (not shown) as described below.
- the molding die can be made up of a pair of first and second molds that can be opened and closed.
- the first mold has a rectangular parallelepiped shape inserted into the end plate located on one end side of the coil 2 (the side from which the end of the winding 2w is pulled out in FIG. 2) and the inner periphery of each of the coil elements 2a and 2b.
- the second mold includes an end plate positioned on the other end side of the coil (on the coil connecting portion 2r side in FIG. 2) and a peripheral side wall covering the periphery of the coil 2.
- first mold and the second mold a plurality of rod-shaped bodies that can be advanced and retracted inside the mold by the drive mechanism are provided, and the end surfaces (turn formation) of each coil element 2a, 2b are provided by these rod-shaped bodies.
- the surface of which the portion looks like a ring) is appropriately pressed to compress the coil elements 2a and 2b, or one that can hold the coil 2 in a predetermined position in the molding die is used.
- a total of eight rod-shaped bodies are used, and almost corner portions of the coil elements 2a and 2b are pressed.
- the rod-shaped body has sufficient strength against compression of the coil 2 and heat resistance against heat at the time of molding the inner resin part 4, and in order to reduce the portion of the coil 2 that is not covered with the inner resin part 4 Furthermore, it is preferable to make it as thin as possible.
- the coil 2 is placed in the molding die so that a certain gap is formed between the surface of the molding die and the coil 2. At the stage where the coil 2 is placed in the molding die, the coil 2 is not yet compressed, and a gap is formed between adjacent turns.
- the molding die is closed, and the core of the first die is inserted into the inner periphery of each coil element 2a, 2b.
- the interval between the core and the inner periphery of the coil elements 2a and 2b is made substantially uniform over the entire periphery of the core.
- the assembly of the coil 2 and the inner core portion 31 may be arranged in a molding die so that the axial direction of the coil 2 is horizontal, but the axial direction of the coil 2 is vertical.
- the core piece 31m and the gap material 31g are not fixed by the adhesive, and are easily arranged in the molding die even when they are integrated by the constituent resin of the inner resin portion.
- the rod-shaped body is advanced into the molding die to compress the coil elements 2a and 2b.
- a gap between adjacent turns constituting each coil element 2a, 2b is reduced.
- the coil 2 can be stably held at a predetermined position in the molding die.
- a predetermined distance may be maintained between the coil elements 2a and 2b by arranging an appropriate pin (not shown) between the coil elements 2a and 2b.
- the constituent resin of the inner resin part 4 is injected into the molding die from the resin injection port. If the injected resin is solidified to some extent and the compressed state of the coil 2 can be held by the resin, the above-described rod-shaped body may be retracted from the molding die. After the injected resin is solidified, the molding die is opened, and the coil molded body 20 ⁇ holding the coil 2 in a predetermined shape is taken out.
- a plurality of small holes (see FIG. 11 (II) described later) formed in the place that was pressed by the rod-shaped body is filled with the outer resin portion 5 ⁇ , it may be left as it is, or separately, Filling with an insulating resin or attaching an insulating tape or the like is preferable because the insulation between the coil 2 and the outer core portion 32 can be improved.
- the molding die having a protrusion for forming the recess 42 is used.
- the basic manufacturing method of the coil molded body described above can also be applied to embodiments and modifications described later.
- the inner core portion 31 is formed by fixing the core piece 31m and the gap material 31g with an adhesive or the like. Then, the formed inner core portion 31 is inserted and disposed in the hollow hole 40h of the coil molded body 20 ⁇ produced as described above. Since the hollow hole 40h is formed to have a predetermined thickness by the constituent resin of the inner resin part 4 of the coil molded body 20 ⁇ as described above, each inner core part 31 inserted into the hollow hole 40h is respectively a coil element. They are arranged at appropriate positions with respect to 2a and 2b (FIG. 2).
- the outer core part 32 is arranged so that both end faces 40e of the coil molded body 20 ⁇ are sandwiched between the inner end faces 32e of the pair of outer core parts 32, and the inner end face 32e and the inner side of the outer core part 32 are bonded with an adhesive or the like.
- the end surface 31e of the core part 31 is joined.
- the combined body 10 is obtained.
- the core installation surface 32d (FIG. 1) of the outer core portion 32 is flush with the molded body installation surface 20d (FIG. 1) of the coil molded body 20 ⁇ as described above.
- Second molding step molding of the outer resin part A mold (not shown) having a cavity with a predetermined shape is prepared, and the combined body 10 obtained in this mold is stored, and the outer core part 32
- the outer resin portion 5 ⁇ is molded such that the core installation surface 32d, the molded product installation surface 20d of the coil molded product 20 ⁇ , and the end of the winding 2w are exposed.
- the flange portion 51 is formed on the installation side of the outer resin portion 5 ⁇ , and the through hole 51h is simultaneously formed.
- the through hole 51h can be formed by insert-molding the metal tube or forming a through-hole with resin and then inserting the metal tube into the through-hole.
- the reactor 1 ⁇ is obtained by the above process.
- the obtained reactor 1 ⁇ can be fixed to a fixed object by placing it on a fixed object such as a cooling base, and inserting and tightening a bolt into the through hole 51h and a bolt hole provided in the fixed object.
- a fixed object such as a cooling base
- the thermal resistance between the installation surface of the reactor 1 ⁇ and the fixing object can be reduced by appropriately providing heat radiation grease, a heat radiation sheet, or the like between the installation surface of the reactor 1 ⁇ and the fixing object.
- ⁇ Effect> Reactor 1 ⁇ is a caseless structure that does not have a metal case, and is small and light, but it has a two-layer structure consisting of inner resin part 4 and outer resin part 5 ⁇ , so that coil 2
- the magnetic core 3 can be protected from the external environment, mechanically protected, and electrically protected.
- the constituent resin of the inner resin part 4 is a resin having excellent heat dissipation and the outer resin part 5 ⁇ is a resin having high impact resistance, a reactor having both high heat dissipation and high mechanical strength can be obtained.
- the reactor 1 ⁇ uses the coil molded body 20 ⁇ , so that the coil 2 does not expand and contract during assembly and the coil 2 is easy to handle, and the assembly workability is excellent.
- insulation between the coil 2 and the magnetic core 3 can be secured and a compressed state can be maintained, but an insulating member such as a cylindrical bobbin or an inner case can be omitted. It is possible to reduce the number of parts and the number of steps for arranging these parts. Therefore, the reactor 1 ⁇ is excellent in productivity.
- the reactor 1 ⁇ is configured such that when the core installation surface 32d of the outer core portion 32 is exposed from the outer resin portion 5 ⁇ and the reactor 1 ⁇ is installed on a fixed object such as a cooling base, the core installation surface 32d contacts the fixed object. .
- the heat of the magnetic core 3 can be efficiently transmitted to the object to be fixed, and thus the reactor 1 ⁇ is excellent in heat dissipation.
- molded body installation surface 20d of coil molded body 20 ⁇ is also exposed from outer resin portion 5 ⁇ , so that both installation surfaces 32d and 20d are flush with each other. It is the structure which contacts fixed object.
- the reactor 1 ⁇ is further excellent in heat dissipation.
- the reactor 1 ⁇ is excellent in heat dissipation even if the inner resin portion 4 has a large surface area by providing the recess 42 on the installation side of the coil molded body 20 ⁇ .
- the core installation surface 32d of the outer core portion 32 has a shape protruding from the installation-side surface of the inner core portion 31, so that the outer core portion and the inner core portion have the same volume as the magnetic core.
- the reactor 1 ⁇ the axial length of the coil in the magnetic core 3 can be shortened. Therefore, the reactor 1 ⁇ can reduce the area (projected area) of the surface supported by the fixed object and is small.
- the reactor 1 ⁇ is small in size and excellent in productivity and heat dissipation.
- the core installation surface 32d of the outer core portion 32, the molded body installation surface 20d of the coil molded body 20 ⁇ , and the resin installation surface 50d of the outer resin portion 5 ⁇ are flush with each other, and the reactor 1 ⁇ is installed.
- the surface has a flat shape (plane). Then, the magnetic core 3, the coil molded body 20 ⁇ , and the outer resin portion 5 ⁇ are directly supported by the object to be fixed. Therefore, reactor 1 ⁇ can have a wide contact area with respect to the fixed object, and can be stably installed on the fixed object.
- the reactor 1 ⁇ is excellent in handling property because the coil molded body 20 ⁇ and the magnetic core 3 are integrated by the outer resin portion 5 ⁇ .
- the bolt 1 can be inserted into the through hole 51h and screwed into the fixed object, and the reactor 1 ⁇ can be fixed to the fixed object in addition to the bolt. A member is unnecessary and the reactor 1 ⁇ can be easily installed.
- the heat sink 7 can be provided.
- the heat radiating plate 7 may be fixed to the coil molded body by a fixing member such as an adhesive (especially excellent in thermal conductivity) or a bolt, but the coil molded body 20B and the component resin of the inner resin portion 4 When integrated, the fixing member and the fixing step are not necessary.
- two heat radiating plates 7 are prepared, and the heat radiating plates 7 are arranged so as to be in contact with the outer peripheral surface of each coil element on the installation side.
- each heat sink 7 is in contact with the coil element, and the other side is exposed from the inner resin portion 4 to constitute a molded body installation surface. Or it can be set as the coil molded object which provides the heat sink of the magnitude
- the constituent material of the heat sink 7 is preferably various materials having excellent thermal conductivity, in particular, a material having a thermal conductivity of 3 W / m ⁇ K or more, particularly 20 W / m ⁇ K or more, and more preferably 30 W / m ⁇ K or more. .
- aluminum (236W / m ⁇ K), aluminum alloy, copper (390W / m ⁇ K), copper alloy, silver, silver alloy, iron or austenitic stainless steel for example, SUS304: 16.7W / m ⁇ K
- silicon nitride (Si 3 N 4 ) about 20 W / m ⁇ K to 150 W / m ⁇ K
- alumina (Al 2 O 3 ) about 20 W / m ⁇ K to 30 W / m ⁇ K
- silicon carbide (SiC) 50W / m ⁇
- Non-metallic materials such as ceramics of about K to 130 W / m ⁇ K can be used (numbers are representative values of thermal conductivity).
- a heat sink made of ceramics is lightweight and many are excellent in electrical insulation, so that it can be electrically insulated from the coil.
- silicon nitride has high thermal conductivity and is superior in bending strength to alumina, aluminum nitride, and silicon carbide, and thus can be suitably used.
- the heat sink made of the ceramics can be manufactured by forming powder and then sintering, and can be easily manufactured in various sizes and shapes. A commercially available heat sink may be used.
- a heat sink made of a metal material has high heat dissipation.
- the heat sink is made of a metal material and is configured to be in direct contact with the coil, at least a portion of the heat sink that is in contact with the coil is provided with a coating made of an insulating material such as ceramics. It is preferable that electrical insulation can be secured.
- the film can be formed by, for example, forming a film by a PVD method, a CVD method, or the like.
- the heat radiating plate 7 is disposed near the coil, it is preferable that the heat radiating plate 7 is made of a non-magnetic material in consideration of magnetic characteristics.
- the heat sink may be composed of one kind of inorganic material among non-metallic materials such as the above-mentioned metal materials and ceramics, or a combination of a plurality of kinds of materials to partially vary the thermal characteristics. It is also good.
- the heat of the coil 2 can be efficiently transmitted to a fixed object such as a cooling base via the heat radiating plate 7 having excellent thermal conductivity. Further excellent in properties.
- a fixed object such as a cooling base
- the heat radiating plate 7 having excellent thermal conductivity. Further excellent in properties.
- the reactor that can efficiently release the heat of the coil, which is likely to be hotter than the magnetic core can be suitably used for in-vehicle components.
- the heat sink mentioned above is arrange
- the inner resin portion 4 covering the inner circumference of the coil elements 2a and 2b has the concave grooves 43C along the axial direction of the coil 2 in total in the vertical and horizontal directions. It is formed in four places.
- Each concave groove 43C has a depth corresponding to a predetermined insulation distance between the coil 2 and the magnetic core, and is not covered with the constituent resin of the inner resin portion 4 from the position where the concave groove 43C is formed. Part of the elements 2a and 2b are exposed.
- the concave groove 43C can be used for the flow path of the constituent resin of the outer resin portion when the outer resin portion is molded, and can increase the contact area between the resin and the coil molded body 20C. Therefore, the adhesion between the coil molded body 20C and the outer resin portion can be improved. Moreover, even if part of the coil elements 2a and 2b is exposed as described above, the insulation between the coil 2 and the magnetic core can be enhanced by covering the exposed portion with the constituent resin of the outer resin portion. .
- a coil molded body 20D shown in FIG. 5 (I) may be provided with a concave groove 43D on the outer periphery of the inner resin portion 4.
- the concave groove 43D is formed along the axial direction of the coil 2 on the left and right side surfaces and the upper surface in FIG. 5 (I), and is covered with the constituent resin of the inner resin portion 4 from the position where the concave groove 43D is formed.
- the depth of the concave groove 43D can be selected as appropriate.
- the depth may be such that the coil element is not exposed like a concave groove 43E provided in the coil molded body 20E shown in FIG. 5 (II).
- the concave grooves 43E are smaller in width than the concave grooves 43D provided in the coil molded body 20D shown in FIG. 5 (I), and a plurality of the concave grooves 43E are provided on the upper surface and side surfaces of the coil molded body 20E.
- the concave grooves 43D, 43E can be used for the flow path of the constituent resin of the outer resin portion when the outer resin portion is molded, the contact area between the resin and the coil molded bodies 20D, 20E can be increased. Adhesion between the coil molded bodies 20D and 20E and the outer resin portion can be enhanced. Further, a configuration in which the modified example 1-3 and the modified example 1-2 described above are combined, that is, a coil molded body having concave grooves on both the inner periphery and the outer periphery of the coil molded body may be used. Can further improve the adhesion to the outer resin part.
- each coil element is produced by separate windings, and the ends of the windings forming each coil element are joined by welding or the like to form an integral coil, and this coil is a coil molded body covered with an inner resin part. Can do. In this case, since there is no coil connection part, it is easy to press each coil element at the time of molding of the inner resin part.
- an inner resin portion is formed on each coil element produced by separate windings to produce a coil element molded body, and one end portions of the windings protruding from the coil element molded body are welded together. It is good also as an integral coil molding by joining. In this case, there is no coil connecting portion as described above, and there is only one coil element in forming the coil molded body. Therefore, when forming the inner resin portion, for example, the coil element is easily pressed and molded. Excellent body productivity. Moreover, in this form, since one molding die can be utilized in common in the production of the two coil element molded bodies, the manufacturing cost can be reduced.
- the heat sink that covers the body installation surface 20d and the resin installation surface 50d of the outer resin portion 5 ⁇ is provided, not only the coil 2 that is likely to become high temperature, but also the magnetic core 3 and the outer resin that can become high temperature due to the heat generated by the coil 2
- the heat of the part 5 ⁇ can also be released efficiently, and the heat dissipation is further improved.
- the heat dissipating plate is made of a partly different material, for example, a portion that is in contact with the molded body installation surface 20d that is likely to become the highest temperature is made of a material having high thermal conductivity and the temperature is relatively low.
- the part that contacts the resin installation surface 50d is a heat sink made of a material with relatively low thermal conductivity
- the part that contacts the resin part (resin installation surface 50d, etc.) is made of a metal material
- the metal part (core installation surface 20d Etc.) can be a heat sink made of a non-metallic material.
- the above heat sink may also be fixed with the constituent resin of the outer resin part, or a through hole is provided in the heat sink and the heat sink is fixed to the fixed object together with the reactor 1 ⁇ by a bolt for fixing the reactor 1 ⁇ . It is good also as a form made to do.
- the through hole provided in the heat sink may be provided at a position corresponding to the through hole 51h of the flange portion 51 of the outer resin portion 5 ⁇ when the reactor 1 ⁇ is placed on the heat sink.
- a film made of the above-mentioned ceramic is formed on the installation location of the reactor on the fixing target by the PVD method or the CVD method, and the reactor installation surface such as the core installation surface and the fixing target
- the heat dissipation can also be improved by interposing the film between them.
- a fixing member may be used separately without providing the flange portion and the through hole.
- the fixing member is, for example, a pair of leg portions, and an elastic portion that is disposed so as to connect both the leg portions and presses a surface facing the installation side surface (upper surface in FIG. 1 (I)) of the reactor. And the like member.
- a flange provided with a bolt hole is provided at the tip of the leg.
- the above-mentioned member is preferably made of a metal such as stainless steel such as SUS304 or SUS316 in view of strength, elasticity, corrosion resistance, and the like, and can be formed, for example, by appropriately bending a metal strip. More specifically, the flange can be formed by bending the metal strip into a shape] and further bending the tip portions of the pair of leg portions into an L shape, and the portion extending between the leg portions is curved in an arc shape.
- the elastic part can be formed with.
- One or more fixing members may be used.
- Modification 1--7 when the reactor is fixed, if the magnetic core is provided with a bolt hole, the fixing member described in Modification 1-6 is unnecessary, and the number of parts can be reduced. If this bolt hole is provided in a portion other than the inner core portion, that is, in the outer core portion, it is difficult to affect the magnetic characteristics. Further, if a protrusion is provided at a location away from the inner core in the outer core, and a bolt hole is provided in the protrusion, it is difficult to further affect the magnetic characteristics. Such a complex-shaped magnetic core can be easily formed as a powder compact. As the bolt hole, either a through hole that is not threaded or a screw hole that is threaded can be used.
- the inner core portion 31 and the coil molded body 20 ⁇ are separate members.
- the inner core portion and the coil molded body may be integrally formed.
- the inner core portion may be prepared in advance, and the inner core portion may be disposed instead of the core disposed in the coil element in forming the coil molded body.
- the coil and the inner core part can be integrated by the inner resin part.
- the productivity of the reactor can be further enhanced by omitting the step of fitting the inner core portion into the coil molded body.
- Modification 1-9 when the coil molded body incorporating the inner core portion described in Modification 1-8 is used, the inner resin portion and the outer resin portion are each molded at a temperature higher than the operating temperature of the reactor, and the thermal expansion of the magnetic core.
- Ratio, the thermal expansion coefficient of the inner resin part, and the thermal expansion coefficient of the outer resin part are ⁇ c , ⁇ pi , and ⁇ po , respectively, and satisfy the relationship of ⁇ c ⁇ po and ⁇ pi ⁇ ⁇ po at the above molding temperature.
- a form is mentioned.
- the present inventors produce a reactor in which the constituent resin of the outer resin part is molded on the outer periphery of the combined body obtained by combining the coil molded body containing the inner core part and the outer core part, and the operating temperature range of the reactor (for example, -40 ° C to 150 ° C) heat cycle test revealed that peeling or gaps may occur between the outer resin part and the member contained in the outer resin part. .
- the inner resin portion and the outer resin portion are molded at a temperature higher than the reactor operating temperature (maximum operating temperature, for example, 150 ° C.), and at this molding temperature, the magnetic core, the inner resin portion, and the outer resin portion are molded.
- the reactor operating temperature maximum operating temperature, for example, 150 ° C.
- the outer resin part is more likely to heat shrink than the magnetic core and inner resin part in the operating temperature range (for example, 150 ° C. or lower). Try to shrink more than the core and inner resin part. Therefore, the outer side resin part can maintain the state closely_contact
- the thermal expansion coefficients of the three components of the magnetic core, the inner resin portion, and the outer resin portion do not satisfy the above specific relationship, that is, when ⁇ c ⁇ ⁇ po or ⁇ pi > ⁇ po is satisfied, the operating temperature of the reactor As the temperature shifts to a lower temperature range, the magnetic core and the inner resin portion tend to shrink more than the outer resin portion. Therefore, when the heat cycle in the operating temperature range of the reactor is repeatedly loaded, the outer resin part cannot follow the shrink deformation of the magnetic core and the inner resin part, and the outer resin part and the magnetic core (particularly the outer core part) In the meantime, peeling or a gap may occur between the outer resin portion and the inner resin portion.
- a resin that is cured or solidified at a temperature higher than the operating temperature of the reactor is selected as the constituent resin of the inner resin portion and the outer resin portion.
- the thermal expansion coefficients of the above three components satisfy ⁇ c ⁇ po and ⁇ pi ⁇ ⁇ po so that the magnetic core, the inner resin portion, and the outer resin portion can maintain close contact with each other. Select the material to satisfy.
- thermosetting resin such as a phenol resin, an unsaturated polyester resin, or an epoxy resin
- the general molding (curing) temperature of the above resin and the coefficient of thermal expansion at this molding temperature are: phenol resin: 150 ° C to 200 ° C, 15 ⁇ 10 -6 / K to 35 ⁇ 10 -6 / K, unsaturated polyester Resin: 150 ° C to 200 ° C, 5 ⁇ 10 -6 / K to 30 ⁇ 10 -6 / K, Epoxy resin: 140 ° C to 190 ° C, 5 ⁇ 10 -6 / K to 100 ⁇ 10 -6 / K .
- the thermal expansion coefficients of the inner resin portion and the outer resin portion can be adjusted by changing the type of resin and the material and content of the filler made of the above-described ceramic.
- the thermal expansion coefficient at 150 ° C. to 200 ° C. of the magnetic core is, for example, a powder compact formed of a soft magnetic material: 10 ⁇ 10 ⁇ 6 / K to 12 ⁇ 10 ⁇ 6 / K, laminated silicon steel plates Body: 12 ⁇ 10 ⁇ 6 / K to 15 ⁇ 10 ⁇ 6 / K.
- the basic configuration of the reactor used in the heat cycle test is the same as that of the reactor 1 ⁇ of the first embodiment, and the coil formed body including the inner core portion described in Modification 1-8 was used.
- the molding condition of the inner resin part was molding temperature: 170 ° C.
- the thermal expansion coefficient ⁇ pi at the molding temperature of the inner resin part was 13 ⁇ 10 ⁇ 6 / K.
- the molding conditions for the outer resin part were molding temperature: 170 ° C.
- the thermal expansion coefficient ⁇ po of the outer resin portion at the molding temperature was 19 ⁇ 10 ⁇ 6 / K.
- As the magnetic core a powder compact formed of a soft magnetic material was used.
- the thermal expansion coefficient ⁇ c of the magnetic core at the molding temperature (170 ° C.) was 12 ⁇ 10 ⁇ 6 / K. That is, this reactor satisfies ⁇ c ⁇ pi ⁇ po at the molding temperature (170 ° C.).
- the heat cycle test was conducted up to 100 cycles in the temperature range of -40 ° C to 150 ° C, assuming the actual operating environment of the reactor.
- the thermal expansion coefficient of the magnetic core, the thermal expansion coefficient of the inner resin part, and the heat of the outer resin part It can be set as the form which the expansion coefficient satisfy
- fills the relationship of (alpha) c ⁇ (alpha) po and (alpha) pi ⁇ alphapo .
- the drawing direction of both ends of the windings constituting the coil is different from that of the first embodiment, or each end portion
- the drawing directions may be made different from each other, or the drawing height of each end may be made different.
- the ends of the windings constituting the coil elements 2a and 2b are located on the sides of the coil elements 2a and 2b.
- the following coils 2A to 2H shown in FIG. 6 can be used in place of the coil 2 of the first embodiment.
- the start end 21 and the end end 22 of the winding 2w constituting the coil 2A are lateral to the coil elements 2a and 2b (outward in the parallel direction), and are in different directions.
- the starting end 21 of the winding 2w is pulled out of the one coil element 2a (left side)
- the terminal end 22 is pulled out of the other coil element 2b (right side)
- the starting end 21 and the terminal end 22 are connected to each coil.
- the start end 21 and the end end 22 are drawn out in the horizontal direction orthogonal to the axial direction of the coil 2A, and are arranged at the same height as the upper part of the turn of the coil 2A.
- the reactor provided with the coil 2A is provided with a terminal block connected to the end of the winding 2w other than the upper part of the reactor, so that the degree of freedom of arrangement of the terminal block can be increased.
- the configuration of the terminal block is not required to be an integrated configuration in which both the start end 21 and the end end 22 of the winding 2w are fixed to one terminal block.
- each of the start end 21 and the end end 22 of the winding 2w can be connected to an independent terminal block. Therefore, the size of each terminal block can be reduced as compared with the case where the start end 21 and the end end 22 are fixed to one terminal block.
- the end of the winding 2w is pulled out in the left-right direction of the coil elements 2a and 2b, the terminal block (not shown) on the start end 21 side is on the left side of the coil element 2a, and the terminal block on the end 22 side is the coil element 2b.
- the wiring path from the coil 2w drawn from the coil 2A to the terminal block can be shortened.
- the coil connecting portion 2r is made higher than the upper surface of the turn of the coil 2A (2B to 2E). Specifically, the coil connecting portion 2r is protruded upward from the turn by about half the width of the covered rectangular wire.
- the height (upper surface) of the outer core portion can be raised, and accordingly, the thickness of the outer core portion (the dimension of the magnetic core in the axial direction of the coil) can be reduced. Accordingly, when the reactor including the magnetic core having a small thickness of the outer core portion has a volume equivalent to that of the magnetic core 3 of the reactor 1 ⁇ of the first embodiment, the projected area when the reactor is viewed from above is determined. Can be small and small.
- the end 22 of the coil element 2b is drawn to the right at the top of the coil element 2b, although it is the same as the coil 2A in FIG. 6 (I). However, it differs from the coil 2A in that the starting end 21 of one coil element 2a is drawn to the left at the lower part of the coil element 2a.
- the starting end 21 and the terminal end 22 of the winding 2w are pulled out in different directions on the sides of the coil 2B, that is, left and right, and the height of the starting end 21 and the height of the terminal end 22 are different. Therefore, not only can the starting end 21 and the terminal end 22 of the winding 2w be connected to independent terminal blocks, but the terminal block on the starting end 21 side is arranged at the lower side of the side of the coil 2B, and the terminal on the terminal end 22 side Since the arrangement height of both terminal blocks can be changed, such as arranging the table on the upper side of the coil 2B, the degree of freedom of arrangement of the terminal blocks can be further increased. Further, the degree of freedom of the wiring route until the winding 2w drawn from the coil 2B is led to the terminal block can be improved.
- the point that the starting end 21 of the coil element 2a is pulled out to the left at the lower part of the coil element 2a is the same as that of the coil 2B in FIG. 6 (II). However, it differs from the coil 2B in that the end 22 of the other coil element 2b is drawn to the right at the bottom of the coil element 2b.
- the starting end 21 and the terminal end 22 of the winding 2w are drawn out in different directions on the sides of the coil 2C, that is, right and left, and the height of the starting end 21 is equal to the height of the terminal end 22. Therefore, not only can the starting end 21 and the terminal end 22 of the winding 2w be connected to independent terminal blocks, but also the terminal block on the starting end 21 side and the terminal block on the terminal end 22 side are connected to the lower side of the coil 2C. It can be arranged and the degree of freedom of arrangement of the terminal block can be increased. Also, the degree of freedom of the wiring path until the winding 2w drawn from the coil 2C is led to the terminal block can be improved.
- the point that the starting end 21 of the coil element 2a is drawn to the left at the lower part of the coil element 2a is the same as the coil 2B in FIG. 6 (II). However, it differs from the coil 2B in that the end 22 of the other coil element 2b is drawn to the left above the coil element 2b.
- the start end 21 and the end 22 of the winding 2w are drawn out in the same direction on the side of the coil 2D, that is, on the left side, and the height of the start 21 and the end 22 are different. Therefore, the start end 21 and the end end 22 of the winding 2w can be connected to independent terminal blocks, and these terminal blocks can be arranged in parallel in the height direction.
- a terminal block extending in the height direction can be constructed, and even if the installation space of the terminal block in the plane direction is small, the terminal block Installation becomes possible.
- the starting end 21 of the coil element 2a and the end 22 of the coil element 2b are drawn to the left at the bottom of one coil element 2a.
- the other end of the coil element 2b is different from the coil 2D in that the end 22 of the other coil element 2b is drawn out to the middle in the height direction of the coil element 2a.
- the coil 2E has the same direction on the side of the coil 2E, that is, on the left side, the starting end 21 and the terminating end 22 of the winding 2w are drawn out, and the starting end 21 and the terminating end 22 have different heights. 22 are close. Therefore, like the coil 2D of FIG. 6 (IV), the coil 2E connects the start end 21 and the end 22 of the winding 2w to independent terminal blocks, or connects the start end 21 and the end 22 to one terminal. It can be connected to the base, and the installation space in the height direction of the terminal base can be reduced.
- each coil element 2a and 2b is composed of separate windings 2w. ing. That is, the coil element 2a is configured to be left-handed from the front to the back in FIG. 7 (I), and the coil element 2b is configured to be right-handed from the front to the back in FIG. 7 (I). .
- the coil coupling portion 2r that couples both the coil elements 2a and 2b is connected to the one end side of the other coil element 2b from the other end side of the one coil element 2a (the back side in FIG. 7 (I)).
- the other end of the winding 2w of one coil element 2a and one end of the winding 2w of the other coil element 2b are welded to each other.
- one end side of the winding 2w of the other coil element 2b is lengthened and bent as appropriate, passed to the other end side of one coil element 2a, and the coil element 2a is pulled upward from the turn. It can be connected to the other end of 2w.
- one end (starting end 21) of one coil element 2a is pulled out to the left side of the coil element 2a at the upper end of one end side of the coil element 2a (the front side in FIG. 7 (I)).
- the other end (terminal 22) of the other coil element 2b is drawn to the right side of the coil element 2b at the upper end of the other end side of the coil element 2b (the back side in FIG. 7 (I)).
- the coil 2F is drawn not only to the left and right ends of the winding 2w of the coil 2F but also to a position shifted in the axial direction of the coil 2F (here, a position shifted back and forth). Yes. Therefore, the degree of freedom of arrangement of the terminal block connected to each end of the winding 2w can be increased. Further, in the coil 2F, the coil elements 2a and 2b can be formed independently, and the coil connecting portion 2r can be formed by welding, so that the coil formability is excellent.
- the coil 2G shown in FIG. 7 (II) is common to the coil 2F in FIG. 7 (I) in that the winding directions of the pair of coil elements 2a and 2b arranged in parallel are opposite to each other.
- the coil 2F is different from the coil 2F in that both coil elements 2a and 2b are constituted by the winding 2w. That is, in the coil 2G, the other end side of one coil element 2a is appropriately bent and stretched to one end side of the other coil element 2b, and then the coil element 2b is formed. Accordingly, the coil connecting portion 2r is also formed by the series of windings 2w.
- the coil 2G is also pulled out to the left side of the coil element 2a at one end (starting end 21) of one coil element 2a at the top of one end side of the coil element 2a (front side in FIG. 7 (II)).
- the other end (terminal 22) of the other coil element 2b is drawn to the right side of the coil element 2b at the upper part of the other end side of the coil element 2b (the back side in FIG. 7 (II)).
- each end of the coil 2G is pulled out to the left and right, and the coil 2G is pulled out to a position shifted also before and after the coil 2G.
- the degree of freedom of arrangement of the terminal block connected to the end of the winding 2w can be increased. In the coil 2G, it is not necessary to weld the individual coil elements 2a and 2b.
- each coil element 2a, 2b is constituted by a separate winding 2w.
- the other end portion of the winding 2w of the one coil element 2a and the other end portion of the winding 2w of the other coil element 2b are welded together to constitute the coil connecting portion 2r.
- the other end side of the winding 2w of the other coil element 2b is lengthened and bent as appropriate, passed to the other end side of the one coil element 2a, and the coil element 2a is lifted upward from the turn. It can be connected to the other end of the line 2w. As described above, even when the coil elements 2a and 2b including the separate windings 2w are welded, the end portions of the coil elements 2a and 2b can be pulled out to the side of the coil 2H.
- the drawing direction of the ends of the windings constituting the coil is not along the parallel direction of the two coil elements, and the coil can be inclined with respect to the parallel direction. Moreover, it can be set as the form by which the edge part of the coil
- the ends of both coils may be arranged in parallel at the same height by appropriately bending the ends of the windings of the pair of coil elements in the same direction on the side of the coil.
- the reactor 1 ⁇ according to the second embodiment will be described with reference to FIG. 8 to FIG.
- the basic configuration of the reactor 1 ⁇ is the same as that of the reactor 1 ⁇ of the first embodiment. That is, the reactor 1 ⁇ includes a coil 2 (FIGS. 9 and 11) formed by winding a winding 2w (FIGS. 9 and 11), and an inner resin portion 4 (FIGS. 9 and 11) covering the outer periphery of the coil 2.
- a coil molded body 20 ⁇ (FIGS. 9 and 11), an inner core portion 31 (FIGS. 9 and 10) inserted into the coil 2, and an outer core portion 32 (FIG. 9) connected to the inner core portion 31.
- this reactor 1 ⁇ is used as, for example, a circuit component of an in-vehicle converter with the flat lower surface shown in FIG. 8 (II) as an installation surface.
- the main differences from the reactor 1 ⁇ of the first embodiment are that the coil molded body 20 ⁇ is provided with a part of the magnetic core 3 and a positioning part formed integrally with the inner resin part 4.
- the buffer member 6 (FIGS. 9 and 10) is provided, and the terminal fitting 8 (FIGS. 8I, 12 and 13) is provided integrally.
- the terminal fitting 8 (FIGS. 8I, 12 and 13) is provided integrally.
- the coil molded body 20 ⁇ is formed by the constituent resin of the coil 2, the inner resin portion 4 that covers most of the outer periphery of the coil 2, the inner core portion 31 of the magnetic core 3, the buffer member 6, and the inner resin portion 4. A positioning part.
- the inner core portion 31 is integrally formed with the coil molded body 20 ⁇ .
- the buffer member 6 is provided on the outer periphery of the inner core portion 31 so that the buffer member 6 is interposed between the coil 2 and the inner core portion 31, and the reactor 1 ⁇ is subjected to a heat cycle.
- the inner resin portion 4 cracks are prevented from occurring at a portion (intervening resin portion 4 i (FIG. 9)) interposed between the buffer member 6 and the coil 2.
- Embodiment 2 by providing a positioning portion (here, a connecting portion covering portion 41 described later) formed of the constituent resin of the inner resin portion 4, the outer resin portion 5 ⁇ is molded as shown in FIG. As described above, the assembly 10 can be easily positioned on the mold 100.
- the coil 2 is substantially the same as that provided in the reactor 1 ⁇ of the first embodiment except for the form of the coil coupling portion 2r. That is, the coil 2 is formed by connecting a pair of coil elements 2a and 2b constituted by one continuous winding 2w by a coil connecting portion 2r in a parallel state. Both ends of the coil 2 are pulled out above the turn forming surface 2f of the coil 2 and connected to the terminal fitting 8 (FIG. 12), and are covered with the outer resin portion 5 ⁇ together with the terminal fitting 8 (FIG. 8 (I)). ). The coil connecting portion 2r is further lifted above the turn forming surface 2f than the coil connecting portions 2r of the coils 2A to 2E described in Modification 1-10.
- the inner resin portion 4 has a function of holding the shape of the coil 2 and holding each coil element 2a, 2b in a compressed state rather than its free length.
- the inner resin portion 4 includes a turn covering portion 40t covering the turn portion 2t of the coil 2 and a connecting portion covering portion 41 covering the outer periphery of the coil connecting portion 2r.
- the turn covering portion 40t and the connecting portion covering portion 41 are The turn covering portion 40t covers the coil 2 with a substantially uniform thickness.
- the inner core portion 31 with the buffer member 6 attached thereto is integrated with the coil 2 by the inner resin portion 4, and the intervening resin portion 4i between the buffer member 6 and the coil 2 in the turn covering portion 40t.
- the thickness is substantially uniform.
- the corner portions of the coil elements 2a and 2b and both end portions of the winding 2w are exposed from the inner resin portion 4.
- the turn covering portion 40t (intervening resin portion 4i) that covers the inner peripheral surfaces of the coil elements 2a and 2b mainly ensures insulation between the coil elements 2a and 2b and the inner core portion 31, and the coil element 2a.
- 2b has a function of positioning the inner core portion 31 to which the buffer member 6 is attached.
- the connecting portion covering portion 41 provides mechanical protection for the coil connecting portion 2r. At least a part of the connecting portion covering portion 41 forms the outer resin portion 5 ⁇ (FIG. 12 (II)) on the outer periphery of the combined body 10 (FIG. 12 (II)) of the coil molded body 20 ⁇ and the magnetic core 3. At this time, as shown in FIG. 13, it functions as a positioning portion for positioning the combined body 10 with respect to the mold 100.
- the connecting portion covering portion 41 is formed in a rectangular parallelepiped shape that covers the entire U-shaped coil connecting portion 2r as shown in FIGS. 11 (II) and 12, but the shape of the coil connecting portion 2r It may be formed into a shape along the shape, and the shape is not particularly limited.
- the location used for positioning in this rectangular parallelepiped connecting portion covering portion 41 is the outer resin portion as shown in FIG. 8 (I).
- the inner resin part 4 is exposed without being covered with 5 ⁇ .
- the coil molded body 20 ⁇ of the second embodiment also includes a recess 42 (FIG. 8 (II)) at a location that covers a gap having a triangular cross section formed between the coil elements 2a and 2b in the inner resin portion 4. .
- a sensor hole for accommodating a temperature sensor for example, a thermistor (not shown) is formed between the coil elements 2a and 2b in the inner resin portion 4.
- a part of the sensor housing pipe (not shown) is insert-molded into the inner resin part 4, and the remaining part of the sensor housing pipe is covered with the outer resin part 5 ⁇ as the sensor hole 45 (FIG. 8 (I)).
- the sensor storage tube slightly protrudes from the inside of the inner resin portion 4 than the turn covering portion 40t that covers the turn forming portion 2f of the coil 2.
- the buffer member 6 is formed on the outer peripheral surface of the inner core portion 31. For this reason, when the reactor 1 ⁇ is subjected to a heat cycle, it is possible to effectively suppress an excessive stress from acting on the intervening resin portion 4i positioned between the inner core portion 31 and the coil 2.
- the buffer member 6 may be a planar member that covers the entire outer peripheral surface of the inner core portion 31, or may be a net-like or lattice-like member that covers the outer peripheral surface substantially evenly and partially. However, the outer peripheral surface of the outer core portion 32 is not covered with the buffer member 6. By not covering the outer core portion 32 with the buffer member 6, high heat dissipation of the reactor 1 ⁇ is ensured.
- the material of the buffer member 6 is preferably a material having a smaller Young's modulus than the constituent resin of the inner resin portion 4. If the buffer member 6 is formed of such a material, the buffer member 6 functions as a cushion by elastically deforming the buffer member 6 when the inner resin portion 4 is contracted, and the occurrence of cracks in the intervening resin portion 4i is suppressed.
- a heat shrinkable tube “Sumitube K” or “Sumitube B2” manufactured by Sumitomo Electric Fine Polymer Co., Ltd. is used as the buffer member 6 (“Sumitube” is a registered trademark).
- “Sumitube K” uses polyvinylidene fluoride (PVDF) as a base resin
- “Sumitube B2” uses polyolefin resin as a base resin.
- the Young's modulus of the epoxy resin is about 3.0 GPa to 30 GPa, whereas the Young's modulus of these heat shrinkable tubes is about 3.0 GPa.
- a suitable Young's modulus of the constituent material of the buffer member 6 is about 0.5 GPa to 2 GPa.
- the constituent material of the buffer member 6 has the same heat and cold resistance characteristics as the constituent resin of the inner resin portion 4.
- the continuous usable temperature range of “Sumitube K” is ⁇ 55 ° C. to 175 ° C.
- the continuous usable temperature range of “Sumitube B2” is ⁇ 55 ° C. to 135 ° C.
- a preferable characteristic is insulation.
- the winding 2w is provided with an insulating coating such as enamel, so that the buffer member 6 is not necessarily made of an insulating material, and may theoretically be a conductive material or a semiconductive material.
- the insulating property between the coil 2 and the inner core portion 31 can be ensured with high reliability by configuring the buffer member 6 with an insulating material.
- all of the above “Sumitubes” have high insulating properties.
- Other heat-shrinkable tubes made of fluororesin (for example, PTFE, usable temperature: about 260 ° C) and flame-retardant hard polyvinyl chloride (PVC, usable temperature: about 200 ° C) are also used for their heat resistance and insulation. Therefore, it can be expected to be used as the buffer member 6.
- the various forms and forming methods of the buffer member 6 can be used in addition to the heat-shrinkable tube.
- a cold shrink tube can be mentioned.
- the room temperature shrinkable tube may be made of a material having excellent stretchability, specifically, a material made of silicone rubber (VMQ, FVMQ, usable temperature: 180 ° C.).
- Other materials include butyl rubber (IIR), ethylene / propylene rubber (EPM, EPDM), Hyperon (registered trademark, general name: chlorosulfonated polyethylene rubber, CSM), acrylic rubber (ACM, ANM), fluoro rubber (FKM) Etc.
- IIR butyl rubber
- EPM ethylene / propylene rubber
- EPDM Hyperon
- CSM chlorosulfonated polyethylene rubber
- ACM acrylic rubber
- FKM fluoro rubber
- This room temperature shrinkable tube is attached to the inner core portion 31 by the shrinkage force of the tube itself.
- a tube having an inner peripheral length smaller than the outer peripheral length of the inner core portion 31 is prepared as a normal temperature shrinkable tube, and the tube is expanded and fitted to the outer peripheral surface of the inner core portion 31. If the diameter expansion is canceled in this state, the tube contracts and is attached to the outer peripheral surface of the inner core portion 31.
- a mold layer molded with a mold can also be used for the buffer member.
- the inner core portion 31 is held in the mold with a gap formed between the outer peripheral surface of the inner core portion 31 and the inner surface of the mold, and a molding material such as resin is injected into the mold. Then, a mold layer is formed on the outer peripheral surface of the inner core portion 31.
- the mold layer has a cushioning property that can suppress cracks in the intervening resin portion 4i, a thin one is sufficient.
- unsaturated polyester or polyurethane can be expected as a constituent resin of the mold layer.
- a coating layer can also be used for the buffer member.
- the coating layer can be formed by applying or spraying slurry-like resin on the outer peripheral surface of the inner core portion 31 or applying powder coating on the outer peripheral surface of the inner core portion 31.
- liquid silicone rubber or the like can be expected as a constituent resin of the coating layer.
- a tape winding layer can also be used for the buffer member.
- the buffer member can be easily configured by winding the tape material around the outer peripheral surface of the inner core portion 31.
- the tape material include PET tape.
- the thickness of the buffer member 6 has a heat dissipation point as long as it has such a thickness that an amount of elastic deformation that can suppress cracks in the intervening resin portion 4i of the inner resin portion 4 is obtained. The thinner it is, the better.
- a buffer member having a multilayer structure can be formed by combining the above-described embodiments.
- the magnetic core 3 provided in the reactor 1 ⁇ of the second embodiment is also composed of a core piece 31m (FIGS. 9 and 10) and a gap member 31g (FIGS. 9 and 10). And a pair of rectangular parallelepiped inner core portions 31 and a pair of outer core portions 32 (FIG. 12) having trapezoidal surfaces, and are formed in an annular shape.
- the inner core portion 31 is provided with the buffer member 6 on the outer periphery thereof, and is integrated with the coil 2 (FIG. 12) by the inner resin portion 4 (FIG. 12) to form the coil molded body 20 ⁇ (FIG. 12). Configure. Both end surfaces 31e of the inner core portion 31 slightly protrude from the end surface 40e of the inner resin portion 4 (FIG. 12).
- the magnetic core 3 projects from the surface on the inner core portion 31 where the core installation surface 32d of the outer core portion 32 is on the installation side, as shown in FIG. It is almost flush with the 20 ⁇ molded body installation surface 20d.
- each outer core portion 32 is different as shown in FIG.
- the upper and lower surfaces of one outer core portion 32 (left side in FIG. 9) arranged below the coil connecting portion 2r protrude above and below the upper and lower surfaces of the inner core portion 31, and above the turn covering portion 40t of the coil molded body 20 ⁇ . It is almost flush with the bottom surface.
- the lower surface of the other outer core portion 32 (on the right side in FIG. 9) arranged on the end side of the winding 2w protrudes downward from the lower surface of the inner core portion 31 to be the lower surface of the turn covering portion 40t.
- the upper surface of the outer core portion 32 is substantially flush with the upper surface of the inner core portion 31 and is lower than the upper surface of the turn covering portion 40t.
- the outer core portion 32 on one side has a smaller thickness (dimension in the coil axis direction) than the outer core portion 32 on the other side (right side in FIG. 9). That is, both the outer core portions 32 have different heights and thicknesses, but the volumes of the outer core portions 32 are substantially equal, and the magnetic characteristics in each outer core portion 32 are substantially equivalent.
- the coil connecting portion 2r is formed above the turn forming surface 2f, so that it is thinner and higher than the outer core portion 32 on the other side (the right side in FIG.
- the left outer core portion 32 can be arranged. Therefore, the projected area of reactor 1 ⁇ can be reduced. Further, by reducing the height of the outer core portion 32 on the other side (right side in FIG. 9), the terminal fitting 8 can be arranged above this, and the terminal block can be constituted by the outer resin portion 5 ⁇ .
- the lower limit of the height of the outer core portion 32 is preferably set to be approximately flush with the upper surface of the inner core portion 31. This is because if the upper surface of the outer core portion is lower than the upper surface of the inner core portion 31, a sufficient magnetic path may not be secured in the process of transition from the inner core portion 31 to the outer core portion.
- the end surfaces 31e of the inner core portion 31 (FIGS. 10 and 12) and the outer core portions 32 of the trapezoidal cross section A notched corner portion 32g is formed by rounding a ridge formed by the inner end surface 32e facing both the end surface 40e of the coil molded body 20 ⁇ and the side surface 32s adjacent to the inner end surface 32e.
- the notched corner portion 32g having a uniform curvature along the vertical direction of the outer core portion 32 is formed by rounding the ridge line between the inner end surface 32e and the side surface 32s.
- the notched corner portion 32g is preferably formed at the time of molding the green compact using a molding die corresponding to the rounded ridgeline.
- a green compact having an unrounded ridgeline may be formed, and the ridgeline may be processed later by cutting, grinding, polishing, or the like to form the notched corner portion 32g.
- the arc radius of the notch corner portion 32g is 3 mm. The arc radius can be appropriately selected depending on the size of the reactor itself.
- the cross-sectional area of the outer core portion should not be less than the cross-sectional area of the inner core portion.
- the cross-sectional shape of the notched corner portion 32g is not limited to an arc shape, and may be a shape in which the ridgeline is chamfered with a plane.
- the notched corner portion 32g is formed between the side surface 32s of the outer core portion 32 and the side surface of the turn covering portion 40t in the coil molded body 20 ⁇ when the combined body 10 is configured by combining the coil molded body 20 ⁇ and the outer core portion 32.
- a groove (FIG. 8 (II)) is formed in the substrate. This groove introduces the constituent resin of the outer resin portion 5 ⁇ between the inner end surface 32e of the outer core portion 32 and the end surface 40e of the coil molded body 20 ⁇ when the outer resin portion 5 ⁇ is molded outside the combined body 10. It functions as a guide groove.
- the side surface 32s of the outer core portion 32 protrudes outward from the outer surface of the inner core portion 31, and almost the entire end surface of the coil 2 is projected.
- the end surface 40e of the inner resin portion 4 that covers the periphery and the end surface 31e of the inner core portion 31 face the inner end surface 32e of the outer core portion 32.
- Reactor 1 ⁇ of Embodiment 2 is integrated with terminal fitting 8 connected to the end of winding 2w constituting coil 2 by outer resin portion 5 ⁇ , as shown in FIGS. 8 (I), 9, and 12. And the nut hole 52 is also formed, and the terminal block is constituted by the constituent resin of the nut 52n fitted in the nut hole 52, the terminal fitting 8, and the outer resin portion 5 ⁇ . That is, the reactor 1 ⁇ is configured to have a terminal block integrally.
- the terminal fitting 8 will be described mainly with reference to FIG.
- the terminal fitting 8 includes a connection surface 81 for connecting to an external device (not shown) such as a power source, a welding surface 82 welded to the end of the winding 2w, and the connection surface 81 and the welding surface 82. And an embedded portion that is integrated and covered with the outer resin portion 5 ⁇ . Most of the terminal fitting 8 is covered with the outer resin portion 5 ⁇ , and only the connection surface 81 is exposed from the outer resin portion 5 ⁇ (FIG. 8 (I)).
- the connection surface 81 is disposed above the other outer core portion 32 having the lower height (the left side in FIG. 12), and the outer resin portion 5 ⁇ is filled between the upper surface of the outer core portion 32 and the connection surface 81.
- the terminal block is configured.
- the terminal fitting 8 By arranging the terminal fitting 8 on the outer core portion 32 having a low height, the height of the reactor including the terminal fitting is reduced as compared with the case where the terminal fitting is formed by providing the terminal fitting above the coil.
- the reactor 1 ⁇ is small.
- the shape of the terminal metal fitting shown in Embodiment 2 is an exemplification, and an appropriate shape can be used.
- the shape of the terminal fitting may be appropriately selected so that the terminal block can be formed at a desired position of the reactor.
- the winding of the coil 2 in the terminal fitting Provided with a connecting portion of an appropriate length that connects between the welding portion to be welded to the end of 2w and the connecting portion to which a terminal (not shown) provided at the tip of the wiring (not shown) is connected. Terminal fittings. If the connecting portion is an embedded portion that is covered by the outer resin portion as in the second embodiment, the terminal fitting can be stably held by the outer resin portion.
- a nut 52n is disposed below the connection surface 81 (FIG. 9).
- the nut 52n is stored in a state in which the nut 52n is prevented from rotating in the nut hole 52 formed by the outer resin portion 5 ⁇ .
- This detent is realized by fitting a hexagonal nut 52n into the hexagonal nut hole 52. Then, the terminal fitting 8 is arranged so as to cover the opening of the nut hole 52 with the connection surface 81.
- connection surface 81 is formed with an insertion hole 81h having an inner diameter smaller than the diagonal dimension of the nut 52n, and the connection surface 81 prevents the nut 52n from coming out of the nut hole 52 (FIG. 8 (I)).
- the terminal 210 provided at the tip of the wiring (not shown) is superimposed on the connection surface 81, and the terminal 210 and the connection surface 81 are penetrated by the bolt 220 and the nut.
- power is supplied to the coil 2 from an external device (not shown) connected to the base end of the wiring.
- the highest position of the reactor that is, the connecting portion covering portion 41 covering the coil connecting portion 2r of the outer resin portion 5 ⁇ , and the end of the winding 2w
- the height of the connecting surface 81 is set such that the upper surface of the bolt 220 is lower than the plane connecting the protective portion 53 (FIG. 8 (I)) that covers the welded portion between the portion and the terminal fitting 8. Therefore, the head of the bolt 220 does not protrude locally from the reactor 1 ⁇ .
- the outer resin portion 5 ⁇ has a core installation surface 32d of the outer core portion 32, a molded body installation surface 20d of the coil molded body 20 ⁇ , and a resin installation surface 50d of the outer resin portion 5 ⁇ . It is formed to become one. Therefore, when the reactor 1 ⁇ is installed on a fixed object, the installation surfaces 20d, 32d, and 50d come into contact with the fixed object, so that the reactor 1 ⁇ can be installed stably and the heat generated by the reactor 1 ⁇ is efficiently released.
- the reactor 1 ⁇ is excellent in heat dissipation.
- the combination 10 can be mechanically protected by covering the upper surface and the outer surface of the combination 10 with the outer resin part 5 ⁇ as described above. However, when molding the outer resin portion 5 ⁇ , the upper surface of the connecting portion covering portion 41 used for positioning the combined body 10 is exposed from the outer resin portion 5 ⁇ (FIG. 8 (I)).
- the outer resin portion 5 ⁇ includes a flange portion 51 protruding outward from the outline of the combined body 10 like the reactor 1 ⁇ of the first embodiment, and the flange portion 51 is provided with a through hole 51h (FIG. 8). It has been.
- a protective part 53 (FIG. 8 (I)) covering the joint part (FIG. 12 (II)) between the end of the winding 2w constituting the coil 2 and the terminal fitting 8 is provided.
- the protection part 53 is formed in a substantially rectangular block shape.
- a sensor hole 45 is formed on the upper surface of the outer resin portion 5 ⁇ so as to be flush with the tip of the sensor housing tube protruding from the inner resin portion 3.
- the side surface of the outer resin portion 5 ⁇ is formed as an inclined surface that extends from the upper portion of the reactor 1 ⁇ toward the lower portion.
- unsaturated polyester is used as the constituent resin of the outer resin part 5 ⁇ .
- Unsaturated polyesters are preferred because they are excellent in strength and hardly cracked, have heat resistance, and are relatively inexpensive.
- Reactor 1 ⁇ having the above configuration can be configured basically in the same manner as reactor 1 ⁇ of the first embodiment described above. However, in the first molding step of obtaining the coil molded body 20 ⁇ , the inner core portion 31 to which the buffer member 6 is attached is prepared, and the inner core portion 31 and the coil 2 are integrated by the inner resin portion 4. An outline will be described below, and a detailed description thereof is the same as that of the first embodiment, and is omitted.
- the coil 2 is prepared. Further, as described in the first embodiment, the inner core portion 31 is prepared by fixing the core piece 31m and the gap material 31g with an adhesive or the like (FIG. 10 (I)), and the inner side as shown in FIG. 10 (II). A heat-shrinkable tube serving as the buffer member 6 is fitted on the outer periphery of the core portion 31, and the tube is heated and shrunk to adhere to the outer peripheral surface of the inner core portion 31. Next, as shown in FIG. 11 (I), the inner core portion 31 to which the buffer member 6 is attached is inserted inside the coil elements 2a and 2b of the coil 2.
- the molding die (the first die and the second die) described in the first embodiment is used.
- the assembly is housed in a molding die that is similar to a two-die mold).
- the second embodiment since the second embodiment includes the inner core portion 31 to which the buffer member 6 is attached instead of the rectangular parallelepiped core, the core is not necessary.
- the portions corresponding to the corners of the coil elements 2a and 2b are supported by convex portions (not shown) on the inner surface of the mold, and the molds other than the convex portions are supported.
- a certain gap is formed between the inner surface of the mold and the outer peripheral surface of the coil 2.
- the end surface 31e of the inner core portion 31 to which the buffer member 6 is mounted is supported by the concave portion of the mold so that a certain gap is formed between the buffer member 6 and each of the coil elements 2a and 2b.
- the resin filled in the gap becomes the intervening resin portion 4i (FIG. 9).
- a plurality of rod-like bodies (here, a total of eight) provided in the molding die are advanced into the molding die, and the corners of the end faces of the coil elements 2a and 2b are formed. Press to compress coil 2.
- the sensor storage tube (not shown) for forming the sensor hole 45 is disposed at a predetermined position of the coil 2 in a compressed state in the molding die.
- the constituent resin of the inner resin part 4 is injected into the molding die from the resin injection port, and when the resin is solidified, the coil 2 is held in a compressed state by the inner resin part 4 as shown in FIG.
- the coil molded body 20 ⁇ in which the inner core portion 31 to which the buffer member 6 is mounted is also integrated is molded.
- the coil molded body 20 ⁇ is taken out from the molding die.
- connection surface 81 of the terminal fitting 8 is arranged substantially parallel to the welding surface 82 and extends in the vertical direction of FIGS. This connection surface 81 is bent by approximately 90 ° so as to cover the upper side of the nut 52n after the outer resin portion 5 ⁇ is molded (FIG. 8 (I)).
- a molding die 100 for forming the outer resin portion 5 ⁇ on the outer periphery of the combined body 10 obtained in the assembly step is prepared.
- the mold 100 includes a container-like base portion 100b having an opening in the upper portion and a lid portion 100c for closing the opening of the base portion 100b as shown in FIG.
- the combined body 10 is housed in an inverted state with the upper surface of FIG.
- the bottom surface of the cavity 101 of the base portion 100b is formed so as to mainly form the shape on the upper surface side of the outer shape of the outer resin portion 5 ⁇ shown in FIG. 8 (I), that is, the outer shape of the reactor 1 ⁇ .
- a concave groove 110 is formed on the bottom surface of the cavity 101 of the base portion 100b, and a part (upper surface side portion) of the coupling portion covering portion 41 of the coil molded body 20 ⁇ is fitted into the concave groove 110. It can be done.
- the connecting portion covering portion 41 By fitting the connecting portion covering portion 41 into the concave groove 110, the combined body 10 can be easily aligned with a predetermined position in the cavity 101.
- a part of the connecting portion covering portion 41 functions as a positioning portion for the mold 100 in the combined body 10.
- a recess 111 and a nut 52n for forming a protective part 53 (FIG. 8 (I)) that covers the joint between the end of the winding 2w and the terminal fitting 8 9)
- a projection (not shown) for forming a nut hole 52 (FIG. 9) into which the terminal 9 is fitted, a recess 112 for forming a terminal block, and a connection surface 81 of the terminal fitting 8 are parallel to the welding surface 82.
- a recess 113 is formed to be inserted in an extended state.
- the portion forming the side surface of the outer resin portion 5 ⁇ is configured by an inclined surface that expands toward the opening side.
- the surface of the lid portion 100c facing the base portion 100b is a flat surface, and the installation surface of the reactor 1 ⁇ can be formed into a flat surface. If the surface of the lid portion 100c that faces the base portion 100b is flat, when the resin is poured into the molding die 100 sealed with the lid portion 100c, there is no unevenness in the lid portion 100c so that air easily accumulates. Defects are less likely to occur in the part 5 ⁇ . In addition, since there is no unevenness, the cover 100c is not easily damaged when the cover 100c is covered on the base 100b, and the cover 100c is easily covered.
- a total of three resin injection gates (not shown) provided on the same straight line are formed on the lid 100c.
- the inner gate located in the middle opens toward the gap between the pair of coil elements 2a and 2b (FIG. 11) arranged in parallel when the combined body 10 is disposed in the base 100b.
- Each of the remaining two outer gates sandwiching the inner gate opens at a position away from the outer core portion 32 along the axial direction of the coil 2, that is, at a position sandwiching the outer core portion 32 between the inner gate.
- the arrangement position of the resin injection gate, the shape of the opening of the gate, and the number of gates can be appropriately selected according to the size of the reactor to be formed.
- an air vent gap (not shown) is appropriately provided on the contact surface between the base portion 100b and the lid portion 100c.
- the resin may be simply injected into the base portion 100b without using the lid portion 100c. In this case, the liquid level of the injected resin forms the installation surface of the reactor 1 ⁇ .
- the lid 100c is put on the opening side of the base 100b, the mold 100 is closed, and the constituent resin of the outer resin part 5 ⁇ is injected into the mold 100 from each of the resin injection gates described above. To do.
- the space created by the base portion 100b and the lid portion 100c becomes a sealed space except for the air vent gap.
- a groove is formed between the end surface 40e of the coil molded body 20 ⁇ and the outer core portion 32 by the notched corner portion 32g of the outer core portion 32, and the constituent resin of the outer resin portion 5 ⁇ is formed via this groove. Then, it easily enters between the inner end face 32e of the outer core portion 32 and the end face 40e of the coil molded body 20 ⁇ . As a result, the constituent resin of the outer resin portion 5 ⁇ is sufficiently filled between the coil molded body 20 ⁇ and the outer core portion 32, and no void is formed in the outer resin portion 5 ⁇ .
- a slight gap (0.5 mm) is provided between the inner end surface 32e of the outer core portion 32 and the end surface 40e of the coil molded body 20 ⁇ . Due to this gap, the constituent resin of the outer resin portion 5 ⁇ is more likely to enter between the coil molded body 20 ⁇ and the outer core portion 32.
- the constituent resin of the outer resin portion 5 ⁇ is injected from both the inside and the outside of the annular magnetic core 3 by the plurality of resin injection gates described above, from the inside to the outside of the core 3
- the pressure acting on the core 3 and the pressure acting on the core 3 cancel each other from the outside to the inside of the core 3. Therefore, the resin can be filled quickly without damaging the magnetic core 3. This effect is particularly remarkable when the resin injection pressure is high.
- the amount of resin injected from the inner gate and the outer gate may be the same, but when the amount of resin injected from the outer gate is larger than the amount of resin injected from the inner gate, the combination 10 It is preferable that the outer periphery of the can be covered early.
- the amount of resin injected from the outer gate is adjusted so that the outward pressure is higher than the inward pressure so that the outer core portion 32 is pushed toward the inner core portion 31 or the outward pressure and the inner pressure are increased.
- the direction pressure can be almost offset.
- the molding die 100 After finishing the molding of the outer resin part 5 ⁇ , the molding die 100 is opened and the reactor 1 ⁇ is taken out from the inside. At this time, because the opening side of the cavity 101 is an inclined surface, the reactor 1 ⁇ can be easily extracted. As shown in FIG. 8 (II), three gate marks 54 to which the shape of the opening of the resin injection gate is transferred are formed on the resin installation surface 50d of the obtained reactor 1 ⁇ .
- the reactor 1 ⁇ includes a positioning portion (here, the connecting portion covering portion 41) formed integrally with the inner resin portion 4 of the coil molded body 20 ⁇ , so that when the outer resin portion 5 ⁇ is formed, a pin or The assembly 10 can be easily positioned on the mold 100 without using a bolt or the like. From this point, the reactor 1 ⁇ is excellent in productivity.
- the reactor 1 ⁇ can sufficiently protect the coil 2 and the magnetic core 3 from the external environment and mechanical protection by the inner resin portion 4 and the outer resin portion 5 ⁇ .
- the inner end surface 32e of the outer core portion 32 is formed via the notched corner portion 32g.
- the constituent resin of the outer resin portion 5 ⁇ can be sufficiently filled between the coil molded body 20 ⁇ .
- the notch corner portion 32g is provided on the ridge line with the side surface 32s as described above, and the formation of the notch corner portion 32g results in the formation of the magnet formed in the magnetic core 3 when the coil 2 is excited. A reduction in road area can be avoided as much as possible.
- the direction along the ridge line formed by the inner end surface and the side surface can be made to correspond to the direction of extracting the outer core portion from the molding die. If the notched corner portion is formed in the ridge, the ridge line does not become an acute angle, and the outer core portion can be easily removed from the molding die. Therefore, the outer core part which has such a notch corner part is excellent in a moldability, and can contribute to the improvement of the productivity of a reactor.
- the core installation surface 32d of the outer core portion 32 of the magnetic core 3 protrudes, a region of the inner end surface 32e that faces the end surface 40e of the coil molded body 20 ⁇ is widened. Therefore, the gap between the coil molded body 20 ⁇ and the magnetic core 3 on the end face side of the coil is sealed, and the configuration of the outer resin portion 5 ⁇ between the coil molded body 20 ⁇ and the magnetic core 3 (outer core portion 32). It becomes more difficult to fill the resin.
- the notch corner portion 32g is provided on the ridge line formed by the inner end surface 32e and the side surface 32s, thereby filling the constituent resin. It can be done smoothly.
- the corner portion of the outer core portion 32 is rounded by forming the notched corner portion 32g, it is excellent in handling properties, and when the outer core portion 32 is gripped during assembly or transportation, The core portion 32 is less likely to be chipped.
- the outer core portion 32 and the coil molded body are provided by providing a slight gap between the end surface 40e of the coil molded body 20 ⁇ and the inner end surface 32e of the outer core portion 32. It is easier to fill the constituent resin of the outer resin portion 5 ⁇ between 20 ⁇ .
- the gap is preferably 0.5 mm or more, but if it is too large, the axial length of the coil in the reactor becomes long, and it is difficult to reduce the size, so 4 mm or less is preferable.
- the magnetic core which is not provided with the said notch corner part can be utilized, and only the clearance gap of the said specific magnitude
- the gap is set to 0.5 mm.
- the step of fitting the inner core portion 31 into the coil molded body can be omitted, which further increases the productivity of the reactor. Enhanced.
- the sensor hole 45 is formed by molding the inner resin portion 4 and the outer resin portion 5 ⁇ , it is not necessary to form the sensor hole 45 by post-processing. Therefore, the reactor 1 ⁇ can be efficiently manufactured and the productivity is excellent, and damage to the coil 2 and the magnetic core 3 that are problematic when the sensor hole is post-processed can be avoided.
- the height of the pair of outer core portions 32 is made different, and the terminal fitting 8 is arranged on the lower outer core portion 32, and the outer core portion 32 and the coil molded body 20 ⁇ are connected to the outer resin portion together with the terminal fitting 8.
- the height of the reactor 1 ⁇ including the terminal fitting 8 does not increase. Therefore, reactor 1 ⁇ is small.
- the terminal block can be formed simultaneously with the molding of the outer resin portion 5 ⁇ by integrally molding the terminal fitting 8 with the outer resin portion 5 ⁇ . Therefore, a member and work for fixing a separately prepared terminal block to the reactor 1 ⁇ can be omitted. Also from this point, the reactor 1 ⁇ is excellent in productivity.
- the coil connecting portion 2r is made higher than the turn forming surface 2f to increase the height of the outer core portion 32, while the thickness (length in the coil axis direction) is increased. It is small. Therefore, in the reactor 1 ⁇ , the projection area can be reduced as described in the modification example 1-10.
- the magnetic core 2 by configuring the magnetic core 2 with a powder compact formed of a soft magnetic material similar to that of the first embodiment, the magnetic core 2 having a different height between the outer core portion 32 and the inner core portion 31 can be easily obtained. Can be molded.
- the nut hole 52 is formed so that the nut 52n does not exist when the outer resin portion 5 ⁇ is formed, and the constituent resin of the outer resin portion 5 ⁇ is contained inside the nut. It can be prevented from entering.
- the connection surface 81 of the terminal fitting 8 is bent and the opening of the nut hole 52 is covered with the connection surface 81, so that the nut 52n can be easily prevented from falling off.
- the resin can be injected more quickly than when one resin injection gate is used. Also from this point, the reactor 1 ⁇ is excellent in productivity. Moreover, it is possible to prevent the magnetic core 3 from being damaged by using a plurality of resin injection gates as described above.
- the coil molded body 20 ⁇ in which the inner core portion 31 to which the buffer member 6 is attached is integrated with the coil 2 by the inner resin portion 4 is used.
- the inner resin portion 4 may be molded so as to have a hollow hole 40h through which each inner core portion 31 is inserted.
- the coil molded body 20 ⁇ shown in FIG. 14 has the same configuration as that of the coil molded body 20 ⁇ of Embodiment 2 except that the inner core portion 31 is not integrally molded by the inner resin portion 4.
- a hollow hole 40h is provided like the coil molded body 20 ⁇ .
- the size of the hollow hole 40h is set such that the inner core portion 31 to which the buffer member 6 is attached can be inserted.
- the coil 2 is placed in a molding die that forms the inner resin part 4, and the constituent resin of the inner resin part 4 is placed inside the coil 2 in the same manner as in the first embodiment.
- the inner resin portion 4 may be molded by injection to form the hollow hole 40h having a predetermined size as described above. Then, after inserting the inner core portion 31 fitted with the buffer member 6 into the hollow hole 40h formed by the inner resin portion 4, and further joining the outer core portion 32 to the inner core portion 31, the outer resin portion (FIG. (Not shown) can be formed into a reactor including the buffer member 6.
- the coil connecting portion 2r that connects the pair of coil elements 2a and 2b is raised from the turn portion 2t to be high, and the inner resin portion 4 covers the outer periphery of the coil connecting portion 2r (the connecting portion covering portion 41).
- the positioning part may be formed of only the constituent resin of the inner resin part.
- a protrusion protruding from the upper turn forming surface 2f can be formed integrally with the inner resin part, and this protrusion can be used as a positioning part.
- a plurality of such protrusions may be provided.
- the molding die for molding the inner resin portion is appropriately provided with a concave groove for forming the projection.
- the coil connecting portion may be provided with a positioning portion built in the inner resin portion.
- Embodiment 2 the form in which the terminal fitting 8 is directly covered with the constituent resin of the outer resin portion 5 ⁇ has been described.
- an intermediate molded body in which the terminal fitting 8 and the nut 52n are separately insert-molded with resin is prepared in advance.
- the combination 10 of the coil molded body 20 ⁇ and the magnetic core 3 (outer core portion 32) and the intermediate molded body can be integrated with the outer resin portion.
- the intermediate molded body is, for example, formed so as to cover the embedded portion of the terminal fitting 8, and may be a block-shaped molded body that can be placed on the upper surface of the outer core portion 32 having a low height described in the second embodiment. It is done.
- a nut hole that accommodates the nut 52n described in the second embodiment is formed in the intermediate molded body, and the connection surface 81 of the terminal fitting 8 is bent to face the nut 52n.
- the constituent resin of the intermediate molded body the constituent resins of the outer resin portion and the inner resin portion described above can be suitably used. If the resin is the same as the constituent resin of the outer resin portion, the adhesion to the outer resin portion is improved. Excellent.
- the terminal metal fitting 8 is protected when stored in the mold, the shape of the mold is simplified, and the combined body 10 can be easily stored in the mold. Can do.
- the terminal fitting has a complicated shape
- the intermediate molded body when used, the periphery of the terminal fitting can be sufficiently covered with resin.
- an arrangement groove for arranging the intermediate molded body may be provided in a part of the inner resin portion, or the inner resin portion or the like may be formed by the resin constituting the intermediate molded body If the positioning portion is formed, the intermediate molded body can be easily positioned, and the intermediate molded body can be stably held in forming the outer resin portion.
- the configuration in which the bolt 220 is fixed by the nut 52n has been described.
- the nut may not be provided, and screw processing may be performed on the constituent resin of the outer resin portion or the constituent resin of the intermediate molded body.
- the protective portion 53 that covers the welded portion between the end of the winding 2w and the terminal fitting 8 is formed by the constituent resin of the outer resin portion 5 ⁇ . It can be made into the form exposed from. In the case of this exposed form, the end of the winding and the terminal fitting can be connected either before or after the terminal fitting is integrated by the outer resin portion.
- the terminal block is formed by the outer resin portion 5 ⁇ .
- the terminal block is formed by the inner resin portion 4 as in the coil molded body 20 ⁇ shown in FIG. Can do.
- the coil molded body 20 ⁇ has a configuration in which the inner resin portion 4 extends to below the connection surface 81 of the terminal fitting 8.
- Such a coil molded body 20 ⁇ is pre-welded to the end of the winding 2w that constitutes the coil 2, and the inner core portion (with a buffer member (not shown)) attached to the coil 2 ( (Not shown) so that the portion other than the connection surface 81 and the welding surface 82 in the terminal fitting 8 is embedded in the inner resin portion 4, and a nut hole 52 for accommodating the nut 52n is formed at the same time.
- the outer resin portion 5 ⁇ is molded.
- the connection surface 81 of the terminal fitting 8 and the welding surface 82 are kept in parallel to prevent the constituent resin of the outer resin portion 5 ⁇ from entering the nut hole 52.
- the nut 52n is housed in the nut hole 52 as in the second embodiment, and then the connection surface 81 is bent by approximately 90 ° to cover the opening of the nut hole 52.
- the terminal fitting 8 can also be handled as an integral member with the coil molded body 20 ⁇ , the reactor can be easily manufactured, and the productivity of the reactor is excellent.
- the form having the notched corner portion 32g obtained by rounding the ridgeline between the inner end surface 32e and the side surface 32s of the magnetic core 3 has been described.
- the cut-off corner portion may have the following form as shown in FIG. In FIG. 16, the outer core portion 32 is indicated by a solid line, and only a part of one side of the inner core portion 31 is indicated by a broken line and the other side is omitted.
- the notched corner portion 32g is exaggerated larger than the actual size.
- the outer core portion 32 shown in FIG. 16 (I) has a substantially trapezoidal cross-sectional shape as in the second embodiment, and the notched corner portion 32g has an inner end surface 32e and upper and lower surfaces (see FIG. 16).
- the upper surface 32u is provided with a reference numeral).
- a notch having a rectangular cross section is provided in the middle portion in the left-right direction of FIG. 16 (I) (here, the horizontal direction orthogonal to the coil axis direction), and this notch is formed at the notch angle Part 32g.
- the notch corner portion 32g is formed at a location facing the end surface of the coil molded body when the inner core portion 31 and the coil molded body (not shown) are arranged on the outer core portion 32, and a pair of coil elements. Between.
- a notch is provided at the same location as the above-described location on the ridgeline between the inner end surface 32e and the upper and lower surfaces of the outer core portion 32, as shown in FIG. It can be 32g.
- the reactor including the magnetic core provided with the notched corner portion 32g as described above is also provided in the gap between the end surface of the coil molded body and the inner end surface 32e of the outer core portion 32 from the notched corner portion 32g.
- the constituent resin can be guided. Therefore, the constituent resin of the outer resin portion can be more reliably filled between the coil molded body and the magnetic core than in the case where the notched corner portion 32g is not provided.
- the notch corner portion 32g is an intermediate portion of the ridgeline between the inner end surface 32e of the outer core portion 32 and the upper and lower surfaces, more specifically, a region between the two coil elements in a state where the two coil elements are arranged in parallel. As a result, it is possible to avoid as much as possible a reduction in the area of the magnetic path formed in the magnetic core when the coil is excited due to the presence of the notched corner portion 32g.
- At least the core installation surface in the outer core portion has a shape protruding from the installation-side surface in the inner core portion, but the core installation surface of the outer core portion and the installation in the opposite surface and the inner core portion. Even in the magnetic core in which the side surface and the opposite surface thereof are flush with each other, it is possible to adopt a form in which a notched corner is provided in the region between the two coil elements as described above. Also in this embodiment, the constituent resin of the outer resin portion can be easily filled in the gap between the end surface of the coil molded body and the inner end surface of the outer core portion.
- a concave groove, a terminal fitting 8, or the like into which the connecting portion covering portion 41 serving as a positioning portion provided on the bottom surface of the cavity 101 of the base portion 100b of the mold 100 described above is fitted is inserted into the lid portion.
- a concave groove or a concave part similar to the concave part is provided, or a window part is provided instead of the concave groove.
- this lid portion may have an appropriate outer shape so that a gap for air venting is appropriately provided when the mold is closed, or a through hole for air venting may be provided.
- the gate can be provided between the pair of coil elements, the outside of the coil elements, the wall surface of the mold, and the like.
- the resin injected from the resin injection gate is a recess provided between both coil elements in the coil molded body (see FIG. 1). And flows out to the outside of the combined body through the gap between the end face of the coil molded body and the magnetic core, and finally the outer periphery of the combined body can be covered with the outer resin portion.
- the productivity of the reactor can be improved by using a resin that quickly cures as the constituent resin of the outer resin portion.
- a resin having a high curing rate when used, the resin injected into the mold is gelled before the injection of the resin into the mold is completed. Therefore, it is necessary to set the resin injection pressure higher. At this time, for example, the magnetic core may be damaged due to the injection pressure of the resin, starting from a location where the physical strength is low in the combination.
- the resin injection gate is opened in the gap between the coil elements as described above in order to spread the resin to a portion where the resin is difficult to enter, such as a gap between the coil molded body and the magnetic core.
- the magnetic core when the magnetic core is composed of a plurality of divided pieces so that the combination work with the coil molded body is easy, the joint portion of the divided pieces is damaged or decomposed. There is a risk of starting. Specifically, for example, the inner core portion and the outer core portion are peeled off, or the outer core portion is damaged. As a starting point for other damage and decomposition, when the magnetic core is a compacted body, the soft magnetic material constituting the compacted body is weakly bonded, and when the magnetic core is a laminate of thin plates, adjacent thin plates The adhesion part etc. are considered.
- the inner gate that opens toward the gap between the two coil elements and the outer gate that opens toward the space between the combination and the mold. If the constituent resin of the outer resin portion is injected into the mold from both gates, the magnetic core can be prevented from being damaged.
- the reason for this is that the resin pressure (outward pressure) that presses the magnetic core from the inside to the outside of the ring against the annular magnetic core, and the magnetic core from the outside to the inside of the ring against the annular magnetic core.
- the pressure of the resin to be pressed can cancel each other, and it is considered that unnecessary pressure hardly acts on the magnetic core when the resin is injected into the mold.
- the reactor obtained in this manner will not cause damage to the magnetic core in the future without substantial stress acting in the direction in which the magnetic core is damaged.
- Embodiment 2 the form in which the pair of outer gates are arranged so as to sandwich the outer core portion has been described, but the present invention is not limited to such a position.
- the inner gate typically opens toward the gap between the pair of coil elements
- the outer gate opens toward the space between the combination and the mold, for example,
- a resin injection gate may be formed not only on the bottom surface and the lid but also on the side wall of the mold.
- a form in which the outer gate is provided on the side wall of the mold.
- a mode in which the three resin injection gates described in Embodiment 2 are provided on the same straight line is preferable, and in addition to this mode, a pair of outer gates are provided with a lid portion and both sides of the coil molded body so as to sandwich the side surfaces. More preferable is a form that exists on at least one of the bottom surfaces of the molding die, or a form that a pair of outer gates exist on the side walls so as to sandwich a side surface that intersects the axial direction of the coil in the outer core portion.
- the outward pressure due to the resin injection from the inner gate is effectively canceled by the inward pressure due to the resin injection from the outer gate, and between the combination and the mold.
- the resin can be sufficiently filled, and the outer resin portion can be formed quickly without damaging the magnetic core.
- Modification I In the first and second embodiments, the form in which the coil 2 is pressed and compressed by a plurality of rod-shaped bodies in forming the coil molded body has been described.
- a shape holding jig to press and compress the coil 2 before storing it in the molding die, and store this compressed coil in the molding die.
- a shape holding jig 300 shown in FIG. 17 can be used.
- the shape holding jig 300 is a] -shaped block body, and can be fixed to a pair of clamping members 310 and 311 housed in a molding die (not shown) with bolts 305.
- the holding member 310, 311 is fixed with a gap between the holding member 310, 311 by attaching the shape holding jig 300.
- the shape holding jig 300 is provided with a long hole through which the bolt 305 is inserted, and the clamping members 310 and 311 are provided with bolt holes (not shown) into which the bolt 305 is screwed.
- the shape holding jig 300 is used as follows. First, the shape holding jig 300 is fixed to one I-shaped clamping member 310 with a bolt 305. The assembly of the inner core portion 31 and the coil 2 is arranged on the integral I-shaped clamping member 310, and the assembly is clamped by the other] -shaped clamping member 311. Then, the other] -shaped holding member 311 is slid toward one I-shaped holding member 310 to press the coil 2, and the interval between the holding members 310 and 311 is set to a predetermined size (the coil 2 has a predetermined compression). State), the bolt 305 is inserted into the elongated hole of the shape holding member 300 and tightened, and the shape holding member 300 is also fixed to the other holding member 311. The clamping members 310 and 311 to which the shape holding jig 300 is fixed are arranged in the molding die.
- the molding die When the molding die is provided with a concave groove into which the clamping members 310 and 311 attached to the assembly are fitted, the shape holding jig 300 is removed by fitting the clamping members 310 and 311 into the concave groove. In addition, the state in which the coil 2 is compressed to a predetermined length can be easily maintained.
- a molding die having the concave groove is used.
- the molding die provided with the concave groove may be a single piece provided with the concave groove, or may be formed integrally by combining a plurality of divided pieces.
- the sandwiching members 310 and 311 when the sandwiching members 310 and 311 are arranged in a part of the molding die and the split pieces are combined to form the groove, the state where the sandwiching members 310 and 311 are fitted into the groove is easily formed. can do.
- the clamping members 310 and 311 may be fixed to the molding die using a fixing member such as a bolt.
- the holding members 310 and 311 to which the shape holding jig 300 is fixed are arranged in the concave grooves of the molding die, the shape holding jig 300 is extracted and the molding die is closed.
- the sandwiching members 310 and 311 form the inner resin portion while remaining in the molding die.
- the shape holding jig 300 By using the shape holding jig 300, the assembly of the coil 2 and the magnetic core (inner core portion 31) can be easily stored in the molding die. Therefore, compared with the case where the coil 2 and the magnetic core are separately arranged in the molding die, the time for arranging the assembly in the molding die can be shortened, and the productivity of the coil molded body, that is, the reactor can be reduced. Productivity can be improved. Further, when a plurality of the shape holding jig 300 and the holding members 310 and 311 are prepared, the shape holding jig 300 and the holding members 310 and 311 are attached to the assembly while the constituent resin of the inner resin portion is cured, and the next coil molded body is attached. Prepare for manufacturing. From this point, the productivity of the reactor can be improved. Further, when the holding members 310 and 311 are arranged in the molding die, the structure of the molding die can be simplified, for example, when the function of pressing the coil is provided, the rod-like body described above is unnecessary.
- a so-called pot-type core such as an EE-shaped core formed by combining a pair of E-shaped bodies or an EI-shaped core formed by combining an E-shaped body and an I-shaped body is used as a magnetic core in a form having only one coil.
- the inner core portion is inserted inside the coil
- the outer core portion is formed so as to cover at least a part of the outer periphery of the coil, and is connected to the inner core portion.
- the outer core portion can also be formed so as to cover the entire surface of the coil.
- the outer core portion is the above-described molded cured body, and the outer periphery of the assembly of the inner core portion and the coil molded body is, for example, It can be set as the form covered with the outer core part.
- the coil when the coil is cylindrical in a form having only one coil, it is easy to wind even when it is formed by edgewise winding, and the formability of the coil is excellent.
- the inner core portion when the inner core portion is formed in a columnar shape in accordance with the cylindrical coil, the gap provided between the inner peripheral surface of the inner core portion and the outer peripheral surface of the coil can be reduced, so that the reactor can be further reduced in size. Even in a form in which only one coil is provided, heat dissipation is excellent by exposing the core installation surface of the outer core portion from the outer resin portion.
- the case In the first and second embodiments, the configuration in which the case is omitted has been described. However, a reactor including a case can be used. In addition to functioning as a mechanical protection member for the assembly of the coil molded body and magnetic core, the case is used as a heat dissipation path, so the case material is excellent in heat dissipation such as aluminum or aluminum alloy, and is lightweight. A suitable metal material can be suitably used. In the form including the case, the case can be used instead of the mold 100 described above. Then, a concave groove as described in the second embodiment is formed in the case, and an appropriate protrusion is formed by the inner resin portion of the coil molded body, and the protrusion is fitted into the concave groove.
- the positioning of the combination in the case can be performed. By doing so, positioning of the combined body with respect to the case can be easily and reliably performed, and the productivity of the reactor can be increased as in the case of the reactor 1 ⁇ including the positioning portion of the second embodiment.
- the case in which the combination is stored is filled with a resin (outer resin portion) that seals the combination.
- a case can be provided instead of the mold 100 described above. In this case, it is easy to fill the constituent resin of the outer resin portion to be filled in the case between the coil molded body and the magnetic core using the notched corner portion as a guide.
- the reactor of the present invention can be suitably used for a component part of a vehicle-mounted component such as a vehicle-mounted converter mounted on a vehicle such as a hybrid vehicle, an electric vehicle, or a fuel cell vehicle.
- a vehicle-mounted component such as a vehicle-mounted converter mounted on a vehicle such as a hybrid vehicle, an electric vehicle, or a fuel cell vehicle.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Insulating Of Coils (AREA)
Abstract
Description
通常、リアクトルに組み付ける前のコイルは、そのままであると、形状が保持できず、伸縮したりする。そのため、リアクトルを組み立てる際、形状が不安定でコイルを取り扱い難く、リアクトルの生産性の低下を招く。特に、スプリングバックにより、隣り合うターン間に比較的大きな隙間があいているコイルでは、そのまま磁性コアに配置すると磁性コアにおけるコイルの配置箇所が長くなり、リアクトルが大型化する。そこで、リアクトルを小型にするために、所望の長さとなるようにコイルを圧縮しながらリアクトルを組み立てると、組立作業性が悪い。特許文献1に記載されるように一対の枠状部材でコイルを挟み、かつ中ケースに収納してコイルを圧縮状態に保持する場合、部品点数及び工程が多い。特許文献2,3ではいずれも、コイルの取り扱いについて十分に検討していない。以上から、作業性の改善、生産性の向上が望まれている。
昨今、ハイブリッド自動車などの車載部品には、小型化、軽量化が望まれている。特許文献1に記載されるように外ケースを具える場合、更なる小型化が困難である。特許文献2に記載されるようにケースを省略すると小型になるものの、コイルや磁性コアがむき出しの状態になるため、粉塵や腐食などの外部環境からの保護や強度などの機械的な保護などを図ることができない。
特許文献3に記載されるようにケースを省略し、かつコイルと磁性コアとの組立物の外周を樹脂により覆うことで、小型化及び組立物の保護が図れるものの、コイル及び磁性コアの全周を樹脂により覆うことで放熱性の低下を招く。ここで、ケースを具えるリアクトルでは、アルミニウムといった金属製のケースとすることで当該ケースを放熱経路にも利用できる。このようなケースを省略しても放熱性に優れるリアクトルの開発が望まれる。
(1) 上記コア設置面は、上記内側コア部において設置側となる面よりも突出されている。
(2) 上記コア設置面は、上記外側樹脂部から露出されている。
(2) 内側コア部が存在しない状態でコイルのみを内側樹脂部で成形した成形物のみに同様のヒートサイクル試験を行った場合、当該成形物におけるコイルの内周側の樹脂部分にはクラックが生じない。
以下、図1~3を参照して、実施形態1のリアクトル1αを説明する。なお、図1(I)では、外側樹脂部の一部を切り欠いて外側樹脂部の内側に存在するコイル成形体及び磁性コアが見えるようにしている。
[磁性コア]
磁性コア3の説明は、図3を適宜参照して行う。磁性コア3は、コイル成形体20αが配置される一対の内側コア部31と、コイル成形体20αが配置されず、コイル成形体20αから露出されている一対の外側コア部32とを有する。ここでは、各内側コア部31はそれぞれ、直方体状体であり、各外側コア部32はそれぞれ、一対の台形状面を有する角柱状体である。磁性コア3は、離間して配置される内側コア部31を挟むように外側コア部32が配置され、各内側コア部31の端面31eと外側コア部32の内端面32eとを接合して環状に形成される。これら内側コア部31及び外側コア部32により、コイル2を励磁したとき、閉磁路を形成する。
(コイル)
コイル成形体20αの説明は、図2を適宜参照して行う。コイル成形体20αは、図2に示すように、接合部の無い1本の連続する巻線2wを螺旋状に巻回してなる一対のコイル素子2a,2bを有するコイル2と、コイル2の外周を覆ってその形状を保持する内側樹脂部4とを具える。各コイル素子2a,2bは、互いに同一の巻数で、軸方向から見た形状(端面形状)がほぼ矩形状である。これら両コイル素子2a,2bは、各軸方向が平行するように横並びに並列されており、コイル2の他端側(図2では紙面奥側)において巻線2wの一部をU字状に折り返してなるコイル連結部2rにより連結されている。この構成により、両コイル素子2a,2bの巻回方向は同一となっている。
各コイル素子2a,2bは、その外周を内側樹脂部4により覆われて、コイル2の形状を固定している。また、各コイル素子2a,2bは、その一端側から他端側に亘って内側樹脂部4の構成樹脂が連続するように存在し、当該構成樹脂によりそれぞれが圧縮された状態に保持されている。ここでは、内側樹脂部4は、巻線2wの両端部を除き、コイル2の全体をコイル2の形状に概ね沿って覆っている。内側樹脂部4において両コイル素子2a,2bのターン形成部分を覆う箇所の厚さは、実質的に均一であり、1mm~10mm程度が好ましい。コイル連結部2rを覆う箇所は、コイルの軸方向にせり出した形状である(図3)。
上記コイル成形体20αと磁性コア3とを組み合わせてなる組合体10は、図1に示すように、巻線2wの端部、磁性コア3の一部及びコイル成形体20αの一部を除き、その外周を外側樹脂部5αにより覆われて、リアクトル1αが構成される。ここでは、外側樹脂部5αは、上記組合体10を作製した後、エポキシ樹脂や不飽和ポリエステルをトランスファー成形することで形成している。外側樹脂部5αにより、コイル成形体20αと磁性コア3とを一体物として取り扱える。磁性コア3の外側コア部32の一面、具体的にはコア設置面32d、及びコイル成形体20αの一面、具体的には成形体設置面20dの両設置面が、図1(II)に示すように外側樹脂部5αから露出されている。ここでは、外側樹脂部5αにおいて、リアクトル1αを固定対象に設置したときに設置側となる面(以下、樹脂設置面50dと呼ぶ)がコア設置面32d及び成形体設置面20dに面一となるように外側樹脂部5αが形成されている。従って、リアクトル1αを固定対象に設置したとき、上記コア設置面32d、成形体設置面20d、樹脂設置面50dは、いずれも固定対象に接触する。
上記構成を具えるリアクトル1αは、大きく分けて以下の(1)~(3)の工程を経て作製することができる。
(1) コイル2に対して内側樹脂部4を成形してコイル成形体20αを得る第一成形工程
(2) コイル成形体20αと磁性コア3とを組み合せて組合体10を得る組立工程
(3) 組合体10に対して外側樹脂部5αを成形してリアクトル1αを得る第二成形工程
まず、1本の巻線2wを巻回して、一対のコイル素子2a,2bがコイル連結部2rで連結されたコイル2を形成する。このコイル2を具えるコイル成形体20αは、以下のような成形金型(図示せず)を利用して製造することができる。
図3に示すように、コア片31mやギャップ材31gを接着剤などで固定して内側コア部31を形成する。そして、上述のようにして作製したコイル成形体20αの中空孔40hに、形成した内側コア部31を挿入配置する。中空孔40hは、上述のようにコイル成形体20αの内側樹脂部4の構成樹脂により所定の厚さに形成されているため、中空孔40hに挿入された各内側コア部31はそれぞれ、コイル素子2a,2b(図2)に対して適切な位置に配置される。次に、コイル成形体20αの両端面40eが一対の外側コア部32の内端面32eで挟まれるように外側コア部32を配置して、接着剤などで外側コア部32の内端面32eと内側コア部31の端面31eとを接合する。この工程により、組合体10が得られる。得られた組合体10において外側コア部32のコア設置面32d(図1)は、上述のようにコイル成形体20αの成形体設置面20d(図1)と面一である。
所定の形状のキャビティを有する成形型(図示せず)を用意し、この成形型に得られた組合体10を収納して、外側コア部32のコア設置面32d及びコイル成形体20αの成形体設置面20d、かつ巻線2wの端部が露出されるように外側樹脂部5αを成形する。また、外側樹脂部5αにおける設置側にフランジ部51を成形すると共に、貫通孔51hを同時に成形する。金属管を利用する場合、金属管をインサート成形したり、樹脂により貫通孔を成形した後、この貫通孔に金属管を挿入したりして、貫通孔51hを形成することができる。上記工程により、リアクトル1αが得られる。
リアクトル1αは、金属製のケースを有さないケースレス構造であることで小型・軽量でありながら、内側樹脂部4及び外側樹脂部5αからなる二層構造の被覆を具えることで、コイル2や磁性コア3の外部環境からの保護、機械的保護、電気的な保護を図ることができる。特に、内側樹脂部4の構成樹脂を放熱性に優れる樹脂とし、外側樹脂部5αを耐衝撃性に強い樹脂とすると、高い放熱性及び高い機械的強度を兼備したリアクトルとすることができる。
以下、図4,5を参照して、コイル成形体の変形例を説明する。なお、図4及び図5(II)は、コイル素子を連結するコイル連結部が紙面手前側となるようにコイル成形体を配置した状態を示す。
実施形態1では、各コイル素子2a,2bの内周の全面が内側樹脂部4の構成樹脂により覆われた構成を説明した。コイル2と磁性コアとの間に所定の絶縁距離を確保でき、かつ実施形態1で説明したように位置決めできるように内側樹脂部4の構成樹脂が存在すれば、各コイル素子2a,2bの内周の全面を内側樹脂部4の構成樹脂により覆っていなくてもよい。即ち、コイル素子2a,2bの内周面の一部が内側樹脂部4の構成樹脂から露出していてもよい。例えば、図4(II)に示すコイル成形体20Cでは、コイル素子2a,2bの内周を被覆する内側樹脂部4にそれぞれ、コイル2の軸方向に沿った凹溝43Cが、上下左右の合計四箇所に形成されている。各凹溝43Cは、その深さがコイル2と磁性コアとの間の所定の絶縁距離に相当しており、凹溝43Cの形成箇所から、内側樹脂部4の構成樹脂で覆われていないコイル素子2a,2bの一部が露出している。このようなコイル成形体20Cを得るには、上述した中子として、凹溝43Cを形成する突起を有するもの、即ち、断面が十字状であるものを利用するとよい。
実施形態1では、コイル2の外周の実質的に全面が内側樹脂部4の構成樹脂により覆われ、かつ内側樹脂部4の外形が平滑な面で形成された構成を説明した。この実施形態1のコイル成形体20αに代えて、例えば、図5(I)に示すコイル成形体20Dのように、内側樹脂部4の外周に凹溝43Dを具えた構成としてもよい。ここでは、凹溝43Dは、図5(I)において左右の側面及び上面にコイル2の軸方向に沿って形成されて、凹溝43Dの形成箇所から、内側樹脂部4の構成樹脂で覆われていないコイル素子2a,2bの一部(一方の側面の一部及び上面の一部)が露出している。凹溝43Dの深さは、適宜選択することができる。例えば、図5(II)に示すコイル成形体20Eに設けられた凹溝43Eのようにコイル素子が露出されないような深さとしてもよい。凹溝43Eは、図5(I)に示すコイル成形体20Dに具える凹溝43Dよりも幅が小さく、コイル成形体20Eの上面及び側面にそれぞれ複数設けられている。このようなコイル成形体20D,20Eを得るには、例えば、上述した第二金型の周側壁の内側に、上記凹溝43D,43Eを形成するための突条を具えるものを用いるとよい。
実施形態1では、コイル素子2a,2bが1本の巻線2wから形成されて内側樹脂部4により覆われた構成を説明した。各コイル素子を別々の巻線により作製し、各コイル素子を形成する巻線の端部を溶接などにより接合して一体のコイルとし、このコイルを内側樹脂部により被覆したコイル成形体とすることができる。この場合、コイル連結部が無いため、内側樹脂部の成形時、各コイル素子を押圧し易い。
実施形態1では、外側コア部32のコア設置面32dが冷却ベースといった固定対象に接触する構成を説明した。外側樹脂部から露出しているコア設置面と固定対象との間に放熱板が介在する形態とすることができる。放熱板の材質は、変形例1-1で説明した各種の金属材料や非金属材料といった無機材料が利用できる。この放熱板は、外側樹脂部の構成樹脂により固定された形態とすると、接着剤やボルトなどの固定部材が不要であり、部品点数の削減、リアクトルの生産性の向上を図ることができる。この放熱板により磁性コアの熱や磁性コアに伝えられたコイルの熱を効率よく冷却ベースといった固定対象に伝えられることから、この放熱板を具えるリアクトルは、放熱性に更に優れる。
実施形態1では、リアクトル1αを固定対象に固定するためのフランジ部51及び貫通孔51hを外側樹脂部5αに具える構成を説明した。その他、フランジ部及び貫通孔を設けずに、別途、固定用部材を用いてもよい。固定用部材は、例えば、一対の脚部と、両脚部間を連結するように配置されて、リアクトルにおける設置側の面との対向面(図1(I)では上面)を押え付ける弾性部とを具える]状部材が挙げられる。脚部の先端には、ボルト孔が設けられたフランジを具えておく。上記]状部材のボルト孔にボルトを締め付けると、上記弾性部によりリアクトルが固定対象側に押え付けられ、この押圧力により、リアクトルを強固に固定することができ、リアクトルと固定対象との密着性を高められる。
その他、リアクトルの固定にあたり、磁性コアにボルト孔を具える形態とすると、変形例1-6で説明した固定用部材が不要であり、部品点数を少なくできる。このボルト孔は、内側コア部以外の箇所、即ち、外側コア部に設けると、磁気特性に影響が及び難い。また、外側コア部において内側コア部から離れた箇所に突出部を設け、この突出部にボルト孔を設けると、磁気特性に更に影響が及び難い。このような複雑形状の磁性コアは、圧粉成形体とすると容易に成形できる。上記ボルト孔は、ネジ加工が成されていない貫通孔、ネジ加工がされたネジ孔のいずれも利用できる。
実施形態1では、内側コア部31とコイル成形体20αとが別の部材である構成を説明したが、内側コア部とコイル成形体とが一体に成形された形態とすることができる。この場合、内側コア部を予め作製しておき、コイル成形体の形成にあたり、コイル素子内に配置する中子に代えて、内側コア部を配置するとよい。すると、内側樹脂部の成形と同時に、コイルと内側コア部とを内側樹脂部により一体化することができる。この形態では、コイル成形体に内側コア部を嵌め込む工程を省略できることで、リアクトルの生産性を更に高められる。
特に、変形例1-8で説明した内側コア部を内蔵するコイル成形体とする場合、内側樹脂部及び外側樹脂部はそれぞれ、リアクトルの使用温度よりも高い温度で成形され、磁性コアの熱膨張率、内側樹脂部の熱膨張率、外側樹脂部の熱膨張率をそれぞれαc、αpi、αpoとするとき、上記成形温度においてαc<αpo及びαpi≦αpoの関係を満たす形態が挙げられる。特に、αc<αpi≦αpo、更にαc<αpi<αpoを満たすことが好ましい。
内側樹脂部の構成樹脂として、アルミナのフィラーを含有するエポキシ樹脂、外側樹脂部の構成樹脂として、ガラス繊維のフィラーを含有する不飽和ポリエステルを使用して、コイル成形体を具えるリアクトルを製造し、このリアクトルに対してヒートサイクル試験を実施して、樹脂の状態を調べた。
実施形態1では、コイル2を構成する巻線2wの両端部の引き出し方向が同一の方向(図1において上方)、かつ同じ高さである形態を説明した。このコイル2では、巻線2wの各端部に接続される端子金具を固定する端子台(図示せず)を巻線の引き出し箇所に近接させようとすると、当該端子台の配置箇所は、図1においてリアクトル1αの上部に制約される。一方、端子台をリアクトル1αの上部以外に配置することを考えた場合、端子台の位置によっては、端子台までの配線経路が長くなる傾向にある。ここで、リアクトルの周囲には他の機器や部品が配置されることが多く、長い配線を取り回すスペースが十分取れない恐れもある。従って、端子台までの配線経路をできるだけ短くなるように、端子台の配置位置などに応じて、コイルを構成する巻線の両端部の引き出し方向を実施形態1と異なる方向としたり、各端部の引き出し方向をそれぞれ異ならせたり、各端部の引き出し高さを異ならせた形態としてもよい。
以下、図8~図13を参照して、実施形態2に係るリアクトル1βを説明する。リアクトル1βの基本的構成は、実施形態1のリアクトル1αと同様である。即ち、リアクトル1βは、巻線2w(図9,図11)を巻回してなるコイル2(図9,図11)とこのコイル2の外周を覆う内側樹脂部4(図9,図11)とを具えるコイル成形体20β(図9,図11)と、コイル2内に挿通された内側コア部31(図9,図10)と内側コア部31に連結された外側コア部32(図9)とにより閉磁路を形成する磁性コア3(図9)と、コイル成形体20βと磁性コア3との組合体10(図9,図12)の外周を覆う外側樹脂部5β(図8,図9)とを具える。このリアクトル1βは、実施形態1のリアクトル1αと同様に、図8(II)に示す平坦な下面を設置面として、例えば、車載用コンバータの回路部品に用いられる。
[コイル成形体]
まず、主として図11を参照してコイル成形体20βを説明する。コイル成形体20βは、コイル2と、コイル2の外周の大半を覆う内側樹脂部4と、磁性コア3の内側コア部31と、緩衝部材6と、内側樹脂部4の構成樹脂により形成される位置決め部とを具える。
コイル2は、コイル連結部2rの形態を除き、実施形態1のリアクトル1αに具えるものとほぼ同様である。即ち、コイル2は、1本の連続する巻線2wから構成された一対のコイル素子2a,2bが並列状態でコイル連結部2rにより連結されて形成されている。コイル2の両端部は、コイル2のターン形成面2fの上方に引き出されて端子金具8(図12)が接続され、端子金具8と共に外側樹脂部5βに覆われている(図8(I))。コイル連結部2rは、変形例1-10で説明したコイル2A~2Eのコイル連結部2rよりも、ターン形成面2fの上方に更に引き上げられている。
内側樹脂部4は、実施形態1のリアクトル1αのコイル成形体20αと同様に、コイル2の形状を保持すると共に、各コイル素子2a,2bをその自由長よりも圧縮状態に保持する機能を有する。この内側樹脂部4は、コイル2のターン部2tを覆うターン被覆部40tと、コイル連結部2rの外周を覆う連結部被覆部41とを具え、ターン被覆部40tと連結部被覆部41とは一体に成形され、ターン被覆部40tは実質的に均一な厚さでコイル2を覆っている。ここでは、内側樹脂部4により、緩衝部材6を装着した内側コア部31がコイル2と一体化されており、ターン被覆部40tのうち、緩衝部材6とコイル2との間の介在樹脂部分4iも厚さが実質的に均一とされている。但し、各コイル素子2a,2bの角部、及び巻線2wの両端部は、内側樹脂部4から露出されている。
緩衝部材6は、リアクトル1β(図8,図9)がヒートサイクルを受けた際、特に、降温時に内側樹脂部4の収縮が内側コア部31により妨げられ、内側樹脂部4の介在樹脂部分4i(図9)に過大な応力が作用することを緩和する機能を有する。
実施形態2のリアクトル1βに具える磁性コア3(図12)も、実施形態1のリアクトル1αと同様に、コア片31m(図9,図10)とギャップ材31g(図9,図10)とを交互に積層してなる一対の直方体状の内側コア部31と、一対の台形状の面を有する外側コア部32(図12)とを有し、環状に形成される。そして、上述のように内側コア部31は、その外周に緩衝部材6が設けられ、内側樹脂部4(図12)によりコイル2(図12)と一体化されてコイル成形体20β(図12)を構成する。この内側コア部31の両端面31eは、内側樹脂部4の端面40eからわずかに突出されている(図12)。
実施形態2のリアクトル1βは、図8(I),図9,図12に示すように、外側樹脂部5βにより、コイル2を構成する巻線2wの端部に接続された端子金具8を一体に成形すると共にナット穴52も成形し、このナット穴52に嵌め込まれたナット52n、端子金具8、及び外側樹脂部5βの構成樹脂により端子台を構成している。即ち、リアクトル1βは、端子台を一体に具える形態である。
外側樹脂部5βは、実施形態1のリアクトル1αと同様に、コイル成形体20βの成形体設置面20d及び外側コア部32のコア設置面32dとが露出され(図8(II))、かつコイル成形体20βと磁性コア3(外側コア部32)との組合体10(図12)における上面の大半と外側面の全部を覆うように形成されている。
上記構成を具えるリアクトル1βは、上述した実施形態1のリアクトル1αと基本的には同様にして構成することができる。但し、コイル成形体20βを得る第一成形工程において、緩衝部材6の装着された内側コア部31を用意し、この内側コア部31とコイル2とを内側樹脂部4により一体化する。以下に、概略を説明し、詳細な説明は実施形態1と共通するため、省略する。
実施形態1で説明したようにコイル2を用意する。また、実施形態1で説明したようにコア片31mやギャップ材31gを接着剤などで固定して内側コア部31を用意し(図10(I))、図10(II)に示すように内側コア部31の外周に緩衝部材6となる熱収縮チューブを嵌め、当該チューブを加熱収縮させて、内側コア部31の外周面に被着させる。次に、図11(I)に示すように、コイル2の各コイル素子2a,2bの内側に、緩衝部材6が装着された内側コア部31を挿入する。続いて、コイル2と緩衝部材6が装着された内側コア部31との組物の外周に内側樹脂部4を成形するために、実施形態1で説明した成形金型(第一金型と第二金型とから構成されるもの)と同様の成形金型に当該組物を収納する。但し、実施形態2では、直方体状の中子に代えて上記緩衝部材6が装着された内側コア部31を具えるため、当該中子は不要である。
まず、図12(I)に示すように、作製したコイル成形体20βの巻線2wの各端部にそれぞれ端子金具8を溶接する。この溶接を行う段階では、図13に示すように端子金具8の接続面81は溶接面82とほぼ平行に配され、図12,13の上下方向に伸びている。この接続面81は、外側樹脂部5βの成形後、ナット52nの上方を覆うようにほぼ90°屈曲される(図8(I))。
次に、組立工程で得られた組合体10の外周に外側樹脂部5βを形成するための成形型100を用意する。ここでは、成形型100は、図13に示すように上部に開口を有する容器状の基部100bと、基部100bの開口を閉じる蓋部100cとを具える。基部100bのキャビティ101内には、組合体10が図12(II)の上面を下向きにした倒立状態で収納される。
実施形態2のリアクトル1βでは、実施形態1のリアクトル1αが奏する効果(代表的には、ケースレス構造で小型でありながら機械的な保護などを図れる、コイルのハンドリング性に優れて生産性に優れる、磁性コアの一部を露出することで放熱性に優れる)に加えて、次の効果を奏することができる。
実施形態2では、緩衝部材6を装着した内側コア部31が内側樹脂部4でコイル2と一体化されたコイル成形体20βを用いたが、実施形態1で説明したコイル成形体20αのように、各内側コア部31がそれぞれ挿通される中空孔40hを具えるように内側樹脂部4を成形してもよい。図14に示すコイル成形体20γは、内側コア部31を内側樹脂部4により一体に成形されていないことを除いて、実施形態2のコイル成形体20βと同様の構成であり、実施形態1のコイル成形体20αのように中空孔40hを具える。但し、コイル成形体20γでは、中空孔40hの大きさを、緩衝部材6を装着した内側コア部31が挿入可能な大きさとしている。この形態では、内側樹脂部4を形成する成形金型にコイル2を配置し、このコイル2の内側に、実施形態1と同様に中子を配置した状態で、内側樹脂部4の構成樹脂を注入して内側樹脂部4を成形し、上述した所定の大きさの中空孔40hを形成すればよい。そして、内側樹脂部4で形成される当該中空孔40hに、緩衝部材6を装着した内側コア部31を挿入し、更に内側コア部31に外側コア部32を接合した後、外側樹脂部(図示せず)を成形することで、緩衝部材6を具えるリアクトルを構成できる。
実施形態2では、一対のコイル素子2a,2bを連結するコイル連結部2rをターン部2tから引き上げて高くし、内側樹脂部4においてこのコイル連結部2rの外周を覆う箇所(連結部被覆部41)を位置決め部とする構成を説明した。その他、位置決め部は、内側樹脂部の構成樹脂のみにより形成された形態としてもよい。例えば、コイル2のターン部2tにおいて上側のターン形成面2fから突出する突起部を内側樹脂部に一体に形成し、この突起部を位置決め部に利用することができる。また、このような突起部を複数設けてもよい。内側樹脂部を成形する成形金型には、上記突起部を形成するための凹溝を適宜設けておく。
実施形態2では、端子金具8を含む端子台を具える構成を説明したが、実施形態1のリアクトル1αのように、端子金具や端子台を別部材とした形態とすることができる。また、実施形態2で説明した端子金具や端子台に関する構成、後述する端子金具や端子台に関する各種の形態は、緩衝部材を有していない実施形態1のリアクトル1α及び変形例1-1~1-10にも適用することができる。
実施形態2では、磁性コア3の内端面32eと側面32sとの稜線を丸めた切欠角部32gを有する形態を説明した。その他、切欠角部として、図16に示すような以下の形態とすることができる。なお、図16では、外側コア部32を実線で示し、内側コア部31は一方側の一部のみを破線で示して他方側は省略している。また、説明の便宜上、切欠角部32gは実際の寸法よりも大きく誇張して図示している。
実施形態2では、成形型100の蓋部100cに複数の樹脂注入ゲートを具える形態を説明したが、基部のキャビティの底面に複数の樹脂注入ゲートを具える形態とすることができる。例えば、上記底面に同一直線上に設けられた合計3つの樹脂注入ゲートを具え、3つのゲートのうち、中間に位置する内側ゲートを、基部内にコイル成形体と磁性コアとの組合体を配置した際、並列される一対のコイル素子間の間隙に開口させ、上記内側ゲートを挟む残り二つの外側ゲートをそれぞれ、上記内側ゲートとの間に外側コア部を挟む位置に開口させることが挙げられる。成形型の底面から湧出するように成形型に樹脂を注入すると、樹脂に気泡が混入することを抑制することができる。この形態の場合、蓋部に、上述した成形型100の基部100bのキャビティ101の底面に設けられた位置決め部となる連結部被覆部41が嵌合される凹溝や端子金具8などが差し込まれる凹部と同様の凹溝や凹部を設けたり、これら凹溝などに代えて窓部を設けておく。また、この蓋部も、成形型を閉じたときに空気抜き用の隙間が適宜設けられるように適宜な外形としたり、空気抜き用の貫通孔などを設けてもよい。
上記実施形態1,2では、コイル成形体の形成にあたり、複数の棒状体により、コイル2を押圧して圧縮する形態を説明した。その他、別途、形状保持治具を利用して、成形金型に収納する前にコイル2を押圧して圧縮した状態とし、この圧縮状態のコイルを成形金型に収納してもよい。例えば、図17に示す形状保持治具300を利用することができる。形状保持治具300は、]状のブロック体であり、成形金型(図示せず)に収納される一対の挟持部材310,311にボルト305により固定可能である。挟持部材310,311は、形状保持治具300が取り付けられることで、挟持部材310,311間の間隔が固定される。形状保持治具300には、ボルト305が挿通される長孔、挟持部材310,311には、ボルト305がねじ込まれるボルト孔(図示せず)がそれぞれ設けられている。
実施形態1,2では、コイル2として、一対のコイル素子2a,2bを具える形態を説明したが、コイル(素子)を一つのみ具える形態とすると、更に小型なリアクトルとすることができる。また、コイルが一つであることで、この形態では、コイル連結部が無く、コイル成形体を形成し易く、リアクトルの生産性に優れる。
実施形態1,2では、ケースを省略した構成を説明したが、ケースを具えるリアクトルとすることができる。ケースはコイル成形体と磁性コアとの組合体の機械的な保護部材として機能する他、放熱経路に利用されることから、ケースの構成材料は、アルミニウム又はアルミニウム合金などの放熱性に優れ、軽量な金属材料が好適に利用できる。ケースを具える形態では、上述した成形型100に代わって、ケースを利用することができる。そして、このケースに実施形態2で説明したような凹溝を形成しておくと共に、コイル成形体の内側樹脂部により適宜な突起などを形成して、この突起を上記凹溝に嵌め込むことで、上記組合体におけるケースに対する位置決めを行えるようにすることができる。こうすることで、上記組合体におけるケースに対する位置決めが容易に、かつ確実に行え、実施形態2の位置決め部を具えるリアクトル1βと同様に、リアクトルの生産性を高められる。上記組合体が収納されたケース内には、上記組合体を封止する樹脂(外側樹脂部)を充填する。
10 組合体
2,2A,2B,2C,2D,2E,2F,2G,2H コイル
2w 巻線 2a,2b コイル素子 2r コイル連結部 2t ターン部
2f ターン形成面 21 始端 22 終端
20α,20β,20γ,20δ,20B,20C,20D,20E コイル成形体
20d 成形体設置面
3 磁性コア
31 内側コア部 31e 端面 31m コア片 31g ギャップ材
32 外側コア部 32d コア設置面 32e 内端面 32s 側面 32u 上面
32g 切欠角部
4 内側樹脂部
4i 介在樹脂部分 40h 中空孔 40t ターン被覆部 40e 端面
41 連結部被覆部 42 凹み 43C,43D,43E 凹溝
45 センサ用穴
5α,5β,5δ 外側樹脂部
50d 樹脂設置面 51 フランジ部 51h 貫通孔 52 ナット穴
52n ナット 53 保護部 54 ゲート痕
6 緩衝部材
7 放熱板
8 端子金具
81 接続面 81h 挿通孔 82 溶接面
100 成形型 100b 基部 100c 蓋部 101 キャビティ 110 凹溝
111,112,113 凹部
210 端子 220 ボルト
300 形状保持治具 305 ボルト 310,311 挟持部材
Claims (12)
- 巻線を螺旋状に巻回してなるコイルと、前記コイル内に挿通された内側コア部とこの内側コア部に連結された外側コア部とにより閉磁路を形成する磁性コアとを具えるリアクトルであって、
前記コイルと、このコイルの外周を覆ってその形状を保持する内側樹脂部とを有するコイル成形体と、
前記コイル成形体と前記磁性コアとの組合体の外周の少なくとも一部を覆う外側樹脂部とを具え、
前記外側コア部において、当該リアクトルを設置したときに設置側となる一面は、前記内側コア部において設置側となる面よりも突出され、かつ前記外側樹脂部から露出されていることを特徴とするリアクトル。 - 前記内側樹脂部は、前記コイルと前記内側コア部との間に介在される介在樹脂部分を有しており、
前記介在樹脂部分と内側コア部との間に介在され、かつ前記外側コア部を覆わない緩衝部材を具えることを特徴とする請求項1に記載のリアクトル。 - 前記内側樹脂部に一体に形成され、前記外側樹脂部を成形型で形成するときに前記組合体を前記成形型に対して位置決めするために用いられる位置決め部を具え、
前記位置決め部の少なくとも一部が前記外側樹脂部に覆われないことを特徴とする請求項1又は2に記載のリアクトル。 - 前記外側コア部のうち、前記コイル成形体の端面に対向する内端面と、この内端面につながる隣接面とが形成する稜線に、前記コイル成形体の端面と前記外側コア部の内端面との間に前記外側樹脂部の構成樹脂を導入するための切欠角部を具えることを特徴とする請求項1~3のいずれか1項に記載のリアクトル。
- 前記外側コア部において、当該リアクトルを設置したときに設置側となる一面と、前記コイル成形体において設置側となる一面とが面一であり、これらの両面が前記外側樹脂部から露出されていることを特徴とする請求項1~4のいずれか1項に記載のリアクトル。
- 前記コイルは、一対のコイル素子を具え、各コイル素子は、各軸方向が平行するように横並びに形成されており、
前記内側樹脂部において、前記両コイル素子間を覆う箇所であって、当該リアクトルを設置したときに設置側となる箇所に凹みを具えることを特徴とする請求項1~5のいずれか1項に記載のリアクトル。 - 前記緩衝部材の構成材料は、前記内側樹脂部の構成樹脂よりもヤング率が小さいことを特徴とする請求項2に記載のリアクトル。
- 前記緩衝部材が、熱収縮チューブ、常温収縮チューブ、モールド層、コーティング層、及びテープ巻き層の少なくとも一種であることを特徴とする請求項2又は7に記載のリアクトル。
- 前記コイルは、一対のコイル素子と、両コイル素子を連結するコイル連結部とを具え、
前記コイル連結部は、前記両コイル素子のターン形成面よりも突出して設けられており、
前記位置決め部は、前記内側樹脂部において前記コイル連結部を覆う箇所に形成されていることを特徴とする請求項3に記載のリアクトル。 - 前記位置決め部は、前記内側樹脂部の構成樹脂のみにより形成されていることを特徴とする請求項3又は9に記載のリアクトル。
- 前記切欠角部は、前記稜線を丸めることで構成されていることを特徴とする請求項4に記載のリアクトル。
- 前記外側コア部のうち、前記コイル成形体の端面に対向する内端面と、前記コイル成形体の端面との間に0.5mm以上4mm以下の隙間を有し、この隙間に前記外側樹脂部の構成樹脂が存在することを特徴とする請求項1~11のいずれか1項に記載のリアクトル。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10755808.2A EP2413336A4 (en) | 2009-03-25 | 2010-02-26 | Reactor |
| US13/259,658 US8279035B2 (en) | 2009-03-25 | 2010-02-26 | Reactor |
| CN2010800139090A CN102365693B (zh) | 2009-03-25 | 2010-02-26 | 电抗器 |
Applications Claiming Priority (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009073255 | 2009-03-25 | ||
| JP2009-073255 | 2009-03-25 | ||
| JP2009-179998 | 2009-07-31 | ||
| JP2009179998 | 2009-07-31 | ||
| JP2009-193833 | 2009-08-25 | ||
| JP2009193833 | 2009-08-25 | ||
| JP2009199648 | 2009-08-31 | ||
| JP2009-199648 | 2009-08-31 | ||
| JP2010041439A JP4524805B1 (ja) | 2009-03-25 | 2010-02-26 | リアクトル |
| JP2010-041439 | 2010-02-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010110007A1 true WO2010110007A1 (ja) | 2010-09-30 |
Family
ID=42767840
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/053098 WO2010110007A1 (ja) | 2009-03-25 | 2010-02-26 | リアクトル |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8279035B2 (ja) |
| EP (1) | EP2413336A4 (ja) |
| JP (2) | JP4524805B1 (ja) |
| CN (2) | CN102365693B (ja) |
| WO (1) | WO2010110007A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011024600A1 (ja) * | 2009-08-31 | 2011-03-03 | 住友電気工業株式会社 | リアクトル |
| US20110234359A1 (en) * | 2010-03-29 | 2011-09-29 | Kabushiki Kaisha Toyota Jidoshokki | Reactor and method for manufacturing reactor |
| CN102456466A (zh) * | 2010-10-22 | 2012-05-16 | 株式会社丰田自动织机 | 感应装置 |
| JP2012119454A (ja) * | 2010-11-30 | 2012-06-21 | Sumitomo Electric Ind Ltd | リアクトル |
| EP2587501A1 (en) * | 2011-03-30 | 2013-05-01 | Sumitomo Electric Industries, Ltd. | Method for manufacturing outer core, outer core, and reactor |
| WO2013073283A1 (ja) * | 2011-11-16 | 2013-05-23 | 住友電気工業株式会社 | リアクトル、コンバータ、および電力変換装置 |
| WO2013094209A1 (ja) * | 2011-12-22 | 2013-06-27 | パナソニック株式会社 | コイル部品 |
| EP2624261A1 (en) * | 2012-01-31 | 2013-08-07 | Samsung Electronics Co., Ltd. | Multi-inductor usable with slim flat image display apparatus |
| US8659381B2 (en) | 2009-08-31 | 2014-02-25 | Sumitomo Electric Industries, Ltd. | Reactor |
| US8730001B2 (en) | 2009-07-31 | 2014-05-20 | Sumitomo Electric Industries, Ltd. | Reactor and reactor-use component |
| JP2020005043A (ja) * | 2018-06-26 | 2020-01-09 | 北川工業株式会社 | 出力ノイズ低減装置 |
Families Citing this family (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5465151B2 (ja) * | 2010-04-23 | 2014-04-09 | 住友電装株式会社 | リアクトル |
| JP5975596B2 (ja) * | 2010-08-05 | 2016-08-23 | 矢崎総業株式会社 | 電流センサ構造 |
| JP5831941B2 (ja) * | 2011-03-30 | 2015-12-09 | 住友電気工業株式会社 | 外側コアの製造方法 |
| CN103003895B (zh) * | 2011-06-27 | 2014-07-09 | 丰田自动车株式会社 | 电抗器及其制造方法 |
| WO2013001591A1 (ja) | 2011-06-27 | 2013-01-03 | トヨタ自動車株式会社 | リアクトル、および、その製造方法 |
| JP2014180067A (ja) * | 2011-07-01 | 2014-09-25 | Nissan Motor Co Ltd | 分割ステータコア |
| JP5922887B2 (ja) * | 2011-07-27 | 2016-05-24 | 住友電気工業株式会社 | 圧粉成形体の製造方法、圧粉成形体、及びリアクトル |
| JP2013093548A (ja) * | 2011-10-06 | 2013-05-16 | Sumitomo Electric Ind Ltd | リアクトル、リアクトル用コイル部品、コンバータ、及び電力変換装置 |
| DE102011116246B4 (de) * | 2011-10-18 | 2014-07-10 | Audi Ag | Sekundartransformatoreinheit zur Anbringung an einem Fahrzeug mit Elektroantrieb und Fahrzeug mit Elektroantrieb |
| JP5964572B2 (ja) * | 2011-10-28 | 2016-08-03 | 株式会社タムラ製作所 | コイル装置用インサート成形コアの製造方法、コイル装置用リングコアユニットの製造方法、コイル装置の製造方法、及びコイル装置 |
| JP5964598B2 (ja) * | 2012-01-20 | 2016-08-03 | 株式会社タムラ製作所 | リアクトル及びその製造方法 |
| JP6048652B2 (ja) * | 2012-03-13 | 2016-12-21 | 住友電気工業株式会社 | リアクトル、コンバータ、および電力変換装置 |
| JP5964619B2 (ja) * | 2012-03-15 | 2016-08-03 | 株式会社タムラ製作所 | リアクトル、及びリアクトルの製造方法 |
| JP5782017B2 (ja) * | 2012-12-21 | 2015-09-24 | トヨタ自動車株式会社 | リアクトル及びその製造方法 |
| JP5697707B2 (ja) * | 2013-03-28 | 2015-04-08 | トヨタ自動車株式会社 | リアクトル |
| CN103247421B (zh) * | 2013-05-28 | 2016-01-27 | 长沙奥斯凯汽车零部件有限公司 | 笔式点火线圈防开裂内置铁芯及其处理工艺 |
| JP6368479B2 (ja) * | 2013-11-12 | 2018-08-01 | 株式会社タムラ製作所 | リアクトル |
| JP6457714B2 (ja) * | 2013-12-26 | 2019-01-23 | 株式会社タムラ製作所 | リアクトル及びリアクトルの製造方法 |
| JP6288513B2 (ja) * | 2013-12-26 | 2018-03-07 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6217503B2 (ja) * | 2014-04-16 | 2017-10-25 | 株式会社豊田自動織機 | 電子機器 |
| US10902993B2 (en) | 2014-06-19 | 2021-01-26 | Sma Solar Technology Ag | Inductor assembly comprising at least one inductor coil thermally coupled to a metallic inductor housing |
| EP2958118A1 (en) * | 2014-06-19 | 2015-12-23 | SMA Solar Technology AG | Inductor assembly comprising at least one inductor coil thermally coupled to a metallic inductor housing |
| US10483029B2 (en) * | 2014-06-24 | 2019-11-19 | Autonetworks Technologies, Ltd. | Core member, reactor, and method for manufacturing core member |
| JP6428059B2 (ja) * | 2014-08-29 | 2018-11-28 | 株式会社デンソー | 内燃機関用点火コイル |
| JP6130349B2 (ja) * | 2014-12-25 | 2017-05-17 | トヨタ自動車株式会社 | リアクトルの製造方法 |
| CN105989988B (zh) * | 2015-02-11 | 2018-10-30 | 华为技术有限公司 | 一种一体成型电感 |
| JP6294854B2 (ja) * | 2015-05-15 | 2018-03-14 | 株式会社タムラ製作所 | コアアセンブリ、このコアアセンブリを用いたリアクトル、及びコアアセンブリの製造方法 |
| JP6508572B2 (ja) * | 2015-09-11 | 2019-05-08 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6478065B2 (ja) | 2016-05-25 | 2019-03-06 | 株式会社オートネットワーク技術研究所 | リアクトル、およびリアクトルの製造方法 |
| JP6798824B2 (ja) * | 2016-08-24 | 2020-12-09 | 株式会社タムラ製作所 | コア及びコイルのモールド構造及びその製造方法 |
| JP6474469B2 (ja) * | 2016-09-08 | 2019-02-27 | ファナック株式会社 | 第一端板および第二端板を備えたリアクトル |
| JP6674872B2 (ja) * | 2016-09-09 | 2020-04-01 | 株式会社タムラ製作所 | リアクトルとその製造方法 |
| WO2018083249A1 (en) * | 2016-11-04 | 2018-05-11 | Premo, Sl | A compact magnetic power unit for a power electronics system |
| JP6557645B2 (ja) * | 2016-11-14 | 2019-08-07 | 株式会社タムラ製作所 | バスバー接合構造及びリアクトル |
| US10622909B2 (en) * | 2017-01-12 | 2020-04-14 | Ford Global Technologies, Llc | Power module for inverter switching devices having gate coils shielded from eddy currents |
| JP6624519B2 (ja) | 2017-02-28 | 2019-12-25 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6624520B2 (ja) * | 2017-02-28 | 2019-12-25 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6593780B2 (ja) * | 2017-03-03 | 2019-10-23 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6610964B2 (ja) * | 2017-03-06 | 2019-11-27 | 株式会社オートネットワーク技術研究所 | コイル成形体、およびリアクトル |
| US11515076B2 (en) * | 2017-03-27 | 2022-11-29 | Hitachi Metals, Ltd. | Coil device |
| JP6662347B2 (ja) * | 2017-04-27 | 2020-03-11 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6628156B2 (ja) * | 2017-05-29 | 2020-01-08 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6937992B2 (ja) * | 2017-06-08 | 2021-09-22 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6805990B2 (ja) * | 2017-07-12 | 2020-12-23 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP7161284B2 (ja) * | 2017-10-27 | 2022-10-26 | 株式会社タムラ製作所 | リアクトル |
| JP6880456B2 (ja) * | 2017-10-27 | 2021-06-02 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6809439B2 (ja) * | 2017-11-21 | 2021-01-06 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP6808177B2 (ja) * | 2017-11-21 | 2021-01-06 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP7109181B2 (ja) * | 2017-12-14 | 2022-07-29 | 株式会社タムラ製作所 | リアクトル |
| JP7147266B2 (ja) * | 2018-05-18 | 2022-10-05 | オムロン株式会社 | 磁気部品、電子装置 |
| JP7161344B2 (ja) * | 2018-08-29 | 2022-10-26 | 株式会社タムラ製作所 | リアクトル |
| WO2020066631A1 (ja) * | 2018-09-28 | 2020-04-02 | 三菱電機株式会社 | リアクトル |
| JP7089672B2 (ja) * | 2018-10-25 | 2022-06-23 | 株式会社オートネットワーク技術研究所 | リアクトル |
| JP7218152B2 (ja) * | 2018-11-02 | 2023-02-06 | 株式会社タムラ製作所 | リアクトル |
| CN112970080B (zh) * | 2018-11-29 | 2023-01-17 | 株式会社自动网络技术研究所 | 电抗器 |
| JP7078016B2 (ja) * | 2019-06-17 | 2022-05-31 | 株式会社村田製作所 | インダクタ部品 |
| CN110517859B (zh) | 2019-07-25 | 2020-10-13 | 深圳顺络汽车电子有限公司 | 一种电感元器件及其制备方法 |
| JP2021034448A (ja) * | 2019-08-20 | 2021-03-01 | 株式会社デンソー | リアクトルとその製造方法 |
| EP3992996A1 (en) * | 2020-10-28 | 2022-05-04 | ETA Green Power Ltd. | An inductor coil |
| CN112614642B (zh) * | 2020-12-09 | 2022-04-12 | 安徽中富磁电有限公司 | 一种用于磁芯安装的组合式固定支撑结构 |
| JP7377250B2 (ja) * | 2021-12-24 | 2023-11-09 | 株式会社タムラ製作所 | リアクトル |
| WO2023060550A1 (zh) * | 2021-10-15 | 2023-04-20 | 广东伊戈尔智能电器有限公司 | 一种注塑成型的电感装置、压粉磁芯及注塑成型方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11288824A (ja) * | 1998-01-27 | 1999-10-19 | Matsushita Electric Ind Co Ltd | チョ―クコイル |
| JP2004095570A (ja) * | 2002-08-29 | 2004-03-25 | Toyota Motor Corp | リアクトル装置およびその製造方法 |
| JP2004327569A (ja) | 2003-04-23 | 2004-11-18 | Toyota Motor Corp | リアクトル装置 |
| JP2007027185A (ja) * | 2005-07-12 | 2007-02-01 | Denso Corp | コイル封止型樹脂成形リアクトル及びその製造方法 |
| JP2007180224A (ja) | 2005-12-27 | 2007-07-12 | Toyota Motor Corp | リアクトルの冷却構造および電気機器ユニット |
| JP2008028290A (ja) | 2006-07-25 | 2008-02-07 | Sumitomo Electric Ind Ltd | リアクトル装置およびその組立方法 |
| JP2008041879A (ja) * | 2006-08-04 | 2008-02-21 | Sumitomo Electric Ind Ltd | リアクトル |
| JP2008042051A (ja) * | 2006-08-09 | 2008-02-21 | Risho Kogyo Co Ltd | リアクトル |
| JP2008311284A (ja) * | 2007-06-12 | 2008-12-25 | Toyota Motor Corp | リアクトル |
| JP2009026995A (ja) * | 2007-07-20 | 2009-02-05 | Toyota Motor Corp | リアクトルコアおよびリアクトル |
| JP2009246219A (ja) * | 2008-03-31 | 2009-10-22 | Sumitomo Electric Ind Ltd | ボビン、リアクトル及びリアクトルの組立方法 |
| WO2010021113A1 (ja) * | 2008-08-22 | 2010-02-25 | 住友電気工業株式会社 | リアクトル用部品およびリアクトル |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50121958U (ja) * | 1974-03-20 | 1975-10-04 | ||
| JPS5530812A (en) * | 1978-08-25 | 1980-03-04 | Toshiba Corp | Mould transformer |
| JPS5936408B2 (ja) * | 1980-03-07 | 1984-09-04 | 日立照明株式会社 | 放電灯用安定器の製造方法 |
| DE10148133A1 (de) * | 2001-09-28 | 2003-04-24 | Ascom Energy Systems Ag Bern | Flachtransformator mit gesteckten Sekundärwicklungen |
| JP4514031B2 (ja) * | 2003-06-12 | 2010-07-28 | 株式会社デンソー | コイル部品及びコイル部品製造方法 |
| JP4352855B2 (ja) * | 2003-10-28 | 2009-10-28 | パナソニック電工株式会社 | 電磁装置の製造方法及び電磁装置並びにこれを用いた放電灯装置と照明器具 |
| JP4687973B2 (ja) * | 2005-11-08 | 2011-05-25 | 住友電気工業株式会社 | リアクトル装置 |
| JP4858035B2 (ja) * | 2006-09-19 | 2012-01-18 | トヨタ自動車株式会社 | リアクトルのコアおよびリアクトル |
| JP4925807B2 (ja) * | 2006-12-14 | 2012-05-09 | スミダコーポレーション株式会社 | 封止コイル部品及びアンテナコイル部品の製造方法 |
| DE112008000364B4 (de) * | 2007-02-05 | 2022-10-27 | Tamura Corp. | Spule und Verfahren zum Bilden der Spule |
| JP2009194198A (ja) * | 2008-02-15 | 2009-08-27 | Sumitomo Electric Ind Ltd | リアクトル |
| JP4968626B2 (ja) * | 2008-03-07 | 2012-07-04 | 住友電気工業株式会社 | コイル成形体およびリアクトル |
| JP5212891B2 (ja) * | 2008-03-07 | 2013-06-19 | 住友電気工業株式会社 | リアクトル |
| JP5057233B2 (ja) * | 2008-03-28 | 2012-10-24 | 住友電気工業株式会社 | リアクトル |
| JP2009267197A (ja) * | 2008-04-28 | 2009-11-12 | Sumitomo Electric Ind Ltd | リアクトル |
| JP4998381B2 (ja) * | 2008-06-16 | 2012-08-15 | 住友電気工業株式会社 | リアクトル、およびコンバータ |
| JP5459120B2 (ja) * | 2009-07-31 | 2014-04-02 | 住友電気工業株式会社 | リアクトル、リアクトル用部品、及びコンバータ |
| JP5428996B2 (ja) * | 2010-03-29 | 2014-02-26 | 株式会社豊田自動織機 | リアクトル |
-
2010
- 2010-02-26 CN CN2010800139090A patent/CN102365693B/zh not_active Expired - Fee Related
- 2010-02-26 EP EP10755808.2A patent/EP2413336A4/en not_active Withdrawn
- 2010-02-26 JP JP2010041439A patent/JP4524805B1/ja not_active Expired - Fee Related
- 2010-02-26 CN CN201310137025.1A patent/CN103219135B/zh not_active Expired - Fee Related
- 2010-02-26 WO PCT/JP2010/053098 patent/WO2010110007A1/ja active Application Filing
- 2010-02-26 US US13/259,658 patent/US8279035B2/en not_active Expired - Fee Related
- 2010-04-20 JP JP2010097356A patent/JP5429694B2/ja not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11288824A (ja) * | 1998-01-27 | 1999-10-19 | Matsushita Electric Ind Co Ltd | チョ―クコイル |
| JP2004095570A (ja) * | 2002-08-29 | 2004-03-25 | Toyota Motor Corp | リアクトル装置およびその製造方法 |
| JP2004327569A (ja) | 2003-04-23 | 2004-11-18 | Toyota Motor Corp | リアクトル装置 |
| JP2007027185A (ja) * | 2005-07-12 | 2007-02-01 | Denso Corp | コイル封止型樹脂成形リアクトル及びその製造方法 |
| JP2007180224A (ja) | 2005-12-27 | 2007-07-12 | Toyota Motor Corp | リアクトルの冷却構造および電気機器ユニット |
| JP2008028290A (ja) | 2006-07-25 | 2008-02-07 | Sumitomo Electric Ind Ltd | リアクトル装置およびその組立方法 |
| JP2008041879A (ja) * | 2006-08-04 | 2008-02-21 | Sumitomo Electric Ind Ltd | リアクトル |
| JP2008042051A (ja) * | 2006-08-09 | 2008-02-21 | Risho Kogyo Co Ltd | リアクトル |
| JP2008311284A (ja) * | 2007-06-12 | 2008-12-25 | Toyota Motor Corp | リアクトル |
| JP2009026995A (ja) * | 2007-07-20 | 2009-02-05 | Toyota Motor Corp | リアクトルコアおよびリアクトル |
| JP2009246219A (ja) * | 2008-03-31 | 2009-10-22 | Sumitomo Electric Ind Ltd | ボビン、リアクトル及びリアクトルの組立方法 |
| WO2010021113A1 (ja) * | 2008-08-22 | 2010-02-25 | 住友電気工業株式会社 | リアクトル用部品およびリアクトル |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2413336A4 * |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8730001B2 (en) | 2009-07-31 | 2014-05-20 | Sumitomo Electric Industries, Ltd. | Reactor and reactor-use component |
| US8416046B2 (en) | 2009-08-31 | 2013-04-09 | Sumitomo Electric Industries, Ltd. | Reactor |
| US9007158B2 (en) | 2009-08-31 | 2015-04-14 | Sumitomo Electric Industries, Ltd. | Reactor |
| US8659381B2 (en) | 2009-08-31 | 2014-02-25 | Sumitomo Electric Industries, Ltd. | Reactor |
| WO2011024600A1 (ja) * | 2009-08-31 | 2011-03-03 | 住友電気工業株式会社 | リアクトル |
| US8581685B2 (en) * | 2010-03-29 | 2013-11-12 | Kabushiki Kaisha Toyota Jidoshokki | Reactor and method for manufacturing reactor |
| US20110234359A1 (en) * | 2010-03-29 | 2011-09-29 | Kabushiki Kaisha Toyota Jidoshokki | Reactor and method for manufacturing reactor |
| CN102456466A (zh) * | 2010-10-22 | 2012-05-16 | 株式会社丰田自动织机 | 感应装置 |
| EP2455951A1 (en) * | 2010-10-22 | 2012-05-23 | Kabushiki Kaisha Toyota Jidoshokki | Induction device |
| CN102456466B (zh) * | 2010-10-22 | 2014-07-02 | 株式会社丰田自动织机 | 感应装置 |
| JP2012119454A (ja) * | 2010-11-30 | 2012-06-21 | Sumitomo Electric Ind Ltd | リアクトル |
| EP2587501A4 (en) * | 2011-03-30 | 2013-08-28 | Sumitomo Electric Industries | PROCESS FOR MANUFACTURING EXTERNAL, EXTERNAL, AND REACTOR |
| US8922323B2 (en) | 2011-03-30 | 2014-12-30 | Sumitomo Electric Industries, Ltd. | Outer core manufacturing method, outer core, and reactor |
| EP2587501A1 (en) * | 2011-03-30 | 2013-05-01 | Sumitomo Electric Industries, Ltd. | Method for manufacturing outer core, outer core, and reactor |
| WO2013073283A1 (ja) * | 2011-11-16 | 2013-05-23 | 住友電気工業株式会社 | リアクトル、コンバータ、および電力変換装置 |
| WO2013094209A1 (ja) * | 2011-12-22 | 2013-06-27 | パナソニック株式会社 | コイル部品 |
| US9478346B2 (en) | 2011-12-22 | 2016-10-25 | Panasonic Intellectual Property Management Co., Ltd. | Coil component |
| EP2624261A1 (en) * | 2012-01-31 | 2013-08-07 | Samsung Electronics Co., Ltd. | Multi-inductor usable with slim flat image display apparatus |
| JP2020005043A (ja) * | 2018-06-26 | 2020-01-09 | 北川工業株式会社 | 出力ノイズ低減装置 |
| JP7185894B2 (ja) | 2018-06-26 | 2022-12-08 | 北川工業株式会社 | 出力ノイズ低減装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2413336A4 (en) | 2017-10-04 |
| JP4524805B1 (ja) | 2010-08-18 |
| US8279035B2 (en) | 2012-10-02 |
| US20120092120A1 (en) | 2012-04-19 |
| CN102365693B (zh) | 2013-11-20 |
| CN103219135A (zh) | 2013-07-24 |
| JP5429694B2 (ja) | 2014-02-26 |
| CN102365693A (zh) | 2012-02-29 |
| CN103219135B (zh) | 2016-01-13 |
| JP2011071473A (ja) | 2011-04-07 |
| EP2413336A1 (en) | 2012-02-01 |
| JP2011071466A (ja) | 2011-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5429694B2 (ja) | リアクトル、およびコンバータ | |
| JP5459120B2 (ja) | リアクトル、リアクトル用部品、及びコンバータ | |
| JP5263720B2 (ja) | リアクトル用部品の製造方法及びリアクトル本体の製造方法 | |
| US8525632B2 (en) | Reactor | |
| US8860542B2 (en) | Reactor, reactor manufacturing method, and reactor component | |
| JP4873189B2 (ja) | リアクトル | |
| JP4968626B2 (ja) | コイル成形体およびリアクトル | |
| JP5267240B2 (ja) | リアクトル、及びコンバータ | |
| JP2012209333A (ja) | リアクトル、およびリアクトルの製造方法 | |
| JP2012238634A (ja) | コイル成形体及びリアクトル | |
| JP2010245458A (ja) | リアクトル用コイル部材及びリアクトル | |
| JP5234517B2 (ja) | リアクトル、リアクトルの製造方法、及びコンバータ | |
| JP5333798B2 (ja) | コイル成形体およびリアクトル、並びにコンバータ | |
| CN111316389B (zh) | 电抗器 | |
| US11972889B2 (en) | Reactor | |
| CN112840419B (zh) | 电抗器 | |
| JP2011009660A (ja) | リアクトル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080013909.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10755808 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 7379/DELNP/2011 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010755808 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13259658 Country of ref document: US |