EP2146024B1 - Floor panels with sealing means - Google Patents
Floor panels with sealing means Download PDFInfo
- Publication number
- EP2146024B1 EP2146024B1 EP09168587A EP09168587A EP2146024B1 EP 2146024 B1 EP2146024 B1 EP 2146024B1 EP 09168587 A EP09168587 A EP 09168587A EP 09168587 A EP09168587 A EP 09168587A EP 2146024 B1 EP2146024 B1 EP 2146024B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- joint
- core
- floor panel
- floor
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images















Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/04—Flooring or floor layers composed of a number of similar elements only of wood or with a top layer of wood, e.g. with wooden or metal connecting members
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02005—Construction of joints, e.g. dividing strips
- E04F15/02016—Construction of joints, e.g. dividing strips with sealing elements between flooring elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02005—Construction of joints, e.g. dividing strips
- E04F15/02033—Joints with beveled or recessed upper edges
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02038—Flooring or floor layers composed of a number of similar elements characterised by tongue and groove connections between neighbouring flooring elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02177—Floor elements for use at a specific location
- E04F15/02188—Floor elements for use at a specific location for use in wet rooms
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/10—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials
- E04F15/102—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials of fibrous or chipped materials, e.g. bonded with synthetic resins
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/10—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials
- E04F15/107—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials composed of several layers, e.g. sandwich panels
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/181—Insulating layers integrally formed with the flooring or the flooring elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/18—Separately-laid insulating layers; Other additional insulating measures; Floating floors
- E04F15/20—Separately-laid insulating layers; Other additional insulating measures; Floating floors for sound insulation
- E04F15/206—Layered panels for sound insulation
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/01—Joining sheets, plates or panels with edges in abutting relationship
- E04F2201/0107—Joining sheets, plates or panels with edges in abutting relationship by moving the sheets, plates or panels substantially in their own plane, perpendicular to the abutting edges
- E04F2201/0115—Joining sheets, plates or panels with edges in abutting relationship by moving the sheets, plates or panels substantially in their own plane, perpendicular to the abutting edges with snap action of the edge connectors
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/01—Joining sheets, plates or panels with edges in abutting relationship
- E04F2201/0153—Joining sheets, plates or panels with edges in abutting relationship by rotating the sheets, plates or panels around an axis which is parallel to the abutting edges, possibly combined with a sliding movement
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/07—Joining sheets or plates or panels with connections using a special adhesive material
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2290/00—Specially adapted covering, lining or flooring elements not otherwise provided for
- E04F2290/04—Specially adapted covering, lining or flooring elements not otherwise provided for for insulation or surface protection, e.g. against noise, impact or fire
- E04F2290/041—Specially adapted covering, lining or flooring elements not otherwise provided for for insulation or surface protection, e.g. against noise, impact or fire against noise
- E04F2290/042—Specially adapted covering, lining or flooring elements not otherwise provided for for insulation or surface protection, e.g. against noise, impact or fire against noise with a facing or top layer for sound insulation
Definitions
- the invention relates generally to the field of moisture-proof joint systems for floor panels.
- the invention relates to floor panels provided with a moisture-proof locking system.
- the invention is particularly suited for use in mechanical locking systems integrated with the floor panel, for instance, of the type described and shown in WO9426999 , WO9966151 , WO9966152 , SE0100100-7 and SE0100101-5 (owner Välinge Aluminium AB) but is also usable in optional joint systems which can be used for joining of floors.
- the present invention is particularly suited for use for floating floors, which are made of floor panels which on the one hand are joined mechanically with a joint system which is integrated with the floor panel, i.e. factory mounted, and, on the other hand, are made up of one or more preferably moisture-proof upper layers of a decorative laminate or decorative plastic material, an intermediate core of fiberboard-based material or plastic material and preferably a lower balancing layer on the rear side of the core.
- the invention can be used in optional floor panels with optional joint systems where the floor panels have a core and are given their final shape by cutting.
- the invention can thus also be applicable to homogeneous wooden flooring and wooden flooring having two or more layers of wood or fiberboard-based material and a decorative surface layer of wood.
- the invention may be applied to floor panels comprising any woodfiber-based material, such as solid wood, plywood, particle board, fiberboard, MDF, HDF etc.
- the invention mainly discusses problem areas which are related to moisture penetrating into the joint system from the front side of the floor panel.
- the systems and methods that are indicated to solve these moisture problems are also applicable to the case of preventing moisture from penetrating into the joint system from the rear side of a floor panel.
- Laminate flooring is usually composed of a core of a 6-9 mm thick fiberboard, a 0.2-0.8 mm thick upper decorative surface layer of laminate and a 0.1-0.6 mm thick lower balancing layer of laminate, plastic, paper and like material.
- the surface layer provides appearance and durability to the floor panels.
- the core provides stability, and the balancing layer keeps the panel plane when the relative humidity (RH) varies during the year. The RH can vary between 15% in winter and 90% in summer.
- the floor panels are usually laid floating, i.e. without gluing, on an existing subfloor which need not be entirely smooth or plane. Any irregularities are eliminated by means of underlay material in the form of, for instance, board or foam which is arranged between the floor panels and the subfloor.
- floor panels In addition to such traditional floors, which are joined by means of glued tongue-and-groove joints, floor panels have recently been developed which do not require the use of glue and instead are joined mechanically by means of so-called mechanical joint systems. These systems contain locking means which lock the panels horizontally and vertically.
- the mechanical joint systems can be made by machining the core of a panel.
- parts of the locking system can be made of a separate material which is integrated with the floor panel, i.e. joined with the floor panel even in connection with the production thereof.
- the main advantages of floating floors with mechanical joint systems are that they can be easily and rapidly laid by different combinations of inward angling and snapping-in. They can also easily be taken up again and be reused in another place.
- a further advantage of the mechanical joint systems is that the edge portions of the floor panels can be made of materials which need not have good gluing properties.
- the most common core material is wood in parquet flooring and in laminate flooring fiberboard of high density and good stability usually referred to as HDF - high density fiberboard. Sometimes MDF - medium density fiberboard - is used as core.
- Laminate flooring and also many other floorings with a surface layer of plastic, wood, veneer, cork and the like are produced by a surface layer and a balancing layer being applied to a core material.
- This application can take place by gluing of a previously manufactured decorative layer, for instance when the fiberboard is provided with a decorative high pressure laminate which has been made in a separate operation where a plurality of impregnated sheets of paper are compressed under high pressure and at a high temperature.
- the currently most common method in producing laminate flooring is direct laminating which is based on a more modern principle where both production of the decorative laminate layer and the attachment to the fiberboard take place in one and the same step of production. Impregnated sheets of paper are applied directly to the board and are compressed under pressure and heat without gluing.
- a decorative pattern can be printed on the surface of the core, which is then, for instance, coated with a wear layer.
- the core can also be provided with a surface layer of wood, veneer, decorative paper or plastic film, and these materials can then be coated with a wear layer.
- the above methods result in a floorboard element in the form of a large panel which is then sawn into, for instance, some ten floorboards, which are then machined to floor panels.
- the above methods may result in completed floorboards and then sawing is not necessary before machining to completed floor panels is carried out. Production of individual floorboards usually takes place when the boards have a surface layer of wood or veneer.
- the above floorboards are individually machined along their edges to floor panels. Edge machining is carried out in advanced milling machines where the floorboard is exactly positioned between one or more chains and bands mounted so that it can be moved at high speed and with great accuracy past a number of milling motors which are provided with diamond cutting tools or metal cutting tools which process the edge of the floorboard. By using a plurality of milling motors which operate at different angles, advanced joint geometries can be formed at speeds exceeding 100 m/min and with an accuracy of ⁇ 0.02 mm.
- front side the visible surface of the completed, mounted floor panel
- rear side the opposite side of the floor panel facing the subfloor
- the sheet-shaped starting material that is used is called a " core ".
- fiberboard core is meant a core material containing wood fibers such as homogeneous wood, MDF, HDF, particle board, flake board, plywood and the like.
- the core has been coated with a surface layer closest to the front side and preferably also a balancing layer closest to the rear side, it forms a semi-manufacture, which is related to as a " floorboard " or a " floor element ".
- a " floorboard” is generally of essentially the same size as the floor panel which is to be produced from the floorboard.
- the floorboard is generally formed into a floor panel.
- the " floor element” is typically so large that at least two floor panels may be produced from it.
- the floor element is usually divided into several floor boards, which are subsequently formed into floor panels.
- floor panels are related to as " floor panels ".
- surface layer are meant all layers that are applied to the core closest to the front side and that cover preferably the entire front side of the floorboard.
- Decorative layer relates to layers that are essentially intended to give the floor its decorative appearance.
- Wear layer relates to layers that are above all intended to improve the durability of the front side.
- joint edge The outer parts of the floor panel at the edge of the floor panel between the front side and the rear side are related to as " joint edge ".
- the joint edge has several “ joint surfaces " that can be vertical, horizontal, angled, rounded, beveled, etc. These joint surfaces are to be found on different materials included in the floor panel and the joint system, e.g. laminate, fiberboard, wood, plywood, plastic, metal (especially aluminum) or sealing material.
- Joint edge portion relates to joint edge and part of the floor panel portions closest to the joint edge.
- Laminate flooring and also wooden flooring are often laid in kitchens, hallways and public rooms where they are continually exposed to water, for instance in the form of people walking on the floor with wet shoes and when cleaning the floor with water and the like. In recent years, laminate flooring is being used in bathrooms as well. Laminate and wooden flooring are being sold all over the world and installed in humid climates where the relative humidity may exceed 90%.
- moisture When water penetrates into a material or when evaporated or condensed water is to be found on or in materials, it is generally related to as "moisture".
- moisture-proof material are generally meant materials which to a limited extent absorb moisture or materials that are not damaged by moisture.
- moisture may also penetrate through the entire joint system and into the subfloor and cause considerable damage such as in the form of mold. This may take place even if the floor panel is made of a moisture-proof core since this moisture-proof core as a rule merely counteracts swelling of the joint edge portions or prevents moisture from spreading into the core.
- the moisture-proof core cannot prevent moisture from spreading through the joint system and into the subfloor. This moisture migration through the joint system is reinforced if the geometry of the mechanical joint contains many joint surfaces on a floor panel, which do not have contact with corresponding joint surfaces on the neighboring floor panel.
- Such a geometric design facilitates, for instance, manufacture and facilitates displacements of a floor panel in its locked position along the joint edge of a neighboring floor panel, but such a geometric form is not advantageous in counteracting the possibility of moisture penetrating through the joint system.
- Laminate floors and wooden floors could take a considerably greater market share, especially from plastic floors and tiled floors, if they could resist in a better way the effect of high relative humidity and of water on the surface.
- a moisture-proof surface layer When a laminate floor is exposed to water on its surface, a moisture-proof surface layer will counteract that moisture penetrates through the surface and into the core. The limited amount of moisture penetrating through the surface layer and into the core will as a rule not cause any damage.
- moisture will penetrate between the upper joint edges of neighboring floor panels, and as the moisture passes the moisture-proof surface layer and reaches the significantly more moisture-sensitive core, the moisture will spread into the core and at the same time continue towards the rear side of the floor panel. If the core contains wood fibers, these will swell. As a result, the thickness of the floor panel within the joint edge portion increases and the surface layer rises. This vertical swelling in turn causes damage to the floor. If additional moisture is supplied, the moisture will spread downwards to the rear side until it has passed the joint system and reaches the underlay board and the subfloor. This may cause even greater damage.
- the most common method is to make the core of the floor panel of a HDF panel of high quality as regards e.g. density and protection against moisture.
- the core's protection against moisture can also be improved by adding specific binders, in many cases in combination with use of special wood fibers when making the core.
- This method can significantly reduce, but not entirely eliminate, swelling as moisture penetrates.
- the main disadvantage of this method is the cost.
- the entire floor panel will have the same high quality although these specific properties are only utilized in a limited part of the floor panel in connection with the joint edge.
- Another disadvantage is that this method does not afford protection against moisture migration through the joint system from the front side to the rear side of the floor.
- the impregnating materials can be applied in the joint system using different methods which can involve application by spraying, rolling, spreading and the like.
- the most common impregnating materials are melted wax and liquids of different kinds such as oils, polyurethane-based impregnating agents and a number of other chemicals which all contribute to counteracting penetration of moisture from the joint edge into the core so as to reduce the risk of swelling as moisture penetrates between the upper joint edges.
- impregnation especially if it is water-based and environment-friendly, may cause fibers to swell or a layer of solidified impregnating agent to settle in the joint system in such manner that the geometry of the joint is changed in an uncontrolled manner.
- WO942699 discloses a system for counteracting moisture penetration into the floor panels from the joint edges and for counteracting moisture migration from the front side of the floor panels to their rear side.
- This publication suggests the use of silicone or some other sealing compound, a rubber strip or some other sealing device which is applied in the joint system before installation.
- the drawbacks are essentially the same as in edge impregnation by spraying or spreading. It is also difficult to handle panels with a smeary sealing compound.
- the properties of the sealing compound can also change in course of time. If the sealing compound is applied in connection with laying, laying will be difficult and expensive.
- a specific problem which is related to moisture penetration in floor panels from the joint edges, arises in connection with wooden floor panels which have several wooden layers with different directions of fibers since wood swells to a greater extent transversely of the direction of fibers than along the direction of fibers.
- the upper joint edge portions and especially the parts closest to the joint surface will swell and expand parallel with the surface of the floor panel and move the floor panels apart whereas the joint system made in the core largely retains its form. This may cause damage, for instance, by the decorative layer (surface layer) being compressed, the joint system breaking or the locking function of the locking system being wholly or partly lost.
- EP 1 262 609 A relevant to novelty only, discloses floor boards wherein one of the floor boards comprises a deformable seal facing the other floor board.
- the seal is a malleable bead being able to stick repeatedly at ambient temperature and has an adhesive front face adapted to stick to the facing side of the other floor board.
- WO00/15919 relates to a wood floor system wherein each floor board comprises a compression nub extending along a side surface adjacent the top surface.
- US 4 242 390 A discloses a floor panel provided with a layer of a resilient material between a carrier layer and a floor surface forming layer.
- the resilient layer distributes load applied to the floor by elastic deformation and prevents the floor from being damaged by a point loading.
- the invention is based on the understanding that several types of seals may be involved, which are necessary above all in a moisture-proof locking system for floor panels which can be joined together, viz.
- material seal is meant a seal which prevents or counteracts spreading of moisture from the joint edge of a floor panel into the floor panel.
- joint seal is meant a seal which prevents or counteracts migration of moisture through the joint along the joint surfaces.
- compensation seal is meant a seal which adjusts to material movements caused by moisture in a floor panel (swelling and shrinkage) owing to changes of the moisture content, for instance by changes in relative humidity in the ambient air, and which counteracts stress under compression and the arising of a visible gap between the upper joint edges of neighboring floor panels owing to such material movements caused by moisture.
- an object of the present invention is to eliminate or significantly reduce one or more of the remaining problems associated with moisture sealing in connection with manufacture and use of floor panels.
- a further object, not forming part of the invention, is to provide a rational and cost-efficient manufacturing method for manufacturing floor panel cores, floorboard elements, floorboards and floor panels.
- the invention is especially suited for use in floor panels with mechanical locking systems and in floor panels which are made from board elements which are divided into a plurality of boards before machining.
- the invention can also be used for floors with a joint system that is glued and for floor panels that are produced directly as separate floorboards for machining to floor panels and which are thus not manufactured by dividing large board elements before subsequent machining of the individual floorboards.
- a floor panel comprising a body having a wood fiber-based core, in which floor panel at least two opposite parallel joint edge portions are provided with connecting means for mechanical joining of the floor panel in the horizontal direction with similar floor panels, the connecting means having active locking surfaces for cooperation with corresponding active locking surfaces of adjacent floor panels after the floor panel has been joined therewith.
- the floor panel is distinguished in that at least one of the active locking surfaces wholly or partly is made of an elastically deformable material, other than that of the body of the floor panel.
- a system for forming a joint between two adjoining edges of floor panels the floor panels having a core and a surface layer applied to an upper side of the core, the surface layer consisting of at least one layer, said floor panels, at their adjoining joint edge portions, being provided with connecting means for joining the floor panels with each other in the vertical direction, and whose upper adjoining joint edges meet in a vertical joint plane.
- the system is distinguished in at least one of the opposite joint edge portions of the floor panels, when the floor panels are joined together, is provided with a joint seal for counteracting penetration of moisture along the vertical joint plane between adjacent floor panels, and that this joint seal is made of an elastic sealing material which is secured in at least one of the floor panels, formed in connection with the forming of the joint edges of the floor panels, and adapted to be compressed when neighboring floor panels are joined together.
- a floor panel comprising a core and a surface layer applied to an upper side of the core, the surface layer consisting of at least one layer, the floor panel at opposite joint edge portions having connecting means for joining the floor panel with similar floor panels in the vertical direction, so that joined floor panels have upper joint edges which meet in a vertical joint plane.
- the floor panel is distinguished in that at least one of the opposite joint edge portions of the floor panels is provided with a joint seal for counteracting penetration of moisture along the vertical joint plane between adjacent floor panels, and that this joint seal is made of an elastic sealing material, which is secured in the floor panel, formed in connection with the forming of the joint edges of the floor panels and which is adapted to be elastically deformed when the floor panel is joined with a similar floor panel.
- the core can be provided with inserted and fixedly secured elastically deformable materials, which may act as a sealing means and/or as compensation means for swelling or shrinking of the floor panels.
- the elastically deformable materials are applied in portions that will later will be machined for making the connecting means of the completed floor panel.
- the elastically deformable material will thus be machined simultaneously as or in connection with the machining of the remaining parts of the joint system.
- the elastically deformable material can be made into accurately positioned and accurately dimensioned seals for forming the above-mentioned joint seals or compensation means.
- a method of making a core for production of a floor board or a floor element that is to be divided into at least two floor boards comprising making the core from a sheet shaped material, from which a part of a locking system for vertical locking of the floor boards is to be formed.
- the method is distinguished by making a groove in the sheet-shaped material, and inserting an elastic sealing material in the groove.
- a method for use in manufacturing a floor panel comprising the steps described above in connection with the fourth aspect of the invention.
- the method is distinguished in that the elastic sealing material is formed into a joint seal in connection with the forming of the locking system.
- the core can, before application of the surface layer (for instance a decorative surface layer), be pretreated so that, for instance, one or more grooves are formed in the surface in the areas where edge machining of the joint system will later take place.
- a suitable sealing material is applied in the groove, suitably by impregnation or extrusion or any other suitable method.
- the sealing material may form a material seal and/or may have the property of changing into a solid, moisture-proof and elastically deformable material which could be formed to a joint seal.
- the surface layer can then be applied to the surface of the core over the groove with the sealing material.
- the sealing material can also be applied in a similar way after the application of the surface layer.
- the groove is then made in the floor element or the floorboard in the surface layer and in the core, or merely in the core of the floorboard.
- the edges will contain the sealing material.
- a reference surface is machined in connection with the application of the sealing material. This reference surface could be an outer portion of the edge of the floorboard.
- the final machining of the locking system and the joint sealing could then be made in a second production step, where the reference surface could be used to position the floorboard in relation to the machining tools. With this method it is possible to position sealing material with a tolerance of about 0,01 mm in relation to the joint surfaces, and the surface of the floor panel.
- the joint sealing will protect the wood fiber core and prevent moisture from penetrating trough the locking system.
- This method makes it possible to apply and form a seal in all types of laminate floors that could be produced with the sealing material. It is obvious that the method could be used for thicker surfaces of, for instance, 1 - 3 mm plastic and linoleum surfaces. Such a sealing will not be visible from the surface and it will protect the wood fiber core under the moisture proof surface layer. If the sealing material is flexible, it may also prevent moisture from penetrating trough the locking system.
- sealing material which can be applied in liquid form or in semi-liquid form by extrusion, such as foam or the like, and which after application are formable, elastically deformable and moisture-proof. It is an advantage if the sealing materials have properties which allow adhesion to the core. Such adhesiveness, however, is not necessary since the sealing material can also be attached mechanically in, for instance, undercut grooves.
- the sealing material is only partly removed or reshaped.
- the sealing material can be formed by cutting into an elastically deformable joint seal which will be exactly positioned along the entire long side and the entire short side and in the corners and also exactly positioned in relation to the surface layer.
- the joint seal and especially its active part, which provides the moisture seal can be formed with an optional outer geometry by cutting which can be made with very narrow tolerances in connection with the rest of the joint system being formed.
- the result will be a floor with floor panels which all have moisture-proof joints on the long sides and the short sides and in the corners. If the floor is also provided with moisture-proof baseboards made of e.g. plastic material which in connection with the floor have a suitable sealing material or sealing strip, the floor will be quite moisture-proof in all joints and along the walls.
- the material seal between the surface layer and the joint seal can, in addition to the above-described impregnation, be provided in many different ways, for instance:
- the material seal can consist of one or more materials which cover the entire core surface and which are also resilient and sound-reducing.
- the advantage is that it is possible to obtain, at the same cost, a moisture seal, sound reduction and a softer floor.
- Parts of the joint seal may also constitute a material seal.
- the entire joint seal, or parts thereof, can also constitute a material seal. This means that the joint seal may also serve as a material seal with or without impregnation of the core.
- this aspect of the invention is suitable for core materials which are wood fiber-based, e.g. fiberboard-based, but also for moisture-proof core materials, such as plastic and various combinations of plastic and fiberboard-based materials.
- materials that can be used to provide a joint seal mention can be made of acrylic plastic-based materials, elastomers of synthetic rubber, urethane rubber, silicone rubber or the like, or polyurethane-based hot-melt adhesive.
- the floor panels may have a mechanical joint system which for a long time and during swelling and shrinkage of the floor panels holds together the joint edge with the sealing material in close contact with another sealing means or with the other joint edge.
- the method and the system may also function in a traditionally glued tongue-and-groove joint, but it is considerably more expensive and more difficult to provide a tight joint than with a mechanical joint system.
- long sides and short sides can be formed in various ways.
- the reason may be that the connecting method during laying can be different at long sides and short sides.
- the long side can be locked by inward angling and the short side by snapping-in, and this may necessitate different material properties, joint geometries and seal geometries, where one side is optimized for inward angling and the other for snapping-in.
- Another reason is that each square meter of floor contains considerably more long side joint than short side joint if the panels are elongate. An optimization of the material cost can give different joint designs.
- Impregnation and edge reinforcement of the core in certain areas before application of surface layer and balancing layer can also be used on the rear side in order to, for instance, reinforce that part where the lower parts of the joint system are formed. This can be used, for instance, to make a strong and flexible strip or lower lip and a strong looking element when the strip or the lower lip is formed integrally with the core. If, for instance, the strip is made of a material other than that of the core, for instance aluminum, impregnation from the rear side can be used to reinforce critical parts, where the strip is secured or where the panel cooperates with the locking element.
- the above described manufacturing methods can also be used to produce a mechanical joint system, which contains elastic locking means.
- These elastic locking means can be pressed together as adjoining upper joint edges swell and can expand as they shrink. In this way, the horizontal swelling problems and the arising of visible gaps in a dry floor can be counteracted. Since this swelling problem is mainly related to the long side, the corners are not involved in this respect.
- the elastically deformable material can therefore also be mechanically applied in solid form in the groove for instance by snapping-in or pressing-in into undercut grooves of by gluing to the edge of the groove.
- these elastic locking means will serve as an " elastic compensation seal ".
- the above-described manufacturing method of providing a partial material seal in predetermined areas in a core can also be used in connection with manufacture of the sheet-shaped core. Impregnating material is then applied either in the compound of wood fiber and binder which is formed to a core or in connection with the core getting its final shape in the manufacturing process.
- a rectangular floor panel comprising long sides, short sides, a core and a surface layer which is arranged on a surface of the core, said surface layer comprising a wear layer and a decorative layer, the floor panel, adjacent to opposite joint edge portions, being provided with a locking system for joining the floor panel with similar floor panels in the vertical direction and in the horizontal direction along the long sides and short sides, said locking system being at least partly formed from the core.
- the floor panel is distinguished in that it further comprises a portion constituting a material seal for counteracting penetration of moisture from the joint edge of the floor panel into the core, said material seal being located between
- a floor element for use in forming at least two floor boards, the floor element comprising a wood fiber-based core and a surface layer that is attached to a surface of the core.
- the floorboard is distinguished in that a groove is provided in the surface of the core and/or in the surface layer, said groove being arranged in a portion of the board where a mechanical locking system is to be formed, and said groove being provided with an elastically deformable material and/or an impregnation agent.
- the elastically deformable material may be formed into the joint seal described above at least partly in connection with the forming of the connecting means.
- a floorboard for use in forming a floor panel, the floorboard comprising a wood fiber-based core and a surface layer that is attached to a surface of the core.
- the floorboard is distinguished in that a groove is provided in an upper edge portion of the floorboard, where a mechanical locking system is to be formed, said groove being provided with an elastically deformable material and/or an impregnation agent.
- a ninth aspect not forming part of the invention, there is provided a method for forming a joint between two adjoining edges of floor panels, the floor panels having a core, a surface layer applied to an upper side of the core, the surface layer including at least one layer, and a locking system at adjoining joint edge portions for joining the floor panels with each other in at least a vertical direction and whose upper adjoining joint edges meet in a vertical joint plane.
- the method is distinguished by securing an elastic sealing material in at least one of the floor panels,_forming a joint seal simultaneously with forming the joint edge of the floor panel, the joint seal formed in at least at one of the adjoining joint edge portions of the floor panels and adapted to be compressed when adjoining floor panels are joined together.
- the joint seal is adapted to counteract penetration of moisture along the vertical joint plane between adjoining floor panels.
- Figs 1a-d illustrate in four steps the manufacture of a floor panel.
- Fig. 1a shows the three main components surface layer 31, core 30 and balancing layer 32.
- Fig. 1b shows a floor element 3, where the surface layer and the balancing layer have been applied to the core.
- Fig. 1c shows how floorboards 2 are made by dividing the floor element.
- Fig. 1d shows how the floorboard 2 after edge machining obtains its final shape and becomes a completed floor panel 1 with a joint system 7, 7' on the long sides 4a, 4b, which joint system in this case is mechanical.
- Fig. 2a shows manufacture of high pressure laminate.
- a wear layer 34 of a transparent material having a high wearing strength is impregnated with melamine with addition of aluminum oxide.
- a decorative layer 35 of paper impregnated with melamine is placed under this layer 34.
- One or more layers of reinforcement layers 36a, 36b made of paper core and impregnated with phenol are placed under the decorative layer 35, and the entire packet is placed in a press in which it is caused to cure under pressure and heat to a surface layer 31 of high pressure laminate having a thickness of about 0.5-0.8 mm.
- Fig. 2c shows how the surface layer 31 and a balancing layer 32 are then glued to a core 30 so as to form a board element 3.
- Figs 2d and 2e illustrate direct lamination.
- a wear layer 34 in the form of an overlay and a decorative layer 35 of decoration paper are placed directly on a core 30, after which all three parts and, as a rule, also a rear balancing layer 32 are placed in a press where they are caused to cure under heat and pressure to a board element 3 with a decorative surface layer 31 having a thickness of about 0.2 mm.
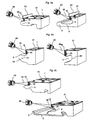
- Figs 3a-c illustrate prior-art mechanical joint systems and how moisture, according to studies made by the inventors, affects the joint systems.
- the floor panel 1 consists of a direct-laminated surface layer 31, a core 30 of fiberboard-based material (HDF) and a balancing layer 32.
- the vertical locking means which locks the panels 1 and 1' in the D1 direction consists of a tongue groove 9 and a tongue 10.
- the horizontal locking means which locks the panels parallel with the surface layer 31 in the D2 direction consists of a strip 6 having a locking element 8 which cooperates with a locking groove 12.
- the strip is made by machining of the core 30 of the floor panel and is therefore in this embodiment of the invention formed integrally with the core 30.
- Dashed arrows MPM indicate how moisture can penetrate from the joint edge into the core 30 as moisture penetrates into the joint system from the front side or upper side of the floor.
- Fig. 3b illustrates an embodiment where both the vertical and the horizontal locking means are formed as a tongue groove 9 with a locking groove 12 and a tongue 10 with a locking element 8.
- the dashed arrow MPJ illustrates how moisture can penetrate through the parts of the locking system.
- the floor panel is provided with a surface layer 31 of high pressure laminate, a core 30 of HDF and a balancing layer 32 of high pressure laminate.
- the vertical locking means consists of a tongue groove 9 and a tongue 10 which are made from the core 30 of the floor panel.
- the horizontal locking means consists of a strip 6 and the locking element 8, which are made of aluminum and mechanically attached to the core 30.
- the joint systems are integrated with the core, i.e. formed or mounted at the factory, and at least part of the joint system is always made by cutting of the core 30 of the floor panel.
- the locking systems can be joined by angling, horizontal snapping or snapping in an upwardly angled position.
- Figs 4a-4c illustrate impregnation of joint edges 82, 83 according to prior-art technique, the machined joint being impregnated by an impregnating material 24 being applied sideways by spraying.
- the floor panels are in all figures illustrated with their surface layer directed upwards.
- the floor panels are however, as a rule, oriented with their front side (upper side) directed downwards in the processing machinery and in the subsequent impregnation.
- the floor panel is moved passed a stationary spray nozzle 40. It is difficult to direct the jet of impregnating material 24 so that the edge of the jet is placed immediately under the surface layer 31 in connection with the upper adjoining joint edges 16 with a view to making a material seal 20.
- Figs 5a-5c illustrate impregnation to make a material seal according to an embodiment not forming part of the invention.
- the impregnating material 24 is applied in a suitable fashion in band-shaped areas 44 on the core surface 33, before the remaining layers, i.e. the decorative and the wear layer are applied.
- the application can take place, for instance, by being sprayed, rolled on etc. conveniently first in the longitudinal direction L in zones where the long sides of the floorboard are later to be formed.
- one long side 4 of the core 30 is used as a guide surface which is then also used as guide surface to facilitate the positioning in connection with application of the surface layer 31, sawing up and machining. In this way, it will be easier to ensure that the material seal 20 is correctly positioned in relation to the completed joint edge.
- Fig. 5b illustrates the corresponding impregnation of the parts that will later constitute the short sides 5 of the floorboards.
- the core is moved in the transverse direction W perpendicular to the longitudinal direction L.
- one short side 5 of the core 30 can be used as guide surface in the subsequent manufacture.
- Fig. 5c shows an enlargement of a portion that will constitute corners of the floor panel and that will be fully impregnated parallel with the long side to be as well as the short side to be.
- the parting lines 45 indicate the saw cuts along the long side and the short side for dividing the board element into floorboards.
- Figs 6a-6c illustrate in greater detail how the impregnation is carried out and penetrates into the core and how the impregnating area is positioned relative to the connecting means to be, which are indicated by dashed lines in Figs 6a and 6b.
- Fig. 6c shows the edges of two floor panels which are made of the board element after this has been cut into individual floorboards by sawing along the line 45.
- Fig. 6a shows how the impregnating material 24, when being applied by means of a spray nozzle 40, will penetrate into the core 30 from the core surface 33 and towards the central portion of the core in order to form a material seal 20.
- the penetration of the impregnating material 24 into the core 30 can be facilitated by establishing a vacuum on the underside of the core by means of a vacuum device 46.
- the vacuum device 46 may consist of, for instance, a stationary vacuum table or moving vacuum bands. If the core 30 is stationary during the application of the impregnating material 24, for instance moving spray nozzles 40 are used.
- Fig. 6b shows how the impregnating material 24 is positioned in the core 30 of the board element 3 after application of the surface layer 31.
- the impregnating material then constitutes a material seal 20.
- the parting line 45 indicates the intended saw cut.
- Fig. 6c shows the joint edges 82, 83 of the floor panels 1, 1' after machining.
- the floor panel has a mechanical joint along one side only.
- the material seal 20 will be exactly positioned along the two perpendicular sides and in the corner, and in the shown embodiment it is to be found in the upper joint edge portions 80, 81.
- a fiberboard-based core 30, e.g. HDF is produced by ground wood fibers being mixed with a binder, such as melamine, after which a panel is formed by means of pressure and heat.
- a binder such as melamine
- the impregnating material 24 can be applied to the panel in connection with this production, the application taking place within special portions which will later constitute joint portions in the floor panel.
- Figs 7a-7d illustrate in detail the different production steps to produce a material seal 20 in a mechanical joint system not forming part of the invention.
- impregnating material 24 is applied from the core surface 33 in the portions 86, 87 (dashed) which in the completed floor panel will constitute joint edge portions which are generally designated 86 and 87 and in which the joint system 9, 10 is formed.
- a considerable part of the upper joint edge portions 80, 81 is impregnated so as to form a material seal 20.
- Fig. 7b shows the floor element 3 with a surface layer 31, a balancing layer 32 and a material seal 20 in the core 30 under the surface layer 31.
- the Figure also shows the intended saw cut 45 and the contours of the final connecting means by dashed lines.
- Fig. 7c shows the edges of the floorboard 2, 2' after sawing up.
- the sawing tolerance does not affect the final position of the material seal 20 closest to the joint edge.
- no additional equipment is required to provide a material seal 20 in the upper joint edge portions 80, 81 of a locking system since this material seal has been provided even before the application of the different surface layers to the core 30.
- Fig. 7d illustrates the machined joint with a material seal 20 immediately under the surface layer 31.
- HP designates a horizontal plane parallel with the surface layer of the panel.
- the joint edges of the floor panel 1, 1' are generally designated 82, 83 and can have an optional joint system. In the shown embodiment, not forming part of the invention, the joint edges are formed as a mechanical tongue-and-groove joint which can be locked by inward angling and snapping-in.
- VP designates a vertical plane (joint plane) which extends perpendicular to the horizontal plane HP at the upper joint edges 80, 81 closest to the surface layer.
- T indicates the thickness of the floor panel.
- the largest amount of impregnating material 20 is to be found in the upper joint edge portions 80, 81 immediately under the wear layer 31, i.e. within the area which is most critical in the viewpoint of moisture. This concentration of impregnating material immediately under the wear layer 31 is obtained as a result of the impregnating material being caused to penetrate into the core from the core surface during impregnation.
- the upper joint edge portions 80, 81 are thus characterized in that the material seal 20 is not only to be found in the core surface 31 closest to the surface layer 31 between the vertical plane or joint plane VP and a lower plane at a distance P2 from the core surface 33, but also all the way in the horizontal direction from the vertical plane VP to a plane at a distance P1 from the vertical plane VP. This entire volume of the core 30 under the core surface 33 is thus impregnated so as to form the material seal 20.
- the concentration of the impregnating material will be particularly high closest to the core surface 33. In the normal case, the concentration of impregnating material decreases downwards from the core surface 33, as shown schematically in Figs 4a-4d.
- the material seal 20 should, above all because of the expense, be limited to a part of the floor panel 1 where the intended connecting means are formed, and should therefore preferably not cover the entire core surface 33.
- This method makes it possible to provide under the surface layer 31 a material seal 20 in a considerable portion of the parts of the joint system.
- P1 may exceed 0.2 times the floor thickness T and, without difficulty, may amount to 1 time the floor thickness T or more.
- the distance P1 can be so great that all parts of the joint edge portion which contain parts of the connecting means of the floor panel are impregnated with the material seal 20.
- the impregnating depth i.e. the distance P2
- the impregnating depth can conveniently be 0.1-0.3 times the floor thickness T.
- the joint system is characterized in that the material seal 20 is located in the core surface 33 at the vertical plane VP and at a distance P1 from VP and that the sealing properties within this area are essentially equivalent or homogeneous, i.e. the core surface 33 has been coated with essentially the same amount of impregnating material 24 per unit of volume of core material 30.
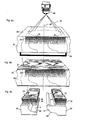
- Figs 8a-8e illustrate a different embodiment not forming part of the invention.
- a groove 41 is formed in the core surface 33, for instance in the area where the upper and inner part of the tongue 10 will later be formed.
- a sealing material 50 is then applied, which has the property that after application it will have a solid form, be moisture-proof, be elastically deformable and may be shaped by cutting.
- the core 30 with the groove 41 and the sealing material 50 is then coated with a surface layer 31 and preferably also with a balancing layer 32 to form a floor element.
- the floor element 3 is sawed up in floorboards by cutting along the line 45 and is machined to floor panels 1,1' with joint systems.
- the groove 41 could also be formed in a floor element or floor board which comprises a surface layer 31, 32 that is bonded to the core 30. This means that the groove 41 may be formed both in the surface layer 31, 32 and in the core 30. This groove 41 could be impregnated and/or provided with a sealing material 50. This method offers the advantages that a standard floor element could be used and impregnation materials could be applied, which may be difficult to use in connection with gluing or lamination of the surface layer 31, 32 to the core 30.
- the sealing material 50 is formed to a joint seal 55, preferably by cutting by means of tools which are especially adapted to form elastically deformable synthetic materials.
- sealing materials that can be used are available on the market.
- materials having the following properties can be used.
- a sealing compound based on acrylic plastics, elastomers of synthetic rubber, silicone rubber or the like which have the properties that they can be applied in the groove 41 as a compound by extrusion, that they can adhere to the core material (optionally after applying a primer layer thereto), that they have good heat resistance, that they are moisture-proof, that they can resist detergents, and that after application they can be cured or dried and change into a solid, elastically deformable form.
- the properties of the materials should be optimized in such manner that they are both sufficiently elastically deformable and preferably at the same time can be machined rationally by means of cutting tools.
- polyurethane-based hot-melt adhesives that are applied by being heated and extruded can also be used to form the joint seal. When such materials solidify, they change into a solid, elastically deformable form. These materials can later be formed by cutting but also by using heated rolls or drag tools of a suitable form, which are moved along and in contact with the sealing material 50 to shape this to a suitable geometry.
- Combinations of cutting rough machining and final forming by means of hot scraping or rolling tools are also possible as is also a two-step application, where the first application is carried out with a highly liquid material that penetrates into the core, and where the subsequent second application takes place with a material which is more viscous and has good adherence to the former material. It is also possible to use different types of primer system to improve the adhesion of the joint sealing material to the floor panel.
- Different materials, methods of application and methods of forming can be used on opposite joint edges and respectively on the long side and the short side for the purpose of optimizing function and cost.
- Fig. 8c shows the machined joint edge with a mechanical locking system 9, 10, 6, 8, 12 and an elastically deformable joint seal 55.
- the joint seal 55 is compressed in connection with the laying of the floor panel.
- the compression and the deformation begin only when the locking element 8 is already in initial engagement with the locking groove 12 and when the tongue 10 is already in engagement with the tongue groove 9.
- Both the vertical and horizontal locking functions in the mechanical locking system are thus active as the compression proceeds.
- the compression in connection with laying can take place by applying an extremely small amount of force, and the need for compression therefore does not render laying difficult.
- Fig. 8d shows how two floor panels 1, 1' are joined by snapping-in, where compression of the joint seal 55 can take place in the same manner as described above by interaction between a tongue groove 9 and a tongue 10 and where lateral displacement along the joint plane has been facilitated and where a flexible strip 6, a locking element 8 and a locking groove 12 cooperate in the compression of the joint seal and therefore will compress the joint seal in connection with snapping-in.
- the joint seal 55 is formed so that the compression can start when the guide part 11 of the locking element 8 engages the guide part 13 of the locking groove 12. This engagement will be facilitated if the guide part 11 of the locking element is formed as a rounded or beveled part in the upper portions of the locking element. The guiding as well as the compression will also be facilitated if the locking groove 12 is formed with a correspondingly rounded guide part 13 in the lower part of the locking groove 12 closest to the joint edge.
- the joint seal 55 is pressed against an opposite cooperating joint surface 56 in the joint system.
- this joint surface 56 has an inclination of 45° to the horizontal plane HP of the panel. This is illustrated in Fig. 8e .
- the pressure applied by the joint seal 55 will therefore be uniformly distributed on the vertical 9, 10 and horizontal 6, 8, 12 locking means of the joint system. This is advantageous since it is desirable to reduce the pressure both in connection with laying and in the locked position. Excessive pressure horizontally in the locked position may result in the floor panels separating and the joint obtaining an undesired joint gap at the adjoining upper joint edges 16. Excessive vertical pressure in the locked position may result in rising of the joint edge portion 80 in the upper part of the tongue groove 9.
- Figs 9a-9d show in one embodiment not forming part of the invention how the material seal 20 and the joint seal 55 can be combined to a moisture-proof locking system.
- a groove 41 has been formed in the upper side of the core 30 after impregnation to form the material seal 20.
- both the tongue groove side 9 and the tongue side 10 have been provided with sealing material 50a, 50b.
- the embodiment is also characterized in that the impregnating material 24 serves as binder and increases the strength of the core 30.
- the impregnating material 24 has been applied in several areas on the core 30. These areas will constitute a material seal 20 and also a material reinforcement of the upper joint edge portions 80, 81.
- the impregnation will also provide an edge reinforcement 21a, 21b in the portions where the strip 6 is attached and in an area 21c in the core 30 adjacent to the locking groove 12 where the locking groove 12 cooperates with the locking element 8.
- Fig. 9b shows how the sealing material 50a, 50b can be applied in the groove 41.
- the core 30 has been provided with a surface layer 31 and a balancing layer 32 ( Fig. 9c )
- the joint edge and the sealing material 50a, 50b are formed to a joint seal 55a, 55b ( Fig. 9d ).
- the sealing material could be provided in a groove that is made in both the surface layer 31, 32 and in the core 30.
- the strip 6 can be formed and fixed to the core 30 in different ways [for instance as shown and described in EP1061201 (Välinge Aluminium AB) or WO9824995 (Välinge Aluminium AB)], so that the mechanical locking system for locking together the floor panels 1,1' in the vertical and horizontal directions will comprise the tongue 10 and the tongue groove 9; the joint seals 55a and 55b; the material seal 20; the strip 6 with its locking element 8; the edge-reinforced fixing parts 21a, 21b for the strip 6; and an edge-reinforced locking surface 14 in the locking groove 12.
- the floor panels 1, 1' will then have upper joint edge portions 80, 81 which in the vertical plane VP have a reinforced material seal 20 immediately under the surface layer 31 and joint seals 55a, 55b in connection with the material seal 20.
- the material seal 20 and the joint seals 55a, 55b together with the moisture-proof surface layer 31 counteract that moisture penetrates into the core 30 and that moisture penetrates through the joint system. This results in a moisture-proof floor.
- the vertical 9, 10 and horizontal 6, 8, 12 locking means should be designed in such manner that they can hold the elastically deformable joint seals 55a, 55b compressed and elastically deformed during the life of the floor without the locking means being deformed.
- the tongue groove 9 It is particularly important for the tongue groove 9 not to be too deep in the horizontal direction and for the upper part or lip 15 of the tongue groove to be rigid so as not to rise.
- the locking element 8 and the strip 6 should be designed in such manner that they can resist the pressure applied by the joint seals 55a, 55b without the floor panels 1,1' separating while forming a visible joint gap adjacent to the upper joint edge portions 81, 82.
- the sealing material 50a, 50b should also be selected so that during the entire life of the floor it exerts a pressure and prevents moisture migration through the joint system.
- the core 30 is impregnated and reinforced in the areas 21a, 21b and 21c where the strip 6 is fixed and where the locking element 8 locks against the locking groove 12.
- This allows use of less expensive core material 30, which can be of lower quality and which by means of impregnation is reinforced to obtain greater strength in the critical areas. In this manner, high quality can be combined with low cost.
- the joint seals 55a, 55b can be optionally arranged in the joint system, but it is advantageous if the joint seal is arranged invisibly from the surface close to the surface layer 31. They can be optionally arranged on the tongue groove side 9 or on the tongue side 10, and they can, like in the embodiment shown, be found in both joint parts. Of course, several joint seals 55 can be arranged on each joint part above and beside each other. Moreover, the contact surface between the joint seal 55 and the opposite part in the joint system can be designed in an optional manner with geometries that are, for instance, toothed, triangular, semicircular and the like. Basically all the forms that are normally used when designing sealing strips of elastic synthetic material or rubber can be used.
- the entire joint system from the surface layer 31 to the balancing layer 32 can be provided with a material seal and edge reinforcement 20.
- This can increase the joint's strength and protection against moisture, give the machined strip better flexibility, enable machining to obtain smoother surfaces and enable a reduction of the frictional forces when displacing one floor panel relative to another in the locked position.
- the sealing material 50a, 50b and/or 20 can alternatively be arranged in grooves which can also be made in the floor element 3 or in the floorboard 2 before the connecting parts are made.
- the groove 41 can then be made in both the core 30 and the surface layer 31.
- Sealing material 50a, 50b can also be arranged at the edge of the floorboard 2 or the floor panel 1 when the entire joint system or parts thereof have been made, and the final forming of the joint seal 55a, 55b can also take place in a separate manufacturing step when the floor panel 1 has already obtained its final shape.
- the direction and distribution of the compression pressure can be adjusted between fully horizontal and fully vertical direction. It is an advantage if the pressure surfaces are not perpendicular but are inclined in relation to the horizontal plane HP, so that the pressure is distributed with vertical and horizontal components, so that the distribution of pressure is optimized in relation to the possibilities, afforded by the combinations of materials, of forming a rigid upper tongue groove part 15 and a strong horizontal joint 6, 8, 12.
- Figs 10a-10c illustrate in detail how compression can be achieved in connection with inward angling.
- the embodiments do not form part of the invention.
- the active part 54 of the joint seal 55 is formed with a convex outer part which starts to be compressed when the locking groove 12 engages the locking element 8. Such a position is shown in Fig. 10b .
- the final compression of the joint seal takes place against an opposite cooperating joint surface 56.
- the joint surface 56 can be coated with, for instance, wax or other similar materials after the joint system has been formed. This can facilitate displacement along the joint edge in the locked position and contribute to improving the functions of the material seal and the joint seal.
- the joint system can have one of more expansion spaces 53a, 53b where the joint seal 55 can swell when being pressed together.
- the joint seal 55 can thus be formed to have some excess, and if the joint system has been formed with appropriate expansion spaces 53a, 55b, the joint seal 55 can be formed with lower tolerance requirements and maintained function.
- the material seal 20 in the upper joint edges has in this embodiment been made with a considerable depth from the core surface 33, which means that the entire area from the upper parts of the joint seal 55 to the core surface 33 is moisture-proof.
- the major part of the joint edge portion between the tongue groove 9 and the core surface 33 will constitute a material seal 20.
- Figs 11a-11c illustrate different embodiments not forming part of the invention.
- Fig. 11a shows an embodiment according to the invention where the joint seal 55 has been formed to minimize edge rising and separation of the joint edges.
- the contact surface of the joint seal 55 with the opposite cooperating joint surface 56 has a small angle to the plane of the panel, which means that the major part of the compression force will be directed essentially vertically in the direction of the arrow A.
- the joint edge above the tongue is rigid and the risk of edge rising is small.
- the elastically deformable joint seal 55a, 55b is arranged immediately under the surface layer 31, which surface layer thus covers the joint seal.
- the upper part of the seal 55a, 55b can constitute the material seal which prevents moisture from penetrating into the core 31, while the lower parts of the seal 55a, 55b can constitute the actual joint seal.
- the sealing 58a, 58b may also cover part of the surface layer 31, 32 closest to the core.
- the embodiment according to Fig. 11c is characterized in that separate materials 58a, 58b, which can constitute a material seal, are arranged above the elastically deformable joints seals 55a, 55b. These separate materials 58a, 58b can also be used for the purpose of decoration by the surface layer 31, for instance, being a beveled portion 60, so that the separate materials 58a, 58b will be visible in the joint. Such a decorative material may also be applied in a groove formed in the core 30 and in the surface layer 31, 32 of the floorboard before the final machining of the edges of the floor panel.
- Fig. 11d shows an embodiment where one edge of a floor panel has a material seal 20 and the other edge a joint seal 55a.
- the joint seal covers the lower part of the surface layer 31.
- Figs 11e and 11f show how the sealing material 55a and 20 may be applied in grooves 41a and 41b, which are made in the floor board.
- the advantage of this method is mainly that the sealing material may be applied with great accuracy. Furthermore, application on the surface may be avoided, a considerable amount of impregnation could be applied, and the locking system may be formed to its final shape with great accuracy in a second machining operation where a reference surface such as 10a may be used to position the floor board. It is obvious that the application of a material seal and a joint seal could be combined in several ways.
- Both sides could, for example, have material seal and joint seal, or only join seal or material seal, etc.
- a considerable amount of impregnating material 20 is to be found in the upper joint edge portions, immediately under the wear layer 31, i.e. within the area that is most critical in the viewpoint of moisture.
- This concentration of impregnating material immediately under the wear layer 31 is obtained as a result of the impregnating material being caused to penetrate into the core, from the groove 41b closest to the surface during impregnation. No protection of the surface closest to the final edge is necessary, since the surface is protected by the remaining part 31a of the surface layer and since a considerable amount of impregnation material could be applied.
- the core part which is closest to the surface could be impregnated to a horizontal depth of about 1 mm or more and the impregnation could be made with this depth over substantially the whole edge of the floor panel.
- the vertical concentration of impregnating material 20 under the wear layer 31 is higher at the joint surface than in the core.
- Fig. 12a shows an embodiment not forming part of the invention where the core 30 has been coated with three different surface layers having different functions.
- the surface of the floor panel 1,1' comprises a transparent, hard and durable wear layer 34 of plastic material, an intermediate decorative layer 35 of plastic film and a reinforcement layer 36 which is made of an elastic material and which can be both moisture-proof and sound-absorbing.
- the decorative layer 35 of plastic film can be replaced with decorative patterns which are printed directly on the underside of the transparent wear layer 34 or on the upper side of the elastic reinforcement layer 36.
- This embodiment could also be produced without a seal and may then constitute a floating floor panel with a wood based core such as HDF/MDF, a resilient surface and a mechanical locking system for locking the floor panels horizontally and vertically at its long and short sides through angling and/or snapping.
- the seal could even in this embodiment be applied in a groove that is formed in the core and in the surface layer of the floor board.
- the joint seal 55a on the tongue side has an active part 54 in the form of a convex bulge which presses against the opposite elastic cooperating joint surface 56.
- the active part 54 of the joint seal 55a has been made small, and this contributes to reducing the friction in connection with lateral displacement when the short sides of the floor panels are to be locked by snap action. Friction can also be reduced by the joint seals 55a, 55b being coated with different types of friction-reducing agents.
- Fig. 12b shows an embodiment according to the invention with the same surface layer 31 as in Fig. 12a , but the joint seals 55a, 55b have been formed in the elastic and deformable reinforcement layer 36 closest to the core 30. If the wear layer 34 is harder than the reinforcement layer 36, on the one hand the deformation of the joint seal 55b will essentially take place in the lower part 57 of the joint seal closest to the core 30 and, on the other hand, no significant deformation of the wear layer 34 will take place. This results in a moisture-proof and sound-absorbing floor. Also in this embodiment, the sealing means in the form of material seal and joint seal can be designed in many different ways as described above.
- Figs 6-12 can be combined.
- the sealing means according to Figs 12a and 12b or 10a and 10b can be arranged in same joint system.
- the strip 6 can be made of aluminum etc.
- Fig. 13 shows a floor panel 1, not forming part of the invention, with a mechanical joint system on the long sides 4a, 4b and on the short sides 5a, 5b and with a joint seal 55a and 55b on one short side 5a and one long side 4b.
- the joint system of the floor panels will counteract penetration of moisture into the joint system on all sides 4a, 4b, 5a, 5b and in all corner portions 38a, 38b, 38c, 38d.
- Fig. 14a is a cross-sectional view of conventionally designed floor panels 1,1', transversely of a joint along one long side of a wooden floor.
- the floor panels 1,1' have a surface layer 31 of wood with a main direction of fibers parallel to the long side and a core 30 having a different direction of fibers essentially perpendicular to the long side.
- the longitudinal side edges of the floor panel 1,1' have a mechanical joint system 9, 10, 6, 8, 12.
- the upper joint edge portions 80, 81 swell transversely of the direction of fibers (i.e. transversely of the joint between the neighboring floor panels 1,1') more than does the core 30.
- Figs 14b-14e show how it is possible to compensate for this risk of joint gaps arising by utilizing an elastic compensation seal 52 which is inserted into the horizontal locking means 6, 8, 12 for counteracting the effects of swelling and shrinking of the upper joint edge portions 80, 81. These embodiments do not form part of the invention.
- Fig. 14b shows an embodiment of a floorboard 2' which is suitable to form a joint system with a compensation seal.
- the contour lines of the joint system to be have been indicated by dashed lines in Fig. 14b .
- the surface layer 31, the core 30 and the balancing layer 32 are laterally offset on both the tongue groove side 9 and the tongue side 10 to minimize the waste when machining the joint edges.
- a groove 40 is formed in the core 30.
- An elastic material 51 is arranged and fixed in the groove 41 by, for instance, extrusion or the like according to the previously described methods or alternatively by gluing or mechanical fixing by, for instance, pressing material into a groove.
- the elastic material 51 is removed or reshaped only partially and is formed to an elastic compensation seal 52 which constitutes the active locking surface in the locking groove 12 and which is operative in the horizontal direction D2. This is illustrated in Fig. 14c .
- the elastic compensation seal 52 will be compressed by its locking surface 14 pressing against the locking surface 18 of the locking element 8.
- the mechanical looking system can compensate for the great movements due to moisture in the upper joint edge portions 80, 81 without the joint system being damaged or a visible joint gap appearing in winter when the floor has dried and shrunk.
- the problem with the upper joint edges swelling will be greater if the thickness WT of the surface layer 31 is considerable and if this thickness is more than, for instance, 0.1 times the floor thickness T.
- a joint system according to the above embodiment is especially suitable for use together with underfloor heating and in surroundings where the relative humidity varies significantly during the year.
- the elastic locking means or compensation seal 52 can be arranged optionally on the locking element 8 (as in Fig. 14d ) or in the locking groove 12 (as in Figs 14c and 14e ) or in both these parts, and it can be formed with many different geometries having different angles and radii which can facilitate inward angling and displacement.
- the elastic locking means or compensation seal 52 can also be combined with a material seal 20 and a joint seal 55 according to the previously described embodiments not forming part of the invention.
- Fig. 14d illustrates an embodiment not forming part of the invention where the elastic locking means or compensation seal 52 also serves as a joint seal, sealing against moisture.
- the seal 52 will, when compressed, also take up the movements that are caused by swelling and shrinking of the upper joint edge portions 80, 81. The compression and, thus, sealing capacity of the elastic seal 52 will thus increase when the floor panels are located in moist surroundings.
- there is a material seal 20 which, however, has not been illustrated specifically in this Figure but which extends down to at least the upper parts of the connecting means in the same way as shown in, for instance, Fig. 7d .
- Fig. 14e illustrates an embodiment not forming part of the invention where the elastic compensation seal 52 is compressed by a locking element 8 which is made of a material other than that of the core 30.
- the strip 6 and the locking element 8 can be made of aluminum or some other convenient metal.
- This construction has a flexibility which is greater than in the case where the strip 6 is formed integrally with the core of the floor panel.
- the invention can also be used in this embodiment.
- One of the advantages of this embodiment is that the friction is low during lateral displacement in the locked position.
- Figs 15a-15e illustrate a embodiment of a joint system with a joint seal 55 which has been arranged in the groove 41 in the core 30 adjacent to the upper and inner part of the tongue 10 and which has been formed using a tool 70.
- the embodiments do not form part of the invention.
- Figs 15a and 15b show the critical tolerance which lies in the position of the tool 70 when forming, for instance, a groove 41 in the core 30 or the board element relative to the vertical plane VP to be in the floor panel 1'.
- the innermost position of the tool 70 is defined by a plane TP1.
- Fig. 15b shows the outer position of the tool 70 which is defined by a plane TP2 outside the vertical plane VP.
- the contact surfaces of the joint seal 55 for contact with the opposite cooperating joint portion 56 can be formed with great accuracy although the manufacturing tolerance TP1-TP2 for the horizontal positioning of the groove 41 relative to the joint edge to be at the vertical plane VP is fairly great and may exceed 0.2 times the floor thickness T.
- the positioning of the tool 70 in the vertical direction is less critical since the tolerance mainly depends on the thickness tolerances of the materials and since these as a rule are small in relation to the tolerances in connection with the lateral positioning.
- the core surface 33 or the surface of the surface layer 31 as reference surface.
- the groove 41 and the sealing material 50, which is then formed into the joint seal 55, can therefore be positioned with great accuracy in the vertical direction.
- the active contact surfaces of the joint system and the joint seal 55 can therefore be made with very narrow manufacturing tolerances, which may be below 0.01 times the floor thickness T although the original positioning of the sealing material 50 is effected with significantly lower tolerance requirements.
- Such an embodiment is characterized in that the manufacturing tolerance between the active part 54 of the joint seal and the upper adjoining joint edges 16 will be significantly lower than the tolerance between another part of the joint seal which is not active, and the above-mentioned upper adjoining joint edge 16. This facilitates rational manufacture and enables high quality manufacture.
- the outer part of the tongue 10 could be formed in the same machining step and this part of the tongue or some other parts of the floor board could be used as a reference surface when forming the locking system and the seal 55. In this case, the vertical and horizontal tolerances could be reduced to as little as 0,01 mm.
- Fig. 15c shows the joint seal 55 in its compressed state with expansion spaces 53a and 53b on both sides of the joint seal.
- Fig. 15d shows how the joint seal 55 can be formed to facilitate machining of the surface layer 31 when this consists of a laminate.
- a diamond cutting tool 71 which operates horizontally, i.e. perpendicular to the vertical plane VP according to the arrow R, great wear arises at the point 72 on the diamond cutting tool that works on the laminate wear layer 35 which contains aluminum oxide.
- the tool is moved from its starting position 71, for example, step by step downwards in the direction of the tongue 10.
- the starting position of the tool is indicated by the position 71 and its end position by the position 71'.
- joint seal 55 is located adjacent to the upper and inner part of the tongue 10 in the shown groove 41 and if its upper boundary UP is located at a distance SD from the surface of the surface layer 31 that exceeds, for instance, 0.2 times the floor thickness T, it is possible to provide a joint seal 55 which is designed in such manner that the machining of the joint edge adjacent to and under the surface layer 31 will be facilitated.
- This form and location of the joint seal 55 at a distance from the surface layer 31 also makes it possible to form, by simple machining of the tongue 10 using the tool 73 (see Fig. 15e ) and the opposite and cooperating joint portion 56 on the opposite joint edge, the locking system with radii and angles in a manner that facilitates a snapping-in and/or inward angling function of the locking system.
- Figs 16a-16e show locking systems that have a plurality of horizontal locking means.
- the embodiments do not form part of the invention.
- These locking systems can be used in connection with moisture-proof locking systems but also merely as ordinary mechanical locking systems to provide a locking system with great horizontal strength.
- the basic principles can be used in locking systems which are joined by inward angling or snapping-in and using strips 6 which are optionally formed integrally with the core 30 or made of a separate material, such as aluminum, and then secured to the core.
- the locking elements 8a, 8b, 8c and the locking grooves 12a, 12b, 12c can be made with different angles and radii of, for instance, wood, fiberboard-based materials, plastic materials and like panel materials with strips which are machined from the core or which consist of separate materials, and the locking elements can be designed for installation of the floor panels by angling or snapping-in.
- the locking system according to Fig. 16a has two strips 6a and 6b, two locking elements 8a, 8b and two locking grooves 12a, 12b.
- the locking element 8a and the locking groove 12a enable locking with great strength as well as good guiding in connection with, for example, inward angling.
- the locking element 8b results above all great in strength and can significantly increase the horizontal locking force.
- the locking element can be designed so as to be operative when the horizontal tensile force is so great that the upper joint edges begin to move apart, for instance when a joint gap of 0.05 mm or 0.10 mm arises.
- Fig. 16b illustrates a locking system with three horizontal locking means with the locking elements 8a, 8b, 8c and the locking grooves 12a, 12b, 12c which can be made according to these basic principles.
- This embodiment consists of a locking means with good guiding capacity 8a, 12a, and two locking means 8b, 12b and 8c, 12c which contribute to increasing the strength of the joint system in connection with horizontal tension load.
- This joint system can hold together the joint edges during compression of the joint seal 55.
- Several locking elements can be formed according to this method in the upper and lower parts of the tongue 10 and in the strip 6, and they can be adjusted to facilitate inward angling, snapping-in and guiding and to increase strength.
- Fig. 16c illustrates that a separate locking means 8b, 12b and/or 8c, 12c, for example, can be used to limit separation in a joint system where parts of the locking groove 12a can consist of an elastic locking means 52. This embodiment does not form part of the invention.
- the locking systems according to Figs 16a and 16b are mainly intended for snapping-in but they can be adjusted, with minor changes of the angles and radii of the locking system, so as to be easier to angle.
- Fig. 16d shows a locking system with two horizontal locking means 8a, 12a and 8b, 12b which are convenient for e.g. the long side which may be laid by inward angling.
- Fig. 16e illustrates a locking system for e.g. the short side which may be laid by snapping-in.
- the locking system according to Fig. 16e differs from that in Fig. 16f among other things by the locking element being smaller and having a greater inclination in relation to the surface layer, the strip 6a being longer and more flexible, the tongue groove 9 being deeper, and the upper locking element 8b having a locking surface which is more inclined in relation to the surface layer.
- the locking grooves 12b and 12c can be made to have advanced forms by means of tools which need not necessarily rotate.
- Fig. 16f illustrates manufacture of the undercut groove 12c in a joint system according Fig. 16b .
- the panel can, according to prior-art technique in metal working, be moved past a stationary grooving tool 74 which in this embodiment has teeth 75 which operate perpendicular to the surface layer 31.
- a stationary grooving tool 74 which in this embodiment has teeth 75 which operate perpendicular to the surface layer 31.
- the major part of the tongue groove 9 is formed in a conventional manner using large rotating diamond cutting tools before the panel comes to a such a position that the grooving tool 74 is operative. In this manner, essentially all geometric shapes can be formed in the same way as in extrusion of plastic or aluminum sections. This technique can also be used to form the groove 41 in the core where the sealing material is arranged.
- Figs 17a-17d illustrate an enlargement of the corner portion 38a of the floor panel, which has previously been illustrated in Fig. 13 , and show a joining of three floor panels 1, 1' and 1".
- the corner portions constitute one of the critical parts in a moisture-proof floor.
- the joint seal 55a, 55b is unbroken in at least one corner 38a according to Fig. 17a .
- the joint seal in the corner 38d of the floor panel 1' should be positioned and formed in such manner that its active part 54 is not completely removed in connection with the machining of the different parts, specifically the tongue groove 9, of the joint system.
- Figs 17c and 17d illustrate the joint system in a cross-sectional view along the line C1-C2 in Fig. 17b , i.e. the short side and the corner portion 38a of the panel 1' are shown in an end view whereas the panel 1 is shown in cross-section along this line C1-C2.
- the active part 54 of the joint seal is intact in the panel 1' at the outer end of the upper lip of the tongue groove 9b. This is due to the fact that the active part 54 is placed in a plane SA which is positioned between the surface layer 31 and the upper part of the tongue groove which in this case is an undercut groove 9b. The active part 54 of the joint seal will thus in this plane be in contact with an opposite cooperating joint surface 56 of the third floor panel 1".
- This embodiment makes the corner 38a have an area SA where the sealing material 55a is positioned in one or more planes and where the joint seal 55a is unbroken. There will thus be no gaps or hollows where moisture can penetrate from the surface and spread in the joint system.
- This embodiment is thus characterized in that the floor panel has two corners 38b, 38d where the joint seals 55a, 55b are in unbroken contact with the opposite cooperating joint surface.
- the active part 54 of the joint seal 55 is thus continuous along one entire long side and one entire short side as well as in the corners between these long and short sides.
- adjoining joint edge portions 80, 81 of the floor panels 1, 1' have a material seal 20 for counteracting penetration of moisture into the cores 30 of the floor panels from the joint edges 82, 83, said material seal 20 comprising an impregnation of the core 30 within said joint edge portions with a moisture-sealing agent and/or an agent counteracting or significantly reducing swelling caused by moisture, from the upper side 33 of the core 30 and at least a distance down towards the connecting means 9, 10.
- the concentration of the moisture-sealing agent in the joint edge portion may be higher at the core surface 33 than at a distance therefrom.
- the impregnation of the core 30 may extend down to a depth P2 which is at least 0.1 times the thickness T of the floor panel.
- the impregnation of the core 30 may extend down to a depth P2 which corresponds to at least half the distance between the surface 33 of the core and the upper surfaces of the connecting means 9, 10.
- the impregnation may extend down to at least upper parts of the connecting means 9, 10.
- the impregnation may extend from the joint plane VP inwards in the core 30 a distance P1 which is at least 0.1 times the thickness of the floor panel.
- the impregnation may extend from the joint plane VP inwards in the core 30 a distance P1 which corresponds to at least half the width of the connecting means 9, 10, seen from the joint plane.
- the impregnation may extend from the joint plane VP inwards in the core 30 a distance P1 which corresponds to the width of essentially the entire connecting means 9, 10, seen from the joint plane.
- the core 3 within at least its joint edge portions may be impregnated with a property-improving agent also from its underside.
- the adjoining joint edges 82, 83 may also have connecting means 6, 8, 12 for joining the floor panels 1, 1' with each other in the horizontal direction HP perpendicular to the joint plane VP.
- the core 30 within at least said joint edge portions may be impregnated with a property-improving agent also from its underside and at least a distance up towards the connecting means 9, 10, 6, 8, 12.
- the impregnation may extend up to at least lower parts of the connecting means 6-10, 12, 14, 18.
- the impregnating agent may be an agent improving the mechanical properties of the core 30.
- the impregnating agent may be an agent improving the elasticity properties of the core 30.
- the core 30 may be impregnated over less than half the distance between said opposite joint edge portions.
- the core 13 may be impregnated within said joint edge portions within which at least parts of the connecting means 6-10, 12, 14, 18 are formed.
- the connecting means 9, 10, 6, 8, 12 may be designed for mechanical joining of neighboring floor panels 1, 1" at a vertical joint plane VP both perpendicular to the same and perpendicular to the front side of the floor panel.
- the floor panels 1, 1' may be quadrilateral and have all their opposite joint edge portions impregnated.
- the entire core surface 33 at the joint edge portion of the corner portions 38a-d may be impregnated.
- the floor panels 1, 1' may be quadrilateral and have mechanical joint systems 9, 10, 6, 8, 12 for vertical and horizontal joining on all sides.
- the connecting means 9, 10, 6-8-12 may be designed for joining a floor panel 1 with a previously installed floor panel 1' by inward angling and/or snapping-in to a locked position.
- the connecting means 9, 10, 6, 8, 12 may comprise a lower lip or locking strip 6 which may be formed integrally with the core and is included in the mechanical connecting means.
- the lower lip or locking strip 6 is impregnated with an elasticity-improving agent.
- the connecting means 9, 10, 6, 8, 12 may comprise an integrated locking strip 6 which is made of a material other than that of the core 30 and which is fixed to fixing elements 21a, 21b which are formed along one of the opposite parallel joint edge portions of each floor panel.
- the fixing elements 21a, 21b made in the core 30 for the locking strip 6 may be impregnated with a property-improving agent.
- the fixing elements 21a, 21b may be impregnated with a strength-increasing agent.
- the connecting means 9, 10, 6, 8, 12 may be made by cutting.
- the opposite joint edge portions 86, 87 of the floor panels 1, 1' may also have a joint seal 55 for counteracting penetration of moisture along the joint surfaces of the joint edges between neighboring floor panels when joined, and that this joint seal 55 is formed at the joint edge portions 86, 87 and is made of an elastic sealing material 50, 50a, 50b, which is secured in at least one of the floor panels 1, 1' and which is compressed, when neighboring floor panels are joined together.
- the joint seal 55 may be formed of parts of the connecting means 9, 10, 6, 8, 12 and/or portions of the floor panel parts above and/or below the connecting means.
- the joint seal 55 may be designed in such manner that the tolerance within a floor panel and/or between different floor panels is smaller between the active part and the upper adjoining joint edges 16 of the joint seal 55 than between another part of the joint seal 55 and said upper adjoining joint edges.
- the joint seal 55 may be made of parts of the vertical connecting means 9, 10 and/or portions of the floor panel parts positioned above the vertical connecting means.
- the joint seal 55 may be made by machining of the elastic sealing material 50, 50a, 50b in connection with the designing of one of the joint edges 82, 83.
- the joint seal 55 may be made by machining of the elastic sealing material 50, 50a, 50b in connection with the designing of one of the vertical connecting means 9, 10.
- the active part 54 of the joint seal 56 may be designed in such manner that the compression is begun essentially when the locking element 8 during inward angling comes into contact with the active locking surface of the locking groove 12.
- the active part 54 of the joint seal 56 may be designed in such manner that the compression is begun essentially when the locking element 8a during snapping-in comes into contact with the active locking surface of the locking groove 12.
- the floor panels may have a joint seal 56 with an active part 54 on a long side and a short side, and that this active part 54 is continuous and covers all these long sides and short sides as well as the corner portion between these long sides and short sides.
- the system may further comprise an impact sound insulating layer 36 of plastic between the core 30 and the decorative and wear layer 34.
- the free surface portions of the impact sound insulating layer 36 facing the joint VP may be designed by cutting in connection with the designing of the joint edge and are formed as joint sealing means 55a, 55b which are compressed when neighboring floor panels 1, 1' are joined together.
- the joint sealing means 55, 55a, 55b may be formed with contact surfaces which are inclined to the upper side of the floor panels 1, 1' in the joined state.
- the system may comprise more than one locking means 8a, 8b, 8c for horizontal joining of neighboring floor panels 1, 1'.
- the locking means 8a, 8b, 8c for horizontal joining one may be placed on one side of the vertical joint plane VP and another on the other side of the vertical joint plane VP.
- the locking means 8a, 8b, 8c for horizontal joining may be arranged at different levels relative to the front side of the floor panels 1, 1'.
- a floor panel not forming part of the invention which has a fiberboard core 30 and at least one surface layer 31 applied to the upper side of the core and which at least at two opposite parallel joint edge portions 86, 87 has connecting means 9, 10 for joining of the floorboard in the vertical direction D1 with similar floorboards.
- the core 30 within at least said upper joint edge portions 80, 81 is impregnated with a property-improving agent all the way from its upper side 33 and at least a distance down towards the connecting means 9, 10.
- the concentration of the property-improving agent in the joint edge portion may be higher at the core surface 33 than at a distance therefrom.
- the impregnation may extend to a depth which is at least 0.1 times the thickness of the floor panel.
- the impregnation of the core 30 may extend down to a depth P2 corresponding to at least half the distance between the surface 33 of the core and the upper parts of the connecting means 9, 10.
- the impregnation may extend down to at least upper parts of the connecting means 9, 10.
- the impregnation may extend inwards from the joint plane VP in the core 30 a distance which is at least 0.1 times the thickness of the floor panel.
- the impregnation may extend inwards from the joint plane VP in the core 30 a distance corresponding to at least half the width of the connecting means 9, 10, seen from the joint plane VP.
- the impregnation extends inwards from the joint plane VP in the core 30 a distance P1 corresponding to at least half the width of the connecting means 9, 10, seen from the joint plane.
- the impregnation may extend down to at least upper parts of the connecting means 9, 10.
- the core 30 within at least said joint edge portions may be impregnated with a property-improving agent also from its underside and at least a distance up towards the connecting means 6-10, 12, 14, 18.
- the adjoining joint edges 82, 83 may also have connecting means 6, 8, 12 for joining the floor panel 1 in the horizontal direction HP with another similar floor panel 1' perpendicular to the joint plane VP.
- the impregnation may extend up to at least lower parts of the connecting means 6-10, 12, 14, 18.
- the impregnating agent is an agent improving the mechanical properties of the core 30.
- the impregnating agent may be an agent improving the elasticity properties of the core 30.
- the impregnating agent may be a moisture-sealing agent and/or an agent counteracting or significantly reducing swelling caused by moisture and intended to form a material sealing means 20.
- the core 30 may be impregnated over less than half the distance between said opposite joint edge portions.
- the core 30 may be impregnated within said joint edge portions, within which at least part of the connecting means 6-10, 12, 14, 18 are formed.
- the connecting means 6-10, 12, 14, 18 may be formed for mechanical joining of the floor panel 1 with a neighboring similar floor panel 1' at a vertical joint plane VP both perpendicular to the same and perpendicular to the front side of the floor panel.
- the floor panel may be quadrilateral and have all its opposite joint edge portions impregnated.
- the connecting means 6-10, 12, 14, 18 may be formed for joining a floor panel 1 with a previously installed floor panel 1' by inward angling and/or snapping-in to a locked position.
- the connecting means 6-10, 12, 14, 18 may comprise a lower lip or locking strip 6 which is formed integrally with the core 30 and is included in the mechanical connecting means 6-10, 12, 14, 18.
- the lower lip or locking strip 6 may be impregnated with an elasticity-improving agent.
- the connecting means 6-10, 12, 14, 18 may comprise an integrated locking strip 6 which is made of a material other than that of the core 30 and which is fixed to fixing elements 21a, 21b which are formed along one of the opposite parallel joint edge portions of the floor panel.
- the fixing elements 21a, 21b formed in the core 30 and intended for the locking strip 6 may be impregnated with a property-improving agent.
- the fixing elements 21a, 21b may be impregnated with a strength-increasing agent.
- the connecting means 6-10, 12, 14, 18 may be made by cutting.
- parts of the connecting means 6-10, 12, 14, 18 and/or adjoining portions of the core 30 within the upper parts of the joint edge portions may be made of an elastic sealing material 50, 50a, 50b, which is secured in the core 30 and designed by machining in connection with the designing of the connecting means 6-10, 12, 14, 18 and which is made to form a joint sealing means 55, 55a, 55b for counteracting penetration of moisture between neighboring joined floor panels 1, 1'.
- the joint seal 55 may be made of parts of the connecting means 9, 10, 6, 8, 12 and/or portions of the floor panel parts positioned above and/or below the connecting means.
- the joint seal 55 may be designed in such manner that the tolerance within a floor panel and/or between different floor panels is smaller between the active part of the joint seal 55 and upper adjoining joint edges 16 than between another part of the joint seal 55 and said upper adjoining joint edges.
- the joint seal 55 may be made of parts of the vertical connecting means 9, 10 and/or portions of the floor panel parts positioned above the vertical connecting means.
- the joint seal 55 may be made by machining of the elastic sealing material 50, 50a, 50b in connection with the designing of one of the joint edges 82, 83.
- the joint seal 55 may be made by machining of the elastic sealing material 50, 50a, 50b in connection with the designing of one of the vertical connecting means 9, 10.
- the active part 54 of the joint seal 56 may be designed in such manner that the compression is begun essentially when the locking element 8, during inward angling, comes into contact with the active locking surface of the locking groove 12 when the floor panel is joined with a similar floor panel.
- the active part 54 of the joint seal 56 may be designed in such manner that the compression is begun essentially when the locking element 8, during snapping-in, comes into contact with the active locking surface of the locking groove 12 when the floor panel is joined with a similar floor panel.
- a joint seal 156 with an active part 54 on a long side and a short side and that this active part 54 is continuous and covers the entire long sides and short sides as well as the corner portion between said long sides and short sides.
- the floor panel may comprise an impact sound insulating layer 36 of plastic between the core 30 and the decorative and wear layer 34.
- the free surface portions of the impact sound insulating layer 36 facing the joint VP may be designed by cutting in connection with the designing of the connecting means 6-10, 12, 14, 18 and be made as joint sealing means 55a, 55b which are compressed, when neighboring floor panels 1, 1' are joined together.
- a method of making a fiberboard core 30 which is intended for production of floorboards 2 or board elements 3 to be divided into floorboards 2 which have opposite joint edge portions 86, 87.
- the method does not form part of the invention.
- the method is characterized that said fiberboard core 30 is impregnated with at least one property-improving agent within defined band-shaped areas 44 which comprise joint edge portions 86, 87 to be of the floorboards 2.
- the impregnation of the wood-based panel may take place from its front side to be.
- the impregnation may be carried out in such manner that the concentration of the property-improving agent in the joint edge portion is higher at the core surface 33 of the core than at a distance from the core surface.
- the impregnation of the wood-based panel may take place from its rear side to be.
- the impregnation may be carried out to a depth corresponding to at least 0.1 times the panel thickness T.
- the impregnation may be carried out at least to such a depth that parts of the connecting means 9, 10 to be of the floor panels will be impregnated.
- the impregnation may be carried out by applying a liquid impregnating agent over the band-shaped areas 44.
- the impregnation may take place with an agent improving the mechanical properties of the core 30.
- the impregnation may take place with an agent improving the elasticity properties of the core 30.
- the impregnation may take place with a moisture-sealing agent.
- the impregnation may take place with a swelling-reducing agent.
- the core 30 may be impregnated over less than half the distance between said opposite joint edge portions.
- grooves 41 may be formed in the panel within the band-shaped areas 44 to a depth on a level with the connecting means 6-10, 12, 14, 18 to be of the floorboards, and an elastic sealing material may be inserted in said grooves.
- the elastic sealing material may be cast in said grooves 41.
- a fiberboard core 30 is coated with a surface layer 31 on its front side and preferably also a balancing layer 32 on its rear side.
- the fiberboard core 30 is impregnated with at least one property-improving agent within defined band-shaped areas 44 comprising joint edge portions 86, 87 to be of the floorboards.
- the impregnation of the wood-based panel 30 may take place from its upper side to be.
- the impregnation of the wood-based panel 30 may take place from its underside to be.
- the impregnation may be carried out at least to such a depth that parts of connecting means 9, 10, 6-8-12 to be of the floorboards will be impregnated.
- the impregnation may be carried out by applying a liquid impregnating agent over the band-shaped areas 44.
- the impregnation may take place with an agent improving the mechanical properties of the core 30.
- the impregnation may take place with an agent improving the elasticity properties of the core 30.
- the impregnation may take place with a moisture-sealing agent and/or an agent counteracting or significantly reducing swelling caused by moisture.
- the core 30 may be impregnated over less than half the distance between said opposite joint edge portions.
- grooves 41 may be formed in the panel 30 within the band-shaped areas 44 to a depth on a level with the connecting means 9, 10 to be of the floorboards and an elastic sealing material 50, 50a, 50b may be inserted into said grooves.
- a floorboard not forming part of the invention, which is intended as semi-manufacture for producing a floor panel 1 and which has a fiberboard core 30 and a surface layer 31 applied to the upper side 33 of the core and which has at least two opposite parallel joint edge portions 86, 87 which are intended for cutting to form connecting means 9, 10 of the floor panel.
- the floorboard is characterized in that the core 30 within at least said joint edge portions 86, 87 is impregnated with a property-improving agent all the way from its upper side 33 and at least a distance down towards the connecting means 9, 10.
- the concentration of the moisture-sealing agent in the joint edge portion may be higher at the core surface 33 than at a distance therefrom.
- the impregnation may extend to a depth which is at least 0.1 times the thickness of the floorboard.
- the impregnation of the core 30 may extend to a depth P2 which corresponds to at least half the distance between the surface 33 of the core and the upper surfaces of the connecting means 9, 10.
- the impregnation may extend down to at least upper parts of the connecting means 6-10, 12, 14, 18 to be.
- the core 30 within at least said joint edge portions may be impregnated with a property-improving agent also from its underside and at least a distance up towards the connecting means 6-10, 12, 14, 18.
- the impregnation may extend up to at least lower parts of the connecting means 6-10, 12, 14, 18.
- the impregnating agent may be an agent improving the mechanical properties of the core 30.
- the impregnating agent may be an agent improving the elasticity properties of the core 30.
- the impregnating agent may be a moisture-sealing agent and/or an agent counteracting or significantly reducing swelling caused by moisture.
- the core 30 may be impregnated over less than half the distance between said opposite joint edge portions.
- the core 30 may be impregnated within said joint edge portions, within which at least parts of the connecting means 6-10, 12, 14, 18 of the floor panel are to be formed.
- the floorboard may be quadrilateral and have all its opposite joint edge portions impregnated.
- the joint edge portions on the upper side of the floorboard may be impregnated with a moisture-sealing agent and/or an agent counteracting or significantly reducing swelling caused by moisture.
- the joint edge portions on the underside of the floorboard may be impregnated with a strength-increasing agent.
- the joint edge portions on the underside of the floorboard may be impregnated with an elasticity-improving agent.
- the floorboard may comprise an elastically deformable sealing material 54, which is secured in the core in such positions thereof as, in machining the floorboard to a floor panel, will form parts of the connecting means 6-10, 12, 14, 18 of the floor panel and/or adjoining portions of the core 30 of the floor panel within the upper parts of the joint edge portions.
- the elastic joint sealing material 56 may be secured in the core 30 within areas which are intended to form a long side and a short side of a floor panel to be and which are continuous along the entire long sides and short sides as well as a corner portion between said long sides and short sides.
- the floorboard may comprise an impact sound insulating layer 36 of plastic between the core 30 and the decorative and wear layer 34.
- a system for forming a joint between two adjoining edges of floor panels which have a fiberboard core and a surface layer applied to the upper side of the core and consisting of at least one layer, and which adjacent to their adjoining joint edge portions have connecting means for joining the floor panels with each other in the vertical direction and which meet in a vertical joint plane.
- the adjoining joints edge portions of the floor panels have a material seal for counteracting penetration of moisture into the cores of the floor panels from the joint plane.
- This material seal comprises an impregnation of the core within said joint edge portions with a moisture-sealing agent and/or an agent counteracting or significantly reducing swelling caused by moisture all the way from the upper side of the core and at least a distance down towards the connecting means.
- This impregnation may extend to a depth which is at least 0.1 times the thickness of the floor panel, seen from the upper side of the core. More preferably, the impregnation extends down to at least upper parts of the connecting means of the floor panels.
- the extent of the impregnation seen from the joint plane and inwards in the core is preferably also at least 0.1 times the thickness of the floor panel. More preferably, the impregnation, seen from the joint plane, extends a distance corresponding to at least half the width of the connecting means.
- the core is also preferred for the core to be impregnated from its underside and at least a distance up towards the connecting means.
- the impregnation of the underside of the core can be effected using a property-improving agent, especially an agent which improves the mechanical properties of the core.
- the necessary properties of the core are obtained within those parts of the floor panels which are most exposed to influence, i.e. the edge portions.
- the impregnation of the core therefore preferably takes place to less than half the distance between the opposite edges of the core. Most advantageously, the impregnation is restricted to those parts of the edge portions within which at least parts of the connecting means are formed.
- the embodiment is particularly usable in connection with systems which are based on mechanical joining of neighboring floor panels, i.e. systems where the mechanical locking means join the floor panels at a vertical joint plane both perpendicular thereto and perpendicular to the front side of the floor panels.
- the connecting means can particularly advantageously be designed for joining a floor panel with a previously installed floor panel by inward angling and/or snapping-in to a locked position.
- the connecting means may comprise a lower lip or locking strip which is formed integrally with the core.
- a property-improving agent especially an elasticity-improving agent
- such a locking strip can also be made of a different material, for instance aluminum, and in that case the parts of the core which form the attachment for the separate locking strip can advantageously be impregnated with such a property-improving agent in order to further increase the core's capability of retaining the attached locking strip.
- the problem of providing a material seal has thus been solved by the core, and thus not the completed joint edge, being impregnated in the areas where the joint system will later be formed.
- the impregnating agent can be caused to penetrate so that the upper part of the core closest to the front side will be impregnated in an area where the joint edge will later be formed.
- the core is coated with a surface layer on its front side and preferably also a balancing layer on its rear side.
- the board element or the floorboard will thus contain parts where the core under the surface layer is impregnated.
- the board element is sawn, where appropriate, into floorboards having edge portions within which the core under the surface layer is impregnated.
- the edges of the floorboards are then machined and the completed floor panels will have upper joint edge portions which are impregnated.
- An impregnating agent can be applied to the surface of the core and/or in the parts of the core under the surface using methods which do not require the impregnation to take place from the joint edge of the machined joint systems.
- the main advantage of a joint system made according to this manufacturing method is that the impregnating agent can be applied without actually requiring tolerances.
- a further advantage is that the production line in the manufacture of board elements may have a high capacity although the impregnation is carried out at a relatively low speed since the impregnation takes place in connection with the production of the large board elements which are later divided into a plurality of floorboards, and not in connection with the individual edge machining of the floorboards.
- the impregnating material can also be allowed to penetrate into the core during a relatively long time.
- the method allows impregnating material to be applied directly under the surface layer in areas adjacent to the completed joint edge, i.e. in the upper joint edge portion, and to have a significantly greater extent horizontally from the joint edge towards the floor panel compared with what can be achieved by impregnation from the joint edge of the floor panel after this has been machined for making the connecting means.
- a further advantage is that all corners will have joint edge portions that are impregnated. Since the joint is formed after impregnation, any swelling in connection with the impregnation will not affect the joint geometry, nor will there be any impregnating residues on the joint surfaces or on the surface layer closest to the joint edge.
- One more advantage is that the impregnating result can be checked by measuring the swelling of the core, the board element or the floorboard in portions where the joint edge will be made and in another, not impregnated, part of the panel at a distance from this joint edge, for instance closest to the central part of the floor panel to be.
- the impregnating result can be ensured before the final machining of the floor panels is made and this can result in a higher capacity and a considerable saving in costs in the form of a smaller amount of rejects.
- This method of providing a material seal is suitable for all fiberboard-based core materials such as homogeneous wood, plywood consisting of a plurality of veneer layers, materials consisting of wood blocks glued together, fiberboard of the type HDF and MDF, particle board, flake board (OSB) and the like.
- the method can also be used in other core materials which, for instance, do not contain wood fibers and which do not swell when exposed to moisture but where the intention above all is to obtain impregnation of certain parts with a view to providing an edge reinforcement.
- impregnating material available on the market can be used which contribute to increasing the protection against moisture in wood or fiberboard-based materials.
- polyurethane, phenol and melamine can be mentioned.
- the impregnating liquid can be applied in different ways, for example, by spraying.
- the impregnating agent can then be applied both from the surface of the core and from the edges of the groove. Different layers having different properties can also be applied. Rolling or spreading is particularly advantageous in the cases where the impregnating agent contains substances which are not environment-friendly such as polyurethane (PUR) with isocyanate.
- PUR polyurethane
- the impregnating method can also be used to reinforce the edge.
- Various chemicals such as those mentioned above, can be supplied in liquid form which after curing or solidification reinforce the wood fibers and give the joint edge a higher compression, shearing or impact strength or elasticity.
- the preferred method is particularly suitable to provide a moisture-proof but also strong joint edge with the aid of e.g. thermosetting plastics such as melamine or phenol which as a rule require both heat and pressure to cure.
- Direct lamination of the surface layer in fact takes place at a high temperature and under high pressure, and in connection with this operation also the impregnating layer can be cured. Hot-gluing of surface layers can also cause curing or drying. This method can be used in combination with moisture impregnation.
- Different layers can also be produced by, for instance, a two-step impregnation where the first impregnating step is made with an agent that penetrates deep under the surface of the core and gives increased protection against moisture, while the second impregnating step is carried out with an agent which, for instance, has a different viscosity or other curing properties and which results in a strong joint edge immediately under the surface layer.
- the first impregnating step is made with an agent that penetrates deep under the surface of the core and gives increased protection against moisture
- the second impregnating step is carried out with an agent which, for instance, has a different viscosity or other curing properties and which results in a strong joint edge immediately under the surface layer.
- direct-laminated floor panels can be produced which have reinforced joint edge portions, whose properties can be equivalent to or better than the considerably more expensive laminate floors which have a surface layer of high pressure laminate.
- the embodiment above is intended to be used in order to change the properties of the core by adding different materials before application of the surface layer in those parts of the core which will constitute the joint edge portions of the floor panel.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Floor Finish (AREA)
- Building Environments (AREA)
- Specific Sealing Or Ventilating Devices For Doors And Windows (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Sealing Material Composition (AREA)
- Steam Or Hot-Water Central Heating Systems (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10182245.0A EP2281977B1 (en) | 2001-07-27 | 2002-07-29 | Floor element |
| EP10182599.0A EP2287418B2 (en) | 2001-07-27 | 2002-07-29 | Floor panels |
| EP20168246.5A EP3783167B1 (en) | 2001-07-27 | 2002-07-29 | Floor panels |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0102620A SE519791C2 (sv) | 2001-07-27 | 2001-07-27 | System för bildande av en fog mellan två golvskivor, golvskivor därför försedd med tätningsorgan vid fogkanterna samt sätt att tillverka en kärna som bearbetas till golvskivor |
| EP02749499A EP1412596B1 (en) | 2001-07-27 | 2002-07-29 | Floor panel with connecting means for mechanical joining and with elastic compensation means |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02749499A Division EP1412596B1 (en) | 2001-07-27 | 2002-07-29 | Floor panel with connecting means for mechanical joining and with elastic compensation means |
| EP02749499.6 Division | 2002-07-29 |
Related Child Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10182245.0A Division EP2281977B1 (en) | 2001-07-27 | 2002-07-29 | Floor element |
| EP20168246.5A Division EP3783167B1 (en) | 2001-07-27 | 2002-07-29 | Floor panels |
| EP10182599.0A Division EP2287418B2 (en) | 2001-07-27 | 2002-07-29 | Floor panels |
| EP10182245.0 Division-Into | 2010-09-29 | ||
| EP10182599.0 Division-Into | 2010-09-29 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2146024A2 EP2146024A2 (en) | 2010-01-20 |
| EP2146024A3 EP2146024A3 (en) | 2011-05-25 |
| EP2146024B1 true EP2146024B1 (en) | 2013-02-27 |
Family
ID=20284947
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10182599.0A Expired - Lifetime EP2287418B2 (en) | 2001-07-27 | 2002-07-29 | Floor panels |
| EP20168246.5A Expired - Lifetime EP3783167B1 (en) | 2001-07-27 | 2002-07-29 | Floor panels |
| EP10182245.0A Expired - Lifetime EP2281977B1 (en) | 2001-07-27 | 2002-07-29 | Floor element |
| EP02749499A Expired - Lifetime EP1412596B1 (en) | 2001-07-27 | 2002-07-29 | Floor panel with connecting means for mechanical joining and with elastic compensation means |
| EP09168587A Expired - Lifetime EP2146024B1 (en) | 2001-07-27 | 2002-07-29 | Floor panels with sealing means |
Family Applications Before (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10182599.0A Expired - Lifetime EP2287418B2 (en) | 2001-07-27 | 2002-07-29 | Floor panels |
| EP20168246.5A Expired - Lifetime EP3783167B1 (en) | 2001-07-27 | 2002-07-29 | Floor panels |
| EP10182245.0A Expired - Lifetime EP2281977B1 (en) | 2001-07-27 | 2002-07-29 | Floor element |
| EP02749499A Expired - Lifetime EP1412596B1 (en) | 2001-07-27 | 2002-07-29 | Floor panel with connecting means for mechanical joining and with elastic compensation means |
Country Status (19)
| Country | Link |
|---|---|
| EP (5) | EP2287418B2 (ru) |
| JP (1) | JP4884647B2 (ru) |
| KR (1) | KR100844247B1 (ru) |
| CN (1) | CN100402782C (ru) |
| AT (1) | ATE441007T1 (ru) |
| AU (1) | AU2002320004B2 (ru) |
| BR (1) | BR0211676A (ru) |
| CA (1) | CA2453599C (ru) |
| DE (2) | DE20222019U1 (ru) |
| DK (1) | DK2146024T3 (ru) |
| ES (1) | ES2407986T3 (ru) |
| HU (1) | HU229529B1 (ru) |
| NO (1) | NO327624B1 (ru) |
| NZ (1) | NZ531374A (ru) |
| PL (1) | PL210011B1 (ru) |
| PT (2) | PT2146024E (ru) |
| RU (1) | RU2289004C2 (ru) |
| SE (1) | SE519791C2 (ru) |
| WO (1) | WO2003012224A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11518061B2 (en) | 2018-05-02 | 2022-12-06 | Xylo Technologies Ag | Method and apparatus for producing a board |
Families Citing this family (125)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE514645C2 (sv) | 1998-10-06 | 2001-03-26 | Perstorp Flooring Ab | Golvbeläggningsmaterial innefattande skivformiga golvelement avsedda att sammanfogas av separata sammanfogningsprofiler |
| SE518184C2 (sv) | 2000-03-31 | 2002-09-03 | Perstorp Flooring Ab | Golvbeläggningsmaterial innefattande skivformiga golvelement vilka sammanfogas med hjälp av sammankopplingsorgan |
| US8028486B2 (en) | 2001-07-27 | 2011-10-04 | Valinge Innovation Ab | Floor panel with sealing means |
| SE525661C2 (sv) | 2002-03-20 | 2005-03-29 | Vaelinge Innovation Ab | System för bildande av dekorativa fogpartier och golvskivor därför |
| EP2281978B1 (en) | 2002-04-03 | 2016-10-12 | Välinge Innovation AB | Method of attaching a strip to a floorboard |
| US7739849B2 (en) | 2002-04-22 | 2010-06-22 | Valinge Innovation Ab | Floorboards, flooring systems and methods for manufacturing and installation thereof |
| MXPA05001795A (es) * | 2002-08-14 | 2005-05-05 | Shaw Ind Group Inc | Revestimiento para pisos con lengueta y ranura resistente al agua. |
| WO2004016422A1 (en) | 2002-08-14 | 2004-02-26 | Shaw Industries Group, Inc. | Water resistant tongue and groove flooring |
| US20040206036A1 (en) | 2003-02-24 | 2004-10-21 | Valinge Aluminium Ab | Floorboard and method for manufacturing thereof |
| CA2523788A1 (en) | 2003-05-19 | 2004-12-02 | James Hardie International Finance B.V. | Building material, building system and method of installing the same |
| DE20313661U1 (de) | 2003-09-05 | 2003-11-13 | Kronospan Technical Co. Ltd., Nikosia | Paneel mit geschützter V-Fuge |
| US7886497B2 (en) | 2003-12-02 | 2011-02-15 | Valinge Innovation Ab | Floorboard, system and method for forming a flooring, and a flooring formed thereof |
| US20050166516A1 (en) | 2004-01-13 | 2005-08-04 | Valinge Aluminium Ab | Floor covering and locking systems |
| DE102004029879B4 (de) | 2004-05-08 | 2023-12-14 | Xylo Technologies Ag | Paneele mit Umrandung insbesondere für Wände und Decken |
| SE527570C2 (sv) | 2004-10-05 | 2006-04-11 | Vaelinge Innovation Ab | Anordning och metod för ytbehandling av skivformat ämne samt golvskiva |
| US7841144B2 (en) | 2005-03-30 | 2010-11-30 | Valinge Innovation Ab | Mechanical locking system for panels and method of installing same |
| ATE535660T1 (de) | 2004-10-22 | 2011-12-15 | Vaelinge Innovation Ab | Verfahren zur anbringung eines mechanischen verriegelungssystems auf fussbodenpaneele |
| US7454875B2 (en) | 2004-10-22 | 2008-11-25 | Valinge Aluminium Ab | Mechanical locking system for floor panels |
| US8215078B2 (en) | 2005-02-15 | 2012-07-10 | Välinge Innovation Belgium BVBA | Building panel with compressed edges and method of making same |
| US20130139478A1 (en) | 2005-03-31 | 2013-06-06 | Flooring Industries Limited, Sarl | Methods for packaging floor panels, as well as packed set of floor panels |
| BE1016938A6 (nl) | 2005-03-31 | 2007-10-02 | Flooring Ind Ltd | Werkwijzen voor het vervaardigen en verpakken van vloerpanelen, inrichtingen hierbij aangewend, alsmede vloerpaneel en verpakte set van vloerpanelen. |
| US8061104B2 (en) | 2005-05-20 | 2011-11-22 | Valinge Innovation Ab | Mechanical locking system for floor panels |
| WO2007006151A1 (en) * | 2005-07-07 | 2007-01-18 | Ouellet Andre | Deck tile with support blade |
| GB2433749A (en) * | 2005-12-31 | 2007-07-04 | Feng-Ling Yang | Securing device for floor panels |
| US20070175144A1 (en) | 2006-01-11 | 2007-08-02 | Valinge Innovation Ab | V-groove |
| SE530653C2 (sv) * | 2006-01-12 | 2008-07-29 | Vaelinge Innovation Ab | Fuktsäker golvskiva samt golv med ett elastiskt ytskikt omfattande ett dekorativt spår |
| SE0600680L (sv) * | 2006-03-27 | 2006-12-19 | Tarkett Ab | Sätt att tillverka en golvbräda |
| EP1862609A1 (en) * | 2006-06-01 | 2007-12-05 | Feng-Ling Yang | Securing device for combining floor plates |
| BE1017157A3 (nl) | 2006-06-02 | 2008-03-04 | Flooring Ind Ltd | Vloerbekleding, vloerelement en werkwijze voor het vervaardigen van vloerelementen. |
| SE533410C2 (sv) | 2006-07-11 | 2010-09-14 | Vaelinge Innovation Ab | Golvpaneler med mekaniska låssystem med en flexibel och förskjutbar tunga samt tunga därför |
| US8323016B2 (en) | 2006-09-15 | 2012-12-04 | Valinge Innovation Belgium Bvba | Device and method for compressing an edge of a building panel and a building panel with compressed edges |
| WO2008043407A1 (de) | 2006-10-11 | 2008-04-17 | Hülsta-Werke Hüls Gmbh & Co. Kg | Paneel und belag aus einer mehrzahl von paneelen |
| US8689512B2 (en) | 2006-11-15 | 2014-04-08 | Valinge Innovation Ab | Mechanical locking of floor panels with vertical folding |
| US11725394B2 (en) | 2006-11-15 | 2023-08-15 | Välinge Innovation AB | Mechanical locking of floor panels with vertical folding |
| SE531111C2 (sv) | 2006-12-08 | 2008-12-23 | Vaelinge Innovation Ab | Mekanisk låsning av golvpaneler |
| PL2155485T3 (pl) * | 2007-04-10 | 2019-10-31 | Unilin Bvba | Sposób i urządzenie do wytwarzania laminowanych paneli podłogowych mających rdzeń zawierający kompozyt drewno/tworzywo sztuczne, oraz takie panele |
| BE1017821A5 (nl) * | 2007-10-19 | 2009-08-04 | Flooring Ind Ltd Sarl | Plaat, werkwijzen voor het vervaardigen van platen en paneel dat dergelijk plaatmateriaal bevat. |
| US8353140B2 (en) | 2007-11-07 | 2013-01-15 | Valinge Innovation Ab | Mechanical locking of floor panels with vertical snap folding |
| EP4357553A3 (en) * | 2007-11-07 | 2024-06-12 | Välinge Innovation AB | Mechanical locking of floor panels with vertical snap folding |
| EP2063044A1 (en) * | 2007-11-22 | 2009-05-27 | Spanolux N.V. Div. Balterio | Panel assembly, panel for forming a covering; and method of manufacuring a panel |
| JP5675369B2 (ja) | 2008-01-31 | 2015-02-25 | ベーリンゲ、イノベイション、アクチボラグVaelinge Innovation Ab | フロアパネルの機械的係止、パネルを設置する方法及び取り外す方法、係止システムを製造するための方法及び機器、変位可能なタングをパネルに連結する方法、及びタングブランク |
| US8505257B2 (en) | 2008-01-31 | 2013-08-13 | Valinge Innovation Ab | Mechanical locking of floor panels |
| CA2623707A1 (en) * | 2008-03-07 | 2009-09-07 | Pierre Trudel | Tongue and groove profile to ease desassembly of floorboards |
| US8640418B2 (en) | 2008-07-29 | 2014-02-04 | Click'n Walk Ag | Surface covering system |
| CN103643780B (zh) | 2009-01-30 | 2015-11-18 | 瓦林格创新股份有限公司 | 地板镶板与榫舌坯件的机械锁定系统 |
| TWM373948U (en) * | 2009-07-22 | 2010-02-11 | Feng-Ling Yang | Assembly floor |
| DE102009034902B4 (de) * | 2009-07-27 | 2015-10-01 | Guido Schulte | Belag aus mechanisch miteinander verbindbaren Paneelen |
| EP3750676B1 (en) | 2009-07-31 | 2023-04-26 | Välinge Innovation AB | Tool configuration relating to edge machining of building panels |
| US11717901B2 (en) | 2009-07-31 | 2023-08-08 | Valinge Innovation Ab | Methods and arrangements relating to edge machining of building panels |
| CN102574292B (zh) * | 2009-07-31 | 2016-05-18 | 瓦林格创新股份有限公司 | 与建筑镶板的边缘加工相关的方法和设备 |
| US11725395B2 (en) | 2009-09-04 | 2023-08-15 | Välinge Innovation AB | Resilient floor |
| US8365499B2 (en) | 2009-09-04 | 2013-02-05 | Valinge Innovation Ab | Resilient floor |
| CN102652201B (zh) | 2009-12-17 | 2014-11-12 | 瓦林格创新股份有限公司 | 与建筑镶板的表面成形相关的方法和设备 |
| PT2339092T (pt) | 2009-12-22 | 2019-07-19 | Flooring Ind Ltd Sarl | Método para produzir painéis de cobertura |
| WO2011085306A1 (en) | 2010-01-11 | 2011-07-14 | Mannington Mills, Inc. | Floor covering with interlocking design |
| EP2524093B1 (en) | 2010-01-12 | 2020-02-05 | Välinge Innovation AB | Mechanical locking system for floor panels |
| DE102010004717A1 (de) | 2010-01-15 | 2011-07-21 | Pergo (Europe) Ab | Set aus Paneelen umfassend Halteprofile mit einem separaten Clip sowie Verfahren zum Einbringen des Clips |
| WO2011096879A1 (en) | 2010-02-04 | 2011-08-11 | Välinge Innovation AB | Mechanical locking system for floor panels and a tongue therefore |
| CA2792318C (en) | 2010-04-15 | 2019-02-19 | Spanolux N.V.- Div. Balterio | Floor panel assembly |
| BE1019501A5 (nl) | 2010-05-10 | 2012-08-07 | Flooring Ind Ltd Sarl | Vloerpaneel en werkwijze voor het vervaardigen van vloerpanelen. |
| BE1019747A3 (nl) * | 2010-07-15 | 2012-12-04 | Flooring Ind Ltd Sarl | Bekleding, alsmede panelen en hulpstukken daarbij aangewend. |
| BE1019654A3 (nl) * | 2010-07-09 | 2012-09-04 | Flooring Ind Ltd S A R L | Paneel voor het vormen van een vloerbekleding. |
| CN104831904B (zh) | 2010-05-10 | 2017-05-24 | 佩尔戈(欧洲)股份公司 | 地板组件 |
| BE1019662A3 (nl) * | 2010-07-09 | 2012-09-04 | Flooring Ind Ltd S A R L | Paneel en werkwijze voor het vervaardigen van panelen. |
| BE1019331A5 (nl) | 2010-05-10 | 2012-06-05 | Flooring Ind Ltd Sarl | Vloerpaneel en werkwijzen voor het vervaardigen van vloerpanelen. |
| US8925275B2 (en) | 2010-05-10 | 2015-01-06 | Flooring Industries Limited, Sarl | Floor panel |
| DE202010015754U1 (de) * | 2010-11-23 | 2011-01-20 | Akzenta Paneele + Profile Gmbh | Fußbodenpaneel mit weichelastischer Nutzschicht |
| US8806832B2 (en) | 2011-03-18 | 2014-08-19 | Inotec Global Limited | Vertical joint system and associated surface covering system |
| UA109938C2 (uk) | 2011-05-06 | 2015-10-26 | Механічна фіксуюча система для будівельних панелей | |
| ES2685826T3 (es) | 2011-06-21 | 2018-10-11 | Flooring Technologies Ltd. | Procedimiento para fabricar un tablero de madera aglomerada |
| UA114715C2 (uk) | 2011-07-05 | 2017-07-25 | Сералок Інновейшн Аб | Механічна фіксація панелей настилу підлоги до язичка з нанесеним шаром клею |
| US9725912B2 (en) | 2011-07-11 | 2017-08-08 | Ceraloc Innovation Ab | Mechanical locking system for floor panels |
| EP2732109B1 (en) | 2011-07-11 | 2019-08-28 | Ceraloc Innovation AB | Mechanical locking system for floor panels |
| US8650826B2 (en) | 2011-07-19 | 2014-02-18 | Valinge Flooring Technology Ab | Mechanical locking system for floor panels |
| US8763340B2 (en) | 2011-08-15 | 2014-07-01 | Valinge Flooring Technology Ab | Mechanical locking system for floor panels |
| US8769905B2 (en) | 2011-08-15 | 2014-07-08 | Valinge Flooring Technology Ab | Mechanical locking system for floor panels |
| US8857126B2 (en) | 2011-08-15 | 2014-10-14 | Valinge Flooring Technology Ab | Mechanical locking system for floor panels |
| PL3115161T3 (pl) | 2011-08-29 | 2020-05-18 | Ceraloc Innovation Ab | Mechaniczny układ blokujący dla paneli podłogowych |
| KR101338025B1 (ko) * | 2011-09-21 | 2013-12-06 | 문중묵 | 고온 열처리 목재를 이용한 바닥재 |
| DE102011120702A1 (de) * | 2011-12-09 | 2013-06-13 | SÜDDEKOR GmbH | Transferverfahren zur Herstellung thermoplastischer Beschichtungen von Fußbodenfliesen |
| US9216541B2 (en) | 2012-04-04 | 2015-12-22 | Valinge Innovation Ab | Method for producing a mechanical locking system for building panels |
| US8596013B2 (en) | 2012-04-04 | 2013-12-03 | Valinge Innovation Ab | Building panel with a mechanical locking system |
| EA033473B1 (ru) | 2012-06-19 | 2019-10-31 | Vaelinge Innovation Ab | Способ разделения панели на первую панель и вторую панель, способ формирования механической замковой системы для фиксации первой и второй панелей и строительные панели |
| JP2014005625A (ja) * | 2012-06-22 | 2014-01-16 | Koji Sawa | 木質床材製造方法および木質床 |
| DE102012015359A1 (de) * | 2012-08-06 | 2014-02-06 | Thomas Lewtschanyn | Direktlamination, Verfahren zur Herstellung von kontinuierlichen Laminaten, insbesondere von Gitterlaminaten |
| LT2923012T (lt) | 2012-11-22 | 2019-11-11 | Ceraloc Innovation Ab | Grindų plokščių mechaninio fiksavimo sistema |
| DE202014011061U1 (de) | 2013-03-25 | 2017-08-03 | Välinge Innovation AB | Bodenplatten mit mechanischem Verriegelungssystem |
| ES2936868T3 (es) | 2013-06-27 | 2023-03-22 | Vaelinge Innovation Ab | Panel de construcción con un sistema de bloqueo mecánico |
| JP6204228B2 (ja) | 2014-02-28 | 2017-09-27 | ニチハ株式会社 | 建材、及び建材の製造方法 |
| WO2015144726A1 (en) | 2014-03-24 | 2015-10-01 | Ivc N.V. | A set of mutually lockable panels |
| US9260870B2 (en) | 2014-03-24 | 2016-02-16 | Ivc N.V. | Set of mutually lockable panels |
| CN105178549A (zh) * | 2014-05-13 | 2015-12-23 | 文森特·弗兰克·卡鲁巴 | 甲板系统和部件 |
| US10246883B2 (en) | 2014-05-14 | 2019-04-02 | Valinge Innovation Ab | Building panel with a mechanical locking system |
| US9458634B2 (en) | 2014-05-14 | 2016-10-04 | Valinge Innovation Ab | Building panel with a mechanical locking system |
| ES2612003T3 (es) * | 2014-06-24 | 2017-05-11 | Flooring Technologies Ltd. | Procedimiento para realizar el acabado de un panel de compuesto de madera |
| AU2015290300B2 (en) | 2014-07-16 | 2019-05-16 | Valinge Innovation Ab | Method to produce a thermoplastic wear resistant foil |
| CA2996422C (en) | 2014-08-29 | 2023-05-02 | Inotec Global Ltd | Vertical joint system for a surface covering panel |
| EA033977B1 (ru) | 2014-11-27 | 2019-12-16 | Велинге Инновейшн Аб | Система механической фиксации для напольных панелей |
| PL3237704T3 (pl) | 2014-12-22 | 2020-05-18 | Ceraloc Innovation Ab | Mechaniczny układ blokujący dla paneli podłogowych |
| US9650792B2 (en) * | 2014-12-23 | 2017-05-16 | Afi Licensing Llc | Interlocking floor panels and floor system |
| WO2016114712A1 (en) | 2015-01-16 | 2016-07-21 | Ceraloc Innovation Ab | Mechanical locking system for floor panels |
| EP4389836A3 (en) | 2015-05-12 | 2024-10-09 | Unilin, BV | Method for manufacturing a floor board |
| CN104912298A (zh) * | 2015-06-15 | 2015-09-16 | 浙江润阳新材料科技股份有限公司 | 一种多功能垫子 |
| CN104912300A (zh) * | 2015-06-15 | 2015-09-16 | 浙江润阳新材料科技股份有限公司 | 一种隔音垫的安装使用方法 |
| PL3353429T3 (pl) * | 2015-09-22 | 2024-04-29 | Välinge Innovation AB | Zestaw paneli zawierający mechaniczne urządzenie blokujące i sposób demontażu wspomnianych paneli |
| EA035583B1 (ru) | 2015-12-17 | 2020-07-10 | Велинге Инновейшн Аб | Способ изготовления механической замковой системы для панелей |
| CN106121178B (zh) * | 2016-08-24 | 2018-10-16 | 浙江红利富实木业有限公司 | 一种导热效果好的地热地板 |
| US10287777B2 (en) | 2016-09-30 | 2019-05-14 | Valinge Innovation Ab | Set of panels |
| US10745587B1 (en) | 2017-03-29 | 2020-08-18 | Psg-Functional Materials Llc | Water-repellant wax compositions and applications thereof |
| WO2019108349A1 (en) * | 2017-11-28 | 2019-06-06 | Dow Global Technologies Llc | Polyurethane-based insulation board |
| CN111479679A (zh) | 2017-11-28 | 2020-07-31 | 陶氏环球技术有限责任公司 | 玻璃纤维增强聚氨酯/聚异氰脲酸酯泡沫隔热板 |
| MX2020005325A (es) | 2017-11-28 | 2020-08-13 | Dow Global Technologies Llc | Panel de aislamiento a base de poliuretano. |
| EA039273B1 (ru) | 2018-01-09 | 2021-12-27 | Велинге Инновейшн Аб | Набор панелей |
| CN111542668A (zh) | 2018-01-10 | 2020-08-14 | 瓦林格创新股份有限公司 | 底层地板接头 |
| EP3524752A1 (de) * | 2018-02-07 | 2019-08-14 | Akzenta Paneele + Profile GmbH | Paneel |
| UA127261C2 (uk) | 2018-05-02 | 2023-06-28 | Ліґнум Текнолоджіз Аґ | Спосіб та установка для виробництва дошки для виготовлення панелей, дошка для виготовлення панелей, спосіб та установка для виготовлення панелей і панель, вироблювана цим способом |
| EP3891350A4 (en) | 2018-12-05 | 2022-08-31 | Välinge Innovation AB | UNDERFLOOR CONNECTION |
| WO2020145862A1 (en) | 2019-01-10 | 2020-07-16 | Välinge Innovation AB | Set of panels that can be vertically unlocked, a method and a device therefore |
| EP3798385A1 (en) | 2019-09-24 | 2021-03-31 | Välinge Innovation AB | Building panel |
| EP3901390A1 (de) * | 2020-04-23 | 2021-10-27 | Surface Technologies GmbH & Co. KG | Dichtende leimschnur |
| US20220305761A1 (en) * | 2021-03-23 | 2022-09-29 | CSR Industries Inc. | Acoustic insulating panel using recycled material |
| FR3126010B1 (fr) * | 2021-08-03 | 2023-06-30 | Inovame | Lame de revêtement de sol lubrifiée et son procédé de fabrication |
| ES2973821T3 (es) * | 2021-08-23 | 2024-06-24 | Fritz Egger Gmbh & Co Og | Panel, en particular, panel de suelo, con función de estanqueización |
| KR102446651B1 (ko) * | 2021-11-18 | 2022-09-23 | 박홍범 | 조립식 매트 |
| PL443457A1 (pl) * | 2023-01-11 | 2024-07-15 | BARLINEK Spółka Akcyjna | Zestaw paneli podłogowych |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE414067B (sv) * | 1977-03-30 | 1980-07-07 | Wicanders Korkfabriker Ab | Skivformigt golvelement med not- och spontpassning |
| GB2117813A (en) | 1982-04-06 | 1983-10-19 | Leonid Ostrovsky | Pivotal assembly of insulated wall panels |
| JPS59185346U (ja) * | 1983-05-30 | 1984-12-10 | ユンケアス・インドウストリ−ア・エ−エス | 床 |
| US5103614A (en) * | 1987-05-12 | 1992-04-14 | Eidai Industry Co., Ltd. | Soundproofing woody flooring |
| JPH01178659A (ja) * | 1988-01-11 | 1989-07-14 | Ibiden Co Ltd | 床材 |
| DE4107151C2 (de) † | 1991-03-06 | 1995-02-02 | Alkor Gmbh | Fußbodenelemente |
| CN2106197U (zh) * | 1991-07-26 | 1992-06-03 | 刘巨申 | 胶木地板块 |
| JPH0639840B2 (ja) * | 1991-09-30 | 1994-05-25 | 永大産業株式会社 | 接合面にホットメルト樹脂を備えた化粧板の製造方法 |
| JPH0596282U (ja) * | 1992-06-05 | 1993-12-27 | 朝日ウッドテック株式会社 | 木質化粧材 |
| AU662451B2 (en) † | 1992-10-06 | 1995-08-31 | Walkerville Pty Ltd | Wood flooring system |
| SE9301595L (sv) | 1993-05-10 | 1994-10-17 | Tony Pervan | Fog för tunna flytande hårda golv |
| JPH0726467U (ja) * | 1993-10-22 | 1995-05-19 | 松下電工株式会社 | 床構造 |
| JP3363976B2 (ja) * | 1993-12-24 | 2003-01-08 | ミサワホーム株式会社 | 床材の施工構造 |
| DE4402352A1 (de) | 1994-01-27 | 1995-08-31 | Dlw Ag | Plattenförmiges Bodenelement und Verfahren zu dessen Herstellung |
| SE9500810D0 (sv) * | 1995-03-07 | 1995-03-07 | Perstorp Flooring Ab | Golvplatta |
| JPH0953319A (ja) * | 1995-08-14 | 1997-02-25 | Asahi Utsudo Tec Kk | 木質床材 |
| BE1010487A6 (nl) | 1996-06-11 | 1998-10-06 | Unilin Beheer Bv | Vloerbekleding bestaande uit harde vloerpanelen en werkwijze voor het vervaardigen van dergelijke vloerpanelen. |
| SE509059C2 (sv) | 1996-12-05 | 1998-11-30 | Valinge Aluminium Ab | Metod och utrustning för framställning av en byggnadsskiva, såsom en golvskiva |
| US5797237A (en) † | 1997-02-28 | 1998-08-25 | Standard Plywoods, Incorporated | Flooring system |
| DE19722339A1 (de) † | 1997-05-28 | 1998-12-03 | Targor Gmbh | Schichtverbundmaterial mit kratzfester Oberfläche, Verfahren zu seiner Herstellung und seine Verwendung |
| DE19735189C2 (de) † | 1997-08-14 | 2000-06-21 | Akzenta Paneele & Profile Gmbh | Belagelement für Gebäudeoberflächen o. dgl. sowie Verfahren seiner Herstellung |
| BE1011466A6 (nl) | 1997-09-22 | 1999-10-05 | Unilin Beheer Bv | Vloerdeel, werkwijze voor het vervaardigen van zulk vloerdeel en inrichting hierbij toegepast. |
| JPH11131771A (ja) * | 1997-10-31 | 1999-05-18 | Central Glass Co Ltd | 床材の接合構造および接合方法 |
| US6324809B1 (en) † | 1997-11-25 | 2001-12-04 | Premark Rwp Holdings, Inc. | Article with interlocking edges and covering product prepared therefrom |
| DE19854475B4 (de) † | 1997-11-25 | 2006-06-14 | Premark RWP Holdings, Inc., Wilmington | Verriegelndes Flächenabdeckungserzeugnis |
| US6345481B1 (en) | 1997-11-25 | 2002-02-12 | Premark Rwp Holdings, Inc. | Article with interlocking edges and covering product prepared therefrom |
| SE512313E (sv) | 1998-06-03 | 2004-03-16 | Valinge Aluminium Ab | Låssystem samt golvskiva |
| SE512290C2 (sv) | 1998-06-03 | 2000-02-28 | Valinge Aluminium Ab | Låssystem för mekanisk hopfogning av golvskivor samt golvskiva försedd med låssystemet |
| BE1012141A6 (nl) † | 1998-07-24 | 2000-05-02 | Unilin Beheer Bv | Vloerbekleding, vloerpaneel daarvoor en werkwijze voor het realiseren van dergelijk vloerpaneel. |
| AU5918499A (en) * | 1998-09-11 | 2000-04-03 | Robbins Inc. | Floorboard with compression nub |
| SE517478C2 (sv) * | 1999-04-30 | 2002-06-11 | Valinge Aluminium Ab | Låssystem för mekanisk hofogning av golvskivor, golvskiva försedd med låssystemet samt metod för framställning av mekaniskt hopfogningsbara golvskivor |
| DE19963203A1 (de) | 1999-12-27 | 2001-09-20 | Kunnemeyer Hornitex | Verfahren zum Herstellen von plattenförmigen Holzwerkstoffen und Platte aus Holzwerkstoff |
| DE10001248A1 (de) * | 2000-01-14 | 2001-07-19 | Kunnemeyer Hornitex | Profil zum formschlüssigen, leimfreien und wieder lösbaren Verbinden von Fußbodendielen, Paneelen oder ähnl. Bauteilen |
| SE519768C2 (sv) | 2001-01-12 | 2003-04-08 | Valinge Aluminium Ab | Låssystem för mekanisk hopfogning av golvskivor och golvskiva med ett sådant låssystem |
| SE523823C2 (sv) | 2001-01-12 | 2004-05-18 | Vaelinge Innovation Ab | Golvskivor och förfarande för tillverkning och läggning av dem |
| SE520084C2 (sv) * | 2001-01-31 | 2003-05-20 | Pergo Europ Ab | Förfarande för framställning av sammanfogningsprofiler |
| FR2825397B1 (fr) * | 2001-06-01 | 2004-10-22 | Tarkett Sommer Sa | Element(s) de revetement de sol a joint d'etancheite |
-
2001
- 2001-07-27 SE SE0102620A patent/SE519791C2/sv not_active IP Right Cessation
-
2002
- 2002-07-29 BR BR0211676-6A patent/BR0211676A/pt not_active Application Discontinuation
- 2002-07-29 EP EP10182599.0A patent/EP2287418B2/en not_active Expired - Lifetime
- 2002-07-29 DK DK09168587.5T patent/DK2146024T3/da active
- 2002-07-29 PT PT91685875T patent/PT2146024E/pt unknown
- 2002-07-29 JP JP2003517390A patent/JP4884647B2/ja not_active Expired - Lifetime
- 2002-07-29 NZ NZ531374A patent/NZ531374A/en not_active IP Right Cessation
- 2002-07-29 ES ES09168587T patent/ES2407986T3/es not_active Expired - Lifetime
- 2002-07-29 DE DE20222019U patent/DE20222019U1/de not_active Expired - Lifetime
- 2002-07-29 PL PL366587A patent/PL210011B1/pl unknown
- 2002-07-29 KR KR1020047000883A patent/KR100844247B1/ko active IP Right Grant
- 2002-07-29 AU AU2002320004A patent/AU2002320004B2/en not_active Expired
- 2002-07-29 RU RU2004105858/03A patent/RU2289004C2/ru active
- 2002-07-29 EP EP20168246.5A patent/EP3783167B1/en not_active Expired - Lifetime
- 2002-07-29 EP EP10182245.0A patent/EP2281977B1/en not_active Expired - Lifetime
- 2002-07-29 HU HU0401186A patent/HU229529B1/hu unknown
- 2002-07-29 DE DE60233504T patent/DE60233504D1/de not_active Expired - Lifetime
- 2002-07-29 WO PCT/SE2002/001417 patent/WO2003012224A1/en active IP Right Grant
- 2002-07-29 EP EP02749499A patent/EP1412596B1/en not_active Expired - Lifetime
- 2002-07-29 AT AT02749499T patent/ATE441007T1/de not_active IP Right Cessation
- 2002-07-29 CA CA2453599A patent/CA2453599C/en not_active Expired - Lifetime
- 2002-07-29 EP EP09168587A patent/EP2146024B1/en not_active Expired - Lifetime
- 2002-07-29 CN CNB028167333A patent/CN100402782C/zh not_active Expired - Lifetime
- 2002-07-29 PT PT101825990T patent/PT2287418T/pt unknown
-
2004
- 2004-01-12 NO NO20040112A patent/NO327624B1/no not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11518061B2 (en) | 2018-05-02 | 2022-12-06 | Xylo Technologies Ag | Method and apparatus for producing a board |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10975580B2 (en) | Floor panel with sealing means | |
| EP2146024B1 (en) | Floor panels with sealing means | |
| AU2002320004A1 (en) | Floor panels with sealing means | |
| JP2004537663A5 (ru) | ||
| US9447587B2 (en) | Methods and arrangements relating to surface forming of building panels | |
| US8261508B2 (en) | Floor panel and floor covering consisting of such floor panels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090825 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1412596 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R138 Ref document number: 20222019 Country of ref document: DE Free format text: GERMAN DOCUMENT NUMBER IS 60244592 Ref country code: DE Ref legal event code: R138 Ref document number: 60244592 Country of ref document: DE Free format text: GERMAN DOCUMENT NUMBER IS 60244592 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E04F 15/20 20060101ALI20110420BHEP Ipc: E04F 15/02 20060101AFI20091215BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VAELINGE INNOVATION AB |
|
| 17Q | First examination report despatched |
Effective date: 20120326 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E04F 15/10 20060101ALI20120911BHEP Ipc: E04F 15/18 20060101ALI20120911BHEP Ipc: E04F 15/20 20060101ALI20120911BHEP Ipc: E04F 15/02 20060101AFI20120911BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1412596 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: SI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 598628 Country of ref document: AT Kind code of ref document: T Effective date: 20130315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 60244592 Country of ref document: DE Effective date: 20130425 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20130429 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2407986 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130617 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130227 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130227 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130227 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20131128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130227 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 60244592 Country of ref document: DE Effective date: 20131128 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130729 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20210622 Year of fee payment: 20 Ref country code: FR Payment date: 20210623 Year of fee payment: 20 Ref country code: PT Payment date: 20210628 Year of fee payment: 20 Ref country code: NL Payment date: 20210622 Year of fee payment: 20 Ref country code: IT Payment date: 20210622 Year of fee payment: 20 Ref country code: LU Payment date: 20210625 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20210622 Year of fee payment: 20 Ref country code: DK Payment date: 20210624 Year of fee payment: 20 Ref country code: GB Payment date: 20210623 Year of fee payment: 20 Ref country code: TR Payment date: 20210629 Year of fee payment: 20 Ref country code: SE Payment date: 20210623 Year of fee payment: 20 Ref country code: BE Payment date: 20210622 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20210624 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20210802 Year of fee payment: 20 Ref country code: DE Payment date: 20210622 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60244592 Country of ref document: DE Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EUP Expiry date: 20220729 |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: MAE Ref country code: ES Ref legal event code: FD2A Effective date: 20220805 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20220729 Ref country code: GB Ref legal event code: PE20 Expiry date: 20220728 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 598628 Country of ref document: AT Kind code of ref document: T Effective date: 20220729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20220808 Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20220728 Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20220730 |