KR20200047451A - 복합 다공성막 및 이의 제조 방법과 용도 - Google Patents
복합 다공성막 및 이의 제조 방법과 용도 Download PDFInfo
- Publication number
- KR20200047451A KR20200047451A KR1020197035820A KR20197035820A KR20200047451A KR 20200047451 A KR20200047451 A KR 20200047451A KR 1020197035820 A KR1020197035820 A KR 1020197035820A KR 20197035820 A KR20197035820 A KR 20197035820A KR 20200047451 A KR20200047451 A KR 20200047451A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- porous membrane
- water
- composite porous
- layer
- Prior art date
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 172
- 239000012528 membrane Substances 0.000 title claims abstract description 155
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 45
- 239000010410 layer Substances 0.000 claims abstract description 162
- -1 polypropylene Polymers 0.000 claims abstract description 132
- 239000004743 Polypropylene Substances 0.000 claims abstract description 110
- 229920001155 polypropylene Polymers 0.000 claims abstract description 110
- 229920000642 polymer Polymers 0.000 claims abstract description 97
- 239000011248 coating agent Substances 0.000 claims abstract description 84
- 238000000576 coating method Methods 0.000 claims abstract description 84
- 239000011247 coating layer Substances 0.000 claims abstract description 68
- 229920000098 polyolefin Polymers 0.000 claims abstract description 39
- 239000010408 film Substances 0.000 claims description 191
- 238000000034 method Methods 0.000 claims description 65
- 239000013078 crystal Substances 0.000 claims description 61
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 49
- 238000005266 casting Methods 0.000 claims description 45
- 239000000203 mixture Substances 0.000 claims description 40
- 238000005259 measurement Methods 0.000 claims description 31
- 239000006185 dispersion Substances 0.000 claims description 30
- 230000008569 process Effects 0.000 claims description 29
- 229920003176 water-insoluble polymer Polymers 0.000 claims description 28
- 238000001125 extrusion Methods 0.000 claims description 23
- 239000002667 nucleating agent Substances 0.000 claims description 21
- 239000011256 inorganic filler Substances 0.000 claims description 20
- 229910003475 inorganic filler Inorganic materials 0.000 claims description 20
- 239000003960 organic solvent Substances 0.000 claims description 18
- 239000002033 PVDF binder Substances 0.000 claims description 17
- 239000000155 melt Substances 0.000 claims description 17
- 229920002981 polyvinylidene fluoride Polymers 0.000 claims description 17
- 229920006302 stretch film Polymers 0.000 claims description 17
- 238000000926 separation method Methods 0.000 claims description 15
- 238000001035 drying Methods 0.000 claims description 13
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 claims description 12
- 239000000839 emulsion Substances 0.000 claims description 12
- 239000007788 liquid Substances 0.000 claims description 11
- 238000000465 moulding Methods 0.000 claims description 11
- 229920002635 polyurethane Polymers 0.000 claims description 11
- 239000004814 polyurethane Substances 0.000 claims description 11
- 229920000557 Nafion® Polymers 0.000 claims description 10
- 239000004698 Polyethylene Substances 0.000 claims description 10
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 10
- 239000002121 nanofiber Substances 0.000 claims description 10
- 239000012766 organic filler Substances 0.000 claims description 10
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 10
- 229920000573 polyethylene Polymers 0.000 claims description 10
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 10
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 10
- 238000005096 rolling process Methods 0.000 claims description 10
- 229920003169 water-soluble polymer Polymers 0.000 claims description 10
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 239000010409 thin film Substances 0.000 claims description 9
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 8
- 239000011230 binding agent Substances 0.000 claims description 8
- 229920001577 copolymer Polymers 0.000 claims description 8
- 238000000227 grinding Methods 0.000 claims description 8
- 238000000137 annealing Methods 0.000 claims description 7
- 239000002904 solvent Substances 0.000 claims description 7
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 claims description 6
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 6
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 claims description 6
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 claims description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 claims description 6
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 claims description 6
- 229920001328 Polyvinylidene chloride Polymers 0.000 claims description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 6
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 claims description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 claims description 6
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 claims description 6
- 239000004205 dimethyl polysiloxane Substances 0.000 claims description 6
- UQSQSQZYBQSBJZ-UHFFFAOYSA-N fluorosulfonic acid Chemical compound OS(F)(=O)=O UQSQSQZYBQSBJZ-UHFFFAOYSA-N 0.000 claims description 6
- 238000003475 lamination Methods 0.000 claims description 6
- MRELNEQAGSRDBK-UHFFFAOYSA-N lanthanum(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[La+3].[La+3] MRELNEQAGSRDBK-UHFFFAOYSA-N 0.000 claims description 6
- 229910052744 lithium Inorganic materials 0.000 claims description 6
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 claims description 6
- 239000005033 polyvinylidene chloride Substances 0.000 claims description 6
- 239000004793 Polystyrene Substances 0.000 claims description 5
- 229920002223 polystyrene Polymers 0.000 claims description 5
- 230000001737 promoting effect Effects 0.000 claims description 5
- IXPNQXFRVYWDDI-UHFFFAOYSA-N 1-methyl-2,4-dioxo-1,3-diazinane-5-carboximidamide Chemical class CN1CC(C(N)=N)C(=O)NC1=O IXPNQXFRVYWDDI-UHFFFAOYSA-N 0.000 claims description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 claims description 4
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 claims description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 claims description 4
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 claims description 4
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 4
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 claims description 4
- 150000001408 amides Chemical class 0.000 claims description 4
- 239000001768 carboxy methyl cellulose Substances 0.000 claims description 4
- NEHMKBQYUWJMIP-UHFFFAOYSA-N chloromethane Chemical compound ClC NEHMKBQYUWJMIP-UHFFFAOYSA-N 0.000 claims description 4
- 238000002844 melting Methods 0.000 claims description 4
- 230000008018 melting Effects 0.000 claims description 4
- 229920002530 polyetherether ketone Polymers 0.000 claims description 4
- 229920000056 polyoxyethylene ether Chemical class 0.000 claims description 4
- 229940051841 polyoxyethylene ether Drugs 0.000 claims description 4
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 4
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 4
- 239000000661 sodium alginate Chemical class 0.000 claims description 4
- 235000010413 sodium alginate Nutrition 0.000 claims description 4
- 229940005550 sodium alginate Drugs 0.000 claims description 4
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 claims description 4
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 claims description 3
- 239000004642 Polyimide Substances 0.000 claims description 3
- MCMNRKCIXSYSNV-UHFFFAOYSA-N ZrO2 Inorganic materials O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 3
- 239000000440 bentonite Substances 0.000 claims description 3
- 229910000278 bentonite Inorganic materials 0.000 claims description 3
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 claims description 3
- 230000005540 biological transmission Effects 0.000 claims description 3
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 3
- FPAFDBFIGPHWGO-UHFFFAOYSA-N dioxosilane;oxomagnesium;hydrate Chemical compound O.[Mg]=O.[Mg]=O.[Mg]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O FPAFDBFIGPHWGO-UHFFFAOYSA-N 0.000 claims description 3
- 229910052595 hematite Inorganic materials 0.000 claims description 3
- 239000011019 hematite Substances 0.000 claims description 3
- LIKBJVNGSGBSGK-UHFFFAOYSA-N iron(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Fe+3].[Fe+3] LIKBJVNGSGBSGK-UHFFFAOYSA-N 0.000 claims description 3
- 230000007246 mechanism Effects 0.000 claims description 3
- 239000002808 molecular sieve Substances 0.000 claims description 3
- JMANVNJQNLATNU-UHFFFAOYSA-N oxalonitrile Chemical compound N#CC#N JMANVNJQNLATNU-UHFFFAOYSA-N 0.000 claims description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 3
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 claims description 3
- 229920002492 poly(sulfone) Polymers 0.000 claims description 3
- 239000004631 polybutylene succinate Substances 0.000 claims description 3
- 229920002961 polybutylene succinate Polymers 0.000 claims description 3
- 229920001721 polyimide Polymers 0.000 claims description 3
- 229920013636 polyphenyl ether polymer Polymers 0.000 claims description 3
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 3
- 229910010271 silicon carbide Inorganic materials 0.000 claims description 3
- 239000000377 silicon dioxide Substances 0.000 claims description 3
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 claims description 3
- 239000004408 titanium dioxide Substances 0.000 claims description 3
- 229920002554 vinyl polymer Polymers 0.000 claims description 3
- 239000008096 xylene Substances 0.000 claims description 3
- LUEWUZLMQUOBSB-FSKGGBMCSA-N (2s,3s,4s,5s,6r)-2-[(2r,3s,4r,5r,6s)-6-[(2r,3s,4r,5s,6s)-4,5-dihydroxy-2-(hydroxymethyl)-6-[(2r,4r,5s,6r)-4,5,6-trihydroxy-2-(hydroxymethyl)oxan-3-yl]oxyoxan-3-yl]oxy-4,5-dihydroxy-2-(hydroxymethyl)oxan-3-yl]oxy-6-(hydroxymethyl)oxane-3,4,5-triol Chemical compound O[C@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)O[C@@H](O[C@@H]2[C@H](O[C@@H](OC3[C@H](O[C@@H](O)[C@@H](O)[C@H]3O)CO)[C@@H](O)[C@H]2O)CO)[C@H](O)[C@H]1O LUEWUZLMQUOBSB-FSKGGBMCSA-N 0.000 claims description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical class C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 claims description 2
- 241001312219 Amorphophallus konjac Species 0.000 claims description 2
- 235000001206 Amorphophallus rivieri Nutrition 0.000 claims description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 claims description 2
- 229920001661 Chitosan Polymers 0.000 claims description 2
- 239000004709 Chlorinated polyethylene Substances 0.000 claims description 2
- 229920002581 Glucomannan Polymers 0.000 claims description 2
- 229920002752 Konjac Polymers 0.000 claims description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical class CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 claims description 2
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 claims description 2
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 claims description 2
- 239000004693 Polybenzimidazole Substances 0.000 claims description 2
- 239000004695 Polyether sulfone Substances 0.000 claims description 2
- DPXJVFZANSGRMM-UHFFFAOYSA-N acetic acid;2,3,4,5,6-pentahydroxyhexanal;sodium Chemical compound [Na].CC(O)=O.OCC(O)C(O)C(O)C(O)C=O DPXJVFZANSGRMM-UHFFFAOYSA-N 0.000 claims description 2
- 239000005456 alcohol based solvent Substances 0.000 claims description 2
- 235000010948 carboxy methyl cellulose Nutrition 0.000 claims description 2
- 239000008112 carboxymethyl-cellulose Substances 0.000 claims description 2
- 239000001913 cellulose Chemical class 0.000 claims description 2
- 229920002678 cellulose Chemical class 0.000 claims description 2
- 230000001804 emulsifying effect Effects 0.000 claims description 2
- 238000001914 filtration Methods 0.000 claims description 2
- 230000009477 glass transition Effects 0.000 claims description 2
- 229940046240 glucomannan Drugs 0.000 claims description 2
- 229920000578 graft copolymer Polymers 0.000 claims description 2
- 150000008282 halocarbons Chemical class 0.000 claims description 2
- 239000011229 interlayer Substances 0.000 claims description 2
- 239000005453 ketone based solvent Substances 0.000 claims description 2
- 239000000252 konjac Substances 0.000 claims description 2
- 235000010485 konjac Nutrition 0.000 claims description 2
- 229920001467 poly(styrenesulfonates) Polymers 0.000 claims description 2
- 229920002401 polyacrylamide Polymers 0.000 claims description 2
- 229920000058 polyacrylate Polymers 0.000 claims description 2
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 2
- 229920002480 polybenzimidazole Polymers 0.000 claims description 2
- 229920006393 polyether sulfone Polymers 0.000 claims description 2
- 229920000193 polymethacrylate Polymers 0.000 claims description 2
- 229940068984 polyvinyl alcohol Drugs 0.000 claims description 2
- 235000019812 sodium carboxymethyl cellulose Nutrition 0.000 claims description 2
- 229920001027 sodium carboxymethylcellulose Polymers 0.000 claims description 2
- 229940006186 sodium polystyrene sulfonate Drugs 0.000 claims description 2
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 claims description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 claims description 2
- NLVXSWCKKBEXTG-UHFFFAOYSA-N vinylsulfonic acid Chemical compound OS(=O)(=O)C=C NLVXSWCKKBEXTG-UHFFFAOYSA-N 0.000 claims description 2
- 239000008187 granular material Substances 0.000 claims 2
- 238000005336 cracking Methods 0.000 abstract description 6
- 239000000243 solution Substances 0.000 description 72
- 239000007789 gas Substances 0.000 description 18
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 12
- 229910001416 lithium ion Inorganic materials 0.000 description 12
- 239000002245 particle Substances 0.000 description 11
- 239000000463 material Substances 0.000 description 8
- 229920005633 polypropylene homopolymer resin Polymers 0.000 description 7
- 239000003792 electrolyte Substances 0.000 description 6
- 230000037427 ion transport Effects 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- BLEGBZJBAPLQMY-UHFFFAOYSA-N 2-n,2-n-dicyclohexylnaphthalene-2,6-dicarboxamide Chemical compound C1=CC2=CC(C(=O)N)=CC=C2C=C1C(=O)N(C1CCCCC1)C1CCCCC1 BLEGBZJBAPLQMY-UHFFFAOYSA-N 0.000 description 4
- 230000000903 blocking effect Effects 0.000 description 4
- 239000003484 crystal nucleating agent Substances 0.000 description 4
- 239000010954 inorganic particle Substances 0.000 description 4
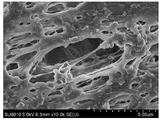
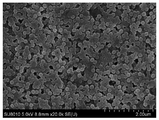
- 238000001878 scanning electron micrograph Methods 0.000 description 4
- TYFQFVWCELRYAO-UHFFFAOYSA-N suberic acid Chemical compound OC(=O)CCCCCCC(O)=O TYFQFVWCELRYAO-UHFFFAOYSA-N 0.000 description 4
- 159000000007 calcium salts Chemical class 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000012792 core layer Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000006911 nucleation Effects 0.000 description 3
- 238000010899 nucleation Methods 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- JDZCKJOXGCMJGS-UHFFFAOYSA-N [Li].[S] Chemical compound [Li].[S] JDZCKJOXGCMJGS-UHFFFAOYSA-N 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical class OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 159000000009 barium salts Chemical class 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 229920006379 extruded polypropylene Polymers 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000002105 nanoparticle Substances 0.000 description 2
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical class OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 description 2
- 229920001021 polysulfide Polymers 0.000 description 2
- 239000005077 polysulfide Substances 0.000 description 2
- 150000008117 polysulfides Polymers 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 150000003384 small molecules Chemical class 0.000 description 2
- 239000012798 spherical particle Substances 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- MUTGBJKUEZFXGO-OLQVQODUSA-N (3as,7ar)-3a,4,5,6,7,7a-hexahydro-2-benzofuran-1,3-dione Chemical compound C1CCC[C@@H]2C(=O)OC(=O)[C@@H]21 MUTGBJKUEZFXGO-OLQVQODUSA-N 0.000 description 1
- PUZLUCMJWNNWNM-UHFFFAOYSA-N 1,3-dicyclohexylnaphthalene-2,6-dicarboxamide Chemical compound NC(=O)C=1C(C2CCCCC2)=CC2=CC(C(=O)N)=CC=C2C=1C1CCCCC1 PUZLUCMJWNNWNM-UHFFFAOYSA-N 0.000 description 1
- OXJCOJXHCPVIPV-UHFFFAOYSA-N 4-n,4-n-dicyclohexylbenzene-1,4-dicarboxamide Chemical group C1=CC(C(=O)N)=CC=C1C(=O)N(C1CCCCC1)C1CCCCC1 OXJCOJXHCPVIPV-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001351 cycling effect Effects 0.000 description 1
- 239000004815 dispersion polymer Substances 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 238000007720 emulsion polymerization reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 150000002429 hydrazines Chemical class 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 229910017053 inorganic salt Inorganic materials 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 238000010128 melt processing Methods 0.000 description 1
- 238000005374 membrane filtration Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 229920005597 polymer membrane Polymers 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 229960001404 quinidine Drugs 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L sulfate group Chemical group S(=O)(=O)([O-])[O-] QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- 238000002145 thermally induced phase separation Methods 0.000 description 1
- 238000000108 ultra-filtration Methods 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
- B01D53/228—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion characterised by specific membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D61/00—Processes of separation using semi-permeable membranes, e.g. dialysis, osmosis or ultrafiltration; Apparatus, accessories or auxiliary operations specially adapted therefor
- B01D61/36—Pervaporation; Membrane distillation; Liquid permeation
- B01D61/362—Pervaporation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
- B01D67/0023—Organic membrane manufacture by inducing porosity into non porous precursor membranes
- B01D67/0025—Organic membrane manufacture by inducing porosity into non porous precursor membranes by mechanical treatment, e.g. pore-stretching
- B01D67/0027—Organic membrane manufacture by inducing porosity into non porous precursor membranes by mechanical treatment, e.g. pore-stretching by stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1213—Laminated layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1216—Three or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/125—In situ manufacturing by polymerisation, polycondensation, cross-linking or chemical reaction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/26—Polyalkenes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/26—Polyalkenes
- B01D71/261—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/30—Polyalkenyl halides
- B01D71/32—Polyalkenyl halides containing fluorine atoms
- B01D71/34—Polyvinylidene fluoride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/40—Polymers of unsaturated acids or derivatives thereof, e.g. salts, amides, imides, nitriles, anhydrides, esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/40—Polymers of unsaturated acids or derivatives thereof, e.g. salts, amides, imides, nitriles, anhydrides, esters
- B01D71/401—Polymers based on the polymerisation of acrylic acid, e.g. polyacrylate
- B01D71/4011—Polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/48—Polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/70—Polymers having silicon in the main chain, with or without sulfur, nitrogen, oxygen or carbon only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/70—Polymers having silicon in the main chain, with or without sulfur, nitrogen, oxygen or carbon only
- B01D71/701—Polydimethylsiloxane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0022—Combinations of extrusion moulding with other shaping operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
- B29C48/154—Coating solid articles, i.e. non-hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/31—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/31—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections
- B29C48/313—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections by positioning the die lips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/365—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using pumps, e.g. piston pumps
- B29C48/37—Gear pumps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/375—Plasticisers, homogenisers or feeders comprising two or more stages
- B29C48/387—Plasticisers, homogenisers or feeders comprising two or more stages using a screw extruder and a gear pump
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling of flat articles, e.g. using specially adapted supporting means cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0083—Nucleating agents promoting the crystallisation of the polymer matrix
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- H01M2/16—
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/403—Manufacturing processes of separators, membranes or diaphragms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/417—Polyolefins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/42—Acrylic resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/443—Particulate material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
- H01M50/491—Porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/15—Use of additives
- B01D2323/21—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/50—Control of the membrane preparation process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/02—Details relating to pores or porosity of the membranes
- B01D2325/021—Pore shapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/04—Characteristic thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92114—Dimensions
- B29C2948/92152—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92904—Die; Nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2327/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2327/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2327/12—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2327/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2327/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2327/12—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08J2327/14—Homopolymers or copolymers of vinyl fluoride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2327/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2327/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2327/12—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08J2327/16—Homopolymers or copolymers of vinylidene fluoride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2327/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2327/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2327/12—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08J2327/18—Homopolymers or copolymers of tetrafluoroethylene
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/471—Spacing elements inside cells other than separators, membranes or diaphragms; Manufacturing processes thereof
- H01M50/474—Spacing elements inside cells other than separators, membranes or diaphragms; Manufacturing processes thereof characterised by their position inside the cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
본 발명은 복합 다공성막 및 이의 제조 방법과 용도에 관한 것으로, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층 및 상기 다공성 베이스층의 적어도 일측 표면에 위치된 적어도 한 층의 일축 연신 코팅층을 포함하며; 구체적으로, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 일측 또는 양측 표면에 위치되고 복합 다공성막의 가로연신 방향으로 배향된 적어도 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하거나, 또는, 상기 복합 다공성막은 이축 연신된 폴리프로필렌 다공성 베이스층 및 상기 다공성 베이스층의 적어도 일측 표면에 위치된 일축 연신 코팅층을 포함한다. 상기 제조 방법에서 가로연신 이전에 코팅액을 도입하는 방식으로 상기 복합 다공성막을 제조하여 얻고, 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상 비폴리올레핀계 중합체 다공성층은 복합 다공성막이 사용 과정에 세로 방향으로 균열되는 것을 억제하여, 복합 다공성막의 사용 성능을 향상시킨다.
Description
본원 발명은 2017년 8월 25일에 중국 국가 특허청에 제출된 특허 출원 번호 201710744074.X의 선행 출원의 우선권을 주장하며, 본 발명의 명칭은 “복합 다공성막 및 이의 제조 방법과 용도”이다. 동시에 2018년 4월 4일에 중국 국가 특허청에 제출된 특허 출원 번호가 201810302163.3이고, 발명의 명칭이 가로 연신 방향으로 배향된 나노 섬유상 다공성층의 복합 다공성막”인 선행 출원의 우선권을 주장한다. 이들 2개의 선행 출원 전체 내용은 본원에 참조로 인용된다.
본 발명은 다공성막 기술 분야에 속하는 것으로, 구체적으로 복합 다공성막 및 이의 제조 방법과 용도에 관한 것이다.
폴리올레핀 다공성막은 고분자막이고, 구경이 5nm ~ 1000 nm 사이에 있는 다공성막으로서, 통기성 재료(예를 들어, 기저귀, 의료용 드레싱, 옷 안감 등), 액체 분리용 재료, 한외 여과 재료, 막 여과 재료 및 슈퍼 커패시터 및 전지 격막(separator) 재료 등 분야에 광범위하게 적용된다.
기존의 폴리올레핀 다공성막의 제조 방법으로 주로 두 가지가 있는데, 하나는 용융 압출 연신법(건식법)이고, 다른 하나는 열 유도 상 분리법(TIPS, 습식법)이다. 여기서, 건식 연신 공정은 일축 연신 공정과 이축 연신 공정으로 나뉠 수도 있다. 습식 제조 공정은 포로제닉제(porogenic agent)로 비등점이 높은 소분자 물질을 폴리올레핀에 첨가하고 유기 용매에 용해시켜 캐스트 피스(cast piece)를 형성한 후, 온도를 낮추면 상이 분리되고, 유기 용매로 소분자를 추출하며, 이축 연신을 수행하여 다공성 구조를 형성한다. 건식 이축 연신 공정은 용매를 사용할 필요가 없기 때문에, 다공성막의 가로 방향 강도가 비교적 높아 광범위하게 적용된다.
건식 이축 연신 공정은 주로 폴리프로필렌에 조핵 작용이 있는 β결정 형태 개질제를 첨가하여 β결정 함량이 높은 폴리프로필렌필름을 형성하고, 연신 과정에서, β결정이 α결정으로 변하며, 폴리프로필렌의 상이한 상 형태 사이의 밀도 차이에 의해 다공성 구조가 형성됨으로써 단층 폴리프로필렌 다공성막의 생산에 사용된다. 기존의 연구(CN1062357A)에서 β결정형 함량이 높은 균질한 원래의 폴리프로필렌 필름을 연신하여 얻은 다공성 막이 제안되었으며, 상기 다공성막은 용융 가공하여 제조하는 방법에 의해 성막용 폴리프로필렌 수지에 조핵제를 넣어 β결정형이 있는 폴리프로필렌의 필름을 얻은 후, 4 ~ 5배의 세로연신 및 2 ~ 4배의 가로연신에 의해 다공성막을 얻었다. 세로연신 배수가 크므로, 전지 격막으로 사용될 경우, 절단 과정에서 세로 방향으로 쉽게 균열되어, 합격율과 생산율이 떨어진다. 아울러, 상기 방법으로 제조하여 얻은 다공성막이 리튬 이온 전지 격막으로 사용될 경우, 폴리프로필렌이 낮은 표면 에너지 비극성 재료이므로, 전지에서의 비극성 폴리프로필렌 격막에 대한 카보네이트계 극성 전해액의 습윤성이 불량하다. 아울러, 전지 조립 과정에서 비극성의 폴리프로필렌 격막과 전지 전극탭 사이 또한 극성의 차이로 인한 합지가 불량하다. 따라서, 이축 연신 폴리프로필렌 격막 사용 과정에서의 세로 방향 균열을 완화하고, 격막 표면의 극성을 향상시키는 것이 격막의 사용성을 향상시키는 것에 대하여 중요한 의미가 있다.
선행 기술의 단점을 해결하기 위하여, 본 발명의 첫 번째 목적은 복합 다공성막, 이의 제조 방법 및 이의 용도를 제공하는 것이고, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 적어도 일측 표면에 위치된 적어도 한 층의 일축 연신 코팅층을 포함하고; 구체적으로, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 일측 또는 양측 표면에 위치되고 복합 다공성막의 가로연신 방향으로 배향된 적어도 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하거나, 또는, 상기 복합 다공성막은 이축 연신된 다공성 베이스층과 상기 다공성 베이스층의 적어도 일측 표면에 위치된 일축 연신 코팅층을 포함한다. 상기 제조 방법에서 가로연신 이전에 코팅액을 도입하는 방식으로 상기 복합 다공성막을 제조하여 얻고, 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상 비폴리올레핀계 중합체 다공성층은 복합 다공성막이 사용 과정에 세로 방향으로 균열되는 것을 억제하여, 복합 다공성막의 사용 성능을 향상시킨다.
본 발명의 두 번째 목적은 리튬 이온 전지 격막을 제공하는 것으로, 상기 리튬 이온 전지 격막은 상기 복합 다공성막을 포함하고; 상기 복합 다공성막을 포함하는 리튬 이온 전지 격막은 전해액에서 겔을 형성할 수 있어, 격막에 대한 전해액의 습윤성을 개선하며, 전지의 순환 및 사용 성능을 개선하고; 리튬 이온 전지 격막의 사용 수명도 개선할 수 있다.
본 발명의 세 번째 목적은 가스 분리막을 제공하는 것으로, 이는 상기 복합 다공성막을 포함하고; 상기 복합 다공성막을 포함하는 가스 분리막은 상이한 가스에 대한 코팅층의 투과 계수가 상이하여, 가스를 분리 및 농축할 수 있다.
본 발명의 네 번째 목적은 복합 다공성막을 제조하는 장치를 제공하는 것이다.
본 발명의 목적은 구체적으로 하기와 같은 해결 수단에 의해 구현된다.
본 발명의 제1 양태는 복합 다공성막을 제공하고, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 적어도 일측 표면에 위치된 적어도 한 층의 일축 연신 코팅층을 포함한다.
본 발명의 해결 수단에 있어서, 상기 복합 다공성막은 이축 연신된 다공성 베이스층과 상기 다공성 베이스층의 적어도 일측 표면에 위치된 일축 연신 코팅층을 포함한다.
본 발명에 따르면, 상기 복합 다공성막은 상기 다공성 베이스층의 적어도 일측 표면에 위치된 이축 연신 코팅층을 더 포함한다.
본 발명에 따르면, 상기 복합 다공성막은 상기 다공성 베이스층과 일축 연신 코팅층 사이의 적어도 일측 표면에 이축 연신 코팅층을 더 포함한다.
본 발명에 따르면, 상기 다공성 베이스층의 적어도 일측 표면에 위치된 일축 연신 코팅층은 다공성의 코팅층일 수 있고, 비다공성의 치밀한 코팅층일 수도 있다.
본 발명에 따르면, 상기 다공성 베이스층의 적어도 일측 표면에 위치된 이축 연신 코팅층은 다공성의 코팅층일 수 있고, 비다공성의 치밀한 코팅층일 수도 있다.
본 발명에 따르면, 상기 코팅층의 두께는 0.1 ~ 4 μm이고, 바람직하게는 1 ~ 2 μm이다.
바람직하게, 코팅층의 코팅액이 유기 용매를 매질로 사용하는 용액일 경우, 코팅액 건조 후 형성된 코팅층은 연신 과정에서 비다공성의 치밀한 코팅층을 형성한다. 상기 비다공 치밀 구조는 코팅액에서의 중합체에 의해 형성된 것이다.
바람직하게, 코팅층의 코팅액이 유기 용매를 매질로 사용하는 용액과 무기 충진재의 복합 코팅액일 경우, 코팅액 건조 후 형성된 코팅층은 연신 과정에서 다공성의 코팅층으로 형성된다. 상기 다공성 구조는 코팅액에서의 중합체와 무기 충진재의 계면 연신에 따른 균열에 의해 야기된 것이다.
바람직하게, 코팅층의 코팅액이 물을 매질로 사용하는 분산액 즉 중합체의 유액 또는 수분산체일 경우, 코팅액 건조 후 형성된 코팅층은 연신 과정에서 다공성의 코팅층으로 형성된다. 상기 다공성 구조는 중합체 입자 축적에 따른 간극에 의해 야기된 것이다.
바람직하게, 코팅층의 코팅액이 물을 매질로 사용하는 분산액 즉 중합체의 유액 또는 수분산체와 무기 충진재의 복합 코팅액일 경우, 코팅액 건조 후 형성된 코팅층은 연신 과정에서 다공성의 코팅층으로 형성된다. 상기 다공성 구조는 중합체 입자 축적에 따른 간극 및 중합체와 무기 충진재 계면 연신에 따른 균열에 의해 야기된 것이다.
바람직하게, 코팅층의 코팅액이 물을 매질로 사용하는 수용성 중합체 용액일 경우, 코팅액 건조 후 형성된 코팅층은 연신 과정에서 비다공성의 치밀한 코팅층으로 형성된다. 상기 비다공 치밀 구조는 코팅액에서의 중합체에 의해 형성된 것이다.
바람직하게, 코팅층의 코팅액이 물을 매질로 사용하는 수용성 중합체 용액과 무기 충진재의 복합 코팅액일 경우, 코팅액 건조 후 형성된 코팅층은 연신 과정에서 다공성의 코팅층으로 형성된다. 상기 다공성 구조는 코팅액에서의 중합체와 무기 충진재의 계면 연신에 따른 균열에 의해 야기된 것이다.
본 발명의 다른 하나의 해결 수단에 있어서, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 일측 또는 양측 표면에 위치되고 복합 다공성막의 가로연신 방향으로 배향된 적어도 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함한다.
본 발명에 따르면, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 복합 다공성막의 가로연신 방향으로 배향된 적어도 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하고; 당업자에게 공지된 상기 다공성 베이스층과 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층의 배열 방식에 대하여 구체적인 제한이 없으며, 당업자에게 공지된 임의의 층들 사이의 배열 방식일 수 있다. 상기 복합 다공성막은 세로 방향 균열 에 대하여 우수한 내성을 갖고, 이온 수송 성능 및 현저하게 향상된 사용 성능도 있다.
본 발명에 따르면, 상기 복합 다공성막은 한 층의 다공성 베이스층과 복합 다공성막의 가로연신 방향으로 배향된 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하고; 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층은 상기 다공성 베이스층의 일측 표면에 위치된다.
본 발명에 따르면, 상기 복합 다공성막은 한 층의 다공성 베이스층과 복합 다공성막의 가로연신 방향으로 배향된 두 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하고; 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층은 상기 다공성 베이스층의 양측 표면에 위치된다.
본 발명에 따르면, 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층의 두께는 특별히 제한되지 않고, 이는 당업자에게 공지된 것일 수 있으며, 가로연신 방법에 의해 제조된 임의의 두께일 수 있고; 바람직하게, 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층의 두께는 0.1 ~ 4 μm이며, 바람직하게는 1 ~ 2 μm이다.
본 발명에 따르면, 바람직하게, 상기 비폴리올레핀계 중합체는 비폴리에틸렌계 중합체, 비폴리프로필렌계 중합체이고; 바람직하게, 상기 비폴리올레핀계 중합체는 비폴리프로필렌계 중합체이다.
본 발명에 따르면, 상기 나노 섬유의 직경은 10 ~ 500 nm이고, 바람직하게는 15 ~ 250 nm이다.
상기 각각의 해결 수단에서, 상기 다공성 베이스층의 선택은 특별히 제한되지 않고, 복합 다공성막을 제조할 수 있는 당업자에게 공지된 임의의 베이스층일 수 있으며, 그 사용 목적이 달성될 수 있는 것이면 되고, 전지 격막을 예로 들면, 상기 다공성 베이스층은 양극 및 음극을 차단하여 이온 수송 통로를 제공하는 역할을 할 수 있는 것이면 된다. 바람직하게, 상기 다공성 베이스층은 다공성 폴리올레핀 베이스층으로부터 선택되고, 상기 다공성 폴리올레핀 베이스층으로, 특히 다공성 폴리에틸렌 베이스층, 다공성 폴리프로필렌 베이스층 또는 다공성 폴리프로필렌/폴리에틸렌/폴리프로필렌 3층 복합 베이스층을 사용하는 것이 유리하다. 더 바람직하게, 상기 다공성 베이스층은 다공성 폴리프로필렌 베이스층으로부터 선택된다.
상기 각각의 해결 수단에서, 상기 다공성 베이스층의 공극율, 통기성 및 두께는 구체적으로 제한되지 않고, 당 업계에 공지된 임의의 공극율, 통기성 및 두께일 수 있으며, 상기 다공성 베이스층의 공극율, 통기성 및 두께는 본 발명의 이온 수송 성능이 높은 복합 다공성막을 제조하는 것을 만족시킴으로써, 전자 소자용 격막의 목적을 달성하고, 즉 양극 및 음극을 차단하여 이온 수송 통로 역할 하는 것으로부터 선택되고; 바람직하게, 상기 다공성 베이스층의 공극율은 25 ~ 60 %이며; 상기 다공성 베이스층의 Gurley 통기성 값은 100 ~ 400 s이고; 상기 다공성 베이스층의 두께는 5 ~ 55 μm이다.
상기 각각의 해결 수단에 있어서, 상기 복합 다공성막의 세로연신 강도는 60 ~ 130 MPa이고; 세로 파단 신장율은 5 ~ 70 %이며; 가로연신 강도는 15 ~ 60 MPa이고; 가로 파단 신장율은 10 ~ 100 %이며; 상기 복합 다공성막의 두께는 10 ~ 60 μm이고, 더 바람직하게는 15 ~ 30 μm이며; 상기 복합 다공성막의 Gurley 통기성 값은 100 ~ 400 s이다.
본 발명이 제2 양태에서 상기 복합 다공성막의 제조 방법을 제공하고, 상기 제조 방법은,
(S1) 폴리프로필렌에 β결정형의 형성을 촉진시킬 수 있는 조핵제를 첨가하는 단계;
(S2) 단계(S1)의 조핵제가 혼합된 폴리프로필렌을 용융 압출, 성형하여 고 β결정막을 얻는 단계;
(S3) 고β결정막을 세로연신하여 세로연신막을 얻고, 코팅액을 상기 세로연신막의 일측 또는 양측 표면에 도포하는 단계;
(S4) 코팅액이 도포된 세로연신막을 가로 연신하여 상기 복합 다공성막을 얻는 단계를 포함한다.
본 발명의 제2 양태에 따르면, 상기 제조 방법의 단계(S2)와 단계(S3) 사이에 코팅액을 단계(S2)에서 얻은 고β결정막의 일측 또는 양측 표면에 도포하여, 코팅액이 도포된 고β결정막을 얻는 단계(S2')를 더 포함한다.
본 발명의 제2 양태에 따르면, 상기 복합 다공성막은 고β결정막을 세로연신하여 얻은 세로연신막의 일측 또는 양측 표면에 코팅액을 도포하고, 가로연신한 후 얻은 복합 다공성막이거나; 또는, 상기 복합 다공성막은 고β결정막의 일측 또는 양측 표면에 코팅액을 도포하고, 세로연신한 후 얻은 세로연신막이며; 세로연신막의 일측 또는 양측 표면에 코팅액을 도포하고, 가로연신한 후 복합 다공성막을 얻는다.
본 발명의 제2 양태에 따르면, 단계(S3) 및 단계(S2')에서, 상기 코팅액은 유기 용매를 매질로 사용하는 용액 또는 물을 매질로 사용하는 용액 또는 분산액을 포함하고;
상기 유기 용매를 매질로 사용하는 용액은 중합체 또는 중합체 조성물을 유기 용매에 용해시켜 형성된 용액을 포함하며; 상기 물을 매질로 사용하는 용액은 수용성 중합체 또는 수용성 중합체 조성물을 물에 용해시켜 형성된 용액을 포함하고; 상기 물을 매질로 사용하는 분산액은 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 유화중합하는 방법으로 얻은 중합체 또는 중합체 조성물의 유액, 또는 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 연마 또는 분쇄하는 방법으로 얻은 중합체 또는 중합체 조성물을 함유한 수분산체를 포함한다.
바람직하게, 상기 유기 용매를 매질로 사용하는 용액 또는 물을 매질로 사용하는 용액 또는 분산액은 무기 충진재를 더 포함할 수 있다. 바람직하게, 상기 무기 충진재는 실리카, 이산화티탄, 산화란타늄, 이산화지르코늄, 산화알루미늄, 황산바륨, 탄산칼슘, 질화탄소, 뵘석, 탄화규소, 분자체, 활석분, 벤토나이트 중의 하나 또는 여러 가지를 포함한다.
바람직하게, 상기 유기 용매를 매질로 사용하는 용액에서, 상기 중합체 또는 중합체 조성물은 폴리비닐리덴플루오라이드(Polyvinylidene fluoride), 비닐리덴플루오라이드-헥사플루오로프로필렌(Vinylidene fluoride-hexafluoropropylene) 공중합체, 폴리아크릴로니트릴(Polyacrylonitrile), 폴리비닐리덴클로라이드(Polyvinylidene chloride), 폴리메타크릴레이트(Polymethacrylate), 폴리에틸렌, 폴리에틸렌왁스(Polyethylene wax), 염화 폴리에틸렌(Chlorinated polyethylene), 염화 폴리프로필렌(Chlorinated Polypropylene), 폴리비닐알코올(Polyvinyl alcohol), 폴리우레탄(Polyurethane), 메타크릴레이트(Methacrylate)와 아크릴로니트릴(Acrylonitrile)의 공중합체, 폴리옥시에틸렌에테르(Polyoxyethylene ether), 알긴산나트륨(Sodium alginate), 셀룰로오스 유도체, 폴리디메틸실록산(Polydimethylsiloxane), 폴리이미드(Polyimide), 폴리우레탄, 폴리스티렌술폰산나트륨(Sodium polystyrenesulfonate), 술폰화 폴리에테르에테르케톤(Sulfonated polyetheretherketone), 폴리비닐알콜비닐술폰산그라프트(Polyvinyl alcohol vinyl sulfonic acid graft) 공중합체, 술폰화 폴리술폰(Sulfonated polysulfone), 술폰화 폴리벤즈이미다졸(Sulfonated polybenzimidazole), 술폰화 폴리페닐퀴놀린(Sulfonated polyphenylquinoline), 퍼플루오로술폰산(Perfluorosulfonic acid) 중합체 (예를 들어 Nafion) 중의 하나 또는 여러 가지를 포함한다.
바람직하게, 상기 유기 용매를 매질로 사용하는 용액에서, 상기 유기 용매는 아세톤(Acetone), 부타논(Butanone) 등과 같은 케톤계의 용매로부터 선택될 수 있고, 메탄올(Methanol), 에탄올(ethanol) 등과 같은 알코올계 용매로부터 선택될 수도 있으며, 클로로메탄(Chloromethane), 디클로로메탄(Dichloromethane), 클로로포름(chloroform), 사염화탄소(Carbon tetrachloride) 등과 같은 할로겐화 탄화수소계 용매로부터 선택될 수도 있고, N,N-디메틸포름아미드(N,N-dimethylformamide), N,N-디메틸아세트아미드(N,N-dimethylacetamide) 등과 같은 아미드계 용매로부터 선택될 수도 있으며, 벤젠(benzene), 톨루엔(toluene), 자일렌(xylene) 등과 같은 벤젠계 용매로부터 선택될 수도 있고, 테트라히드로푸란(Tetrahydrofuran), N-메틸피롤리돈(N-methylpyrrolidone), 디메틸술폭시드(Dimethyl sulfoxide), 에틸에테르(ethyl ether)으로부터 선택될 수도 있다.
바람직하게, 상기 물을 매질로 사용하는 용액에서, 상기 수용성 중합체 또는 수용성 중합체 조성물은 폴리비닐알코올, 폴리옥시에틸렌에테르, 알긴산나트륨, 소듐카르복시메틸셀룰로오스(Sodium carboxymethyl cellulose), 폴리아크릴아미드(Polyacrylamide), 키토산(Chitosan), 콘작글루코만난(Konjac glucomannan) 중의 하나 또는 여러 가지를 포함한다.
바람직하게, 상기 물을 매질로 사용하는 분산액에서, 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물은 폴리비닐리덴플루오라이드, 폴리비닐리덴클로라이드, 폴리테트라플루오로에틸렌(Polytetrafluoroethylene), 비닐리덴플루오라이드-헥사플루오로프로필렌 공중합체, 폴리스티렌(Polystyrene), 폴리메틸메타크릴레이트(Polymethylmethacrylate), 폴리우레탄, 퍼플루오로술폰산 중합체(예를 들어 Nafion) 중의 하나 또는 여러 가지를 포함한다.
본 발명의 제3 양태는 상기 복합 다공성막의 제조 방법을 제공하고, 상기 제조 방법은 세로연신막의 일측 또는 양측 표면에 코팅액을 도포하고, 다시 가로연신하여 상기 복합 다공성막을 제조하여 얻는 단계를 포함한다.
본 발명의 제3 양태에 따르면, 상기 세로연신막은 코팅된 후, 다시 가로연신과정을 거치고, 여기서의 세로연신막은 가로연신 처리되어 본 발명의 복합 다공성막을 제조하여 얻으며; 여기서의 코팅액은 가로연신 처리되어 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 제조하여 얻는다.
본 발명의 제3 양태에 따르면, 상기 세로연신막은 당업자의 통상적인 수단에 의해 제조하여 얻은 세로연신막이다. 바람직하게, 상기 세로연신막의 공극율은 5 ~ 35 %이다. 더 바람직하게, 상기 세로연신막의 공극율은 15 ~ 35 %이다. 바람직하게, 상기 세로연신막의 두께는 16 ~ 80 μm이고; 더 바람직하게, 상기 세로연신막의 두께는 20 ~ 60 μm이다.
본 발명의 제3 양태에 따르면, 상기 복합 다공성막은,
1) 폴리프로필렌에 β결정형의 형성을 촉진시킬 수 있는 조핵제를 첨가하고, 조핵제가 혼합된 폴리프로필렌을 용융 압출, 성형하여 고β결정막을 얻는 단계;
2) 고β결정막을 세로연신하여 세로연신막을 얻고, 코팅액을 상기 세로연신막의 일측 또는 양측 표면에 도포하며, 다시 가로연신하여 상기 복합 다공성막을 제조하여 얻은 단계;를 포하하는 방법에 의해 제조될 수 있다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S2) 및 단계1)에서, 상기 고β결정막은 폴리프로필렌 고β결정막이고, 상기 폴리프로필렌의 이소탁틱도(Isotacticity) 및 용융 지수는 특별히 제한되지 않으며, 조핵제에 의해 고β결정막으로 제조될 수 있고, 세로연신에 의해 공극율이 5 ~ 35 %인 세로연신막을 얻으며; 예시적으로, 상기 폴리프로필렌은 호모폴리프로필렌(homopolypropylene) 또는 코폴리프로필렌(co-polypropylene)이다. 바람직하게, 상기 폴리프로필렌의 이소탁틱도는 90 ~ 98 %이고; 용융 지수는 1 ~ 10 g/10 min이다. 더 바람직하게, 상기 폴리프로필렌의 이소탁틱도는 95 ~ 98 %이고; 용융 지수는 2 ~ 5 g/10 min이다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S1) 및 단계1)에서, 상기 β결정형의 형성을 촉진할 수 있는 조핵제는 조핵 효율이 비교적 높고, 정적 결정화 조건 하에서 β결정 함량이 50 % 이상인 조핵제로부터 선택된다. 예시적으로, 상기 조핵제는 시판되는 상품 또는 선행 기술의 공지된 방법에 따라 합성된 제품으로부터 선택된다. 상기 조핵제의 종류 및 조핵 효율은 문헌 Varga J. Journal of Macromolecular Science: Physics 2002, 41, 1121을 참조할 수 있다. 예시적으로, 상기 조핵제는 N,N-디시클로헥실에테르프탈아미드(N,N-dicyclohexylterephthalamide), N,N-디시클로헥실-2,6-나프탈렌디아미드(N,N-dicyclohexyl-2,6-naphthalene diamide) 또는 γ-퀴니딘(γ-quinidine) 등과 같은 유기 소분자일 수 있고, 아디프산 및/또는 수베르산의 히드라진염, 피멜산 및/또는 수베르산의 칼슘염, 테트라히드로프탈산 무수물의 칼슘염 또는 바륨염, 헥사히드로프탈산 무수물의 칼슘염 또는 바륨염 등과 같은 무기염일 수도 있으며; 상기 조핵제는 호합 사용될 수 있고, 당업자는 상기 조핵제의 혼합비가 본 발명의 상기 체계에 적용되는 것이면 특별히 요구되지 않는 것을 이해할 것이다. 당업자는 β결정형 형성을 촉질할 수 있는 조핵제와 폴리프로필렌의 용량비 또한 예를 들어 0.001 ~ 0.1 wt%과 같이 통상적으로 선택되는 것임을 이해할 것이다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S2) 및 단계1)에서, 본 발명의 β결정막에서, 사용된 용융 압출 및 결정 성형 등 공정 절차는 모두 당 업계에 공지된 통상적인 방식으로, 즉 상기 폴리프로필렌이 용융된 후, 플로우 캐스팅 롤러 상에서 결정화되어 고β결정막을 얻을 수 있다. 당업자는 상기 캐스팅 롤러의 온도는 용융 압출된 폴리프로필렌이 표면에서 결정화되어 형성될 수 있는 온도이면 특별히 제한되지 않는 것을 이해할 수 있을 것이다. 바람직하게, 상기 캐스팅 롤러의 온도는 110 ~ 140 ℃이고, 더 바람직하게, 상기 캐스팅 롤러의 온도는 120 ~ 130 ℃이다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S2) 및 단계1)에서, 바람직하게 상기 용융 압출은 스크류 압출기에서 수행되고; 당업자는 상기 스크류 압출기는 일축 스크류 압출기일 수 있고, 이축 스크류 압출기일 수도 있으며, 본 발명의 체계에 적용되는 것이면 구체적으로 제한되지 않는 것을 이해할 수 있을 것이다. 바람직하게, 상기 성형은 다이 헤드 성형일 수 있고; 당업자는 상기 다이 헤드는 조절 가능한 다이 헤드일 수 있고 조절 불가능한 다이 헤드일 수도 있으며, 본 발명의 상기 체계에 적용 가능한 것이면 구체적으로 제한되지 않는 것을 이해할 수 있을 것이다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S2) 및 단계1)에서, 상기 용융 압출기의 용융 압출 온도는 당업자에게 공지된 본 발명의 폴리프로필렌 체계에 사용 가능하고, 용융 압출에 의해 고β결정막을 얻을 수 있는 것이면 구체적으로 제한되지 않는다. 바람직하게, 상기 고β결정막이 압출되는 스크류 압출기의 용융 압출의 온도는 200 ~ 260 ℃이고, 바람직하게, 상기 고β결정막이 압출되는 스크류 압출기의 용융 압출의 온도는 220 ~ 250 ℃이다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S2) 및 단계1)에서, 상기 고β결정막의 두께는 본 발명의 복합 다공성막의 체계에 적용되고, 상기 복합 다공성막 역할, 즉 양극 및 음극을 차단하여 리튬 이온 수송 통로를 제공하는 역할을 하는 것이면 특별히 제한되지 않는다. 상기 고β결정막 두께의 선택은 목표 산물 ―복합 다공성막의 두께 및 가로연신 및 세로연신 배율에 따라 합리하게 선택된다. 바람직하게, 상기 고β결정막의 두께는 80 ~ 300 μm이고, 더 바람직하게, 상기 고β결정막의 두께는 100 ~ 200 μm이다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S2) 및 단계1)에서, 상기 고β결정막 중 β결정의 함량은 상기 고β결정막을 제조하여 얻을 수 있고, 제조하여 얻은 고β결정막을 연신한 후 본 발명의 복합 다공성막 체계에 적용되는 고β결정막을 제조하여 얻을 수 있으며, 상기 연신된 고β결정막은 또한 상기 복합 다공성 역할, 즉 양극 및 음극을 차단하여 리튬 이온 수송 통로를 제공하는 역할을 하는 것이면 특별이 제한되지 않는다. 바람직하게, 상기 고β결정막에서 β결정의 함량은 80 %보다 높고, 더 바람직하게, 상기 고β결정막에서 β결정의 함량은 85 %보다 높다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S3) 및 단계2)에서, 상기 세로연신의 온도는 60 ~ 120 ℃이고, 바람직하게, 상기 세로연신의 온도는 80 ~ 110 ℃이며; 상기 세로연신의 배율은 2.5 ~ 5.5배이고, 바람직하게, 상기 세로연신의 배율은 3 ~ 5배이며; 상기 코팅액 건조 후 얻은 코팅층 두께는 0.3 ~ 10 μm이고; 바람직하게, 상기 코팅액 건조 후 얻은 코팅층 두께는 2 ~ 10 μm이며, 바람직하게는 3 ~ 5 μm이다.
본 발명의 제2 양태 및 제3 양태에 따르면, 단계(S4) 및 단계2)에서, 당업자에게 공지된 상기 가로연신의 온도 및 가로연신의 배율은 본 발명의 복합 다공성막의 체계에 적용 가능한 것이면 구체적으로 제한되지 않고; 당업자는 상기 복합 다공성막의 응용 분야가 상이함에 따라, 상이한 가로연신의 배율을 선택함으로써, 코팅층의 두께를 제어하거나, 또는 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층의 두께, 및 나노 섬유 직경과 섬유의 길이를 제어할 수 있다. 바람직하게, 상기 가로연신의 온도는 120 ~ 150 ℃이고; 상기 가로연신의 배율은 2 ~ 5배이며; 더 바람직하게, 상기 가로연신의 온도는 130 ~ 140 ℃이고; 상기 가로연신의 배율은 2.5 ~ 4.5배이다.
본 발명의 제3 양태에 따르면, 상기 복합 다공성막은,
a) 폴리프로필렌을 용융 압출하고, 고속 연신 배향에 의해 성형하여 폴리프로필렌 초기 필름을 얻는 단계;
b) 폴리프로필렌 초기 필름을 고온 어닐링하여 폴리프로필렌 프리스트레치 필름(pre-stretche film)를 얻는 단계;
c) 건식 일축 연신 공정에 의해 폴리프로필렌 프리스트레치 필름을 연신하여 세로연신막을 얻고, 세로연신막의 일측 또는 양측 표면에 코팅액을 도포하며, 다시 가로연신하여 상기 복합 다공성막을 제조하여 얻는 단계를 포함하는 방법에 의해 제조될 수 있다.
본 발명에 따르면, 단계c)는 구체적으로 폴리프로필렌 프리스트레치 필름을 다층 적층 처리하고, 20 ~ 50 ℃의 온도 하에서 20 ~ 50 %으로 프리스트레치한 후, 100 ~ 130 ℃의 온도 하에서 계속하여 30 ~ 80 % 연신하며, 선택적으로 연신된 후 다층 적층된 세로연신막을 박리하여 분리함으로써 세로연신막을 얻고; 다음, 세로연신막의 일측 또는 양측 표면에 코팅액을 도포하며, 다시 가로연신하여 상기 복합 다공성막을 제조하여 얻는 단계c')를 포함한다.
단계c')에서, 상기 다층 적층 처리는 적어도 한 층의 폴리프로필렌 프리스트레치 필름을 척증 처리하는 것일 수 있으며, 연신 후 적어도 한 층을 포함하는 세로연신막을 제조하여 얻고; 더 바람직하게, 8 ~ 16층의 폴리프로필렌 프리스트레치 필름을 적층 처리하며, 연신 후 층간 박리하여 1 ~ 4층을 포함하는 세로연신막을 얻는다.
단계a)에서, 사용된 용융 압출 및 고속 고속 연신 배향 성형 등 공정 절차는 모두 당 업계에 공지된 방식으로, 즉 상기 폴리프로필렌이 용융 압출된 후, 고속 연신되어 냉각 롤 상에서 형성됨으로써, 폴리프로필렌 초기 필름을 얻는다. 당업자는 상기 냉각 롤의 온도는 용융 압출된 폴리프로필렌이 표면에서 냉각 경화되어 성형되는 것이면 특별히 제한되지 않는 것을 이해할 것이다. 바람직하게, 상기 냉각롤의 온도는 60 ~ 120 ℃이고, 더 바람직하게, 상기 냉각롤의 온도는 70 ~ 90 ℃이다.
단계a)에서, 바람직하게 상기 용융 압출은 스크류 압출기에서 수행되고; 당업자는 상기 스크류 압출기는 일축 스크류 압출기일 수 있고, 이축 스크류 압출기일 수도 있으며, 본 발명의 체계에 적용되는 것이면 구체적으로 제한되지 않는 것을 이해할 수 있을 것이다. 바람직하게, 상기 성형은 다이 헤드 성형일 수 있고; 당업자는 상기 다이 헤드는 조절 가능한 다이 헤드일 수 있고 조절 불가능한 다이 헤드일 수도 있으며, 본 발명의 상기 체계에 적용 가능한 것이면 구체적으로 제한되지 않는 것을 이해할 수 있을 것이다.
단계a)에서, 상기 용융 압출기의 용융 압출 온도는 당업자에게 공지된 본 발명의 폴리프로필렌 체계에 사용 가능하고, 용융 압출에 의해 폴리프로필렌 프리스트레치 필름을 얻을 수 있는 것이면 구체적으로 제한되지 않는다. 바람직하게, 상기 폴리프로필렌 프리스트레치 필름이 압출되는 스크류 압출기의 용융 압출의 온도는 200 ~ 260 ℃이고, 바람직하게, 상기 폴리프로필렌 프리스트레치 필름이 압출되는 스크류 압출기의 용융 압출의 온도는 220 ~ 250 ℃이다.
단계a)에서, 상기 고속 연신 배향 성형의 목적은 폴리프로필렌 분자 사슬의 배향 구조를 형성하는 것이고, 상기 고속 연신되는 속도는 특별히 제한되지 않는다. 바람직하게, 상기 고속 연신되는 속도는 20 ~ 80 m/min이고, 더 바람직하게, 상기 고속 연신되는 속도는 40 ~ 60 m/min이다.
단계b)에서, 상기 고온 어닐링은 급속 냉각 공정 동안 결정화되지 않은 폴리프로필렌을 연속적으로 결정화하여, 결정도를 향상시킴으로, 결정 구조를 추가로 개선하기 위하여 폴리프로필렌 초기 필름을 일정 온도 하에서 일정 시간 동안 방치하는 것을 의미한다. 바람직하게, 상기 고온 어닐링의 온도는 100 ~ 140 ℃이고, 어닐링 시간은 8 ~ 10시간이며, 더 바람직하게, 상기 고온 어닐링의 온도는 120 ~ 130 ℃이고, 어닐링 시간은 4 ~ 5시간이다.
단계c) 및 단계c')에서, 건식 일축 연신 공정에서, 실질적으로 연신된 폴리프로필렌 프리스트레치 필름과 연신된 후 제조하여 얻은 세로연신막의 두께는 본 발명의 복합 다공성막의 체계에 적용되고, 상기 복합 다공성막의 역할, 즉 양극 및 음극을 차단하여 리튬 이온 수송 통로를 제공하는 역할을 하는 것이면 특별히 제한되지 않는다. 건식 일축 연신 공정에서 대부분 다층 적층 처리하는 방식을 사용하므로, 다층 적층 처리된 폴리프로필렌 프리스트레치 필름이 적층된 두께가 상이함에 따라 얻은 세로연신막의 두께도 상이하고; 상이한 제조 공정에 따라 상이한 두께 또는 박리하여 얻은 상이한 층 수의 적층된 세로연신막을 선택하며; 바람직하게, 폴리프로필렌 프리스트레치 필름의 두께는 16 ~ 60 μm이고, 더 바람직하게, 폴리프로필렌 프리스트레치 필름의 두께는 20 ~ 30 μm이다. 바람직하게, 상기 세로연신막의 두께는 16 ~ 80 μm이고; 더 바람직하게, 상기 세로연신막의 두께는 20 ~ 60 μm이다.
본 발명의 제3 양태에 따르면, 상기 코팅액의 조성 및 함량은 특별히 제한되지 않고, 당업자에게 공지된 다공성 베이스층 표면에서 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 제조하여 얻을 수 잇는 것일 수 있으며; 바람직하게, 상기 코팅액은 물을 매질로 사용하는 분산액이고; 상기 코팅액은 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 포함하며; 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물은 입자 형태로 체계에 분산되고, 상기 입자의 평균 직경은 0.01 ~ 3μm이며, 더 바람직하게는 0.1 ~ 1μm이다.
본 발명의 제3 양태에 따르면, 상기 물을 매질로 사용하는 분산액은 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 유화중합하는 방법으로 얻은 중합체 또는 중합체 조성물의 유액일 수 있거나, 또는 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 연마 또는 분쇄하는 방법으로 얻은 중합체 또는 중합체 조성물을 함유한 수분산체일 수도 있고; 당업자에게 공지된 상기 물을 매질로 사용하는 분산액에서의 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물의 선택과 용량은 구체적으로 제한되지 않으며, 이는 당업자에게 공지된 임의의 제조하여 얻을 수 있는 물을 매질로 사용하는 중합체 분산액일 수 있고, 코팅 후 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 얻을 수 있는 것이면 되며; 바람직하게, 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물은 입자 형태로 코팅액에 분산되고, 세로연신막의 적어도 일측 표면에 코팅된 후, 세로연신막 표면에 중합체 또는 중합체 조성물이 코팅된 나노 입자가 형성되며, 가로연신 과정에서, 나노 입자는 세로연신막에 의해 연신되어; 가로연신 방향에 따라 배향된 나노 섬유상 다공성층을 제조하여 얻는다. 바람직하게, 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물의 유리전이온도 또는 용점은 가로연신 온도보다 낮고; 바람직하게, 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물은 폴리비닐리덴플루오라이드, 폴리비닐리덴클로라이드, 비닐리덴플루오라이드-헥사플루오로프로필렌 공중합체, 폴리스티렌, 폴리메틸메타크릴레이트, 폴리부틸렌숙시네이트(Polybutylene succinate), 폴리우레탄, 퍼플루오로술폰산 중합체(예를 들어 Nafion) 중의 하나 또는 여러 가지를 포함한다. 바람직하게, 물을 매질로 사용하는 분산액에서 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물의 질량 백분 함량은 5 ~ 50 %이고, 더 바람직하게는 10 ~ 30 %이다. 바람직하게, 물을 매질로 사용하는 분산액에서 물의 질량 백분 함량은 50 ~ 95 %이고, 더 바람직하게는 70 ~ 90 %이다.
본 발명의 제3 양태에 따르면, 상기 코팅액은 유기 충진재 또는 무기 충진재를 더 포함하고; 상기 유기 충진재 또는 무기 충진재의 첨가는 코팅층, 즉 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층의 공극율, 천자 내성의 추가 향상 및 복합 다공성막의 고온 내성의 향상에 유리할 수 있다. 상기 무기 충진재 또는 유기 충진재는 당업자에게 공지된 임의의 복합 다공성막에의 체계에 적용되는 것으로부터 선택된다. 바람직하게, 상기 무기 충진재는 실리카, 이산화티탄, 산화란타늄, 이산화지르코늄, 산화알루미늄, 황산바륨, 탄산칼슘, 질화탄소, 뵘석, 탄화규소, 분자체, 활석분, 벤토나이트 중의 하나 또는 여러 가지를 포함한다. 바람직하게, 상기 유기 충진재는 폴리테트라플루오로에틸렌, 폴리에테르에테르케톤(Polyetheretherketone), 폴리에테르설폰(Polyethersulfone), 폴리페닐에테르(polyphenyl ether) 중의 하나 또는 여러 가지로부터 선택된다.
본 발명의 제3 양태에 따르면, 상기 무기 충진재의 크기는 다공성 베이스층 상에 균일하게 코팅 가능한 것이면 특별히 제한되지 않는다. 본 발명의 해결 수단에 있어서, 무기 입자는 고체 무기 입자일 수 있고, 다공성의 무기 입자일 수도 있다. 다공성의 무기 입자일 경우, 무기 다공성 입자 자체의 바람직한 평균 구경은 통상적으로 0.0001 ~ 0.5μm이다.
본 발명의 제3 양태에 따르면, 상기 코팅액에서 상기 유기 충진재 또는 무기 충진재의 첨가량은 특별히 제한되지 않고, 제조하여 얻은 상기 복합 다공성막의 응용 분야가 상이함에 따라, 그 중의 유기 충진재 또는 무기 충진재의 첨가량도 상이하다. 바람직하게, 상기 유기 충진재의 첨가량은 코팅액의 5 ~ 10 wt%이고; 상기 무기 충진재의 첨가량은 코팅액의 5 ~ 20 wt%이다.
본 발명의 제3 양태에 따르면, 상기 코팅액은 바인더를 더 포함하고; 상기 바인더의 첨가는 코팅층, 즉 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층과 다공성 베이스층의 접착 성능의 추가 향상에 유리하고, 이의 사용 수명을 연장할 수 있다. 상기 바인더는 당업자에게 공지된 임의의 복합 다공성막의 체계에 적용되는 것이면 된다. 바람직하게, 상기 바인더는 폴리아크릴레이트 유액, 폴리우레탄 유액,폴리부타디엔-스티렌(Polybutadiene-styrene) 유액, 폴리비닐알코올, 카르복시메틸셀룰로오스(Carboxymethyl cellulose) 등을 포함한다. 상기 바인더의 첨가량은 코팅액 질량은 2 ~ 8 wt%이고; 바람직하게는 3 ~ 6 wt%이다.
본 발명의 제4 양태는 상기 복합 다공성막의 용도를 제공하였고, 이는 리튬 이온 전지 격막, 가스 분리막 등을 제조하는 분야에 사용될 수 있다.
본 발명의 제5 양태는 상기 복합 다공성막을 포함하는 리튬 전지 격막, 상기 리튬 전지 격막을 제공하였다.
본 발명의 제6 양태는 상기 복합 다공성막을 포함하는 가스 분리막, 상기 가스 분리막을 제공하였다.
본 발명에 따르면, 상기 코팅층을 제조하기 위한 코팅액의 주요 성분은 가스에 대하여 상이한 확산 계수를 갖는 재료이다.
바람직하게, 상기 가스에 대하여 상이한 확산 계수를 갖는 재료는 실리콘 고무, 폴리이미드, 폴리설폰, 폴리페닐에테르, 셀룰로오스아세테이트 등 고분자를 포함한다.
본 발명에 따르면, 상기 가스 분리막은 가스 분리 기능층이 있는 가스 분리막의 제조에 사용될 수 있다.
본 발명의 제7 양태는 상기 복합 다공성막의 제조하는 장치를 제공하였고, 상기 장치는 피딩 압출 시스템, 플로우 캐스팅 시스템, 세로연신 시스템, 제2 도포 시스템 및 가로연신 시스템을 포함하고;
상기 피딩 압출 시스템은 플로우 캐스팅 시스템에 의해 세로연신 시스템과 연결되고, 상기 세로연신 시스템은 제2 도포 시스템에 의해 가로연신 시스템과 연결된다.
본 발명에 따르면, 상기 피딩 압출 시스템은 피더, 스크류 압출기, 제1 용융 파이프, 필터 및 제2 용융 파이프를 포함한다.
바람직하게, 상기 제2 용융 파이프는 플로우 캐스팅 시스템과 연결된다.
바람직하게, 상기 피더는 상기 스크류 압출기의 공급구의 상방향에 위치되고; 상기 스크류 압출기는 제1 용융 파이프에 의해 필터와 연결되며; 상기 필터는 제2 용융 파이프에 의해 플로우 캐스팅 시스템과 연결되고;
바람직하게, 상기 제1 용융 파이프에는 계량 펌프가 더 구비된다.
본 발명에 따르면, 상기 플로우 캐스팅 시스템은 다이 헤드 및 캐스팅 롤러를 더 포함한다.
바람직하게, 상기 다이 헤드는 두께를 자동으로 조절 가능한 다이 헤드로부터 선택되고; 상기 캐스팅 롤러는 온도가 정확하게 제어되는 캐스팅 롤러로부터 선택된다.
본 발명에 따르면, 상기 장치는 제1 도포 시스템을 더 포함한다.
본 발명에 따르면, 상기 제1 도포 시스템은 플로우 캐스팅 시스템과 세로연신 시스템 사이에 구비된다.
본 발명에 따르면, 상기 제1 도포 시스템은 제1 도포 부재를 포함한다.
본 발명에 따르면, 상기 제2 도포 시스템은 제2 도포 부재를 포함한다.
본 발명에 따르면, 상기 세로연신 시스템은 온도가 정확하게 제어되는 예열, 연신 및 히트세트 롤러 세트를 포함한다.
본 발명에 따르면, 상기 가로연신 시스템은 트랙, 체인, 오븐 및 동력전달 기구를 포함한다.
본 발명에 따르면, 상기 장치는 제조하여 얻은 복합 다공성막을 롤링된 다공성막으로 얻기 위한 견인 롤링 시스템을 더 포함한다.
본 발명에 따르면, 상기 장치는 두께 측정 피드백 제어 시스템을 더 포함한다. 상기 두께 측정 피드백 제어 시스템은 두께 측정기 및 제어 시스템을 포함하고; 상기 두께 측정기는 막의 두께를 온라인으로 측정하며, 제어 시스템을 제어하여 다이 헤드를 자동으로 조절함으로써, 다공성막 두께를 자동으로 제어할 수 있다.
본 발명에 따르면, 상기 두께 측정 피드백 제어 시스템은 제1 두께 측정 피드백 제어 시스템 및 제2 두께 측정 피드백 제어 시스템을 포함한다.
본 발명에 따르면, 상기 제1 두께 측정 피드백 제어 시스템은 플로우 캐스팅 시스템과 세로연신 시스템 사이에 구비된다. 바람직하게, 상기 제1 두께 측정 피드백 제어 시스템은 제1 도포 시스템과 세로연신 시스템 사이에 구비된다.
본 발명에 따르면, 상기 제2 두께 측정 피드백 제어 시스템은 가로연신 시스템 뒤에 구비된다. 바람직하게, 상기 제2 두께 측정 피드백 제어 시스템은 가로연신 시스템과 견인 롤링 시스템 사이에 구비된다.
본 발명에 따르면, 상기 제1 두께 측정 피드백 제어 시스템은 비연신된 필름의 두께를 측정하고 제어하거나 적어도 일측 표면에 코팅액이 코팅된 비연신된 필름의 두께를 측정하고 제어하기 위한 필름 두께 측정기를 포함한다.
본 발명에 따르면, 상기 제2 두께 측정 피드백 제어 시스템은 연신된 박막의 두께를 측정하고 제어하기 위한 박막 두께 측정기를 포함한다.
본 발명에 따르면, 상기 장치는 자동 제어 시스템을 더 포함하고;
본 발명에 따르면, 상기 자동 제어 시스템은 장치의 온도, 압력, 장력 및 속도를 제어하기 위한 압력 및 온도 제어 모듈, PLC, 컨버터, 센서를 포함한다.
본 발명의 제8 양태는 상기 장치를 사용하여 제조된 복합 다공성막의 제조 방법을 제공하고, 상기 제조 방법은,
(a) β결정형의 형성을 촉진시킬 수 있는 조핵제를 포함하는 폴리프로필렌을 피더에 의해 스크류 압출기에 넣어 용융시키고, 용융물은 제1 용융 파이프를 통해 계량 펌프로 흐르며, 정확하게 계량된 후, 필터로 여과하여 제2 용융 파이프로 들어가는 단계;
(b) 단계(a)의 용융물은 다이 헤드를 통해 캐스팅 롤러 상에 캐스팅시며 고β결정의 필름을 형성하는 단계;
(c)캐스팅 롤러에서 단계(b)의 고β결정의 필름을 박리하는 단계;
선택적으로, 제1 도포 시스템에 의해 코팅액을 필름의 일측 또는 양측 표면에 도포하고;
선택적으로, 고β결정의 필름은 필름 두께 측정기에 의해 모니터링되어, 비연신된 필름의 두께 또는 적어도 일측 표면에 코팅액이 도포된 비연신된 필름의 두께를 측정하며;
(d) 단계(c)의 비연신된 필름 또는 일측 또는 양측 표면에 코팅액이 도포된 비연신된 필름을 세로연신 시스템에 의해 세로연신된 필름을 얻는 단계;
(e) 제2 도포 시스템에 의해 코팅액을 단계(d)의 세로연신된 필름의 일측 또는 양측 표면에 도포하는 단계;
(f) 단계(e)의 필름을 가로연신 시스템에 의해 가로연신된 필름을 얻고, 제조하여 상기 복합 다공성막을 얻는 단계;를 포함한다.
본 발명에 따르면, 상기 제조 방법은 단계(f)의 복합 다공성막을 견인 롤링 시스템에 의해 롤링된 복합 다공성막을 얻는 단계(g)를 더 포함하고;
선택적으로, 견인 롤링 시스템 이전에, 박막 두께 측정기에 의해 복합 다공성막의 두께를 모니터링한다.
본 발명에 따르면, 상기 코팅액의 도포는 스프레이 코팅, 나이프 코팅, 그라비아 코팅 등과 같은 기존 기술에 공지된 임의의 방식에 따라 수행될 수 있다.
1. 본 발명은 복합 다공성막 및 이의 제조 방법과 용도를 제공하였고, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 적어도 일측 표면에 위치된 적어도 한 층의 일축 연신 코팅층을 포함하고; 구체적으로, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 일측 또는 양측 표면에 위치된 복합 다공성막의 가로연신 방향으로 배향된 적어도 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하거나, 또는, 상기 복합 다공성막은 이축 연신 폴리프로필렌 다공성 베이스층 및 상기 다공성 베이스층의 적어도 일측 표면에 위치된 일축 연신 코팅층을 포함한다. 상기 제조 방법에서 가로연신 이전에 코팅액을 도입하는 방식으로 상기 복합 다공성막을 제조하여 얻고, 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상 비폴리올레핀계 중합체 다공성층은 복합 다공성막이 사용 과정에 세로 방향으로 균열되는 것을 억제하여, 복합 다공성막의 사용 성능을 향상시킨다.
2. 본 발명은 복합 다공성막을 제조하는 장치를 더 제공하였고, 상기 장치는 피딩 압출 시스템, 플로우 캐스팅 시스템, 세로연신 시스템, 제2 도포 시스템, 가로연신 시스템을 포함하고; 상기 장치에 의해 성능 파라미터가 더 우수한 복합 다공성막을 제조하여 얻으며, 상기 방법은 공정이 간단하고, 제조가 편리하며, 공업화 생산에 적합하다.
3. 본 발명은 리튬 전지 격막과 가스 분리막을 더 제공하였고, 상기 리튬 전지 격막은 상기 복합 다공성막을 포함하며; 상기 가스 분리막은 복합 다공성막을 포함하고; 상기 복합 다공성막이 격으로서 리튬 전지에 적용될 경우, 코팅층은 전해액에서 겔을 형성하여, 격막에 대한 전해액의 습윤성을 향상시키거나 다공성 베이스층의 내열 성능을 향상시킨다. 상기 복합 다공성막이 가스 분리에 사용될 경우, 상이한 가스에 대한 코팅층의 투과 계수가 상이하므로, 가스를 분리 및 농축할 수 있다.
도 1은 본 발명의 실시예1에 따른 복합 다공성막의 주사 전자 현미경 사진이다.
도 2는 본 발명의 비교예1에 따른 복합 다공성막의 주사 전자 현미경 사진이다.
도 3은 본 발명에 따른 복합 다공성막을 제조하는 장치이다.
도 2는 본 발명의 비교예1에 따른 복합 다공성막의 주사 전자 현미경 사진이다.
도 3은 본 발명에 따른 복합 다공성막을 제조하는 장치이다.
본 발명은 본 발명의 목적, 해결 수단 및 장점을 보다 명확하게 하기 위해, 아래 구체적인 실시예에 결부하여, 도면을 참조하여 더 상세히 설명될 것이다. 그러나 당업자는 본 발명이 도면 및 이하의 실시예로 제한되지 않는 것을 이해하여야 한다.
실시예1
용융 지수가 2.5 g/10 min의 호모폴리프로필렌수지와 호모폴리프로필렌수지의 0.03 wt%을 차지하는 폴리프로필렌 β결정 조핵제 N,N-디시클로헥실-2,6-나프탈렌디아미드(N,N-dicyclohexyl-2,6-naphthalenediamide)를 균일하게 혼합하고, 200 ~ 250 ℃의 온도 하에서 용융시킨 후, 폴리프로필렌층 용융물을 형성하며;
폴리프로필렌층 용융물을 T형 다이 헤드에 의해 압출시킨 후, 128 ℃의 온도의 캐스팅 롤러 상에 냉각 및 결정화시켜 β결정을 함유하는 폴리프로필렌필름, 즉 고β결정막을 얻었다. 상기 필름을 100 ℃의 온도 하에서 4.5배로 세로연신한 후, 두 표면에 각각 고체 함량이 20 %이고, 폴리비닐리덴플루오라이드 입도가 200 nm인 수분산액을 도포하여, 두께가 6 μm인 코팅층을 형성하며, 이후 가로연신 시스템에 도입하여, 135 ℃의 온도 하에서 3.0배 가로연신하여, 두께가 20 μm인 복합 폴리프로필렌 다공성막을 얻었다. 여기서 두 개의 폴리비닐리덴플루오라이드층의 두께는 각각 2 μm이고, 코어층 폴리프로필렌 다공성 베이스층의 두께는 16 μm이다. 두 개의 표면의 폴리비닐리덴플루오라이드층에서 폴리비닐리덴플루오라이드 섬유의 직경은 30 ~ 70 nm이다.
도 1은 본 발명의 실시예1에 따른 복합 다공성막의 주사 전자 현미경 사진이다.
실시예2
용융 지수가 2.5 g/10 min인 호모폴리프로필렌수지를 일축 스크류 압출기에 의해 200 ~ 250 ℃의 온도 하에서 용융시킨 후, T형 다이 헤드로 압출하고, 50 m/min의 속도로 롤링하여 고도로 배향된 폴리프로필렌필름을 얻었다. 폴리프로필렌필름을 125 ℃의 온도 하에서 어닐링 및 결정화시킨 후, 폴리프로필렌 프리스트레치 필름을 얻었다. 폴리프로필렌 프리스트레치 필름을 30 ℃의 온도 하에서 40 %까지 프리스트레치한 후, 125 ℃의 온도 하에서 50 %까지 계속하여 연신하여 공극율이 30 %인 세로연신막을 얻었다. 상기 세로연신막의 두 개의 표면에 각각 고체 함량이 20 %이고, 폴리비닐리덴플루오라이드 입도가 200 nm인 수분산액을 도포하여, 두께가 6 μm인 코팅층을 얻으며, 이후 가로연신 시스템에 도입하여, 140 ℃의 온도 하에서 4.0배로 가로연신하여, 두께가 20 μm인 복합 폴리프로필렌 다공성막을 얻었다. 여기서 두 개의 폴리비닐리덴플루오라이드 층의 두께는 각각 2 μm이고, 코어층의 폴리프로필렌 다공성 베이스층의 두께는 12 μm이다. 두 개의 표면층 폴리비닐리덴플루오라이드 층에서 폴리비닐리덴플루오라이드나노 섬유의 직경은 30 ~ 50 nm이다.
실시예3
실시예3은 도포된 수분산액의 고체 함량이 15 %이고, 입도가 500 nm인 폴리메틸메타크릴레이트를 제외하고, 실시예1과 동일한 방법으로, 두께가 각각 2 μm이며, 코어층 폴리프로필렌 다공성 베이스층의 두께는 16 μm인 두 개의 폴리메틸메타크릴레이트층을 얻었다. 두 개의 표면층의 폴리메틸메타크릴레이트나노 섬유의 직경은 80 ~ 120 nm이다.
비교예1
용융 지수가 2.5 g/10 min인 호모폴리프로필렌수지과 호모폴리프로필렌수지의 0.03 wt%를 차지하는 폴리프로필렌β결정 조핵제 N,N-디시클로헥실-2,6-나프탈렌디아미드를 균일하게 혼합하고, 200 ~ 250 ℃의 온도 하에서 용융시킨 후, 폴리프로필렌층 용융물을 형성하며;
폴리프로필렌층 용융물을 T형 다이 헤드로 압출시킨 후, 128 ℃의 온도의 캐스팅 롤러 상에 냉각 및 결정화시켜 β결정을 함유하는 폴리프로필렌필름, 즉 고β결정막을 얻었다. 상기 필름을 100 ℃의 온도 하에서 4.5배로 세로연신한 후, 가로연신 시스템에 도입하여, 135 ℃의 온도 하에서 3.0배 가로연신하여, 두께가 16 μm인 폴리프로필렌 베이스막을 얻고, 폴리프로필렌베이스막의 두 개의 표면에 각각 고체 함량이 20 %이고, 폴리비닐리덴플루오라이드 입도가 200 nm인 수분산액을 도포하여, 두께가 2 μm인 코팅층을 형성하며, 건조하여 두께가 20 μm인 복합 폴리프로필렌 다공성막을 얻었다.
도 2는 본 발명의 비교예1에 따른 복합 다공성막의 주사 전자 현미경 사진이다.
도 1에서 알 수 있는 바와 같이, 본 발명의 제조 방법을 사용하여, 폴리프로필렌 세로연신막 표면에 200 nm의 구형 입자가 응집된 폴리비닐리덴플루오라이드 코팅층을 코딩하여 연신한 후, 구형의 폴리비닐리덴플루오라이드 입자는 기질의 가로연신에 따라, 가로 방향에 따라 배향된 나노 섬유로 변환되며, 나노 섬유의 직경은 약 10 ~ 70 nm이다. 도 2에서 알 수 있는 바와 같이, 본 발명의 제조 방법을 사용하지 않으면, 코팅층은 가로연신되지 않고, 구형 입자가 응집된 폴리비닐리덴플루오라이드 코팅층을 얻는다.
실시예4
용융 지수가 2.5 g/10 min인 호모폴리프로필렌수지와 호모폴리프로필렌수지의 0.03 wt%를 차지하는 폴리프로필렌β 결정 조핵제 N,N-디시클로헥실-2,6-나프탈렌디아미드를 균일하게 혼합하고, 피더(1)에 의해 일축 스크류 압출기(2)에 넣고, 160 ~ 230 ℃의 온도 하에서 용융시키며, 계량 펌프(3)로 계량하고, 필터(4)를 통과한 후 제2 용융 파이프(5)를 통과하여 T형 다이 헤드(6)로 도입되어 압출되며, 캐스팅 롤러(7) 상에서 냉각되어, β결정 조핵제를 함유한 폴리프로필렌필름을 얻었다. 상기 β결정 조핵제를 함유한 폴리프로필렌필름의 두께는 140 μm이다.
상기 필름을 필름 두께 측정기(9)를 통해 세로연신 시스템(10)에 도입되고, 100 ℃의 온도 하에서 4.5배로 세로연신되어 세로연신막을 얻는다.
세로연신막을 제2 도포 시스템의 양측에 고체 함량이 25 wt%인 폴리메틸메타크릴레이트 수분산체을 도포하고, 건조 후 코팅층 두께는 6 μm이다. 도포된 세로연신막은 가로연신 시스템에 도입되어 135 ℃의 온도 하에서 3.0배로 가로연신되어, 표면에 다공성 구조를 갖는 폴리메틸메타크릴레이트의 이중 코팅된 복합 폴리프로필렌 다공성막을 얻었다.
상기 코팅층의 두께는 2 μm이고; 상기 복합 폴리프로필렌 다공성막의 두께는 20 μm이다.
상기 제조하여 얻은 복합 폴리프로필렌 다공성막을 리튬 이온 전지 격막으로 사용할 경우, 상기 격막은 단층 폴리프로필렌 격막보다 리튬 이온 전지 전해액에 대한 습윤성 및 액체 흡수율이 현저하게 향상되었다.
실시예5
실시예5는 실시예4와 동일하되, 구별점은 단지 세로연신막을 코팅 시스템(II)에 의해 일측 표면에 Nafion 용액(듀폰 (DuPont)회사에서 구입)을 도포하고, 건조 후 코팅층의 두께는 3 μm이며, 가로연신하여 일측 표면에 비다공성의 치밀한 구조를 갖는 Nafion의 단일 면에 도포된 복합 폴리프로필렌 다공성막을 얻는 것이다.
상기 코팅층의 두께는 1.0 μm이고; 상기 복합 폴리프로필렌 다공성막의 두께는 19 μm이다.
상기 제조하여 얻은 복합 폴리프로필렌 다공성막을 리튬-황전지 격막으로 상용할 경우, 표면의 Nafion층이 비다공성의 치밀한 구조이므로, 전해액에 용해된 다황화물은 격막을 통과하여 전송될 수 없으나, 리튬 이온은 Nafion 중의 황산기와 결합하여 전송될 수 있으므로, 복합 폴리프로필렌 다공성막은 리튬 이온 전지에서 다황화물의 “비행 효과”를 완화하고 리튬-황 전지의 순환 성능을 향상시킬 수 있다.
실시예6
실시예6은 실시예4와 동일하되, 구별점은 단지 세로연신막을 제2 도포 시스템에 의해 일측 표면에 폴리디메틸실록산의 크실렌 용액으로 도포하고, 건조 후 코팅층 두께는 6 μm이며, 가로연신하여 일측 표면이 비다공성의 치밀한 구조를 갖는 폴리디메틸실록산의 단일면이 코팅된 복합 폴리프로필렌 다공성막을 얻었는 것이다.
상기 코팅층의 두께는 2 μm이고; 상기 복합 폴리프로필렌 다공성막의 두께는 20 μm이다.
상기 제조하여 얻은 복합 폴리프로필렌 다공성막을 가스 분리막으로 사용하고, 침투 기화에 의해 에탄올/수용액을 분리하여, 우수한 분리 효과를 얻었다.
실시예7
실시예4 ~ 6에 따른 복합 폴리프로필렌 다공성막을 제조하는 장치에 있어서, 상기 장치는 피딩 압출 시스템, 플로우 캐스팅 시스템, 세로연신 시스템, 제2 도포 시스템 및 가로연신 시스템을 포함하고;
상기 피딩 압출 시스템은 플로우 캐스팅 시스템에 의해 세로연신 시스템과 연결되며, 상기 세로연신 시스템은 제2 도포 시스템에 의해 가로연신 시스템과 연결된다.
본 발명의 바람직한 일 양태에 따르면, 상기 피딩 압출 시스템은 피더(1), 스크류 압출기(2), 제1 용융 파이프, 필터(4) 및 제2 용융 파이프(5)를 포함하고;
상기 제2 용융 파이프(5)는 플로우 캐스팅 시스템과 연결되며; 상기 피더(1)는 상기 스크류 압출기(2)의 공급구의 상방향에 위치되고; 상기 스크류 압출기(2)는 제1 용융 파이프에 의해 필터(4)와 연결되며; 상기 필터(4)는 제2 용융 파이프(5)에 의해 플로우 캐스팅 시스템과 연결되고; 상기 제1 용융 파이프에는 계량 펌프(3)가 구비되지 않는다.
본 발명의 바람직한 일 양태에 따르면, 상기 플로우 캐스팅 시스템은 다이 헤드(6)와 캐스팅 롤러(7)를 포함하고; 상기 다이 헤드(6)는 두께를 자동으로 조절 가능한 다이 헤드로부터 선택되며; 상기 캐스팅 롤러(7)는 온도가 정확하게 제어되는 캐스팅 롤러로부터 선택된다.
본 발명의 바람직한 일 양태에 따르면, 상기 장치는 제1 도포 시스템을 더 포함하고; 상기 제1 도포 시스템은 플로우 캐스팅 시스템과 세로연신 시스템 사이에 구비되며; 상기 제1 도포 시스템은 도포 부재(8)를 포함하고; 상기 제2 도포 시스템은 제2 도포 부재(11)를 포함한다.
본 발명의 바람직한 일 양태에 따르면, 상기 세로연신 시스템(10)은 온도가 정확하게 제어되는 예열, 연신 및 히트세트 롤러 세트를 포함하고; 상기 가로연신 시스템(12)은 트랙, 체인, 오븐 및 동력전달 기구를 포함한다.
본 발명의 바람직한 일 양태에 따르면, 상기 장치는 견인 롤링 시스템(14)을 더 포함한다.
본 발명의 바람직한 일 양태에 따르면, 상기 장치는 두께 측정 피드백 제어 시스템을 더 포함하고; 상기 두께 측정 피드백 제어 시스템은 두께 측정기 및 제어 시스템을 포함하고; 상기 두께 측정기는 막의 두께를 온라인으로 측정하며, 제어 시스템을 제어하여 다이 헤드를 자동으로 조절함으로써, 다공성막 두께를 자동으로 제어할 수 있다.
본 발명의 바람직한 일 양태에 따르면, 상기 두께 측정 피드백 제어 시스템은 제1 두께 측정 피드백 제어 시스템 및 제2 두께 측정 피드백 제어 시스템을 포함하고; 상기 제1 두께 측정 피드백 제어 시스템은 플로우 캐스팅 시스템과 세로연신 시스템 사이에 구비되며; 상기 제1 두께 측정 피드백 제어 시스템은 제1 도포 시스템과 세로연신 시스템 사이에 구비되고; 상기 제2 두께 측정 피드백 제어 시스템은 가로연신 시스템 뒤에 구비되며; 상기 제2 두께 측정 피드백 제어 시스템은 가로연신 시스템과 견인 롤링 시스템(14) 사이에 구비된다.
상기 제1 두께 측정 피드백 제어 시스템은 필름 두께 측정기(9)를 포함하고; 상기 제2 두께 측정 피드백 제어 시스템은 연신된 박막의 두께를 측정하고 제어하기 위한 박막 두께 측정기(13)를 포함한다.
본 발명의 바람직한 일 양태에 따르면, 상기 장치는 자동 제어 시스템(15)을 더 포함하고; 상기 자동 제어 시스템(15)은 압력 및 온도 제어 모듈, PLC, 컨버터, 센서를 포함한다.
이상, 본 발명의 양태에 대하여 설명하였다. 그러나, 본 발명은 상기 양태에 제한되지 않는다. 본 발명의 정신 및 원칙 내에서 이루어진 임의의 수정, 균등 치환, 개선 등은 모두 본 발명의 보호 범위 내에 속한다.
1: 피더; 2: 스크류 압출기; 3: 계량 펌프; 4: 필터; 5: 제2 용융 파이프; 6: 다이 헤드; 7: 캐스팅 롤러; 8: 제1 도포 부재; 9: 필름 두께 측정기; 10: 세로연신 시스템; 11: 제2 도포 부재; 12: 가로연신 시스템; 13: 박막 두께 측정기; 14: 견인 롤링 시스템; 15: 자동 제어 시스템
Claims (10)
- 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 적어도 일측 표면에 위치된 한 층의 일축 연신 코팅층을 포함하는 복합 다공성막.
- 제1항에 있어서,
상기 복합 다공성막은 이축 연신된 다공성 베이스층과 상기 다공성 베이스층의 적어도 일측 표면에 위치된 일축 연신 코팅층을 포함하고,
바람직하게, 상기 복합 다공성막은 상기 다공성 베이스층의 적어도 일측 표면에 위치된 이축 연신 코팅층을 더 포함하며,
바람직하게, 상기 복합 다공성막은 상기 다공성 베이스층과 일축 연신 코팅층 사이의 적어도 일측 표면에 이축 연신 코팅층을 더 포함하고,
바람직하게, 상기 다공성 베이스층의 적어도 일측 표면에 위치된 상기 일축 연신 코팅층은 다공성의 코팅층이거나, 또는 비다공성의 치밀한 코팅층이며
바람직하게, 상기 다공성 베이스층의 적어도 일측 표면에 위치된 상기 이축 연신 코팅층은 다공성의 코팅층이거나, 또는 비다공성의 치밀한 코팅층인 복합 다공성막. - 제1항에 있어서,
상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 상기 다공성 베이스층의 일측 또는 양측 표면에 위치된 복합 다공성막의 가로연신 방향으로 배향된 적어도 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하고,
바람직하게, 상기 복합 다공성막은 적어도 한 층의 다공성 베이스층과 복합 다공성막의 가로연신 방향으로 배향된 적어도 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하며;
바람직하게, 상기 복합 다공성막은 한 층의 다공성 베이스층과 복합 다공성막의 가로연신 방향으로 배향된 한 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하고; 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층은 상기 다공성 베이스층의 일측 표면에 위치되거나; 또는
상기 복합 다공성막은 한 층의 다공성 베이스층과 복합 다공성막의 가로연신 방향으로 배향된 두 층의 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 포함하며; 상기 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층은 상기 다공성 베이스층의 양측 표면에 위치되고,
바람직하게, 상기 비폴리올레핀계 중합체는 비폴리에틸렌계 중합체, 비폴리프로필렌계 중합체이며; 바람직하게, 상기 비폴리올레핀계 중합체는 비폴리프로필렌계 중합체이고,
바람직하게, 상기 나노 섬유의 직경은 10 ~ 500 nm이며, 바람직하게는 15 ~ 250 nm인 복합 다공성막. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 다공성 베이스층은 다공성 폴리올레핀 베이스층으로부터 선택되고, 상기 다공성 폴리올레핀 베이스층으로, 특히 다공성 폴리에틸렌 베이스층, 다공성 폴리프로필렌 베이스층 또는 다공성 폴리프로필렌/폴리에틸렌/폴리프로필렌의 3층 복합 베이스층을 사용하는 것이 유리한, 더 바람직하게, 상기 다공성 베이스층은 다공성 폴리프로필렌 베이스층인 복합 다공성막. - 제1항, 제2항 또는 제4항에 따른 복합 다공성막의 제조 방법으로서, 상기 방법은,
(S1) 폴리프로필렌에 β결정형의 형성을 촉진시킬 수 있는 조핵제를 첨가하는 단계;
(S2) 단계(S1)의 조핵제가 혼합된 폴리프로필렌을 용융 압출, 성형하여 고β결정막을 얻는 단계;
(S3) 고β결정막을 세로연신하여 세로연신막을 얻고, 코팅액을 상기 세로연신막의 일측 또는 양측 표면에 도포하는 단계;
(S4) 코팅액이 도포된 세로연신막을 가로 연신하여 상기 복합 다공성막을 얻는 단계;를 포함하고,
바람직하게, 상기 제조 방법의 단계(S2)와 단계(S3) 사이에,
(S2') 코팅액을 단계(S2)에서 얻은 고β결정막의 일측 또는 양측 표면에 도포하여, 코팅액이 도포된 고β결정막을 얻는 단계를 더 포함하며,
바람직하게, 단계(S3) 및 단계(S2') 에서, 상기 코팅액은 유기 용매를 매질로 사용하는 용액 또는 물을 매질로 사용하는 용액 또는 분산액을 포함하고;
상기 유기 용매를 매질로 사용하는 용액은 중합체 또는 중합체 조성물을 유기 용매로 용해시켜 형성된 용액을 포함하며; 상기 물을 매질로 사용하는 용액은 수용성 중합체 또는 수용성 중합체 조성물을 물로 용해시켜 형성된 용액을 포함하고; 상기 물을 매질로 사용하는 분산액은 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 유화중합하는 방법으로 얻은 중합체 또는 중합체 조성물의 유액, 또는 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 연마 또는 분쇄하는 방법으로 얻은 중합체 또는 중합체 조성물을 함유한 수분산체를 포함하며,
바람직하게, 상기 유기 용매를 매질로 사용하는 용액 또는 물을 매질로 사용하는 용액 또는 분산액은 무기 충진재를 더 포함할 수 있고,
바람직하게, 상기 유기 용매를 매질로 사용하는 용액에서, 상기 중합체 또는 중합체 조성물은 폴리비닐리덴플루오라이드(Polyvinylidene fluoride), 비닐리덴플루오라이드-헥사플루오로프로필렌(Vinylidene fluoride-hexafluoropropylene) 공중합체, 폴리아크릴로니트릴(Polyacrylonitrile), 폴리비닐리덴클로라이드(Polyvinylidene chloride), 폴리메타크릴레이트(Polymethacrylate), 폴리에틸렌, 폴리에틸렌왁스(Polyethylene wax), 염화 폴리에틸렌(Chlorinated polyethylene), 염화 폴리프로필렌(Chlorinated Polypropylene), 폴리비닐알코올(Polyvinyl alcohol), 폴리우레탄(Polyurethane), 메타크릴레이트(Methacrylate)와 아크릴로니트릴(Acrylonitrile)의 공중합체, 폴리옥시에틸렌에테르(Polyoxyethylene ether), 알긴산나트륨(Sodium alginate), 셀룰로오스 유도체, 폴리디메틸실록산(Polydimethylsiloxane), 폴리이미드(Polyimide), 폴리우레탄, 폴리스티렌술폰산나트륨(Sodium polystyrenesulfonate), 술폰화 폴리에테르에테르케톤(Sulfonated polyetheretherketone), 폴리비닐알콜비닐술폰산그라프트(Polyvinyl alcohol vinyl sulfonic acid graft) 공중합체, 술폰화폴리술폰(Sulfonated polysulfone), 술폰화 폴리벤즈이미다졸(Sulfonated polybenzimidazole), 술폰화폴리페닐퀴놀린(Sulfonated polyphenylquinoline), 퍼플루오로술폰산(Perfluorosulfonic acid) 중합체(예를 들어 Nafion) 중의 하나 또는 여러 가지를 포함하며,
바람직하게, 상기 유기 용매를 매질로 사용하는 용액에서, 상기 유기 용매는 아세톤(Acetone), 부타논(Butanone) 등과 같은 케톤계의 용매로부터 선택될 수 있고, 메탄올(Methanol), 에탄올(ethanol) 등과 같은 알코올계 용매로부터 선택될 수도 있으며, 클로로메탄(Chloromethane), 디클로로메탄(Dichloromethane), 클로로포름(chloroform), 사염화탄소(Carbon tetrachloride) 등과 같은 할로겐화 탄화수소계 용매로부터 선택될 수도 있고, N,N-디메틸포름아미드(N,N-dimethylformamide), N,N-디메틸아세트아미드(N,N-dimethylacetamide) 등과 같은 아미드계 용매로부터 선택될 수도 있으며, 벤젠(benzene), 톨루엔(toluene), 자일렌(xylene) 등과 같은 벤젠계 용매로부터 선택될 수도 있고, 테트라히이드로푸란(Tetrahydrofuran), N-메틸피롤리돈(N-methylpyrrolidone), 디메틸술폭시드(Dimethyl sulfoxide), 에틸에테르(ethyl ether)으로부터 선택될 수도 있으며,
바람직하게, 상기 물을 매질로 사용하는 용액에서, 상기 수용성 중합체 또는 수용성 중합체 조성물은 폴리비닐알코올, 폴리옥시에틸렌에테르, 알긴산나트륨, 소듐카르복시메틸셀룰로오스(Sodium carboxymethyl cellulose), 폴리아크릴아미드(Polyacrylamide), 키토산(Chitosan), 콘작글루코만난(Konjac glucomannan) 중의 하나 또는 여러 가지를 포함하고,
바람직하게, 상기 물을 매질로 사용하는 분산액에서, 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물은 폴리비닐리덴플루오라이드, 폴리비닐리덴클로라이드, 폴리테트라플루오로에틸렌(Polytetrafluoroethylene), 비닐리덴플루오라이드-헥사플루오로프로필렌 공중합체, 폴리스티렌(Polystyrene), 폴리메틸메타크릴레이트(Polymethylmethacrylate), 폴리우레탄, 퍼플루오로술폰산 중합체(예를 들어 Nafion) 중의 하나 또는 여러 가지를 포함하는 복합 다공성막의 제조 방법. - 제1항, 제3항 또는 제4항 중 어느 한 항에 따른 복합 다공성막의 제조 방법으로서, 상기 방법은,
세로연신막의 일측 또는 양측 표면에 코팅액을 도포하고, 다시 가로연신하여 상기 복합 다공성막을 제조하여 얻는 단계를 포함하며,
바람직하게, 상기 세로연신막은 코팅된 후, 다시 가로연신과정을 거치고, 세로연신막은 가로연신 처리되어 본 발명의 다공성 베이스층을 제조하여 얻으며; 코팅액은 가로연신 처리되어 복합 다공성막의 가로연신 방향으로 배향된 나노 섬유상의 비폴리올레핀계 중합체 다공성층을 제조하여 얻고,
바람직하게, 상기 세로연신막의 공극율은 5 ~ 35 %이며, 더 바람직하게, 상기 세로연신막의 공극율은 15 ~ 35 %이고, 바람직하게, 상기 세로연신막의 두께는 16 ~ 80 μm이며; 더 바람직하게, 상기 세로연신막의 두께는 20 ~ 60 μm이고,
바람직하게, 상기 복합 다공성막은,
1) 폴리프로필렌에 β결정형의 형성을 촉진시킬 수 있는 조핵제를 첨가하고, 조핵제가 혼합된 폴리프로필렌을 용융 압출, 성형하여 고β결정막을 얻는 단계;
2) 고β결정막을 세로연신하여 세로연신막을 얻고, 코팅액을 상기 세로연신막의 일측 또는 양측 표면에 도포하며, 다시 가로연신하여 상기 복합 다공성막을 제조하여 얻은 단계;를 포함하는 방법에 의해 제조될 수 있고,
바람직하게, 상기 고β결정막의 두께는 80 ~ 300 μm이며, 더 바람직하게, 상기 고β결정막의 두께는 100 ~ 200 μm이고,
바람직하게, 단계(S3) 및 단계2)에서, 상기 세로연신의 온도는 60 ~ 120 ℃이며, 바람직하게, 상기 세로연신의 온도는 80 ~ 110 ℃이고; 상기 세로연신의 배율은 2.5 ~ 5.5배이며, 바람직하게, 상기 세로연신의 배율은 3 ~ 5배이고; 상기 코팅액 건조 후 얻은 두께는 0.3 ~ 10 μm이며; 바람직하게, 건조 후 얻은 상기 코팅액의 두께는 2 ~ 10 μm이고, 바람직하게는 3 ~ 5 μm이며,
바람직하게, 단계(S4) 및 단계2)에서, 상기 가로연신의 온도는 120 ~ 150 ℃이고; 상기 가로연신의 배율은 2 ~ 5배이며; 더 바람직하게, 상기 가로연신의 온도는 130 ~ 140 ℃이고; 상기 가로연신의 배율은 2.5 ~ 4.5배이며,
바람직하게, 상기 복합 다공성막은,
a) 폴리프로필렌을 용융 압출하고, 고속 연신 배향에 의해 성형하여 폴리프로필렌 초기 필름을 얻는 단계;
b) 폴리프로필렌 초기 필름을 고온 어닐링하여 폴리프로필렌 프리스트레치 필름(pre-stretche film)를 얻는 단계;
c) 건식 일축 연신 공정에 의해 폴리프로필렌 프리스트레치 필름을 연신하여 세로연신막을 얻고, 세로연신막의 일측 또는 양측 표면에 코팅액을 도포하며, 다시 가로연신하여 상기 복합 다공성막을 제조하여 얻는 단계;를 포함하는 방법에 의해 제조될 수도 있고,
단계c)는 구체적으로,
c') 폴리프로필렌 프리스트레치 필름을 다층 적층 처리하고, 20 ~ 50 ℃의 온도 하에서 20 ~ 50 %으로 프리스트레치한 후, 100 ~ 130 ℃의 온도 하에서 계속하여 30 ~ 80 % 연신하며, 선택적으로 연신된 후 다층 적층된 세로연신막을 박리하여 분리함으로써 세로연신막을 얻고; 다음, 세로연신막의 일측 또는 양측 표면에 코팅액을 도포하며, 다시 가로연신하여 상기 복합 다공성막을 제조하여 얻는 단계;를 포함하고,
바람직하게, 단계c)에서, 상기 다층 적층 처리는 적어도 한 층의 폴리프로필렌 프리스트레치 필름을 적층 처리하는 것일 수 있으며, 연신 후 적어도 한 층을 포함하는 세로연신막을 제조하여 얻고; 더 바람직하게, 8 ~ 16층의 폴리프로필렌 프리스트레치 필름을 적층 처리하며, 연신 후 층간 박리하여 1 ~ 4층을 포함하는 세로연신막을 얻고,
바람직하게, 상기 코팅액은 물을 매질로 사용하는 분산액이며; 상기 코팅액은 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 포함하고; 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물은 과립 형태로 체계에 분산되며, 상기 과립의 평균 직경은 0.01 ~ 3 μm이고, 더 바람직하게는 0.1 ~ 1 μm이며,
바람직하게, 상기 물을 매질로 사용하는 분산액은 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 유화중합하는 방법으로 얻은 중합체 또는 중합체 조성물의 유액일 수 있거나, 또는 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물을 연마 또는 분쇄하는 방법으로 얻은 중합체 또는 중합체 조성물을 함유한 수분산체일 수도 있고,
바람직하게, 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물의 유리전이온도 또는 용점은 가로연신 온도보다 낮으며,
바람직하게, 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물은 폴리비닐리덴플루오라이드, 폴리비닐리덴클로라이드, 비닐리덴플루오라이드-헥사플루오로프로필렌 공중합체, 폴리스티렌, 폴리메틸메타크릴레이트, 폴리부틸렌숙시네이트(Polybutylene succinate), 폴리우레탄, 퍼플루오로술폰산 중합체(예를 들어 Nafion) 중의 하나 또는 여러 가지를 포함하고,
바람직하게, 물을 매질로 사용하는 분산액에서 상기 물에 용해되지 않는 중합체 또는 물에 용해되지 않는 중합체 조성물의 질량 백분 함량은 5 ~ 50 %이고, 더 바람직하게는 10 ~ 30 %이며,
바람직하게, 상기 물을 매질로 사용하는 분산액에서 물의 질량 백분 함량은 50 ~ 95 %이고, 더 바람직하게는 70 ~ 90 %이며
바람직하게, 상기 코팅액은 유기 충진재 또는 무기 충진재를 더 포함하고; 상기 무기 충진재는 실리카, 이산화티탄, 산화란타늄, 이산화지르코늄, 산화알루미늄, 황산바륨, 탄산칼슘, 질화탄소, 뵘석, 탄화규소, 분자체, 활석분, 벤토나이트 중의 하나 또는 여러 가지를 포함하며, 바람직하게, 상기 유기 충진재는 폴리테트라플루오로에틸렌, 폴리에테르에테르케톤(Polyetheretherketone), 폴리에테르설폰(Polyethersulfone), 폴리페닐에테르(polyphenyl ether) 중의 하나 또는 여러 가지와 같은 고온 내성 고분자를 포함하고,
바람직하게, 상기 유기 충진재의 첨가량은 코팅액의 5 ~ 10 wt%이며; 상기 무기 충진재의 첨가량은 코팅액의 5 ~ 20 wt%이고,
바람직하게, 상기 코팅액은 바인더를 더 포함하며; 상기 바인더는 폴리아크릴레이트 유액, 폴리우레탄 유액, 폴리부타디엔-스티렌(Polybutadiene-styrene) 유액, 폴리비닐알코올, 카르복시메틸셀룰로오스(Carboxymethyl cellulose) 등을 포함하고; 상기 바인더의 첨가량은 코팅액 질량의 2 ~ 8 wt%이며; 바람직하게는 3 ~ 6 wt%인 복합 다공성막의 제조 방법. - 제1항 내지 제4항 중 어느 한 항에 따른 복합 다공성막을 포함하는 리튬 전지 격막(separator).
- 제1항 내지 제4항 중 어느 한 항에 따른 복합 다공성막을 포함하는 가스 분리막.
- 제1항 내지 제4항 중 어느 한 항에 따른 복합 다공성막을 제조하는 장치로서,
상기 장치는 피딩 압출 시스템, 플로우 캐스팅(flow casting) 시스템, 세로연신 시스템, 제2 도포 시스템 및 가로연신 시스템을 포함하고;
상기 피딩 압출 시스템은 플로우 캐스팅 시스템에 의해 세로연신 시스템과 연결되며, 상기 세로연신 시스템은 제2 도포 시스템에 의해 가로연신 시스템과 연결되고,
바람직하게, 상기 피딩 압출 시스템은 피더, 스크류 압출기, 제1 용융 파이프, 필터 및 제2 용융 파이프를 포함하며; 상기 제2 용융 파이프는 플로우 캐스팅 시스템과 연결되고; 상기 피더는 상기 스크류 압출기의 공급구의 상방에 위치되며; 상기 스크류 압출기는 제1 용융 파이프에 의해 필터와 연결되고; 상기 필터는 제2 용융 파이프에 의해 플로우 캐스팅 시스템과 연결되며,
바람직하게, 상기 제1 용융 파이프에 계량 펌프가 더 구비되고,
바람직하게, 상기 플로우 캐스팅 시스템은 다이 헤드와 캐스팅 롤러를 포함하며; 상기 다이 헤드는 두께를 자동으로 조절 가능한 다이 헤드로부터 선택되고; 상기 캐스팅 롤러는 온도가 정확하게 제어되는 캐스팅 롤러로부터 선택되며,
바람직하게, 상기 장치는 제1 도포 시스템을 더 포함하고, 상기 제1 도포 시스템은 플로우 캐스팅 시스템과 세로연신 시스템 사이에 구비되며,
바람직하게, 상기 제1 도포 시스템은 제1 도포 부재를 포함하고; 상기 제2 도포 시스템은 제2 도포 부재를 포함하며,
바람직하게, 상기 세로연신 시스템은 온도가 정확하게 제어되는 예열, 연신 및 히트세트 롤러 세트를 포함하고, 상기 가로연신 시스템은 트랙, 체인, 오븐 및 동력전달 기구를 포함하며,
바람직하게, 상기 장치는 제조하여 얻은 복합 다공성막을 롤링된 다공성막으로 제조하기 위한 견인 롤링 시스템을 더 포함하고,
바람직하게, 상기 장치는 두께 측정 피드백 제어 시스템을 더 포함하며; 상기 두께 측정 피드백 제어 시스템은 두께 측정기와 제어 시스템을 포함하고; 상기 두께 측정기는 막의 두께를 온라인으로 측정하며, 제어 시스템을 제어하여 다이 헤드를 자동으로 조절함으로써, 다공성막 두께를 자동으로 제어할 수 있고,
바람직하게, 상기 두께 측정 피드백 제어 시스템은 제1 두께 측정 피드백 제어 시스템과 제2 두께 측정 피드백 제어 시스템을 포함하며, 상기 제1 두께 측정 피드백 제어 시스템은 플로우 캐스팅 시스템과 세로연신 시스템 사이에 구비되고, 상기 제2 두께 측정 피드백 제어 시스템은 가로연신 시스템 뒤에 구비되며,
바람직하게, 상기 제1 두께 측정 피드백 제어 시스템은 비연신된 필름의 두께를 측정하고 제어하거나 적어도 일측 표면에 코팅액이 코팅된 비연신된 필름의 두께를 측정하고 제어하기 위한 필름 두께 측정기를 포함하고,
바람직하게, 상기 제2 두께 측정 피드백 제어 시스템은 연신된 박막의 두께를 측정하고 제어하기 위한 박막 두께 측정기를 포함하며,
바람직하게, 상기 장치는 자동 제어 시스템을 더 포함하고; 상기 자동 제어 시스템은 장치의 온도, 압력, 장력 및 속도를 제어하기 위한 압력 및 온도 제어 모듈, PLC, 컨버터, 센서를 포함하는 복합 다공성막을 제조하는 장치. - 복합 다공성막의 제조 방법으로서,
제9항에 따른 장치에 의해 제조되고, 상기 제조방법은,
(a) β결정형의 형성을 촉진시킬 수 있는 조핵제를 포함하는 폴리프로필렌을 피더에 의해 스크류 압출기에 넣어 용융시키고, 용융물은 제1 용융 파이프를 통해 계량 펌프로 흐르며, 정확하게 계량된 후, 필터로 여과하여 제2 용융 파이프로 들어가는 단계;
(b) 단계(a)의 용융물은 다이 헤드를 통해 캐스팅 롤러 상에 캐스팅시며 고β결정의 필름을 형성하는 단계;
(c) 캐스팅 롤러에서 단계(b)의 고β결정의 필름을 박리하는 단계;
선택적으로, 제1 도포 시스템에 의해 코팅액을 필름의 일측 또는 양측 표면에 도포하고;
선택적으로, 고β결정의 필름은 필름 두께 측정기에 의해 모니터링되어, 비연신된 필름의 두께 또는 적어도 일측 표면에 코팅액이 도포된 비연신된 필름의 두께를 측정하며;
(d) 단계(c)의 비연신된 필름 또는 일측 또는 양측 표면에 코팅액이 도포된 비연신된 필름을 세로연신 시스템에 의해 세로연신된 필름을 얻는 단계;
(e) 제2 도포 시스템에 의해 코팅액을 단계(d)의 세로연신된 필름의 일측 또는 양측 표면에 도포하는 단계;
(f) 단계(e)의 필름을 가로연신 시스템에 의해 가로연신된 필름을 얻고, 제조하여 상기 복합 다공성막을 얻는 단계;를 포함하고,
상기 제조 방법은,
(g) 단계(f)의 복합 다공성막을 견인 롤링 시스템에 의해 롤링된 복합 다공성막을 얻는 단계;를 더 포함하며;
선택적으로, 견인 롤링 시스템 이전에, 박막 두께 측정기에 의해 복합 다공성막의 두께를 모니터링하는 것인, 복합 다공성막의 제조 방법.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710744074.XA CN109422890A (zh) | 2017-08-25 | 2017-08-25 | 一种复合聚丙烯微孔膜及其制备方法和用途 |
| CN201710744074.X | 2017-08-25 | ||
| CN201810302163 | 2018-04-04 | ||
| CN201810302163.3 | 2018-04-04 | ||
| PCT/CN2018/102316 WO2019037785A1 (zh) | 2017-08-25 | 2018-08-24 | 一种复合多孔膜及其制备方法和用途 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200047451A true KR20200047451A (ko) | 2020-05-07 |
Family
ID=65439781
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197035820A KR20200047451A (ko) | 2017-08-25 | 2018-08-24 | 복합 다공성막 및 이의 제조 방법과 용도 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11603443B2 (ko) |
| EP (1) | EP3674354A4 (ko) |
| JP (1) | JP7273415B2 (ko) |
| KR (1) | KR20200047451A (ko) |
| WO (1) | WO2019037785A1 (ko) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112538188B (zh) * | 2019-09-20 | 2022-10-21 | 中国石油化工股份有限公司 | 一种智能控湿阻隔复合薄膜及其制备方法和应用 |
| US20220190306A1 (en) * | 2020-12-10 | 2022-06-16 | Applied Materials, Inc. | Web edge metrology |
| CN112599724B (zh) * | 2020-12-14 | 2023-03-24 | 天津市捷威动力工业有限公司 | 一种复合正极、全固态锂硫电池及它们的干法制备方法 |
| CN115312965A (zh) * | 2021-05-08 | 2022-11-08 | 江苏星源新材料科技有限公司 | 复合隔膜及其制备方法 |
| CN114142160B (zh) * | 2021-11-27 | 2023-07-28 | 上海比杰科技有限公司 | 一种纳米陶瓷-聚丙烯复合电池隔膜及制备方法 |
| WO2023135153A1 (en) * | 2022-01-11 | 2023-07-20 | Blue Foot Membranes Nv | Method for operating a water filtration module and module |
| WO2023144410A1 (en) | 2022-01-31 | 2023-08-03 | Blue Foot Membranes Nv | Method for the production of a membrane envelope |
| CN114243210B (zh) * | 2022-02-25 | 2022-05-13 | 深圳市博盛新材料有限公司 | 一种耐老化锂离子电池隔膜及其制作方法 |
| CN114870654A (zh) * | 2022-05-09 | 2022-08-09 | 广东工业大学 | 一种纳米改性碳片基超滤膜材料及其制备方法与应用 |
| CN115377606B (zh) * | 2022-08-23 | 2023-12-12 | 北京化工大学 | 一种多功能锂硫电池用高性能壳聚糖/聚丙烯腈隔膜及其制备方法和应用 |
| CN115621660B (zh) * | 2022-09-08 | 2023-05-09 | 阜阳隆能科技有限公司 | 一种用于锂电池电芯的复合隔膜、锂电池电芯及锂电池 |
| CN115447244A (zh) * | 2022-10-19 | 2022-12-09 | 浙江和顺新材料有限公司 | 一种吸音隔音多层薄膜及其复合结构、壁纸及制备方法 |
| CN116041758A (zh) * | 2022-12-07 | 2023-05-02 | 四川大学 | 高储能、低损耗的聚乙烯/聚偏二氟乙烯复合薄膜及其制备方法和应用 |
| CN116494623B (zh) * | 2023-06-30 | 2024-01-19 | 河北海伟电子新材料科技股份有限公司 | 介电复合膜及在薄膜电容器中的用途 |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4257997A (en) * | 1979-06-01 | 1981-03-24 | Celanese Corporation | Solvent stretch process for preparing a microporous film |
| CN1017682B (zh) | 1990-11-13 | 1992-08-05 | 中国科学院化学研究所 | 高透过性聚丙烯微孔膜及其制法 |
| JPH0564862A (ja) * | 1991-02-27 | 1993-03-19 | Oji Yuka Synthetic Paper Co Ltd | 鉛筆筆記性及び印刷性に優れた合成紙 |
| JPH0676808A (ja) * | 1992-06-29 | 1994-03-18 | Japan Gore Tex Inc | 電池用隔膜及び電池 |
| JPH06172562A (ja) * | 1992-11-25 | 1994-06-21 | Diafoil Co Ltd | 積層ポリエステルフィルム |
| DE69824276T2 (de) * | 1997-10-23 | 2005-07-07 | Tonen Chemical Corp. | Verfahren zur herstellung einer hochdurchlässigen mitroporösen polyolefinische folie |
| US6010776A (en) * | 1998-05-19 | 2000-01-04 | 3M Innovative Properties Company | Microporous materials containing cross-linked oil |
| KR100681214B1 (ko) * | 1999-06-01 | 2007-02-09 | 데이진 가부시키가이샤 | 잉크 수상 기재용 폴리에스테르 필름 및 잉크 수상 기재 |
| JP5342775B2 (ja) * | 2005-03-31 | 2013-11-13 | 東レバッテリーセパレータフィルム株式会社 | ポリオレフィン微多孔膜の製造方法及びその微多孔膜 |
| JP5283379B2 (ja) * | 2005-03-31 | 2013-09-04 | 東レバッテリーセパレータフィルム株式会社 | ポリオレフィン微多孔膜及びその製造方法 |
| JP3992055B2 (ja) * | 2005-05-11 | 2007-10-17 | 東洋紡績株式会社 | 蒸着フィルム |
| CN101245150B (zh) | 2007-05-08 | 2010-09-22 | 中国科学院化学研究所 | 非对称性的聚丙烯多孔膜及其制备方法 |
| US20100093878A1 (en) * | 2007-12-27 | 2010-04-15 | E.I. Du Pont De Nemours And Company | Crosslinkable fluoropolymer, crosslinked fluoropolymers and crosslinked fluoropolymer membranes |
| US20110223486A1 (en) * | 2010-03-12 | 2011-09-15 | Xiaomin Zhang | Biaxially oriented porous membranes, composites, and methods of manufacture and use |
| JP5419817B2 (ja) * | 2010-07-13 | 2014-02-19 | 三菱樹脂株式会社 | 積層多孔フィルム、非水電解液二次電池用セパレータ、および非水電解液二次電池 |
| JP6060079B2 (ja) * | 2011-09-09 | 2017-01-11 | 旭化成株式会社 | ポリケトン多孔膜 |
| US9368778B2 (en) * | 2011-11-15 | 2016-06-14 | Teijin Limited | Separator for non-aqueous secondary battery, method for producing the same, and non-aqueous secondary battery |
| CN102394282B (zh) * | 2011-11-25 | 2014-12-10 | 佛山市金辉高科光电材料有限公司 | 一种锂离子二次电池多孔多层隔膜及其制造方法 |
| KR102656529B1 (ko) * | 2012-08-07 | 2024-04-12 | 셀가드 엘엘씨 | 리튬 이온 배터리용의 개선된 세퍼레이터 막 및 관련 방법 |
| KR101551359B1 (ko) | 2012-08-21 | 2015-09-08 | 주식회사 아모그린텍 | 셧다운 기능을 갖는 복합 다공성 분리막 및 그 제조방법과 이를 이용한 이차전지 |
| JP6093636B2 (ja) * | 2013-04-24 | 2017-03-08 | 三菱樹脂株式会社 | 積層多孔フィルム、非水電解液二次電池用セパレータ、及び非水電解液二次電池 |
| KR102269114B1 (ko) * | 2013-05-31 | 2021-06-23 | 도레이 카부시키가이샤 | 폴리올레핀 다층 미다공막 및 이의 제조 방법 |
| MY183711A (en) * | 2013-09-10 | 2021-03-09 | Toray Industries | Secondary battery separator and secondary battery |
| JP6290570B2 (ja) * | 2013-10-02 | 2018-03-07 | 積水化学工業株式会社 | 耐熱性微多孔フィルム、非水電解液二次電池用セパレータ、非水電解液二次電池、及び耐熱性微多孔フィルムの製造方法 |
| US10340544B2 (en) * | 2013-12-19 | 2019-07-02 | Treofan Germany Gmbh & Co. Kg | Ion-exchange membrane made of a biaxially stretched β-porous film |
| CN103724646B (zh) | 2013-12-27 | 2016-06-22 | 四川东方绝缘材料股份有限公司 | 一种聚酯型涂层低水汽透过率聚酯薄膜及其制备方法 |
| JP6331556B2 (ja) * | 2014-03-26 | 2018-05-30 | 東レ株式会社 | 積層多孔性フィルム、その製造方法および蓄電デバイス用セパレータ |
| JP2015201389A (ja) * | 2014-04-09 | 2015-11-12 | 三菱樹脂株式会社 | 積層多孔フィルム、非水電解液二次電池用セパレータ、及び非水電解液二次電池 |
| CN203779820U (zh) | 2014-04-28 | 2014-08-20 | 山东胜通集团股份有限公司 | 聚酯光学膜自控生产系统 |
| JP6294176B2 (ja) * | 2014-07-02 | 2018-03-14 | 旭化成株式会社 | 微多孔性フィルムの製造方法 |
| KR20160049851A (ko) * | 2014-10-28 | 2016-05-10 | 에스케이이노베이션 주식회사 | 압출코팅법을 이용한 이차전지용 분리막의 제조방법 및 이로부터 제조된 분리막 |
| US20180083247A1 (en) * | 2015-04-01 | 2018-03-22 | Mitsubishi Chemical Corporation | Multilayer porous film, battery separator, and battery |
| KR20180005258A (ko) * | 2015-06-03 | 2018-01-15 | 셀가드 엘엘씨 | 개선된 낮은 저항 미세 다공성 배터리 분리막, 분리기, 셀, 배터리 및 이와 관련된 방법. |
| RU2732614C2 (ru) * | 2015-09-18 | 2020-09-22 | СЕЛГАРД, ЭлЭлСи | Усовершенствованные мембраны, каландрированные микропористые мембраны, аккумуляторные сепараторы и соответствующие способы |
| TWI708634B (zh) * | 2015-11-20 | 2020-11-01 | 日商迪愛生股份有限公司 | 使用聚合物之透過膜及其積層體 |
| CN105826508B (zh) * | 2016-05-27 | 2018-09-18 | 北京师范大学 | 压电陶瓷复合隔膜、其制备方法及锂离子电池 |
| KR20200054253A (ko) * | 2017-09-12 | 2020-05-19 | 셀가드 엘엘씨 | 침윤성 베이스 필름, 개선된 침윤성 제품 및 관련된 제조방법 |
-
2018
- 2018-08-24 KR KR1020197035820A patent/KR20200047451A/ko not_active Application Discontinuation
- 2018-08-24 US US16/640,391 patent/US11603443B2/en active Active
- 2018-08-24 WO PCT/CN2018/102316 patent/WO2019037785A1/zh unknown
- 2018-08-24 JP JP2020511525A patent/JP7273415B2/ja active Active
- 2018-08-24 EP EP18847905.9A patent/EP3674354A4/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020531323A (ja) | 2020-11-05 |
| JP7273415B2 (ja) | 2023-05-15 |
| WO2019037785A1 (zh) | 2019-02-28 |
| US11603443B2 (en) | 2023-03-14 |
| US20200360866A1 (en) | 2020-11-19 |
| EP3674354A1 (en) | 2020-07-01 |
| EP3674354A4 (en) | 2021-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200047451A (ko) | 복합 다공성막 및 이의 제조 방법과 용도 | |
| CN110350155B (zh) | 一种含沿横向拉伸方向取向的纳米纤维状多孔层的复合微孔膜 | |
| CN109422890A (zh) | 一种复合聚丙烯微孔膜及其制备方法和用途 | |
| CN105633326B (zh) | 芳香族聚酰胺复合隔膜 | |
| JP5057419B2 (ja) | 複合微多孔膜及びその製造方法並びに用途 | |
| CN109509856B (zh) | 一种芳香族聚酰胺微孔膜及其制备方法和用途 | |
| JP5256773B2 (ja) | 多孔性ポリプロピレンフィルム | |
| US9656213B2 (en) | Method of producing microporous polymer membrane and microporous polymer membrane produced by the method | |
| CN110343278B (zh) | 一种复合聚丙烯微孔膜及其制法和包括该膜的锂离子电池隔膜 | |
| JP5194476B2 (ja) | 多孔性ポリプロピレンフィルム | |
| US11901579B2 (en) | Polymer battery separator with interpenetrating network structure and preparation method thereof | |
| WO2012061963A1 (zh) | 多孔膜及其制备方法 | |
| TWI770004B (zh) | 聚烯烴微多孔膜及其製造方法以及電池用隔膜及其製造方法 | |
| CN114512767B (zh) | 锂离子电池隔膜、其制备方法及由其制得的锂离子电池 | |
| TWI770003B (zh) | 聚烯烴微多孔膜及其製造方法以及電池用隔膜及其製造方法 | |
| KR20230124890A (ko) | 폴리올레핀 미세 다공 필름 및 그 생산 시스템, 배터리 격막, 전기화학 장치 | |
| CN1232577C (zh) | 锂离子电池用聚合物隔膜的制备方法 | |
| CN110350131B (zh) | 一种相转化法制备复合聚丙烯微孔膜的方法及其制品和用途 | |
| WO2013185335A1 (zh) | 一种锂离子电池复合隔膜 | |
| JP2015088478A (ja) | 固体電解質層積層多孔性フィルム及び電池用セパレータ、二次電池 | |
| JP6311585B2 (ja) | 多孔体及びその製造方法 | |
| US20210367309A1 (en) | Separator for electric storage device | |
| CN106953054B (zh) | 一种长碳链聚酰胺多孔膜及其制备方法与用途 | |
| Caihong et al. | Melt-stretching polyolefin microporous membrane | |
| CN104371139A (zh) | 冰晶致孔制备陶瓷复合隔膜方法及陶瓷复合隔膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal |