JP4492522B2 - レーザーマーキング用樹脂組成物およびそれを用いた成形品 - Google Patents
レーザーマーキング用樹脂組成物およびそれを用いた成形品 Download PDFInfo
- Publication number
- JP4492522B2 JP4492522B2 JP2005314491A JP2005314491A JP4492522B2 JP 4492522 B2 JP4492522 B2 JP 4492522B2 JP 2005314491 A JP2005314491 A JP 2005314491A JP 2005314491 A JP2005314491 A JP 2005314491A JP 4492522 B2 JP4492522 B2 JP 4492522B2
- Authority
- JP
- Japan
- Prior art keywords
- laser marking
- weight
- parts
- resin composition
- polybutylene terephthalate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Description
(1)(A)ポリブチレンテレフタレートまたは、ポリブチレンテレフタレートとポリブチレンテレフタレート共重合体からなるポリブチレンテレフタレート系樹脂100重量部に対し、(B)硫化亜鉛0.1〜1.0重量部、(C)カーボンブラック0.001〜0.01重量部配合してなるレーザーマーキング用樹脂組成物であり、(C)カーボンブラックの平均粒子径が25〜70nmであるレーザーマーキング用樹脂組成物、
(2)(D)無機充填材を、(A)100重量部に対し1〜200重量部添加配合してなる(1)に記載のレーザーマーキング用樹脂組成物、
(3)(E)エチレン(共)重合体を、(A)100重量部に対し1〜30重量部添加配合してなる(1)または(2)に記載のレーザーマーキング用樹脂組成物、
(4)(1)〜(3)のいずれかに記載のレーザーマーキング用樹脂組成物からなる成形品、
(5)(4)に記載の成形品を用いたレーザーマーキング方法、
を提供するものである。
射出成形機(日精60E9ASE)を使用して、シリンダ温度260℃、金型温度80℃の成形条件において引張試験片(ASTM1号タイプ、厚み3.2mm)を作製した。成形の際に、成形品突き出し時に試験片が変形したり、突き出し箇所が大きく挫屈するようなものを成形性不良として表中「×」で示した。一方、変形のないものには表中「○」で示した。
成形サイクルについては、金型内での樹脂の固化速度を現すゲートシール時間を評価した。ゲートシール時間は、試験片を射出成形した際に最低充填圧力から1次保圧時間を順次延ばし、成形品重量が一定となる1次保圧時間をゲートシール時間と定義した。ゲートシール時間は(1)における射出成形の際に、この定義に従って測定を行った。ゲートシール時間が短い材料は、固化速度が速く、ハイサイクル成形に好適である。
ASTM D638に準拠する方法で評価を行った。試験片はASTM1号タイプ(厚み3.2mm)を用い、その成形条件はシリンダ温度260℃、金型温度80℃とした。
ASTM D790に準拠する方法で評価を行った。試験片は厚さ3.2mmのものを用い、成形条件をシリンダ温度260℃、金型温度80℃とした。
ASTM D256に準拠する方法で評価を行った。試験片は幅3.2mmのノッチ付き試験片を用いた。試験片の成形条件をシリンダ温度260℃、金型温度80℃とした。
ASTM D648に準拠する方法で評価を行った。負荷応力を1.82MPaとした。試験片は厚さ6.4mmとして、成形条件をシリンダ温度260℃、金型温度80℃とした。
下記方法によって得られた成形品を130℃環境下1時間処理後、−40℃環境下1時間処理を行い、再び130℃環境下に放置する冷熱サイクル処理を行い、成形品の外観を目視した。インサート成形品にクラックが発生したサイクル数を表中に記載し、その数値の大小を耐冷熱性の指標とした。
シリンダ温度260℃、金型温度80℃の成形条件で射出成形した角板(80×80×3mm)の表面に、Nd:YAGレーザーマーカー、波長1064nmでマーキング部を形成し、そのマーキング部をスガ試験機(株)のSMカラーコンピューター(SM−5)で測色し、未マーキング部との色差(ΔE)を測定した。ΔEが5以上であるものを「◎」、3以上5未満であるものを「○」、3未満であるものを「×」として、レーザーマーキング性の指標とした。
(A−1)固有粘度0.81dl/gのポリブチレンテレフタレート(東レ株式会社製“トレコン”1100S)
(A−2)ポリブチレンテレフタレート/イソフタレート共重合体
テレフタル酸(以下、TPAともいう)450部、イソフタル酸(以下、IPAともいう)50部[TPA/IPA=90/10mol%]、1,4−ブタンジオール407部、テトラ−n−ブチルチタネート1部を精留塔付き反応器に仕込み、500mmHgの減圧環境下で、180℃から230℃まで徐々に昇温してエステル化反応率95%以上にまで反応させ、次いで240℃、0.5mmHgにまで昇温、減圧して3時間30分後に重合を完結させ、イソフタル酸10mol%のポリブチレンテレフタレート共重合体を得た。得られた共重合体の固有粘度は0.80dl/gであった。
(B−1)堺化学工業社製硫化亜鉛
(B−2)石原産業社製酸化チタン“CR60”
(C−1)三菱化学社製カーボンブラック#32:平均粒径30nm
(C−2)三菱化学社製カーボンブラック#25:平均粒径47nm
(C−3)三菱化学社製カーボンブラックMA600:平均粒径20nm
(C−4)三菱化学社製カーボンブラック#10:平均粒径75nm
(D−1)日本電気硝子社製ガラス繊維“T−120”(平均繊維径:13μm、繊維長3mmのチョップドストランド)。
(E−1)エチレン−メチルアクリレート−グリシジルメタクリレート共重合体。各成分の共重合比(重量比)はエチレン単位/メチルアクリレート単位/グリシジルメタクリレート単位=64/30/6(重量%)。MFR=9g/10min(測定法:JIS−K6760(190℃、2160g荷重))。
(E−2)エチレン−エチルアクリレート共重合物。両成分の共重合比(重量比)はエチレン単位/エチルアクリレート単位=65/35(重量%)。MFR=25g/10min(測定法:JIS−K6760(190℃、2160g荷重))。
(F−1)タルク(結晶核剤):竹原化学工業社製含水ケイ酸マグネシウム、見掛け比重=0.20g/cc、pH=9.3、平均粒子径=5.29μm。
実施例1〜11、参考例1〜2及び比較例1〜7に記載した材料の製造方法は次の通りである。すなわちシリンダ温度260℃に設定したスクリュー径57mm直径の2軸押出機を用いて製造した。(A)成分(ポリブチレンテレフタレート系樹脂)、(B)成分(硫化亜鉛)、(C)成分(カーボンブラック)並びにその他の添加剤は元込め部から、(D)成分(ガラス繊維)をサイドフィーダーから供給して溶融混練を行い、ダイスから吐出されたストランドを冷却バス内で冷却した後、ストランドカッターにてペレット化した。得られた各材料は、130℃の熱風乾燥機で3時間乾燥した後、前記評価方法記載の方法を用いて成形し、評価を行った。

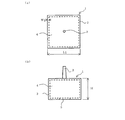
2.樹脂
3.スプルー
4.インサート金属
5.樹脂未充填部
L1.インサート成型品1の、四角柱部分の底面(正方形)の辺の長さ
H. インサート成型品1の高さ
W1.樹脂2の厚み
Claims (5)
- (A)ポリブチレンテレフタレートまたは、ポリブチレンテレフタレートおよびポリブチレンテレフタレート共重合体からなるポリブチレンテレフタレート系樹脂100重量部に対し、
(B)硫化亜鉛0.1〜1.0重量部、
(C)カーボンブラック0.001〜0.01重量部配合してなるレーザーマーキング用樹脂組成物であり、(C)カーボンブラックの平均粒子径が25〜70nmであるレーザーマーキング用樹脂組成物。 - (D)無機充填材を、(A)100重量部に対し1〜200重量部添加配合してなる請求項1に記載のレーザーマーキング用樹脂組成物。
- (E)エチレン(共)重合体を、(A)100重量部に対し1〜30重量部添加配合してなる請求項1または2に記載のレーザーマーキング用樹脂組成物。
- 請求項1〜4のいずれかに記載のレーザーマーキング用樹脂組成物からなる成形品。
- 請求項4に記載の成形品を用いたレーザーマーキング方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005314491A JP4492522B2 (ja) | 2005-10-28 | 2005-10-28 | レーザーマーキング用樹脂組成物およびそれを用いた成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005314491A JP4492522B2 (ja) | 2005-10-28 | 2005-10-28 | レーザーマーキング用樹脂組成物およびそれを用いた成形品 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007118416A JP2007118416A (ja) | 2007-05-17 |
| JP2007118416A5 JP2007118416A5 (ja) | 2008-12-04 |
| JP4492522B2 true JP4492522B2 (ja) | 2010-06-30 |
Family
ID=38142780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005314491A Expired - Fee Related JP4492522B2 (ja) | 2005-10-28 | 2005-10-28 | レーザーマーキング用樹脂組成物およびそれを用いた成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4492522B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10131178B2 (en) * | 2009-02-04 | 2018-11-20 | Covestro Deutschland Ag | Layered structure and films for ID documents having improved properties for laser engraving |
| JP5752990B2 (ja) * | 2011-05-18 | 2015-07-22 | 帝人株式会社 | ハイサイクル成形性熱可塑性樹脂組成物 |
| EP3591010B1 (en) * | 2017-02-28 | 2023-12-20 | Mitsui Chemicals, Inc. | Electroconductive resin composition, method for manufacturing same and molded article obtained therefrom |
| JP7058114B2 (ja) * | 2017-12-12 | 2022-04-21 | ポリプラスチックス株式会社 | レーザー溶着及びレーザーマーキングが可能な成形品 |
| JP7310389B2 (ja) * | 2019-07-11 | 2023-07-19 | 凸版印刷株式会社 | レーザマーキング可能なフィルム材 |
| CN115023468B (zh) * | 2020-02-03 | 2024-04-23 | 宝理塑料株式会社 | 汽车外饰部件用聚酯树脂组合物及将其成形而成的成形体 |
| JP7306595B1 (ja) | 2023-04-07 | 2023-07-11 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用紙、印刷物、加工品、および印刷物の製造方法 |
| JP7347705B1 (ja) | 2023-04-07 | 2023-09-20 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用紙、印刷物およびその製造方法、並びに加工品 |
| JP7347707B1 (ja) | 2023-04-07 | 2023-09-20 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用媒体、印刷物およびその製造方法、並びに加工品 |
| JP7347706B1 (ja) | 2023-04-07 | 2023-09-20 | 王子ホールディングス株式会社 | 紫外線レーザー印刷用フィルム、印刷物およびその製造方法、並びに加工品 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0592657A (ja) * | 1991-10-02 | 1993-04-16 | Polyplastics Co | レーザーマーキング方法及びレーザーマーキングされた成形品 |
| JPH08269309A (ja) * | 1995-04-03 | 1996-10-15 | Teijin Ltd | レーザマーキング性に優れたポリエステル樹脂からなる成形品 |
| JPH08333503A (ja) * | 1995-06-08 | 1996-12-17 | Japan Synthetic Rubber Co Ltd | レーザーマーキング用樹脂組成物 |
| JPH0971726A (ja) * | 1995-09-05 | 1997-03-18 | Teijin Ltd | レーザマーキング性を有する樹脂組成物 |
| JPH09100390A (ja) * | 1995-10-05 | 1997-04-15 | Japan Synthetic Rubber Co Ltd | レーザーマーキング用樹脂組成物 |
| JP2001139758A (ja) * | 1999-11-12 | 2001-05-22 | Techno Polymer Co Ltd | レーザーマーキング用熱可塑性樹脂組成物 |
| JP2001146542A (ja) * | 1999-09-08 | 2001-05-29 | Daicel Chem Ind Ltd | 黒色マーキング用樹脂組成物 |
| JP2002273832A (ja) * | 2001-03-19 | 2002-09-25 | Nippon Kararingu Kk | レーザーマーキング用多層シート |
| JP2003055527A (ja) * | 2001-08-22 | 2003-02-26 | Techno Polymer Co Ltd | レーザーマーキング用熱可塑性樹脂組成物 |
| WO2004050767A1 (en) * | 2002-12-04 | 2004-06-17 | Dsm Ip Assets B.V. | Laser writable composition |
| JP2005162913A (ja) * | 2003-12-03 | 2005-06-23 | Polyplastics Co | レーザーマーキング用樹脂組成物 |
-
2005
- 2005-10-28 JP JP2005314491A patent/JP4492522B2/ja not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0592657A (ja) * | 1991-10-02 | 1993-04-16 | Polyplastics Co | レーザーマーキング方法及びレーザーマーキングされた成形品 |
| JPH08269309A (ja) * | 1995-04-03 | 1996-10-15 | Teijin Ltd | レーザマーキング性に優れたポリエステル樹脂からなる成形品 |
| JPH08333503A (ja) * | 1995-06-08 | 1996-12-17 | Japan Synthetic Rubber Co Ltd | レーザーマーキング用樹脂組成物 |
| JPH0971726A (ja) * | 1995-09-05 | 1997-03-18 | Teijin Ltd | レーザマーキング性を有する樹脂組成物 |
| JPH09100390A (ja) * | 1995-10-05 | 1997-04-15 | Japan Synthetic Rubber Co Ltd | レーザーマーキング用樹脂組成物 |
| JP2001146542A (ja) * | 1999-09-08 | 2001-05-29 | Daicel Chem Ind Ltd | 黒色マーキング用樹脂組成物 |
| JP2001139758A (ja) * | 1999-11-12 | 2001-05-22 | Techno Polymer Co Ltd | レーザーマーキング用熱可塑性樹脂組成物 |
| JP2002273832A (ja) * | 2001-03-19 | 2002-09-25 | Nippon Kararingu Kk | レーザーマーキング用多層シート |
| JP2003055527A (ja) * | 2001-08-22 | 2003-02-26 | Techno Polymer Co Ltd | レーザーマーキング用熱可塑性樹脂組成物 |
| WO2004050767A1 (en) * | 2002-12-04 | 2004-06-17 | Dsm Ip Assets B.V. | Laser writable composition |
| JP2005162913A (ja) * | 2003-12-03 | 2005-06-23 | Polyplastics Co | レーザーマーキング用樹脂組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007118416A (ja) | 2007-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4492522B2 (ja) | レーザーマーキング用樹脂組成物およびそれを用いた成形品 | |
| JP3876141B2 (ja) | ポリエステル系樹脂組成物およびその成形品 | |
| JP5245265B2 (ja) | レーザー溶着用ポリエステル樹脂組成物および複合成形体 | |
| JP4911548B2 (ja) | レーザ溶着用樹脂組成物およびそれを用いた複合成形体 | |
| JP5058565B2 (ja) | ポリブチレンテレフタレート樹脂組成物及び成形品 | |
| US20050119377A1 (en) | Colored resin composition for laser welding and composite molding product using the same | |
| JP2012057152A (ja) | 樹脂製光反射体用基体 | |
| WO2008075776A1 (ja) | ポリブチレンテレフタレート樹脂組成物 | |
| JP2008163167A (ja) | レーザー溶着用変性ポリエステル樹脂組成物およびそれを用いた複合成形体 | |
| JP2009155449A (ja) | 携帯端末部品 | |
| JP4720149B2 (ja) | レーザ溶着用着色樹脂組成物およびそれを用いた複合成形体 | |
| JP6337660B2 (ja) | ポリブチレンテレフタレート樹脂組成物 | |
| JP2006233121A (ja) | 生分解性樹脂組成物及びその成形体 | |
| JP2006257338A (ja) | レーザー溶着用樹脂組成物およびそれを用いた複合成形体 | |
| KR102187566B1 (ko) | 폴리프로필렌 수지 조성물 및 이의 성형품 | |
| JP2019038918A (ja) | ポリブチレンテレフタレート樹脂組成物およびそれからなる成形品 | |
| JP3929889B2 (ja) | ポリブチレンテレフタレート樹脂組成物及び成形品 | |
| KR100509908B1 (ko) | 강성과 내열성이 우수한 저휨성의 폴리프로필렌 수지 조성물 | |
| JP2013151619A (ja) | レーザーマーキング用ポリエステル樹脂組成物及び成形体 | |
| JP5616536B2 (ja) | 風向制御板、及び風向制御板の製造方法 | |
| JPH0718087A (ja) | 樹脂組成物の製造方法 | |
| JP2004018793A (ja) | ポリエステル系樹脂組成物 | |
| JP2008050582A (ja) | 樹脂組成物および成形品 | |
| JPH09291204A (ja) | ポリブチレンテレフタレート樹脂組成物及び成形品 | |
| JP4785398B2 (ja) | 射出圧縮成形法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100329 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140416 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |