EP0034377A2 - Verfahren und Vorrichtung zum Einführen von Gegenständen, insbesondere Packungen, in die Umlaufbahn eines kontinuierlichen Förderers - Google Patents
Verfahren und Vorrichtung zum Einführen von Gegenständen, insbesondere Packungen, in die Umlaufbahn eines kontinuierlichen Förderers Download PDFInfo
- Publication number
- EP0034377A2 EP0034377A2 EP81102133A EP81102133A EP0034377A2 EP 0034377 A2 EP0034377 A2 EP 0034377A2 EP 81102133 A EP81102133 A EP 81102133A EP 81102133 A EP81102133 A EP 81102133A EP 0034377 A2 EP0034377 A2 EP 0034377A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- objects
- turret
- sleeve
- conveyor
- package
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 12
- 238000004806 packaging method and process Methods 0.000 claims abstract description 4
- 238000006073 displacement reaction Methods 0.000 claims description 6
- 238000012856 packing Methods 0.000 claims description 3
- 239000000969 carrier Substances 0.000 claims 1
- 230000001360 synchronised effect Effects 0.000 abstract description 3
- 235000019504 cigarettes Nutrition 0.000 description 9
- 241000209035 Ilex Species 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 238000012536 packaging technology Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/223—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors
- B65B19/225—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors the conveyors having continuous movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/12—Inserting the cigarettes, or wrapped groups thereof, into preformed containers
- B65B19/18—Inserting the cigarettes, or wrapped groups thereof, into preformed containers into drawer-and-shell type boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/12—Inserting the cigarettes, or wrapped groups thereof, into preformed containers
- B65B19/20—Inserting the cigarettes, or wrapped groups thereof, into preformed containers into boxes with hinged lids
Definitions
- the invention relates to a method and device for inserting objects, in particular packs, into the orbit of a continuously rotating conveyor, preferably into a pocket or the like of a revolving revolver, the objects being able to be fed at a speed which differs from the speed of the conveyor.
- the invention addresses a problem in packaging technology.
- the movement of the packs or the objects to be packaged within packaging machines is often subject to a change due to technical requirements. Above all, that often arises
- the task is to convert a clock feed into a continuous movement.
- This last-mentioned topic has to be dealt with if packs or pack contents are to be conveyed successively to a continuously operating aggregate.
- this problem can have the effect that the pack contents, that is to say a cigarette group (cigarette block), are to be transported on a (linear) pack track and are to be transferred from the latter to a continuously revolving revolver.
- the method according to the invention is characterized in that the object (slide) accelerates along a movement path leading to the revolver or the like to the speed of the revolver and, at the same speed as this, transfers it to the revolver or its pocket or the like becomes.
- the object (package contents) to be introduced into the continuously running conveyor (turret) is brought into an intermediate conveyor track in which the object is accelerated to the revolving speed of the turret and then transferred.
- the device according to the invention for feeding or transferring individually or discontinuously fed objects, in particular packs or parts thereof, to a continuously rotating conveyor, in particular to a revolver with pockets or the like is characterized by a transfer device through which the objects are conveyed to a conveyor track the outer circumference of the revolver can be brought up in such a way that the objects can be accelerated to the revolving speed of the revolver and at the same time Speed can be transferred to this or to a pocket of the same.
- the invention further relates to measures for handling the objects on or on the revolver after transfer to it.
- the problem here is to bring objects together during the revolver's revolution and to combine them, in particular to insert the contents of a package into them.
- the procedure according to the invention is such that the objects to be brought together are conveyed coaxially and at the same speed each along coaxial circular paths of the same diameter and are combined with one another by axial displacement of at least one of the objects.
- the execution suitable for carrying out this method according to the invention is characterized by two revolvers mounted at the same axis, rotating continuously and at the same speeds, each with a plurality of pockets or holders for holding the objects, in particular the contents of the pack or the pack, and by axially directed conveying elements (tappets ) for the axially directed displacement of the objects.
- the invention can be used with particular advantages in the manufacture of cigarette packs of the "pusher and sleeve" type.
- the device shown in the drawings consists of several interacting individual units that interact optimally with one another, but can also be used in other contexts.
- Objects can be combined with one another in a continuous movement sequence by means of a merging unit 10.
- these objects are a sleeve 11 on the one hand and a filled slide 12 in Eigen. 1 as an example showed "slide and sleeve" type cigarette pack.
- a transfer device 13 is used to feed objects - in the present case the filled slide 12 - to a revolver rotating. This transfer device 13 is preceded by a lifting device 14, through which objects are transferred to the lifting device 14 by a conveyor 15, which in the present case runs in a straight line.
- FIG. 11 shows details of a rocker 16 which is moved in a special way, likewise for transferring objects to a revolving revolver. In the present case, these are flat blanks for forming a sleeve 11. Finally, an erector 17, also shown in FIG. 11, is to be emphasized, by means of which blanks received during the movement of the revolver, in particular for the sleeve 11, can be unfolded .
- the merging unit 10 (see in particular FIG. 4) is a very compact structure.
- Two revolvers 19 and 20 are rotatably mounted on a common main axis 18. Each of these revolvers 19, 20 serves to hold objects that are to be combined with one another.
- the revolver 19 receives the slide 12 with the cigarettes in pockets 21, while the sleeves 11 are transported in holders 22 of the revolver 20.
- the two revolvers 19 and 20 run continuously and at the same speed, in such a way that pockets 21 and holder 22 lie opposite one another in the axial direction.
- the combination takes place in such a way that the slides 12 are pushed out of the pockets 21 in the axial direction by means of plungers. 23 and inserted into the open sleeves 11 in the holders 22 of the revolver 20. Accordingly, during the rotation of the revolvers 19, 20, the slide 12 is axially displaced.
- the revolver 19 is formed in the present case by pockets 21, which only consist of two U-shaped sides gene side walls 24 and 25 (Fig. 2) exist.
- a side wall 24 is arranged stationary, while the side wall 25 is part of a pivot lever 26. This is rotatably mounted between stops 27 on a support rod 28.
- a plurality of support rods 28 are arranged concentrically to the main axis 18 at a distance from it.
- the movable side wall 25 can be retracted by corresponding movement of the pivot lever 26.
- This opening and closing movement of the pocket 21 or the pivot lever 26 can be controlled by an extension 29 of the pivot lever 26.
- the support rods 28 run along a circular path around the main axis 18. During this cycle, the opening and closing movements of the pocket 21 are derived from the control groove 31 by the feeler roller 30.
- Guide rods 33 are arranged at a distance from and parallel to the support rods 28. These and the support rods 28 each serve to slide the tappet 23 or a leg 34 of the same. The plunger 23 can thus be moved exclusively in the axial direction on the support rod 28 and the guide rod 33.
- the end of the leg 34 is equipped with a feeler roller 35 which is formed in a control groove 36 on the circumference of a control cylinder 37.
- This control cylinder 37 is also fixedly mounted on the main axis 18.
- the plunger 23 or its plunger head 38 are dimensioned such that this part can be moved between the side walls 24 and 25 of the pocket 21.
- the turret 20 is formed by a turret disk 39 which is rotatably mounted on the main axis 18.
- the holders 22 are formed on the outer circumference of the turret disk 39 in the same arrangement and relative position.
- these consist of a bearing base 40, which is attached directly to the turret disk 39 and serves for receiving, namely, contacting the relevant objects, in the present case the sleeves 11.
- a radially outward surface of the bearing base 40 is equipped with suction bores 41 which are connected to a central vacuum source via suction lines 42.
- the angled suction lines 42 of each bearing base 40 lead to a ring line 43 of a fixed counter disc 44 which bears against the turret disc 39. This is in turn arranged fixed on the main axis 18.
- the counter disc 44 also forms the lateral end of the merging unit 10 on this side.
- the brackets 22 each have a side limiter 45 which can be moved in the radial direction relative to the bearing bases 40 and has two support legs 46 and 47.
- the movements are each transmitted by a push rod 48. which enters a control groove 50 of the counter disc 44 with a feeler roller 49 at an angled end. This is designed so that the side delimiters 45 are moved radially outwards or inwards during the rotation of the turret 20.
- the push rods 48 are each guided in a bearing piece 51 of the turret disk 39.
- the support legs 46, 47 can be withdrawn completely inwards (lower region of FIG. 3), so that the outward-facing surfaces of the bearing pedestal 40 are exposed for receiving objects. It is therefore possible to accommodate objects whose transverse dimensions are larger than the distance between the support legs 46, 47. This is this is the case when the sleeves 11 are fed to the bearing pedestals 40 in a flattened shape and are received by them. Only after the sleeve 11 has been erected into a three-dimensional, namely cuboid shape, the side delimiters 45 are moved radially outward and now include the object, namely the sleeve 11, with the support legs 46, 47 also in the region of the sides.
- the (immovable) side walls 24 of the pockets 21 of the turret 19 are also attached to the turret disk 39.
- the sleeves 11 are each assigned an encircling insertion aid.
- This consists of four corner guides 52 which are pivotally mounted in the region of the corners of the sleeve 11 on its entry side. Pivot axes 53 for these corner guides 52 are arranged in a corner so that the corner guides 52 can be pivoted from a pivoted-back position into the corners of the sleeve 11 (see FIGS. 9 and 10).
- the entry movement of the corner guides 52 into the mouth of the sleeve 11 consists of a superimposed pivoting movement and axial movement. The former is carried out by the slider 12 which is moved past the corner guides 52.
- a hereby synchronous movement of the corner guides 52 in the axial direction into the sleeve 11 is brought about by a carrier 54 which is connected in each case to the guide rod a3 movable in the axial direction.
- the movement is controlled in that the carrier 54, with a feeler roller 55 arranged at the lower or radially inner end, enters an associated control groove 56 on the outer circumference of the control disk 32.
- the carrier 54 is otherwise slidably supported on the support rod 28 and thereby guided for exclusive axial movements.
- the movements of the individual moving parts of the merging unit 10 are effected by a common drive.
- This consists here of a drive wheel 57 mounted on the main axis 18, to which a drive disk 58, which is also rotating, is connected.
- the drive disk 58 is fixedly connected to the turret disk 39 acting as a counterpart by the axially parallel support rods 28.
- the ends of the guide rods 33 are slidably axially displaceable both in the drive disk 58 and in the turret disk 39.
- a particular topic is the transfer of objects, which are fed intermittently, i.e. discontinuously, to a continuously rotating conveyor, that is to the revolver 19 or 20.
- the slide 12 provided with the cigarettes are fed by the conveyor 15 designed as a chain conveyor successively, each by a driver 59.
- the objects (slider 12) are lifted by a lifter 60 of the lifting device 14 from the conveyor 15 and fed to the transfer device 13.
- the transfer device 13 consists in the present case of two groups of driver pockets 61.
- the configuration of these driver pockets 61 is such that at the ends of mutually opposite webs 62 there are arranged upright or pin 63 pointing approximately in the radial direction. Two of these pins 63 each rest on opposite sides of the objects, namely the slide 12.
- the two webs 62 are connected by a cross bar 64 - connected together. This in turn sits at the end of a radially directed conveyor arm 65 or 66.
- the driving pockets 61 are therefore open laterally and radially outwards.
- the conveyor arms 65, on the one hand, and 66, on the other hand, are each rotatably supported on a shaft 69 via a hub 67 and 68, respectively.
- the conveyor arms 65, 66 and thus the driving pockets 61 are driven non-uniformly all round, in such a way that when an object is received, that is to say in the position adjacent to the lifting device 14, the conveyor arm 65, 66 in question comes to a standstill. Then there is an acceleration up to the peripheral speed of the revolver 19 or the pockets thereof.
- the use of two groups of driver pockets 61 which can be moved independently of one another ensures that standstill, acceleration and instantaneous synchronization with the revolver 19 can take place in short successive movement phases and thus with a correspondingly high performance of the machine.
- the conveyor arms 65 and 66, with their driver pockets 61 successively enter the positions of picking up and delivering an object. Accordingly, while a conveyor arm 65 is brought to a standstill, another conveyor arm 66 is accelerated to the rotational speed of the pockets 21.
- a common drive is assigned to both groups of conveyor arms 65 and 66.
- a two-armed drive member 70 is fixedly mounted on the shaft 69.
- This drive element 70 which rotates with the shaft 69, is provided at the ends with a bearing 71 for a drive pin 72.
- This axially parallel drive pin 72 is provided on a leg piece 73 with a feeler roller 74 which enters a control groove 75 of a control disk 76 rotatably mounted on the shaft 69.
- a driver roller 79 mounted on the conveyor arm 65 or 66 runs in the slot 78 thereof.
- the driver pockets 61 are arranged at the ends of the conveyor arms 65, 66 such that these driver pockets 61 lie in one plane when the conveyor arms 65, 66 are arranged next to one another. The same applies to the driver rollers 79.
- the objects namely slide 12, are moved along a circular, stationary conveyor track 80 through the driving pockets 61.
- the conveyor track 80 consists of two lateral, approximately quarter-circle-shaped angle pieces 81, 82. The ends of the objects rest on the lower legs of these angle pieces 81, 82.
- the conveyor track 80 leads directly to the merging unit 10, specifically to the turret 19.
- the conveyor track 80 ends in the path of movement of the pockets 21.
- the angle pieces 81, 82 run on both sides of these pockets 21 (see FIG. 8). As a result, the objects can be picked up from the pockets 21 without sideways movement.
- the pockets 21 or their side walls 24, 25 enter the area between the pins 63 of the driving pockets 61.
- the objects namely slider 12, are lifted from the conveyor 15 by a lifter 83 of the lifting device 14 and inserted from below into a carrier pocket 61 of the transfer device 13 which is open at the bottom.
- the lifter 83 consists of a support surface 84 which is open on the side facing the incoming objects, so that the objects can be transported onto the lifter 83 by the drivers 59 of the conveyor 15. On the opposite side, the objects rest against a stop 85, which thus determines the exact relative position of the object on the lifter 83.
- the lifter 83 is now displaced in parallel in the upward direction, specifically on an arcuate movement path which is directed in the direction of movement of the conveyor 15 and upwards. The objects are thereby removed from the conveyor 15 without an abrupt change in the direction of movement and thus gently.
- the lifter 83 is mounted on an angled piece 86 on parallelogram links 87 and 88. By pivoting back and forth, these ensure the obliquely upward parallel displacement of the lifter 83 or the bearing surface 84. During this upward movement, the continuing drivers 59 ensure that the objects abut against the stop 85.
- the angle pieces 81 and 82 of the conveyor track 80 are formed without the lower legs serving as a support for the objects in the area of the transfer of the objects to a downward driving pocket 61, a different one is required here after the objects have been inserted into the driving pockets 61 Support for the objects until they reach the region of the legs 89 by moving the driving pocket 61 further.
- holding strips 90, 91 which can be pivoted laterally to the object are provided. These are at the Objects facing sides are provided with a recess 92, which has a lower arched support surface 93 for supporting the objects.
- Holding strips 90 and 91 and their support surface 93 are arranged in the holding position so that the support surfaces 93 form an extension or extension of the legs 89 of the angle pieces 81 and 82.
- the lifter 83 can thus immediately return to the starting position after the object has been introduced into the driving pocket 61.
- the holding strips 90 and 91 are pivoted laterally onto the object, as a result of which the support surfaces 93 support the object downward.
- the carrier pocket 61 begins to move further, the object reaches the adjoining legs 89 of the conveyor track 80 from the support surfaces 93.
- the holding strips 90, 91 are each mounted on two-armed levers 94 and 95. Of these, the lever 95 is driven back and forth by a push rod 96. The movements of the lever 95 are transmitted to the angularly shaped lever 94 via an intermediate member 97 with reversal of direction.
- Another push rod 98 is used to drive the jack 83 via an intermediate link 99.
- the levers 94 and 95 as well as the parallelogram link 87, 88 and the intermediate link 99 are each mounted on the same axles.
- the device is provided with a further input device for objects into a revolver of the merging unit 10. It is the rocker arm 16, which is used here for inserting the collapsed sleeves 11 into the turret 20.
- the rocker 16 is provided with a flat receptacle 100 for receiving the sleeves 11. The exact relative position of the sleeve 11 on this receptacle 100 is through a limit 101 determines.
- the rocker 16 is directed essentially tangentially to the turret 20 (see in particular FIG. 3).
- the movement of the rocker 16 is such that the sleeve 11 is fed in the radial direction to the turret 20 or the bearing base: 40 of a holder 22 in the radial direction with simultaneous movement in the direction of the revolving turret 20.
- This superimposed movement is achieved in that the ends of the rocker 16 are each connected to a rocker arm 102 and a crank 103.
- the movements are dimensioned so that the aforementioned movement is carried out.
- the rocker 16 In the position facing away from the turret 20, the rocker 16 is loaded with a sleeve 11.
- the transfer of the same to the turret 20 takes place by placing it on the bearing base 40, which immediately detects and takes the sleeve 11 through the suction bore 41.
- the sleeves 11 are inserted into the turret 20 lying flat together.
- the erector 17 is assigned to the turret 20 in the present exemplary embodiment. This is mounted coaxially with the turret 20, namely rotatably on an axis end 104 in the extension of the main axis 18 (see FIG. 4).
- the erector 17 consists of a support bracket 105 rotatably mounted on the axle end 104. This is driven back and forth by a drive linkage 106.
- the drive linkage 106 acts at a distance from the axle end 104, that is to say at a distance from the rotary bearing of the support bracket 105, in a pivot bearing 107 on the support bracket 105.
- the erector 17 is designed such that two holders 22 of the turret 20 or two sleeves 11 accommodated in them are erected simultaneously.
- the erector 17 is equipped with two jointly driven lifting arms 108, 109.
- a suction head 110, 111 is arranged at the radially outer end of each lifting arm 108, 109. This is brought up to a respective outer wall 112 of the sleeve 11 and fixed by suction air.
- the sleeve 11 is accordingly held by suction air on the one hand on the bearing base 40 and on the other hand by the suction head 110 or 111.
- the lifting arms 108, 109 and with them the suction heads 110, 111 execute a semicircular pivoting movement corresponding to the process of erecting the sleeve 11.
- the sleeve 11 is first deformed into the erected position and then "broken" over it. The desired, upright cuboid shape of the sleeve 11 is then restored.
- the lifting arms 108, 109 are connected to a common transmission via parallelogram plates 113, 114.
- This consists of a main wheel 115 (gear wheel) and auxiliary wheels 116 (also gear wheels) meshing with it.
- the parallelogram tabs 113, 114 are each firmly connected to such an auxiliary wheel 116.
- Rotational movements of the main wheel 115 are transmitted via the auxiliary wheels 116 to all parallelogram plates 113, 114 and from these to the lifting arms 108, 109, in the sense that the described movement of the suction heads 110, 111 is carried out.
- the suction heads 110, 111 or the suction surfaces thereof facing the wall 112 execute a parallel movement.
- the main wheel 115 is driven separately, specifically via a coupling 117 which is connected to the end of a crank rod 118.
- the opposite end of the crank rod 118 drives the main wheel 115 and for this purpose is articulated off-center on a crank arm 119 of the main wheel 115.
- the end of the crank rod 118 facing the coupling 117 is connected to an intermediate member 120, which in turn is carried by the pivot bearing 107.
- FIGS. 12 to 17 The individual movement phases of the erector 17 are shown schematically in FIGS. 12 to 17.
- FIG. 12 shows the starting position, in which the suction heads 110, 111 are driven towards the wall 112 by two sleeves 11 that are still folded flat.
- the erector 17 now rotates with the revolver 20 along a section.
- the lifting arms 108, 109 are moved in the manner described, as a result of which the sleeve 11 is erected from the initially flat position via an oblique intermediate position according to FIG. 13 and the cuboid position according to FIG. 14.
- the movements of the erector 17, however, go beyond the position shown in FIG. 14, namely over an (opposite) oblique position according to FIG. 15 into an upper end position according to FIG. 16.
- the sleeve 11 is again compressed flat as in FIG.
- the sleeve 11 is overstretched or "broken" in the region of the edges. If the suction heads 110, 111 now detach from the wall 112 of the sleeve 11 (FIG. 17), the sleeve 11 straightens up as a result of the material tension into the desired cuboid position. With further movement of the turret 20, the side limiters 45 are moved into the radially outer position and now secure the cuboid shape of the sleeve 11 with the support legs 46, 47. The erector 17 returns to the starting position according to FIG. 12.
- the simultaneous erection of two sleeves 11 makes it possible to adjust the movements of the erector 17 to the relatively high rotational speed of the revolver 20.
- the turret 20 has moved further by a division corresponding to two holders 22 when the erector 17 returns to the starting position after a work cycle.
- Fig. 12 the movement phases of the merging unit 10 are shown by hatched circular bars.
- the segment 121 represents an area of approximately 40 ° in which the radial movement of the side delimiter 45 takes place.
- the segment 122 - approximately 20 ° - corresponds to the infeed of the corner guides 52 into the working position relative to the sleeve 11.
- the insertion process of the slide 12 into the sleeve 11 is outlined by the segment 123.
- An ejector 124 is arranged at the end of the segment 123, through which the finished packs are ejected from the holders 22 and placed on a packing track 125.
- the ejector 124 is mounted on a common axis 126 with the swing arm 102 for the swing arm 16. This results in a simple construction of the device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Specific Conveyance Elements (AREA)
- Container Filling Or Packaging Operations (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Abstract
Description
- Die Erfindung betrifft Verfahren und Vorrichtung zum Einführen von Gegenständen, insbesondere Packungen, in die Umlaufbahn eines kontinuierlich umlaufenden Förderers, vorzugsweise in eine Tasche oder dergleichen eines umlaufenden Revolvers, wobei die Gegenstände mit einer von der Geschwindigkeit des Förderers abweichenden Geschwindigkeit zuführbar sind.
- Die Erfindung spricht ein Problem der Verpackungstechnik an. Innerhalb von Verpackungsmaschinen ist der Bewegungsfluß der Packungen beziehungsweise der zu verpackenden Gegenstände aufgrund technischer Vorgaben häufig einem Wechsel unterworfen. Vor allem stellt sich häufig die Aufgabe, eine Taktförderung in eine kontinuierliche Bewegung umzuwandeln. Dieses letztgenannte Thema ist dann zu bewältigen, wenn Packungen oder Packungsinhalte aufeinanderfolgend einem kontinuierlich arbeitenden Aggregat zugefördert werden sollen. Bei der Herstellung von insbesondere Zigarettenpackungen kann sich dieses Problem dahingehend auswirken, daß der Packungsinhalt, also eine Zigaretten-Gruppe (Zigaretten-Block),auf einer (linearen) Packungsbahn transportiert und von dieser in einen kontinuierlich umlaufenden Revolver übergeben werden soll.
- Zur Lösung des voranstehend umrissenen Problems ist das erfindungsgemäße Verfahren dadurch gekennzeichnet, daß der Gegenstand (Schieber) längs einer an den Revolver oder dergleichen heranführenden Bewegungsbahn auf die Geschwindigkeit des Revolvers beschleunigt und bei momentan gleicher Geschwindigkeit wie dieser an den Revolver beziehungsweise dessen Tasche oder dergleichen übergeben wird.
- Nach dem Erfindungsgedanken wird demnach der in den kontinuierlich laufenden Förderer (Revolver) einzubringende Gegenstand (Packungsinhalt) in eine Zwischenförderbahn gebracht, in der der Gegenstand auf die Umlaufgeschwindigkeit des Revolvers beschleunigt und dann übertragen wird.
- Die erfindungsgemäße Vorrichtung für die Zuführung beziehungsweise Übergabe von einzeln oder diskontinuierlich zugeführten Gegenständen, insbesondere Packungen oder Teile derselben, an einen kontinuierlich umlaufenden Förderer, insbesondere an einen Revolver mit Taschen oder dergleichen, ist durch eine Übergabevorrichtung gekennzeichnet, durch die die Gegenstände auf einer Förderbahn an den Außenumfang des Revolvers heranführbar sind, derart, daß die Gegenstände auf die Umlaufgeschwindigkeit des Revolvers beschleunigbar und bei momentan gleicher Geschwindigkeit an diesen beziehungsweise an eine Tasche desselben überführbar sind.
- Die Erfindung bezieht sich weiterhin auf Maßnahmen zur Handhabung der Gegenstände auf bzw. an dem Revolver nach Übergabe an diesen. Hier geht es um das Problem, Gegenstände während des Umlaufs des Revolvers zusammenzuführen und zu vereinigen, insbescndere den Inhalt einer Packung in diese einzuführen. Erfindungsgemäß wird dabei so vorgegangen, daß die zusammenzuführenden Gegenstände gleichachsig und mit gleicher Geschwindigkeit je längs koaxialer Kreisbahnen gleichen Durchmessers gefcrdert und durch Axialverschiebung wenigstens eines der Gegenstände miteinander vereinigt werden.
- Die zur Durchführung dieses Verfahrens erfindungsgemäß geeignete Verrichtung ist gekennzeichnet durch zwei gleichachsig gelagerte, kontinuierlich und mit gleichen Geschwindigkeiten umlaufende Revolver, je mit einer Mehrzahl von Taschen beziehungsweise Haltern zur Aufnahme der Gegenstände, insbesondere des Packungsinhalts beziehungsweise der Packung, und durch axial gerichtete Fcrderorgane (Stößel) für die axial gerichtete Verschiebung der Gegenstände.
- Die Erfindung kann mit besonderen Vorteilen bei der Herstellung von Zigaretten-Packungen des Typs "Schieber und Hülse" eingesetzt werden.
- Ein Ausführungsbeispiel der erfindungsgemäßen Vorrichtung wird nachfolgend anhand der Zeichnungen näher erläutert.
- Es zeigen:
- Fig. 1 eine Zigarettenpackung des Typs "Schieber und Hülse in perspektivischer Darstellung,
- Fig. 1: eine Zigarettenpackung des Typs "Schieber und Hülse" in perspektivischer Darstellung,
- Fig. 2: einen Teil der Vorrichtung zum Zusammenführen von Gegenständen, insbesondere Schieber und Hülse einer Packung gemäß Fig. 1, in stark vereinfachter Seitenansicht,
- Fig. 3: eine Ansicht entsprechend Fig. 2 mit anderen Details der Vorrichtung, in etwas vergrößertem Maßstab,
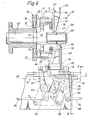
- Fig. 4: eine Längsansicht, teilweise im Schnitt, der Vorrichtung gemäß Fig. 2 und 3,
- Fig. 5: eine Einzelheit der Vorrichtung, nämlich eine Übergabevorrichtung für Gegenstände, insbesondere Packungsteile, in Seitenansicht, teilweise im Schnitt,
- Fig. 6: die Übergabevorrichtung gemäß Fig. 5 in Längsansicht, teilweise im Längsschnitt,
- Fig. 7: eine Vorrichtung zum Zuführen von Gegenständen an die Übergabevorrichtung gemäß Fig. 5 und 6, nämlich eine Hubvorrichtung, im Querschnitt,
- Fig. 8: einen Schnitt VIII-VIII in Fig. 5,
- Fig. 9: eine Einzelheit aus der Darstellung gemäß Fig. 4,in vergrößertem Maßstab,
- Fig. 10: ein Detail aus Fig. 9 in einer um 90° versetzten Ansicht, in nochmals vergrößertem Maßstab,
- Fig. 11: Einzelheiten der Vorrichtung, nämlich eine Schwinge zur Übergabe von Gegenständen an einen Revolver sowie einen Packungsaufrichter unter Weglassung von weiteren Einzelheiten der Vorrichtung in Seitenansicht,
- Fig. 12: bis Fig. 17: verschiedene Stellungen des Aufrichters in vereinfachter Darstellung, in Seitenansicht.
- Die in den Zeichnungen dargestellte Vorrichtung besteht aus mehreren zusammenwirkenden Einzelaggregaten, die untereinander optimal zusammenwirken, aber auch in anderem Zusammenhang einsetzbar sind. Durch ein Zusammenführungsaggregat 10 können bei kontinuierlichem Bewegungsablauf Gegenstände miteinander vereinigt werden. Im vorliegenden Fall sind diese Gegenstände eine Hülse 11 einerseits und ein gefüllter Schieber 12 einer in Eig. 1 als Beispiel gezeigten Zigarettenpackung des Typs "Schieber und Hülse". Eine Übergabevorrichtung 13 dient der Zuführung von Gegenständen - im vorliegenden Fall des gefüllten Schiebers 12 - zu einem umlaufenden Revolver. Dieser Übergabevorrichtung 13 ist eine Hubvorrichtung 14 vorgeordnet, durch die Gegenstände von einem im vorliegenden Falle geradlinig verlaufenden Förderer 15 an die Hubvorrichtung 14 übergeben werden. Fig. 11 zeigt Einzelheiten einer in besonderer Weise bewegten Schwinge 16, ebenfalls zur Übergabe von Gegenständen an einen umlaufenden Revolver. Im vorliegenden Falle handelt es sich dabei um flach zusammengelegte Zuschnitte zur Bildung einer Hülse 11. Schließlich ist hervorzuheben ein ebenfalls in Fig. 11 dargestellter Aufrichter 17, durch den während der Bewegung des Revolvers durch diesen aufgenommene Zuschnitte, insbesondere für die Hülse 11,auffaltbar sind.
- Das Zusammenführungsaggregat 10 (siehe insbesondere Fig.4) stellt sich als sehr kompaktes Gebilde dar. Auf einer gemeinsamen Hauptachse 18 sind zwei Revolver 19 und 20 drehbar gelegart. Jeder dieser Revolver 19, 20 dient zur Aufnahme von Gegenständen, die miteinander vereinigt werden sollen. Im vorliegenden Falle nimmt der Revolver 19 in Taschen 21 den Schieber 12 mit den Zigaretten auf, während die Hülsen 11 in Haltern 22 des Revolvers 20 transportiert werden. Die beiden Revolver 19 und 20 laufen kontinuierlich und mit gleicher Geschwindigkeit.um, derart, daß Taschen 21 und Halter 22 in Axialrichtung einander gegenüberliegen. Die Zusammenführung erfolgt derart, daß die Schieber 12 durch Stößel.23 aus den Taschen 21 in Axialrichtung ausgestoßen und in die offenen Hülsen 11 in den Haltern 22 des Revolvers 20 eingeschoben werden. Während des Umlaufs der Revolver 19, 20 findet demnach eine Axialverschiebung der Schieber 12 statt.
- Der Revolver 19 wird im vorliegenden Fall durch Taschen 21 gebildet, die lediglich aus zwei seitlichen U-förmigen Seitenwänden 24 und 25 (Fig. 2) bestehen. Eine Seitenwand 24 ist dabei feststehend angeordnet, während die Seitenwand 25 Teil eines Schwenkhebels 26 ist. Dieser ist drehbar zwischen Anschlägen 27 auf einer Tragstange 28 gelagert. Entspechend der Anzahl der Taschen 21 sind mehrere Tragstangen 28 konzentrisch zur Hauptachse 18 mit Abstand von dieser angeordnet.
- Zur Aufnahme der Gegenstände, nämlich Schieber 12, durch die Taschen 21 ist die bewegbare Seitenwand 25 durch entsprechende Bewegung des Schwenkhebels 26 zurückziehbar. Diese Öffnungs- und Schließbewegung der Tasche 21 bzw. des Schwenkhebels 26 ist durch eine Verlängerung 29 des Schwenkhebels 26 steuerbar. Diese tritt mit einer Tastrolle 30 in eine Steuernut 31 einer feststehenden, nämlich auf der Hauptachse 18 gelagerten Steuerscheibe 32 ein. Die Tragstangen 28 laufen längs einer kreisförmigen Bahn um die Hauptachse 18 um. Während dieses Umlaufs werden die Öffnungs- und Schließbewegungen der Tasche 21 durch die Tastrolle 30 von der Steuernut 31 abgeleitet.
- Mit Abstand von den Tragstangen 28 und parallel zu diesen sind Führungsstangen 33 angeordnet. Diese und die Tragstangen 28 dienen jeweils zur Gleitlagerung des Stößels 23 beziehungsweise eines Schenkels 34 desselben. Der Stößel 23 ist dadurch ausschließlich in Axialrichtung auf der Tragstange 28 und der Führungsstange 33 verschiebbar.
- Zur Durchführung der gesteuerten Hin- und Herbewegungen des Stößels 23 ist das Ende des Schenkels 34 mit einer Tastrolle 35 ausgerüstet, die in einer Steuernut 36 am Umfangeines Steuerzylinders 37 gebildet ist. Dieser Steuerzylinder 37 ist ebenfalls fest auf der Hauptachse 18 gelagert. Der Stößel 23 beziehungsweise dessen Stößelkopf 38 sind so bemessen, daß dieses Teil zwischen den Seitenwänden 24 und 25 der Tasche 21 bewegbar ist.
- Der Revolver 20 wird durch eine Revolverscheibe 39 gebildet, die drehbar auf der Hauptachse 18 gelagert ist. Am Außenumfang der Revolverscheibe 39 werden in gleicher Anordnung und Relativstellung die Halter 22 gebildet. Diese bestehen im vorliegenden Fall aus einem Lagersockel 40, der unmittelbar an der Revolverscheibe 39 angebracht ist und zur Aufnahme, nämlich Anlage der betreffenden Gegenstände, im vorliegenden Fall der Hülsen 11, dient. Eine radial nach außen gerichtete Fläche der Lagersockel 40 ist mit Saugbohrungen 41 ausgerüstet, die über Saugleitungen 42 an eine zentrale Unterdruckquelle angeschlossen sind. Wie aus Fig. 4 ersichtlich, führen die abgewinkelten Saugleitungen 42 jedes Lagersockels 40 an eine Ringleitung 43 einer an der Revolverscheibe 39 anliegenden, feststehenden Gegenscheibe 44. Diese ist wiederum feststehend auf der Hauptachse 18 angeordnet. Die Gegenscheibe 44 bildet zugleich den seitlichen Abschluß des Zusammenführungsaggregates 10-auf dieser Seite.
- Zu den Haltern 22 gehört jeweils ein in Radialrichtung relativ zu den Lagersockeln 40 bewegbarer Seitenbegrenzer 45 mit zwei Stützschenkeln 46 und 47. Die Bewegungen werden jeweils durch eine Schubstange 48 übertragen. die mit einer Tastrolle 49 an einem abgewinkelten Ende in eine Steuernut 50 der Gegenscheibe 44 eintritt. Diese ist so gestaltet, daß während des Umlaufs des Revolvers 20 die Seitenbegrenzer 45 in Radialrichtung nach außen oder innen bewegt werden. Die Schubstangen 48 sind jeweils in einem Lagerstück 51 der Revolverscheibe 39 geführt.
- Durch die Beweglichkeit der Seitenbegrenzer 45 können die Stützschenkel 46, 47 völlig nach innen zurückgezogen werden (Fig. 3 unterer Bereich), so daß die nach außen gerichteten Flächen der Lagersockel 40 zur Aufnahme von Gegenständen freiliegen. Deshalb ist es möglich, Gegenstände aufzunehmen, deren Querabmessungen größer sind als der Abstand zwischen den Stützschenkeln 46, 47. Dies ist hier der Fall, wenn die Hülsen 11 in flach zusammengedrückter Gestalt den Lagersockeln 40 zugeführt und von diesen aufgenommen werden. Erst nach dem Aufrichten der Hülse 11 in eine dreidimensionale, nämlich quaderförmige Gestalt werden die Seitenbegrenzer 45 radial nach außen bewegt und umfassen nun mit den Stützschenkeln 46, 47 den Gegenstand, nämlich die Hülse 11, auch im Bereich der Seiten.
- An der Revolverscheibe 39 sind auch die (unbeweglichen) Seitenwände 24 der Taschen 21 des Revolvers 19 angebracht.
- Um das Einführen des Schiebers 12 in die in Axialrichtung jeweils gegenüberliegende Hülse 11 zu erleichtern, ist den Hülsen 11 jeweils eine mitumlaufende Einführungshilfe zugeordnet. Diese besteht aus vier Eckführungen 52, die im Bereich der Ecken der Hülse 11 an deren Eintrittsseite schwenkbar gelagert sind. Schwenkachsen 53 für diese Eckführungen 52 sind übereck angeordnet, so daß die Eckführungen 52 aus einer zurückgeschwenkten Stellung in die Ecken der Hülse 11 geschwenkt werden können (siehe Fig. 9 und 10). Die Eintrittsbewegung der Eckführungen 52 in die Mündung der Hülse 11 besteht aus einer überlagerten Schwenkbewegung und Axialbewegung. Erstere wird durch den an den Eckführungen 52 vorbeibewegten Schieber 12 selbst ausgeführt. Eine hiermit synchrone Bewegung der Eckführungen 52 in Axialrichtung in die Hülse 11 wird durch einen Träger 54 bewirkt, der jeweils mit der in Axialrichtung bewegbaren Führungsstange a3 verbunden ist. Die Bewegung wird dadurch gesteuert, daß der Träger 54 mit einer am unteren beziehungsweise radial innenliegenden Ende angeordnete Tastrolle 55 in eine zugeordnete Steuernut 56 am Außenumfang der Steuerscheibe 32 eintritt. Der Träger 54 ist im übrigen gleitbar auf der Tragstange 28 gelagert und dadurch für ausschließliche Axialbewegungen geführt.
- Die Bewegungen der einzelnen beweglichen Teile des Zusammenführungsaggregats 10 werden durch einen gemeinsamen Antrieb bewirkt. Dieser besteht hier aus einem auf der Hauptachse 18 gelagerten Triebrad 57, mit dem eine ebenfalls mitumlaufende Antriebsscheibe 58 verbunden ist. Die Antriebsscheibe 58 ist durch die achsparallel verlaufenden Tragstangen 28 fest mit der als Gegenstück wirkenden Revolverscheibe 39 verbunden. Die Führungsstangen 33 sind mit ihren Enden sowohl in der Antriebsscheibe 58 als auch in der Revolverscheibe 39 axial verschiebbar gleitend gelagert. Das eine Vielzahl von Funktionen ausführende Zusammenführungsaggregat 10 ist somit sehr kompakt und übersichtlich gebaut.
- Ein besonderes Thema ist die Übergabe von Gegenständen, die taktweise, also diskontinuierlich zugeführt werden, an einen kontinuierlich umlaufenden Förderer, also an den Revolver 19 oder 20. Im vorliegenden Fall werden die mit den Zigaretten versehenen Schieber 12 durch den als Kettenförderer ausgebildeten Förderer 15 zugeführt, und zwar aufeinanderfolgend, je durch einen Mitnehmer 59. Die Gegenstände (Schieber 12) werden durch einen Heber 60 der Hubvorrichtung 14 vom Förderer 15 abgehoben und der Übergabevorrichtung 13 zugeführt.
- Die Übergabevorrichtung 13 besteht im vorliegenden Fall aus zwei Gruppen von Mitnehmertaschen 61. Die Ausbildung dieser Mitnehmertaschen 61 ist derart, daß an den Enden von einander gegenüberliegenden Stegen 62 jeweils aufrechte beziehungsweise etwa in Radialrichtung weisende Zapfen 63 angeordnet sind. Je zwei dieser Zapfen 63 liegen an einander gegenüberliegenden Seiten der Gegenstände, nämlich der Schieber 12, an. Die beiden Stege 62 sind durch einen Querriegel 64-miteinander verbunden. Dieser wiederum sitzt am Ende eines radial gerichteten Förderarms 65 beziehungsweise 66. Die Mitnehmertaschen 61 sind demnach seitlich und radial nach außen offen.
- Je drei mit gleichen Winkelabständen sternförmig miteinander verbundene Förderarme 65 einerseits und 66 andererseits bilden eine Einheit. Die Förderarme 65 einerseits und 66 andererseits sind je für sich drehbar über eine Nabe 67 beziehungsweise 68 auf einer Welle 69 gelagert. Die Förderarme 65, 66 und damit die Mitnehmertaschen 61 werden umlaufend ungleichförmig angetrieben, und zwar derart, daß bei der Aufnahme eines: Gegenstands, also in der Stellung benachbart zur Hubvorrichtung 14, ein momentaner Stillstand des betreffenden Förderarms 65, 66 gegeben ist. Danach erfolgt eine Beschleunigung bis auf die Umfangsgeschwindigkeit des Revolvers 19 beziehungsweise der Taschen desselben. Durch die Verwendung von zwei unabhängig voneinander bewegbaren Gruppen von Mitnehmertaschen 61 ist gewährleistet, daß Stillstand, Beschleunigung und momentaner Gleichlauf mit dem Revolver 19 in kurz aufeinanderfolgenden Bewegungsphasen und damit bei entsprechend hoher Leistungsfähigkeit der Maschine ablaufen können. Die Förderarme 65 beziehungsweise 66 treten dabei mit ihren Mitnehmertaschen 61 aufeinanderfolgend in die Positionen der Übernahme und Abgabe eines Gegenstands. Während demnach ein Förderarm 65 zum Stillstand gebracht ist, wird ein anderer Förderarm 66 auf die Umlaufgeschwindigkeit der Taschen 21 beschleunigt.
- Beiden Gruppen von Förderarmen 65 und 66 ist ein gemeinsamer Antrieb gugeordnet. Zu diesem Zweck ist auf der Welle 69 ein zweiarmiges Trieborgan 70 fest montiert. Dieses mit der Welle 69 umlaufende Trieborgan 70 ist an den Enden jeweils mit einem Lager 71 für einen Triebzapfen 72 versehen. Dieser achsparallel gerichtete Triebzapfen 72 ist an einem Schenkelstück 73 mit einer Tastrolle 74 versehen, die in eine Steuernut 75 einer drehbar auf der Welle 69 gelagerten Steuerscheibe 76 eintritt. Durch die Steuerbewegungen der Tastrolle 74 wird der Triebzapfen 72 über das Schenkel stück 73 in Drehbewegungen während des Umlaufs des Trieborgans 70 versetzt.
- Am gegenüberliegenden Ende des Triefzapfens 72 ist eine quer, also radial gerichtete Führungsgabel 77 angebracht. In deren Schlitz 78 läuft eine am Förderarm 65 beziehungsweise 66 gelagerte Mitnehmerrolle 79.
- Auf die Förderarme 65, 66 wird demnach ein Antrieb übertragen, der sich einerseits aus der Bewegung des kontinuierlich umlaufenden Trieborgans 70 und zum anderen aus den sich damit überlagernden Bewegungen des Triebzapfens 72 ergibt.
- Die Mitnehmertaschen 61 sind an den Enden der Förderarme 65, 66 derart angeordnet, daß diese Mitnehmertaschen 61 bei nebeneinander gelagerten Förderarmen 65, 66 in einer Ebene liegen. Gleiches gilt für die Mitnehmerrollen 79.
- Die Gegenstände, nämlich Schieber 12, werden längs einer kreisbogenförmigen, ortsfesten Förderbahn 80 durch die Mitnehmertaschen 61 bewegt. Die Förderbahn 80 besteht aus zwei seitlichen,etwa viertelkreisbogenförmigen Winkelstücken 81, 82. Auf den unteren Schenkeln dieser Winkelstücke 81, 82 liegen die Gegenstände mit ihren Enden auf.
- Die Förderbahn 80 führt unmittelbar an das Zusammenführungsaggregat 10 heran, und zwar an dessen Revolver 19. Die Förderbahn 80 endet in der Bewegungsbahn der Taschen 21. Die Winkelstücke 81, 82 verlaufen dabei zu beiden Seiten dieser Taschen 21 (siehe Fig. 8). Dadurch können die Gegenstände von den Taschen 21 ohne Seitwärtsbewegung übernommen werden. Die Taschen 21 beziehungsweise deren Seitenwände 24, 25 treten dabei in den Bereich zwischen den Zapfen 63 der Mitnehmertaschen 61 ein.
- Die Gegenstände, nämlich Schieber 12, werden durch einen Heber 83 der Hubvorrichtung 14 vom Förderer 15 abgehoben und von unten her in eine nach unten offene Mitnehmertasche 61 der Übergabevorrichtung 13 eingeführt. Der Heber 83 besteht aus einer Auflagerfläche 84, die auf der den ankommenden Gegenständen zugekehrten Seite offen ist, so daß die Gegenstände durch die Mitnehmer 59 des Förderers 15 auf den Heber 83 transportiert werden können. Auf der gegenüberliegenden Seite erhalten die Gegenstände Anlage an einem Anschlag 85, der damit die exakte Relativstellung des Gegenstands auf dem Heber 83 bestimmt.
- Der Heber 83 wird nun in Aufwärtsrichtung parallel verschoben, und zwar auf einer bogenförmigen Bewegungsbahn, die in Bewegungsrichtung des Förderers 15 sowie aufwärtsgerichtet ist. Die Gegenstände werden dadurch ohne abrupte Änderung der Bewegungsrichtung und damit schonend von dem Förderer 15 abgenommen.
- Der Heber 83 ist mit einem Winkelstück 86 an Parallelogrammlenkern 87 und 88 gelagert. Diese stellen durch Hin-und Herschwenken die schräg aufwärtsgerichtete Parallelverschiebung des Hebers 83 beziehungsweise der Auflagerfläche 84 sicher. Die weiterlaufenden Mitnehmer 59 sichern bei dieser Aufwärtsbewegung die Anlage der Gegenstände am Anschlag 85.
- Da im Bereich der Übergabe der Gegenstände an eine nach unten weisende Mitnehmertasche 61 die Winkelstücke 81 und 82 der Förderbahn 80 ohne die unteren, als Auflage für die Gegenstände dienenden Schenkel ausgebildet sind, bedarf es hier nach dem Einführen der Gegenstände in die Mitnehmertaschen 61 einer anderweitigen Stützung für die Gegenstände, bis diese durch Weiterbewegung der Mitnehmertasche 61 in den Bereich der Schenkel 89 gelangen. Zu diesem Zweck sind seitlich an den Gegenstand schwenkbare Halteleisten 90, 91 vorgesehen. Diese sind an den den Ge-Gegenständen zugekehrten Seiten mit einer Ausnehmung 92 versehen,.die eine untere gewölbte Stützfläche 93 zur Auflagerung der Gegenstände aufweist. Halteleisten 90 und 91 sowie deren Stützfläche 93 sind in der Haltestellung so angeordnet, daß die Stützflächen 93 eine Ergänzung beziehungsweise Verlängerung der Schenkel 89 der Winkelstücke 81 und 82 bilden. Der Heber 83 kann dadurch nach Einführung des Gegenstands in die Mitnehmertasche 61 unverzüglich in die Ausgangsstellung zurückkehren. Durch entsprechend synchrone Bewegung werden die Halteleisten 90 und 91 seitlich an den Gegenstand geschwenkt, wodurch die Stützflächen 93 den Gegenstand nach unten abstützen. Bei der nun einsetzenden Weiterbewegung der Mitnehmertasche 61 gelangt der Gegenstand von den Stützflächen 93 auf die anschließenden Schenkel 89 der Förderbahn 80.
- Die Halteleisten 90, 91 sind jeweils an zweiarmigen Hebeln 94 und 95 gelagert. Von diesen wird der Hebel 95 durch eine Schubstange 96 hin- und hergehend angetrieben. Die Bewegungen des Hebels 95 werden über ein Zwischenglied 97 mit Richtungsumkehr auf den winkelförmig ausgebildeten Hebel 94 übertragen.
- Eine weitere Schubstange 98 dient dem Antrieb des Hebers 83 über eine Zwischenlasche 99. Die Hebel 94 und 95 sowie die Parallelogrammlenker 87, 88 und die Zwischenlasche 99 sind jeweils auf gleichen Achsen gelagert.
- Die Vorrichtung ist mit einer weiteren Eingabeeinrichtung für Gegenstände in einen Revolver des Zusammenführungsaggregats 10 versehen. Es handelt sich dabei um die Schwinge 16, die hier zum Einführen der flach zusammengelegten Hülsen 11 in den Revolver 20 dient. Die Schwinge 16 ist für die Aufnahme der Hülsen 11 mit einer flächenförmigen Aufnahme 100 versehen. Die exakte Relativstellung der Hülse 11 auf dieser Aufnahme 100 ist durch eine Begrenzung 101 bestimmt.
- Die Schwinge 16 ist im wesentlichen tangential zum Revolver 20 gerichtet (siehe insbesondere Fig. 3). Die Bewegung der Schwinge 16 ist derart, daß die Hülse 11 in Radialrichtung dem Revolver 20 beziehungsweise dem Lagersockel : 40 eines Halters 22 in Radialrichtung bei gleichzeitiger Bewegung in Richtung des umlaufenden Revolvers 20 zugeführt wird. Diese überlagerte Bewegung wird dadurch erreicht, daß die Enden der Schwinge 16 jeweils mit einem Schwingarm 102 und einer Kurbel 103 verbunden sind. Die Bewegungen sind dabei so bemessen, daß die vorgenannte Bewegung ausgeführt wird. In der vom Revolver 20 abgekehrten Stellung erfolgt die Beschickung der Schwinge 16 mit einer Hülse 11. Die Übergabe derselben an den Revolver 20 erfolgt durch Anlegen an den Lagersockel 40, der durch die Saugbohrung 41 die Hülse 11 unverzüglich erfaßt und mitnimmt.
- Wie voranstehend erläutert, werden die Hülsen 11 flach zusammenliegend in den Revolver 20 eingeführt. Für die Vereinigung der Hülse 11 mit dem Schieber 12 ist ein Aufrichten in die quaderförmige Endstellung erforderlich. Zu diesem Zweck ist bei dem vorliegenden Ausführungsbeispiel dem Revolver 20 der Aufrichter 17 zugeordnet. Dieser ist gleichachsig zum Revolver 20 gelagert, nämlich drehbar auf einem Achsende 104 in Verlängerung der Hauptachse 18 (siehe Fig. 4).
- Der Aufrichter 17 besteht aus einer auf dem Achsende 104 drehbar gelagerten Traglasche 105. Diese wird durch ein Antriebsgestänge 106 hin- und herschwingend angetrieben. Das Antriebsgestänge 106 greift mit Abstand vom Achsende 104, also mit Abstand vom Drehlager der Traglasche 105, in einem Schwenklager 107 an der Traglasche 105 an.
- Der Aufrichter 17 ist so ausgebildet, daß zwei Halter 22 des Revolvers 20 beziehungsweise zwei in diesen aufgenommene Hülsen 11 gleichzeitig aufgerichtet werden. Zu diesem Zweck ist der Aufrichter 17 mit zwei gemeinsam angetriebenen Hubarmen 108, 109 ausgerüstet. Am radial außenliegenden Ende eines jeden Hubarms 108, 109 ist ein Saugkopf 110, 111 angeordnet. Dieser wird an eine jeweils außenliegende Wandung 112 der Hülse 11 herangeführt und durch Saugluft fixiert. Die Hülse 11 wird demnach durch Saugluft einerseits auf dem Lagersockel 40 und andererseits durch den Saugkopf 110 bzw. 111 gehalten.
- Die Hubarme 108, 109 und mit diesen die Saugköpfe 110, 111 führen eine dem Vorgang des Aufrichtens der Hülse 11 entsprechende halbkreisförmige Schwenkbewegung aus. Dabei wird die Hülse 11 zunächst bis in die aufgerichtete Stellung verformt und dann über diese hinweg "überbrochen". Danach wird die angestrebte, aufgerichtete quaderförmige Gestalt der Hülse 11 wieder hergestellt.
- Zur Durchführung dieser Bewegung sind die Hubarme 108, 109 über Parallelogrammlaschen 113, 114 mit einem gemeinsamen Getriebe verbunden. Dieses besteht aus einem Hauptrad 115 (Zahnrad) und mit diesem kämmenden Hilfsrädern 116 (ebenfalls Zahnräder). Die Parallelogrammlaschen 113, 114 sind jeweils fest mit einem derartigen Hilfsrad 116 verbunden.
- Drehbewegungen des Hauptrades 115 werden über die Hilfsräder 116 auf alle Parallelogrammlaschen 113, 114 und von diesen auf die Hubarme 108, 109 übertragen, und zwar in dem Sinne, daß die beschriebene Bewegung der Saugköpfe 110, 111 ausgeführt wird. Die Saugköpfe 110, 111 beziehungsweise die der Wandung 112 zugekehrten Saugflächen derselben führen dabei eine Parallelbewegung aus.
- Der Antrieb des Hauptrades 115 wird gesondert durchgeführt, und zwar über eine Koppel 117, die mit dem Ende einer Kurbelstange 118 verbunden ist. Das gegenüberlie-' gende Ende der Kurbelstange 118 treibt das Hauptrad 115 an und ist zu diesem Zweck außermittig an einem Kurbelarm 119 des Häuptrades 115 angelenkt. Das der Koppel 117 zugekehrte Ende der Kurbelstange 118 ist mit einem Zwischenglied 120 verbunden, welches seinerseits durch das Schwenklager 107 getragen wird.
- Die einzelnen Bewegungsphasen des Aufrichters 17 sind schematisch in Fig. 12 bis 17 dargestellt.
- Fig. 12 zeigt die Ausgangsstellung, in der die Saugköpfe 110, 111 an die Wandung 112 von zwei noch flach zusammengelegten Hülsen 11 herangesteuert sind. Der Aufrichter 17 läuft nun im weiteren mit dem Revolver 20 längs eines Teilstücks um. Während dieser Bewegung werden die Hubarme 108, 109 in der beschriebenen Weise bewegt, wodurch die Hülse 11 aus der zunächst flachen Stellung über eine schiefe Zwischenstellung gemäß Fig. 13 dn die quaderförmige Stellung gemäß Fig. 14 aufgerichtet wird. Die Bewegungen des Aufrichters 17 gehen jedoch über die Stellung gemäß Fig. 14 hinaus, und zwar über eine (entgegengesetzt) schiefe Stellung gemäß Fig. 15 in eine obere Endstellung gemäß Fig. 16. Hier ist die Hülse 11 wieder flach zusammengedrückt wie in Fig. 12, jedoch in der Gegenlage. Dadurch wird die Hülse 11 im Bereich der Kanten überdehnt beziehungsweise "überbrochen". Wenn sich nun die Saugköpfe 110, 111 von der Wandung 112 der Hülse 11 lösen (Fig. 17), richtet sich die Hülse 11 infolge der Materialspannung in die erwünschte quaderförmige Stellung auf. Bei weiterer Bewegung des Revolvers 20 werden die Seitenbegrenzer 45 in die radial äußere Stellung bewegt und sichern nunmehr die quaderförmige Gestalt der Hülse 11 mit den Stützschenkeln 46, 47. Der Aufrichter 17 kehrt in die Ausgangsstellung gemäß Fig. 12 zurück.
- Durch die gleichzeitige Aufrichtung von zwei Hülsen 11 ist es möglich, die Bewegungen des Aufrichters 17 auf die verhältnismäßig hohe Umlaufgeschwindigkeit des Revolvers 20 einzurichten. Der Revolver 20 hat sich um eine zwei Haltern 22 entsprechende Teilung weiterbewegt, wenn der Aufrichter 17 nach einem Arbeitstakt in die Ausgangsstellung zurückkehrt.
- In Fig. 12 sind durch schraffierte kreisbogenförmige Balken die Bewegungsphasen des Zusammenführungsaggregats 10 dargestellt. Durch das Segment 121 wird ein etwa 40° betragender Bereich dargestellt, in dem die Radialbewegung des Seitenbegrenzers 45 vonstatten geht. Das Segment 122 - etwa 20° - entspricht der Zustellung der Eckführungen 52 in die Arbeitsposition gegenüber der Hülse 11. Schließlich wird durch das Segment 123 der Einschubvorgang des Schiebers 12 in die Hülse 11 umrissen.
- Am Ende des Segmentes 123 ist ein Auswerfer 124 angeordnet, durch den die fertigen Packungen aus den Haltern 22 ausgestoßen und auf eine Packungsbahn 125 gegeben werden. Der Auswerfer 124 ist im vorliegenden Fall mit dem Schwingarm 102 für die Schwinge 16 auf einer gemeinsamen Achse 126 gelagert. Dadurch ergibt sich ein einfacher konstruktiver Aufbau der Vorrichtung.
Claims (19)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2806263A DE2806263C2 (de) | 1978-02-15 | 1978-02-15 | Vorrichtung zum Herstellen von Schiebepackungen für Zigaretten |
| DE2806263 | 1978-02-15 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79100309.8 Division | 1979-02-02 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP0034377A2 true EP0034377A2 (de) | 1981-08-26 |
| EP0034377A3 EP0034377A3 (en) | 1981-09-02 |
| EP0034377B1 EP0034377B1 (de) | 1984-11-07 |
| EP0034377B2 EP0034377B2 (de) | 1994-03-23 |
Family
ID=6031963
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79100309A Expired EP0003573B1 (de) | 1978-02-15 | 1979-02-02 | Verfahren und Vorrichtung zum Zusammenführen von Gegenständen in einer Verpackungsmaschine |
| EP81102133A Expired - Lifetime EP0034377B2 (de) | 1978-02-15 | 1979-02-02 | Verfahren und Vorrichtung zum Einführen von Gegenständen, insbesondere Packungen, in die Umlaufbahn eines kontinuierlichen Förderers |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79100309A Expired EP0003573B1 (de) | 1978-02-15 | 1979-02-02 | Verfahren und Vorrichtung zum Zusammenführen von Gegenständen in einer Verpackungsmaschine |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4258526A (de) |
| EP (2) | EP0003573B1 (de) |
| JP (1) | JPS54117290A (de) |
| BR (1) | BR7900923A (de) |
| CA (1) | CA1136537A (de) |
| DE (1) | DE2806263C2 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0275481A3 (en) * | 1987-01-17 | 1989-04-05 | Focke & Co. (Gmbh & Co.) | Method and device for packaging paper handkerchiefs |
| FR2639614A1 (fr) * | 1988-11-30 | 1990-06-01 | Gd Spa | Procede pour emballer des cigarettes dans des paquets durs a dessus basculant |
| FR2639613A1 (fr) * | 1988-11-30 | 1990-06-01 | Gd Spa | Machine pour emballer des cigarettes dans des paquets durs a dessus basculant |
| EP0850837A3 (de) * | 1996-12-27 | 1998-09-09 | Focke & Co. (GmbH & Co.) | Verpackungsmachine für die Fertigung von Zigarettenpackungen |
| KR100751600B1 (ko) * | 2003-12-24 | 2007-08-22 | 몰렉스 인코포레이티드 | 변형 임피던스를 구비한 전송 라인 |
| KR100836967B1 (ko) * | 2003-12-24 | 2008-06-10 | 몰렉스 인코포레이티드 | 다채널 도파관 구조물 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2949252A1 (de) * | 1979-12-07 | 1981-06-11 | Focke & Co, 2810 Verden | Verfahren und vorrichtung zum verpacken von zigaretten o.dgl. |
| DE3046065C2 (de) * | 1980-12-06 | 1984-11-29 | Maschinenfabrik Alfred Schmermund Gmbh & Co, 5820 Gevelsberg | Bodenfaltungspacker |
| DE3523208A1 (de) * | 1984-07-14 | 1986-01-16 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zum pruefen von fertigen packungen, insbesondere zigarettenpackungen, an einer verpackungsmaschine |
| DD244321B1 (de) * | 1985-12-19 | 1990-08-08 | Nagema Veb K | Vorrichtung zum wenden von dauebackwaren |
| DE3723001A1 (de) * | 1987-07-11 | 1989-01-19 | Hauni Werke Koerber & Co Kg | Vorrichtung zum ueberfuehren von blockfoermigen artikelgruppen der tabakverarbeitenden industrie |
| JPH04511U (de) * | 1990-04-16 | 1992-01-06 | ||
| EP0473320A1 (de) * | 1990-08-15 | 1992-03-04 | Philip Morris Products Inc. | Vorrichtung und Verfahren zum Herstellen von Zigarettenschachteln mit Klappdeckel |
| DE4210813A1 (de) * | 1992-04-01 | 1993-10-07 | Schmermund Maschf Alfred | Kartoniereinrichtung |
| DE4210812A1 (de) * | 1992-04-01 | 1993-10-07 | Schmermund Maschf Alfred | Kartoniereinrichtung |
| IT1257448B (it) * | 1992-09-30 | 1996-01-25 | Apparato per l'alimentazione continua di astucci ad una cosiddetta astucciatrice | |
| DE4300149A1 (de) * | 1993-01-08 | 1994-07-14 | Focke & Co | Vorrichtung zum Herstellen von Zigaretten-Packungen |
| DE19532092A1 (de) * | 1995-08-30 | 1997-03-06 | Focke & Co | Vorrichtung zum Fördern von Packungen |
| DE19706215A1 (de) * | 1997-02-18 | 1998-08-20 | Focke & Co | Verpackungsmaschine, insbesondere für die Fertigung von Zigaretten-Packungen |
| DE19946787A1 (de) | 1999-09-29 | 2001-04-05 | Focke & Co | Verfahren und Vorrichtung zur Diagnose von Maschinen |
| GB0024796D0 (en) * | 2000-10-10 | 2000-11-22 | Molins Plc | Package |
| DE10158736A1 (de) * | 2001-11-30 | 2003-06-12 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von Hartpackungen für Zigaretten |
| CN100425509C (zh) * | 2002-05-09 | 2008-10-15 | 富士胶片株式会社 | 包装对象供应设备、箱体供应设备、装箱设备、包装系统及包装方法 |
| WO2005054056A1 (en) * | 2003-12-01 | 2005-06-16 | British American Tobacco (Investments) Limited | Apparatus and method for packing smoking articles |
| US20060037876A1 (en) * | 2004-08-20 | 2006-02-23 | Philip Morris Usa Inc. | Method of packaging cigarettes and package |
| IT1397936B1 (it) * | 2010-01-26 | 2013-02-04 | Gima Spa | Macchina impacchettatrice e metodo per impacchettare articoli da fumo. |
| ITBO20130023U1 (it) * | 2013-03-15 | 2014-09-16 | Gima Spa | Confezione. |
| CN104229179B (zh) * | 2014-09-02 | 2016-10-05 | 河南中烟工业有限责任公司 | 一种包装机的铝箔纸内包提升板 |
| EP3909877A1 (de) * | 2020-05-14 | 2021-11-17 | Teepack Spezialmaschinen GmbH & Co. KG | Vorrichtung zum transportieren von fertig zugeschnittenen und befüllten schlauchstücken |
| IT202100020399A1 (it) * | 2021-07-29 | 2023-01-29 | Fiorenzo Draghetti | Apparecchiatura e procedimento per confezionare pacchetti di articoli da fumo di diversi formati |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH139969A (de) * | 1928-11-01 | 1930-05-15 | American Mach & Foundry | Kleinstückpackmaschine, insbesondere für Zigaretten. |
| DE2308714A1 (de) * | 1972-02-24 | 1973-08-30 | Hauni Werke Koerber & Co Kg | Vorrichtung zum fertigen von packungen fuer zigaretten oder andere stabfoermige gegenstaende der tabakverarbeitenden industrie |
| DE2244533A1 (de) * | 1972-09-11 | 1974-04-04 | Hauni Werke Koerber & Co Kg | Packmaschine zum verpacken von aus stabfoermigen rauchartikeln bestehenden formationen |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE109292C (de) * | ||||
| US1326187A (en) * | 1919-12-30 | donnelly | ||
| US1064452A (en) * | 1912-08-01 | 1913-06-10 | Diamond Match Co | Box-filling machine. |
| DE609792C (de) | 1932-03-19 | 1935-02-26 | Cie De Signaux Et D Entpr S El | Fuellmundstueck, insbesondere fuer die Verpackung von Zigaretten in Faltbeuteln |
| DE803523C (de) * | 1949-12-06 | 1951-04-05 | Kurt Koerber & Co K G | Verfahren und Vorrichtung zum Verpacken von Zigaretten und anderem Gut |
| DE1761556U (de) * | 1957-09-27 | 1958-02-13 | Rose Brothers Ltd | Vorrichtung zum foerdern von faltschachteln. |
| DE1183427B (de) * | 1959-02-28 | 1964-12-10 | Alfred Schmermund | Zufuehrungseinrichtung fuer Zigaretten an einer Zigarettenpackmaschine |
| DE1172183B (de) | 1959-05-20 | 1964-06-11 | Hesser Ag Maschf | Vorrichtung an Fuell- und Schliessmaschinen zum Evakuieren und Begasen von Beutelpackungen |
| DE1285940B (de) | 1965-05-20 | 1968-12-19 | Focke Pfuhl Verpack Automat | Vorrichtung zum kontinuierlichen Einschlagen von blockartigen Gegenstaenden in einen Zuschnitt aus heisssiegelfaehiger Folie |
| GB1171762A (en) * | 1965-11-01 | 1969-11-26 | Molins Machine Co Ltd | Improvements in or relating to Packing Machines. |
| GB1203662A (en) | 1967-06-12 | 1970-09-03 | American Mach & Foundry | Cigarette or rod-like articles packaging machine and method |
| GB1223806A (en) * | 1968-06-11 | 1971-03-03 | Amf Inc | Cigarette packing machines |
| US3633470A (en) * | 1969-02-12 | 1972-01-11 | Pitters Proprietary Ltd | Package feeder apparatus |
| GB1316933A (en) | 1969-09-05 | 1973-05-16 | Molins Machine Co Ltd | Rotary conveyor article transfer apparatus |
| CH524452A (de) * | 1970-08-03 | 1972-06-30 | Richter Gedeon Vegyeszet | Verpackungsmaschine zum Umformen von Kartonzuschnitten zu Faltschachteln |
| DE2440006C2 (de) | 1974-08-21 | 1984-06-28 | Focke & Co, 2810 Verden | Verfahren und Vorrichtung zum Herstellen von (quaderförmigen) Klappschachteln |
-
1978
- 1978-02-15 DE DE2806263A patent/DE2806263C2/de not_active Expired
-
1979
- 1979-01-29 JP JP829679A patent/JPS54117290A/ja active Granted
- 1979-01-31 US US06/008,214 patent/US4258526A/en not_active Expired - Lifetime
- 1979-02-02 EP EP79100309A patent/EP0003573B1/de not_active Expired
- 1979-02-02 EP EP81102133A patent/EP0034377B2/de not_active Expired - Lifetime
- 1979-02-14 BR BR7900923A patent/BR7900923A/pt unknown
- 1979-02-14 CA CA000321489A patent/CA1136537A/en not_active Expired
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH139969A (de) * | 1928-11-01 | 1930-05-15 | American Mach & Foundry | Kleinstückpackmaschine, insbesondere für Zigaretten. |
| DE2308714A1 (de) * | 1972-02-24 | 1973-08-30 | Hauni Werke Koerber & Co Kg | Vorrichtung zum fertigen von packungen fuer zigaretten oder andere stabfoermige gegenstaende der tabakverarbeitenden industrie |
| DE2244533A1 (de) * | 1972-09-11 | 1974-04-04 | Hauni Werke Koerber & Co Kg | Packmaschine zum verpacken von aus stabfoermigen rauchartikeln bestehenden formationen |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0275481A3 (en) * | 1987-01-17 | 1989-04-05 | Focke & Co. (Gmbh & Co.) | Method and device for packaging paper handkerchiefs |
| FR2639614A1 (fr) * | 1988-11-30 | 1990-06-01 | Gd Spa | Procede pour emballer des cigarettes dans des paquets durs a dessus basculant |
| FR2639613A1 (fr) * | 1988-11-30 | 1990-06-01 | Gd Spa | Machine pour emballer des cigarettes dans des paquets durs a dessus basculant |
| EP0850837A3 (de) * | 1996-12-27 | 1998-09-09 | Focke & Co. (GmbH & Co.) | Verpackungsmachine für die Fertigung von Zigarettenpackungen |
| US5979140A (en) * | 1996-12-27 | 1999-11-09 | Focke & Co. (Gmbh & Co.) | Packaging machine for the production of cigarette packets |
| KR100751600B1 (ko) * | 2003-12-24 | 2007-08-22 | 몰렉스 인코포레이티드 | 변형 임피던스를 구비한 전송 라인 |
| KR100836967B1 (ko) * | 2003-12-24 | 2008-06-10 | 몰렉스 인코포레이티드 | 다채널 도파관 구조물 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR7900923A (pt) | 1979-09-11 |
| EP0034377B2 (de) | 1994-03-23 |
| EP0034377A3 (en) | 1981-09-02 |
| EP0003573B1 (de) | 1983-02-16 |
| JPH0212805B2 (de) | 1990-03-28 |
| EP0034377B1 (de) | 1984-11-07 |
| CA1136537A (en) | 1982-11-30 |
| US4258526A (en) | 1981-03-31 |
| DE2806263C2 (de) | 1986-08-14 |
| DE2806263A1 (de) | 1979-08-16 |
| EP0003573A3 (en) | 1979-09-05 |
| JPS54117290A (en) | 1979-09-12 |
| EP0003573A2 (de) | 1979-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0034377B2 (de) | Verfahren und Vorrichtung zum Einführen von Gegenständen, insbesondere Packungen, in die Umlaufbahn eines kontinuierlichen Förderers | |
| EP0226872B1 (de) | Vorrichtung zum Herstellen von (Zigaretten-)Packungen aus mindestens einem faltbaren Zuschnitt | |
| EP2210813B2 (de) | Verfahren und Vorrichtung zum Verpacken kleinstückiger Artikel | |
| EP0275481B1 (de) | Verfahren und Vorrichtung zum Verpacken von Papier-Taschentüchern | |
| EP0490084B1 (de) | Vorrichtung zum Ein- oder Auspacken von Behältern | |
| DE2750533C2 (de) | Vorrichtung zum Zuführen von Gruppen von Gegenständen | |
| DE3046065C2 (de) | Bodenfaltungspacker | |
| EP0030359A1 (de) | Vorrichtung zum Verpacken von Zigaretten od. dgl. | |
| EP0197368A2 (de) | Verfahren und Vorrichtung zum Verpacken von insbesondere Zigaretten | |
| DE4225062A1 (de) | Verfahren zum ueberfuehren von erzeugnissen zwischen fortlaufend sich bewegenden foerdervorrichtungen | |
| EP0873939A1 (de) | Vorrichtung zum Herstellen von Packungen | |
| EP0529689B1 (de) | Vorrichtung zur Übergabe von quaderförmigen Packungen | |
| EP2490948B1 (de) | Vorrichtung zum speichern von (zigaretten-)packungen | |
| EP0847925A1 (de) | Verfahren und Maschine zum Herstellen von Zigarettenpackungen | |
| EP0806358B1 (de) | Verfahren und Vorrichtung zur Weitergabe von Gegenständen | |
| EP0418687B1 (de) | Bodenfaltungspacker | |
| DE2858074C2 (de) | Vorrichtung zur Übergabe von eingehüllten Zigarettengruppen an einen umlaufenden Revolver | |
| DE3441633C2 (de) | Verpackungsmaschine für quaderförmige Gegenstände | |
| EP0233470B1 (de) | Vorrichtung zum Lagern von (Zigaretten-) Packungen | |
| DE2329534A1 (de) | Vorrichtung zum einwickeln von bonbons oder aehnlichen kleinteilen | |
| DE4001587C1 (en) | Feed magazine for cigarette packing machine - gathers cigarettes in pockets on conveyor belt | |
| EP0367041B1 (de) | Überführungsvorrichtung für quaderförmige Gegenstände | |
| EP0438764B1 (de) | Zigarettenverpackungsmaschine | |
| EP0756994A1 (de) | Packmaschine zum gruppenweisen Ein- oder Auspacken von Flaschen oder dergl. Behältern in bzw. aus Flaschenkästen oder dergl. Gebinde | |
| EP0324898A1 (de) | Vorrichtung zum lagegenauen Übernehmen und Transportieren von Knäueln an einer Knäuelwickelmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3573 Country of ref document: EP |
|
| AK | Designated contracting states |
Designated state(s): FR GB IT |
|
| AK | Designated contracting states |
Designated state(s): FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19811104 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3573 Country of ref document: EP |
|
| AK | Designated contracting states |
Designated state(s): FR GB IT |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: HAUNI-WERKE KOERBER & CO. KG Effective date: 19850802 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: KOERBER AG Effective date: 19850802 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: FOCKE & CO. (GMBH & CO.) |
|
| ITTA | It: last paid annual fee | ||
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19940323 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): FR GB IT |
|
| ITF | It: translation for a ep patent filed | ||
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980126 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980210 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19990201 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Effective date: 19990201 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |