JP4093793B2 - 半導体ウエーハの製造方法及びウエーハ - Google Patents
半導体ウエーハの製造方法及びウエーハ Download PDFInfo
- Publication number
- JP4093793B2 JP4093793B2 JP2002128550A JP2002128550A JP4093793B2 JP 4093793 B2 JP4093793 B2 JP 4093793B2 JP 2002128550 A JP2002128550 A JP 2002128550A JP 2002128550 A JP2002128550 A JP 2002128550A JP 4093793 B2 JP4093793 B2 JP 4093793B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- polishing
- mirror
- back surface
- chamfering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P90/00—Preparation of wafers not covered by a single main group of this subclass, e.g. wafer reinforcement
- H10P90/12—Preparing bulk and homogeneous wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/042—Lapping machines or devices; Accessories designed for working plane surfaces operating processes therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/065—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of thin, brittle parts, e.g. semiconductors, wafers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10D—INORGANIC ELECTRIC SEMICONDUCTOR DEVICES
- H10D84/00—Integrated devices formed in or on semiconductor substrates that comprise only semiconducting layers, e.g. on Si wafers or on GaAs-on-Si wafers
- H10D84/01—Manufacture or treatment
- H10D84/02—Manufacture or treatment characterised by using material-based technologies
- H10D84/03—Manufacture or treatment characterised by using material-based technologies using Group IV technology, e.g. silicon technology or silicon-carbide [SiC] technology
- H10D84/038—Manufacture or treatment characterised by using material-based technologies using Group IV technology, e.g. silicon technology or silicon-carbide [SiC] technology using silicon technology, e.g. SiGe
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P50/00—Etching of wafers, substrates or parts of devices
- H10P50/60—Wet etching
- H10P50/64—Wet etching of semiconductor materials
- H10P50/642—Chemical etching
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P70/00—Cleaning of wafers, substrates or parts of devices
- H10P70/10—Cleaning before device manufacture, i.e. Begin-Of-Line process
- H10P70/15—Cleaning before device manufacture, i.e. Begin-Of-Line process by wet cleaning only
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S438/00—Semiconductor device manufacturing: process
- Y10S438/928—Front and rear surface processing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
【発明の属する技術分野】
本発明は、高平坦度を実現する半導体ウエーハ(以下、単にウエーハということがある)の製造方法に関し、特にアルカリエッチング工程を有する半導体ウエーハの製造工程、更にはワックスマウント方式による研磨工程を有する半導体ウエーハの製造工程において高平坦度なウエーハを製造する方法に関する。
【0002】
【関連技術】
半導体ウエーハは、従来、図7のフローチャートに示すような手順によって製造されていた。この従来の半導体ウエーハの製造方法は、シリコン等の単結晶棒を薄板状のウエーハに切断するスライス工程(ステップ100)と、得られたウエーハの周縁部を面取り加工する面取り工程(ステップ102)と、面取り加工されたウエーハに対してラッピング処理を施すラッピング工程(ステップ104)と、ラッピング処理されたウエーハにエッチング処理を施すエッチング工程(ステップ106)と、エッチング処理されたウエーハの少なくとも表面を鏡面研磨する鏡面研磨工程(ステップ108)とから構成されている。なお、本明細書においては、鏡面研磨処理前のウエーハを原料ウエーハということがある。
【0003】
このうち、面取り加工(面取り工程)は、シリコン等の単結晶が非常に堅くて脆く、ウエーハ周縁部に面取り加工を施さないと、半導体ウエーハの製造工程およびデバイスの製造工程において、カケやチップが発生し、歩留りの低下やデバイスの特性劣化をもたらすので、不可欠な工程である。この面取り加工の方法としては、主として、化学的な方法でウエーハの周縁を丸める方法と、砥石を用いて機械的に周縁の面取り加工を行う方法とがあるが、近年のウエーハの大口径化の傾向の中で、ウエーハの品質の安定性と寸法精度の良さから、後者の機械的な方法が一般に採用されている。
【0004】
このような機械的な方法でウエーハの周縁を加工するためにはウエーハを強く保持する必要があるが、周縁の加工という事柄の性質上、このウエーハの保持は、ウエーハの主面を用いて行われ、その際、ウエーハの主面に傷や汚れが付き易い。しかし、ウエーハの主面は、デバイスのパターンを描く面になるので、ウエーハの主面の傷や汚れは極力避けなければならない。そこで、面取り加工を、単結晶棒からウエーハを切り出した直後に行い、面取り加工を行った後に、ウエーハの主面を研削してウエーハの厚さを均一にするラッピングを行って、面取り加工の際にウエーハの主面に付いた傷や汚れを除去するのが一般的である。
【0005】
ところで、近年の高集積化が進む半導体技術の中で、ウエーハの面取り加工面の平滑さおよび寸法の精度の向上が要求されている。従来、面取り加工の際に、生産性を犠牲にして砥石としてサイズの小さい砥粒を使用することによって面取り加工面の平滑さを向上させると共に、面取り加工を行う機械の精度や制御の技術を改善することによって、面取り加工面の寸法の精度を向上させてきた。
【0006】
しかし、面取り加工の次にラッピングを行うと、面取り加工面の平滑さや寸法の精度の向上といった品質改善の効果が低減されてしまう。すなわち、ラッピングは、面取り加工されたウエーハを上定盤と下定盤に挟み、ラップ液に砥粒を混ぜたもの(研磨剤)をウエーハと上定盤および下定盤の間に入れ、圧力を加えながら擦り合わせることによりウエーハの主面を削ることによって行われるが、その際、ウエーハを保持するためにウエーハ保持金具が用いられる。このウエーハ保持金具とウエーハの間に砥粒が入り込んで、ウエーハの周端部分も削られて、ウエーハの形状が悪化する。また、ラッピングで使用される砥粒は、面取り加工で使用される砥粒に比べて粗いので、面取り加工面の粗さが増大し、その結果、面取り加工面の平滑さや寸法の精度は、面取り加工終了時点の水準を維持できないのである。
【0007】
そこで、ラッピングを行った後に面取り加工を行うことがある。これにより面取り加工終了時点の面取り加工面の平滑さおよび寸法の精度を損なうことなく、半導体ウエーハを製造できる。さらに、ラッピングの終わったウエーハは厚みが均一になっているので、続く面取り加工の際に、面取り加工面の寸法の精度を確保することが容易になるという利点もある。
【0008】
その後、酸エッチングやアルカリエッチング処理が行われ、ラッピング等で生じた加工歪等の除去を行う。
【0009】
ウエーハを研磨するにあたっては、種々の形態があるが、例えばウエーハを研磨ブロックに貼り付け、その研磨ブロックでウエーハを、研磨テーブルに貼られた研磨クロスに押し付け、ウエーハを研磨クロスに摺接させ研磨している。ところで、ウエーハを研磨ブロックに貼り付ける方式としては、ワックスを用いてウエーハを貼り付けるワックスマウント方式とワックスを用いることなく真空吸着等によって保持するワックスレスマウント方式とがある。ワックスレス方式はワックスマウント方式に比べウエーハの研磨ブロックへの貼付け作業や引離し作業が不要であると共に、研磨後のウエーハ洗浄が容易であるので、生産性およびコスト面で有利である。しかし、研磨ウエーハの平坦度、研磨スラリーによるウエーハ裏面の局部的エッチング等の点で問題があり、現在はワックスマウント方式が主流である。
【0010】
このワックスマウント方式では、ウエーハを真空吸着器で吸着し、ワックスをウエーハ裏面に塗布し、そのウエーハ裏面を下方に向け、研磨ブロックの近くで真空吸着器による吸着を解除し、ウエーハを自重で研磨ブロック上に落下させることによって、ウエーハを研磨ブロックに貼り付けている。あるいは、エアパッドが組み込まれた真空吸着器で、ワックス塗布後のウエーハをそのままあるいは反らせ、ウエーハ裏面の中央部を研磨ブロックに押し付け、この状態で真空吸着器による吸着を解除することによって、ウエーハを研磨ブロックに貼り付けている。この研磨ブロックとしてはホウケイ酸ガラス等のガラス製、アルミナや炭化珪素等のセラミック製のものが用いられている。ウエーハの平坦度に対する要求が厳しくなるにつれて剛性の高いセラミック製の研磨ブロックが主流になりつつある。
【0011】
またウエーハの表裏両面を同時に研磨する方法やウエーハ裏面を軽ポリッシュして高平坦度なウエーハを得るための工程を有する場合もある。
【0012】
このように、従来のウエーハの製造では、単結晶シリコンインゴットをスライスしてシリコンウエーハを作製した後、このシリコンウエーハに対して面取り、ラッピング、エッチング等の各工程が順次実施され、次いで少なくともウエーハ一主面を鏡面化する研磨が施される。また更に円筒バフ等を用い面取り部分を鏡面化する鏡面面取りを行うようになっている。
【0013】
ところで、最終的な形状はウエーハの研磨工程で決まるが、それ以前の工程(研磨前の工程)のウエーハの状態により研磨工程での平坦度に大きく影響する。
【0014】
つまり、例えば前工程のエッチング後のウエーハ(以下、CWと略称することがある)の形状が研磨後の形状にも影響し、例えばエッチングが酸エッチングの場合はうねりが大きく平坦度の改善が難しい。このうねりを小さくすることによりフラットネスの改善を行っているが、これはアルカリエッチングと酸エッチングの組み合わせや、アルカリエッチング等の改良により実施されている。
【0015】
【発明が解決しようとする課題】
しかし、フラットネス改善のため及びコスト的な面からアルカリエッチングを行うことが有利であるが、このようなエッチング液では研磨後ウエーハ外周部にリング状のダレが観察され局部的なフラットネスの悪化が生じてしまった。
【0016】
アルカリエッチングによりウエーハ面内のSFQRは著しく改善されたが、上記のような外周部のダレによりSFQRmax値としては悪化してしまいウエーハ全体の評価としてはあまり高平坦度とは評価されなかった。特に近年ではウエーハ外周部まで高平坦度なウエーハが要求されており、外周部のダレの影響によりアルカリエッチングのメリットを活かせないでいた。
【0017】
SFQR(Site Front Least Squares Range)とは、平坦度に関して表面基準の平均平面をサイト毎に算出し、その面に対する凹凸の最大値を表した値(設定されたサイト内でデータを最小二乗法にて算出したサイト内平面を基準平面とし、この平面からの+側、−側各々最大変位量の絶対値の和であり各サイト毎に評価された値)であり、SFQRmaxはウエーハ上の全サイトのSFQRの中の最大値である。
【0018】
アルカリエッチングでは面内のSFQR値は良いものの、外周部がダレているため、外周部にSFQRmax値が存在し、見かけ上ウエーハ品質を悪化させている。
【0019】
本発明は、かかる問題点に鑑みなされたもので、アルカリエッチングを行ったウエーハ(CW)を研磨するに際し、ウエーハ外周部のリング状のダレのないウエーハを製造することのできる半導体ウエーハの製造方法及びウエーハ外周部のリング状のダレのないウエーハを提供することを目的としている。
【0020】
【課題を解決するための手段】
本発明の半導体ウエーハの製造方法の第1の態様は、原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨及び前記原料ウエーハの鏡面面取りを行う裏面部分研磨鏡面面取り工程と、裏面部分研磨及び鏡面面取りされたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする。
【0021】
本発明の半導体ウエーハの製造方法の第2の態様は、原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨工程と、裏面部分研磨されたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする。
【0022】
上記第1及び第2の態様のように原料ウエーハの裏面の面取り部境界の面内側の一部を鏡面化した後、ウエーハ表面を研磨することでウエーハ外周部のダレを防止し、ウエーハ外周部まで高平坦度なウエーハが製造できる。
【0023】
特にウエーハ表面を鏡面研磨する表面研磨工程での研磨方式がワックスマウント方式であると好適である。
【0024】
この原料ウエーハとしてはアルカリエッチングされているウエーハを用いるのが好適である。特にアルカリエッチングされたウエーハを用いると、うねりの少ない高平坦度なウエーハを得ることができる。
【0025】
本発明の半導体ウエーハの製造方法の第3の態様は、原料ウエーハにアルカリエッチング処理を施すエッチング工程と、エッチング処理されたウエーハに対してウエーハ裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨及び前記原料ウエーハの鏡面面取りを行う裏面部分研磨鏡面面取り工程と、裏面部分研磨及び鏡面面取りされたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする。
【0026】
本発明の半導体ウエーハの製造方法の第4の態様は、原料ウエーハにアルカリエッチング処理を施すエッチング工程と、エッチング処理されたウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨工程と、裏面部分研磨されたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする。
【0027】
本発明の半導体ウエーハの製造方法の第5の態様は、単結晶棒を薄板状のウエーハに切断するスライス工程と、得られたウエーハを面取り加工する第1面取り工程と、面取り加工されたウエーハに対してラッピング処理を施すラッピング工程と、ラッピング処理されたウエーハに再度の面取り加工を施す第2面取り工程と、再度の面取り加工を施されたウエーハにアルカリエッチング処理を施すエッチング工程と、エッチング処理されたウエーハに対してウエーハ裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨及び鏡面面取りを行う裏面部分研磨鏡面面取り工程と、裏面部分研磨及び鏡面面取りされたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする。
【0028】
本発明の半導体ウエーハの製造方法の第6の態様は、単結晶棒を薄板状のウエーハに切断するスライス工程と、得られたウエーハを面取り加工する第1面取り工程と、面取り加工されたウエーハに対してラッピング処理を施すラッピング工程と、ラッピング処理されたウエーハに再度の面取り加工を施す第2面取り工程と、再度の面取り加工を施されたウエーハにアルカリエッチング処理を施すエッチング工程と、エッチング処理されたウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨工程と、裏面部分研磨されたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面の境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする。
【0029】
本発明の半導体ウエーハの製造方法の第1〜第6の態様のように、接着面の面取り境界部の形状を変化させ研磨することで外周リング状のダレが減少し、SFQRmaxが改善される。
【0030】
特に、研磨に用いる原料ウエーハの裏面の面取り部境界の面内側の一部を鏡面研磨する範囲が、ウエーハ裏面の面取り部と主面の境界からウエーハ中心に向かい1000μm以下、特に500μm〜700μm程度の範囲までを鏡面研磨しておくことが好ましい。このようにすると、ウエーハ表面の平坦度が良くなる。
【0031】
上記表面研磨工程において、上記ウエーハの裏面をワックスで接着支持し、該ウエーハの表面を鏡面研磨するように構成するのが好適である。
【0032】
この表面研磨工程は、換言すればワックスマウント方式によるウエーハの研磨方法を意味するが、さらに具体的に表現すれば、ワックスを介してウエーハの裏面を貼り付け、研磨スラリーを供給しつつ該ウエーハの表面と研磨クロスとを摺接させることによって該ウエーハの表面を研磨する方法である。
【0033】
本発明のウエーハは、ウエーハ表面が鏡面研磨された面であり、ウエーハ裏面がアルカリエッチングされた面であるウエーハにおいて、ウエーハ裏面の面取り部境界の面内側の一部を鏡面研磨した面としその鏡面研磨した面がウエーハ面取り部と主面の境界からウエーハ中心に向かい500μm〜700μmの範囲であることを特徴とする。
【0034】
特に、本発明のウエーハにおいては、ウエーハ裏面の光沢度が40±5%であり、SFQRmaxが0.11μm以下であるように構成することができる。
【0035】
本発明の半導体ウエーハの製造方法によりこのようなレベルのウエーハを容易に製造することができる。また、本発明のウエーハは、ウエーハ外周部まで高平坦度なウエーハでありデバイス工程での歩留まり等の向上につながる。さらに、本発明のウエーハは、ウエーハ裏面が従来から存在する面状態に近い為、汎用性も大きい。
【0036】
【発明の実施の形態】
以下に本発明の実施の形態を添付図面に基づいて説明するが、図示例は例示的に示されるもので、本発明の技術思想から逸脱しない限り種々の変形が可能なことはいうまでもない。
【0037】
半導体ウエーハの全体的な平坦度(ウエーハ面内の平坦度)を良くするため、種々のエッチング処理が行われるが、例えば、アルカリエッチングと酸エッチングの組み合わせや、アルカリエッチング等の改良が実施されている。このようにフラットネス改善のため及びコスト的な面から言えば、アルカリエッチングを行うことが有利であるが、アルカリエッチング液を用いるエッチングでは研磨後ウエーハ外周部にリング状のダレが観察されフラットネスの悪化が生じてしまった。
【0038】
研磨後、ウエーハ外周部がダレてしまう原因としては、研磨クロスが沈み込みウエーハ外周部を過剰に研磨してしまう研磨での問題や、例えばワックスマウント方式ではワックスでの接着時に外周部分が盛り上がった状態で接着され盛り上がった部分が過剰に研磨されてしまう接着時の問題、更に研磨前の形状、例えば先に示したアルカリエッチング後の粗さや外周部形状の違い等原材料の問題等が考えられる。
【0039】
このようなダレが発生する原因について鋭意調査したところ、研磨中のウエーハ外周への荷重が面内と比べ高いためと考えられた。特に原料ウエーハの外周部形状が問題であり、ダレを少なくするには鏡面面取りによりアルカリエッチング後のウエーハの角張っていた面取り境界部の形状を丸く変化させることが有効であることがわかった。これにより研磨中のウエーハ外周と面内の荷重が均一に制御できた。特にワックスマウント方式では効果が大きく面内入り込み部分のワックス厚さが厚くなり、そこで弾性が高まる。更に研磨中の外周部への応力が分散し、外周ダレがより低減することを見出し本発明を完成させた。
【0040】
本発明の半導体ウエーハの製造方法の眼目は、原料ウエーハの裏面の面取り部境界の面内側の一部を鏡面研磨し、この裏面部分研磨されたウエーハの表面を鏡面研磨、特にワックスマウント方式で鏡面研磨することによって、高平坦度のウエーハを製造することにある。
【0041】
上記した原料ウエーハの裏面の面取り部境界の面内側の一部を鏡面研磨することは、鏡面面取りを行う際に原料ウエーハの裏面の面取り部境界の面内側の一部まで鏡面研磨されるようにしてもよいし、また鏡面面取り工程とは別工程で裏面の一部の鏡面研磨を行ってもよい。なお、鏡面面取り工程とは別工程で裏面の一部の鏡面研磨を行った場合には、鏡面面取りを別途行うことも勿論可能である。
【0042】
図1は本発明の半導体ウエーハの製造方法の工程順の1例を示すフローチャートである。図2は本発明の半導体ウエーハの製造方法の工程順の他の例を示すフローチャートである。
【0043】
図1において、シリコン等の単結晶棒を薄板状のウエーハに切断するスライス工程(ステップ100)、得られたウエーハの周縁部を面取り加工する第1面取り工程(ステップ102)及び面取り加工されたウエーハに対してラッピング処理を施すラッピング工程(ステップ104)までは、前述した従来の半導体ウエーハの製造方法(図7)と同様である。
【0044】
図7の従来方法では、ラッピングされたウエーハは直ちにエッチングされたが、本発明方法では、ラッピングされたウエーハは再び面取り加工される(第2面取り工程、ステップ105)。この再度の面取り加工を施されたウエーハにはアルカリエッチング処理が施される(エッチング工程、ステップ106)。このエッチング処理されたウエーハに対しては裏面部分研磨鏡面面取り加工が施される(裏面部分研磨鏡面面取り工程、ステップ107ab)。この裏面部分研磨鏡面面取り工程は、面取り部のみの鏡面研磨を行う鏡面面取り加工の他に、ウエーハ裏面の面取り部境界の面内側の一部までも鏡面研磨する裏面部分研磨加工を含む。
【0045】
この裏面部分研磨鏡面面取りが行われたウエーハに対しては、必要に応じて、ウエーハ裏面に対して軽いポリッシングが施される(軽ポリッシング工程、ステップ107c)。この鏡面面取り及び裏面部分研磨が行われ又は裏面の軽ポリッシングが行われたウエーハの裏面を、例えば、ワックスで接着しウエーハの表面が鏡面研磨される(研磨工程、ステップ108)。
【0046】
なお、図1に示したフローチャートにおいては、裏面部分研磨鏡面面取り工程(ステップ107ab)は、通常の面取り部のみの鏡面研磨を行う鏡面面取り加工とウエーハ裏面の面取り部境界の面内側の一部までも鏡面研磨する裏面部分研磨加工とを含んでいるが、図2に示すように鏡面面取り加工と裏面部分研磨加工とを分離し、裏面部分研磨工程(ステップ107a)及び鏡面面取り工程(ステップ107b)として別々に実施することもできる。また、この場合、必要に応じて、鏡面面取り工程(ステップ107b)を省略することも可能である。
【0047】
以下、図1の本発明の半導体ウエーハの製造方法のフローチャートに示した各工程についてさらに詳細に説明する。
【0048】
(スライス工程、ステップ100)
チョクラルスキー法またはフロートゾーン法等によって成長したシリコン等のインゴットは、まず、スライス工程において、内周刃スライサーやワイヤーソーにより薄板状のウエーハに切断される。
【0049】
(第1面取り工程、ステップ102)
次いで、単結晶棒から切り出されたウエーハに直ちにラッピングを行うと、ウエーハの周縁に角があるために、ラッピングする際にウエーハが欠け易く、その結果発生したチップ、カケによってラッピングの際にウエーハに傷が発生してしまう。予め予備的な面取り加工を行うことによってウエーハの欠けを防止し、ウエーハに傷が発生することを防止し、また、ラッピング終了時点のウエーハの主面の平坦度の劣化を防止する。
【0050】
この段階で行う面取り加工は、本来の面取り加工と比べて、ラフな品質管理で行われる面取り加工で足り、精度的、機能的に劣る安価な面取り加工機を用いて行うことができる。例えば研削ステージ(真空チャック)に保持されたウエーハを低速回転させながら高速回転する砥石に所定荷重で押し当てることにより、砥石の溝形状に追随してウエーハを研削し、面取りを行う。勿論、ウエーハの面取り加工の際に通常使用されている精度的、機能的に優れた面取り加工装置を用いて行うこともできる。この際、ラッピング前に行われる予備的な面取り加工における面取り幅は、ラッピングによってウエーハの厚みが減少し、それに伴って面取り幅が減少することを考慮して、ラッピング終了時点での面取り幅を決めておく。
【0051】
(ラッピング工程、ステップ104)
シリコンウエーハの主面を遊離砥粒として株式会社フジミインコーポレーテッド社製FO砥粒#1200以上を用いラッピング処理する。特に#1500以上が好ましい。本実施の形態のラッピング工程で行われるラッピング方法の具体的な方法について説明する。ラッピング方法は、図に示すような遊星キャリアにウエーハを保持し、そのキャリアを遊星運動させ、上下ラップ定盤の間で両面同時に加工するラッピング装置を用いた。遊離砥粒としてFO粒子を用いる。FO砥粒は粉砕アルミナ系微粉研磨材であり、褐色アルミナ質砥粒とジルコン質砥粒が混合された人造エメリー研磨材である。例えば、#1200の砥粒は平均サイズ約7〜8μm程度の砥粒である。これ以上に細かい砥粒を用いる事が好ましい。この程度の粒度を持つ砥粒を用い、アルカリエッチング前に処理する事で深いピットの発生等を防ぐ事ができる。この様な方法により両面で20μm〜100μm程度ラッピングする。このようにラッピングするとウエーハの表面状態の品質が安定し、次工程に好適な面状態となる。
【0052】
(第2面取り工程、ステップ105)
本発明の半導体ウエーハの製造方法では、ラッピングを行った後に面取り加工を更に行う。第2面取り工程においては、第1の面取り工程と同様に研削ステージ(真空チャック)に保持されたウエーハを低速回転させながら高速回転する砥石に所定荷重で押し当てることにより、砥石の溝形状に追随してウエーハを研削し、面取りを行うが、第1面取り工程より精度的、機能的に優れた面取り加工装置を用いて行う。これにより面取り加工終了時点の面取り加工面の平滑さおよび寸法の精度を損なうことなく、半導体ウエーハを製造できる。さらに、ラッピングの終わったウエーハは厚みが均一になっているので、続く第2の面取り加工の際に、面取り加工面の寸法の精度を確保することが容易になるという利点もある。ラッピング後に行う第2の面取り加工における面取り幅は、一般に400μm〜500μmである。
【0053】
上記した工程例は好ましいものを説明したもので特に限定されるものではなく、更に平面研削工程を追加したり、ラッピング工程と平面研削工程を入れ替えたり種々の工程が考えられる。このような工程を実施することで、ある程度高平坦度なウエーハに加工しておく。
【0054】
(エッチング工程、ステップ106)
次にエッチング工程は、アルカリエッチングにより行うのが好適である。アルカリエッチング液としてアルカリ成分の濃度が50重量%以上のアルカリ水溶液を用いエッチング処理する。本実施の形態のエッチング液に用いられるアルカリ成分は、シリコンをエッチングすることが可能であれば特に限定されるものではないが、エッチング能力の点で水酸化ナトリウム、水酸化カリウム等のアルカリ金属の水酸化物が好ましく、特に好ましくは水酸化ナトリウムである。またこれらのアルカリ成分を単独で用いてもよく、また複数のアルカリ成分を混合して用いてもよい。例えば、水酸化ナトリウムと水酸化カリウムとを混合して用いてもよいし、水酸化ナトリウム単独で用いてもよい。
【0055】
また、本発明のエッチング方法によりエッチング除去されるシリコンウエーハの除去厚(エッチング代)は、ラッピング工程以前の工程で受けた加工歪を除去できる最小限度の厚みであればよく、特に限定されるものではないが、除去する必要がある加工歪の侵入深さのばらつきを考慮すると、両面で15μm〜40μmの範囲内となる。このシリコンウエーハの除去厚は、主にシリコンウエーハをエッチング液に浸漬する時間を調整することにより制御される。また、逆にシリコンウエーハの浸漬時間は、上記エッチング代とエッチング液の濃度との関係で設定されるものであり、エッチング代が15μm〜40μmの範囲内となる時間に設定されることが好まく、通常は5分〜60分程度である。なお、シリコンウエーハをエッチング液に浸漬するに際し、均一にエッチングされるようにウエーハを揺動等したり、エッチング液に超音波等を印加したりする等の従来行われている方法を本発明において合わせて行うことは任意である。このアルカリエッチングでウエーハの光沢度がおよそ15%〜30%となる。なお、光沢度は、JIS Z8741(鏡面光沢度測定方法)を参考にし、同規格で指定の鏡面光沢度計(グロスメーターSD)を使用、同法に準じた方法により測定した。対物位置に何も置かない状態の輝度を便宜上0%と仮想し、鏡面化されたウエーハの光沢度を100%と設定した条件で評価した値である。
【0056】
(裏面部分研磨鏡面面取り工程、ステップ107ab)
次に裏面部分研磨鏡面面取り工程は、例えば図4に示すような鏡面面取り装置を用いて実施する。図4は鏡面面取り装置の1例を示す側面概略説明図である。図4において、10は鏡面面取り装置で、ウエーハWを保持回転するウエーハ回転装置12とバフ14が円筒状に貼付された回転ドラム16とを有している。円筒状バフ14は、回転ドラム16の回転軸18を中心に毎分800回〜3000回程度の高速で回転する構造となっており、円筒状バフ(ポリッシングパッド)14はその外周面に密接して全面をカバーするように貼付されている。ウエーハWはウエーハ回転装置12に把持され、回転ドラム16に対して約45度〜55度の角度で傾斜した状態で回転軸20を中心に回転するとともに上下にトラバースする構造となっている。ウエーハWと円筒状バフ(ポリッシングパッド)14の接触点の上にノズル22を配置し、加工液24を定量的に供給するようになっている。加工に際しては、回転ドラム16とウエーハWの双方を回転しつつウエーハWを55度程度傾斜させて回転ドラム16に接触させる。ウエーハWのエッジ部の先端は円筒状バフ(ポリッシングパッド)14の中に沈み込んだ状態で鏡面研磨加工される。
【0057】
このとき、ウエーハ裏面の鏡面面取りの入り込み量(面幅)、即ち裏面の面取り部境界の面内側の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい1000μm以下、好ましくは、500μm〜700μmとなるように鏡面面取りする。
【0058】
本発明ではウエーハ裏面の外周部の一部を鏡面化することで効果が得られ、その範囲はウエーハ表面を研磨する研磨装置や研磨条件により適宜設定するのが好ましいが、特にウエーハ面取り部と主面の境界からウエーハ中心に向かい1000μm程度の範囲まで、好ましくは1000μm以下500μm以上の範囲までで行えば良い。このような範囲であれば、ワックスマウント方式による研磨装置でも十分な平坦度が得られ、また従来の鏡面面取り装置を用い、使用するバフや鏡面面取り条件を工夫するだけで容易にウエーハ裏面の外周部の一部を鏡面研磨できる。なお500μm以下でも平坦度の改善には効果はあるが、今後要求されるレベルの平坦度のウエーハを得るためには500μm以上、特に500μm〜700μmの範囲まで鏡面化する事が好ましい。このようにすることでウエーハ外周部まで高平坦度なウエーハであり、かつウエーハ裏面は従来使用されているエッチング面と同等のウエーハが得られ、デバイス工程での取り扱い等も容易になる。
【0059】
鏡面面取りの入り込み量はウエーハの回転ドラムに対する角度の調整やバフの性質により制御が可能であるが、特に第1面取り工程、ラッピング工程、第2面取り工程というようにラッピング工程の前後で面取りの工程を実施したウエーハについて、鏡面面取りを行うと鏡面面取りの入り込み量が正確に制御でき面幅のばらつきも少なく制御できる。
【0060】
なお、図1のフローチャートでは、裏面部分研磨鏡面面取り工程(ステップ107ab)において、通常の鏡面面取り加工とウエーハ裏面の面取り部境界の面内側の一部までも鏡面研磨する裏面部分研磨加工とを同時に行う例が示されているが、図2のフローチャートに示すように裏面部分研磨加工を行う裏面部分研磨工程(ステップ107a)と鏡面面取り工程(ステップ107b)とを別々に実施してもよいことは前述した通りである。
【0061】
(ウエーハ裏面の軽ポリッシング工程、ステップ107c)
さらに極僅かウエーハ裏面(主面)を研磨しても良い。このような工程は必ずしも入れる必要はないが、裏面の光沢度の調整や、平坦度の向上の為、入れても良い。一般的に使用されている研磨装置を用い裏面の研磨代を極僅か(1μm以下)にして研磨する。
【0062】
このようなウエーハ裏面の軽ポリッシング工程を入れることで、ウエーハ裏面の光沢度を揃えることができ、光沢度40±5%程度の裏面を得ることができる。
【0063】
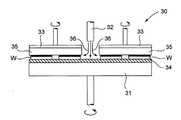
(研磨工程、ステップ108)
最後に、研磨工程において、ウエーハの表面の鏡面研磨を行う。本実施の形態ではワックスマウント方式を用いた研磨方式を例としてウエーハの一主面(表面)側を鏡面研磨する。この研磨にあたっては、例えば図5に示すような研磨装置が使用される。図5は研磨装置の側面概略説明図である。
【0064】
図5において、30は研磨装置で、研磨テーブル31、研磨剤供給手段32、研磨ヘッド33、ヘッド回転手段(図示せず)およびテーブル回転手段(図示せず)を備えている。研磨ブロック35へのワックスによるウエーハWの裏面の貼付けが終了したならば、研磨ブロック35を研磨ヘッド33の下方に置き、ウエーハWの表面を、研磨テーブル31上に貼られた研磨クロス34に接触させる。次いで、研磨ヘッド33を下げて研磨ブロック35を介してウエーハWの表面を研磨クロス34に押し付ける。ヘッド回転手段及びテーブル回転手段を駆動させる一方で、研磨剤供給手段32のノズルから研磨スラリー36を供給してウエーハWの表面と研磨クロス34とを摺接させることによってウエーハWの表面を研磨する。研磨が終了したらならば、研磨ヘッド33を上げて研磨ブロック35を取り出し、ウエーハWを引き剥がす。研磨ブロック35はセラミック製のブロックであって、その面(ウエーハ貼付け面)には格子状の溝が全面に亘って形成されているものが通常使用される。
【0065】
上述した工程を実施することにより、図6に模式的に示すようにウエーハ表面W1は高平坦度に鏡面研磨され、かつウエーハ裏面W2は部分鏡面部W2mが鏡面研磨されその中心部が前記アルカリエッチングの面部W2eをなしているウエーハが製造できた。
【0066】
部分鏡面部W2mはウエーハ面取り部と主面の境界からウエーハ中心に向かい1000μm以下、特に500μm〜700μmの範囲まで鏡面となっているウエーハが好ましい。なお、この部分鏡面部W2mの範囲は、ウエーハ裏面の外周部の一部を鏡面化する前の段階ではウエーハ主面と面取り部の境界部分は明確であり、その範囲は正確に制御できるが、鏡面面取りを行ったウエーハは、主面と面取り部の境界部が共に鏡面になっているので境界部が正確には識別しにくい。
【0067】
本発明では面取り部の幅は特に影響しないので、ウエーハ主面と面取り部の境界部からの距離として規定したが、本発明で得られたウエーハを規定するには、面取り部分も含めた範囲で規定してもよく、例えば、本発明のウエーハ面取り部と主面の境界からウエーハ中心に向かい600μmの範囲まで部分研磨されたウエーハであれば、別な表現では、例えば面取り幅の仕様が400μmであれば、ウエーハ最外周(外周端等ともいう)からウエーハ中心に向かい1000μm(面取り幅400μm+境界部からウエーハ面内へ600μm)の範囲までが研磨されたウエーハということになる。
【0068】
通常面取り幅の規格は400μm〜500μm程度であるので、この仕様を考慮しウエーハを規定してもよい。このような製造工程により得られたウエーハは、SFQRmaxが0.09μm〜0.11μmのレベルが容易に得られる。
【0069】
また、近年表裏両面とも研磨を行い高平坦度なウエーハを製造する工程も開発されているが、現状裏面形状が鏡面ではデバイス製造工程の装置との相性等で問題が生じることがあって受け入れられない場合があり、ウエーハ裏面はエッチング面である必要がある場合が多い。
【0070】
例えば、デバイス工程で用いられるドライエッチング装置等では温度制御の面からウエーハ裏面の粗さ等が問題となり、現状裏面がエッチングされた状態のウエーハで装置が校正されていることが多い。従来、裏面がエッチング面の状態では十分な平坦度、特にウエーハ外周部の形状が得られなかった。
【0071】
本発明のウエーハではウエーハ裏面の面取り部境界の面内側の一部を鏡面研磨し、ウエーハ裏面の外周部のみ(特に1000μm程度と僅かな範囲)を鏡面状にしたことで、裏面粗さの影響もなく上記のようなデバイス工程で従来から使われているウエーハと同じ条件で処理でき、かつ平坦度の良いウエーハであり、デバイスメーカ側の歩留まり等も向上するという利点がある。
【0072】
【実施例】
以下に実施例をあげて本発明をさらに具体的に説明するが、これらの実施例は例示的に示されるもので限定的に解釈されるべきでないことはいうまでもない。
【0073】
(実施例1及び2並びに比較例1)
直径約200mm(8インチ)、抵抗率が約10Ω・cmのp型シリコン単結晶インゴットをチョクラルスキー法により得た。得られたインゴットを、図1のフローチャートと同様の工程により処理し片面が鏡面研磨された半導体ウエーハを製造した。
【0074】
まず、ワイヤーソーで上記インゴットを切断し、得られたスライスウエーハの外周部を粗面取り(第1面取り)加工した。次にシリコンウエーハの主面を遊離砥粒としてFO砥粒#1500を用いラッピング処理する。両面で70μm程度除去した。更に、ウエーハ外周部を面取り(第2面取り)加工し、仕様にあった面取り形状とした。
【0075】
次にエッチング工程は、55wt%水酸化ナトリウムを用いたエッチング液により行った。液温を80℃とし、シリコンウエーハをエッチング液に浸漬し、両面で約20μmエッチング代で除去するようにエッチング処理した。これにより光沢度15〜25%程度のエッチングウエーハ(CW)が製造できた。次に光沢度が40±5%となるようにウエーハ裏面を研磨した。
【0076】
本発明では特に、図1のフローチャートに示したように、ウエーハ主面の外周部を鏡面化させる為、この段階で鏡面面取り工程を入れる。特にこの鏡面面取りは面取り部を鏡面化させるのみならず、ウエーハ主面にまでかかるように実施する。なお、図2のフローチャートに示したように、面取り部の鏡面化は別工程で実施して、この段階ではウエーハ主面(裏面)の外周部のみ鏡面化させても良い。アルカリエッチング後、ウエーハ表面研磨前にこのようなウエーハ裏面外周部の形状を変化させておく。但し、図1のフローチャートに示したように、面取り部の鏡面化と同時に実施すれば工程も簡略化し好ましい。
【0077】
鏡面面取り加工では、図4に示したような鏡面面取り装置で、ウエーハの角度55°、バフとして、ポリエステルフェルトにポリウレタンを含浸させた不織布、スラリーとしてコロイダルシリカを含有したアルカリ溶液を使用し研磨した。また接触圧力等を調整し、または硬度の異なる不織布を2層にする等して面取り部以外にウエーハ主面の外周部の任意の位置まで鏡面化した。
【0078】
このような工程により複数枚の原料ウエーハを準備した。面取部からウエーハ中心に向かい200μm〜300μmまで研磨を行ったものを原料ウエーハ1(実施例1)及び600μm〜700μmまで研磨したものを原料ウエーハ2(実施例2)とする。また主面の外周部を鏡面化せず面取部のみ鏡面面取りを行なったものを原料ウエーハ3(比較例1)とした。
【0079】
上記のような原料ウエーハの裏面をワックスマウント方式により接着しウエーハの片面(表面)を研磨する図5に示したような研磨装置を用い研磨した。具体的には、直径が630mm、厚さ20mmのアルミナ焼結体に溝幅が100μm、溝深さが15μm、溝ピッチが3mmとして格子状の溝が形成された研磨ブロックを使用した。ワックスは、日化精工(株)製のスカイリキッドを使用し、8インチウエーハ(直径200mm)を研磨ブロックに7枚貼り付けるようにした。研磨機で、ウエーハの貼り付けられた研磨ブロックに圧力を加えて、研磨スラリーを流し込みながら研磨クロスで磨き、10μm程研磨した。この場合、研磨スラリーはコロイダルシリカを含有したアルカリ溶液(pH=10.5)を使用し、研磨クロスはウレタンの不織布を使用した。研磨終了後にウエーハを引き剥がし、ウエーハを洗浄した。
【0080】
以上の工程により、表面が鏡面研磨され、かつ裏面主面の外周部が200μm〜300μmまで部分研磨されたウエーハ(本実施例で得られたウエーハの面取り部は400μmであるので、別な表現としてはウエーハ裏面の外周部がウエーハ外周端から600μm〜700μmまで鏡面研磨されたウエーハ)が得られた(実施例1)。同様にウエーハ裏面の主面外周部が600μm〜700μmまで部分研磨されたウエーハ(ウエーハ裏面の外周部がウエーハ外周端から1000μm〜1100μmまで鏡面研磨されたウエーハ、実施例2)及び表面及び面取り部が鏡面研磨されたウエーハ(比較例1)が得られた。
【0081】
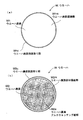
実施例1、実施例2及び比較例1のウエーハについてフラットネス測定器(ADE社製 U/S9800)を使用してウエーハ形状を調べた。SFQRはセルサイズ25mm×25mm、除外領域周辺2mm(E.E.2mm)で評価した。研磨前の原料ウエーハの面取り部境界部分の形状、及びウエーハ全体の2次元的なマップ図、及び研磨後のウエーハ全体の2次元的なマップ図及びSFQRmaxを求めた。結果を図3に示す。
【0082】
この結果、原材料ウエーハ3(比較例1)のウエーハを用いた場合、研磨後にウエーハ外周部にリング状のダレが見られる。このウエーハでは外周10mm程度からダレていた。この影響によりSFQRmaxも0.20μm程度である。研磨に用いる原料ウエーハ裏面の面取り部境界の面内側の一部を鏡面研磨しておき研磨した実施例1及び実施例2ではSFQRmaxの値が改善でき、研磨後のマップ図をみてもウエーハ周辺部の等高線の密度が少なく高平坦度なウエーハが製造できていることがわかる。特に実施例2ではSFQRmax0.09μmと大変高平坦度なウエーハが製造できた。
【0083】
面取り部境界の面内側の一部を鏡面研磨していない比較例1では、図3の原料ウエーハの外周形状を見てわかるように面取り部分との境界部分が角張っておりこれが原因で研磨後にダレが発生すると考えられる。実施例1や実施例2のようにウエーハ裏面のこの部分を研磨し、やや丸めた形状にすることで高平坦度なウエーハが製造できた。
【0084】
なお、裏面の部分研磨の幅と比較例1で見られるような外周ダレの発生する領域の幅は大きく異なるが、本発明のような僅かな範囲の部分研磨(例えば1000μm程度)であっても、研磨中の応力等の関係でウエーハ外周10mm程度までの範囲まで作用すると考えられる。
【0085】
上記した各実施例の条件では面取り部境界の面内側の入り込み量が600μm〜700μmでもっとも平坦度がよかった。このような条件では、SFQRmaxが安定して0.11μm以下であった。
【0086】
以上、本発明の実施の形態および実施例について説明したが、本発明は、かかる実施の形態および実施例に限定されるものではなく、その要旨を逸脱しない範囲で、種々の変形が可能であることはいうまでもない。
【0087】
【発明の効果】
以上述べたごとく、本発明の半導体ウエーハの製造方法によれば、アルカリエッチングを行ったウエーハを研磨するに際し、ウエーハ外周部のリング状のダレのないウエーハを製造でき、特にワックスマウント方式によって研磨すると効果的である。また、本発明のウエーハはウエーハ外周部のリング状のダレがなく、高い平坦度を有している。
【図面の簡単な説明】
【図1】 本発明の半導体ウエーハの製造方法の工程順の1例を示すフローチャートである。
【図2】 本発明の半導体ウエーハの製造方法の工程順の他の例を示すフローチャートである。
【図3】 実施例1及び2並びに比較例1における原料ウエーハ形状及び研磨後のウエーハ形状を示すグラフ及びマップ図である。
【図4】 鏡面面取り装置の1例を示す側面概略説明図である。
【図5】 研磨装置の1例を示す側面概略説明図である。
【図6】 本発明方法によって研磨されたウエーハを示す説明図で、(a)はウエーハ表面及び(b)はウエーハ裏面を示す。
【図7】 従来の半導体ウエーハの製造方法の工程の1例を示すフローチャートである。
【符号の説明】
10:鏡面面取り装置、12:ウエーハ回転装置、14:円筒状バフ、16:回転ドラム、18,20:回転軸、22:ノズル、24:加工液、30:研磨装置、31:研磨テーブル、32:研磨剤供給手段、33:研磨ヘッド、34:研磨クロス、35:研磨ブロック、36:研磨スラリー、W:ウエーハ、W1:ウエーハ表面、W1c:ウエーハ表面側面取り部、W1m:ウエーハ表面鏡面部、W2:ウエーハ裏面、W2c:ウエーハ裏面側面取り部、W2e:ウエーハ裏面アルカリエッチング面部、W2m:ウエーハ裏面部分鏡面部。
Claims (10)
- 原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨及び前記原料ウエーハの鏡面面取りを行う裏面部分研磨鏡面面取り工程と、裏面部分研磨及び鏡面面取りされたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする半導体ウエーハの製造方法。
- 原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨工程と、裏面部分研磨されたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする半導体ウエーハの製造方法。
- 原料ウエーハにアルカリエッチング処理を施すエッチング工程と、エッチング処理されたウエーハに対してウエーハ裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨及び前記原料ウエーハの鏡面面取りを行う裏面部分研磨鏡面面取り工程と、裏面部分研磨及び鏡面面取りされたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする半導体ウエーハの製造方法。
- 原料ウエーハにアルカリエッチング処理を施すエッチング工程と、エッチング処理されたウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨工程と、裏面部分研磨されたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする半導体ウエーハの製造方法。
- 単結晶棒を薄板状のウエーハに切断するスライス工程と、得られたウエーハを面取り加工する第1面取り工程と、面取り加工されたウエーハに対してラッピング処理を施すラッピング工程と、ラッピング処理されたウエーハに再度の面取り加工を施す第2面取り工程と、再度の面取り加工を施されたウエーハにアルカリエッチング処理を施すエッチング工程と、エッチング処理されたウエーハに対してウエーハ裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨及び鏡面面取りを行う裏面部分研磨鏡面面取り工程と、裏面部分研磨及び鏡面面取りされたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする半導体ウエーハの製造方法。
- 単結晶棒を薄板状のウエーハに切断するスライス工程と、得られたウエーハを面取り加工する第1面取り工程と、面取り加工されたウエーハに対してラッピング処理を施すラッピング工程と、ラッピング処理されたウエーハに再度の面取り加工を施す第2面取り工程と、再度の面取り加工を施されたウエーハにアルカリエッチング処理を施すエッチング工程と、エッチング処理されたウエーハの裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨する裏面部分研磨工程と、裏面部分研磨されたウエーハの裏面を支持し該ウエーハの表面を鏡面研磨する表面研磨工程とを有し、前記原料ウエーハの裏面の面取り部と主面の境界からウエーハ中心に向かい主面の一部を鏡面研磨する範囲が、ウエーハ面取り部と主面の境界からウエーハ中心に向かい200μm〜1000μmであることを特徴とする半導体ウエーハの製造方法。
- 前記裏面部分研磨されたウエーハを鏡面面取り加工する鏡面面取り工程をさらに有し、鏡面面取りされたウエーハの表面を鏡面研磨するようにしたことを特徴とする請求項2、4及び6のいずれか1項記載の半導体ウエーハの製造方法。
- 前記表面研磨工程において、前記ウエーハの裏面をワックスで接着支持し、該ウエーハの表面を鏡面研磨するようにしたことを特徴とする請求項1〜7のいずれか1項記載の半導体ウエーハの製造方法。
- ウエーハ表面が鏡面研磨された面であり、ウエーハ裏面がアルカリエッチングされた面であるウエーハにおいて、ウエーハ裏面の面取り部と主面との境界からウエーハ中心に向かい主面の一部を鏡面研磨した面としその鏡面研磨した面がウエーハ面取り部と主面の境界からウエーハ中心に向かい500μm〜700μmの範囲であることを特徴とするウエーハ。
- 前記ウエーハ裏面の光沢度が40±5%であり、ウエーハのSFQRmaxが0.11μm以下であることを特徴とする請求項9記載のウエーハ。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002128550A JP4093793B2 (ja) | 2002-04-30 | 2002-04-30 | 半導体ウエーハの製造方法及びウエーハ |
| DE60325039T DE60325039D1 (de) | 2002-04-30 | 2003-04-24 | Herstellungsverfahren für einen halbleiterwafer und wafer |
| EP03719197A EP1501119B1 (en) | 2002-04-30 | 2003-04-24 | Semiconductor wafer manufacturing method and wafer |
| PCT/JP2003/005259 WO2003094215A1 (en) | 2002-04-30 | 2003-04-24 | Semiconductor wafer manufacturing method and wafer |
| CNB03809715XA CN100365774C (zh) | 2002-04-30 | 2003-04-24 | 半导体晶片的制造方法及晶片 |
| US10/512,637 US7250368B2 (en) | 2002-04-30 | 2003-04-24 | Semiconductor wafer manufacturing method and wafer |
| KR1020047015613A KR100909140B1 (ko) | 2002-04-30 | 2003-04-24 | 반도체웨이퍼의 제조방법 및 웨이퍼 |
| TW092110046A TWI264772B (en) | 2002-04-30 | 2003-04-29 | Manufacturing method of semiconductor wafer and wafer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002128550A JP4093793B2 (ja) | 2002-04-30 | 2002-04-30 | 半導体ウエーハの製造方法及びウエーハ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003324081A JP2003324081A (ja) | 2003-11-14 |
| JP4093793B2 true JP4093793B2 (ja) | 2008-06-04 |
Family
ID=29397270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002128550A Expired - Fee Related JP4093793B2 (ja) | 2002-04-30 | 2002-04-30 | 半導体ウエーハの製造方法及びウエーハ |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7250368B2 (ja) |
| EP (1) | EP1501119B1 (ja) |
| JP (1) | JP4093793B2 (ja) |
| KR (1) | KR100909140B1 (ja) |
| CN (1) | CN100365774C (ja) |
| DE (1) | DE60325039D1 (ja) |
| TW (1) | TWI264772B (ja) |
| WO (1) | WO2003094215A1 (ja) |
Families Citing this family (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4273943B2 (ja) * | 2003-12-01 | 2009-06-03 | 株式会社Sumco | シリコンウェーハの製造方法 |
| JP4856861B2 (ja) * | 2004-07-20 | 2012-01-18 | シャープ株式会社 | 半導体装置の製造方法 |
| DE102006020823B4 (de) * | 2006-05-04 | 2008-04-03 | Siltronic Ag | Verfahren zur Herstellung einer polierten Halbleiterscheibe |
| US20080206992A1 (en) * | 2006-12-29 | 2008-08-28 | Siltron Inc. | Method for manufacturing high flatness silicon wafer |
| US8454852B2 (en) * | 2007-01-31 | 2013-06-04 | Shin-Etsu Handotai Co., Ltd. | Chamfering apparatus for silicon wafer, method for producing silicon wafer, and etched silicon wafer |
| JP5093858B2 (ja) * | 2007-04-27 | 2012-12-12 | 芝浦メカトロニクス株式会社 | 半導体ウェーハ処理装置及び基準角度位置検出方法 |
| JP2009302338A (ja) * | 2008-06-13 | 2009-12-24 | Sumco Corp | ウェーハの研磨方法および該方法により製造されるウェーハ |
| JP2009302410A (ja) * | 2008-06-16 | 2009-12-24 | Sumco Corp | 半導体ウェーハの製造方法 |
| JP5600867B2 (ja) * | 2008-06-16 | 2014-10-08 | 株式会社Sumco | 半導体ウェーハの製造方法 |
| JP2009302409A (ja) * | 2008-06-16 | 2009-12-24 | Sumco Corp | 半導体ウェーハの製造方法 |
| JP2009302478A (ja) * | 2008-06-17 | 2009-12-24 | Sumco Techxiv株式会社 | 半導体ウェーハの製造方法 |
| FR2935536B1 (fr) * | 2008-09-02 | 2010-09-24 | Soitec Silicon On Insulator | Procede de detourage progressif |
| EP2200077B1 (en) * | 2008-12-22 | 2012-12-05 | Soitec | Method for bonding two substrates |
| DE102009030295B4 (de) * | 2009-06-24 | 2014-05-08 | Siltronic Ag | Verfahren zur Herstellung einer Halbleiterscheibe |
| US8952496B2 (en) * | 2009-12-24 | 2015-02-10 | Sumco Corporation | Semiconductor wafer and method of producing same |
| JP5423384B2 (ja) * | 2009-12-24 | 2014-02-19 | 株式会社Sumco | 半導体ウェーハおよびその製造方法 |
| WO2011083667A1 (ja) * | 2010-01-05 | 2011-07-14 | 住友電気工業株式会社 | 化合物半導体ウェハの加工方法及び加工装置 |
| DE102010005904B4 (de) * | 2010-01-27 | 2012-11-22 | Siltronic Ag | Verfahren zur Herstellung einer Halbleiterscheibe |
| US8696405B2 (en) | 2010-03-12 | 2014-04-15 | Wayne O. Duescher | Pivot-balanced floating platen lapping machine |
| US8500515B2 (en) * | 2010-03-12 | 2013-08-06 | Wayne O. Duescher | Fixed-spindle and floating-platen abrasive system using spherical mounts |
| US8647170B2 (en) | 2011-10-06 | 2014-02-11 | Wayne O. Duescher | Laser alignment apparatus for rotary spindles |
| US8647172B2 (en) | 2010-03-12 | 2014-02-11 | Wayne O. Duescher | Wafer pads for fixed-spindle floating-platen lapping |
| US8647171B2 (en) * | 2010-03-12 | 2014-02-11 | Wayne O. Duescher | Fixed-spindle floating-platen workpiece loader apparatus |
| US8602842B2 (en) * | 2010-03-12 | 2013-12-10 | Wayne O. Duescher | Three-point fixed-spindle floating-platen abrasive system |
| US8740668B2 (en) * | 2010-03-12 | 2014-06-03 | Wayne O. Duescher | Three-point spindle-supported floating abrasive platen |
| US8641476B2 (en) | 2011-10-06 | 2014-02-04 | Wayne O. Duescher | Coplanar alignment apparatus for rotary spindles |
| US8758088B2 (en) | 2011-10-06 | 2014-06-24 | Wayne O. Duescher | Floating abrading platen configuration |
| FR2961630B1 (fr) | 2010-06-22 | 2013-03-29 | Soitec Silicon On Insulator Technologies | Appareil de fabrication de dispositifs semi-conducteurs |
| US8338266B2 (en) | 2010-08-11 | 2012-12-25 | Soitec | Method for molecular adhesion bonding at low pressure |
| FR2964193A1 (fr) | 2010-08-24 | 2012-03-02 | Soitec Silicon On Insulator | Procede de mesure d'une energie d'adhesion, et substrats associes |
| US8337280B2 (en) | 2010-09-14 | 2012-12-25 | Duescher Wayne O | High speed platen abrading wire-driven rotary workholder |
| US8430717B2 (en) | 2010-10-12 | 2013-04-30 | Wayne O. Duescher | Dynamic action abrasive lapping workholder |
| JP2012178458A (ja) | 2011-02-25 | 2012-09-13 | Fujitsu Ltd | 半導体装置の製造方法及び半導体基板の洗浄方法 |
| JP6027346B2 (ja) * | 2012-06-12 | 2016-11-16 | Sumco Techxiv株式会社 | 半導体ウェーハの製造方法 |
| US9233452B2 (en) | 2012-10-29 | 2016-01-12 | Wayne O. Duescher | Vacuum-grooved membrane abrasive polishing wafer workholder |
| US9604339B2 (en) | 2012-10-29 | 2017-03-28 | Wayne O. Duescher | Vacuum-grooved membrane wafer polishing workholder |
| US9011207B2 (en) | 2012-10-29 | 2015-04-21 | Wayne O. Duescher | Flexible diaphragm combination floating and rigid abrading workholder |
| US9199354B2 (en) | 2012-10-29 | 2015-12-01 | Wayne O. Duescher | Flexible diaphragm post-type floating and rigid abrading workholder |
| US9039488B2 (en) | 2012-10-29 | 2015-05-26 | Wayne O. Duescher | Pin driven flexible chamber abrading workholder |
| US8998678B2 (en) | 2012-10-29 | 2015-04-07 | Wayne O. Duescher | Spider arm driven flexible chamber abrading workholder |
| US8845394B2 (en) | 2012-10-29 | 2014-09-30 | Wayne O. Duescher | Bellows driven air floatation abrading workholder |
| US8998677B2 (en) | 2012-10-29 | 2015-04-07 | Wayne O. Duescher | Bellows driven floatation-type abrading workholder |
| TWI599446B (zh) * | 2013-03-25 | 2017-09-21 | Sapphire polishing pad dresser production methods | |
| CN104142259A (zh) * | 2013-05-10 | 2014-11-12 | 河南协鑫光伏科技有限公司 | 一种太阳能单晶硅测试样片的制作方法 |
| JP2015038919A (ja) * | 2013-08-19 | 2015-02-26 | 株式会社ディスコ | ウェーハの製造方法 |
| JP6244962B2 (ja) * | 2014-02-17 | 2017-12-13 | 株式会社Sumco | 半導体ウェーハの製造方法 |
| JP6040947B2 (ja) * | 2014-02-20 | 2016-12-07 | 信越半導体株式会社 | ワークの両頭研削方法 |
| CN103847032B (zh) * | 2014-03-20 | 2016-01-06 | 德清晶辉光电科技有限公司 | 一种大直径超薄石英晶片的生产工艺 |
| CN103921205B (zh) * | 2014-04-04 | 2016-08-24 | 德清晶辉光电科技有限公司 | 一种6英寸铌酸锂晶片或钽酸锂晶片的生产工艺 |
| JP6045542B2 (ja) * | 2014-09-11 | 2016-12-14 | 信越半導体株式会社 | 半導体ウェーハの加工方法、貼り合わせウェーハの製造方法、及びエピタキシャルウェーハの製造方法 |
| DE102015220924B4 (de) * | 2015-10-27 | 2018-09-27 | Siltronic Ag | Suszeptor zum Halten einer Halbleiterscheibe mit Orientierungskerbe, Verfahren zum Abscheiden einer Schicht auf einer Halbleiterscheibe und Halbleiterscheibe |
| US10926378B2 (en) | 2017-07-08 | 2021-02-23 | Wayne O. Duescher | Abrasive coated disk islands using magnetic font sheet |
| EP3567139B1 (en) | 2018-05-11 | 2021-04-07 | SiCrystal GmbH | Chamfered silicon carbide substrate and method of chamfering |
| EP3567138B1 (en) * | 2018-05-11 | 2020-03-25 | SiCrystal GmbH | Chamfered silicon carbide substrate and method of chamfering |
| US11691241B1 (en) * | 2019-08-05 | 2023-07-04 | Keltech Engineering, Inc. | Abrasive lapping head with floating and rigid workpiece carrier |
| JP7562994B2 (ja) * | 2020-06-08 | 2024-10-08 | 株式会社Sumco | ウェーハ外周部の研磨装置 |
| TWI802406B (zh) * | 2021-07-29 | 2023-05-11 | 環球晶圓股份有限公司 | 碳化矽晶圓的加工方法 |
| CN115091638A (zh) * | 2022-06-30 | 2022-09-23 | 广东先导微电子科技有限公司 | 一种碲锌镉晶片加工方法 |
| CN115781459B (zh) * | 2022-12-16 | 2025-07-15 | 万华化学集团电子材料有限公司 | 晶棒滚圆开槽方法及晶棒滚圆开槽装置 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3430499B2 (ja) * | 1996-08-09 | 2003-07-28 | 三菱住友シリコン株式会社 | 半導体ウェ−ハおよびその製造方法 |
| US5821166A (en) * | 1996-12-12 | 1998-10-13 | Komatsu Electronic Metals Co., Ltd. | Method of manufacturing semiconductor wafers |
| JPH11188590A (ja) * | 1997-12-22 | 1999-07-13 | Speedfam Co Ltd | エッジポリッシング装置 |
| JP3964029B2 (ja) * | 1998-01-20 | 2007-08-22 | 沖電気工業株式会社 | 半導体基板の製造方法 |
| JP3664593B2 (ja) * | 1998-11-06 | 2005-06-29 | 信越半導体株式会社 | 半導体ウエーハおよびその製造方法 |
| JP3329288B2 (ja) * | 1998-11-26 | 2002-09-30 | 信越半導体株式会社 | 半導体ウエーハおよびその製造方法 |
| JP3551300B2 (ja) * | 1999-02-18 | 2004-08-04 | 三菱住友シリコン株式会社 | 高平坦度ウェーハの製造方法 |
| JP4154683B2 (ja) * | 1999-09-30 | 2008-09-24 | 株式会社Sumco | 高平坦度裏面梨地ウェーハの製造方法および該製造方法に用いられる表面研削裏面ラップ装置 |
| US6376378B1 (en) * | 1999-10-08 | 2002-04-23 | Chartered Semiconductor Manufacturing, Ltd. | Polishing apparatus and method for forming an integrated circuit |
| DE19956250C1 (de) * | 1999-11-23 | 2001-05-17 | Wacker Siltronic Halbleitermat | Kostengünstiges Verfahren zur Herstellung einer Vielzahl von Halbleiterscheiben |
| DE10004578C1 (de) * | 2000-02-03 | 2001-07-26 | Wacker Siltronic Halbleitermat | Verfahren zur Herstellung einer Halbleiterscheibe mit polierter Kante |
| JP3846706B2 (ja) * | 2000-02-23 | 2006-11-15 | 信越半導体株式会社 | ウエーハ外周面取部の研磨方法及び研磨装置 |
| JP4846915B2 (ja) * | 2000-03-29 | 2011-12-28 | 信越半導体株式会社 | 貼り合わせウェーハの製造方法 |
| KR100789205B1 (ko) | 2000-03-29 | 2007-12-31 | 신에쯔 한도타이 가부시키가이샤 | 실리콘 웨이퍼 및 에스오아이 웨이퍼의 제조방법, 그리고그 에스오아이 웨이퍼 |
| WO2002001616A1 (en) * | 2000-06-29 | 2002-01-03 | Shin-Etsu Handotai Co., Ltd. | Method for processing semiconductor wafer and semiconductor wafer |
| DE10058305A1 (de) * | 2000-11-24 | 2002-06-06 | Wacker Siltronic Halbleitermat | Verfahren zur Oberflächenpolitur von Siliciumscheiben |
| DE10142400B4 (de) * | 2001-08-30 | 2009-09-03 | Siltronic Ag | Halbleiterscheibe mit verbesserter lokaler Ebenheit und Verfahren zu deren Herstellung |
| KR100420205B1 (ko) * | 2001-09-10 | 2004-03-04 | 주식회사 하이닉스반도체 | 웨이퍼 제조 방법 |
| DE10159833C1 (de) * | 2001-12-06 | 2003-06-18 | Wacker Siltronic Halbleitermat | Verfahren zur Herstellung einer Vielzahl von Halbleiterscheiben |
| JP2004022677A (ja) * | 2002-06-13 | 2004-01-22 | Shin Etsu Handotai Co Ltd | 半導体ウエーハ |
| JP4464033B2 (ja) * | 2002-06-13 | 2010-05-19 | 信越半導体株式会社 | 半導体ウエーハの形状評価方法及び形状評価装置 |
| US7416962B2 (en) * | 2002-08-30 | 2008-08-26 | Siltronic Corporation | Method for processing a semiconductor wafer including back side grinding |
| US20040108297A1 (en) * | 2002-09-18 | 2004-06-10 | Memc Electronic Materials, Inc. | Process for etching silicon wafers |
-
2002
- 2002-04-30 JP JP2002128550A patent/JP4093793B2/ja not_active Expired - Fee Related
-
2003
- 2003-04-24 DE DE60325039T patent/DE60325039D1/de not_active Expired - Lifetime
- 2003-04-24 KR KR1020047015613A patent/KR100909140B1/ko not_active Expired - Fee Related
- 2003-04-24 WO PCT/JP2003/005259 patent/WO2003094215A1/ja not_active Ceased
- 2003-04-24 US US10/512,637 patent/US7250368B2/en not_active Expired - Lifetime
- 2003-04-24 CN CNB03809715XA patent/CN100365774C/zh not_active Expired - Lifetime
- 2003-04-24 EP EP03719197A patent/EP1501119B1/en not_active Expired - Lifetime
- 2003-04-29 TW TW092110046A patent/TWI264772B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CN1650404A (zh) | 2005-08-03 |
| TW200403738A (en) | 2004-03-01 |
| EP1501119A1 (en) | 2005-01-26 |
| WO2003094215A1 (en) | 2003-11-13 |
| EP1501119B1 (en) | 2008-12-03 |
| JP2003324081A (ja) | 2003-11-14 |
| US20050142882A1 (en) | 2005-06-30 |
| KR100909140B1 (ko) | 2009-07-23 |
| KR20040111463A (ko) | 2004-12-31 |
| CN100365774C (zh) | 2008-01-30 |
| EP1501119A4 (en) | 2007-01-17 |
| DE60325039D1 (de) | 2009-01-15 |
| TWI264772B (en) | 2006-10-21 |
| US7250368B2 (en) | 2007-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4093793B2 (ja) | 半導体ウエーハの製造方法及びウエーハ | |
| KR100882389B1 (ko) | 웨이퍼의 제조방법 및 연마장치 및 웨이퍼 | |
| US20150162181A1 (en) | Semiconductor wafer manufacturing method | |
| JP3664676B2 (ja) | ウェーハの研磨方法及びウェーハ研磨用研磨パッド | |
| WO2006046403A1 (ja) | 半導体ウエーハの製造方法及び半導体ウエーハ | |
| CN105612605A (zh) | 镜面研磨晶圆的制造方法 | |
| JP2007067179A (ja) | 半導体ウエーハの鏡面研磨方法及び鏡面研磨システム | |
| JP2005005315A (ja) | ウエーハの研磨方法 | |
| JP2003142434A (ja) | 鏡面ウエーハの製造方法 | |
| JP5169321B2 (ja) | ワークの研磨方法 | |
| JP2003062740A (ja) | 鏡面ウェーハの製造方法 | |
| JP2004319717A (ja) | 半導体ウェーハの製造方法 | |
| CN119609906A (zh) | 用于晶圆的最终抛光方法及抛光晶圆 | |
| JP2003133264A (ja) | 鏡面ウエーハの製造方法 | |
| JP2003039310A (ja) | ウェーハの研磨方法及びウェーハ | |
| JP2007035917A (ja) | 研磨パッド、シリコンウエハおよび研磨機 | |
| JP2002158196A (ja) | シリコンウエハー鏡面研磨用研磨板及びシリコンウエハーの鏡面研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080304 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4093793 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140314 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |