JP5350689B2 - 供給デバイスによって繊維分類デバイスに、特にコーミングデバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置 - Google Patents
供給デバイスによって繊維分類デバイスに、特にコーミングデバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置 Download PDFInfo
- Publication number
- JP5350689B2 JP5350689B2 JP2008169149A JP2008169149A JP5350689B2 JP 5350689 B2 JP5350689 B2 JP 5350689B2 JP 2008169149 A JP2008169149 A JP 2008169149A JP 2008169149 A JP2008169149 A JP 2008169149A JP 5350689 B2 JP5350689 B2 JP 5350689B2
- Authority
- JP
- Japan
- Prior art keywords
- roller
- fiber
- suction
- combing
- supply means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
- D01G19/10—Construction, mounting, or operating features of combing elements
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
- D01G19/14—Drawing-off and delivery apparatus
- D01G19/16—Nipper mechanisms
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
- D01G19/26—Driving arrangements
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
Description
ラップの前処理
複数のスライバは、ラップ16を形成するために組み合わされ共に牽伸される。複数のラップ16を積んで置くことによって、重ね合わせることが出来る。得られたラップ16は、ロータコーミング機械2の送給要素10に直接導入される。材料の流れは、曲がったラップを形成することによって中断されない。
平坦なコーミング機械と違って、上流のラップ16は、コンベヤ要素によって連続的に送給される。送給量は、ニッパ18(反転ニッパ)の終了時点と第1ロータ12(旋回ロータ)の終了時点との二つの間で運搬されるラップ16の長さによって決定される。
配列されラップ16から突出する繊維タフトは、第1ロータ12(旋回ロータ)の挟持デバイス18(反転ニッパ)によって挟持される。第1ロータ12の挟持デバイス18は、取外しの機能を有する。
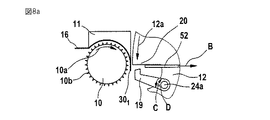
図8a〜8cは、吸引によってもたらされる送給ローラ10から第1ローラ12(旋回ロータ)に供給された繊維材料301を移送し、吸引によってもたらされる送給ローラ10から供給された繊維材料301を第1ローラ12によって巻き取る作業手順を線図で示し、これらの図は時系列で順次示される。即ち、図8aでは、送給ローラ10によって10a方向に繊維材料16を取り入れ、コームセグメント12bと送給トラフ11との間に繊維材料を挟持してローラ12の吸引領域に自由端部301を前進させる。図8bは、上方ニッパ19と下方ニッパ20との間の吸引チャネル52の空気流Bによる自由端部301の吸引を示す。吸引を介して、繊維束301は、曲げられて引き伸ばされる。この作業で、繊維スライバ301は、送給ローラ10と送給トラフ11との間で挟持され続ける。図8cにおいて、枢動継手24aの周りで上方ニッパ19のC方向の回転が行われ、それにより挟持デバイス18が閉鎖され、繊維スライバ301の端部領域が、上方ニッパ19と下方ニッパ20との間に挟持される。
反転ニッパ18を備える旋回ロータ12の12a方向の回転の結果として、挟持された繊維タフトは送給ラップから摘出され、反転ニッパ18によって挟持されないラップ16の繊維が保持されるように、ラップ16に作用する保持力が必要である。保持力は、送給手段のコンベヤ要素によって、又は送給トレイ又は頂部コームのような追加の手段によって加えられる。保持力を発生する要素は、頂部コームの機能を有する。
繊維タフトが、配列され、第2ロータ13(コーミングロータ)の挟持デバイス12(コーミングニッパ)に移送される。コーミングデバイス21が閉鎖する時点で、反転ニッパの挟持ラインと挟持ニッパの挟持ラインとの間の距離は、軌間を決定する。
図9a〜9cは、吸引によってもたらされる第1ローラ12から第2ローラ13(旋回ロータ)に供給された繊維材料302を移送し、吸引によってもたらされる第1ローラ12から供給される繊維材料302を第2ローラ13によって巻き取る作業手順を線図で示し、これらの図は時系列で順次示される。
コーミングニッパ21から突出る繊維タフトは、コーミングによって除去される挟持されない繊維を含む。
梳き取りされた繊維タフト303は、取出しローラ14に投入される。吸引によって作用され空気透過性である、取出しローラ14の表面は、繊維タフトを取出しローラ14に投入し引き伸ばす。繊維タフトは重ね合わせて置かれ、屋根瓦のように重なってウェブを形成する。
吸引による作用なしに、取出しローラ上の点で取出しローラ14からウェブ17が摘出され、ファネル34に導かれる。
結果として生じるコーマスライバを重ねて牽伸(牽伸システム50)することができ、それから、コーマスライバは、例えばコイラー3aによってカン3bに投入される。
Claims (30)
- 供給手段によって繊維分類デバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための装置であって、
前記繊維束をその自由端からある距離で挟持する挟持デバイスが備えられ、非挟持成分を前記繊維束の自由端からほぐして摘出するために、挟持部位から前記繊維束の自由端にコーミング作用を生成する機械的手段が存在し、前記供給された繊維材料を移送するために、挟持要素が存在する装置において、
前記供給手段(8;10、11、27a、27b、28a、28b)の下流に、中断なしに回転する少なくとも2つの回転可能に装着されるローラ(12;13)が配置され、該ローラが、順番に搬送される前記繊維束(16;301〜303)用の挟持デバイス(18、19、20;21、22、23)を備え、該挟持デバイスが少なくとも一つの前記ローラの周縁領域に離間して分布し、コーミング作用を生成するためのコーミング要素が、少なくとも一つの前記ローラ(13)と関連付けられ、前記供給された繊維束(301、302)の吸引のために、少なくとも一つの吸引デバイス(52、56)が、前記供給手段(8;10、11、27a、27b、28a、28b)から前記第1ローラ(12)までの前記繊維束(301)の移送領域の、及び/又は前記第1ローラ(12)から前記第2ローラ(13)までの前記繊維材料(302)の移送領域の前記挟持デバイス(18、19、20;21、22、23)と関連付けられており、
前記挟持デバイスによって挟持する前の移送時に、吸引空気流が前記供給された繊維束に作用しており、
前記吸引デバイスが、吸引チャネルの構造であり、
減圧領域が、前記第1ローラの及び/又は前記第2ローラの内部にあり、
前記減圧領域と前記吸引チャネルとの間の個別の吸引チャネルでの吸引流は、前記吸引流が前記ローラの周縁の、特定の調整可能な所定の角度位置にのみ適用されるように調整が可能であることを特徴とする、装置。 - 前記吸引空気流が、供給されるべき及び巻き取られるべき前記繊維束の整列と移動とに影響を及ぼすことを特徴とする、請求項1に記載の装置。
- 少なくとも一つの送風開口部が、供給手段から前記第1ローラの前記繊維束の吐出領域に、及び/又は前記第1ローラから前記第2ローラの前記繊維材料の吐出領域に備えられることを特徴とする、請求項1または2に記載の装置。
- 送風デバイスが前記供給手段と関連付けられることを特徴とする、請求項1から3のいずれか一項に記載の装置。
- 前記繊維材料の吸引のために、前記供給手段の開口部が、前記供給手段の領域の前記第1ローラに配置されることを特徴とする、請求項1から4のいずれか一項に記載の装置。
- 前記繊維材料の吸引のために前記吸引デバイスの開口部が、前記第1ローラと前記第2ローラとの間で前記繊維材料の移送領域の前記第2ローラに配置されることを特徴とする、請求項1又は5に記載の装置。
- 前記吸引チャネルが、吸引開口部を備える開放端部を有することを特徴とする、請求項1に記載の装置。
- 前記吸引チャネルが、負圧領域と接続される別の端部を有することを特徴とする、請求項1または7に記載の装置。
- 前記吸引チャネルが、前記第1ローラの内側に及び/又は前記第2ローラの内側に配置されることを特徴とする、請求項1、7、8のいずれか一項に記載の装置。
- 前記吸引チャネルが、前記第1ローラと及び/又は前記第2ローラと共に回転することを特徴とする、請求項1、7から9のいずれか一項に記載の装置。
- 少なくとも一つの吸引チャネルが、各ニッパデバイス(上方ニッパ、下方ニッパ)に関連付けられることを特徴とする、請求項1、7から10のいずれか一項に記載の装置。
- 前記吸引チャネルが、把持要素(上方ニッパ)と対向要素(下方ニッパ)とのほぼ間に配置されることを特徴とする、請求項1、7から11のいずれか一項に記載の装置。
- 前記吸引チャネルが、前記減圧領域に接続されることを特徴とする、請求項1に記載の装置。
- 前記減圧領域が、吸引源に接続されることを特徴とする、請求項1または13に記載の装置。
- 前記吸引流の開放が、前記把持要素(上方ニッパ)の運動によって行うことが出来ることを特徴とする、請求項1から14のいずれか一項に記載の装置。
- 減圧領域が、所定の角度位置にのみ配置されることを特徴とする、請求項1に記載の装置。
- 送風空気流が、前記供給手段の領域に形成されることを特徴とする、請求項1から16のいずれか一項に記載の装置。
- 送風空気流が、前記第1ローラと前記第2ローラとの間の移送領域に形成されることを特徴とする、請求項1から17のいずれか一項に記載の装置。
- 前記供給手段の領域で、前記送風空気流を発生するための要素が、前記供給手段の直下に及び/又は直上に固定して配置されることを特徴とする、請求項1から18のいずれか一項に記載の装置。
- 送風空気源が、前記供給手段の内側に配置されることを特徴とする、請求項1から19のいずれか一項に記載の装置。
- 前記送風空気流が、前記供給手段の空気透過性表面を介して又は空気通過開口部を介して、前記第1ローラの方向に流れることを特徴とする、請求項17または18に記載の装置。
- 空気流源が、各ニッパデバイスの直下で及び/又は直上で、前記第1ローラと前記第2ローラとの間の移送領域に配置されることを特徴とする、請求項1から21のいずれか一項に記載の装置。
- 前記供給手段と前記第1ローラとの間で、スクリーン要素が前記繊維材料の上方に配置されることを特徴とする、請求項1から22のいずれか一項に記載の装置。
- 前記供給手段と前記第1ローラとの間で、それぞれのスクリーン要素が前記繊維材料の横方向に配置されることを特徴とする、請求項23に記載の装置。
- 空気流のための空気案内要素があることを特徴とする、請求項1から24のいずれか一項に記載の装置。
- 前記少なくとも二つの回転可能に装着されるローラ(12、13)が、少なくとも一つの旋回ロータと少なくとも一つのコーミングロータとを包含することを特徴とする、請求項1から25のいずれか一項に記載の装置。
- 前記旋回ロータ(12)と前記コーミングロータ(13)とが、反対方向の回転(それぞれ12aと13a)を有することを特徴とする、請求項26に記載の装置。
- 前記供給された繊維束(301、302)の吸引を支援するために、少なくとも一つの送風デバイスが、前記供給手段(8;10、11、27a、27b、28a、28b)から前記第1ローラ(12)への前記繊維束(301)の移送領域で、及び/又は前記第1ローラ(12)から前記第2ローラ(13)への前記繊維材料(302)の移送領域で、挟持デバイス(18、19、20;21、22、23)と関連付けられることを特徴とする、請求項1から27のいずれか一項に記載の装置。
- 前記吸引デバイス(52、56)は、前記ローラの周縁領域に分布した前記把持デバイスのそれぞれと、前記把持デバイスよりも前記ローラの内側に形成された減圧領域とを接続する複数の吸引チャネルである、請求項1に記載の装置。
- 前記送風空気流は、前記吸引チャネルの吸引方向において前記吸引チャネルの上流に形成されている請求項17に記載の装置。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007030471.6 | 2007-06-29 | ||
| DE102007030471 | 2007-06-29 | ||
| DE102008004098A DE102008004098A1 (de) | 2007-06-29 | 2008-01-11 | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen, der über Zuführmittel einer Fasersortiereinrichtung, insbesondere Kämmeinrichtung zugeführt wird |
| DE102008004098.3 | 2008-01-11 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009013575A JP2009013575A (ja) | 2009-01-22 |
| JP2009013575A5 JP2009013575A5 (ja) | 2011-05-26 |
| JP5350689B2 true JP5350689B2 (ja) | 2013-11-27 |
Family
ID=40076145
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008169149A Expired - Fee Related JP5350689B2 (ja) | 2007-06-29 | 2008-06-27 | 供給デバイスによって繊維分類デバイスに、特にコーミングデバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7895714B2 (ja) |
| JP (1) | JP5350689B2 (ja) |
| CN (14) | CN101333695B (ja) |
| BR (1) | BRPI0803600A2 (ja) |
| CH (1) | CH703676B1 (ja) |
| DE (1) | DE102008004098A1 (ja) |
| IT (1) | ITMI20080987A1 (ja) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0811191D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textille fibre, especially for combing |
| CH703154B1 (de) * | 2007-06-29 | 2011-11-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| CH703441B1 (de) * | 2007-06-29 | 2012-01-31 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Sortierung bzw. Selektion von Fasern eines Faserverbandes aus Textilfasern. |
| CH703786B1 (de) * | 2007-06-29 | 2012-03-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| GB0811207D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| ITMI20081097A1 (it) * | 2007-06-29 | 2008-12-30 | Truetzschler Gmbh & Co Kg | Apparecchiatura per la cernita di fibre o la selezione di fibre di un fascio di fibre comprendente fibre tessili, specialmente per la pettinatura |
| US7823257B2 (en) * | 2007-06-29 | 2010-11-02 | Fa. Trützschler GmbH & Co. KG | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| CN101972066B (zh) * | 2010-10-19 | 2013-03-06 | 吴江源兴工艺鞋业有限公司 | 鞋底海绵填充机 |
| CN102260936B (zh) * | 2011-07-30 | 2013-04-24 | 绍兴县庄洁无纺材料有限公司 | 一种安装在非织造梳理机上的抽吸型道夫装置 |
| CN102334782A (zh) * | 2011-10-07 | 2012-02-01 | 芜湖神合鞋业有限公司 | 一种给鞋底填充夹层的工具 |
| CN102776605B (zh) * | 2012-07-31 | 2014-12-10 | 上海一纺机械有限公司 | 一种精梳机的精梳头结构 |
| CN102864526B (zh) * | 2012-10-10 | 2015-01-07 | 东华大学 | 一种内置钳板组件的精梳机锡林结构 |
| CH709900A2 (de) * | 2014-07-21 | 2016-01-29 | Rieter Ag Maschf | Kämmmaschine. |
| CH710260A2 (de) * | 2014-10-16 | 2016-04-29 | Rieter Ag Maschf | Kämmmaschine. |
| CN104514047A (zh) * | 2014-12-20 | 2015-04-15 | 重庆联合机器制造有限公司 | 一种用于亚麻纤维的间歇传送装置 |
| CN105063816A (zh) * | 2015-08-14 | 2015-11-18 | 吴江福爱梁纺织有限公司 | 一种钳板摆动机构 |
| CN105040184A (zh) * | 2015-08-17 | 2015-11-11 | 吴江福爱梁纺织有限公司 | 一种新型钳板摆动机构 |
| DE102015117154A1 (de) * | 2015-10-08 | 2017-04-13 | Trützschler GmbH & Co Kommanditgesellschaft | Karde mit einer Anspinnvorrichtung |
| CN105563634B (zh) * | 2016-02-05 | 2017-12-22 | 四川省建筑科学研究院 | 一种手持式纤维取向排布机 |
| CN105821531B (zh) * | 2016-06-01 | 2018-01-12 | 金陵科技学院 | 一种圆梳机锡林骨架用副夹板固定释放装置 |
| CN108035015B (zh) * | 2016-11-15 | 2023-07-21 | 江苏普美纺织有限公司 | 一种原料选取装置 |
| CN108468111B (zh) * | 2018-03-20 | 2020-10-30 | 安徽翰联色纺股份有限公司 | 一种牵伸区内纤维全程控制纺纱装置及纺纱方法 |
| CH714816A1 (de) * | 2018-03-21 | 2019-09-30 | Rieter Ag Maschf | Querband für eine Bandbildungseinheit einer Karde. |
| CH714843A1 (de) * | 2018-03-29 | 2019-09-30 | Rieter Ag Maschf | Speisevorrichtung zu einer Karde. |
| CN109567270B (zh) * | 2019-01-21 | 2021-05-18 | 河南中烟工业有限责任公司 | 一种丝束拉力调整方法 |
| CH716167A1 (de) * | 2019-05-09 | 2020-11-13 | Rieter Ag Maschf | Abreisszylinderaggregat mit einer Vorrichtung für Druckzylinder von Abreisszylinderpaaren einer Kämmmaschine. |
| CN110589554B (zh) * | 2019-08-22 | 2020-08-11 | 桐乡市方博纺织有限公司 | 一种纺织线的生产系统 |
| CN111519285B (zh) * | 2020-04-10 | 2022-01-04 | 江南大学 | 一种条子内在质量的测试方法及其梳理装置 |
| CN111793861B (zh) * | 2020-07-26 | 2022-04-01 | 潍坊驼王实业有限公司 | 一种聚丙烯短纤无纺土工布制作用梳棉装置 |
| CN112481752B (zh) * | 2020-12-11 | 2022-09-30 | 河南昊昌精梳机械股份有限公司 | 一种精梳机及其具有调节功能的精梳锡林 |
Family Cites Families (76)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE367482C (de) | 1917-04-17 | 1923-01-22 | Aubrey Edgerton Meyer | Kaemmtrommel |
| DE382169C (de) | 1917-09-01 | 1923-09-29 | Riccardo Schleifer | Kaemmaschine |
| US1408780A (en) | 1918-08-06 | 1922-03-07 | Schleifer Riccardo | Process and machine for combing textile fibers |
| DE399885C (de) | 1920-05-19 | 1924-07-31 | Richard Schleifer | Kaemmaschine |
| US1425059A (en) | 1921-05-17 | 1922-08-08 | Schleifer Riccardo | Machine for combing textile fibers |
| GB246499A (en) * | 1925-01-24 | 1926-07-15 | Charles Gegauff | Improvements in the art of carding cotton or like fibres |
| US1694432A (en) | 1926-12-06 | 1928-12-11 | Schleifer Carlo | Device for delivering the tufts of textile fibers from combing machines having intermittently-rotating nipper drums |
| US1715473A (en) | 1927-01-13 | 1929-06-04 | Schleifer Carlo | Machine for combing textile fibers with intermittently-rotating nip drums |
| US1708032A (en) | 1927-01-27 | 1929-04-09 | Schleifer Carlo | Nip mechanism and controlling apparatus relating thereto in combers for textile fibers |
| US1799066A (en) | 1928-09-29 | 1931-03-31 | Schleifer Carlo | Reversed needle plate for feeding the sliver in combing machines |
| DE489420C (de) | 1928-09-29 | 1930-01-16 | Carlo Schleifer | Vorrichtung zum Zufuehren des Faserbandes fuer Kaemmaschinen |
| US2044460A (en) | 1933-10-11 | 1936-06-16 | Bartram William Bowerbank | Machine for scutching short fibers of flax, jute, hemp, asbestos, and other short fibers |
| US2962772A (en) | 1957-10-18 | 1960-12-06 | Proctor Silex Corp | Movable carriage travel reversing mechanism |
| US3108333A (en) | 1959-09-04 | 1963-10-29 | Sant Andrea Novara Ohg E Fonde | Adjustment of nippers for combing frames |
| DE2361787C3 (de) * | 1973-12-12 | 1981-05-27 | Stahlecker, Fritz, 7347 Bad Überkingen | Entlang einer Offenend-Spinnmaschine verfahrbare Vorrichtung zum Anspinnen |
| GB2055127B (en) | 1978-10-24 | 1982-09-08 | Stewart & Sons Hacklemakers | Lag or stave for a kirschner beater |
| DE3048501C2 (de) | 1980-12-22 | 1983-06-30 | Zinser Textilmaschinen Gmbh, 7333 Ebersbach | Kämmstrecke |
| FI76597C (sv) | 1986-11-12 | 1988-11-10 | Partek Ab | Förfarande vid utläggning av mineralullbanas primärbana med hjälp av p endeltransportör på en mottagartransportör och arrangemang vid sådan p endeltransportör |
| EP0336210A3 (de) * | 1988-04-08 | 1990-04-18 | Maschinenfabrik Rieter Ag | Verfahren zum Verarbeiten von Stapelfasern zu Garn |
| EP0450409A1 (de) * | 1990-04-05 | 1991-10-09 | Maschinenfabrik Rieter Ag | Kämmaschine |
| IT1249331B (it) * | 1990-05-29 | 1995-02-23 | Marzoli & C Spa | Procedimento e dispositivo per l'apertura e la pulitura di materiale in fibre in un apritoio |
| GB9116083D0 (en) * | 1991-07-25 | 1991-09-11 | Carding Spec Canada | Carding machine |
| EP0527355B1 (de) | 1991-08-10 | 1998-04-01 | Rieter Ingolstadt Spinnereimaschinenbau AG | Verfahren und Vorrichtung zum pneumatischen Einführen von Faserband in eine Spinnereimaschine |
| US5457851A (en) | 1991-12-09 | 1995-10-17 | Maschinenfabrik Rieter Ag | Combing machine with evenness and waste monitoring |
| CH684341A5 (de) | 1991-12-09 | 1994-08-31 | Rieter Ag Maschf | Kämmaschine. |
| CH685301A5 (de) * | 1992-04-03 | 1995-05-31 | Rieter Ag Maschf | Kämmaschine. |
| EP0640704B1 (de) | 1993-08-25 | 1996-10-02 | Maschinenfabrik Rieter Ag | Kämmaschine |
| IT1282707B1 (it) * | 1995-03-28 | 1998-03-31 | Rieter Ag Maschf | Pettinatrice tessile a piu' teste |
| GR960100084A (el) * | 1995-04-13 | 1996-12-31 | Trutzschler Gmbh & Co Kg | Μηχανισμος για ενα λαναρι για τον εντοπισμο οχλουντων σωματιδιων, ιδιαιτερως σωματιδιων προς απορριψη, κομβων, θυλακωτων κομβων, θηλειων και παρομοιων. |
| US5600871A (en) * | 1995-09-08 | 1997-02-11 | Mandl; Gerhard | Combing machine having pneumatic detachment assist |
| US5796220A (en) | 1996-07-19 | 1998-08-18 | North Carolina State University | Synchronous drive system for automated textile drafting system |
| DE19651891B4 (de) * | 1996-12-13 | 2006-10-05 | TRüTZSCHLER GMBH & CO. KG | Verfahren und Vorrichtung an einer Karde, Krempel o. dgl. zur Verarbeitung von Textilfasern, z. B. Baumwolle, Chemiefasern o. dgl. |
| DE19811143B4 (de) | 1998-03-14 | 2009-09-17 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zum Speisen und Wiegen (Wiegespeiser) von Textilfasern, insbesondere Baumwolle und Chemiefasern |
| DE19826070B4 (de) | 1998-06-12 | 2015-12-10 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Spinnereimaschine zum Herstellen eines Faserflockenvlieses, z. B. aus Baumwolle, Chemiefasern |
| ES2187162T3 (es) | 1998-06-12 | 2003-05-16 | Rieter Ag Maschf | Tren de estiraje de regulacion. |
| ITMI981618A1 (it) | 1998-07-14 | 2000-01-14 | Marzoli & C Spa | Dispositivo e procedimento equalizzatore della alimentazione delle fibre in materassino ad una carda |
| CH693344A5 (de) * | 1998-08-28 | 2003-06-13 | Rieter Ag Maschf | Fasersortiereinrichtung. |
| DE19850518A1 (de) * | 1998-11-03 | 2000-05-04 | Schlafhorst & Co W | Vorrichtung zum Auflösen von Faserbändern |
| DE19855571A1 (de) | 1998-12-02 | 2000-06-08 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Spinnereimaschine zum Herstellen eines Faserverbandes, z.B. aus Baumwolle, Chemiefasern |
| DE19908371A1 (de) | 1999-02-26 | 2000-08-31 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Strecke zur Verarbeitung eines Faserverbandes aus Faserbändern |
| EP1050621A3 (de) * | 1999-05-07 | 2001-03-28 | Voith Paper Patent GmbH | Vorrichtung zur Behandlung einer Materialbahn |
| EP1167590A3 (de) | 2000-06-23 | 2002-09-11 | Maschinenfabrik Rieter Ag | Faserlängenmessung |
| JP2002180335A (ja) * | 2000-12-11 | 2002-06-26 | Truetzschler Gmbh & Co Kg | カードに設けられる装置 |
| DE10064655B4 (de) | 2000-12-22 | 2012-01-26 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Regelung der mindestens einer Karde zuzuführenden Faserflockenmenge |
| DE10118067A1 (de) * | 2001-04-11 | 2002-10-17 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Krempel oder Karde zur Vergleichmäßigung des Faserflors oder -bandes |
| US6553630B1 (en) | 2001-04-11 | 2003-04-29 | TRüTZSCHLER GMBH & CO. KG | Device for setting the distance between adjoining fiber clamping and fiber transfer locations in a fiber processing system |
| DE10132711A1 (de) * | 2001-07-05 | 2003-01-16 | Truetzschler Gmbh & Co Kg | Vorrichtung an einem Reiniger, einer Karde o. dgl. zum Reinigen und Öffnen von Textilmaterial, insbesonder Baumwolle |
| DE10139163B4 (de) | 2001-08-09 | 2014-11-13 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, bei der der Garnitur der Trommel gegenüberliegend Abdeckelemente vorhanden sind |
| DE10207159B4 (de) | 2002-02-20 | 2015-12-17 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, bei der einer Walze, z. B. Trommel, eine Mehrzahl von Arbeitselementen zugeordnet ist |
| DE10231829B4 (de) | 2002-07-15 | 2019-12-12 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, Krempel, Reinigungsmaschine o. dgl. für Baumwolle mit mindestens einem Abscheidemesser |
| DE10236778B4 (de) | 2002-08-10 | 2011-05-05 | Rieter Ingolstadt Gmbh | Verfahren und Vorrichtung zum Verstrecken von mindestens eines Faserband |
| DE10259475A1 (de) | 2002-12-19 | 2004-07-01 | Trützschler GmbH & Co KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, insbes. Karde, Reiniger o. dgl., mit einer Maschinenverkleidung |
| CN1510183A (zh) * | 2002-12-23 | 2004-07-07 | 倪 远 | 梳棉或精梳与并条工序联合的方法和设备 |
| DE10305048B4 (de) * | 2003-02-07 | 2014-02-06 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde zur Einstellung des Arbeitsabstandes zwischen der Trommel und mindestens einer benachbarten Walze |
| DE502004006701D1 (de) * | 2003-02-21 | 2008-05-15 | Rieter Ag Maschf | Zangenaggregat für eine Kämmaschine |
| DE10311345A1 (de) * | 2003-03-14 | 2004-09-23 | Trützschler GmbH & Co KG | Vorrichtung zur Ermittlung der Faserlängen und der Faserlängenverteilung an einer Fasermaterialprobe, insbesondere in der Spinnereivorbereitung |
| CH697063A5 (de) | 2003-04-03 | 2008-04-15 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Reiniger, Öffner oder Karde, zur Erfassung von aus Fasermaterial, z. B. Baumwolle, ausgeschiedenem, aus Fremdstoffen und Gutfasern b |
| DE10320452A1 (de) | 2003-05-08 | 2004-11-25 | Maschinenfabrik Rieter Ag | Verfahren zur Faserbandbehandlung in der Kämmerei, Kannengestell für Kämmereimaschinen sowie Maschine in der Kämmerei |
| DE10347811A1 (de) | 2003-10-10 | 2005-06-02 | Trützschler GmbH & Co KG | Vorrichtung an einer Strecke zum Zuführen von Faserbändern zu einem Streckwerk aus mindestens zwei Walzenpaaren |
| DE102004012236A1 (de) | 2004-03-12 | 2005-09-22 | Trützschler GmbH & Co KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Flockenspeiser, mit einer Speiseeinrichtung |
| EP1586682B1 (de) * | 2004-04-13 | 2007-04-18 | Maschinenfabrik Rieter Ag | Antrieb für eine Kämmmaschine |
| WO2006012758A1 (de) | 2004-08-05 | 2006-02-09 | Maschinenfabrik Rieter Ag | Kämmmaschine. |
| DE102005023992A1 (de) | 2005-05-20 | 2006-11-23 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Karde, Krempel, Strecke, Kämmmaschine o.dgl., zum Ermitteln der Masse und/oder Masseschwankungen eines Fasermaterials, z.B. mindestens ein Faserband, Faservlies o.dgl., aus Baumwolle, Chemiefasern o. dgl. |
| DE102006005389A1 (de) | 2006-02-03 | 2007-08-09 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Karde, Krempel o. dgl., zur Reinigung von Fasermaterial z. B. aus Baumwolle, die eine schnelllaufende erste oder Hauptwalze aufweist |
| DE102006005390B4 (de) | 2006-02-03 | 2021-08-12 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, Krempel o. dgl., zur Reinigung von Fasermaterial z. B. aus Baumwolle, die eine schnelllaufende erste oder Hauptwalze umfasst |
| DE102006005391A1 (de) | 2006-02-03 | 2007-08-09 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Karde, Krempel o. dgl., zur Reinigung von Fasermaterial z. B. aus Baumwolle, mit einer schnelllaufenden oder Hauptwalze |
| DE102007005601A1 (de) | 2006-05-22 | 2007-11-29 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, insbesondere Karde, Krempel o. dgl., zur Erfassung von Kardierprozessgrößen |
| DE102007037426A1 (de) | 2006-10-20 | 2008-04-24 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen |
| GB0811191D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textille fibre, especially for combing |
| GB0811207D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| US7823257B2 (en) * | 2007-06-29 | 2010-11-02 | Fa. Trützschler GmbH & Co. KG | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| ITMI20081097A1 (it) | 2007-06-29 | 2008-12-30 | Truetzschler Gmbh & Co Kg | Apparecchiatura per la cernita di fibre o la selezione di fibre di un fascio di fibre comprendente fibre tessili, specialmente per la pettinatura |
| CH703441B1 (de) * | 2007-06-29 | 2012-01-31 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Sortierung bzw. Selektion von Fasern eines Faserverbandes aus Textilfasern. |
| CH703154B1 (de) * | 2007-06-29 | 2011-11-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| CH703786B1 (de) | 2007-06-29 | 2012-03-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| US8121329B2 (en) * | 2007-09-24 | 2012-02-21 | Zipbuds, LLC | Expandable speaker assemblies for portable media devices |
-
2008
- 2008-01-11 DE DE102008004098A patent/DE102008004098A1/de not_active Withdrawn
- 2008-05-28 IT IT000987A patent/ITMI20080987A1/it unknown
- 2008-06-12 US US12/155,975 patent/US7895714B2/en not_active Expired - Fee Related
- 2008-06-19 CN CN2008101251980A patent/CN101333695B/zh not_active Expired - Fee Related
- 2008-06-25 CH CH00983/08A patent/CH703676B1/de not_active IP Right Cessation
- 2008-06-27 CN CN2008101317738A patent/CN101333710B/zh not_active Expired - Fee Related
- 2008-06-27 JP JP2008169149A patent/JP5350689B2/ja not_active Expired - Fee Related
- 2008-06-27 CN CN2008101317865A patent/CN101333697B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101289691A patent/CN101333700B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101289846A patent/CN101333706B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101317795A patent/CN101333699B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101289827A patent/CN101333705B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101317757A patent/CN101333711B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN200810128987XA patent/CN101333698B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101317780A patent/CN101333696B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101289719A patent/CN101333702B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101289812A patent/CN101333704B/zh not_active Expired - Fee Related
- 2008-06-27 CN CN2008101317687A patent/CN101333709B/zh not_active Expired - Fee Related
- 2008-06-27 BR BRPI0803600-4A patent/BRPI0803600A2/pt not_active Application Discontinuation
- 2008-06-27 CN CN2008101289865A patent/CN101333707B/zh not_active Expired - Fee Related
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5350689B2 (ja) | 供給デバイスによって繊維分類デバイスに、特にコーミングデバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置 | |
| JP5313560B2 (ja) | 織物繊維を含む繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置 | |
| JP5290644B2 (ja) | コーミングのために繊維分類もしくは繊維選択する装置 | |
| JP5270235B2 (ja) | 特にコーミング・デバイスである繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは繊維選択する装置 | |
| JP5479692B2 (ja) | 繊維束をコーミングのために繊維分類もしくは繊維選択する装置 | |
| JP5275609B2 (ja) | 織物繊維から成る繊維スライバを繊維分類もしくは繊維選択し、特にコーミングする装置 | |
| JP5290641B2 (ja) | 織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは繊維選択する装置 | |
| US20090000071A1 (en) | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing | |
| JP5074149B2 (ja) | 織物繊維から成る繊維スライバを分類もしくは選択し、特にコーミングすると共に供給デバイスを有する装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110407 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110407 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120912 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130326 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130517 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5350689 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |