JP4606325B2 - 基板分断装置および基板分断方法 - Google Patents
基板分断装置および基板分断方法 Download PDFInfo
- Publication number
- JP4606325B2 JP4606325B2 JP2005504731A JP2005504731A JP4606325B2 JP 4606325 B2 JP4606325 B2 JP 4606325B2 JP 2005504731 A JP2005504731 A JP 2005504731A JP 2005504731 A JP2005504731 A JP 2005504731A JP 4606325 B2 JP4606325 B2 JP 4606325B2
- Authority
- JP
- Japan
- Prior art keywords
- line
- line portion
- scribe
- forming
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
- C03B33/105—Details of cutting or scoring means, e.g. tips
- C03B33/107—Wheel design, e.g. materials, construction, shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0005—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing
- B28D5/0041—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing the workpiece being brought into contact with a suitably shaped rigid body which remains stationary during breaking
- B28D5/0047—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing the workpiece being brought into contact with a suitably shaped rigid body which remains stationary during breaking using fluid or gas pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0005—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing
- B28D5/0011—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing with preliminary treatment, e.g. weakening by scoring
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/027—Scoring tool holders; Driving mechanisms therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/033—Apparatus for opening score lines in glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/037—Controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/04—Cutting or splitting in curves, especially for making spectacle lenses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/07—Cutting armoured, multi-layered, coated or laminated, glass products
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T225/00—Severing by tearing or breaking
- Y10T225/30—Breaking or tearing apparatus
- Y10T225/304—Including means to apply thermal shock to work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T225/00—Severing by tearing or breaking
- Y10T225/30—Breaking or tearing apparatus
- Y10T225/307—Combined with preliminary weakener or with nonbreaking cutter
- Y10T225/321—Preliminary weakener
- Y10T225/325—With means to apply moment of force to weakened work
Description
また、このような表示パネルは、大判のマザーガラス基板を相互に貼り合わせることによってマザー貼り合わせ基板を作成し、このマザー貼り合わせ基板の各マザーガラス基板をそれぞれ所定の大きさに分断することによっても、製造されている。
図20は、従来のマザーガラス基板をスクライブ工程において用いられるマザーガラス基板に形成されているスクライブ予定ラインを示す。
マザーガラス基板1は、長方形状であり、例えば、短辺方向である縦方向に沿ったスクライブ予定ラインL1〜L4に沿って、順番にスクライブラインを形成した後に、長辺方向である横方向に沿ったスクライブ予定ラインL5〜L8に沿って順番にスクライブラインを形成する(スクライブ工程)。その後、形成されたスクライブラインに沿ってマザーガラス基板1に曲げ応力を作用させるとマザーガラス基板1がブレイクされる(ブレイク工程)。
スクライブ工程を実施した後、ブレイク工程を実施することによって、マザーガラス基板1が分断され、4つの分断基板1aが作製される。
マザーガラス基板1のスクライブ工程は、例えば、マザーガラス基板1が搭載されて水平方向に回転される回転テーブルと、所定の水平方向に沿って往復移動するスクライブ手段とを有するスクライブ装置によってマザーガラス基板1をスクライブする工程である。
マザーガラス基板1のブレイク工程は、スクライブラインが形成されたマザーガラス基板1のスクライブラインに沿って曲げモーメントを加えることによって実施される。
スクライブ工程およびブレイク工程をさらに具体的に説明する。
マザーガラス基板1は、水平方向に回転可能になった回転テーブル上に固定される。例えば、カッターホイールチップは、縦方向のスクライブ予定ラインL1〜L4に沿って、順番に4本のスクライブラインを形成する。その後、マザーガラス基板1が搭載された回転テーブルは90°水平方向に回転させられ、横方向のスクライブ予定ラインL5〜L8に沿って順番に4本のスクライブラインを形成する。なお、横方向のスクライブ予定ラインL5〜L8の各々に沿ってスクライブラインを形成した後に、マザーガラス基板1が搭載されたテーブルを90°回転させ、次に、縦方向のスクライブ予定ラインL1〜L4の各々に沿ってスクライブラインを形成してもよい。このように、スクライブ工程が実施される。
一般的に、スクライブラインは、マザーガラス基板1の表面にカッターホイールチップを圧接させた状態でカッターホイールチップを転動させることによって形成される。マザーガラス基板1の厚さ方向に沿って垂直クラックがスクライブラインから延びている。
マザーガラス基板1にスクライブラインが形成されると、マザーガラス基板1を折り曲げるように変形させることによって、マザーガラス基板1に形成されたスクライブラインに沿って曲げモーメントを加える。スクライブ工程において、スクライブラインから延びた垂直クラックをマザーガラス基板1のスクライブラインが形成されている側と反対側の表面に達するように伸展させることによって、マザーガラス基板1は、スクライブラインに沿ってブレイクする。このようにブレイク工程が実施される。
スクライブ工程を実施した後、引き続いてブレイク工程を実施することによって、マザーガラス基板1が分断され、4つの分断基板1aが作成される。
特許第2785906号公報(特許文献1)には、磁気ディスク、光ディスク用の円形状のガラス基板をガラス板から切り抜く方法として、ガラス板の厚み方向に対して傾斜した切筋(スクライブライン)を、閉曲線を描くように形成(スクライブ工程)した後に、ガラス板を加熱(ブレイク工程)する方法が開示されている。
図20に示すようなマザーガラス基板1に互いに交差するスクライブラインを形成するスクライブ方法(クロススクライブ方法)では、通常、マザーガラス基板1を所定のテーブル上に固定して、テーブル上に固定されたマザーガラス基板1に対して、スクライブカッター等のスクライブライン形成手段を、マザーガラス基板1に対して直線的に移動させることによって、マザーガラス基板1の縦方向または横方向に沿ったスクライブラインを形成した後に、マザーガラス基板1が搭載されたテーブルを90度回転させて、先にスクライブラインが形成された方向とは直交する方向に沿ってスクライブラインを形成している。
本願出願人は特許第3074143号に開示されたマザーガラス基板1等の脆性材料基板に対して、その厚さ方向に沿った垂直クラックを形成する能力が非常に高いカッターホイールチップを開発したが、このカッターホイールチップによりクロススクライブした際には、第1の方向にスクライブし、第2の方向へスクライブしたときに形成されたスクライブラインの交点で、マザーカラス基板1に欠けが発生するおそれがある。
このような欠けは、第1の方向へスクライブした時に、既にマザーガラス基板1にほぼその板厚に達するような垂直クラックが形成されているため、第2の方向へのスクライブ中にカッターホイールチップが第1の方向のスクライブライン付近に達すると、マザーガラス基板1が沈みこみ、第1の方向のスクライブラインと第2の方向のスクライブラインの交差部で第1の方向のスクライブライン沿ったガラス基板に乗り上げるときに発生する。
マザーガラス基板1の表裏面を反転させてブレイク工程を実施するブレイク装置のテーブルに載置させ、形成されたスクライブラインに沿って曲げモーメントを加える方法によって垂直クラックを伸展させマザーガラス基板1を分断する方法では、分断された基板同士が競り合うことによって基板に欠けが生じやすい。
さらに、特許文献1に開示されたように、ガラス板に対して厚さ方向に傾斜した切筋(スクライブライン)を形成して、円形状のガラス基板をガラス板から切り抜く方法では、ガラス板の厚さ方向に対して傾斜した切筋(スクライブライン)を形成するために、特殊なスクライブカッター等の特殊なスクライブライン形成手段が必要になる。また、ガラス板から分断した製品としての円形のガラス板の分断面は傾斜しており、その分断面を円形なガラス基板の表面に対して垂直な端面にするための研削工程が必要になる。
本発明は、このような問題に鑑みてなされたものであって、分断された基板同士が競り合うことによって生じる基板の欠けをなくすようにスクライブラインに沿って容易に基板をブレイクし、基板表面に対して基板の端面が垂直になるように基板を分断することができる基板分断装置および基板分断方法を提供することを目的とする。
前記スクライブラインは、少なくとも第1線部分と第2線部分とを有し、前記第1線部分と前記第2線部分とは、互いに交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、前記スクライブライン形成手段は、前記スクライブライン形成手段が前記基板から離間して、前記第1線部分を形成し、前記第2線部分を形成してもよい。
前記スクライブラインは、第1線部分と第2線部分とを有し、前記第1線部分と前記第2線部分とは、互いに交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、前記スクライブライン形成手段は、前記スクライブライン形成手段が前記基板から離間することなく、前記第1線部分を形成し、前記第2線部分を形成してもよい。
前記スクライブラインは、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分をさらに有し、前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、前記曲線部分は、前記基板上の所定の領域を定義する境界線に沿って形成され、前記境界線の少なくとも一部は曲線であり、前記少なくとも一部は前記境界線の他部に滑らかにつながり、前記スクライブライン形成手段は、前記第1線部分を形成し、前記曲線部分を形成し、前記第2線部分を形成してもよい。
前記スクライブラインは、第3線部分と、第1曲線部分と、第2曲線部分とをさらに有し、前記第1線部分と前記第2線部分と第3線部分とは、交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、前記第1線部分と前記第2線部分と前記第3線部分とは、前記基板上の多角形状である第3領域の少なくとも一部を定義し、前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、前記第2線部分の前記他端は前記第3線部分の前記一端につながっており、前記第1曲線部分は、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分であり、前記第1曲線部分は、前記基板上の第1領域を定義する第1境界線に沿って形成され、前記第1境界線の少なくとも一部は曲線であり、前記第1境界線の前記少なくとも一部は前記第1境界線の他部に滑らかにつながり、前記第2曲線部分は、前記第2直線部分の他端と前記第3直線部分の一端とに滑らかにつながる曲線部分であり、前記第2曲線部分は、前記基板上の第2領域を定義する第2境界線に沿って形成され、前記第2境界線の少なくとも一部は曲線であり、前記第2境界線の前記少なくとも一部は前記第2境界線の他部に滑らかにつながり、前記第1領域と前記第2領域と前記第3領域とは、互いに重なり合わない異なった領域であり、前記スクライブライン形成手段は、前記第1線部分を形成し、前記第1曲線部分を形成し、前記第2線部分を形成し、前記第2曲線部分を形成し、前記第3線部分を形成してもよい。
前記スクライブラインは、第3線部分と、第4線部分と、第1曲線部分と、第2曲線部分と、第3曲線部分とをさらに有し、前記第1線部分と前記第2線部分と第3線部分と第4線部分とは、交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、前記第1線部分と前記第2線部分と前記第3線部分と前記第4線部分とは、前記基板上の長方形状である第5領域を定義し、前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、前記第2線部分の前記他端は前記第3線部分の前記一端につながっており、前記第3線部分の前記他端は前記第4線部分の前記一端につながっており、前記第4線部分の前記他端は前記第1線部分の前記他端につながっており、前記第1曲線部分は、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分であり、前記第1曲線部分は、前記基板上の第1領域を定義する第1境界線に沿って形成され、前記第1境界線の少なくとも一部は曲線であり、前記第1境界線の前記少なくとも一部は前記第1境界線の他部に滑らかにつながり、前記第2曲線部分は、前記第2線部分の他端と前記第3線部分の一端とに滑らかにつながる曲線部分であり、前記第2曲線部分は、前記基板上の第2領域を定義する第2境界線に沿って形成され、前記第2境界線の少なくとも一部は曲線であり、前記第2境界線の前記少なくとも一部は前記第2境界線の他部に滑らかにつながり、前記第3曲線部分は、前記第3線部分の他端と前記第4線部分の一端とに滑らかにつながる曲線部分であり、前記第3曲線部分は、前記基板上の第3領域を定義する第3境界線に沿って形成され、前記第3境界線の少なくとも一部は曲線であり、前記第3境界線の前記少なくとも一部は前記第3境界線の他部に滑らかにつながり、前記第1領域と前記第2領域と前記第3領域と前記第5領域とは、互いに重なり合わない異なった前記基板上の領域であり、前記スクライブライン形成手段は、前記第1線部分を形成し、前記第1曲線部分を形成し、前記第2線部分を形成し、前記第2曲線部分を形成し、前記第3線部分を形成し、前記第3曲線部分を形成し、前記第4線部分を形成してもよい。
前記スクライブライン形成手段は、ディスク状のスクライブカッターであり、前記スクライブカッターの外周面には、前記基板の表面を転接する刃先が形成されてもよい。
前記刃先には、所定のピッチで複数の突起が形成されてもよい。
前記基板分断装置は、前記スクライブラインを加熱する加熱手段をさらに備えてもよい。
前記曲線部分を形成する際に前記スクライブライン形成手段によって前記基板に与えられる圧力は、前記第1線部分および前記第2線部分のうちの少なくとも1つを形成する際に前記スクランブルライン形成手段によって前記基板に与えられる圧力より低くてもよい。
前記基板分断装置は、前記スクライブライン形成手段を鉛直軸回りに回転させる回転駆動手段をさらに備えてもよい。
本発明の基板分断方法は、基板にスクライブラインを形成するスクライブライン形成工程と、前記基板を前記スクライブラインに沿ってブレイクするブレイク工程とを包含し、前記ブレイク工程は、前記基板に形成された前記スクライブラインに前記基板を膨張させる温度を有する加熱流体を吹きつけることにより、前記スクライブラインから延びた垂直クラックを前記基板の厚さ方向に伸展させる工程を含み、これにより、上記目的が達成される。
前記スクライブラインは、少なくとも第1線部分と第2線部分とを有し、前記第1線部分と前記第2線部分とは、互いに交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、前記スクライブライン形成工程は、前記基板にスクライブラインを形成する手段によって実行され、前記スクライブライン形成工程は、前記第1線部分を形成する工程と、前記第1線部分を形成した後、前記手段が前記基板から離間して、前記第2線部分を形成する工程とを含んでもよい。
前記スクライブラインは、第1線部分と第2線部分とを有し、前記第1線部分と前記第2線部分とは、互いに交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、前記スクライブライン形成工程は、前記基板にスクライブラインを形成する手段によって実行され、前記スクライブライン形成工程は、前記第1線部分を形成する工程と、前記第1線部分を形成した後、前記手段が前記基板から離間することなく、前記第2線部分を形成する工程とを含んでもよい。
前記スクライブラインは、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分をさらに有し、前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、前記曲線部分は、前記基板上の所定の領域を定義する境界線に沿って形成され、前記境界線の少なくとも一部は曲線であり、前記少なくとも一部は前記境界線の他部に滑らかにつながり、前記スクライブライン形成工程は、前記第1線部分を形成する工程と、前記曲線部分を形成する工程と、前記第2線部分を形成する工程とを含んでもよい。
前記スクライブラインは、第3直線部分と、第1曲線部分と、第2曲線部分とをさらに有し、前記第1線部分と前記第2線部分と前記第3線部分とは、交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、前記第1線部分と前記第2線部分と前記第3線部分とは、前記基板上の多角形状である第3領域の少なくとも一部を定義し、前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、前記第2線部分の前記他端は前記第3線部分の前記一端につながっており、前記第1曲線部分は、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分であり、前記第1曲線部分は、前記基板上の第1領域を定義する第1境界線に沿って形成され、前記第1境界線の少なくとも一部は曲線であり、前記第1境界線の前記少なくとも一部は前記第1境界線の他部に滑らかにつながり、前記第2曲線部分は、前記第2線部分の他端と前記第3線部分の一端とに滑らかにつながる曲線部分であり、前記第2曲線部分は、前記基板上の第2領域を定義する第2境界線に沿って形成され、前記第2境界線の少なくとも一部は曲線であり、前記第2境界線の前記少なくとも一部は前記第2境界線の他部に滑らかにつながり、前記第1領域と前記第2領域と前記第3領域とは、互いに重なり合わない異なった領域であり、前記スクライブライン形成工程は、前記第1線部分を形成する工程と、前記第1線部分を形成する工程と、前記第2線部分を形成する工程と、前記第2曲線部分を形成する工程と、前記第3線部分を形成する工程とを含んでもよい。
前記スクライブラインは、第3線部分と、第4線部分と、第1曲線部分と、第2曲線部分と、第3曲線部分とをさらに有し、前記第1線部分と前記第2線部分と第3線部分と第4線部分とは、交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、前記第1線部分と前記第2線部分と前記第3線部分と前記第4線部分とは、前記基板上の長方形状である第5領域を定義し、前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、前記第2線部分の前記他端は前記第3線部分の前記一端につながっており、前記第3線部分の前記他端は前記第4線部分の前記一端につながっており、前記第4線部分の前記他端は前記第1線部分の前記他端につながっており、前記第1曲線部分は、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分であり、前記第1曲線部分は、前記基板上の第1領域を定義する第1境界線に沿って形成され、前記第1境界線の少なくとも一部は曲線であり、前記第1境界線の前記少なくとも一部は前記第1境界線の他部に滑らかにつながり、前記第2曲線部分は、前記第2線部分の他端と前記第3線部分の一端とに滑らかにつながる曲線部分であり、前記第2曲線部分は、前記基板上の第2領域を定義する第2境界線に沿って形成され、前記第2境界線の少なくとも一部は曲線であり、前記第2境界線の前記少なくとも一部は前記第2境界線の他部に滑らかにつながり、前記第3曲線部分は、前記第3線部分の他端と前記第4線部分の一端とに滑らかにつながる曲線部分であり、前記第3曲線部分は、前記基板上の第3領域を定義する第3境界線に沿って形成され、前記第3境界線の少なくとも一部は曲線であり、前記第3境界線の前記少なくとも一部は前記第3境界線の他部に滑らかにつながり、前記第1領域と前記第2領域と前記第3領域と前記第5領域とは、互いに重なり合わない異なった前記基板上の領域であり、前記スクライブライン形成工程は、前記第1線部分を形成する工程と、前記第1曲線部分を形成する工程と、前記第2線部分を形成する工程と、前記第2曲線部分を形成する工程と、前記第3線部分を形成する工程と、前記第3曲線部分を形成する工程と、前記第4線部分を形成する工程とを含んでもよい。
前記基板分断方法は、前記スクライブラインを加熱する加熱工程をさらに包含してもよい。
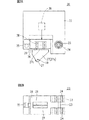
図2Aは、スクライブヘッド20の正面図である。
図2Bは、スクライブヘッド20の底面図である。
図3Aは、カッターホルダ27の一部を破断した正面図である。
図3Bは、カッターホルダ27の側面図である。
図4Aは、スクライブカッタ21の正面図である。
図4Bは、スクライブカッタ21の側面図である。
図4Cは、図4Bに示されたスクライブカッタ21の一部(A部分)を拡大した図である。
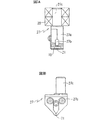
図5Aは、スクライブヘッド65の側面図である。
図5Bは、スクライブヘッド65の主要部の正面図である。
図6は、サーボモータを用いたスクライブヘッドの他の例であるスクライブヘッド66の正面図である。
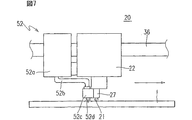
図7は、スクライブヘッド20’に備えられる垂直クラック伸展手段を示す図である。
図8は、垂直クラック伸展手段の別の例を示す図である。
図9は、本発明の実施の形態による基板を分断する手順を示すフローチャートである。
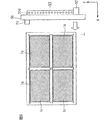
図10は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に設定されているスクライブ予定ラインの一例を示す図である。
図11Aは、スクライブカッタ21によってスクライブラインが形成される際に生じる垂直クラックを示す図である。
図11Bは、スクライブカッタ51によってスクライブラインが形成される際に生じる垂直クラックおよび水平クラックを示す図である。
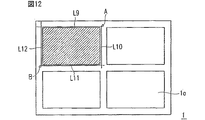
図12は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に設定されているスクライブ予定ラインの他の一例を示す図である。
図13は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に設定されているスクライブ予定ラインのさらに他の一例を示す図である。
図14は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に設定されているスクライブ予定ラインのさらに他の一例を示す図である。
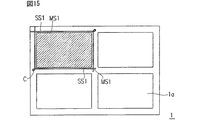
図15は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に設定されているスクライブ予定ラインのさらに他の一例を示す図である。
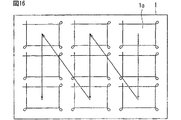
図16は、マザーガラス基板1に配置される9枚の分断基板1aを示す図である。
図17は、本発明の実施の形態によるスクライブ工程によってマザーガラス基板1に形成されるスクライブ予定ラインのさらに他の一例を示す。
図18は、本発明の実施の形態によるスクライブ工程によってマザーガラス基板1に形成されるスクライブ予定ラインのさらに他の一例を示す。
図19は、2枚の基板を貼り合わせることによって作製された貼り合わせ基板を分断することができる基板分断装置の一部を示す図である。
図20は、従来のマザーガラス基板をスクライブ工程において用いられるマザーガラス基板に設定されているスクライブ予定ラインを示す図である。
1.基板分断装置
図1は、本発明の実施の形態の基板分断装置100の構成を示す。
基板分断装置100は、テーブル31と、ガイドレール32と、ガイドレール33と、スライダ34と、スライダ35と、ガイドバー36と、リニアモータ37と、リニアモータ38とを含む。
基板分断装置100は、液晶表示装置用のガラス基板を作製するために、マザーガラス基板1を分断する。
テーブル31には、マザーガラス基板1が載置される。
ガイドレール32とガイドレール33とは、テーブル31の両側に、互いに平行に設けられている。
スライダ34は、ガイドレール32に沿ってスライド可能なようにガイドレール32に設けられている。
スライダ35は、ガイドレール33に沿ってスライド可能なようにガイドレール33に設けられている。
リニアモータ37は、ガイドレール32に沿ってレール状に配置された固定子と、固定子に沿って移動する移動子とが設けられている。リニアモータ37は、移動子が取り付けられたスライダ34をガイドレール32に沿ってスライドさせる。
リニアモータ38は、ガイドレール33に沿ってレール状に配置された固定子と、固定子に沿って移動する移動子とが設けられている。リニアモータ38は、移動子が取り付けられたスライダ35をガイドレール33に沿ってスライドさせる。
ガイドバー36は、スライダ34の上端部とスライダ35の上端部との間に、水平に架設されている。
スクライブヘッド20は、ガイドバー36に沿ってスライド可能なように、ガイドバー36に取り付けられている。スクライブヘッド20の構成の詳細は、後述する。
基板分断装置100は、制御部をさらに含む。制御部は、第1ドライバ41と、第2ドライバ42と、スライダセンサ43と、コントローラ44と、スクライブヘッド駆動用モータ45と、第3ドライバ47とを含む。
コントローラ44は、第1ドライバ41と、第2ドライバ42と、第3ドライバ47とを制御する。
第1ドライバ41は、コントローラ44の制御に従って、リニアモータ37を駆動させる。第2ドライバ42は、コントローラ44の制御に従って、リニアモータ38を駆動させる。
スライダセンサ43は、ガイドレール32の近傍に設けられている。スライダセンサ43は、ガイドレール32上をスライドするスライダ34の位置を検出し、検出した位置を示すデータをコントローラ44に出力する。
第3ドライバ47は、コントローラ44の制御に従って、スクライブヘッド駆動用モータ45を駆動させる。
スクライブヘッド駆動用モータ45は、スライダー34に設けられている。スクライブヘッド駆動用モータ45は、ボールネジ46を回転する。ボールネジ46の回転に応じて、スクライブヘッド20は、ガイドバー36に沿って往復移動する。
図2Aは、スクライブヘッド20の正面を示す。図2Bは、スクライブヘッド20の底面を示す。
スクライブヘッド20は、ヘッド本体部22と、ベアリングケース26と、制止軸25と、カッターホルダ27と、スクライブカッタ21と、付勢手段30と、垂直クラック伸展手段とを含む。なお、垂直クラック伸展手段の詳細は、後述される。
ヘッド本体部22は、ヘッド本体部22に水平に挿通されている支軸23と、ベアリング24とを備える。ヘッド本体部22の下部には、切欠部29が形成されており、切欠部29には、ベアリングケース26が格納されている。
制止軸25は、ヘッド本体部22内に支軸23と平行に設けられている。
ベアリングケース26は、制止軸25によって制止される範囲内で支軸23の軸心周りに回動する。ベアリングケース26の一端部は、支軸23に連結されており、ベアリングケース26の他端部は、制止軸25に当接する。ベアリングケース26は、カッターホルダ27を回転自在に保持する。
カッターホルダ27は、カッターホルダ本体部27aと回転軸27cとを有する。カッターホルダ27は、ベアリングケース26にベアリング28を介して取り付けられており、回転軸27cを軸心として回転する。カッターホルダ本体部27aは、マザーガラス基板1の表面に直交する軸心を有する回転軸27cと一体に形成されている。カッターホルダ27の詳細は、後述する。
付勢手段30は、回転軸27cの上方に設けられている。付勢手段30は、例えばエアーシリンダである。付勢手段30が付勢力をベアリングケース26に付与することによって、回転軸27cおよびカッターホルダ27を介してスクライブカッタ21に所定の荷重が加えられる。
スクライブカッタ21は、マザーガラス基板1にスクライブラインを形成する。スクライブカッタ21は、例えば、ダイヤモンドポイントカッターやカッターホイールチップである。スクライブカッタ21は、回転軸19に回転自在に設けられており、カッターホルダ27に保持されている。
図3Aは、カッターホルダ27の一部を破断した正面図であり、図3Bは、カッターホルダ27の側面図である。図3Aおよび図3Bにおいて、図2Aおよび図2Bに示される構成要素と同一の構成要素には同一の符号を付している。
カッターホルダ27は、カッターホルダ本体部27aと回転軸27cとを有する。カッターホルダ本体部27aの下部には、下方に開口した溝部27bが形成されている。カッターホルダ本体部27aの上部には、上方に延出する回転軸27cが形成されており、回転軸27cは、ベアリング28を介してベアリングケース26に回転自在に保持される。スクライブカッタ21(例えば、ディスク状のカッターホイールチップ)は溝部27b内に回転軸19に回転自在に取り付けられ、マザーガラス基板1に対してスクライブカッタの刃先稜線が垂直になるように保持される。
図4Aは、スクライブカッタ21の正面図であり、図4Bは、スクライブカッタ21の側面図であり、図4Cは、図4Bに示されたスクライブカッタ21の一部(A部分)を拡大した図である。
スクライブカッタ21は、例えばカッターホイールチップである。図4A〜図4Cに示されたスクライブカッタ21は、本願出願人による特許第3074143号に開示されている。
スクライブカッタ21のディスク状のホイール(直径φ、厚さW)の外周面において、V字形状に外側に突出する刃先稜線21aには、刃先21bが設けられている。刃先21bは鈍角αを有する。
刃先21bには、刃先稜線部に溝を形成することによって所定の高さhで外側に突出する複数の突起jが所定のピッチpで形成されている。複数の突起jは、実際には肉眼で識別することができないマイクロメータオーダーのサイズである。
スクライブカッタ21は、脆性材料基板(例えば、マザーガラス基板1)に、脆性材料基板の厚さ方向に沿った垂直クラックを形成する能力が非常に高い。したがって、深い垂直クラックを形成することが可能であり、しかも、脆性材料基板の表面に沿った水平方向のクラックの発生を抑制することができる。
以上、図2Aと、図2Bと、図3Aと、図3Bと、図4Aと、図4Bと、図4Cとを参照して、基板分断装置100に備えられるスクライブヘッド20を説明した。
なお、基板分断装置100に備えられるスクライブヘッドの構成は、スクライブヘッド20に限らない。
以下、スクライブヘッド20とは別の構成を有するスクライブヘッド65の構成を説明する。
図5Aは、スクライブヘッド65の側面図であり、図5Bは、スクライブヘッド65の主要部の正面図である。
スクライブヘッド65は、一対の側壁65aと、サーボモータ65bと、ホルダー保持具65cと、支軸65dと、軸65eと、スクライブカッタ62aと、カッターホルダ62bと、一対の平傘歯車65fとを備えている。
一対の側壁65aの間にサーボモータ65bが倒立状態で保持されている。一対の側壁65aの下部には、側方から見てL字状のホルダー保持具65cが支軸65dを介して回動自在に設けられている。
カッターホルダ62bは、軸65eを介してスクライブカッタ62aを回転自在に支持する。カッターホルダ62bは、ホルダー保持具65cの前方(図5Bの右方向)に取り付けられている。
サーボモータ65bは、マザーガラス基板1をスクライブする時に、スクライブカッタ62aが受ける抵抗力の変動に基づくスクライブ圧の変化に瞬時に対応し、サーボモータ65bの回転トルクを修正する。
サーボモータ65bの回転軸には、一対の平傘歯車65fのうちの一方が、支軸65dには、一対の平傘歯車65fのうちの他方が、互いにかみ合うように装着されている。したがって、サーボモータ65bが正逆回転することによって、ホルダー保持具65cは支軸65dを支点として俯仰動作することができる。その結果、スクライブカッタ62aがマザーガラス基板1の表面に対して上下動する。
図6は、サーボモータを用いたスクライブヘッドの他の例であるスクライブヘッド66の正面図である。
図6において、図5Aおよび図5Bに示される構成要素と同一の構成要素には同一の符号を付し、その説明を省略する。
図6に示すようにスクライブヘッド66のサーボモータ65bの回転軸は、ホルダー保持具65cに直結されている。
以下、図5Aと図5Bと図6とを参照して、スクライブヘッド65およびスクライブヘッド66の動作の詳細を説明する。
スクライブヘッド65およびスクライブヘッド66は、サーボモータ65bを位置制御モードで駆動させることによって、スクライブカッタ62aを昇降させ、位置決めする。
スクライブヘッド65およびスクライブヘッド66がマザーガラス基板1にスクライブラインを形成するスクライブ工程中に、予めサーボモータ65bに設定されたスクライブカッタ62aの位置がズレた場合、サーボモータ65bは、スクライブカッタ62aをもとの設定位置へ戻そうとする回転トルクを発生させる。この回転トルクはサーボモータ65bの駆動制御部により設定値を越えないように制御される。制御された回転トルクは、マザーガラス基板1に対するスクライブ圧としてカッターホイール62aに伝達させる。すなわち、サーボモータ65bはカッターホイール62aの鉛直方向の位置を制御するとともに、マザーガラス基板1を押圧する力をスクライブカッタ62aに加える。
スクライブヘッド65およびスクライブヘッド66は、サーボモータ65bを備えている。したがって、マザーガラス基板1をスクライブする時に、スクライブカッタ62aが受ける抵抗力の変動に基づくスクライブ圧の変化に瞬時に対応することができ、サーボモータの回転トルクが修正される。その結果、安定したスクライブが実施でき、品質のよいスクライブラインを形成することができる。
図7は、スクライブヘッド20’に含まれた垂直クラック伸展手段を示す。図7において、図1および図2Aに示される構成要素と同一の構成要素には同一の符号を付し、その説明を省略する。
スクライブヘッド20’はガイドバー36に設けられ、マザーガラス基板1をブレイクするブレイク機構としても機能する。
蒸気発生装置52は、垂直クラック伸展手段である。蒸気発生装置52は、マザーガラス基板1のブレイク手段として蒸気を発生する。
蒸気発生装置52は、マザーガラス基板1に形成されたスクライブラインにマザーガラス基板1を膨張させる温度を有する蒸気を吹きつけることにより、スクライブラインから延びた垂直クラックをマザーガラス基板1の厚さ方向に伸展させる。
蒸気発生装置52は、本体部52aと、蒸気が通流するフレキシブルなホース52bと、スクライブカッタ21を保持するカッターホルダ27に一体的に取り付けられたノズルヘッド52cと、蒸気を下方に向かって噴射するノズル部52dとを含む。
本体部52aは、ヘッド本体部22に取り付けられている。
ホース52bの一方の端部は、本体部52aに取り付けられており、ホース52bの他方の端部は、ノズルヘッド52cに接続されている。
ノズルヘッド52cは、カッターホルダ27と一体となって垂直軸回りに回転する。ノズルヘッド52cには、ホース52bの端部が旋回可能に接続されている。ノズルヘッド52cの下側には、ノズル部52dが設けられている。
ノズル部52dには、例えば、円形状、楕円形状、矩形形状またはスリット状の蒸気噴射口が形成されている。
ノズル部52dは、スクライブカッタ21によって形成されるスクライブラインに蒸気を吹き付け、スクライブラインを加熱する。
図8は、垂直クラック伸展手段の別の例を示す。
スクライブヘッド20’に含まれる蒸気発生装置52が1つのノズル部52dを備えるような構成(図7参照)に換えて、図8に示すような蒸気発生装置52がスクライブヘッドと別体のノズルユニット53を備えても良い。ノズルユニット53は、複数のノズル部52dを含む。ノズルユニット53は、ガイドバー36に設けられ、ガイドバー36をY方向へ移動させることによって、スクライブラインの形成が完了したマザーガラス基板1の表面に、蒸気を吹きつける。
なお、上記のノズルユニットに換えて、図8のY方向に蒸気噴出口にスリットが形成された部材を取り付けてもよい。
本発明の基板分断装置によれば、基板に形成されたスクライブラインに基板を膨張させる温度を有する蒸気を吹きつけることにより、スクライブ工程において形成されたスクライブラインから延びた垂直クラックを基板の厚さ方向に伸展させる。
マイクロメートルオーダの開口を有する垂直クラックに吹き付けられた蒸気が毛細現象により垂直クラックに浸透し、浸透した液体が膨張(体積膨張)することによって、垂直クラックはマザーガラス基板1の背面側に伸展する。
また、補助分断手段として蒸気の代わりにレーザビームを用いスクライブラインを加熱させるようにスクライブヘッドにレーザ発振器を備えてもよいし、スクライブヘッド20に水分を乾燥させるためのレーザ発振器を備えてもよい。
したがって、スクライブラインに沿って機械的に曲げモーメントを加えることなく垂直クラックを基板の厚さ方向に伸展させることができる。
その結果、分断された基板同士が競り合うことによって基板に欠けを生じさせることなく、スクライブラインに沿って容易に基板をブレイクし、基板を分断することができる。
図1、図2A,図3Bおよび図7に示される例では、スクライブカッタ21が「基板にスクライブラインを形成するスクライブライン形成手段」として機能し、蒸気発生装置52が「基板を前記スクライブラインに沿ってブレイクするブレイク手段」として機能し、ノズル部52dが「基板に形成されたスクライブラインに基板を膨張させる温度を有する加熱流体を吹きつけることにより、スクライブラインから延びた垂直クラックを基板の厚さ方向に伸展させる手段」として機能する。しかし、本発明の基板分断装置に含まれる各構成要素が図1、図2A,図3Bおよび図7に示されるものに限定されるわけではない。
基板分断装置に含まれる各構成要素が、上述した「基板にスクライブラインを形成するスクライブライン形成手段」、「基板をスクライブラインに沿ってブレイクするブレイク手段」および「基板に形成されたスクライブラインに基板を膨張させる温度を有する加熱流体を吹きつけることにより、スクライブラインから延びた垂直クラックを基板の厚さ方向に伸展させる手段」として機能する限り、任意の構成を有し得る。
なお、上記した垂直クラック伸展手段は、蒸気を用いたものに限定されることはない。基板を膨張させる温度を有する限りは、加熱流体でよい。加熱流体とは、例えば、蒸気、熱湯、または蒸気と熱湯とを含む流体である。
2.基板分断方法
図9は、本発明の実施の形態による基板を分断する手順を示す。
以下、基板分断装置100によってマザーガラス基板1を分断する手順をステップごとに説明する。
基板分断装置100によってマザーガラス基板1を分断する手順は、スクライブ工程とブレイク工程とを包含する。なお、必要に応じて初期設定工程が実施される。
ステップ501:初期設定工程が実施される。初期設定工程は、スクライブ工程を始める前に基板分断装置100の初期状態を設定する工程である。初期設定工程の詳細は後述される。
初期設定工程が終了すると、処理はステップ502に進む。
ステップ502:スクライブ工程が実施される。スクライブ工程は、マザーガラス基板1にスクライブラインを形成する工程である。スクライブ工程の詳細は後述される。
スクライブ工程が終了すると、処理はステップ503に進む。
ステップ503:ブレイク工程が実施される。ブレイク工程は、スクライブラインが形成されたマザーガラス基板1をスクライブラインに沿ってブレイクする工程である。ブレイク工程の詳細は後述される。
ブレイク工程が終了すると、処理は終了する。
2−1.初期設定工程
以下、ステップ501の初期設定工程の詳細を説明する。
マザーガラス基板1をスクライブするための準備作業として、ヘッド本体部22の内部に設けられたエアーシリンダに投入される圧縮空気の圧力が、マザーガラス基板1をスクライブするための諸条件(マザーガラス基板の板厚、材質等)に基づいて設定される。その結果、スクライブカッタ21は所定の荷重で、マザーガラス基板1を押圧する。このとき、ベアリングケース26はエアーシリンダから力を付勢されて支軸23の軸心として反時計回りに回動して、制止軸25と当接する。
次に、零点検出工程が実施される。零点検出工程では、スクライブヘッド20がマザーガラス基板1の垂直方向に沿って移動するために必要となるマザーガラス基板1の表面の位置が検出される。
零点検出工程では、スクライブヘッド20は、マザーガラス基板1の表面の上方へ移動される。次に、スクライブヘッド20は、スクライブヘッド昇降手段(図示せず)によって、マザーガラス基板1の表面の垂直方向に沿って、マザーガラス基板1の表面に低速で下降される。その結果、スクライブカッタ21がマザーガラス基板1に接触して、ベアリングケース26が制止軸25から離れたときのスクライブヘッドの位置がスクライブヘッド昇降手段の位置検出機構により検出される。次に、検出されたデータを示す零点検出データがコントローラに含まれる記録手段に書き込まれる。このように、零点検出工程が実施される。
零点検出が完了すると、スクライブヘッド昇降手段は、スクライブヘッド20を所定の待機位置(マザーガラス基板1の表面の上方の待機位置)に上昇する。
基板分断装置100では、マザーガラス基板1はテーブル31上に位置決めされ、テーブル31に固定される。マザーガラス基板1がテーブル31上に固定されると、スクライブヘッド20がマザーガラス基板1の表面の上方の待機位置に移動させられた後、下降させられて零点検出(マザーガラス基板1の表面位置の検出)が行われる。そして、一旦、スクライブヘッド20は待機位置に上昇され、スクライブカッタ21がスクライブ予定ラインに沿った、マザーガラス基板1の端面の外側近傍の位置に配置されるように移動させられ、その位置でスクライブカッタ21の刃先先端が、マザーガラス基板1の上面から0.1mm〜0.2mmの位置に下降される。
なお、マザーガラス基板1がテーブル31上で位置決めされた後からマザーガラス基板1に対するスクライブが開始されるまでの間に、図示しない一対のカメラによって、アライメントマークが撮影される。このアライメントマークは、マザーガラス基板1に少なくとも2個、施されている。
撮影されたアライメントマークの画像に基づいて、画像処理装置(図示せず)は、例えば、マザーガラス基板1に関する情報を示す数値データを生成する。
コントローラ44は、数値データとマザーガラス基板1のサイズ及びパターニングに関するデータとに基づいて、ガイドレール36に沿ったスクライブ方向に対するマザーガラス基板1の傾きとスクライブカッタ21によってスクライブが開始されるY方向のマザーガラス基板1の端面の位置とを演算する。
2−2.スクライブ工程
以下、ステップ502のスクライブ工程を説明する。
スクライブヘッド20は、マザーガラス基板1に予め設定されたスクライブ予定ラインに沿った、マザーガラス基板1の端面の外側近傍の位置に移動する。
次に、スクライブヘッド20をスクライブ予定ラインに沿って移動させて、マザーガラス基板1にカッターホイールチップ21を圧接転動させることにより、スクライブラインを形成する。
スクライブカッタ21の刃先先端が、マザーガラス基板1の上面から0.1mm〜0.2mmの位置に下降すると、コントローラ44は、第3ドライバ47がスクライブヘッド駆動用モータ45を駆動するように、第3ドライバ47に指令を出す。スクライブヘッド駆動用モータ45の駆動に応じて、スクライブヘッド20が、ガイドバー36に沿って移動し、マザーガラス基板1に対してスクライブ工程が開始される。
次に、撮像されたアライメントマークの画像データを上記の画像処理装置によって処理し、その処理された結果を基板分断装置の制御部に送る。制御部がテーブル31上に位置決めされて固定されたマザーガラス基板1の正規の固定位置からの位置ずれを解消するように、スライダー34がガイドレール32に沿って、スライダー35がガイドレール33に沿って、それぞれ移動させられるとともに、ガイドバー36に沿ってスクライブヘッド20が、スライドさせられる。その結果、スクライブカッタ21が、所定のY方向の直線状のスクライブ予定ラインに沿って圧接転動する。このように、ガイドバー36をX方向に移動させつつ、スクライブヘッド20をY方向に移動させて直線状のスクライブ予定ラインに沿って、スクライブカッタ21を圧接転動することによって行われるスクライブ方法は、直線補間によるスクライブと呼ばれている。
また、ガイドレール32及びガイドレール33に沿ったX方向にスクライブする際には、コントローラ44によって、スクライブ方向とスクライブカッタ21によってスクライブが開始されるX方向のマザーガラス基板1の端面の位置とが演算される。そして、上述した直線補間によって、スクライブカッタ21が、所定のX方向の直線状のスクライブ予定ラインに沿って圧接転動する。
なお、スクライブカッタ21は、回転軸27cを軸心としてベアリング28を介してベアリングケース26に回転自在に保持されている。したがって、マザーガラス基板1上で、スクライブカッタ21を所定の閉曲線に沿って圧接転動させることによって、マザーガラス基板1をスクライブすることができる。
図10は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に形成されているスクライブ予定ラインの一例を示す。
1枚のマザーガラス基板1から4枚の分断基板1aを製作することができるように、スクライブ予定ラインがマザーガラス基板1に予め設定されている。
マザーガラス基板1は、長方形状である。4枚の分断基板1aのうちの2枚の分断基板1aが、マザーガラス基板1の長手方向に沿って2列に配置されている。4枚の分断基板1aの各々は、互いに適当な間隔をあけて配置される。さらに、4枚の分断基板1aの各々は、マザーガラス基板1の長手方向に沿った2つの側縁の各々および幅方向に沿った2つの側縁の各々と適当な間隔をあけて形成される。
本発明の実施の形態による基板分断方法では、4枚の分断基板1aを1枚ずつ、順番に、分断基板1aの全周にスクライブラインを形成し、スクライブ工程終了後に実施されるブレイク工程によって4枚の分断基板1aの各々をブレイクすることによって、マザーガラス基板1から4枚の分断基板1aを分断する。
例えば、最初に、図10に示されたマザーガラス基板1の左上の分断基板1aの全周にわたって、マザーガラス基板1をスクライブする。
本発明の実施の形態によるスクライブ工程では、まず、スクライブの対象となる分断基板1aに対して、マザーガラス基板1の長手方向と平行な側縁に沿った1本の直線状のスクライブ予定ラインL9に沿って、スクライブラインを形成する。すなわち、スクライブカッタ21はスクライブ予定ラインL9に沿ってマザーガラス基板1の表面を圧接転動する。
なお、本発明の実施の形態によるスクライブ工程では、スクライブカッタ21がスクライブを開始する点は、マザーガラス基板1上の内切りの位置であるが、スクライブ予定ラインL9に沿ったマザーガラス基板1の端面の外側近傍の位置(外切りの位置)であってもよい。
図4Aおよび図4Bで示したようにスクライブカッタ21(カッターホイールチップ)の刃先稜線部の全周には、複数の突起jが所定のピッチpで設けられている。従って、スクライブカッタ21がマザーガラス基板1の表面を圧接転動することによって、マザーガラス基板1の厚さ方向に沿って、スクライブラインから延びた垂直クラックを生じさせることができる。垂直クラックは、マザーガラス基板1の厚みのほぼ全体にわたって生じる。
スクライブ予定ラインL9に沿って、スクライブラインが形成されると、ガイドバー36をX方向へかつスクライブヘッド20をY方向へ移動させることによって、スクライブカッタ21が半径1mm程度の連続的に曲線でつながる軌跡を有するスクライブラインを形成するように、垂直軸回りに270度にわたってスクライブカッタ21が旋回される(図10のコーナー部A)。図10のコーナー部Aのように形成された曲線部分を示すラインは、垂直軸回りに270度にわたってスクライブカッタ21が旋回されることによって、形成される。曲線部分を示すラインは、スクライブ予定ラインL9に沿って形成されたスクライブラインの一端とスクライブ予定ラインL10に沿って形成されたスクライブラインの一端とに滑らかにつながるように形成される。
このように、この曲線部分は、基板上の第1領域を定義する第1境界線(スクライブ予定ラインのうちの曲線ライン)に沿って形成され、第1境界線の少なくとも一部は曲線であり、第1境界線の少なくとも一部は第1境界線の他部に滑らかにつながっている。
スクライブカッタ21が旋回移動中は、マザーガラス基板1に対するスクライブカッタ21(カッターホイールチップ)の圧接力が低減するために、マザーガラス基板1には深い垂直クラックが形成されない。マザーガラス基板1の板厚が0.7mmである場合には、スクライブカッタ21が旋回移動中にマザーガラス基板1に形成される垂直クラックの深さは100μm〜200μm程度である。
上述したように、従来技術によって、スクライブカッタ21によってクロススクライブした場合には、第1の方向に沿ってスクライブすることによって形成されたスクライブラインと第2の方向に沿ってスクライブすることによって形成されたスクライブラインとの交点で、マザーカラス基板1の欠けが発生しやすい。
第1の方向に沿ってスクライブラインが形成された時に、マザーガラス基板1にほぼその板厚に達するような垂直クラックが形成される。第2の方向に沿ってスクライブラインを形成中にスクライブカッタ21が第1の方向に沿ったスクライブライン付近に達すると、マザーガラス基板1が沈みこむ。したがって、第1の方向に沿ったスクライブラインと第2の方向に沿ったスクライブラインとが交差する部分で、スクライブカッタ21は第1の方向の方向に沿ったスクライブラインが形成されているガラス基板に乗り上げる。その結果、マザーカラス基板1の欠けが発生する。
本発明の実施の形態のスクライブ工程においては、曲線部分を形成する際にスクライブカッタ21によってマザーガラス基板1に与えられる圧力は、スクライブ予定ラインL9に沿って形成されたスクライブラインおよびスクライブ予定ラインL10に沿って形成されたスクライブラインのうちの少なくとも1つを形成する際にスクライブカッタ21によってマザーガラス基板1に与えられる圧力より低い。すなわち、本発明の実施の形態のスクライブ工程においては、スクライブカッタ21が旋回されるために、マザーガラス基板1に対する圧接力が低減する。したがって、第1の方向に沿ってスクライブラインが形成された時に、マザーガラス基板1のコーナー部Aには、ほぼその板厚に達するような垂直クラックが形成されない。したがって、第2の方向に沿ってスクライブラインを形成中にスクライブカッタ21が第1の方向に沿ったスクライブライン付近に達しても、マザーガラス基板1が沈みこむことがない。その結果、交差部分のマザーガラス基板1の欠けの発生を防ぐことができる。
スクライブカッタ21の進行方向が270度旋回されて、スクライブカッタ21が、スクライブ予定ラインL9とは直交する分断基板1aの幅方向に沿った直線状のスクライブ予定ラインL10に沿って進行する。スクライブ予定ラインL10に沿ってスクライブカッタ21が圧接転動し、スクライブ予定ラインL10に沿って、厚さ方向の全体にわたる垂直クラックが延びるスクライブラインが形成される。
その後、同様にして、スクライブカッタ21をマザーガラス基板1の表面から離間することなく、分断基板1aのコーナー部Bにおいて、半径1mm程度の連続的に曲線でつながる軌跡を形成しつつスクライブ予定ラインL10とは直交する方向に270度にわたってスクライブカッタ21が旋回されて、スクライブ予定ラインL11に沿って圧接転動する。スクライブ予定ラインL11に沿ってスクライブカッタ21(カッターホイールチップ)が圧接転動し、スクライブ予定ラインL11に沿って、厚さ方向の全体にわたる垂直クラックが延びるスクライブラインが形成される。
その後に、さらに同様にして、スクライブカッタ21をマザーガラス基板1の表面から離間することなく、分断基板1aのコーナー部Cにおいて、半径1mm程度の連続的に曲線でつながる軌跡を形成しつつスクライブ予定ラインL11とは直交する方向に270度にわたってスクライブカッタ21が旋回されて、スクライブ予定ラインL12に沿って圧接転動する。スクライブ予定ラインL12に沿ってスクライブカッタ21(カッターホイールチップ)が圧接転動し、スクライブ予定ラインL12に沿って、厚さ方向の全体にわたる垂直クラックが延びるスクライブラインが形成される。
このように、スクライブ予定ラインL9〜L12は、マザーガラス基板1上の長方形状である領域を定義し、本発明の実施の形態のスクライブ工程を実施することによって、分断基板1aの周囲には、4本の直線状のスクライブラインと4つの曲線ラインとを含む閉曲線が形成される。
4枚の分断基板1aのうちの他の3枚の各々についても、本発明の実施の形態のスクライブ工程を実施することによって、4枚の分断基板1aのうちの3枚の各々の周囲には、4本の直線状のスクライブラインを含む閉曲線が形成される。
4枚の分断基板1aの各々に対して本発明の実施の形態のスクライブ工程が実施された後、本発明の実施の形態のブレイク工程を実施することによって、マザーガラス基板1から4枚の分断基板1aの各々を分断することができる。
本発明の実施の形態のブレイク工程では、4枚の分断基板1aの各々の領域または4枚の分断基板1aの各々の領域以外の領域を加熱または冷却することによって、4枚の分断基板1aの各々をブレイクすることができる。領域の加熱は、例えば、ヒータやレーザ発振器から照射されたレーザビームによって行われる。領域の冷却は、例えば、冷却ノズルを用いて冷却媒体(CO2、He、N2等)を領域に噴射させることによって行われる。
マザーガラス基板1から4枚の分断基板1aの各々を分断した後、例えば真空吸着手段を備えた搬送機によって4枚の分断基板1aをマザーガラス基板1から取り出す。そして、4枚の分断基板1aが取り出されたマザーガラス基板1の残りの部分は、不要部として廃棄される。
なお、本発明の実施の形態のブレイク工程の詳細は、後述される。
なお、初期設定工程を実施することによって、スクライブ工程を実施するために必要な情報(例えば、マザーガラス基板1の形状および寸法に関する情報、スクライブ予定ラインに関する情報)が、スクライブ工程の実施前にコントローラ44に設定されている。テーブル31とテーブル31に載置されるマザーガラス基板1との位置に応じてリニアモータ37、リニアモータ38が制御されるとともに、スクライブヘッド駆動用モータ45が制御される。その結果、スクライブカッタ21は、マザーガラス基板1に設定されたスクライブ予定ラインに沿って移動し、マザーガラス基板1にスクライブラインを形成する。
尚、図10を参照して説明された本発明の実施の形態のスクライブ工程においては、スクライブ予定ラインL12がマザーガラス基板1上で終了しているが、スクライブ予定ラインL12に沿ったスクライブ終了位置は図10に示されるようなマザーガラス基板上の位置、あるいはマザーガラス基板の端面付近の位置のいずれの位置であってもよい。
さらに、図10を参照して説明された本発明の実施の形態のスクライブ工程においては、スクライブ予定ラインL9〜L12は、直線であったが、スクライブ予定ラインL9〜L12は直線に限定されない。スクライブ予定ラインL9〜L12のうちの少なくとも1つは、直線、曲線または直線と曲線との組み合わせを有してもよい。
図11Aは、スクライブカッタ21によってスクライブラインが形成される際に生じる垂直クラックを示す。
例えば、厚さ1.1mmのガラス基板10にスクライブカッタ21を圧接転動させた場合には、スクライブカッタ21の刃先21bは、ガラス基板10の表面から6μm程度食い込む。その結果、ガラス基板10からの反力が小さく、深さ0.8mm〜1.0mmの垂直クラックが生じる。
このように、スクライブカッタ21の刃先21bに形成された複数の突起jがガラス基板10に打点衝撃を与えるため、スクライブ工程実施時にガラス基板10の表面に沿った反力によって水平クラックが生じるおそれがなく、形成されるスクライブラインの周辺部に、欠け等が発生するおそれがない。
図11Bは、スクライブカッタ51によってスクライブラインが形成される際に生じる垂直クラックおよび水平クラックを示す。
スクライブカッタ51の構成は、スクライブカッタ21の刃先21bに形成されているような複数の突起jがスクライブカッタ51の刃先に形成されていないことを除いて、スクライブカッタ21の構成と同一である。
例えば、厚さ1.1mmのガラス基板10にスクライブカッタ51を転動させた場合には、スクライブカッタ51の刃先は、ガラス基板10の表面から3μm程度しか食い込まない。その結果、生じる垂直クラックは、深さ0.1mm〜0.15mmと浅く、しかも、ガラス基板10の表面に沿った水平応力が発生する。このため、ガラス基板10の表面に沿った水平方向の反力によって水平クラックが発生して、形成されるスクライブラインの周辺部に欠け等が生じる。
このように、スクライブカッタ21によりスクライブラインを形成しているために、分断基板1aの表面に、水平応力の発生に基づく欠け等が生じるおそれがない。
さらに、本発明の実施の形態のスクライブ工程においては、スクライブカッタ21が旋回されるために、マザーガラス基板1に対する圧接力が低減し、第1の方向に沿ってスクライブラインが形成された時に、マザーガラス基板1のコーナー部Aには、ほぼその板厚に達するような垂直クラックが形成されない。したがって、第2の方向に沿ってスクライブラインを形成中にスクライブカッタ21が第1の方向に沿ったスクライブライン付近に達しても、マザーガラス基板1が沈みこむことがない。その結果、交差部分のマザーガラス基板1の欠けの発生を防ぐことができる。
さらに、スクライブカッタ21がマザーガラス基板1をスクライブする時、マザーガラス基板1に対するスクライブカッタ21の押圧力を低減させることができるので、スクライブカッタ21自体の摩耗、損傷等を抑制することができ、スクライブカッタ21を長期にわたって安定的に使用することができる。
図12は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に形成されているスクライブ予定ラインの他の一例を示す。
図12を参照して説明する本発明の実施の形態のスクライブ工程では、スクライブ予定ラインL9およびスクライブ予定ラインL10に沿ったスクライブラインを図10を参照して説明した本発明の実施の形態のスクライブ工程と同様の方法によって形成する。
スクライブ予定ラインL9に沿ってスクライブラインを形成する場合には、スクライブカッタ21をマザーガラス基板1の端面の外側付近に位置させて、そこから連続的にスクライブ予定ラインL9に沿ってスクライブラインを形成する。
スクライブラインの形成開始時にスクライブカッタ21がマザーガラス基板1の表面に乗り上げるときに発生するマザーガラス基板1の欠けは、製品となる分断基板1aには影響しない。
分断基板1aのコーナー部Aにおいて、半径1mm程度の連続的に曲線でつながる軌跡を形成しつつスクライブ予定ラインL9とは直交する方向に270度にわたってスクライブカッタ21が旋回させられて、スクライブカッタ21はスクライブ予定ラインL10に沿って圧接転動する。スクライブ予定ラインL10に沿ってスクライブカッタ21(カッターホイールチップ)が圧接転動し、スクライブ予定ラインL10に沿って、基板の厚さ方向の全体にわたる垂直クラックが延びるスクライブラインが形成される。
その後、一旦、スクライブカッタ21は、マザーガラス基板1の表面から離間した後に、スクライブ予定ラインL9とは直交する方向のスクライブ予定ラインL12およびL11に沿ったスクライブラインをスクライブ予定ラインL11、スクライブ予定ラインL12の順番で形成する。スクライブ予定ラインL12およびL11に沿ったスクライブラインを形成する場合も、スクライブライン形成開始時にスクライブカッタ21がマザーガラス基板1の表面に乗り上げるときに発生するマザーガラス基板1の欠けは、製品となる分断基板1aには影響しない。
このように、本発明の実施の形態のスクライブ工程を実施することによって、分断基板1aの周囲には、4本の直線状のスクライブラインを含む閉曲線が形成される。
4枚の分断基板1aのうちの他の3枚の各々についても、本発明の実施の形態のスクライブ工程を実施することによって、4枚の分断基板1aのうちの3枚の各々の周囲には、4本の直線状のスクライブラインを含む閉曲線が形成される。
4枚の分断基板1aの各々に対して本発明の実施の形態のスクライブ工程が実施された後、本発明の実施の形態のブレイク工程を実施することによって、マザーガラス基板1から4枚の分断基板1aの各々を分断することができる。
マザーガラス基板1から4枚の分断基板1aの各々を分断した後、例えば真空吸着手段を備えた搬送機によって4枚の分断基板1aをマザーガラス基板1から取り出す。そして、4枚の分断基板1aが取り出されたマザーガラス基板1の残りの部分は、不要部として廃棄される。
本発明の実施の形態のブレイク工程では、4枚の分断基板1aの各々の領域または4枚の分断基板1aの各々の領域以外の領域を加熱または冷却することによって、4枚の分断基板1aの各々をブレイクすることができる。領域の加熱は、例えば、ヒータやレーザ発振器から照射されたレーザビームによって行われる。領域の冷却は、例えば、冷却ノズルを用いて冷却媒体(CO2、He、N2等)を領域に噴射させることによって行われる。
なお、本発明の実施の形態のブレイク工程の詳細は、後述される。
図12を参照して説明した本発明の実施の形態のスクライブ工程においては、スクライブカッタ21が旋回されるために、マザーガラス基板1に対する圧接力が低減し、第1の方向に沿ってスクライブラインが形成された時に、マザーガラス基板1のコーナー部Aには、ほぼその板厚に達するような垂直クラックが形成されない。したがって、第2の方向に沿ってスクライブラインを形成中にスクライブカッタ21が第1の方向に沿ったスクライブライン付近に達しても、マザーガラス基板1が沈みこむことがない。その結果、交差部分のマザーガラス基板1の欠けの発生を防ぐことができる。
さらに、スクライブカッタ21がマザーガラス基板1をスクライブする時に、マザーガラス基板1に対するスクライブカッタ21の押圧力を低減させることができるため、スクライブカッタ21自体の摩耗、損傷等を抑制することができ、スクライブカッタ21を長期にわたって安定的に使用することができる。
図13は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に形成されているスクライブ予定ラインのさらに他の一例を示す。
図13を参照して説明する本発明の実施の形態のスクライブ工程では、まず、スクライブ予定ラインL9〜L12に沿った4本のスクライブライン(以下、この4本のスクライブラインを主スクライブラインMS1と称する)を図10を参照して説明した本発明の実施の形態のスクライブ工程と同様の方法によって形成する。主スクライブラインMS1を形成した後に、分断基板1aの外側に、主スクライブラインMS1と0.5mm〜1mm程度の間隔をあけて、4本の直線状のスクライブラインを含むサブスクライブラインSS1を形成する。主スクライブラインMS1に含まれる4本の直線状のスクライブラインの各々とサブスクライブラインSS1に含まれる4本の直線状のスクライブラインの各々とは、平行である。
図13を参照して説明したように、主スクライブラインMS1から0.5mm〜1mm程度の間隔をあけてサブスクライブラインSS1を形成する場合には、サブスクライブラインSS1の形成時に、マザーガラス基板1の表面にスクライブラインの形成方向とは直交する水平方向に応力が加わり、すでに形成されている主スクライブラインMS1を形成する垂直クラックの表面部分に圧縮力が作用する。主スクライブラインMS1を形成する垂直クラックの表面部分に圧縮力が作用すると、垂直クラックの底部には垂直クラックの幅を広げる方向に反力が作用する。したがって、垂直クラックは、マザーガラス基板1の厚さ方向に伸展し、さらに、マザーガラス基板の背面に到達する。
図14は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に形成されているスクライブ予定ラインのさらに他の一例を示す。
図13を参照して説明した本発明の実施の形態のスクライブ工程では、主スクライブラインMS1の形成時とサブスクライブラインSS1の形成時との間で、一旦スクライブカッタ21をマザーガラス基板1から離間する。しかし、図14に示すように、主スクライブラインMS1の形成後、スクライブカッタ21をマザーガラス基板1から離間することなく、主スクライブラインMS1の形成後連続してサブスクライブラインSS1を形成してもよい。
図15は、本発明の実施の形態によるスクライブ工程によって用いられるマザーガラス基板1に形成されているスクライブ予定ラインのさらに他の一例を示す。
図12を参照して説明した本発明の実施の形態のスクライブ工程のように、主スクライブラインMS1が有する2本の直線状のスクライブラインをスクライブ予定ラインL9およびスクライブ予定ラインL10に沿ってスクライブカッタ21をマザーガラス基板1から離間することなく形成した後に、一旦スクライブカッタ21をマザーガラス基板1から離間し、主スクライブラインMS1が有する残りの2本の直線状のスクライブラインをスクライブ予定ラインL11およびスクライブ予定ラインL12に沿ってスクライブカッタ21をマザーガラス基板1から離間することなく形成する。サブスクライブラインSS1も、主スクライブラインMS1と同様の工程で形成する。
図16は、マザーガラス基板1に配置される9枚の分断基板1aを示す。
例えば、マザーガラス基板1の長手方向の一方の側部において、マザーガラス基板1の幅方向に沿って3枚の分断ガラス基板1aを形成するように3枚の分断基板1aの各々にスクライブラインを順番に形成する。
次に、マザーガラス基板1の長手方向の中央部において、マザーガラス基板1の幅方向に沿って3枚の分断基板1aを形成するように3枚の分断基板1aの各々にスクライブラインを順番に形成する。
最後に、マザーガラス基板1の長手方向の他方の側部において、マザーガラス基板1の幅方向に沿って3枚の分断基板1aを形成するように3枚の分断基板1aの各々にスクライブラインを順番に形成する。
図17は、本発明の実施の形態によるスクライブ工程によってマザーガラス基板1に形成されるスクライブ予定ラインのさらに他の一例を示す。
図17は、マザーガラス基板1から異形形状の分断基板1bおよび分断基板1cを分断するためのスクライブ予定ラインL13およびスクライブ予定ラインL14を示す。
スクライブカッタ21は、上記の異形形状のスクライブ予定ラインL13およびスクライブ予定ラインL14に沿ってマザーガラス基板1から離間することなく圧接転動し、異形形状のスクライブラインをマザーガラス基板1に形成する。
なお、上記の異形形状とは、矩形以外の形状であって、直線および/または曲線からなる形状である。
図18は、本発明の実施の形態によるスクライブ工程に用いられるマザーガラス基板1に形成されるスクライブ予定ラインのさらに他の一例を示す。
図18は、マザーガラス基板1から異形形状の分断基板1dを分断するスクライブ予定ラインL15〜L18を示す。
スクライブ予定ラインL15〜L18の各々は、分断される異形形状の分断基板1dの外形の少なくとも一つの曲線に対応するように設けられる。
スクライブ予定ラインL15〜L18は、所定の曲率を有する曲線であり、基板の一方の端面から他方の端面にわたって設けられている。
スクライブカッタ21は、まずスクライブ予定ラインL15に沿ってマザーガラス基板1の表面を圧接転動してスクライブラインを形成し、その後、スクライブ予定ラインL16〜L18に沿ってマザーガラス基板1の表面を圧接転動してスクライブラインを形成する。
なお、上記の異形形状は矩形以外の形状であって、直線および/または曲線からなる形状である。
2−3.ブレイク工程
以下、本発明の実施の形態のブレイク工程の詳細を説明する。
ブレイク工程は、例えば、スクライブ工程によってスクライブラインが形成されたマザーガラス基板1に対して実施される。
スクライブ予定ラインL9〜L12に沿ってスクライブラインが形成された後、形成されたスクライブラインにマザーガラス基板1を膨張させる温度を有する蒸気が吹き付けられる。蒸気は、図7に示した蒸気発生装置52のノズル部52dから吹き付けられる。蒸気を吹き付けることによって、スクライブラインから延びた垂直クラックがマザーガラス基板1の厚さ方向に伸展する。
マイクロメートルオーダの開口を有する垂直クラックに吹き付けられた蒸気が毛細現象により垂直クラックに浸透し、浸透した液体が膨張(体積膨張)することによって、垂直クラックはマザーガラス基板1の背面側に伸展する。
なお、複数のノズル部52dを備えたノズルユニット53をガイドバー36に設け、スクライブラインが形成されたマザーガラス基板1の表面に蒸気を噴射してもよい(図8参照)。
なお、蒸気発生装置52を設けることなく、スクライブラインが形成されたマザーガラス基板にスクライブラインが形成された表面とは反対側の表面から圧力を加えることによって、マザーガラス基板に形成されたスクライブラインに沿ってマザーガラス基板1をブレイクしてもよい。
また、補助分断手段として蒸気の代わりにレーザビームを用いスクライブラインを加熱させるようにスクライブヘッドにレーザ発振器を備えてもよし、スクライブヘッド20に水分を乾燥させるためのレーザ発振器を備えてもよい。
本発明の実施の形態では、スクライブ工程の実行が終了した後にブレイク工程が実行される例を説明したが、スクライブ工程の実行が終了した後にブレイク工程が実行されることには限らない。基板に形成されたスクライブラインに基板を膨張させる温度を有する加熱流体を吹きつけることにより、スクライブラインから延びた垂直クラックを基板の厚さ方向に伸展させることができる限り、スクライブ工程とブレイク工程との開始のタイミングは任意である。例えば、直線状のスクライブラインを形成しながらスクライブラインに蒸気を吹き付けるようにブレイク工程を実施することができる。
以上、本発明の実施の形態の基板分断装置および基板分断方法について詳細に説明した。
本発明の実施の形態では、1枚のマザーガラス基板1を分断する例を説明したが、1度に分断される基板は、1枚に限らない。第1の基板と第2の基板とを貼り合わせることによって作成された貼り合わせ基板を分断する場合にも本発明を適用できる。例えば、フラットディスプレイパネルの一種である液晶表示パネル、有機ELパネル、無機ELパネル、透過型プロジェクター基板、反射型プロジェクター基板に分断されるマザー貼り合わせ基板のスクライブに本発明の実施の形態の基板分断方法を適用することも可能である。
図19は、2枚の基板を貼り合わせることによって作成された貼り合わせ基板を分断することができる基板分断装置の一部を示す。
貼り合わせ基板200は、上脆性材料基板200Aと下脆性材料基板200Bを貼り合わせることによって作成される。貼り合わせ基板200の上下からスクライブ手段201およびスクライブ手段202によって貼り合わせ基板200をスクライブし、スクライブされた貼り合わせ基板200の上下の基板に対して本発明のブレイク工程を実施することによって貼り合わせ基板200を分断する。
本発明の実施の形態においては、マザーガラス基板の分断装置および分断方法について説明したが、分断される基板は、マザーガラス基板に限定されない。例えば、石英基板、サファイア基板、半導体ウェハー、セラミック基板を対象として、本発明を適用することが可能である。
さらに、本発明の実施の形態のスクライブ工程において、スクライブカッタ(例えば、カッターホイールチップ21、カッターホイールチップ51、ダイヤモンドポイントカッター、カッターホイール、またはそれ以外のスクライブ形成手段)をマザーガラス基板1に当接した後、スクライブカッタを振動することによってマザーガラス基板1に対する押圧力を周期的に変動しながらスクライブラインを形成する場合にも、本発明の実施の形態のブレイク工程を有効に実施することができ、スクライブカッタ21と同様の効果を得ることができる。
また、マザーガラス基板に4本の直線状のスクライブラインを形成して、長方形の分断基板を分断する例を説明したが、形成される直線状のスクライブラインは4本に限らない。3本以上の直線状のスクライブラインを形成して多角形状の基板を取り出す場合にも、本発明は適用できる。例えば、3本以上のスクライブ予定ラインは、マザーガラス基板1上の多角形状である領域を定義し、本発明の実施の形態のスクライブ工程を実施することによって、分断基板の周囲には、3本以上の直線状のスクライブラインと2つ以上の曲線ラインとを含む閉曲線が形成される。
また、3本以上のスクライブラインの各々は、直線には限らない。3本以上のスクライブラインの少なくとも1つは、直線、曲線または直線と曲線との組み合わせでよい。
以上のように、本発明の好ましい実施形態を用いて本発明を例示してきたが、本発明は、この実施形態に限定して解釈されるべきものではない。本発明は、特許請求の範囲によってのみその範囲が解釈されるべきであることが理解される。当業者は、本発明の具体的な好ましい実施形態の記載から、本発明の記載および技術常識に基づいて等価な範囲を実施することができることが理解される。本明細書において引用した特許、特許出願および文献は、その内容自体が具体的に本明細書に記載されているのと同様にその内容が本明細書に対する参考として援用されるべきであることが理解される。
したがって、スクライブラインに沿って曲げモーメントを加えることなく垂直クラックを基板の厚さ方向に伸展させることができる。
その結果、分断された基板同士が競り合うことによって基板に欠けを生じさせることなく、スクライブラインに沿って容易に基板を分断することができる。
Claims (19)
- マザー基板から複数の単位基板を分断する基板分断装置であって、
前記マザー基板にスクライブラインを形成するスクライブライン形成手段と、
前記マザー基板を前記スクライブラインに沿ってブレイクするブレイク手段と
を備え、
前記ブレイク手段は、前記マザー基板に形成された前記スクライブラインに前記マザー基板を膨張させる温度を有する水蒸気を吹きつけることにより、前記マザー基板に曲げモーメントを加えることなく前記垂直クラックを前記マザー基板の厚さ方向に伸展させる手段を具備する、基板分断装置。 - 前記スクライブラインは、少なくとも第1線部分と第2線部分とを有し、前記第1線部分と前記第2線部分とは、互いに交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、
前記スクライブライン形成手段は、前記スクライブライン形成手段が、前記第1線部分を形成し、前記第2線部分を形成する際に、前記第1線部分を形成した後、前記第2線部分を形成する前は、前記マザー基板から一旦離間する、請求項1に記載の基板分断装置。 - 前記スクライブラインは、第1線部分と第2線部分とを有し、前記第1線部分と前記第2線部分とは、互いに交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、
前記スクライブライン形成手段は、前記スクライブライン形成手段が前記マザー基板から離間することなく、前記第1線部分を形成し、前記第2線部分を形成する、請求項1に記載の基板分断装置。 - 前記スクライブラインは、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分をさらに有し、
前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、
前記スクライブライン形成手段は、前記第1線部分を形成し、前記曲線部分を形成し、前記第2線部分を形成する、請求項3に記載の基板分断装置。 - 前記スクライブラインは、第3線部分と、第1曲線部分と、第2曲線部分とをさらに有し、前記第1線部分と前記第2線部分と前記第3線部分とは、交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、
前記第1線部分と前記第2線部分と前記第3線部分とは、前記マザー基板上の多角形状である領域の少なくとも一部を定義し、
前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、
前記第2線部分の前記他端は前記第3線部分の前記一端につながっており、
前記第1曲線部分は、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分であり、
前記第2曲線部分は、前記第2直線部分の他端と前記第3直線部分の一端とに滑らかにつながる曲線部分であり、
前記スクライブライン形成手段は、前記第1線部分を形成し、前記第1曲線部分を形成し、前記第2線部分を形成し、前記第2曲線部分を形成し、前記第3線部分を形成する、請求項3に記載の基板分断装置。 - 前記スクライブラインは、第3線部分と、第4線部分と、第1曲線部分と、第2曲線部分と、第3曲線部分とをさらに有し、前記第1線部分と前記第2線部分と前記第3線部分と前記第4線部分とは、交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、
前記第1線部分と前記第2線部分と前記第3線部分と前記第4線部分とは、前記マザー基板上の長方形状である領域を定義し、
前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、
前記第2線部分の前記他端は前記第3線部分の前記一端につながっており、
前記第3線部分の前記他端は前記第4線部分の前記一端につながっており、
前記第4線部分の前記他端は前記第1線部分の前記他端につながっており、
前記第1曲線部分は、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分であり、
前記第2曲線部分は、前記第2線部分の他端と前記第3線部分の一端とに滑らかにつながる曲線部分であり、
前記第3曲線部分は、前記第3線部分の他端と前記第4線部分の一端とに滑らかにつながる曲線部分であり、
前記スクライブライン形成手段は、前記第1線部分を形成し、前記第1曲線部分を形成し、前記第2線部分を形成し、前記第2曲線部分を形成し、前記第3線部分を形成し、前記第3曲線部分を形成し、前記第4線部分を形成する、請求項3に記載の基板分断装置。 - 前記スクライブライン形成手段は、ディスク状のスクライブカッターであり、
前記スクライブカッターの外周面には、前記マザー基板の表面を転接する刃先が形成された、請求項1に記載の基板分断装置。 - 前記刃先には、所定のピッチで複数の突起が形成されている、請求項7に記載の基板分断装置。
- 前記基板分断装置は、前記スクライブラインを加熱する加熱手段をさらに備えた、請求項1に記載の基板分断装置。
- 前記曲線部分を形成する際に前記スクライブライン形成手段によって前記マザー基板に与えられる圧力は、前記第1線部分および前記第2線部分のうちの少なくとも1つを形成する際に前記スクライブライン形成手段によって前記マザー基板に与えられる圧力より低い、請求項4に記載の基板分断装置。
- 前記基板分断装置は、前記スクライブライン形成手段を鉛直軸回りに回転させる回転駆動手段をさらに備えた、請求項1に記載の基板分断装置。
- マザー基板から複数の単位基板を分断する基板分断方法であって、
前記マザー基板にスクライブラインを形成するスクライブライン形成工程と、
前記マザー基板を前記スクライブラインに沿ってブレイクするブレイク工程と
を包含し、
前記ブレイク工程は、前記マザー基板に形成された前記スクライブラインに前記マザー基板を膨張させる温度を有する水蒸気を吹きつけることにより、前記マザー基板に曲げモーメントを加えることなく前記垂直クラックを前記マザー基板の厚さ方向に伸展させる工程を含む、基板分断方法。 - 前記スクライブラインは、少なくとも第1線部分と第2線部分とを有し、前記第1線部分と前記第2線部分とは、互いに交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、
前記スクライブライン形成工程は、前記マザー基板にスクライブラインを形成する手段によって実行され、
前記スクライブライン形成工程は、
前記第1線部分を形成する工程と、
前記手段が前記第1線部分を形成した後、前記手段が一旦前記マザー基板から離間し、その後、前記手段が前記第2線部分を形成する工程と
を含む、請求項12に記載の基板分断方法。 - 前記スクライブラインは、第1線部分と第2線部分とを有し、前記第1線部分と前記第2線部分とは、互いに交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、
前記スクライブライン形成工程は、前記マザー基板にスクライブラインを形成する手段によって実行され、
前記スクライブライン形成工程は、
前記第1線部分を形成する工程と、
前記第1線部分を形成した後、前記手段が前記マザー基板から離間することなく、前記第2線部分を形成する工程と
を含む、請求項12に記載の基板分断方法。 - 前記スクライブラインは、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分をさらに有し、
前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、
前記スクライブライン形成工程は、
前記第1線部分を形成する工程と、
前記曲線部分を形成する工程と、
前記第2線部分を形成する工程と
を含む、請求項14に記載の基板分断方法。 - 前記スクライブラインは、第3直線部分と、第1曲線部分と、第2曲線部分とをさらに有し、前記第1線部分と前記第2線部分と前記第3線部分とは、交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、
前記第1線部分と前記第2線部分と前記第3線部分とは、前記マザー基板上の多角形状である領域の少なくとも一部を定義し、
前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、
前記第2線部分の前記他端は前記第3線部分の前記一端につながっており、
前記第1曲線部分は、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分であり、
前記第2曲線部分は、前記第2線部分の他端と前記第3線部分の一端とに滑らかにつながる曲線部分であり、
前記スクライブライン形成工程は、
前記第1線部分を形成する工程と、
前記第1曲線部分を形成する工程と、
前記第2線部分を形成する工程と、
前記第2曲線部分を形成する工程と、
前記第3線部分を形成する工程と
を含む、請求項14に記載の基板分断方法。 - 前記スクライブラインは、第3線部分と、第4線部分と、第1曲線部分と、第2曲線部分と、第3曲線部分とをさらに有し、前記第1線部分と前記第2線部分と前記第3線部分と前記第4線部分とは、交差し、かつ、それぞれが直線または曲線あるいはこれらの組み合わせからなり、
前記第1線部分と前記第2線部分と前記第3線部分と前記第4線部分とは、前記マザー基板上の長方形状である領域を定義し、
前記第1線部分の前記一端は前記第2線部分の前記一端につながっており、
前記第2線部分の前記他端は前記第3線部分の前記一端につながっており、
前記第3線部分の前記他端は前記第4線部分の前記一端につながっており、
前記第4線部分の前記他端は前記第1線部分の前記他端につながっており、
前記第1曲線部分は、前記第1線部分の一端と前記第2線部分の一端とに滑らかにつながる曲線部分であり、
前記第2曲線部分は、前記第2線部分の他端と前記第3線部分の一端とに滑らかにつながる曲線部分であり、
前記第3曲線部分は、前記第3線部分の他端と前記第4線部分の一端とに滑らかにつながる曲線部分であり、
前記スクライブライン形成工程は、
前記第1線部分を形成する工程と、
前記第1曲線部分を形成する工程と、
前記第2線部分を形成する工程と、
前記第2曲線部分を形成する工程と、
前記第3線部分を形成する工程と、
前記第3曲線部分を形成する工程と、
前記第4線部分を形成する工程と、
を含む、請求項14に記載の基板分断方法。 - 前記基板分断方法は、前記スクライブラインを加熱する加熱工程をさらに包含する、請求項12に記載の基板分断方法。
- 前記曲線部分を形成する際に前記手段によって前記マザー基板に与えられる圧力は、前記第1線部分および前記第2線部分のうちの少なくとも1つを形成する際に前記手段によって前記マザー基板に与えられる圧力より低い、請求項15に記載の基板分断方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003021109 | 2003-01-29 | ||
| JP2003021109 | 2003-01-29 | ||
| PCT/JP2004/000780 WO2004067243A1 (ja) | 2003-01-29 | 2004-01-28 | 基板分断装置および基板分断方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010058526A Division JP5328049B2 (ja) | 2003-01-29 | 2010-03-15 | 基板分断装置および基板分断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2004067243A1 JPWO2004067243A1 (ja) | 2006-06-01 |
| JP4606325B2 true JP4606325B2 (ja) | 2011-01-05 |
Family
ID=32820647
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005504731A Expired - Fee Related JP4606325B2 (ja) | 2003-01-29 | 2004-01-28 | 基板分断装置および基板分断方法 |
| JP2010058526A Expired - Fee Related JP5328049B2 (ja) | 2003-01-29 | 2010-03-15 | 基板分断装置および基板分断方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010058526A Expired - Fee Related JP5328049B2 (ja) | 2003-01-29 | 2010-03-15 | 基板分断装置および基板分断方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20070164072A1 (ja) |
| EP (1) | EP1600270A4 (ja) |
| JP (2) | JP4606325B2 (ja) |
| KR (1) | KR100822322B1 (ja) |
| CN (4) | CN101585657B (ja) |
| TW (1) | TW200420510A (ja) |
| WO (1) | WO2004067243A1 (ja) |
Families Citing this family (71)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4464961B2 (ja) * | 2004-03-15 | 2010-05-19 | 三星ダイヤモンド工業株式会社 | 基板分断システム、基板製造装置、基板スクライブ方法および基板分断方法 |
| KR100628276B1 (ko) * | 2004-11-05 | 2006-09-27 | 엘지.필립스 엘시디 주식회사 | 스크라이브 장비 및 이를 구비한 기판의 절단장치 및이것을 이용한 기판의 절단방법 |
| JP2006206361A (ja) * | 2005-01-27 | 2006-08-10 | Optrex Corp | ガラス板の切断方法及び切断装置 |
| KR100978259B1 (ko) * | 2005-06-20 | 2010-08-26 | 엘지디스플레이 주식회사 | 액정패널 절단시스템 및 이를 이용한 액정표시소자제조방법 |
| TWI409232B (zh) | 2005-07-06 | 2013-09-21 | Mitsuboshi Diamond Ind Co Ltd | Method for manufacturing scratches for brittle materials |
| JP2007069477A (ja) * | 2005-09-07 | 2007-03-22 | Citizen Seimitsu Co Ltd | スクライブ装置およびそれを用いて製作した表示板 |
| KR100960468B1 (ko) | 2005-12-29 | 2010-05-28 | 엘지디스플레이 주식회사 | 액정표시패널의 절단방법 및 이를 이용한 액정표시패널의제조방법 |
| KR100596130B1 (ko) * | 2006-02-06 | 2006-07-03 | 주식회사 탑 엔지니어링 | 평판 디스플레이용 기판 절단장치 |
| KR100762736B1 (ko) * | 2006-04-05 | 2007-10-04 | 주식회사 탑 엔지니어링 | 기판 절단 장치 |
| JP5023547B2 (ja) * | 2006-04-28 | 2012-09-12 | 坂東機工株式会社 | ガラス板切断方法及びガラス板切断機 |
| US20080251557A1 (en) * | 2007-04-12 | 2008-10-16 | Sang-Kil Kim | Scribing unit and apparatus for scribing panel with the scribing unit, and scribing method and method for manufacutring substrate |
| JP2009064905A (ja) * | 2007-09-05 | 2009-03-26 | Disco Abrasive Syst Ltd | 拡張方法および拡張装置 |
| DE102007045383A1 (de) * | 2007-09-22 | 2008-07-17 | Bohle Ag | Verfahren zur Herstellung von Schneidrädchen |
| KR100894837B1 (ko) * | 2007-10-26 | 2009-04-24 | 주식회사 에스에프에이 | 기판 절단시스템 |
| TWI466749B (zh) * | 2007-11-02 | 2015-01-01 | Mitsuboshi Diamond Ind Co Ltd | Method for Segmentation of Fragile Material Substrate |
| CN101462822B (zh) * | 2007-12-21 | 2012-08-29 | 鸿富锦精密工业(深圳)有限公司 | 具有通孔的脆性非金属工件及其加工方法 |
| KR101303542B1 (ko) * | 2008-02-11 | 2013-09-03 | 엘지디스플레이 주식회사 | 평판표시패널 절단장치 |
| WO2009128334A1 (ja) * | 2008-04-14 | 2009-10-22 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の加工方法 |
| KR100890360B1 (ko) * | 2008-04-21 | 2009-03-25 | 주식회사 탑 엔지니어링 | 취성 기판의 브레이크 장치 |
| DE102008059813A1 (de) * | 2008-07-17 | 2010-01-21 | Lss Laser Scribing Systems Ag | Laser-Scribing-System zum Strukturieren von Substraten für Dünnschichtsolarmodule |
| KR100953084B1 (ko) * | 2008-12-23 | 2010-04-19 | 주식회사 탑 엔지니어링 | 취성 기판의 브레이크 장치 |
| JP5504631B2 (ja) * | 2009-01-07 | 2014-05-28 | 三星ダイヤモンド工業株式会社 | カッター装置及びカッターホルダ |
| JP5173885B2 (ja) * | 2009-02-24 | 2013-04-03 | 三星ダイヤモンド工業株式会社 | スクライブ装置及びスクライブ方法 |
| CN101503274B (zh) * | 2009-02-27 | 2011-07-27 | 山东淄博民康药业包装有限公司 | 玻璃管自动割管机 |
| KR101041137B1 (ko) * | 2009-03-25 | 2011-06-13 | 삼성모바일디스플레이주식회사 | 기판 절단 장치 및 이를 이용한 기판 절단 방법 |
| KR20100107253A (ko) * | 2009-03-25 | 2010-10-05 | 삼성모바일디스플레이주식회사 | 기판 절단 장치 및 이를 이용한 기판 절단 방법 |
| KR101020682B1 (ko) * | 2009-05-06 | 2011-03-11 | 세메스 주식회사 | 기판 브레이크 장치 |
| JP5609870B2 (ja) * | 2009-07-03 | 2014-10-22 | 旭硝子株式会社 | 脆性材料基板の割断方法及び割断装置並びにその割断方法により得られる車両用窓ガラス |
| CN101992507B (zh) * | 2009-08-13 | 2013-06-12 | 中芯国际集成电路制造(上海)有限公司 | 晶圆切割工具及使用该工具切割晶圆的方法 |
| US8932510B2 (en) * | 2009-08-28 | 2015-01-13 | Corning Incorporated | Methods for laser cutting glass substrates |
| US8946590B2 (en) | 2009-11-30 | 2015-02-03 | Corning Incorporated | Methods for laser scribing and separating glass substrates |
| US8720228B2 (en) * | 2010-08-31 | 2014-05-13 | Corning Incorporated | Methods of separating strengthened glass substrates |
| JP5187366B2 (ja) * | 2010-08-31 | 2013-04-24 | 三星ダイヤモンド工業株式会社 | 基板ブレーク装置 |
| KR20120034295A (ko) * | 2010-10-01 | 2012-04-12 | 주식회사 탑 엔지니어링 | 글래스 패널의 스크라이빙 방법 |
| KR101327037B1 (ko) * | 2010-10-18 | 2013-11-07 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 스크라이브 헤드 및 스크라이브 장치 |
| AT510986B1 (de) * | 2011-09-12 | 2012-08-15 | Inova Lisec Technologiezentrum | Verfahren und vorrichtung zum herstellen von randausschnitten in flachglas |
| US20130082997A1 (en) * | 2011-09-30 | 2013-04-04 | Apple Inc. | System and method for detection of dimensions of display panel or other patterned device |
| JP2013079170A (ja) * | 2011-10-04 | 2013-05-02 | Mitsuboshi Diamond Industrial Co Ltd | スクライブ方法 |
| TWI455200B (zh) * | 2012-01-05 | 2014-10-01 | Wecon Automation Corp | 切割裝置及方法 |
| JP5826652B2 (ja) * | 2012-01-31 | 2015-12-02 | 三星ダイヤモンド工業株式会社 | ホルダユニット及びスクライブ装置 |
| US9938180B2 (en) | 2012-06-05 | 2018-04-10 | Corning Incorporated | Methods of cutting glass using a laser |
| US9610653B2 (en) | 2012-09-21 | 2017-04-04 | Electro Scientific Industries, Inc. | Method and apparatus for separation of workpieces and articles produced thereby |
| KR101420627B1 (ko) * | 2013-04-10 | 2014-07-17 | 박명아 | 유리 기판 열 커팅 장치 |
| CN103341692A (zh) * | 2013-06-26 | 2013-10-09 | 京东方科技集团股份有限公司 | 切割不规则图形基板的方法和显示装置 |
| CN103708714B (zh) * | 2013-12-27 | 2016-04-20 | 合肥京东方光电科技有限公司 | 玻璃板切割装置及方法 |
| EP3127673B1 (en) | 2014-03-31 | 2018-12-12 | Mitsuboshi Diamond Industrial Co., Ltd. | Method for cutting brittle-material substrate |
| JP6432245B2 (ja) * | 2014-09-26 | 2018-12-05 | 三星ダイヤモンド工業株式会社 | 基板分断方法 |
| JP6288293B2 (ja) * | 2014-10-29 | 2018-03-07 | 三星ダイヤモンド工業株式会社 | 脆性基板の分断方法 |
| JP2016104683A (ja) * | 2014-11-19 | 2016-06-09 | 坂東機工株式会社 | ガラス板の折割方法及びその折割装置 |
| CN104439717B (zh) * | 2014-11-19 | 2016-03-30 | 合肥京东方光电科技有限公司 | 一种水流激光切割装置及切割方法 |
| JP6311798B2 (ja) * | 2014-11-25 | 2018-04-18 | 三星ダイヤモンド工業株式会社 | 脆性基板の分断方法 |
| DE102015120569A1 (de) * | 2014-12-01 | 2016-06-02 | Schott Ag | Herstellen von waferartigen Dünnglasplatten mit Aufbauten und Auftrennen in einzelne kleinere Dünnglasplatten |
| CN104697926B (zh) * | 2015-03-13 | 2017-08-15 | 汕头市东方科技有限公司 | 一种用于检测金属表面涂层附着力的划线装置 |
| JP6550932B2 (ja) * | 2015-06-02 | 2019-07-31 | 三星ダイヤモンド工業株式会社 | ブレイク装置、ブレイクシステムおよびブレイクユニット |
| CN107207317B (zh) * | 2015-06-10 | 2020-04-03 | 坂东机工株式会社 | 玻璃板的切断及切断后的玻璃板的定位方法以及其装置 |
| CN105271683B (zh) * | 2015-10-09 | 2018-12-28 | 昆山龙腾光电有限公司 | 一种玻璃切割方法 |
| CN106200098B (zh) * | 2016-08-30 | 2019-12-31 | 武汉华星光电技术有限公司 | 液晶显示基板切割装置及切割方法 |
| CN106542727B (zh) * | 2016-10-10 | 2019-03-05 | 华南理工大学 | 一种微磨削尖端精准诱导的曲面镜面脆裂成型方法 |
| JP6355001B2 (ja) * | 2017-03-29 | 2018-07-11 | 三星ダイヤモンド工業株式会社 | 基板ブレーク装置 |
| CN107379292B (zh) * | 2017-09-15 | 2019-07-02 | 京东方科技集团股份有限公司 | 显示面板的切割方法、系统和存储介质 |
| JP6911720B2 (ja) * | 2017-11-14 | 2021-07-28 | 日本電気硝子株式会社 | ガラス板の製造方法及びガラス板 |
| CN107942566A (zh) * | 2018-01-04 | 2018-04-20 | 京东方科技集团股份有限公司 | 基板切割方法 |
| CN110590147B (zh) * | 2019-09-18 | 2022-08-02 | 彩虹(合肥)液晶玻璃有限公司 | 分离方法、装置、设备和切割设备 |
| TWI715429B (zh) * | 2020-02-03 | 2021-01-01 | 晶達光電股份有限公司 | 液晶面板切割裝置以及液晶面板切割方法 |
| US11372278B2 (en) | 2020-02-19 | 2022-06-28 | Litemax Electronics Inc. | Liquid crystal panel cutting device and method for cutting liquid crystal panel |
| CN111517629B (zh) * | 2020-05-29 | 2022-04-19 | 昆山龙腾光电股份有限公司 | 一种玻璃切割方法 |
| WO2022096064A1 (de) * | 2020-11-05 | 2022-05-12 | centrotherm international AG | Verfahren und system zum herstellen eines substrats |
| JP7448970B2 (ja) | 2021-08-02 | 2024-03-13 | 三星ダイヤモンド工業株式会社 | 基板ブレイク装置および基板ブレイク方法 |
| JP7408162B2 (ja) | 2021-08-17 | 2024-01-05 | 三星ダイヤモンド工業株式会社 | 基板ブレイク装置および基板ブレイク方法 |
| CN114163118B (zh) * | 2021-12-01 | 2023-09-01 | 成都晶华光电科技股份有限公司 | 一种用于切割光学玻璃的二次激光裂片装置 |
| CN115432920A (zh) * | 2022-10-25 | 2022-12-06 | 深圳市益铂晶科技有限公司 | 一种玻璃激光切割的浸湿裂片方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02102438U (ja) * | 1989-01-31 | 1990-08-15 | ||
| JPH09278473A (ja) * | 1996-04-15 | 1997-10-28 | Beldex:Kk | ガラスのスクライブ方法および装置 |
| JP2000044265A (ja) * | 1998-05-29 | 2000-02-15 | Hitachi Zosen Corp | ガラス発泡体とスラグ調質体の成形方法および装置 |
| JP2001002438A (ja) * | 1999-06-15 | 2001-01-09 | Mitsuboshi Diamond Industrial Co Ltd | ガラススクライバー |
| JP2004217492A (ja) * | 2003-01-17 | 2004-08-05 | Murakami Corp | ガラス板材の切抜方法 |
| JP2004535355A (ja) * | 2001-07-25 | 2004-11-25 | カール−ツァイス−スティフツング | 切れ目が刻設された被加工物を分割する方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1587547A (en) * | 1925-11-25 | 1926-06-08 | Pittsburgh Plate Glass Co | Apparatus for severing glass sheets |
| US3520455A (en) * | 1968-09-13 | 1970-07-14 | Carborundum Co | Method for severing ceramic bodies by localized thermal action |
| GB1357116A (en) * | 1971-03-23 | 1974-06-19 | Pilkington Brothers Ltd | Cutting of glass |
| US3795502A (en) * | 1972-05-26 | 1974-03-05 | Ppg Industries Inc | Method of cutting glass |
| FR2258352B1 (ja) * | 1974-01-18 | 1976-10-08 | Saint Gobain | |
| FR2319589A1 (fr) * | 1975-08-01 | 1977-02-25 | Saint Gobain | Obtention d'un vitrage par brisure, suivant une ligne de decoupe, des bordures d'une plaque de verre |
| US4190184A (en) * | 1978-08-23 | 1980-02-26 | Libbey-Owens-Ford Company | Method of and apparatus for thermally cutting glass |
| US4702042A (en) * | 1984-09-27 | 1987-10-27 | Libbey-Owens-Ford Co. | Cutting strengthened glass |
| US5913957A (en) * | 1993-05-27 | 1999-06-22 | Pyron; Donald | Slitting chamber apparatus for baghouse filters |
| JPH08175837A (ja) * | 1994-12-26 | 1996-07-09 | Asahi Glass Co Ltd | ガラス板の割断方法およびそのための装置 |
| US5871134A (en) * | 1994-12-27 | 1999-02-16 | Asahi Glass Company Ltd. | Method and apparatus for breaking and cutting a glass ribbon |
| TW308581B (ja) * | 1995-11-06 | 1997-06-21 | Mitsuboshi Diamond Kogyo Kk | |
| JP3074143B2 (ja) * | 1995-11-06 | 2000-08-07 | 三星ダイヤモンド工業株式会社 | ガラスカッターホイール |
| US6252197B1 (en) * | 1998-12-01 | 2001-06-26 | Accudyne Display And Semiconductor Systems, Inc. | Method and apparatus for separating non-metallic substrates utilizing a supplemental mechanical force applicator |
| EP1232038B1 (en) * | 1999-11-24 | 2008-04-23 | Applied Photonics, Inc. | Method and apparatus for separating non-metallic materials |
| JP2001176820A (ja) * | 1999-12-15 | 2001-06-29 | Hitachi Cable Ltd | 基板の加工方法及びその加工装置 |
| DE10013688B4 (de) * | 2000-03-21 | 2004-05-13 | Leica Microsystems Nussloch Gmbh | Verwendung eines Verfahren zur Herstellung einer, aus anorganischem Glas bestehenden Schnittstreckerplatte |
| AU2001261402A1 (en) * | 2000-05-11 | 2001-11-20 | Ptg Precision Technology Center Limited Llc | System for cutting brittle materials |
| JP4249373B2 (ja) * | 2000-05-16 | 2009-04-02 | 三星ダイヤモンド工業株式会社 | 脆性材料のクロススクライブ方法 |
| KR100748159B1 (ko) * | 2001-01-17 | 2007-08-09 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 절단장치, 절단시스템 및 절단방법 |
| JP4149746B2 (ja) * | 2002-06-21 | 2008-09-17 | 中村留精密工業株式会社 | 硬質脆性板のスクライブ方法及び装置 |
| CN101596721B (zh) * | 2002-11-22 | 2012-10-10 | 三星钻石工业股份有限公司 | 基板分断系统 |
-
2004
- 2004-01-28 CN CN2009101320256A patent/CN101585657B/zh not_active Expired - Fee Related
- 2004-01-28 KR KR1020057014009A patent/KR100822322B1/ko active IP Right Grant
- 2004-01-28 JP JP2005504731A patent/JP4606325B2/ja not_active Expired - Fee Related
- 2004-01-28 US US10/544,070 patent/US20070164072A1/en not_active Abandoned
- 2004-01-28 CN CN2004800063132A patent/CN1758993B/zh not_active Expired - Fee Related
- 2004-01-28 CN CN2009101320241A patent/CN101585655B/zh not_active Expired - Fee Related
- 2004-01-28 EP EP04705923A patent/EP1600270A4/en not_active Withdrawn
- 2004-01-28 CN CN2009101320237A patent/CN101585656B/zh not_active Expired - Fee Related
- 2004-01-28 WO PCT/JP2004/000780 patent/WO2004067243A1/ja active Application Filing
- 2004-01-29 TW TW93102051A patent/TW200420510A/zh not_active IP Right Cessation
-
2010
- 2010-03-15 JP JP2010058526A patent/JP5328049B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02102438U (ja) * | 1989-01-31 | 1990-08-15 | ||
| JPH09278473A (ja) * | 1996-04-15 | 1997-10-28 | Beldex:Kk | ガラスのスクライブ方法および装置 |
| JP2000044265A (ja) * | 1998-05-29 | 2000-02-15 | Hitachi Zosen Corp | ガラス発泡体とスラグ調質体の成形方法および装置 |
| JP2001002438A (ja) * | 1999-06-15 | 2001-01-09 | Mitsuboshi Diamond Industrial Co Ltd | ガラススクライバー |
| JP2004535355A (ja) * | 2001-07-25 | 2004-11-25 | カール−ツァイス−スティフツング | 切れ目が刻設された被加工物を分割する方法 |
| JP2004217492A (ja) * | 2003-01-17 | 2004-08-05 | Murakami Corp | ガラス板材の切抜方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101585655B (zh) | 2013-04-24 |
| JPWO2004067243A1 (ja) | 2006-06-01 |
| WO2004067243B1 (ja) | 2004-11-11 |
| JP2010180127A (ja) | 2010-08-19 |
| CN101585657A (zh) | 2009-11-25 |
| KR100822322B1 (ko) | 2008-04-16 |
| TWI342300B (ja) | 2011-05-21 |
| CN101585656B (zh) | 2012-03-21 |
| CN101585655A (zh) | 2009-11-25 |
| EP1600270A4 (en) | 2006-09-20 |
| EP1600270A1 (en) | 2005-11-30 |
| JP5328049B2 (ja) | 2013-10-30 |
| KR20050095912A (ko) | 2005-10-04 |
| CN101585657B (zh) | 2012-03-21 |
| CN1758993B (zh) | 2012-03-21 |
| US20070164072A1 (en) | 2007-07-19 |
| TW200420510A (en) | 2004-10-16 |
| CN1758993A (zh) | 2006-04-12 |
| CN101585656A (zh) | 2009-11-25 |
| WO2004067243A1 (ja) | 2004-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4606325B2 (ja) | 基板分断装置および基板分断方法 | |
| JP4373922B2 (ja) | スクライブライン形成装置及びスクライブライン形成方法 | |
| KR101140164B1 (ko) | 취성재료 기판의 스크라이브 라인 형성방법 및 스크라이브라인 형성장치 | |
| JP4118804B2 (ja) | スクライブヘッド及びそのスクライブヘッドを用いたスクライブ装置ならびに脆性材料基板のスクライブ方法 | |
| KR101181707B1 (ko) | 머더 기판 절단방법, 머더 기판 스크라이브 장치,프로그램 및 기록매체 | |
| JP4666391B2 (ja) | ガラス基板の分断方法 | |
| JP4251203B2 (ja) | 貼合せマザー基板のスクライブ方法および貼合せマザー基板の分割方法 | |
| JP4637018B2 (ja) | 脆性基板分断システムおよび脆性基板分断方法 | |
| JP2009006715A (ja) | 脆性材料基板のスクライブ方法及びその装置 | |
| JP4325784B2 (ja) | 液晶表示パネルの切断方法 | |
| WO2009128314A1 (ja) | 脆性材料基板の加工方法 | |
| JP5076662B2 (ja) | 脆性材料の割断方法およびその装置 | |
| JP4205664B2 (ja) | 脆性材料のスクライブ方法及びスクライブヘッド並びにこのスクライブヘッドを備えたスクライブ装置 | |
| JP5444158B2 (ja) | 脆性材料基板の割断方法 | |
| JP2009067618A (ja) | 脆性材料基板分断装置および脆性材料基板分断方法 | |
| TW201623173A (zh) | 劃線方法以及劃線裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100304 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100506 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100910 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101005 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4606325 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |