JP5275609B2 - 織物繊維から成る繊維スライバを繊維分類もしくは繊維選択し、特にコーミングする装置 - Google Patents
織物繊維から成る繊維スライバを繊維分類もしくは繊維選択し、特にコーミングする装置 Download PDFInfo
- Publication number
- JP5275609B2 JP5275609B2 JP2007272855A JP2007272855A JP5275609B2 JP 5275609 B2 JP5275609 B2 JP 5275609B2 JP 2007272855 A JP2007272855 A JP 2007272855A JP 2007272855 A JP2007272855 A JP 2007272855A JP 5275609 B2 JP5275609 B2 JP 5275609B2
- Authority
- JP
- Japan
- Prior art keywords
- roller
- fiber
- nipper
- combing
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 title claims description 116
- 230000002093 peripheral effect Effects 0.000 claims description 13
- 230000033001 locomotion Effects 0.000 description 21
- 238000000605 extraction Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 239000002657 fibrous material Substances 0.000 description 6
- 241000347389 Serranus cabrilla Species 0.000 description 5
- 230000001133 acceleration Effects 0.000 description 4
- 239000000428 dust Substances 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 238000007790 scraping Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000007873 sieving Methods 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001914 calming effect Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 210000001520 comb Anatomy 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 210000003746 feather Anatomy 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000007383 open-end spinning Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images













Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
- D01G19/14—Drawing-off and delivery apparatus
- D01G19/18—Roller, or roller and apron, devices, e.g. operating to draw-off fibres continuously
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
Description
すなわち、1番目の発明によれば、繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維スライバを繊維分類もしくは繊維選択する装置であって、該装置は、上記繊維スライバの自由端部から所定距離にて該繊維スライバを挟持する挟持デバイスが配備されており、非挟持構成要素を上記繊維スライバの上記自由端部から解して除去するために、挟持部位から上記自由端部にかけてコーミング作用を生成する機械的生成手段が存在するという装置において、回転可能に取付けられた少なくとも一個のローラ(12、13)が上記供給手段(8;10、11、27a、27b、28a、28b)の下流に配置されており、該ローラは、該ローラ(12、13)の周縁部の領域において離間して分布された上記繊維スライバ(16;301〜303)用挟持デバイス(18、19、20;21、22、23)を備えており、コーミング作用を生成する上記生成手段(15、31、32)は上記ローラ(13)に関係付けられており、前記回転可能に取付けられた少なくとも一個のローラ(12、13)は中断されることなしに迅速に連続的に回転することを特徴とする、装置が提供される。
2番目の発明によれば、1番目の発明において、前記供給手段により吐出された繊維スライバを段階的に個別の繊維タフトへと分離する分離手段が配備される。
3番目の発明によれば、2番目の発明において、前記分離手段は回転可能に取付けられた第1ローラを備える。
4番目の発明によれば、3番目の発明において、前記第1ローラは、該第1ローラの周縁部の回りにおいて離間して分布された第1挟持デバイスを備える。
5番目の発明によれば、4番目の発明において、前記第1挟持デバイスは各々、ニッパ・デバイスを有する。
6番目の発明によれば、5番目の発明において、前記ニッパ・デバイスは、回転可能または変位可能に取付けられた把持要素を有する。
7番目の発明によれば、5番目または6番目の発明において、前記ニッパ・デバイスは、固定的に取付けられた対向要素を有する。
8番目の発明によれば、7番目の発明において、前記対向要素は移動可能に取付けられる。
9番目の発明によれば、6番目の発明において、前記把持要素はスプリングの力要素により負荷される。
10番目の発明によれば、8番目の発明において、移動可能に取付けられた前記対向要素はスプリングにより力負荷される。
11番目の発明によれば、4番目から10番目のいずれかの発明において、前記第1ローラに対して軸心的に平行に、回転可能に取付けられた第2ローラが関係付けられる。
12番目の発明によれば、11番目の発明において、前記第1ローラおよび前記第2ローラは相互に逆方向に回転する。
13番目の発明によれば、11番目の発明において、前記第2ローラは、該第2ローラの周縁部の回りに離間して分布された第2挟持デバイスを備える。
14番目の発明によれば、13番目の発明において、前記第2挟持デバイスは各々、ニッパ・デバイスを有する。
15番目の発明によれば、14番目の発明において、前記第2挟持デバイスの前記ニッパ・デバイスは、回転可能または変位可能に取付けられた把持要素を有する。
16番目の発明によれば、14番目の発明において、前記第2挟持デバイスの前記ニッパ・デバイスは、固定的に取付けられた対向要素を有する。
17番目の発明によれば、16番目の発明において、前記第2挟持デバイスの前記対向要素は移動可能に取付けられる。
18番目の発明によれば、17番目の発明において、前記移動可能に取付けられた前記第2挟持デバイスの対向要素はスプリングにより力負荷される。
19番目の発明によれば、11番目の発明において、前記第2ローラに対して軸心的に平行に、回転可能に取付けられた取出しローラが在る。
20番目の発明によれば、19番目の発明において、前記取出しローラの外側円筒状表面は空気通過開口を有する。
21番目の発明によれば、20番目の発明において、前記取出しローラの内部は負圧源に接続される。
22番目の発明によれば、21番目の発明において、前記取出しローラの内側円筒状表面の一部は篩要素(screen element)によりシールされる。
23番目の発明によれば、11番目の発明において、前記第1ローラおよび前記第2ローラは共通ギヤにより駆動可能である。
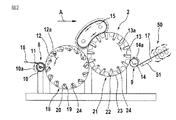
図1に依ると、コーミング前処理機1は、スライバの送給を受け且つラップを吐出する紡績機械と、相互に平行に配置された2個の送給テーブル4a、4b(軸架)とを有し、送給テーブル4a、4bの各々の下方には(不図示の)繊維スライバを収容する2列のケンス5a、5bが配置されている。ケンス5a、5bから引き出された繊維スライバは方向を変更された後で、相次いで配置されたコーミング前処理機1の2台の牽伸システム6a、6bへと進行する。形成された繊維スライバ・ウェブは、牽伸システム6aからウェブ・テーブル7に案内され、次いで牽伸システム6bの吐出口にては、相互に積み重ねて布置されると共に、牽伸システムにおいて作製された繊維スライバ・ウェブと束ねられる。牽伸システム6aおよび6bの夫々によって、複数本の繊維スライバは組み合わされてラップを形成すると共に一体的に牽伸される。牽伸された複数のラップ(実施例においては2枚のラップが示される)は、相互に重ねて載置されることで二重化される。その様に形成されたラップは、下流のロータ・コーミング機械2の供給デバイス(送給要素)へと直接的に導入される。繊維材料の流れは中断されない。コーミングされた繊維ウェブは、ロータ・コーミング機械2の吐出口にて吐出され、ファネル(図10(a)を参照)を通過してコーマ・スライバを形成し、次いで、下流のスライバ投入デバイス3へと投入される。参照符号Aは、動作方向を表す。
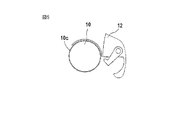
複数本のスライバが組み合わされることでラップ16が形成され、一体的に牽伸される。複数枚のラップ16は、相互に重ねて載置されることで二重化され得る。結果的に形成されたラップ16は、ロータ・コーミング機械2の送給要素10内に直接的に導入される。材料の流れは、巻回ラップを形成することにより中断されることはない。
フラット・コーミング機械と異なり、上流のラップ16はコンベア要素により連続的に送給される。送給される量は、第1ロータ12(旋回ロータ)のニッパ18(反転ニッパ)の2度の閉じ時点の間において搬送されるラップ16の長さにより決定される。
ラップ16から外方に突出していて整列された繊維タフトは、第1ロータ12(旋回ロータ)の挟持ニッパ18(反転ニッパ)により挟持される。第1ロータ12の挟持デバイス18は、摘出機能を前提とする。
反転ニッパ18が配置された旋回ロータ12の回転の結果として、挟持された繊維タフトは送給されたラップから摘出されるが、反転ニッパ8により挟持されないラップ16における繊維は保持される様に、ラップ16に作用する保持力が必要とされる。上記保持力は、送給手段のコンベア要素により、または、送給トレイもしくは頂部コームの如き付加的手段により付与される。上記保持力を生成する上記要素は、頂部コームの機能を前提とする。
繊維タフトは整列されると共に、第2ロータ13(コーミング・ロータ)の挟持デバイス21(コーミング・ニッパ)へと移送される。コーミング・デバイス21が閉じる時点における上記反転ニッパの挟持線と上記コーミング・ニッパの挟持線との間の距離により、上記隔たりが決定される。
コーミング・ニッパ21から外方に突出する繊維タフトは、挟持されていない繊維であってコーミングにより排除される繊維を包含する。
梳き取り処理された繊維タフト303は、取出しローラ14上に載置される。吸引により作用されていて空気透過性である取出しローラ14の表面によって、繊維タフトは、取出しローラ14上に載置されて緊張延伸される。各繊維タフトは相互に重ねて載置され、屋根瓦のように重なり合い、繊維部分のウェブ304を形成する。
ウェブ17は、吸引により影響されない取出しローラ14上の箇所において該取出しローラ14から取り外されると共に、ファネル34内へと案内される。
結果的に形成されたコーマ・スライバは二重化かつ牽伸されて(牽伸システム50)、次に、たとえば巻取器3aによりケンス3b内に投入される。
2、21〜27 ロータ・コーミング機械
3 スライバ投入デバイス
3a 巻取器
3b ケンス
4a、4b 送給テーブル
5a、5b 繊維スライバ用ケンス
6a、6b 牽伸システム
7 テーブル
8 供給デバイス
9 取出しデバイス
10 送給ローラ
12、13 ローラ
11 送給トレイ
15 頂部コーミング・アセンブリ
16、161〜167 繊維ラップ
18、19、20、21 挟持デバイス
22 上側ニッパ
23 下側ニッパ
27a、27b 無限回転ベルト
28a、28b 送給ローラ対
301〜304 繊維スライバ
31 コーミング要素
32 ローラ
33 篩要素
34 ファネル
42 電子的制御/調整デバイス
50 牽伸システム
51 コンベア
52 吸引チャネル
53〜55、57〜59 過小圧力領域
54、58 バルブ管
65 清浄化ローラ
66 抽出デバイス
Claims (23)
- 繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維スライバを繊維分類もしくは繊維選択する装置であって、該装置は、上記繊維スライバの自由端部から所定距離にて該繊維スライバを挟持する挟持デバイスが配備されており、非挟持構成要素を上記繊維スライバの上記自由端部から解して除去するために、挟持部位から上記自由端部にかけてコーミング作用を生成する機械的生成手段が存在するという装置において、
回転可能に取付けられた少なくとも一個のローラ(12、13)が上記供給手段(8;10、11、27a、27b、28a、28b)の下流に配置されており、該ローラは、該ローラ(12、13)の周縁部の領域において離間して分布された上記繊維スライバ(16;301〜303)用挟持デバイス(18、19、20;21、22、23)を備えており、
コーミング作用を生成する上記生成手段(15、31、32)は上記ローラ(13)に関係付けられており、前記回転可能に取付けられた少なくとも一個のローラ(12、13)は中断されることなしに迅速に連続的に回転することを特徴とする、装置。 - 前記供給手段により吐出された繊維スライバを段階的に個別の繊維タフトへと分離する分離手段が配備されることを特徴とする、請求項1に記載の装置。
- 前記分離手段は回転可能に取付けられた第1ローラを備えることを特徴とする、請求項2に記載の装置。
- 前記第1ローラは、該第1ローラの周縁部の回りにおいて離間して分布された第1挟持デバイスを備えることを特徴とする、請求項3に記載の装置。
- 前記第1挟持デバイスは各々、ニッパ・デバイスを有することを特徴とする、請求項4に記載の装置。
- 前記ニッパ・デバイスは、回転可能または変位可能に取付けられた把持要素を有することを特徴とする、請求項5に記載の装置。
- 前記ニッパ・デバイスは、固定的に取付けられた対向要素を有することを特徴とする、請求項5または6に記載の装置。
- 前記対向要素は移動可能に取付けられることを特徴とする、請求項7に記載の装置。
- 前記把持要素はスプリングの力要素により負荷されることを特徴とする、請求項6に記載の装置。
- 移動可能に取付けられた前記対向要素はスプリングにより力負荷されることを特徴とする、請求項8に記載の装置。
- 前記第1ローラに対して軸心的に平行に、回転可能に取付けられた第2ローラが関係付けられることを特徴とする、請求項4乃至10のいずれか一項に記載の装置。
- 前記第1ローラおよび前記第2ローラは相互に逆方向に回転することを特徴とする、請求項11に記載の装置。
- 前記第2ローラは、該第2ローラの周縁部の回りに離間して分布された第2挟持デバイスを備えることを特徴とする、請求項11に記載の装置。
- 前記第2挟持デバイスは各々、ニッパ・デバイスを有することを特徴とする、請求項13に記載の装置。
- 前記第2挟持デバイスの前記ニッパ・デバイスは、回転可能または変位可能に取付けられた把持要素を有することを特徴とする、請求項14に記載の装置。
- 前記第2挟持デバイスの前記ニッパ・デバイスは、固定的に取付けられた対向要素を有することを特徴とする、請求項14に記載の装置。
- 前記第2挟持デバイスの前記対向要素は移動可能に取付けられることを特徴とする、請求項16に記載の装置。
- 前記移動可能に取付けられた前記第2挟持デバイスの対向要素はスプリングにより力負荷されることを特徴とする、請求項17に記載の装置。
- 前記第2ローラに対して軸心的に平行に、回転可能に取付けられた取出しローラが在ることを特徴とする、請求項11に記載の装置。
- 前記取出しローラの外側円筒状表面は空気通過開口を有することを特徴とする、請求項19に記載の装置。
- 前記取出しローラの内部は負圧源に接続されることを特徴とする、請求項20に記載の装置。
- 前記取出しローラの内側円筒状表面の一部は篩要素(screen element)によりシールされることを特徴とする、請求項21に記載の装置。
- 前記第1ローラおよび前記第2ローラは共通ギヤにより駆動可能であることを特徴とする、請求項11に記載の装置。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006050384.8 | 2006-10-20 | ||
| DE102006050384 | 2006-10-20 | ||
| DE202007010686 | 2007-06-29 | ||
| DE202007010686.6 | 2007-06-29 | ||
| DE102007037426.9 | 2007-08-08 | ||
| DE102007037426A DE102007037426A1 (de) | 2006-10-20 | 2007-08-08 | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008101319A JP2008101319A (ja) | 2008-05-01 |
| JP2008101319A5 JP2008101319A5 (ja) | 2010-10-14 |
| JP5275609B2 true JP5275609B2 (ja) | 2013-08-28 |
Family
ID=38814058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007272855A Expired - Fee Related JP5275609B2 (ja) | 2006-10-20 | 2007-10-19 | 織物繊維から成る繊維スライバを繊維分類もしくは繊維選択し、特にコーミングする装置 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20080092339A1 (ja) |
| JP (1) | JP5275609B2 (ja) |
| CN (1) | CN101165239B (ja) |
| BR (1) | BRPI0704414A (ja) |
| CH (1) | CH701944B1 (ja) |
| DE (1) | DE102007037426A1 (ja) |
| FR (1) | FR2909689B3 (ja) |
| GB (1) | GB0720395D0 (ja) |
| IT (1) | ITMI20071845A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20081097A1 (it) * | 2007-06-29 | 2008-12-30 | Truetzschler Gmbh & Co Kg | Apparecchiatura per la cernita di fibre o la selezione di fibre di un fascio di fibre comprendente fibre tessili, specialmente per la pettinatura |
| GB0811191D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textille fibre, especially for combing |
| CH703786B1 (de) * | 2007-06-29 | 2012-03-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| CH703441B1 (de) * | 2007-06-29 | 2012-01-31 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Sortierung bzw. Selektion von Fasern eines Faserverbandes aus Textilfasern. |
| CH703154B1 (de) * | 2007-06-29 | 2011-11-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| US7823257B2 (en) * | 2007-06-29 | 2010-11-02 | Fa. Trützschler GmbH & Co. KG | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| GB0811207D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| DE102008004098A1 (de) * | 2007-06-29 | 2009-01-02 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen, der über Zuführmittel einer Fasersortiereinrichtung, insbesondere Kämmeinrichtung zugeführt wird |
| CN102776605B (zh) * | 2012-07-31 | 2014-12-10 | 上海一纺机械有限公司 | 一种精梳机的精梳头结构 |
| CN107177908B (zh) * | 2017-06-20 | 2019-07-23 | 东华大学 | 一种应用于梳棉机的吸风网帘装置及其工作方法 |
| CN109913983A (zh) * | 2019-04-03 | 2019-06-21 | 合肥岸鲁意科技有限公司 | 一种纯棉精梳机织纱高效生产方法 |
| CN114959961B (zh) * | 2022-04-20 | 2023-08-25 | 微山鑫盛纺织有限公司 | 一种混纺纱加工装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1408780A (en) * | 1918-08-06 | 1922-03-07 | Schleifer Riccardo | Process and machine for combing textile fibers |
| GB246499A (en) * | 1925-01-24 | 1926-07-15 | Charles Gegauff | Improvements in the art of carding cotton or like fibres |
| JPS511725A (ja) * | 1974-06-25 | 1976-01-08 | Mitsubishi Heavy Ind Ltd | Kooma |
| US5131117A (en) * | 1989-02-22 | 1992-07-21 | Pettinatura Europa S.R.L. | Straight combing machine for wool and a combing method |
| EP0450409A1 (de) * | 1990-04-05 | 1991-10-09 | Maschinenfabrik Rieter Ag | Kämmaschine |
| GB9116083D0 (en) * | 1991-07-25 | 1991-09-11 | Carding Spec Canada | Carding machine |
| CH685301A5 (de) * | 1992-04-03 | 1995-05-31 | Rieter Ag Maschf | Kämmaschine. |
| JP2002180335A (ja) * | 2000-12-11 | 2002-06-26 | Truetzschler Gmbh & Co Kg | カードに設けられる装置 |
| DE10139163B4 (de) * | 2001-08-09 | 2014-11-13 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, bei der der Garnitur der Trommel gegenüberliegend Abdeckelemente vorhanden sind |
| DE10207159B4 (de) * | 2002-02-20 | 2015-12-17 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, bei der einer Walze, z. B. Trommel, eine Mehrzahl von Arbeitselementen zugeordnet ist |
-
2007
- 2007-08-08 DE DE102007037426A patent/DE102007037426A1/de not_active Withdrawn
- 2007-09-25 IT IT001845A patent/ITMI20071845A1/it unknown
- 2007-10-16 CN CN2007101802531A patent/CN101165239B/zh not_active Expired - Fee Related
- 2007-10-17 GB GBGB0720395.3A patent/GB0720395D0/en not_active Ceased
- 2007-10-18 FR FR0758408A patent/FR2909689B3/fr not_active Expired - Lifetime
- 2007-10-19 BR BRPI0704414-3A patent/BRPI0704414A/pt not_active IP Right Cessation
- 2007-10-19 CH CH01631/07A patent/CH701944B1/de not_active IP Right Cessation
- 2007-10-19 JP JP2007272855A patent/JP5275609B2/ja not_active Expired - Fee Related
- 2007-10-22 US US11/976,155 patent/US20080092339A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008101319A (ja) | 2008-05-01 |
| CH701944B1 (de) | 2011-04-15 |
| DE102007037426A1 (de) | 2008-04-24 |
| US20080092339A1 (en) | 2008-04-24 |
| ITMI20071845A1 (it) | 2008-04-21 |
| BRPI0704414A (pt) | 2008-06-10 |
| GB0720395D0 (en) | 2007-11-28 |
| CN101165239B (zh) | 2011-06-08 |
| CN101165239A (zh) | 2008-04-23 |
| FR2909689B3 (fr) | 2009-03-06 |
| FR2909689A1 (fr) | 2008-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5275609B2 (ja) | 織物繊維から成る繊維スライバを繊維分類もしくは繊維選択し、特にコーミングする装置 | |
| JP5350689B2 (ja) | 供給デバイスによって繊維分類デバイスに、特にコーミングデバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置 | |
| JP5280751B2 (ja) | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 | |
| JP5290644B2 (ja) | コーミングのために繊維分類もしくは繊維選択する装置 | |
| JP5270235B2 (ja) | 特にコーミング・デバイスである繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは繊維選択する装置 | |
| JP5479692B2 (ja) | 繊維束をコーミングのために繊維分類もしくは繊維選択する装置 | |
| JP5290641B2 (ja) | 織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは繊維選択する装置 | |
| US20090000071A1 (en) | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing | |
| JP5074149B2 (ja) | 織物繊維から成る繊維スライバを分類もしくは選択し、特にコーミングすると共に供給デバイスを有する装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100831 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100831 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120813 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130416 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130516 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |