JP4205664B2 - 脆性材料のスクライブ方法及びスクライブヘッド並びにこのスクライブヘッドを備えたスクライブ装置 - Google Patents
脆性材料のスクライブ方法及びスクライブヘッド並びにこのスクライブヘッドを備えたスクライブ装置 Download PDFInfo
- Publication number
- JP4205664B2 JP4205664B2 JP2004522756A JP2004522756A JP4205664B2 JP 4205664 B2 JP4205664 B2 JP 4205664B2 JP 2004522756 A JP2004522756 A JP 2004522756A JP 2004522756 A JP2004522756 A JP 2004522756A JP 4205664 B2 JP4205664 B2 JP 4205664B2
- Authority
- JP
- Japan
- Prior art keywords
- brittle material
- scribing
- scribe
- cutter
- support shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims description 133
- 238000000034 method Methods 0.000 title claims description 33
- 229910003460 diamond Inorganic materials 0.000 claims description 53
- 239000010432 diamond Substances 0.000 claims description 53
- 238000006243 chemical reaction Methods 0.000 claims description 43
- 238000005520 cutting process Methods 0.000 claims description 20
- 239000011521 glass Substances 0.000 description 54
- 239000000758 substrate Substances 0.000 description 8
- 238000012545 processing Methods 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000003776 cleavage reaction Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 230000009191 jumping Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000007017 scission Effects 0.000 description 2
- CYJRNFFLTBEQSQ-UHFFFAOYSA-N 8-(3-methyl-1-benzothiophen-5-yl)-N-(4-methylsulfonylpyridin-3-yl)quinoxalin-6-amine Chemical compound CS(=O)(=O)C1=C(C=NC=C1)NC=1C=C2N=CC=NC2=C(C=1)C=1C=CC2=C(C(=CS2)C)C=1 CYJRNFFLTBEQSQ-UHFFFAOYSA-N 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000002438 flame photometric detection Methods 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
Images













Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
- C03B33/105—Details of cutting or scoring means, e.g. tips
- C03B33/107—Wheel design, e.g. materials, construction, shape
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/027—Scoring tool holders; Driving mechanisms therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
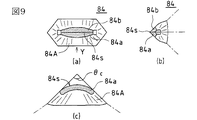
ダイヤモンドカッターは、具体的には図8あるいは図9に示す構成が適用できる。
ダイヤモンドカッターはこのような構成の他、図9に示す構成を用いることができる。
本発明に係るスクライブ方法については、図4に示すスクライブヘッド60を用いて、次の条件でスクライブを行った。
カッターホイールチップのホイール径 2.5mm
カッターホイールチップのホイール厚 0.65mm
カッターホイールチップの刃先角度 125°
スクライブ速度 300mm/sec
刃先荷重 1.1kgf
ガラス板の材質 ソーダガラス
ガラス板の厚み 0.7mm
スクライブヘッドの走行方向 図4において矢符T方向
比較として、スクライブヘッドの走行方向を従来通り、つまり図4において矢符Sの方向としてその他は、上記本発明の実施例と同条件で行った。但し、カッターホイールチップ5の回転軸13が、走行時に回動軸7の後側に位置するようチップホルダ4の向きを上記実施例とは逆にした。
上記各方法でスクライブした後、それぞれについて垂直クラックの深さを測定したところ、次の結果を得た。
実施例 450μm〜500μm
比較例 110μm〜120μm
以上の結果からも明らかなように、本実施例のスクライブ方法及びスクライブヘッドによれば、同じ刃先荷重で、比較例の約4倍以上にも達する深さの垂直クラックが得られることが解る。
Claims (16)
- 脆性材料上を走行するスクライブヘッド本体に、チップホルダを、脆性材料面と平行な支軸を介して該支軸の軸心周りに揺動自在に、かつ、脆性材料面と直交する回動軸を介して該回動軸の軸心周りに揺動自在に設けるとともに、この回転軸を、当該回動軸の軸心位置より前記支軸側寄りに変位して設け、前記チップホルダにスクライブカッターを設けたスクライブヘッドを、前記支軸を前記スクライブカッターに対し後側にして脆性材料上を走行させて脆性材料面にスクライブラインを形成することを特徴とする脆性材料のスクライブ方法。
- 脆性材料上を走行するスクライブヘッド本体に、チップホルダを脆性材料面と平行な支軸を介して該支軸の軸心周りに揺動自在に設けるとともに、このチップホルダにスクライブカッターを設けたスクライブヘッドを、前記支軸を前記スクライブカッターに対し後側にして脆性材料上を走行させて脆性材料面にスクライブラインを形成するとともに、当該チップホルダが脆性材料から浮き上がらないよう、前記スクライブカッターがスクライブ中に脆性材料から受ける反力の方向を、該反力の起点と前記支軸の軸心とを結ぶライン上もしくは該反力と脆性材料面とのなす角が前記ラインと脆性材料面とのなす角より小さい角度をなす状態を維持しつつスクライブすることを特徴とする脆性材料のスクライブ方法。
- 請求項2に記載の脆性材料のスクライブ方法において、前記スクライブカッターをカッターホイールチップとするとともに、このカッターホイールチップを脆性材料面と平行な回転軸を介して該回転軸の軸心周りに回転自在に設けることを特徴とする脆性材料のスクライブ方法。
- 請求項3に記載の脆性材料のスクライブ方法において、前記チップホルダを、脆性材料面と直交する回動軸を介して該回動軸の軸心周りに揺動自在に設けることを特徴とする脆性材料のスクライブ方法。
- 請求項4に記載の脆性材料のスクライブ方法において、前記回転軸を、前記回動軸の軸心位置より前記支軸側寄りに変位して設けることを特徴とする脆性材料のスクライブ方法。
- 請求項1または2に記載の脆性材料のスクライブ方法において、前記スクライブカッターをダイヤモンドカッターとするとともに、このダイヤモンドカッターを前記チップホルダに固着することを特徴とする脆性材料のスクライブ方法。
- 脆性材料上を走行するスクライブヘッド本体に脆性材料面と平行な支軸を介して該支軸の軸心周りに揺動自在に設けられたベアリングケースと、前記ベアリングケースに脆性材料面と直交する回動軸を介して前記回動軸の軸心回りに揺動自在に設けられたチップホルダと、前記チップホルダに設けられたスクライブカッターと、を具備し、前記スクライブカッターの刃先と脆性材料が当接する箇所が前記回動軸の軸心位置より前記支軸側寄りに設けられていることを特徴とする脆性材料のスクライブヘッド。
- 請求項7に記載のスクライブヘッドにおいて、前記支軸の軸心が、前記スクライブカッターがスクライブ中に脆性材料から受ける反力のベクトル上のライン上に位置しているか、もしくは、該反力の起点と前記支軸の軸心を結ぶラインと脆性材料となす角度が、該反力と脆性材料とのなす角度より大きい状態で位置していることを特徴とする脆性材料のスクライブヘッド。
- 請求項7または8に記載のスクライブヘッドにおいて、前記スクライブカッターがカッターホイールチップであるとともに、このカッターホイールチップがチップホルダーに脆性材料面と平行な回転軸を介して該回転軸の軸心周りに回転自在に具備することを特徴とする脆性材料のスクライブヘッド。
- 請求項7または8に記載のスクライブヘッドにおいて、前記スクライブカッターがダイヤモンドカッターであるとともに、このダイヤモンドカッターは前記チップホルダに固着されていることを特徴とする脆性材料のスクライブヘッド。
- 請求項7または8に記載のスクライブヘッドを具備し、このスクライブヘッドを前記支軸を前記スクライブカッターに対し後側にして脆性材料上を走行させることにより、脆性材料面にスクライブラインを形成することを特徴とするスクライブ装置。
- 請求項9に記載のスクライブヘッドを具備し、このスクライブヘッドを、前記支軸を前記カッターホイールチップに対し後側にして脆性材料上を走行させることにより、脆性材料面にスクライブラインを形成することを特徴とするスクライブ装置。
- 請求項10に記載のスクライブヘッドを具備し、このスクライブヘッドを、前記支軸を前記ダイヤモンドカッターに対し後側にして脆性材料上を走行させることにより、脆性材料面にスクライブラインを形成することを特徴とするスクライブ装置。
- 脆性材料上を走行するスクライブヘッド本体に、脆性材料面と平行な支軸を介して該支軸の軸心周りに揺動自在に、かつ、脆性材料面と直交する回動軸を介して該回動軸の軸心周りに揺動自在に設けられたチップホルダと、この回転軸を、当該回動軸の軸心位置より前記支軸側寄りに変位して設け、前記チップホルダにスクライブカッターが設けたスクライブヘッドを、前記支軸を前記スクライブカッターに対し後側にして脆性材料上を走行させることにより、脆性材料面にスクライブラインを形成することを特徴とするスクライブ装置。
- 脆性材料上を走行するスクライブヘッド本体に脆性材料面と平行な支軸を介して該支軸の軸心周りに揺動自在に設けられたチップホルダを具備し、前記チップホルダにスクライブカッターが設けられ、前記支軸の軸心が、前記スクライブカッターがスクライブ中に脆性材料から受ける反力のベクトル上のライン上に位置しているか、もしくは、該反力の起点と前記支軸の軸心を結ぶラインと脆性材料となす角度が、該反力と脆性材料とのなす角度より大きい状態で位置しているスクライブヘッドを、前記支軸を前記スクライブカッターに対し後側にして脆性材料上を走行させることにより、脆性材料面にスクライブラインを形成することを特徴とするスクライブ装置。
- 請求項14または15に記載のスクライブ装置において、前記スクライブヘッドに備えられた前記スクライブカッターがダイヤモンドカッターであるとともに、前記ダイヤモンドカッターが前記チップホルダに固着されていることを特徴とするスクライブ装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002209823 | 2002-07-18 | ||
| JP2002209823 | 2002-07-18 | ||
| PCT/JP2003/009127 WO2004009311A1 (ja) | 2002-07-18 | 2003-07-17 | 脆性材料のスクライブ方法及びスクライブヘッド並びにこのスクライブヘッドを備えたスクライブ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2004009311A1 JPWO2004009311A1 (ja) | 2005-11-17 |
| JP4205664B2 true JP4205664B2 (ja) | 2009-01-07 |
Family
ID=30767701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004522756A Expired - Fee Related JP4205664B2 (ja) | 2002-07-18 | 2003-07-17 | 脆性材料のスクライブ方法及びスクライブヘッド並びにこのスクライブヘッドを備えたスクライブ装置 |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP4205664B2 (ja) |
| KR (1) | KR100647456B1 (ja) |
| CN (1) | CN1668431B (ja) |
| AU (1) | AU2003281461A1 (ja) |
| TW (1) | TW200403192A (ja) |
| WO (1) | WO2004009311A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017024349A (ja) * | 2015-07-27 | 2017-02-02 | 三星ダイヤモンド工業株式会社 | 脆性材料基板における垂直クラックの形成方法および脆性材料基板の分断方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005024497B4 (de) * | 2005-05-27 | 2008-06-19 | Schott Ag | Verfahren zum mechanischen Brechen von geritzten flachen Werkstücken aus sprödbrüchigem Material |
| KR101182539B1 (ko) * | 2005-12-01 | 2012-09-12 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 스크라이브 장치의 팁홀더 교환 방법 |
| US8051681B2 (en) * | 2007-05-09 | 2011-11-08 | Corning Incorporated | Constant force scoring device and method for using same |
| KR101200390B1 (ko) * | 2007-06-06 | 2012-11-12 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 핸드 커터용 팁 홀더 및 그것을 구비한 핸드 커터 |
| JP5450964B2 (ja) * | 2008-02-29 | 2014-03-26 | 三星ダイヤモンド工業株式会社 | スクライブ装置及びスクライブ方法 |
| KR100941080B1 (ko) * | 2008-04-30 | 2010-02-10 | 세메스 주식회사 | 스크라이빙 장치 및 방법과, 이를 이용한 기판 절단 장치 |
| TWI498293B (zh) * | 2011-05-31 | 2015-09-01 | Mitsuboshi Diamond Ind Co Ltd | 劃線方法、鑽石尖、劃線裝置 |
| TWI562264B (en) * | 2012-12-19 | 2016-12-11 | Genesis Photonics Inc | Splitting apparatus and splitting method |
| CN107775825A (zh) * | 2016-08-30 | 2018-03-09 | 三星钻石工业股份有限公司 | 金刚石刀具及其划线方法 |
| JP2018051945A (ja) * | 2016-09-29 | 2018-04-05 | 三星ダイヤモンド工業株式会社 | ダイヤモンドツール及びそのスクライブ方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0857846A (ja) * | 1994-08-19 | 1996-03-05 | Hitachi Ltd | ダイヤモンド・ポイントスクライブ装置 |
| JP4191304B2 (ja) * | 1999-03-03 | 2008-12-03 | 三星ダイヤモンド工業株式会社 | チップホルダー |
| JP4249373B2 (ja) * | 2000-05-16 | 2009-04-02 | 三星ダイヤモンド工業株式会社 | 脆性材料のクロススクライブ方法 |
| WO2003011777A1 (fr) * | 2001-07-18 | 2003-02-13 | Mitsuboshi Diamond Industrial Co., Ltd. | Tete de decoupe, dispositif de decoupe et procede de decoupe utilisant cette tete de decoupe |
-
2003
- 2003-07-17 CN CN038169444A patent/CN1668431B/zh not_active Expired - Fee Related
- 2003-07-17 WO PCT/JP2003/009127 patent/WO2004009311A1/ja active Application Filing
- 2003-07-17 KR KR1020047020721A patent/KR100647456B1/ko not_active IP Right Cessation
- 2003-07-17 JP JP2004522756A patent/JP4205664B2/ja not_active Expired - Fee Related
- 2003-07-17 AU AU2003281461A patent/AU2003281461A1/en not_active Abandoned
- 2003-07-17 TW TW092119507A patent/TW200403192A/zh not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017024349A (ja) * | 2015-07-27 | 2017-02-02 | 三星ダイヤモンド工業株式会社 | 脆性材料基板における垂直クラックの形成方法および脆性材料基板の分断方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004009311A1 (ja) | 2004-01-29 |
| CN1668431B (zh) | 2010-06-09 |
| CN1668431A (zh) | 2005-09-14 |
| TWI296612B (ja) | 2008-05-11 |
| AU2003281461A1 (en) | 2004-02-09 |
| TW200403192A (en) | 2004-03-01 |
| KR20050013220A (ko) | 2005-02-03 |
| KR100647456B1 (ko) | 2006-11-23 |
| JPWO2004009311A1 (ja) | 2005-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4118804B2 (ja) | スクライブヘッド及びそのスクライブヘッドを用いたスクライブ装置ならびに脆性材料基板のスクライブ方法 | |
| JP5328049B2 (ja) | 基板分断装置および基板分断方法 | |
| US8029879B2 (en) | Display device having pair of glass substrates and method for cutting it | |
| JP4711829B2 (ja) | スクライブライン形成機構、スクライブヘッドおよびスクライブ装置 | |
| KR100889308B1 (ko) | 스크라이빙 장치 및 방법 및 이를 이용한 기판 절단 장치 | |
| KR100682832B1 (ko) | 취성재료 기판의 스크라이브 방법 및 그 장치 | |
| JP4205664B2 (ja) | 脆性材料のスクライブ方法及びスクライブヘッド並びにこのスクライブヘッドを備えたスクライブ装置 | |
| TWI462885B (zh) | Method of breaking the substrate | |
| EP1475357A1 (en) | Fragile material substrate scriber, fragile material substrate processing machine, fragile material substrate polishing device, and fragile material substrate parting system | |
| JP6551661B2 (ja) | 脆性材料基板のスクライブ方法及びスクライブ装置 | |
| KR100665104B1 (ko) | 취성재료의 스크라이브 방법, 스크라이브 헤드 및스크라이브 장치 | |
| JP5444158B2 (ja) | 脆性材料基板の割断方法 | |
| JP2019196281A (ja) | 基板分断装置 | |
| JP2020050570A (ja) | スクライブ方法 | |
| JP4081013B2 (ja) | 脆性材料用カッターホイール及びそのカッターホイールを用いたスクライブ装置並びにそのカッターホイールを用いたスクライブ方法 | |
| JP2006151761A (ja) | ガラス基板切断装置 | |
| JP2001261356A (ja) | スクライブヘッド | |
| KR20090052836A (ko) | 스크라이빙 장치 및 이를 이용한 기판 절단 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080916 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081016 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111024 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |