JP4198993B2 - 合金被覆されたバッテリー格子を製造する方法 - Google Patents
合金被覆されたバッテリー格子を製造する方法 Download PDFInfo
- Publication number
- JP4198993B2 JP4198993B2 JP2002554900A JP2002554900A JP4198993B2 JP 4198993 B2 JP4198993 B2 JP 4198993B2 JP 2002554900 A JP2002554900 A JP 2002554900A JP 2002554900 A JP2002554900 A JP 2002554900A JP 4198993 B2 JP4198993 B2 JP 4198993B2
- Authority
- JP
- Japan
- Prior art keywords
- grid
- battery
- strips
- lead
- interconnected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 103
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 229910045601 alloy Inorganic materials 0.000 title description 132
- 239000000956 alloy Substances 0.000 title description 132
- 238000000576 coating method Methods 0.000 claims abstract description 100
- 229910000978 Pb alloy Inorganic materials 0.000 claims abstract description 97
- 239000011248 coating agent Substances 0.000 claims abstract description 96
- 238000005520 cutting process Methods 0.000 claims abstract 5
- 239000000463 material Substances 0.000 claims description 42
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 24
- 238000005266 casting Methods 0.000 claims description 24
- 239000002142 lead-calcium alloy Substances 0.000 claims description 23
- 238000010791 quenching Methods 0.000 claims description 21
- 229910001128 Sn alloy Inorganic materials 0.000 claims description 16
- LQBJWKCYZGMFEV-UHFFFAOYSA-N lead tin Chemical compound [Sn].[Pb] LQBJWKCYZGMFEV-UHFFFAOYSA-N 0.000 claims description 16
- 229910052787 antimony Inorganic materials 0.000 claims description 14
- 239000000155 melt Substances 0.000 claims description 14
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 claims description 13
- 238000002844 melting Methods 0.000 claims description 12
- 230000008018 melting Effects 0.000 claims description 11
- 230000000171 quenching effect Effects 0.000 claims description 9
- 238000005507 spraying Methods 0.000 claims description 3
- 239000012530 fluid Substances 0.000 claims 2
- 230000032683 aging Effects 0.000 claims 1
- 229910003460 diamond Inorganic materials 0.000 claims 1
- 239000010432 diamond Substances 0.000 claims 1
- 238000005096 rolling process Methods 0.000 claims 1
- 229910052718 tin Inorganic materials 0.000 description 20
- 239000002253 acid Substances 0.000 description 19
- 239000000203 mixture Substances 0.000 description 16
- 230000008569 process Effects 0.000 description 16
- 239000011149 active material Substances 0.000 description 14
- 230000008901 benefit Effects 0.000 description 14
- 238000004080 punching Methods 0.000 description 14
- 229910052791 calcium Inorganic materials 0.000 description 12
- 239000011575 calcium Substances 0.000 description 12
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 11
- 229910001245 Sb alloy Inorganic materials 0.000 description 10
- 239000002140 antimony alloy Substances 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 9
- 239000010410 layer Substances 0.000 description 8
- 238000005260 corrosion Methods 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 6
- HTUMBQDCCIXGCV-UHFFFAOYSA-N lead oxide Chemical compound [O-2].[Pb+2] HTUMBQDCCIXGCV-UHFFFAOYSA-N 0.000 description 6
- YEXPOXQUZXUXJW-UHFFFAOYSA-N lead(II) oxide Inorganic materials [Pb]=O YEXPOXQUZXUXJW-UHFFFAOYSA-N 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 238000010924 continuous production Methods 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- YADSGOSSYOOKMP-UHFFFAOYSA-N dioxolead Chemical compound O=[Pb]=O YADSGOSSYOOKMP-UHFFFAOYSA-N 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 4
- 229910052709 silver Inorganic materials 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 238000002309 gasification Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 229910001295 No alloy Inorganic materials 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 239000013543 active substance Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 238000005275 alloying Methods 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 229910014474 Ca-Sn Inorganic materials 0.000 description 1
- 208000032953 Device battery issue Diseases 0.000 description 1
- 229910001370 Se alloy Inorganic materials 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000005188 flotation Methods 0.000 description 1
- 229910000743 fusible alloy Inorganic materials 0.000 description 1
- LWUVWAREOOAHDW-UHFFFAOYSA-N lead silver Chemical compound [Ag].[Pb] LWUVWAREOOAHDW-UHFFFAOYSA-N 0.000 description 1
- PIJPYDMVFNTHIP-UHFFFAOYSA-L lead sulfate Chemical compound [PbH4+2].[O-]S([O-])(=O)=O PIJPYDMVFNTHIP-UHFFFAOYSA-L 0.000 description 1
- 229940056932 lead sulfide Drugs 0.000 description 1
- 229910052981 lead sulfide Inorganic materials 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000007773 negative electrode material Substances 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
Images
















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/82—Multi-step processes for manufacturing carriers for lead-acid accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/72—Grids
- H01M4/74—Meshes or woven material; Expanded metal
- H01M4/745—Expanded metal
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/14—Electrodes for lead-acid accumulators
- H01M4/16—Processes of manufacture
- H01M4/20—Processes of manufacture of pasted electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/665—Composites
- H01M4/667—Composites in the form of layers, e.g. coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/68—Selection of materials for use in lead-acid accumulators
- H01M4/685—Lead alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/72—Grids
- H01M4/73—Grids for lead-acid accumulators, e.g. frame plates
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/10—Battery-grid making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/49115—Electric battery cell making including coating or impregnating
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Battery Electrode And Active Subsutance (AREA)
Description
本発明の別の効果は、バッテリーペースト剤とバッテリー格子の間の接着性を向上させることにより、化成効率が増加することである。
0.0425重量パーセントのカルシウム、0.925重量パーセントの錫、0.013重量パーセントのアルミニウム、0.0125重量パーセントの銀、及び残りの鉛の組成物からなる鉛合金の連続したストリップを用意した。次に、それに続く打ち抜き工程において、一連の相互に連結されたバッテリー格子の形状が当該ストリップに形成された。即ち、幾つかの打ち抜き工程によりバッテリーに幾つかの特徴が加えられた。ストリップのバッテリーワイヤー部分は、次に、コイニング部位で処理されてグリッドワイヤーに型打ちがなされ、図4のグリッドワイヤー部分90cに類似した断面を有するグリッドワイヤーが形成された。相互に連結されたバッテリー格子は、次に、個々のバッテリー格子に分割された。グリッドワイヤーは従来のバッテリーペーストが付与されてバッテリーセルが形成された。バッテリーセルは作動寿命を測定するため、75度C(167度F)の温度で、SAE、J240規格に基づいて繰り返し測定された。
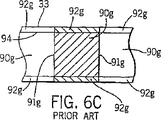
6Cは、図1の6−6線に沿って切り取った、部分的に合金被覆されたグリドワイヤー部分の垂直方向断面図である。
7Cは、本発明の方法を実施するために使用され、かつ本発明によるバッテリー格子を製造することができる更に別の装置の概略図である。
8Bは、本発明の方法を実施するために使用され、かつ本発明によるバッテリー格子を製造することができる更に別の装置の概略図である。
8Dは、本発明の方法を実施するために使用され、かつ本発明によるバッテリー格子を製造することができる更に別の装置の概略図である。
Claims (40)
- 複数のバッテリープレートを製造する方法において、
鉛合金の格子材料から相互に連結されたバッテリー格子のストリップを形成する工程であって、前記相互に連結されたバッテリー格子の各々が少なくとも一つのフレーム要素で縁取りされた格子網を備え、前記格子網が間隔を開けて配置された複数のグリッドワイヤー要素を備え、各グリッドワイヤー要素が両端部を有し、前記端部の各々が複数のノードの内の一つに連結されていて格子網に複数の開口部が形成されるようにする、前記工程と、
少なくとも一つの前記グリッドワイヤー要素の両端部の中間で、前記少なくとも一つのグリッドワイヤー要素の一部の断面形状を変形するために前記少なくとも一つのグリッドワイヤー要素の一部を変形する工程と、
前記格子網の全表面に鉛合金の被覆物を塗布するように、前記相互に連結されたバッテリー格子のストリップに前記鉛合金の被覆物を付与する工程と、
前記相互に連結されたバッテリー格子のストリップにバッテリーペーストを塗布する工程と、
前記相互に連結されたバッテリー格子のストリップを切断して複数のバッテリープレートを形成する工程と、
を備えた複数のバッテリープレートを製造する方法。 - 前記変形する工程が、前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する前に行われる、請求項1に記載の方法。
- 前記変形する工程が、少なくとも一つのグリッドワイヤー要素を型打ちする工程を備えている、請求項1に記載の方法。
- 前記変形する工程により、前記グリッドワイヤー要素の両端部の中間における第1の横断面が前記グリッドワイヤー要素の一つの端部における第2の横断面と異なるようなグリッドワイヤー要素が形成され、
前記格子網及び各フレーム要素が対向する略平坦な面を形成し、前記第1の横断面が前記平坦な面を越えて延びていないように形成する、請求項1に記載の方法。 - 前記格子材料から相互に連結されたバッテリー格子のストリップを形成する工程が、
前記バッテリー格子のストリップの長手方向に一致する直線状の経路に沿って、格子材料の連続したストリップを供給する工程と、
前記格子材料の連続したストリップを打ち抜き加工して相互に連結されたバッテリー格子のストリップを形成する工程と、
を備えている、請求項1に記載の方法。 - 前記格子材料の連続したストリップが、鉛合金の格子材料の溶融物を連続的に鋳造して形成される、請求項5に記載の方法。
- 前記格子材料の連続したストリップが、鉛合金の格子材料の溶融物を鋳造してスラブを形成し、前記スラブを圧延することにより形成される、請求項5に記載の方法。
- 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する前に、
前記複数のグリッドワイヤー要素の両端部の中間位置において複数のグリッドワイヤー要素の少なくとも一部分を変形して、前記グリッドワイヤー要素の両端部で切り取った第1の横断面が前記グリッドワイヤー要素の一つの端部で切り取った第2の横断面と異なるように形成する工程を更に備える、請求項5に記載の方法。 - 前記格子材料から相互に連結されたバッテリー格子のストリップを形成する工程が、
前記バッテリー格子のストリップの長手方向に一致する直線状の経路に沿って、格子材料の連続したストリップを供給する工程と、
前記格子材料のストリップにスリットを形成する工程と、
前記格子材料のストリップを横方向に拡張して相互に連結されたバッテリー格子のストリップを形成する工程と、
備えている、請求項1に記載の方法。 - 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する前に、
前記グリッドワイヤー要素の両端部の中間位置においてグリッドワイヤー要素の少なくとも一部分を変形して、前記グリッドワイヤー要素の両端部で切り取った第1の横断面が前記グリッドワイヤー要素の一つの端部で切り取った第2の横断面と異なるように形成する工程を更に備える、請求項9に記載の方法。 - 前記格子材料から相互に連結されたバッテリー格子のストリップを形成する工程が、
格子材料を融解する工程と、
格子材料を連続的に鋳造して相互に連結されたバッテリー格子のストリップを形成する工程と、
を備える、請求項1に記載の方法。 - 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する前に、
前記グリッドワイヤー要素の両端部の中間位置においてグリッドワイヤー要素の少なくとも一部分を変形して、前記グリッドワイヤー要素の両端部で切り取った第1の横断面が前記グリッドワイヤー要素の一つの端部で切り取った第2の横断面と異なるように形成する工程を更に備える、請求項11に記載の方法。 - 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する工程が、
前記相互に連結されたバッテリー格子のストリップを溶融した鉛合金の被覆物の中に浸す工程を備える、請求項1に記載の方法。 - 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する工程が、
前記相互に連結されたバッテリー格子のストリップを溶融した鉛合金の被覆物の中に浸している間に、前記溶融した鉛合金の被覆物の中にガスを導入する工程を含む、請求項13に記載の方法。 - 前記格子材料が、鉛―カルシウム合金を有し、前記被覆物が鉛―錫合金を有する、請求項13に記載の方法。
- 前記鉛―錫合金が90重量パーセントから99重量パーセントまでの鉛と、1重量パーセントから10重量パーセントまでの錫とを含む、請求項15に記載の方法。
- 前記鉛―錫合金がアンチモンを更に含む、請求項15に記載の方法。
- 前記鉛―錫合金が、80重量パーセントから98重量パーセントまでの鉛と、1重量パーセントから10重量パーセントまでの錫と、1重量パーセントから10重量パーセントまでのアンチモンとを含む、請求項17に記載の方法。
- 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する工程が、
溶融した鉛合金の被覆物を前記相互に連結されたバッテリー格子のストリップに噴霧する工程を備えている、請求項1に記載の方法。 - 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与した後で、前記相互に連結されたバッテリー格子のストリップにバッテリーペーストを塗布する前に、流体の槽内で前記相互に連結されたバッテリー格子のストリップを急冷する工程を更に備える、請求項1に記載の方法。
- 前記相互に連結されたバッテリー格子のストリップを急冷した後で、前記相互に連結されたバッテリー格子のストリップにバッテリーペーストを塗布する前に、高温で前記相互に連結されたバッテリー格子のストリップを経時硬化させる工程を更に備える、請求項1に記載の方法。
- 複数のバッテリープレートを製造する方法において、
鉛合金の格子材料を連続的に鋳造して、連続したストリップを形成する工程と、
前記連続したストリップから格子材料を打ち抜き加工して相互に連結されたバッテリー格子を形成する工程であって、前記相互に連結されたバッテリー格子の各々がフレームで縁取りされた格子網を備え、前記格子網が複数のグリッドワイヤー要素を備え、各グリッドワイヤー要素が両端部を有し、前記端部の各々が複数のノードの内の一つに連結されていて格子網に複数の開口部が形成されるようにする、前記工程と、
前記グリッドワイヤー要素の両端部の中間位置で前記グリッドワイヤー要素の少なくとも一部分を型打ちし、前記グリッドワイヤー要素の両端部の中間位置で切り取った第1の横断面が前記グリッドワイヤー要素の一つの端部で切り取った第2の横断面と異なるようにする型打ち工程と、
前記格子網の全表面に鉛合金の被覆物を塗布するように、前記相互に連結されたバッテリー格子に前記鉛合金の被覆物を付与する工程と、
前記相互に連結されたバッテリー格子にバッテリーペーストを塗布する工程と、
前記相互に連結されたバッテリー格子を切断して、複数のバッテリープレートを形成する工程と、
を備えた複数のバッテリープレートを製造する方法。 - 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する工程が、
前記相互に連結されたバッテリー格子のストリップを溶融した鉛合金の被覆物の中に浸す工程を備える、請求項22に記載の方法。 - 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する工程が、
前記相互に連結されたバッテリー格子のストリップを溶融した鉛合金の被覆物の中に浸している間に、前記溶融した鉛合金の被覆物の中にガスを導入する工程を含む、請求項23に記載の方法。 - 前記格子材料が、鉛―カルシウム合金を有し、前記被覆物が鉛―錫合金を有する、請求項22に記載の方法。
- 前記鉛―錫合金が90重量パーセントから99重量パーセントまでの鉛と、1重量パーセントから10重量パーセントまでの錫とを含む、請求項25に記載の方法。
- 前記鉛―錫合金が更にアンチモンを有する、請求項25に記載の方法。
- 前記鉛―錫合金が、80重量パーセントから98重量パーセントまでの鉛と、1重量パーセントから10重量パーセントまでの錫と、1重量パーセントから10重量パーセントまでのアンチモンとを含む、請求項27に記載の方法。
- 前記型打ち工程は、前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する前に、前記グリッドワイヤー要素の両端部の中間位置で前記グリッドワイヤー要素の少なくとも一部分を型打ちする、請求項22に記載の方法。
- 前記相互に連結されたバッテリー格子に鉛合金の被覆物を付与した後で、前記相互に連結されたバッテリー格子にバッテリーペーストを塗布する前に、流体の槽内で前記相互に連結されたバッテリー格子を急冷する工程を更に備える、請求項22に記載の方法。
- 前記相互に連結されたバッテリー格子を急冷した後で、前記相互に連結されたバッテリー格子にバッテリーペーストを塗布する前に、高温で前記相互に連結されたバッテリー格子を経時硬化させる工程を更に備える、請求項22に記載の方法。
- 複数のバッテリー格子を製造する方法において、
鉛合金の格子材料から相互に連結されたバッテリー格子のストリップを形成する工程であって、前記相互に連結されたバッテリー格子の各々が複数のグリッドワイヤー要素を備え、各グリッドワイヤー要素が両端部を有し、前記端部の各々が複数のノードの内の一つに連結されていて格子網に複数の開口部が形成されるようにする、前記工程と、
関連する前記複数のノードの間にて、前記複数のグリッドワイヤー要素の前記一部の断面形状を変形するために前記複数のグリッドワイヤー要素の少なくとも一部分を変形する工程と、
前記格子網の全表面に鉛合金の被覆物を塗布するように、前記相互に連結されたバッテリー格子のストリップに前記鉛合金の被覆物を付与する工程と、
前記相互に連結されたバッテリー格子のストリップを切断して複数のバッテリープレートを形成する工程と、
を備えた複数のバッテリー格子を製造する方法。 - 前記変形する工程が、前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する前に行われる、請求項32に記載の方法。
- 前記変形する工程が型打ち工程を使用するものである、請求項33に記載の方法。
- 前記格子材料から相互に連結されたバッテリー格子のストリップを形成する工程が、
前記バッテリー格子のストリップの長手方向に一致する直線状の経路に沿って、格子材料の連続したストリップを供給する工程と、
前記格子材料の連続したストリップを打ち抜き加工して相互に連結されたバッテリー格子のストリップを形成する工程と、
を備えている、請求項32に記載の方法。 - 前記格子材料の連続したストリップが、鉛合金の格子材料の溶融物を連続的に鋳造して形成される、請求項35に記載の方法。
- 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する工程が、
前記相互に連結されたバッテリー格子のストリップを溶融した鉛合金の被覆物の中に浸す工程を備える、請求項32に記載の方法。 - 前記相互に連結されたバッテリー格子のストリップに鉛合金の被覆物を付与する工程が、
前記相互に連結されたバッテリー格子のストリップを溶融した鉛合金の被覆物の中に浸している間に、前記溶融した鉛合金の被覆物の中にガスを導入する工程を含む、請求項37に記載の方法。 - バッテリー用の格子において、
電流収集ラグを有する、少なくとも一つのフレーム要素で縁取りされた格子網を備え、
前記格子網が複数の間隔を開けて配置されたグリッドワイヤー要素を有し、各グリッドワイヤー要素が両端部を有し、格子網に複数の開口部が形成されるように前記端部の各々が複数のノードの内の一つに連結されており、
前記格子網には略全ての表面に鉛合金の被覆物が付与されており、
前記グリッドワイヤー要素の少なくとも一部分は前記グリッドワイヤー要素の両端部の中間位置で切り取った第1の横断面を有し、前記第1の横断面は前記グリッドワイヤー要素の一つの端部で切り取った第2の横断面とは異なる形状を有し、
前記第2の横断面が略矩形であり、前記第1の横断面が、ダイヤモンド、長円形、菱形、六角形及び八角形からなるグループから選択された形状である、バッテリー用の格子。 - 前記鉛合金の被覆物が多孔性である、請求項39に記載の格子。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/755,337 US6953641B2 (en) | 2001-01-05 | 2001-01-05 | Battery grid |
| PCT/US2002/000390 WO2002054513A2 (en) | 2001-01-05 | 2002-01-04 | Method for making an alloy coated battery grid |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004521445A JP2004521445A (ja) | 2004-07-15 |
| JP2004521445A5 JP2004521445A5 (ja) | 2005-05-26 |
| JP4198993B2 true JP4198993B2 (ja) | 2008-12-17 |
Family
ID=25038726
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002554900A Expired - Lifetime JP4198993B2 (ja) | 2001-01-05 | 2002-01-04 | 合金被覆されたバッテリー格子を製造する方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (6) | US6953641B2 (ja) |
| EP (1) | EP1348239B1 (ja) |
| JP (1) | JP4198993B2 (ja) |
| KR (1) | KR100807070B1 (ja) |
| CN (1) | CN100364155C (ja) |
| BR (1) | BR0206343B1 (ja) |
| DE (1) | DE60203257T2 (ja) |
| MX (1) | MXPA03006030A (ja) |
| WO (1) | WO2002054513A2 (ja) |
Families Citing this family (68)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6274274B1 (en) | 1999-07-09 | 2001-08-14 | Johnson Controls Technology Company | Modification of the shape/surface finish of battery grid wires to improve paste adhesion |
| JP3838878B2 (ja) * | 2000-04-28 | 2006-10-25 | 松下電器産業株式会社 | 電池用電極板およびその製造方法 |
| US6953641B2 (en) | 2001-01-05 | 2005-10-11 | Johnson Controls Technology Company | Battery grid |
| EP1816693B1 (en) * | 2004-11-08 | 2011-03-16 | GS Yuasa International Ltd. | Negative electrode current collector for lead storage battery and lead storage battery including the same |
| US20060216595A1 (en) * | 2005-03-22 | 2006-09-28 | Holliday Rex W | Battery assembly having improved lug profile |
| EP3035422B1 (en) | 2005-05-23 | 2019-02-20 | Johnson Controls Technology Company | Battery grid |
| ES2346091T3 (es) * | 2006-02-22 | 2010-10-08 | Teck Metals Ltd. | Metodo y aparato para la fabricacion continua de rejillas de baterias. |
| US7704452B2 (en) * | 2006-02-23 | 2010-04-27 | Rsr Technologies, Inc. | Alloy and anode for use in the electrowinning of metals |
| DE102007002308A1 (de) * | 2007-01-16 | 2008-07-17 | Franz Xaver Mittermaier | Verfahren zum Herstellen einer Gitterelektrode für einen Bleiakkumulator |
| RU2477549C2 (ru) * | 2007-03-02 | 2013-03-10 | Джонсон Кэнтрэулз Текнолэджи Кампэни | Способ изготовления отрицательной решетки аккумулятора |
| KR100887823B1 (ko) * | 2007-06-13 | 2009-03-09 | 현대자동차주식회사 | 차량용 배터리 단자 제조 방법 |
| EP2171780A1 (en) * | 2007-06-19 | 2010-04-07 | EH Europe GmbH | A process for making an electrode, an electrode and a battery comprising the electrode |
| US8875361B2 (en) | 2008-05-21 | 2014-11-04 | Wirtz Manufacturing Co., Inc. | Reformed battery grids |
| US8741487B1 (en) | 2008-08-28 | 2014-06-03 | Greatbatch Ltd. | Electrode current collector with stress-relieving mesh structure |
| WO2010032189A2 (en) * | 2008-09-18 | 2010-03-25 | Jan Petrus Human | Method of, and apparatus for, producing composite articles |
| US8533973B2 (en) * | 2008-12-02 | 2013-09-17 | Mac Engineering And Equipment Company, Inc. | Contact flash dryer and method of contact flash drying |
| CN108711606B (zh) | 2009-09-04 | 2021-09-10 | Cps科技控股有限公司 | 一种具有改进的酸分层的次级电池 |
| US10355264B2 (en) | 2009-09-10 | 2019-07-16 | Cps Technology Holdings Llc | Secondary battery |
| WO2011106682A1 (en) | 2010-02-25 | 2011-09-01 | Johnson Controls Technology Company | Secondary battery |
| MX338843B (es) * | 2010-03-03 | 2016-05-03 | Johnson Controls Tech Co | Rejillas de bateria y metodos para fabricar las mismas. |
| KR101831423B1 (ko) | 2010-04-14 | 2018-02-22 | 존슨 컨트롤스 테크놀러지 컴퍼니 | 배터리, 배터리 플레이트 조립체 및 조립 방법 |
| US9748578B2 (en) | 2010-04-14 | 2017-08-29 | Johnson Controls Technology Company | Battery and battery plate assembly |
| CN102034974A (zh) * | 2010-11-27 | 2011-04-27 | 江苏理士电池有限公司 | 一种免维护铅酸蓄电池极板成型技术 |
| CN102074706A (zh) * | 2010-12-23 | 2011-05-25 | 江苏理士电池有限公司 | 一种铅酸蓄电池极板制造技术 |
| US9368800B2 (en) | 2011-09-12 | 2016-06-14 | Oak Press Solutions Inc. | Stamped battery grid with kinked grid wires |
| US9761883B2 (en) * | 2011-11-03 | 2017-09-12 | Johnson Controls Technology Company | Battery grid with varied corrosion resistance |
| US10601025B2 (en) | 2011-12-13 | 2020-03-24 | Exide Technologies, Llc | Single punch method of making battery plates for lead-acid batteries |
| US9595360B2 (en) * | 2012-01-13 | 2017-03-14 | Energy Power Systems LLC | Metallic alloys having amorphous, nano-crystalline, or microcrystalline structure |
| US20130183581A1 (en) * | 2012-01-13 | 2013-07-18 | Energy Power Systems LLC | Substrate for electrode of electrochemical cell |
| EP2747179B1 (en) * | 2012-09-10 | 2017-09-27 | GS Yuasa International Ltd. | Lattice for storage battery, method for producing lattice for storage battery, and storage battery using lattice for storage battery |
| CN103840173B (zh) * | 2012-11-22 | 2018-05-25 | 国家能源投资集团有限责任公司 | 用于蓄电池的双极耳板栅 |
| WO2014097522A1 (ja) * | 2012-12-21 | 2014-06-26 | パナソニック株式会社 | 鉛蓄電池 |
| CN103199264B (zh) * | 2013-03-19 | 2015-09-09 | 浙江天能电池(江苏)有限公司 | 一种新型的蓄电池集流体 |
| DE202013012569U1 (de) | 2013-10-08 | 2017-07-17 | Johnson Controls Autobatterie Gmbh & Co. Kgaa | Gitteranordnung für eine plattenförmige Batterieelektrode eines elektrochemischen Akkumulators sowie Akkumulator |
| DE102013111667A1 (de) | 2013-10-23 | 2015-04-23 | Johnson Controls Autobatterie Gmbh & Co. Kgaa | Gitteranordnung für eine plattenförmige Batterieelektrode und Akkumulator |
| CN104393306B (zh) * | 2014-10-29 | 2016-08-24 | 深圳市雄韬电源科技股份有限公司 | 一种一次冲压成型的铅酸蓄电池板栅及其制造方法 |
| CN104377366B (zh) * | 2014-11-13 | 2017-02-08 | 浙江南都电源动力股份有限公司 | 数据中心用高功率长寿命阀控密封铅酸蓄电池 |
| CN105537388B (zh) * | 2015-12-16 | 2018-01-19 | 昆山贝松精密电子有限公司 | 一种五金件pvd与冲压连续生产工艺 |
| CN107768681A (zh) * | 2016-08-15 | 2018-03-06 | 深圳市光鼎超导精密技术有限公司 | 铅酸电池负极板结构 |
| US12451493B2 (en) | 2017-01-27 | 2025-10-21 | Cps Technology Holdings Llc | Battery grid |
| CN108624781A (zh) * | 2017-03-22 | 2018-10-09 | 云南大泽电极科技股份有限公司 | 铅合金板材、带材、棒材的水平连铸方法 |
| CN107069044A (zh) * | 2017-04-12 | 2017-08-18 | 超威电源有限公司 | 一种长寿命铅酸蓄电池 |
| SI3624963T1 (sl) | 2017-05-19 | 2022-01-31 | IQ Power Licencing AG | Naprava za ulivanje nosilcev elektrod za svinčevo-kislinske baterije |
| CN111247683B (zh) | 2017-06-09 | 2024-05-31 | 柯锐世德国有限两合公司 | 紧凑式吸收性玻璃垫电池 |
| EP3635805B1 (en) | 2017-06-09 | 2023-09-06 | CPS Technology Holdings LLC | Lead-acid battery |
| CN108365180B (zh) * | 2017-12-29 | 2020-04-07 | 广州倬粤动力新能源有限公司 | 极板淋锡方法 |
| JP6456537B1 (ja) * | 2018-02-28 | 2019-01-23 | 古河電池株式会社 | 鉛蓄電池用正極格子体及び鉛蓄電池 |
| US12266783B2 (en) | 2018-08-31 | 2025-04-01 | Clarios Germany Gmbh & Co. Kg | Negative mass for lead-acid battery electrodes and lead-acid battery including same |
| CN109698360A (zh) * | 2018-12-27 | 2019-04-30 | 天能电池(芜湖)有限公司 | 一种用于8d20ah板栅生产的2连片连铸连轧连冲连涂生产工艺 |
| CN109713316A (zh) * | 2018-12-27 | 2019-05-03 | 天能电池(芜湖)有限公司 | 一种12Ah连铸连轧连冲连涂生产工艺 |
| CN109599529B (zh) * | 2019-01-22 | 2024-07-05 | 江苏东顺新能源科技有限公司 | 一种铅酸蓄电池板栅双面涂膏机构 |
| CN110170530B (zh) * | 2019-05-29 | 2020-06-16 | 巨江电源科技有限公司 | 极板生产工艺 |
| CN110277561A (zh) * | 2019-07-03 | 2019-09-24 | 周诚悦 | 一种铅酸电池铅钙碳阳极板栅及其制备方法 |
| CN110311140A (zh) * | 2019-07-03 | 2019-10-08 | 周诚悦 | 一种铅酸电池阳极板栅及其制备方法 |
| CN110224142A (zh) * | 2019-07-03 | 2019-09-10 | 周诚悦 | 一种编网浇铸式铅酸电池阳极板栅及其制备方法 |
| EP4032134A1 (en) | 2019-09-20 | 2022-07-27 | CPS Technology Holdings LLC | Lead-acid battery having fiber electrode with lead-calcium strap |
| WO2021067292A1 (en) | 2019-09-30 | 2021-04-08 | Cps Technology Holdings Llc | Active material having oxidized fiber additive & electrode and battery having same |
| WO2021067774A1 (en) | 2019-10-04 | 2021-04-08 | Cps Technology Holdings Llc | Spiral wound battery & cell with carbonised fiber mat current collector |
| WO2021150851A1 (en) | 2020-01-24 | 2021-07-29 | Cps Technology Holdings Llc | Lead-acid battery having fiber electrode and alloy for use with same |
| CN115336045A (zh) | 2020-02-05 | 2022-11-11 | Cps科技控股有限公司 | 具有增强的活性材料的碳纤维电极和铅酸电池 |
| USD964285S1 (en) | 2021-01-21 | 2022-09-20 | Gs Yuasa International Ltd. | Grid base plate for lead storage battery |
| USD964284S1 (en) | 2021-01-21 | 2022-09-20 | Gs Yuasa International Ltd. | Grid base plate for lead storage battery |
| USD964283S1 (en) | 2021-01-21 | 2022-09-20 | Gs Yuasa International Ltd. | Grid base plate for lead storage battery |
| CN112786898B (zh) * | 2021-02-22 | 2022-03-01 | 天能电池集团股份有限公司 | 一种正极板的制备方法、铅蓄电池 |
| CN113054200B (zh) * | 2021-03-11 | 2022-09-27 | 史鹏飞 | 一种由框架与铅线复合而成用于铅酸蓄电池的双极性板栅 |
| CN114293128B (zh) * | 2021-03-19 | 2022-08-23 | 骆驼集团襄阳蓄电池有限公司 | 一种铅酸蓄电池正极铅带熔射工艺 |
| CN113644237A (zh) * | 2021-07-26 | 2021-11-12 | 江苏超威电源有限公司 | 一种铅网板栅在涂板线的在线预处理方法 |
| CN117583177B (zh) * | 2024-01-18 | 2024-04-02 | 常州福升新材料科技有限公司 | 一种聚四氟乙烯材料板表层涂覆装置及其使用方法 |
Family Cites Families (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1500219A (en) | 1922-05-02 | 1924-07-08 | Prest O Lite Co Inc | Storage-battery grid |
| US1675644A (en) * | 1924-09-16 | 1928-07-03 | Western Electric Co | Age-hardening process |
| US2193782A (en) | 1937-12-07 | 1940-03-12 | Electric Storage Battery Co | Negative plate with pure leadcoated grid |
| US2282760A (en) | 1939-07-22 | 1942-05-12 | Electric Storage Battery Co | Electrode |
| NL286866A (ja) | 1961-12-29 | |||
| US3398024A (en) | 1965-12-30 | 1968-08-20 | Lucas Industries Ltd | Battery plates |
| US3929513A (en) * | 1968-07-25 | 1975-12-30 | Gould Inc | Lead alloy products |
| US3556854A (en) | 1968-11-29 | 1971-01-19 | Gen Motors Corp | Lead acid storage battery having a grid with divergent fingers |
| US3556853A (en) * | 1969-06-05 | 1971-01-19 | Bell Telephone Labor Inc | Grid for lead-acid cell |
| US3909293A (en) | 1971-04-29 | 1975-09-30 | Lucas Industries Ltd | Method of manufacturing battery plate grids |
| US3933524A (en) | 1972-05-24 | 1976-01-20 | General Motors Corporation | Antimony plating of lead-acid storage batteries grids |
| US3853626A (en) * | 1973-09-20 | 1974-12-10 | Gen Motors Corp | Method and apparatus for making expanded metal lead-acid battery grids |
| US3959016A (en) | 1973-12-26 | 1976-05-25 | The Furukawa Electric Co., Ltd. | Method for manufacturing lead grid plates for batteries |
| US3947936A (en) | 1974-08-12 | 1976-04-06 | General Motors Corporation | Coining expanded metal positive lead-acid battery grids |
| US4016633A (en) | 1974-08-15 | 1977-04-12 | Smith Carleton H | Battery plate grid |
| US4097625A (en) | 1974-10-02 | 1978-06-27 | St. Joe Minerals Corporation | Low melting temperature metal coating process, apparatus and product |
| US3926247A (en) | 1974-10-29 | 1975-12-16 | Cominco Ltd | Lead sheet casting machine |
| SE397155B (sv) | 1976-02-27 | 1977-10-17 | Tudor Ab | Galler for positiv elektrod till elektrisk blyackumulator |
| US4140840A (en) | 1977-05-31 | 1979-02-20 | Samuel Ruben | Lead-sulfuric acid storage battery and grid therefor |
| US4151331A (en) | 1978-02-23 | 1979-04-24 | The Gates Rubber Company | Offset perforated lead-acid battery grid |
| US4196757A (en) | 1978-02-23 | 1980-04-08 | The Gates Rubber Company | Offset perforated lead-acid battery grid method |
| US4305187A (en) | 1978-05-09 | 1981-12-15 | Yuasa Battery Company Limited | Method and apparatus for making continuous grids for lead acid batteries |
| CA1114241A (en) | 1978-10-31 | 1981-12-15 | Cominco Ltd. | Forming expanded mesh sheet from deformable strip |
| JPS55130076A (en) | 1979-03-29 | 1980-10-08 | Shin Kobe Electric Mach Co Ltd | Manufacturing method of lattice body for lead battery |
| JPS5834899B2 (ja) | 1979-04-27 | 1983-07-29 | 新神戸電機株式会社 | 鉛蓄電池用極板の製造法 |
| JPS55144649A (en) | 1979-04-28 | 1980-11-11 | Matsushita Electric Works Ltd | Fluorescent lamp |
| US4221852A (en) | 1979-05-21 | 1980-09-09 | Esb United States, Inc. | Radial grids for lead acid batteries |
| CA1106703A (en) | 1979-08-01 | 1981-08-11 | Cominco Ltd. | Asymmetrical shaping of slit segments of meshes formed in deformable strip |
| US4349067A (en) | 1979-08-09 | 1982-09-14 | Wirtz Manufacturing Company, Inc. | Machine and method for continuously casting battery grids |
| JPS5632678A (en) | 1979-08-28 | 1981-04-02 | Shin Kobe Electric Mach Co Ltd | Production of grid for lead acid battery plate |
| US4303747A (en) | 1979-12-19 | 1981-12-01 | Firma Emil Bender | Expanded-metal grid |
| JPS56107474A (en) | 1980-01-31 | 1981-08-26 | Shin Kobe Electric Mach Co Ltd | Manufacture of grid for lead acid battery |
| JPS56138872A (en) | 1980-03-31 | 1981-10-29 | Sanyo Electric Co Ltd | Grid for lead battery |
| JPS56165279A (en) | 1980-05-23 | 1981-12-18 | Matsushita Electric Ind Co Ltd | Lead acid battery |
| JPS56167271A (en) | 1980-05-29 | 1981-12-22 | Furukawa Battery Co Ltd:The | Manufacture of fiber-clad base plate |
| JPS57205969A (en) | 1981-06-10 | 1982-12-17 | Furukawa Battery Co Ltd:The | Manufacturing method of substrate for lead battery |
| US4386987A (en) | 1981-06-26 | 1983-06-07 | Diamond Shamrock Corporation | Electrolytic cell membrane/SPE formation by solution coating |
| JPS587572A (ja) | 1981-07-07 | 1983-01-17 | Mitsubishi Electric Corp | 微小放電検出装置 |
| JPS5866266A (ja) | 1981-07-28 | 1983-04-20 | Shin Kobe Electric Mach Co Ltd | 鉛蓄電池極板用基体 |
| JPS5832367A (ja) | 1981-08-19 | 1983-02-25 | Japan Storage Battery Co Ltd | 鉛蓄電池用極板格子体 |
| US4782585A (en) | 1981-10-01 | 1988-11-08 | Matsushita Electric Industrial Co., Ltd. | Grid for lead storage battery and method for its production |
| JPS5875772A (ja) | 1981-10-30 | 1983-05-07 | Shin Kobe Electric Mach Co Ltd | 鉛蓄電池用格子体のエキスパンドシステム |
| US4460666A (en) | 1981-11-24 | 1984-07-17 | Dinkler Leonard R | Coated substrate, preparation thereof, and use thereof |
| JPS58196149A (ja) | 1982-05-11 | 1983-11-15 | Furukawa Electric Co Ltd:The | 鉛又は鉛合金条の連続製造方法 |
| JPS59134563A (ja) | 1983-01-24 | 1984-08-02 | Matsushita Electric Ind Co Ltd | 電極用集電体の製造法 |
| JPS6037663A (ja) | 1983-08-10 | 1985-02-27 | Matsushita Electric Ind Co Ltd | 鉛蓄電池用電極基体の製造法 |
| JPS6039766A (ja) | 1983-08-11 | 1985-03-01 | Matsushita Electric Ind Co Ltd | 鉛蓄電池用電極基体の製造法 |
| US4606383A (en) | 1983-12-15 | 1986-08-19 | Wirtz Manufacturing Company, Inc. | Battery grid pasting machine |
| JPS60143570A (ja) | 1983-12-29 | 1985-07-29 | Matsushita Electric Ind Co Ltd | 鉛蓄電池 |
| JPS60167267A (ja) | 1984-02-09 | 1985-08-30 | Furukawa Battery Co Ltd:The | 鉛蓄電池用極板基板 |
| JPS60167268A (ja) | 1984-02-10 | 1985-08-30 | Matsushita Electric Ind Co Ltd | 鉛蓄電池用格子体の製造法 |
| JPS60198055A (ja) | 1984-03-19 | 1985-10-07 | Sanyo Electric Co Ltd | 鉛蓄電池極板の製造方法 |
| US4865933A (en) | 1984-08-22 | 1989-09-12 | Blanyer Richard J | Battery grid structure made of composite wire |
| JPS61124052A (ja) | 1984-11-19 | 1986-06-11 | Shin Kobe Electric Mach Co Ltd | 鉛蓄電池用極板製造法 |
| EP0213203B1 (en) | 1985-02-26 | 1990-05-16 | Matsushita Electric Industrial Co., Ltd. | Grid for lead storage batteries and a method of producing the same |
| US4805277A (en) | 1986-06-05 | 1989-02-21 | Matsushita Electric Industrial Co., Ltd. | Process for producing a grid for use in lead acid batteries |
| US4939051A (en) | 1986-06-05 | 1990-07-03 | Matsushita Electric Industrial Co., Ltd. | Grid for use in lead acid batteries and process for producing same |
| JPS63213264A (ja) | 1987-02-27 | 1988-09-06 | Shin Kobe Electric Mach Co Ltd | 鉛蓄電池 |
| JPH07105238B2 (ja) | 1987-07-23 | 1995-11-13 | 日本電池株式会社 | 鉛電池用集電体の製造方法 |
| JPS6460963A (en) | 1987-08-31 | 1989-03-08 | Shin Kobe Electric Machinery | Lead storage battery |
| DE3733734A1 (de) | 1987-10-06 | 1989-04-20 | Varta Batterie | Elektrischer akkumulator |
| DE3822393C1 (ja) | 1988-07-01 | 1990-02-08 | Accumulatorenfabrik Sonnenschein Gmbh, 6470 Buedingen, De | |
| US4982482A (en) | 1989-02-24 | 1991-01-08 | Caltec International, Inc. | Method for the manufacture of lead-acid batteries and an associated apparatus and associated lead-acid battery |
| JPH02297864A (ja) | 1989-05-12 | 1990-12-10 | Matsushita Electric Ind Co Ltd | 鉛蓄電池 |
| US4906540A (en) | 1989-06-15 | 1990-03-06 | Matsushita Electric Industrial Co., Ltd. | Lead-acid battery having a grid base of a lead-calcium alloy and a layer of lead-antimony-stannum alloy roll-bonded to the grid base |
| JP2782802B2 (ja) | 1989-06-27 | 1998-08-06 | 新神戸電機株式会社 | 密閉形鉛蓄電池 |
| JPH03245462A (ja) | 1990-02-22 | 1991-11-01 | Matsushita Electric Ind Co Ltd | 鉛蓄電池用格子体の製造法 |
| US5643696A (en) | 1991-07-22 | 1997-07-01 | Bipolar Power Corporation | Battery plates with lightweight cores |
| JP2623036B2 (ja) | 1991-07-30 | 1997-06-25 | 東海ゴム工業株式会社 | 蓄電池用複合格子及びその製造方法 |
| US5851695A (en) | 1992-02-10 | 1998-12-22 | C & D Technologies, Inc. | Recombinant lead-acid cell and long life battery |
| JP3178064B2 (ja) | 1992-03-25 | 2001-06-18 | 松下電器産業株式会社 | 鉛蓄電池用極板の製造法 |
| US5491036A (en) * | 1992-03-27 | 1996-02-13 | The Louis Berkman Company | Coated strip |
| US5462109A (en) | 1992-10-05 | 1995-10-31 | Cominco Ltd. | Method and apparatus for producing metal strip |
| JP3245462B2 (ja) | 1992-11-05 | 2002-01-15 | 松下冷機株式会社 | 冷蔵庫内搬送装置および自動販売機 |
| US5344727A (en) | 1993-06-21 | 1994-09-06 | General Motors Corporation | Bipolar battery electrode |
| JPH07130370A (ja) | 1993-10-29 | 1995-05-19 | Matsushita Electric Ind Co Ltd | 塗着式電極およびその製造方法 |
| JP3042313B2 (ja) | 1994-09-12 | 2000-05-15 | 松下電器産業株式会社 | 鉛蓄電池用極板 |
| US5582936A (en) | 1994-11-16 | 1996-12-10 | Globe-Union, Inc. | Lead-acid batteries with optimum current collection at grid lugs |
| JPH08287905A (ja) | 1995-04-14 | 1996-11-01 | Matsushita Electric Ind Co Ltd | 鉛蓄電池用極板およびその製造法 |
| US5611128A (en) | 1995-04-28 | 1997-03-18 | Wirtz Manufacturing Co., Inc. | Battery grids, method and apparatus |
| EP0795917A2 (en) | 1996-03-12 | 1997-09-17 | Lucent Technologies Inc. | Lead-acid battery with corrosion resistant electrode structure, and method of making same |
| US5958625A (en) | 1996-09-23 | 1999-09-28 | Gnb Technologies, Inc. | Positive lead-acid battery grids and cells and batteries using such grids |
| JP3030260B2 (ja) | 1997-03-10 | 2000-04-10 | マツダ株式会社 | 鋳物砂の再生方法およびその装置 |
| JPH10284085A (ja) | 1997-04-03 | 1998-10-23 | Japan Storage Battery Co Ltd | 鉛蓄電池用格子 |
| US5834141A (en) * | 1997-04-18 | 1998-11-10 | Exide Corporation | Positive grid alloys |
| US5858575A (en) * | 1997-05-30 | 1999-01-12 | General Motors Corporation | Hot dipped PB-CA grids for lead-acid batteries |
| JPH1154115A (ja) | 1997-08-04 | 1999-02-26 | Japan Storage Battery Co Ltd | 鉛蓄電池用極板 |
| JP3358508B2 (ja) | 1997-09-09 | 2002-12-24 | 松下電器産業株式会社 | 鉛蓄電池用エキスパンド格子体 |
| US5989749A (en) | 1997-11-26 | 1999-11-23 | Johnson Controls Technology Company | Stamped battery grid |
| US6057059A (en) | 1998-03-04 | 2000-05-02 | General Motors Corporation | Surface recrystallization of lead-alloy grid |
| EP0969108B1 (en) | 1998-06-26 | 2002-08-07 | Johnson Controls Technology Company | Alloy for battery grids |
| US6274274B1 (en) | 1999-07-09 | 2001-08-14 | Johnson Controls Technology Company | Modification of the shape/surface finish of battery grid wires to improve paste adhesion |
| US6953641B2 (en) * | 2001-01-05 | 2005-10-11 | Johnson Controls Technology Company | Battery grid |
-
2001
- 2001-01-05 US US09/755,337 patent/US6953641B2/en not_active Expired - Lifetime
-
2002
- 2002-01-04 KR KR1020037009069A patent/KR100807070B1/ko not_active Expired - Lifetime
- 2002-01-04 CN CNB028060105A patent/CN100364155C/zh not_active Expired - Lifetime
- 2002-01-04 WO PCT/US2002/000390 patent/WO2002054513A2/en not_active Ceased
- 2002-01-04 MX MXPA03006030A patent/MXPA03006030A/es active IP Right Grant
- 2002-01-04 BR BRPI0206343-3A patent/BR0206343B1/pt not_active IP Right Cessation
- 2002-01-04 DE DE60203257T patent/DE60203257T2/de not_active Expired - Lifetime
- 2002-01-04 JP JP2002554900A patent/JP4198993B2/ja not_active Expired - Lifetime
- 2002-01-04 EP EP02708972A patent/EP1348239B1/en not_active Expired - Lifetime
-
2004
- 2004-11-23 US US10/996,168 patent/US7398581B2/en not_active Expired - Lifetime
-
2008
- 2008-06-09 US US12/135,903 patent/US7763084B2/en not_active Expired - Fee Related
-
2010
- 2010-06-16 US US12/816,873 patent/US20100255379A1/en not_active Abandoned
-
2011
- 2011-03-10 US US13/044,679 patent/US20110159369A1/en not_active Abandoned
- 2011-10-27 US US13/282,969 patent/US20120096695A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2002054513A2 (en) | 2002-07-11 |
| WO2002054513A3 (en) | 2002-10-24 |
| KR20030072375A (ko) | 2003-09-13 |
| DE60203257D1 (de) | 2005-04-21 |
| US20050150092A1 (en) | 2005-07-14 |
| US20080289161A1 (en) | 2008-11-27 |
| US6953641B2 (en) | 2005-10-11 |
| HK1058435A1 (en) | 2004-05-14 |
| US7398581B2 (en) | 2008-07-15 |
| CN100364155C (zh) | 2008-01-23 |
| US20110159369A1 (en) | 2011-06-30 |
| US20100255379A1 (en) | 2010-10-07 |
| EP1348239A2 (en) | 2003-10-01 |
| EP1348239B1 (en) | 2005-03-16 |
| JP2004521445A (ja) | 2004-07-15 |
| BR0206343A (pt) | 2005-01-11 |
| BR0206343B1 (pt) | 2011-05-17 |
| US20020090554A1 (en) | 2002-07-11 |
| KR100807070B1 (ko) | 2008-02-25 |
| MXPA03006030A (es) | 2004-02-26 |
| US7763084B2 (en) | 2010-07-27 |
| DE60203257T2 (de) | 2005-08-25 |
| CN1515043A (zh) | 2004-07-21 |
| US20120096695A1 (en) | 2012-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4198993B2 (ja) | 合金被覆されたバッテリー格子を製造する方法 | |
| US7799463B2 (en) | Method of producing battery plates | |
| AU2008223058B2 (en) | Negative grid for battery | |
| US5858575A (en) | Hot dipped PB-CA grids for lead-acid batteries | |
| US6803151B2 (en) | Electrode | |
| US6749950B2 (en) | Expanded grid | |
| US20030165742A1 (en) | Electrode | |
| US20030235763A1 (en) | Grid coating process for lead acid batteries | |
| HK1058435B (en) | Method for making an alloy coated battery grid | |
| JPH09115524A (ja) | 鉛蓄電池の極板格子及びその製造方法 | |
| JPS62115664A (ja) | 鉛蓄電池用正極板およびその製造方法 | |
| JPH10284069A (ja) | 鉛蓄電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20040601 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20040602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040812 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080205 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080501 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080702 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080924 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081002 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111010 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4198993 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111010 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121010 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131010 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |