JP5280749B2 - 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 - Google Patents
紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 Download PDFInfo
- Publication number
- JP5280749B2 JP5280749B2 JP2008168366A JP2008168366A JP5280749B2 JP 5280749 B2 JP5280749 B2 JP 5280749B2 JP 2008168366 A JP2008168366 A JP 2008168366A JP 2008168366 A JP2008168366 A JP 2008168366A JP 5280749 B2 JP5280749 B2 JP 5280749B2
- Authority
- JP
- Japan
- Prior art keywords
- sliver
- drafting system
- roller
- fiber
- combing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/02—Carding machines
- D01G15/12—Details
- D01G15/40—Feeding apparatus
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
- D01G19/08—Feeding apparatus
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G19/00—Combing machines
- D01G19/06—Details
- D01G19/14—Drawing-off and delivery apparatus
- D01G19/16—Nipper mechanisms
Description
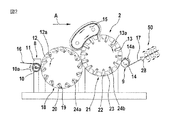
すなわち、1番目の発明によれば、繊維分類デバイスに対して供給手段によって供給される紡織繊維を有する繊維束を繊維分類または繊維選択する装置であって、前記繊維束の自由端から所定の距離の所で前記繊維束を挟持する挟持デバイスが設けられ、挟持されていない構成要素を前記自由端からゆるめ、除去するために、前記繊維束の挟持部位から前記自由端にコーミング作用を生じさせる機械的手段が設けられ、コーミングされた繊維材料を除去するために、スライバ形成要素を備える少なくとも1つの取出し手段が設けられ、スライバ形成要素の下流が牽伸システムとなっている装置において、前記供給手段(8;10,11)の下流に、回転可能に取り付けられ、中断することなく回転する少なくとも2つのローラ(12,13)が設けられ、該ローラ(12,13)には、前記繊維束(16;30 1 〜30 3 )用の前記挟持デバイス(18,19,20;21,22,23)が設けられ、該挟持デバイス(18,19,20;21,22,23)は、前記ローラの外周の領域に互いに間隔をおいて分布させられており、形成されたコーミングされたスライバ(17)が、牽伸システム(50)に直接供給されるように構成されており、前記少なくとも二つのローラは前記紡績繊維の供給方向において上り傾斜を有するように配置されている、ことを特徴とする装置が提供される。
2番目の発明によれば、1番目の発明において、前記取出し手段が、前記牽伸システムの取り込みローラの近くで、該取り込みローラの領域に位置している。
3番目の発明によれば、1番目または2番目の発明において、前記牽伸システムの送り出しローラが、スライバ堆積デバイスのスライバファンネルの近くで、該スライバファンネルの領域に配置されている。
4番目の発明によれば、1番目から3番目のいずれかの発明において、繊維スライバ堆積デバイスが前記牽伸システムの下流に配置されている。
5番目の発明によれば、1番目から4番目のいずれかの発明において、繊維スライバ堆積デバイスが回転板を有している。
6番目の発明によれば、5番目の発明において、スライバ進入開口部が前記回転板への入口に配置されている。
7番目の発明によれば、6番目の発明において、前記スライバ進入開口部はスライバファンネルである。
8番目の発明によれば、1番目から7番目のいずれかの発明において、前記スライバ形成要素が前記牽伸システムへの入口に設けられている。
9番目の発明によれば、8番目の発明において、前記牽伸システムへの入口に設けられている前記スライバ形成要素はスライバファンネルである。
10番目の発明によれば、6番目または7番目の発明において、前記牽伸システムの出口がスライバ進入開口部の上方に配置されている。
11番目の発明によれば、6番目または7番目の発明において、前記牽伸システムの出口がスライバ進入開口部の高さに配置されている。
12番目の発明によれば、1番目から11番目のいずれかの発明において、前記牽伸システムが水平に配置されている。
13番目の発明によれば、1番目から11番目のいずれかの発明において、前記牽伸システムが鉛直に配置されている。
14番目の発明によれば、1番目から13番目のいずれかの発明において、前記牽伸システム(16)がケンス巻取器の巻取器板の上方に配置されている。
15番目の発明によれば、5番目または6番目の発明において、前記牽伸システムが回転板の外側境界と該回転板のスライバ進入開口部との間に配置されている。
16番目の発明によれば、1番目から15番目のいずれかの発明において、ボトム送り出しローラが主モータによって駆動される。
17番目の発明によれば、1番目から16番目のいずれかの発明において、ボトム送給ローラとボトム中間ローラ(IIIおよびII)が、可変速モータによって駆動される。
18番目の発明によれば、1番目から17番目のいずれかの発明において、1つの繊維スライバまたは幾つかの繊維スライバの形態の繊維材料がロータ・コーミング機械に供給される。
19番目の発明によれば、1番目から18番目のいずれかの発明において、ラップの形態の繊維材料がロータ・コーミング機械に供給される。
20番目の発明によれば、1番目から19番目のいずれかの発明において、前記牽伸システムは、オートレベラ・ドローフレームの一部である。
21番目の発明によれば、1番目から20番目のいずれかの発明において、2つ以上の繊維スライバが、前記牽伸システムに直接供給されるように構成されている。
22番目の発明によれば、1番目から21番目のいずれかの発明において、コーミングアセンブリ内での材料の流れの方向が、前記牽伸システムに向かう搬送方向の一方向である。
23番目の発明によれば、1番目から22番目のいずれかの発明において、矩形のケンスを満たす際、ロータの下方で、前記ケンスが線状の移動を行うことができる。
24番目の発明によれば、1番目から23番目のいずれかの発明において、動かない表面を有する支持要素が、取出しローラと前記牽伸システムの取り込み部との間に設けられている。
25番目の発明によれば、1番目から24番目のいずれかの発明において、少なくとも1つのストリッピングローラ(27,27a,27b)が取出しローラ(14)に結び付けられている。
2番目の発明によれば、1番目の発明において、前記繊維分類デバイスは、コーミング・デバイスであり、コーミングのために前記繊維束を繊維分類または繊維選択する。
3番目の発明によれば、1番目または2番目の発明において、前記挟持されていない構成要素は、短い繊維、ネップ、またはごみである。
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記取出し手段が、前記牽伸システムの取り込みローラの近くで、該取り込みローラの領域に位置している。
5番目の発明によれば、4番目の発明において前記取出し手段は取出しローラである。
6番目の発明によれば、1番目から5番目のいずれかの発明において、前記取出し手段は取出しローラである。
7番目の発明によれば、1番目から6番目のいずれかの発明において、前記牽伸システムの送り出しローラが、スライバ堆積デバイスのスライバファンネルの近くで、該スライバファンネルの領域に配置されている。
8番目の発明によれば、1番目から7番目のいずれかの発明において、繊維スライバ堆積デバイスが、前記牽伸システムの下流に配置されている。
9番目の発明によれば、1番目から8番目のいずれかの発明において、繊維スライバ堆積デバイスが回転板を有している。
10番目の発明によれば、1番目から9番目のいずれかの発明において、スライバ進入開口部が、回転板への入口に配置されている。
11番目の発明によれば、10番目の発明において、前記スライバ進入開口部はスライバファンネルである。
12番目の発明によれば、1番目から11番目のいずれかの発明において、スライバ形成要素が、前記牽伸システムへの入口に設けられている。
13番目の発明によれば、12番目の発明において、前記牽伸システムへの入口に設けられている前記スライバ形成要素はスライバファンネルである。
14番目の発明によれば、1番目から13番目のいずれかの発明において、前記牽伸システムの出口と、繊維スライバファンネルのスライバ進入開口部との間の距離が短い。
15番目の発明によれば、1番目から14番目のいずれかの発明において、前記牽伸システムの出口が、スライバ進入開口部の上方に配置されている。
16番目の発明によれば、1番目から15番目のいずれかの発明において、前記牽伸システムの出口が、スライバ進入開口部の高さに配置されている。
17番目の発明によれば、1番目から16番目のいずれかの発明において、前記牽伸システムが水平に配置されている。
18番目の発明によれば、1番目から17番目のいずれかの発明において、前記牽伸システムが鉛直に配置されている。
19番目の発明によれば、1番目から18番目のいずれかの発明において、前記牽伸システムが、ある角度(α,β)で配置されている。
20番目の発明によれば、1番目から19番目のいずれかの発明において、前記牽伸システムが、鋭角(α)で配置されている。
21番目の発明によれば、1番目から20番目のいずれかの発明において、前記牽伸システムが、鈍角(β)で配置されている。
22番目の発明によれば、1番目から21番目のいずれかの発明において、繊維スライバが、前記牽伸システムの出口から短い経路(a,b,c)でスライバ進入開口部に入る。
23番目の発明によれば、1番目から22番目のいずれかの発明において、前記牽伸システム(16)が、ケンス巻取器の巻取器板の上方に配置されている。
24番目の発明によれば、1番目から23番目のいずれかの発明において、前記牽伸システムが、回転板の外側境界と該回転板のスライバ進入開口部との間に配置されている。
25番目の発明によれば、1番目から24番目のいずれかの発明において、前記牽伸システムが、送り出しローラを備えるスライバファンネルからある距離(d;e)の所に配置されている。
26番目の発明によれば、1番目から25番目のいずれかの発明において、繊維スライバの厚さの測定デバイスを備える平滑化デバイス、電気調節デバイス、および作動デバイスが設けられており、前記測定デバイスは、前記牽伸システムへの入口の所のスライバファネルである。
27番目の発明によれば、1番目から26番目のいずれかの発明において、作動デバイスが、前記牽伸システムの、少なくとも1つのローラ対を駆動するサーボモータである。
28番目の発明によれば、1番目から27番目のいずれかの発明において、前記牽伸システムの出口と、繊維スライバファンネルのスライバ進入開口部との間の距離が約5〜30cmである。
29番目の発明によれば、1番目から28番目のいずれかの発明において、前記牽伸システムの出口と、回転板のスライバ進入開口部との間の距離が短い。
30番目の発明によれば、1番目から29番目のいずれかの発明において、フォーオーバースリーの牽伸システムが前記牽伸スシテムとして用いられている。
31番目の発明によれば、1番目から30番目のいずれかの発明において、ボトム送り出しローラが主モータによって駆動される。
32番目の発明によれば、1番目から31番目のいずれかの発明において、ボトム送給ローラとボトム中間ローラ(IIIおよびII)が、可変速モータによって駆動される。
33番目の発明によれば、1番目から32番目のいずれかの発明において、スリーオーバースリーの牽伸システムが前記牽伸システムとして用いられている。
34番目の発明によれば、1番目から33番目のいずれかの発明において、1つの繊維スライバまたは幾つかの繊維スライバの形態の繊維材料がロータ・コーミング機械に供給される。
35番目の発明によれば、1番目から34番目のいずれかの発明において、ラップの形態の繊維材料がロータ・コーミング機械に供給される。
36番目の発明によれば、1番目から35番目のいずれかの発明において、前記牽伸システムは、オートレベラ・ドローフレームの一部である。
37番目の発明によれば、1番目から36番目のいずれかの発明において、2つ以上の繊維スライバが、前記牽伸システムに直接供給されるように構成されている。
38番目の発明によれば、1番目から37番目のいずれかの発明において、ドローフレームの駆動モータとロータ・コーミング機械の駆動モータが制御・調節デバイスに接続されている。
39番目の発明によれば、1番目から38番目のいずれかの発明において、材料が前記牽伸システムへと搬送される距離が短く保たれている。
40番目の発明によれば、1番目から39番目のいずれかの発明において、空きスペースが機械の下方に生じさせられており、該空きスペースに、スライバケンスが収容されている。
41番目の発明によれば、1番目から40番目のいずれかの発明において、コーミングアセンブリ内での材料の流れの方向が、前記牽伸システムに向かう搬送方向の一方向である。
42番目の発明によれば、1番目から41番目のいずれかの発明において、高さの違いを克服するために、ロータ・コーミング機械における材料の流れが、ロータが、上り傾斜を有するように配置されていることによって、上り傾斜を有するようになっている。
43番目の発明によれば、1番目から42番目のいずれかの発明において、コーミングロータの、利用可能な外周の長さが、ローラの配置によって増やされ、その結果、より多くのコーミング要素を配置することができる。
44番目の発明によれば、1番目から43番目のいずれかの発明においてコーミング機械が、より小型にされ、必要なスペースがより小さい。
45番目の発明によれば、1番目から44番目のいずれかの発明において、矩形のケンスを満たす際、ロータの下方で、線状の移動を行うことができる。
46番目の発明によれば、45番目の発明において、前記ロータは、ターニングロータまたはコーミングロータである。
47番目の発明によれば、1番目から46番目のいずれかの発明において、取出しローラが時計周りに回転する。
48番目の発明によれば、1番目から47番目のいずれかの発明において、ストリッピングローラが反時計周りに回転する。
49番目の発明によれば、1番目から48番目のいずれかの発明において、動かない表面を有する支持要素が、取出しローラと前記牽伸システムの取り込み部の間に設けられている。
50番目の発明によれば、49番目の発明において、前記支持要素が金属シートである。
51番目の発明によれば、1番目から50番目のいずれかの発明において、回転可能に取り付けられ高速で回転する少なくとも2つの前記ローラには、ターニングロータ(12)とコーミングロータ(13)が含まれている。
52番目の発明によれば、1番目から51番目のいずれかの発明において、少なくとも1つのストリッピングローラ(27,27a,27b)が取出しローラ(14)に結び付けられている。
53番目の発明によれば、1番目から52番目のいずれかの発明において、ターニングロータ(12)とコーミングロータ(13)は、互いに反対方向(それぞれ12aと13a)に回転する。
10 送給ローラ
11 送給トレイ
12,13 ローラ
18,21 挟持デバイス
19,22 上側ニッパ
20,23 下側ニッパ
27 挟持ニップ
50 牽伸システム
Claims (25)
- 繊維分類デバイスに対して供給手段によって供給される紡織繊維を有する繊維束を繊維分類または繊維選択する装置であって、前記繊維束の自由端から所定の距離の所で前記繊維束を挟持する挟持デバイスが設けられ、挟持されていない構成要素を前記自由端からゆるめ、除去するために、前記繊維束の挟持部位から前記自由端にコーミング作用を生じさせる機械的手段が設けられ、コーミングされた繊維材料を除去するために、スライバ形成要素を備える少なくとも1つの取出し手段が設けられ、スライバ形成要素の下流が牽伸システムとなっている装置において、
前記供給手段(8;10,11)の下流に、回転可能に取り付けられ、中断することなく回転する少なくとも2つのローラ(12,13)が設けられ、該ローラ(12,13)には、前記繊維束(16;301〜303)用の前記挟持デバイス(18,19,20;21,22,23)が設けられ、該挟持デバイス(18,19,20;21,22,23)は、前記ローラの外周の領域に互いに間隔をおいて分布させられており、形成されたコーミングされたスライバ(17)が、牽伸システム(50)に直接供給されるように構成されており、
前記少なくとも二つのローラは前記紡績繊維の供給方向において上り傾斜を有するように配置されている、ことを特徴とする装置。 - 前記取出し手段が、前記牽伸システムの取り込みローラの近くで、該取り込みローラの領域に位置していることを特徴とする、請求項1に記載の装置。
- 前記牽伸システムの送り出しローラが、スライバ堆積デバイスのスライバファンネルの近くで、該スライバファンネルの領域に配置されていることを特徴とする、請求項1又は2に記載の装置。
- 繊維スライバ堆積デバイスが前記牽伸システムの下流に配置されていることを特徴とする、請求項1〜3のいずれか1項に記載の装置。
- 繊維スライバ堆積デバイスが回転板を有していることを特徴とする、請求項1〜4のいずれか1項に記載の装置。
- スライバ進入開口部が前記回転板への入口に配置されていることを特徴とする、請求項5に記載の装置。
- 前記スライバ進入開口部はスライバファンネルであることを特徴とする、請求項6に記載の装置。
- 前記スライバ形成要素が前記牽伸システムへの入口に設けられていることを特徴とする、請求項1〜7のいずれか1項に記載の装置。
- 前記牽伸システムへの入口に設けられている前記スライバ形成要素はスライバファンネルであることを特徴とする、請求項8に記載の装置。
- 前記牽伸システムの出口がスライバ進入開口部の上方に配置されていることを特徴とする、請求項6又は7に記載の装置。
- 前記牽伸システムの出口がスライバ進入開口部の高さに配置されていることを特徴とする、請求項6又は7に記載の装置。
- 前記牽伸システムが水平に配置されていることを特徴とする、請求項1〜11のいずれか1項に記載の装置。
- 前記牽伸システムが鉛直に配置されていることを特徴とする、請求項1〜11のいずれか1項に記載の装置。
- 前記牽伸システム(16)がケンス巻取器の巻取器板の上方に配置されていることを特徴とする、請求項1〜13のいずれか1項に記載の装置。
- 前記牽伸システムが回転板の外側境界と該回転板のスライバ進入開口部との間に配置されていることを特徴とする、請求項5又は6に記載の装置。
- ボトム送り出しローラが主モータによって駆動されることを特徴とする、請求項1〜15のいずれか1項に記載の装置。
- ボトム送給ローラとボトム中間ローラ(IIIおよびII)が、可変速モータによって駆動されることを特徴とする、請求項1〜16のいずれか1項に記載の装置。
- 1つの繊維スライバまたは幾つかの繊維スライバの形態の繊維材料がロータ・コーミング機械に供給されることを特徴とする、請求項1〜17のいずれか1項に記載の装置。
- ラップの形態の繊維材料がロータ・コーミング機械に供給されることを特徴とする、請求項1〜18のいずれか1項に記載の装置。
- 前記牽伸システムは、オートレベラ・ドローフレームの一部であることを特徴とする、請求項1〜19のいずれか1項に記載の装置。
- 2つ以上の繊維スライバが、前記牽伸システムに直接供給されるように構成されていることを特徴とする、請求項1〜20のいずれか1項に記載の装置。
- コーミングアセンブリ内での材料の流れの方向が、前記牽伸システムに向かう搬送方向の一方向であることを特徴とする、請求項1〜21のいずれか1項に記載の装置。
- 矩形のケンスを満たす際、ロータの下方で、前記ケンスが線状の移動を行うことができることを特徴とする、請求項1〜22のいずれか1項に記載の装置。
- 動かない表面を有する支持要素が、取出しローラと前記牽伸システムの取り込み部との間に設けられていることを特徴とする、請求項1〜23のいずれか1項に記載の装置。
- 少なくとも1つのストリッピングローラ(27,27a,27b)が取出しローラ(14)に結び付けられていることを特徴とする、請求項1〜24のいずれか1項に記載の装置。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007030471.6 | 2007-06-29 | ||
| DE202007010686.6 | 2007-06-29 | ||
| DE202007010686 | 2007-06-29 | ||
| DE102007030471 | 2007-06-29 | ||
| DE102007059250.9 | 2007-12-07 | ||
| DE102007059250A DE102007059250A1 (de) | 2007-06-29 | 2007-12-07 | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009013562A JP2009013562A (ja) | 2009-01-22 |
| JP2009013562A5 JP2009013562A5 (ja) | 2011-06-16 |
| JP5280749B2 true JP5280749B2 (ja) | 2013-09-04 |
Family
ID=40158704
Family Applications (10)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008168643A Expired - Fee Related JP5280751B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168615A Expired - Fee Related JP5280750B2 (ja) | 2007-06-29 | 2008-06-27 | 繊維分類デバイスに対して供給手段によって供給される紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168611A Expired - Fee Related JP5107809B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168924A Expired - Fee Related JP5290643B2 (ja) | 2007-06-29 | 2008-06-27 | 繊維束をコーミングのために繊維分類もしくは繊維選択する装置 |
| JP2008168797A Expired - Fee Related JP5313560B2 (ja) | 2007-06-29 | 2008-06-27 | 織物繊維を含む繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置 |
| JP2008168366A Expired - Fee Related JP5280749B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168578A Expired - Fee Related JP5431689B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168489A Expired - Fee Related JP5290640B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168335A Expired - Fee Related JP5270236B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168737A Expired - Fee Related JP5290642B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
Family Applications Before (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008168643A Expired - Fee Related JP5280751B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168615A Expired - Fee Related JP5280750B2 (ja) | 2007-06-29 | 2008-06-27 | 繊維分類デバイスに対して供給手段によって供給される紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168611A Expired - Fee Related JP5107809B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168924A Expired - Fee Related JP5290643B2 (ja) | 2007-06-29 | 2008-06-27 | 繊維束をコーミングのために繊維分類もしくは繊維選択する装置 |
| JP2008168797A Expired - Fee Related JP5313560B2 (ja) | 2007-06-29 | 2008-06-27 | 織物繊維を含む繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置 |
Family Applications After (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008168578A Expired - Fee Related JP5431689B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168489A Expired - Fee Related JP5290640B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168335A Expired - Fee Related JP5270236B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
| JP2008168737A Expired - Fee Related JP5290642B2 (ja) | 2007-06-29 | 2008-06-27 | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (9) | US7934295B2 (ja) |
| JP (10) | JP5280751B2 (ja) |
| BR (10) | BRPI0803869A2 (ja) |
| CH (9) | CH704110B1 (ja) |
| IT (8) | ITMI20081098A1 (ja) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008004098A1 (de) * | 2007-06-29 | 2009-01-02 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen, der über Zuführmittel einer Fasersortiereinrichtung, insbesondere Kämmeinrichtung zugeführt wird |
| ITMI20081098A1 (it) * | 2007-06-29 | 2008-12-30 | Truetzschler Gmbh & Co Kg | Apparecchiatura per la cernita di fibre o la selezione di fibre di un fascio di fibre comprendente fibre tessili, specialmente per la pettinatura |
| GB0811207D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| CH703786B1 (de) * | 2007-06-29 | 2012-03-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| CH703441B1 (de) * | 2007-06-29 | 2012-01-31 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Sortierung bzw. Selektion von Fasern eines Faserverbandes aus Textilfasern. |
| CH703154B1 (de) * | 2007-06-29 | 2011-11-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| US7823257B2 (en) * | 2007-06-29 | 2010-11-02 | Fa. Trützschler GmbH & Co. KG | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| GB0811191D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textille fibre, especially for combing |
| ES2555229T3 (es) * | 2009-09-18 | 2015-12-29 | The Procter & Gamble Company | Composiciones de colorante espesado y de blanqueador del cabello |
| CN102704052B (zh) * | 2012-06-04 | 2014-05-07 | 中原工学院 | 一种精梳机分离罗拉输出棉网集聚喇叭口位置的确定方法 |
| CN102864527B (zh) * | 2012-10-10 | 2014-12-10 | 东华大学 | 一种内置于精梳机锡林的钳板驱动机构 |
| CN104968818B (zh) * | 2013-03-06 | 2017-09-08 | 新日铁住金不锈钢株式会社 | 耐热性优良的铁素体系不锈钢板 |
| CN103350068A (zh) * | 2013-06-08 | 2013-10-16 | 浙江理工大学 | 一种光纤管自动分类的方法 |
| DE102013013602A1 (de) * | 2013-08-19 | 2015-02-19 | Trützschler GmbH + Co KG Textilmaschinenfabrik | Vorrichtung an einer Karde oder Krempel für Baumwolle, Chemiefasern u. dgl. mit einer drehbaren Abstreifwalze |
| CN104562311A (zh) * | 2014-12-31 | 2015-04-29 | 经纬纺织机械股份有限公司 | 一种精梳机拉断条机构 |
| CN104699917B (zh) * | 2015-03-27 | 2017-08-04 | 中原工学院 | 一种精梳整体锡林梳理效果的评价方法 |
| CN104726971B (zh) * | 2015-04-21 | 2017-05-31 | 徐州强雳日常用品制造有限公司 | 出棉机 |
| ITUB20155249A1 (it) * | 2015-10-30 | 2017-04-30 | Mesdan Spa | Dispositivo di misurazione per la misurazione dell?appiccicosita?, di imperfezioni e impurita? di fibre tessili, in particolare fibre di cotone. |
| US20170172090A1 (en) * | 2015-12-18 | 2017-06-22 | Monsanto Technology Llc | Cotton variety 15r550b2xf |
| DE102016109413A1 (de) * | 2016-05-23 | 2017-11-23 | Trützschler GmbH + Co KG Textilmaschinenfabrik | Trockner für eine textile Warenbahn mit einer verbesserten Heißluftzufuhr |
| CN106835383B (zh) * | 2017-03-28 | 2019-01-22 | 金陵科技学院 | 一种全自动绢纺生产工艺 |
| CN107419371A (zh) * | 2017-08-31 | 2017-12-01 | 浙江依蕾毛纺织有限公司 | 一种梳纱机 |
| CH715431A1 (de) * | 2018-10-04 | 2020-04-15 | Graf Cie Ag | Rundkamm für eine Klämmmaschine. |
| CN110055629B (zh) * | 2019-04-29 | 2020-09-29 | 东阳市俊华电器销售有限公司 | 一种抓棉打手盘 |
| CN110438596A (zh) * | 2019-08-15 | 2019-11-12 | 东华大学 | 一种提高精梳机输出棉条质量的装置及方法 |
| USD917704S1 (en) | 2019-08-16 | 2021-04-27 | Masimo Corporation | Patient monitor |
| CN110607583A (zh) * | 2019-09-30 | 2019-12-24 | 赛特环球机械(青岛)有限公司 | 一种粗纱机大直径棉条桶的排列装置及粗纱机 |
| CN110894626B (zh) * | 2019-11-25 | 2021-11-12 | 龙海冠鸿纺织有限公司 | 一种用于纱线生产的棉条拉断机 |
| CN113622056A (zh) * | 2021-08-23 | 2021-11-09 | 界首市名扬针纺科技有限公司 | 一种从纺织品中分离可降解纺织品的回收装置 |
| CH719062A9 (de) * | 2021-10-14 | 2023-06-30 | Rieter Ag Maschf | Kämmvorrichtung zum Kämmen eines Fasermaterials. |
| TWI805474B (zh) * | 2022-09-01 | 2023-06-11 | 綠冠農業有限公司 | 葉片輸送設備 |
Family Cites Families (82)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE367482C (de) | 1917-04-17 | 1923-01-22 | Aubrey Edgerton Meyer | Kaemmtrommel |
| DE382169C (de) | 1917-09-01 | 1923-09-29 | Riccardo Schleifer | Kaemmaschine |
| US1408780A (en) * | 1918-08-06 | 1922-03-07 | Schleifer Riccardo | Process and machine for combing textile fibers |
| DE399885C (de) | 1920-05-19 | 1924-07-31 | Richard Schleifer | Kaemmaschine |
| US1408760A (en) * | 1920-08-16 | 1922-03-07 | Kate M Widmer | Process of making fireproof building material |
| US1425359A (en) * | 1920-12-21 | 1922-08-08 | Barry Charles Arthur | Stud driver |
| US1425059A (en) * | 1921-05-17 | 1922-08-08 | Schleifer Riccardo | Machine for combing textile fibers |
| US1694432A (en) * | 1926-12-06 | 1928-12-11 | Schleifer Carlo | Device for delivering the tufts of textile fibers from combing machines having intermittently-rotating nipper drums |
| US1715473A (en) * | 1927-01-13 | 1929-06-04 | Schleifer Carlo | Machine for combing textile fibers with intermittently-rotating nip drums |
| US1708032A (en) * | 1927-01-27 | 1929-04-09 | Schleifer Carlo | Nip mechanism and controlling apparatus relating thereto in combers for textile fibers |
| DE489420C (de) | 1928-09-29 | 1930-01-16 | Carlo Schleifer | Vorrichtung zum Zufuehren des Faserbandes fuer Kaemmaschinen |
| US1799066A (en) * | 1928-09-29 | 1931-03-31 | Schleifer Carlo | Reversed needle plate for feeding the sliver in combing machines |
| US2044460A (en) * | 1933-10-11 | 1936-06-16 | Bartram William Bowerbank | Machine for scutching short fibers of flax, jute, hemp, asbestos, and other short fibers |
| US2962772A (en) * | 1957-10-18 | 1960-12-06 | Proctor Silex Corp | Movable carriage travel reversing mechanism |
| US2962722A (en) * | 1959-01-20 | 1960-12-06 | Mine Safety Appliances Co | Mask with internal supports for spectacles |
| US3108333A (en) * | 1959-09-04 | 1963-10-29 | Sant Andrea Novara Ohg E Fonde | Adjustment of nippers for combing frames |
| JPS4822134B1 (ja) * | 1970-06-15 | 1973-07-04 | ||
| JPS5131292B1 (ja) * | 1970-10-30 | 1976-09-06 | ||
| JPS5129529A (ja) * | 1974-09-02 | 1976-03-12 | Fuji Bellows Co Ltd | Ryumenki |
| JPS5746378Y2 (ja) * | 1977-02-10 | 1982-10-13 | ||
| GB2055127B (en) * | 1978-10-24 | 1982-09-08 | Stewart & Sons Hacklemakers | Lag or stave for a kirschner beater |
| JPS56160981U (ja) * | 1980-04-30 | 1981-11-30 | ||
| DE3036579A1 (de) * | 1980-09-27 | 1982-06-16 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Vorrichtung an einer karde oder krempel zur bildung und zum abziehen mehrerer faserbaender |
| DE3048501C2 (de) | 1980-12-22 | 1983-06-30 | Zinser Textilmaschinen Gmbh, 7333 Ebersbach | Kämmstrecke |
| JPS637178U (ja) * | 1986-06-30 | 1988-01-18 | ||
| FI76597C (sv) | 1986-11-12 | 1988-11-10 | Partek Ab | Förfarande vid utläggning av mineralullbanas primärbana med hjälp av p endeltransportör på en mottagartransportör och arrangemang vid sådan p endeltransportör |
| DE3733632C2 (de) * | 1987-10-05 | 1998-04-23 | Truetzschler Gmbh & Co Kg | Vorrichtung bei einer Karde oder Krempel zur Vergleichmäßigung des Faserbandes oder -vlieses |
| DE3733631C2 (de) * | 1987-10-05 | 1998-04-23 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Karde oder Krempel zur Vergleichmäßigung des Faserbandes oder -vlieses |
| CH679159A5 (ja) * | 1988-11-04 | 1991-12-31 | Rieter Ag Maschf | |
| JPH0342054Y2 (ja) * | 1989-06-21 | 1991-09-03 | ||
| EP0527355B1 (de) | 1991-08-10 | 1998-04-01 | Rieter Ingolstadt Spinnereimaschinenbau AG | Verfahren und Vorrichtung zum pneumatischen Einführen von Faserband in eine Spinnereimaschine |
| CH684341A5 (de) * | 1991-12-09 | 1994-08-31 | Rieter Ag Maschf | Kämmaschine. |
| JPH06505540A (ja) | 1991-12-09 | 1994-06-23 | マシーネンフアブリーク リーテル アクチエンゲゼルシヤフト | コーミングマシン |
| JPH05339822A (ja) * | 1992-06-11 | 1993-12-21 | Mas Fab Rieter Ag | コーミング機 |
| EP0640704B1 (de) * | 1993-08-25 | 1996-10-02 | Maschinenfabrik Rieter Ag | Kämmaschine |
| DE59504715D1 (de) * | 1994-04-29 | 1999-02-18 | Rieter Ag Maschf | Faserbandzuführeinrichtung |
| JPH08109525A (ja) * | 1994-10-06 | 1996-04-30 | Howa Mach Ltd | 紡績機械 |
| US5796220A (en) * | 1996-07-19 | 1998-08-18 | North Carolina State University | Synchronous drive system for automated textile drafting system |
| DE19707206A1 (de) * | 1997-02-24 | 1998-08-27 | Rieter Ag Maschf | Herstellung eines Faserbandes aus Natur- und Kunstfasern |
| DE19811143B4 (de) * | 1998-03-14 | 2009-09-17 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zum Speisen und Wiegen (Wiegespeiser) von Textilfasern, insbesondere Baumwolle und Chemiefasern |
| WO1999066113A1 (de) * | 1998-06-12 | 1999-12-23 | Maschinenfabrik Rieter Ag | Regulierstreckwerk |
| JP3040375B2 (ja) * | 1998-06-12 | 2000-05-15 | 千代田化工建設株式会社 | カードマシンの制御装置 |
| DE19826070B4 (de) * | 1998-06-12 | 2015-12-10 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Spinnereimaschine zum Herstellen eines Faserflockenvlieses, z. B. aus Baumwolle, Chemiefasern |
| DE19831139B4 (de) * | 1998-07-11 | 2015-06-18 | Trützschler GmbH & Co Kommanditgesellschaft | Verwendung einer Vorrichtung an einer Spinnereivorbereitungsmaschine, insbesondere Karde, Reiniger o. dgl., mit mindestens einem Kardiersegment |
| ITMI981618A1 (it) * | 1998-07-14 | 2000-01-14 | Marzoli & C Spa | Dispositivo e procedimento equalizzatore della alimentazione delle fibre in materassino ad una carda |
| DE19855571A1 (de) * | 1998-12-02 | 2000-06-08 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Spinnereimaschine zum Herstellen eines Faserverbandes, z.B. aus Baumwolle, Chemiefasern |
| DE19908371A1 (de) | 1999-02-26 | 2000-08-31 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Strecke zur Verarbeitung eines Faserverbandes aus Faserbändern |
| ITMI20010079A1 (it) * | 2000-01-29 | 2002-07-17 | Truetzschler & Co | Dispositivo su una carda per ottenere un insieme di fibre |
| EP1167590A3 (de) * | 2000-06-23 | 2002-09-11 | Maschinenfabrik Rieter Ag | Faserlängenmessung |
| DE10064655B4 (de) | 2000-12-22 | 2012-01-26 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Regelung der mindestens einer Karde zuzuführenden Faserflockenmenge |
| DE10118067A1 (de) * | 2001-04-11 | 2002-10-17 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Krempel oder Karde zur Vergleichmäßigung des Faserflors oder -bandes |
| US6553630B1 (en) | 2001-04-11 | 2003-04-29 | TRüTZSCHLER GMBH & CO. KG | Device for setting the distance between adjoining fiber clamping and fiber transfer locations in a fiber processing system |
| DE01440122T1 (de) * | 2001-04-30 | 2005-07-14 | N. Schlumberger & Cie, S.A. | Verfahren zum geradlinigen Kämmen und geradlinige Kamm-Maschine zum Durchführen des Verfahrens |
| DE10132711A1 (de) * | 2001-07-05 | 2003-01-16 | Truetzschler Gmbh & Co Kg | Vorrichtung an einem Reiniger, einer Karde o. dgl. zum Reinigen und Öffnen von Textilmaterial, insbesonder Baumwolle |
| DE10139163B4 (de) * | 2001-08-09 | 2014-11-13 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, bei der der Garnitur der Trommel gegenüberliegend Abdeckelemente vorhanden sind |
| DE10205061A1 (de) * | 2002-02-07 | 2003-08-14 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Spinnereivorbereitungsmaschine, insbesondere Strecke oder Karde, bei der am Ausgang ein Faserband abgegeben und abgelegt wird |
| DE10207159B4 (de) * | 2002-02-20 | 2015-12-17 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, bei der einer Walze, z. B. Trommel, eine Mehrzahl von Arbeitselementen zugeordnet ist |
| DE10231829B4 (de) * | 2002-07-15 | 2019-12-12 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, Krempel, Reinigungsmaschine o. dgl. für Baumwolle mit mindestens einem Abscheidemesser |
| DE10236778B4 (de) * | 2002-08-10 | 2011-05-05 | Rieter Ingolstadt Gmbh | Verfahren und Vorrichtung zum Verstrecken von mindestens eines Faserband |
| DE10259475A1 (de) * | 2002-12-19 | 2004-07-01 | Trützschler GmbH & Co KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, insbes. Karde, Reiniger o. dgl., mit einer Maschinenverkleidung |
| DE10311345A1 (de) * | 2003-03-14 | 2004-09-23 | Trützschler GmbH & Co KG | Vorrichtung zur Ermittlung der Faserlängen und der Faserlängenverteilung an einer Fasermaterialprobe, insbesondere in der Spinnereivorbereitung |
| CH697063A5 (de) * | 2003-04-03 | 2008-04-15 | Truetzschler Gmbh & Co Kg | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Reiniger, Öffner oder Karde, zur Erfassung von aus Fasermaterial, z. B. Baumwolle, ausgeschiedenem, aus Fremdstoffen und Gutfasern b |
| DE10320452A1 (de) | 2003-05-08 | 2004-11-25 | Maschinenfabrik Rieter Ag | Verfahren zur Faserbandbehandlung in der Kämmerei, Kannengestell für Kämmereimaschinen sowie Maschine in der Kämmerei |
| DE10347811A1 (de) | 2003-10-10 | 2005-06-02 | Trützschler GmbH & Co KG | Vorrichtung an einer Strecke zum Zuführen von Faserbändern zu einem Streckwerk aus mindestens zwei Walzenpaaren |
| DE102004012236A1 (de) | 2004-03-12 | 2005-09-22 | Trützschler GmbH & Co KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Flockenspeiser, mit einer Speiseeinrichtung |
| EP1586682B1 (de) | 2004-04-13 | 2007-04-18 | Maschinenfabrik Rieter Ag | Antrieb für eine Kämmmaschine |
| DE102005006273A1 (de) * | 2004-04-21 | 2005-11-10 | Trützschler GmbH & Co KG | Vorrichtung zum Verfestigen eines förderbaren Faservlieses, z. B. aus Baumwolle, Chemiefasern o. dgl. |
| CN1993507B (zh) | 2004-08-05 | 2011-01-26 | 里特机械公司 | 精梳机 |
| DE102005023992A1 (de) * | 2005-05-20 | 2006-11-23 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Karde, Krempel, Strecke, Kämmmaschine o.dgl., zum Ermitteln der Masse und/oder Masseschwankungen eines Fasermaterials, z.B. mindestens ein Faserband, Faservlies o.dgl., aus Baumwolle, Chemiefasern o. dgl. |
| DE102006005390B4 (de) * | 2006-02-03 | 2021-08-12 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, Krempel o. dgl., zur Reinigung von Fasermaterial z. B. aus Baumwolle, die eine schnelllaufende erste oder Hauptwalze umfasst |
| DE102006005391A1 (de) | 2006-02-03 | 2007-08-09 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Karde, Krempel o. dgl., zur Reinigung von Fasermaterial z. B. aus Baumwolle, mit einer schnelllaufenden oder Hauptwalze |
| DE102006005389A1 (de) | 2006-02-03 | 2007-08-09 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Karde, Krempel o. dgl., zur Reinigung von Fasermaterial z. B. aus Baumwolle, die eine schnelllaufende erste oder Hauptwalze aufweist |
| DE102007005601A1 (de) * | 2006-05-22 | 2007-11-29 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, insbesondere Karde, Krempel o. dgl., zur Erfassung von Kardierprozessgrößen |
| DE102007037426A1 (de) | 2006-10-20 | 2008-04-24 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen |
| CH703786B1 (de) * | 2007-06-29 | 2012-03-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| GB0811207D0 (en) | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| DE102008004098A1 (de) | 2007-06-29 | 2009-01-02 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern, insbesondere zum Kämmen, der über Zuführmittel einer Fasersortiereinrichtung, insbesondere Kämmeinrichtung zugeführt wird |
| ITMI20081098A1 (it) * | 2007-06-29 | 2008-12-30 | Truetzschler Gmbh & Co Kg | Apparecchiatura per la cernita di fibre o la selezione di fibre di un fascio di fibre comprendente fibre tessili, specialmente per la pettinatura |
| CH703154B1 (de) * | 2007-06-29 | 2011-11-30 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Fasersortierung bzw. -selektion eines Faserverbandes aus Textilfasern. |
| GB0811191D0 (en) * | 2007-06-29 | 2008-07-23 | Truetzschler Gmbh & Co Kg | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textille fibre, especially for combing |
| US7823257B2 (en) | 2007-06-29 | 2010-11-02 | Fa. Trützschler GmbH & Co. KG | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
| CH703441B1 (de) | 2007-06-29 | 2012-01-31 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Sortierung bzw. Selektion von Fasern eines Faserverbandes aus Textilfasern. |
-
2008
- 2008-06-17 IT IT001098A patent/ITMI20081098A1/it unknown
- 2008-06-17 IT IT001097A patent/ITMI20081097A1/it unknown
- 2008-06-25 IT IT001137A patent/ITMI20081137A1/it unknown
- 2008-06-25 CH CH00974/08A patent/CH704110B1/de not_active IP Right Cessation
- 2008-06-25 CH CH00978/08A patent/CH704114B1/de not_active IP Right Cessation
- 2008-06-25 CH CH00981/08A patent/CH703148B1/de not_active IP Right Cessation
- 2008-06-25 CH CH00976/08A patent/CH704104B1/de not_active IP Right Cessation
- 2008-06-25 CH CH00989/08A patent/CH704348B1/de not_active IP Right Cessation
- 2008-06-25 IT IT001139A patent/ITMI20081139A1/it unknown
- 2008-06-25 IT IT001141A patent/ITMI20081141A1/it unknown
- 2008-06-25 IT IT001138A patent/ITMI20081138A1/it unknown
- 2008-06-25 CH CH00977/08A patent/CH704225B1/de not_active IP Right Cessation
- 2008-06-25 CH CH00979/08A patent/CH704301B1/de not_active IP Right Cessation
- 2008-06-25 IT IT001140A patent/ITMI20081140A1/it unknown
- 2008-06-25 IT IT001136A patent/ITMI20081136A1/it unknown
- 2008-06-25 CH CH00988/08A patent/CH704358B1/de not_active IP Right Cessation
- 2008-06-25 CH CH00980/08A patent/CH703146B1/de not_active IP Right Cessation
- 2008-06-27 US US12/163,509 patent/US7934295B2/en not_active Expired - Fee Related
- 2008-06-27 US US12/163,419 patent/US7941899B2/en not_active Expired - Fee Related
- 2008-06-27 JP JP2008168643A patent/JP5280751B2/ja not_active Expired - Fee Related
- 2008-06-27 JP JP2008168615A patent/JP5280750B2/ja not_active Expired - Fee Related
- 2008-06-27 JP JP2008168611A patent/JP5107809B2/ja not_active Expired - Fee Related
- 2008-06-27 US US12/147,906 patent/US7946000B2/en not_active Expired - Fee Related
- 2008-06-27 JP JP2008168924A patent/JP5290643B2/ja not_active Expired - Fee Related
- 2008-06-27 JP JP2008168797A patent/JP5313560B2/ja not_active Expired - Fee Related
- 2008-06-27 BR BRPI0803869-4A patent/BRPI0803869A2/pt not_active Application Discontinuation
- 2008-06-27 US US12/147,836 patent/US7921517B2/en not_active Expired - Fee Related
- 2008-06-27 US US12/163,032 patent/US7937811B2/en not_active Expired - Fee Related
- 2008-06-27 BR BRPI0803018-9A patent/BRPI0803018A2/pt not_active Application Discontinuation
- 2008-06-27 JP JP2008168366A patent/JP5280749B2/ja not_active Expired - Fee Related
- 2008-06-27 BR BRPI0801885-5A patent/BRPI0801885A2/pt not_active Application Discontinuation
- 2008-06-27 JP JP2008168578A patent/JP5431689B2/ja not_active Expired - Fee Related
- 2008-06-27 US US12/163,287 patent/US7926147B2/en not_active Expired - Fee Related
- 2008-06-27 JP JP2008168489A patent/JP5290640B2/ja not_active Expired - Fee Related
- 2008-06-27 JP JP2008168335A patent/JP5270236B2/ja not_active Expired - Fee Related
- 2008-06-27 US US12/163,127 patent/US7950110B2/en not_active Expired - Fee Related
- 2008-06-27 BR BRPI0803765-5A patent/BRPI0803765A2/pt not_active Application Discontinuation
- 2008-06-27 US US12/163,700 patent/US7913362B2/en not_active Expired - Fee Related
- 2008-06-27 US US12/147,921 patent/US7921518B2/en not_active Expired - Fee Related
- 2008-06-27 BR BRPI0803075-8A patent/BRPI0803075A2/pt not_active IP Right Cessation
- 2008-06-27 BR BRPI0803871-6A patent/BRPI0803871A2/pt not_active IP Right Cessation
- 2008-06-27 BR BRPI0803872-4A patent/BRPI0803872A2/pt not_active IP Right Cessation
- 2008-06-27 JP JP2008168737A patent/JP5290642B2/ja not_active Expired - Fee Related
- 2008-06-30 BR BRPI0803079-0A patent/BRPI0803079A2/pt not_active Application Discontinuation
- 2008-06-30 BR BRPI0803769-8A patent/BRPI0803769A2/pt not_active IP Right Cessation
- 2008-06-30 BR BRPI0803399-4A patent/BRPI0803399A2/pt not_active Application Discontinuation
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5280749B2 (ja) | 紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置 | |
| US7895714B2 (en) | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing | |
| JP5290644B2 (ja) | コーミングのために繊維分類もしくは繊維選択する装置 | |
| JP5479692B2 (ja) | 繊維束をコーミングのために繊維分類もしくは繊維選択する装置 | |
| JP5270235B2 (ja) | 特にコーミング・デバイスである繊維分類デバイスに対して供給手段により供給された織物繊維から成る繊維束を特にコーミングのために繊維分類もしくは繊維選択する装置 | |
| US20080092339A1 (en) | Apparatus for the sorting or selection of a fibre sliver comprising textile fibres, especially for combing | |
| US7926148B2 (en) | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing | |
| US7941900B2 (en) | Apparatus for the fibre-sorting or fibre-selection of a fibre bundle comprising textile fibres, especially for combing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110425 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110425 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121025 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130523 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |