EP0034377A2 - Procédé et dispositif pour amener des objets, notamment des paquets, dans le trajet de circulation d'un convoyeur sans fin - Google Patents
Procédé et dispositif pour amener des objets, notamment des paquets, dans le trajet de circulation d'un convoyeur sans fin Download PDFInfo
- Publication number
- EP0034377A2 EP0034377A2 EP81102133A EP81102133A EP0034377A2 EP 0034377 A2 EP0034377 A2 EP 0034377A2 EP 81102133 A EP81102133 A EP 81102133A EP 81102133 A EP81102133 A EP 81102133A EP 0034377 A2 EP0034377 A2 EP 0034377A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- objects
- turret
- sleeve
- conveyor
- package
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 12
- 238000004806 packaging method and process Methods 0.000 claims abstract description 4
- 238000006073 displacement reaction Methods 0.000 claims description 6
- 238000012856 packing Methods 0.000 claims description 3
- 239000000969 carrier Substances 0.000 claims 1
- 230000001360 synchronised effect Effects 0.000 abstract description 3
- 235000019504 cigarettes Nutrition 0.000 description 9
- 241000209035 Ilex Species 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 238000012536 packaging technology Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/223—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors
- B65B19/225—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors the conveyors having continuous movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/12—Inserting the cigarettes, or wrapped groups thereof, into preformed containers
- B65B19/18—Inserting the cigarettes, or wrapped groups thereof, into preformed containers into drawer-and-shell type boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/12—Inserting the cigarettes, or wrapped groups thereof, into preformed containers
- B65B19/20—Inserting the cigarettes, or wrapped groups thereof, into preformed containers into boxes with hinged lids
Definitions
- the invention relates to a method and device for inserting objects, in particular packs, into the orbit of a continuously rotating conveyor, preferably into a pocket or the like of a revolving revolver, the objects being able to be fed at a speed which differs from the speed of the conveyor.
- the invention addresses a problem in packaging technology.
- the movement of the packs or the objects to be packaged within packaging machines is often subject to a change due to technical requirements. Above all, that often arises
- the task is to convert a clock feed into a continuous movement.
- This last-mentioned topic has to be dealt with if packs or pack contents are to be conveyed successively to a continuously operating aggregate.
- this problem can have the effect that the pack contents, that is to say a cigarette group (cigarette block), are to be transported on a (linear) pack track and are to be transferred from the latter to a continuously revolving revolver.
- the method according to the invention is characterized in that the object (slide) accelerates along a movement path leading to the revolver or the like to the speed of the revolver and, at the same speed as this, transfers it to the revolver or its pocket or the like becomes.
- the object (package contents) to be introduced into the continuously running conveyor (turret) is brought into an intermediate conveyor track in which the object is accelerated to the revolving speed of the turret and then transferred.
- the device according to the invention for feeding or transferring individually or discontinuously fed objects, in particular packs or parts thereof, to a continuously rotating conveyor, in particular to a revolver with pockets or the like is characterized by a transfer device through which the objects are conveyed to a conveyor track the outer circumference of the revolver can be brought up in such a way that the objects can be accelerated to the revolving speed of the revolver and at the same time Speed can be transferred to this or to a pocket of the same.
- the invention further relates to measures for handling the objects on or on the revolver after transfer to it.
- the problem here is to bring objects together during the revolver's revolution and to combine them, in particular to insert the contents of a package into them.
- the procedure according to the invention is such that the objects to be brought together are conveyed coaxially and at the same speed each along coaxial circular paths of the same diameter and are combined with one another by axial displacement of at least one of the objects.
- the execution suitable for carrying out this method according to the invention is characterized by two revolvers mounted at the same axis, rotating continuously and at the same speeds, each with a plurality of pockets or holders for holding the objects, in particular the contents of the pack or the pack, and by axially directed conveying elements (tappets ) for the axially directed displacement of the objects.
- the invention can be used with particular advantages in the manufacture of cigarette packs of the "pusher and sleeve" type.
- the device shown in the drawings consists of several interacting individual units that interact optimally with one another, but can also be used in other contexts.
- Objects can be combined with one another in a continuous movement sequence by means of a merging unit 10.
- these objects are a sleeve 11 on the one hand and a filled slide 12 in Eigen. 1 as an example showed "slide and sleeve" type cigarette pack.
- a transfer device 13 is used to feed objects - in the present case the filled slide 12 - to a revolver rotating. This transfer device 13 is preceded by a lifting device 14, through which objects are transferred to the lifting device 14 by a conveyor 15, which in the present case runs in a straight line.
- FIG. 11 shows details of a rocker 16 which is moved in a special way, likewise for transferring objects to a revolving revolver. In the present case, these are flat blanks for forming a sleeve 11. Finally, an erector 17, also shown in FIG. 11, is to be emphasized, by means of which blanks received during the movement of the revolver, in particular for the sleeve 11, can be unfolded .
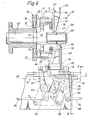
- the merging unit 10 (see in particular FIG. 4) is a very compact structure.
- Two revolvers 19 and 20 are rotatably mounted on a common main axis 18. Each of these revolvers 19, 20 serves to hold objects that are to be combined with one another.
- the revolver 19 receives the slide 12 with the cigarettes in pockets 21, while the sleeves 11 are transported in holders 22 of the revolver 20.
- the two revolvers 19 and 20 run continuously and at the same speed, in such a way that pockets 21 and holder 22 lie opposite one another in the axial direction.
- the combination takes place in such a way that the slides 12 are pushed out of the pockets 21 in the axial direction by means of plungers. 23 and inserted into the open sleeves 11 in the holders 22 of the revolver 20. Accordingly, during the rotation of the revolvers 19, 20, the slide 12 is axially displaced.
- the revolver 19 is formed in the present case by pockets 21, which only consist of two U-shaped sides gene side walls 24 and 25 (Fig. 2) exist.
- a side wall 24 is arranged stationary, while the side wall 25 is part of a pivot lever 26. This is rotatably mounted between stops 27 on a support rod 28.
- a plurality of support rods 28 are arranged concentrically to the main axis 18 at a distance from it.
- the movable side wall 25 can be retracted by corresponding movement of the pivot lever 26.
- This opening and closing movement of the pocket 21 or the pivot lever 26 can be controlled by an extension 29 of the pivot lever 26.
- the support rods 28 run along a circular path around the main axis 18. During this cycle, the opening and closing movements of the pocket 21 are derived from the control groove 31 by the feeler roller 30.
- Guide rods 33 are arranged at a distance from and parallel to the support rods 28. These and the support rods 28 each serve to slide the tappet 23 or a leg 34 of the same. The plunger 23 can thus be moved exclusively in the axial direction on the support rod 28 and the guide rod 33.
- the end of the leg 34 is equipped with a feeler roller 35 which is formed in a control groove 36 on the circumference of a control cylinder 37.
- This control cylinder 37 is also fixedly mounted on the main axis 18.
- the plunger 23 or its plunger head 38 are dimensioned such that this part can be moved between the side walls 24 and 25 of the pocket 21.
- the turret 20 is formed by a turret disk 39 which is rotatably mounted on the main axis 18.
- the holders 22 are formed on the outer circumference of the turret disk 39 in the same arrangement and relative position.
- these consist of a bearing base 40, which is attached directly to the turret disk 39 and serves for receiving, namely, contacting the relevant objects, in the present case the sleeves 11.
- a radially outward surface of the bearing base 40 is equipped with suction bores 41 which are connected to a central vacuum source via suction lines 42.
- the angled suction lines 42 of each bearing base 40 lead to a ring line 43 of a fixed counter disc 44 which bears against the turret disc 39. This is in turn arranged fixed on the main axis 18.
- the counter disc 44 also forms the lateral end of the merging unit 10 on this side.
- the brackets 22 each have a side limiter 45 which can be moved in the radial direction relative to the bearing bases 40 and has two support legs 46 and 47.
- the movements are each transmitted by a push rod 48. which enters a control groove 50 of the counter disc 44 with a feeler roller 49 at an angled end. This is designed so that the side delimiters 45 are moved radially outwards or inwards during the rotation of the turret 20.
- the push rods 48 are each guided in a bearing piece 51 of the turret disk 39.
- the support legs 46, 47 can be withdrawn completely inwards (lower region of FIG. 3), so that the outward-facing surfaces of the bearing pedestal 40 are exposed for receiving objects. It is therefore possible to accommodate objects whose transverse dimensions are larger than the distance between the support legs 46, 47. This is this is the case when the sleeves 11 are fed to the bearing pedestals 40 in a flattened shape and are received by them. Only after the sleeve 11 has been erected into a three-dimensional, namely cuboid shape, the side delimiters 45 are moved radially outward and now include the object, namely the sleeve 11, with the support legs 46, 47 also in the region of the sides.
- the (immovable) side walls 24 of the pockets 21 of the turret 19 are also attached to the turret disk 39.
- the sleeves 11 are each assigned an encircling insertion aid.
- This consists of four corner guides 52 which are pivotally mounted in the region of the corners of the sleeve 11 on its entry side. Pivot axes 53 for these corner guides 52 are arranged in a corner so that the corner guides 52 can be pivoted from a pivoted-back position into the corners of the sleeve 11 (see FIGS. 9 and 10).
- the entry movement of the corner guides 52 into the mouth of the sleeve 11 consists of a superimposed pivoting movement and axial movement. The former is carried out by the slider 12 which is moved past the corner guides 52.
- a hereby synchronous movement of the corner guides 52 in the axial direction into the sleeve 11 is brought about by a carrier 54 which is connected in each case to the guide rod a3 movable in the axial direction.
- the movement is controlled in that the carrier 54, with a feeler roller 55 arranged at the lower or radially inner end, enters an associated control groove 56 on the outer circumference of the control disk 32.
- the carrier 54 is otherwise slidably supported on the support rod 28 and thereby guided for exclusive axial movements.
- the movements of the individual moving parts of the merging unit 10 are effected by a common drive.
- This consists here of a drive wheel 57 mounted on the main axis 18, to which a drive disk 58, which is also rotating, is connected.
- the drive disk 58 is fixedly connected to the turret disk 39 acting as a counterpart by the axially parallel support rods 28.
- the ends of the guide rods 33 are slidably axially displaceable both in the drive disk 58 and in the turret disk 39.
- a particular topic is the transfer of objects, which are fed intermittently, i.e. discontinuously, to a continuously rotating conveyor, that is to the revolver 19 or 20.
- the slide 12 provided with the cigarettes are fed by the conveyor 15 designed as a chain conveyor successively, each by a driver 59.
- the objects (slider 12) are lifted by a lifter 60 of the lifting device 14 from the conveyor 15 and fed to the transfer device 13.
- the transfer device 13 consists in the present case of two groups of driver pockets 61.
- the configuration of these driver pockets 61 is such that at the ends of mutually opposite webs 62 there are arranged upright or pin 63 pointing approximately in the radial direction. Two of these pins 63 each rest on opposite sides of the objects, namely the slide 12.
- the two webs 62 are connected by a cross bar 64 - connected together. This in turn sits at the end of a radially directed conveyor arm 65 or 66.
- the driving pockets 61 are therefore open laterally and radially outwards.
- the conveyor arms 65, on the one hand, and 66, on the other hand, are each rotatably supported on a shaft 69 via a hub 67 and 68, respectively.
- the conveyor arms 65, 66 and thus the driving pockets 61 are driven non-uniformly all round, in such a way that when an object is received, that is to say in the position adjacent to the lifting device 14, the conveyor arm 65, 66 in question comes to a standstill. Then there is an acceleration up to the peripheral speed of the revolver 19 or the pockets thereof.
- the use of two groups of driver pockets 61 which can be moved independently of one another ensures that standstill, acceleration and instantaneous synchronization with the revolver 19 can take place in short successive movement phases and thus with a correspondingly high performance of the machine.
- the conveyor arms 65 and 66, with their driver pockets 61 successively enter the positions of picking up and delivering an object. Accordingly, while a conveyor arm 65 is brought to a standstill, another conveyor arm 66 is accelerated to the rotational speed of the pockets 21.
- a common drive is assigned to both groups of conveyor arms 65 and 66.
- a two-armed drive member 70 is fixedly mounted on the shaft 69.
- This drive element 70 which rotates with the shaft 69, is provided at the ends with a bearing 71 for a drive pin 72.
- This axially parallel drive pin 72 is provided on a leg piece 73 with a feeler roller 74 which enters a control groove 75 of a control disk 76 rotatably mounted on the shaft 69.
- a driver roller 79 mounted on the conveyor arm 65 or 66 runs in the slot 78 thereof.
- the driver pockets 61 are arranged at the ends of the conveyor arms 65, 66 such that these driver pockets 61 lie in one plane when the conveyor arms 65, 66 are arranged next to one another. The same applies to the driver rollers 79.
- the objects namely slide 12, are moved along a circular, stationary conveyor track 80 through the driving pockets 61.
- the conveyor track 80 consists of two lateral, approximately quarter-circle-shaped angle pieces 81, 82. The ends of the objects rest on the lower legs of these angle pieces 81, 82.
- the conveyor track 80 leads directly to the merging unit 10, specifically to the turret 19.
- the conveyor track 80 ends in the path of movement of the pockets 21.
- the angle pieces 81, 82 run on both sides of these pockets 21 (see FIG. 8). As a result, the objects can be picked up from the pockets 21 without sideways movement.
- the pockets 21 or their side walls 24, 25 enter the area between the pins 63 of the driving pockets 61.
- the objects namely slider 12, are lifted from the conveyor 15 by a lifter 83 of the lifting device 14 and inserted from below into a carrier pocket 61 of the transfer device 13 which is open at the bottom.
- the lifter 83 consists of a support surface 84 which is open on the side facing the incoming objects, so that the objects can be transported onto the lifter 83 by the drivers 59 of the conveyor 15. On the opposite side, the objects rest against a stop 85, which thus determines the exact relative position of the object on the lifter 83.
- the lifter 83 is now displaced in parallel in the upward direction, specifically on an arcuate movement path which is directed in the direction of movement of the conveyor 15 and upwards. The objects are thereby removed from the conveyor 15 without an abrupt change in the direction of movement and thus gently.
- the lifter 83 is mounted on an angled piece 86 on parallelogram links 87 and 88. By pivoting back and forth, these ensure the obliquely upward parallel displacement of the lifter 83 or the bearing surface 84. During this upward movement, the continuing drivers 59 ensure that the objects abut against the stop 85.
- the angle pieces 81 and 82 of the conveyor track 80 are formed without the lower legs serving as a support for the objects in the area of the transfer of the objects to a downward driving pocket 61, a different one is required here after the objects have been inserted into the driving pockets 61 Support for the objects until they reach the region of the legs 89 by moving the driving pocket 61 further.
- holding strips 90, 91 which can be pivoted laterally to the object are provided. These are at the Objects facing sides are provided with a recess 92, which has a lower arched support surface 93 for supporting the objects.
- Holding strips 90 and 91 and their support surface 93 are arranged in the holding position so that the support surfaces 93 form an extension or extension of the legs 89 of the angle pieces 81 and 82.
- the lifter 83 can thus immediately return to the starting position after the object has been introduced into the driving pocket 61.
- the holding strips 90 and 91 are pivoted laterally onto the object, as a result of which the support surfaces 93 support the object downward.
- the carrier pocket 61 begins to move further, the object reaches the adjoining legs 89 of the conveyor track 80 from the support surfaces 93.
- the holding strips 90, 91 are each mounted on two-armed levers 94 and 95. Of these, the lever 95 is driven back and forth by a push rod 96. The movements of the lever 95 are transmitted to the angularly shaped lever 94 via an intermediate member 97 with reversal of direction.
- Another push rod 98 is used to drive the jack 83 via an intermediate link 99.
- the levers 94 and 95 as well as the parallelogram link 87, 88 and the intermediate link 99 are each mounted on the same axles.
- the device is provided with a further input device for objects into a revolver of the merging unit 10. It is the rocker arm 16, which is used here for inserting the collapsed sleeves 11 into the turret 20.
- the rocker 16 is provided with a flat receptacle 100 for receiving the sleeves 11. The exact relative position of the sleeve 11 on this receptacle 100 is through a limit 101 determines.
- the rocker 16 is directed essentially tangentially to the turret 20 (see in particular FIG. 3).
- the movement of the rocker 16 is such that the sleeve 11 is fed in the radial direction to the turret 20 or the bearing base: 40 of a holder 22 in the radial direction with simultaneous movement in the direction of the revolving turret 20.
- This superimposed movement is achieved in that the ends of the rocker 16 are each connected to a rocker arm 102 and a crank 103.
- the movements are dimensioned so that the aforementioned movement is carried out.
- the rocker 16 In the position facing away from the turret 20, the rocker 16 is loaded with a sleeve 11.
- the transfer of the same to the turret 20 takes place by placing it on the bearing base 40, which immediately detects and takes the sleeve 11 through the suction bore 41.
- the sleeves 11 are inserted into the turret 20 lying flat together.
- the erector 17 is assigned to the turret 20 in the present exemplary embodiment. This is mounted coaxially with the turret 20, namely rotatably on an axis end 104 in the extension of the main axis 18 (see FIG. 4).
- the erector 17 consists of a support bracket 105 rotatably mounted on the axle end 104. This is driven back and forth by a drive linkage 106.
- the drive linkage 106 acts at a distance from the axle end 104, that is to say at a distance from the rotary bearing of the support bracket 105, in a pivot bearing 107 on the support bracket 105.
- the erector 17 is designed such that two holders 22 of the turret 20 or two sleeves 11 accommodated in them are erected simultaneously.
- the erector 17 is equipped with two jointly driven lifting arms 108, 109.
- a suction head 110, 111 is arranged at the radially outer end of each lifting arm 108, 109. This is brought up to a respective outer wall 112 of the sleeve 11 and fixed by suction air.
- the sleeve 11 is accordingly held by suction air on the one hand on the bearing base 40 and on the other hand by the suction head 110 or 111.
- the lifting arms 108, 109 and with them the suction heads 110, 111 execute a semicircular pivoting movement corresponding to the process of erecting the sleeve 11.
- the sleeve 11 is first deformed into the erected position and then "broken" over it. The desired, upright cuboid shape of the sleeve 11 is then restored.
- the lifting arms 108, 109 are connected to a common transmission via parallelogram plates 113, 114.
- This consists of a main wheel 115 (gear wheel) and auxiliary wheels 116 (also gear wheels) meshing with it.
- the parallelogram tabs 113, 114 are each firmly connected to such an auxiliary wheel 116.
- Rotational movements of the main wheel 115 are transmitted via the auxiliary wheels 116 to all parallelogram plates 113, 114 and from these to the lifting arms 108, 109, in the sense that the described movement of the suction heads 110, 111 is carried out.
- the suction heads 110, 111 or the suction surfaces thereof facing the wall 112 execute a parallel movement.
- the main wheel 115 is driven separately, specifically via a coupling 117 which is connected to the end of a crank rod 118.
- the opposite end of the crank rod 118 drives the main wheel 115 and for this purpose is articulated off-center on a crank arm 119 of the main wheel 115.
- the end of the crank rod 118 facing the coupling 117 is connected to an intermediate member 120, which in turn is carried by the pivot bearing 107.
- FIGS. 12 to 17 The individual movement phases of the erector 17 are shown schematically in FIGS. 12 to 17.
- FIG. 12 shows the starting position, in which the suction heads 110, 111 are driven towards the wall 112 by two sleeves 11 that are still folded flat.
- the erector 17 now rotates with the revolver 20 along a section.
- the lifting arms 108, 109 are moved in the manner described, as a result of which the sleeve 11 is erected from the initially flat position via an oblique intermediate position according to FIG. 13 and the cuboid position according to FIG. 14.
- the movements of the erector 17, however, go beyond the position shown in FIG. 14, namely over an (opposite) oblique position according to FIG. 15 into an upper end position according to FIG. 16.
- the sleeve 11 is again compressed flat as in FIG.
- the sleeve 11 is overstretched or "broken" in the region of the edges. If the suction heads 110, 111 now detach from the wall 112 of the sleeve 11 (FIG. 17), the sleeve 11 straightens up as a result of the material tension into the desired cuboid position. With further movement of the turret 20, the side limiters 45 are moved into the radially outer position and now secure the cuboid shape of the sleeve 11 with the support legs 46, 47. The erector 17 returns to the starting position according to FIG. 12.
- the simultaneous erection of two sleeves 11 makes it possible to adjust the movements of the erector 17 to the relatively high rotational speed of the revolver 20.
- the turret 20 has moved further by a division corresponding to two holders 22 when the erector 17 returns to the starting position after a work cycle.
- Fig. 12 the movement phases of the merging unit 10 are shown by hatched circular bars.
- the segment 121 represents an area of approximately 40 ° in which the radial movement of the side delimiter 45 takes place.
- the segment 122 - approximately 20 ° - corresponds to the infeed of the corner guides 52 into the working position relative to the sleeve 11.
- the insertion process of the slide 12 into the sleeve 11 is outlined by the segment 123.
- An ejector 124 is arranged at the end of the segment 123, through which the finished packs are ejected from the holders 22 and placed on a packing track 125.
- the ejector 124 is mounted on a common axis 126 with the swing arm 102 for the swing arm 16. This results in a simple construction of the device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Specific Conveyance Elements (AREA)
- Container Filling Or Packaging Operations (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2806263A DE2806263C2 (de) | 1978-02-15 | 1978-02-15 | Vorrichtung zum Herstellen von Schiebepackungen für Zigaretten |
| DE2806263 | 1978-02-15 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79100309.8 Division | 1979-02-02 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP0034377A2 true EP0034377A2 (fr) | 1981-08-26 |
| EP0034377A3 EP0034377A3 (en) | 1981-09-02 |
| EP0034377B1 EP0034377B1 (fr) | 1984-11-07 |
| EP0034377B2 EP0034377B2 (fr) | 1994-03-23 |
Family
ID=6031963
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79100309A Expired EP0003573B1 (fr) | 1978-02-15 | 1979-02-02 | Procédé et dispositif pour réunir des objets dans une machine d' emballage |
| EP81102133A Expired - Lifetime EP0034377B2 (fr) | 1978-02-15 | 1979-02-02 | Procédé et dispositif pour amener des objets, notamment des paquets, dans le trajet de circulation d'un convoyeur sans fin |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79100309A Expired EP0003573B1 (fr) | 1978-02-15 | 1979-02-02 | Procédé et dispositif pour réunir des objets dans une machine d' emballage |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4258526A (fr) |
| EP (2) | EP0003573B1 (fr) |
| JP (1) | JPS54117290A (fr) |
| BR (1) | BR7900923A (fr) |
| CA (1) | CA1136537A (fr) |
| DE (1) | DE2806263C2 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0275481A3 (en) * | 1987-01-17 | 1989-04-05 | Focke & Co. (Gmbh & Co.) | Method and device for packaging paper handkerchiefs |
| FR2639614A1 (fr) * | 1988-11-30 | 1990-06-01 | Gd Spa | Procede pour emballer des cigarettes dans des paquets durs a dessus basculant |
| FR2639613A1 (fr) * | 1988-11-30 | 1990-06-01 | Gd Spa | Machine pour emballer des cigarettes dans des paquets durs a dessus basculant |
| EP0850837A3 (fr) * | 1996-12-27 | 1998-09-09 | Focke & Co. (GmbH & Co.) | Machine d'emballage pour la production de paquets de cigarettes |
| KR100751600B1 (ko) * | 2003-12-24 | 2007-08-22 | 몰렉스 인코포레이티드 | 변형 임피던스를 구비한 전송 라인 |
| KR100836967B1 (ko) * | 2003-12-24 | 2008-06-10 | 몰렉스 인코포레이티드 | 다채널 도파관 구조물 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2949252A1 (de) * | 1979-12-07 | 1981-06-11 | Focke & Co, 2810 Verden | Verfahren und vorrichtung zum verpacken von zigaretten o.dgl. |
| DE3046065C2 (de) * | 1980-12-06 | 1984-11-29 | Maschinenfabrik Alfred Schmermund Gmbh & Co, 5820 Gevelsberg | Bodenfaltungspacker |
| DE3523208A1 (de) * | 1984-07-14 | 1986-01-16 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zum pruefen von fertigen packungen, insbesondere zigarettenpackungen, an einer verpackungsmaschine |
| DD244321B1 (de) * | 1985-12-19 | 1990-08-08 | Nagema Veb K | Vorrichtung zum wenden von dauebackwaren |
| DE3723001A1 (de) * | 1987-07-11 | 1989-01-19 | Hauni Werke Koerber & Co Kg | Vorrichtung zum ueberfuehren von blockfoermigen artikelgruppen der tabakverarbeitenden industrie |
| JPH04511U (fr) * | 1990-04-16 | 1992-01-06 | ||
| EP0473320A1 (fr) * | 1990-08-15 | 1992-03-04 | Philip Morris Products Inc. | Appareil et méthode pour former des boites à couvercle articulé pour cigarettes |
| DE4210813A1 (de) * | 1992-04-01 | 1993-10-07 | Schmermund Maschf Alfred | Kartoniereinrichtung |
| DE4210812A1 (de) * | 1992-04-01 | 1993-10-07 | Schmermund Maschf Alfred | Kartoniereinrichtung |
| IT1257448B (it) * | 1992-09-30 | 1996-01-25 | Apparato per l'alimentazione continua di astucci ad una cosiddetta astucciatrice | |
| DE4300149A1 (de) * | 1993-01-08 | 1994-07-14 | Focke & Co | Vorrichtung zum Herstellen von Zigaretten-Packungen |
| DE19532092A1 (de) * | 1995-08-30 | 1997-03-06 | Focke & Co | Vorrichtung zum Fördern von Packungen |
| DE19706215A1 (de) * | 1997-02-18 | 1998-08-20 | Focke & Co | Verpackungsmaschine, insbesondere für die Fertigung von Zigaretten-Packungen |
| DE19946787A1 (de) | 1999-09-29 | 2001-04-05 | Focke & Co | Verfahren und Vorrichtung zur Diagnose von Maschinen |
| GB0024796D0 (en) * | 2000-10-10 | 2000-11-22 | Molins Plc | Package |
| DE10158736A1 (de) * | 2001-11-30 | 2003-06-12 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von Hartpackungen für Zigaretten |
| CN100425509C (zh) * | 2002-05-09 | 2008-10-15 | 富士胶片株式会社 | 包装对象供应设备、箱体供应设备、装箱设备、包装系统及包装方法 |
| WO2005054056A1 (fr) * | 2003-12-01 | 2005-06-16 | British American Tobacco (Investments) Limited | Appareil et procede d'emballage d'articles pour fumeurs |
| US20060037876A1 (en) * | 2004-08-20 | 2006-02-23 | Philip Morris Usa Inc. | Method of packaging cigarettes and package |
| IT1397936B1 (it) * | 2010-01-26 | 2013-02-04 | Gima Spa | Macchina impacchettatrice e metodo per impacchettare articoli da fumo. |
| ITBO20130023U1 (it) * | 2013-03-15 | 2014-09-16 | Gima Spa | Confezione. |
| CN104229179B (zh) * | 2014-09-02 | 2016-10-05 | 河南中烟工业有限责任公司 | 一种包装机的铝箔纸内包提升板 |
| EP3909877A1 (fr) * | 2020-05-14 | 2021-11-17 | Teepack Spezialmaschinen GmbH & Co. KG | Dispositif de transport de pièces tubulaires flexibles découpées et remplies |
| IT202100020399A1 (it) * | 2021-07-29 | 2023-01-29 | Fiorenzo Draghetti | Apparecchiatura e procedimento per confezionare pacchetti di articoli da fumo di diversi formati |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH139969A (de) * | 1928-11-01 | 1930-05-15 | American Mach & Foundry | Kleinstückpackmaschine, insbesondere für Zigaretten. |
| DE2308714A1 (de) * | 1972-02-24 | 1973-08-30 | Hauni Werke Koerber & Co Kg | Vorrichtung zum fertigen von packungen fuer zigaretten oder andere stabfoermige gegenstaende der tabakverarbeitenden industrie |
| DE2244533A1 (de) * | 1972-09-11 | 1974-04-04 | Hauni Werke Koerber & Co Kg | Packmaschine zum verpacken von aus stabfoermigen rauchartikeln bestehenden formationen |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE109292C (fr) * | ||||
| US1326187A (en) * | 1919-12-30 | donnelly | ||
| US1064452A (en) * | 1912-08-01 | 1913-06-10 | Diamond Match Co | Box-filling machine. |
| DE609792C (de) | 1932-03-19 | 1935-02-26 | Cie De Signaux Et D Entpr S El | Fuellmundstueck, insbesondere fuer die Verpackung von Zigaretten in Faltbeuteln |
| DE803523C (de) * | 1949-12-06 | 1951-04-05 | Kurt Koerber & Co K G | Verfahren und Vorrichtung zum Verpacken von Zigaretten und anderem Gut |
| DE1761556U (de) * | 1957-09-27 | 1958-02-13 | Rose Brothers Ltd | Vorrichtung zum foerdern von faltschachteln. |
| DE1183427B (de) * | 1959-02-28 | 1964-12-10 | Alfred Schmermund | Zufuehrungseinrichtung fuer Zigaretten an einer Zigarettenpackmaschine |
| DE1172183B (de) | 1959-05-20 | 1964-06-11 | Hesser Ag Maschf | Vorrichtung an Fuell- und Schliessmaschinen zum Evakuieren und Begasen von Beutelpackungen |
| DE1285940B (de) | 1965-05-20 | 1968-12-19 | Focke Pfuhl Verpack Automat | Vorrichtung zum kontinuierlichen Einschlagen von blockartigen Gegenstaenden in einen Zuschnitt aus heisssiegelfaehiger Folie |
| GB1171762A (en) * | 1965-11-01 | 1969-11-26 | Molins Machine Co Ltd | Improvements in or relating to Packing Machines. |
| GB1203662A (en) | 1967-06-12 | 1970-09-03 | American Mach & Foundry | Cigarette or rod-like articles packaging machine and method |
| GB1223806A (en) * | 1968-06-11 | 1971-03-03 | Amf Inc | Cigarette packing machines |
| US3633470A (en) * | 1969-02-12 | 1972-01-11 | Pitters Proprietary Ltd | Package feeder apparatus |
| GB1316933A (en) | 1969-09-05 | 1973-05-16 | Molins Machine Co Ltd | Rotary conveyor article transfer apparatus |
| CH524452A (de) * | 1970-08-03 | 1972-06-30 | Richter Gedeon Vegyeszet | Verpackungsmaschine zum Umformen von Kartonzuschnitten zu Faltschachteln |
| DE2440006C2 (de) | 1974-08-21 | 1984-06-28 | Focke & Co, 2810 Verden | Verfahren und Vorrichtung zum Herstellen von (quaderförmigen) Klappschachteln |
-
1978
- 1978-02-15 DE DE2806263A patent/DE2806263C2/de not_active Expired
-
1979
- 1979-01-29 JP JP829679A patent/JPS54117290A/ja active Granted
- 1979-01-31 US US06/008,214 patent/US4258526A/en not_active Expired - Lifetime
- 1979-02-02 EP EP79100309A patent/EP0003573B1/fr not_active Expired
- 1979-02-02 EP EP81102133A patent/EP0034377B2/fr not_active Expired - Lifetime
- 1979-02-14 BR BR7900923A patent/BR7900923A/pt unknown
- 1979-02-14 CA CA000321489A patent/CA1136537A/fr not_active Expired
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH139969A (de) * | 1928-11-01 | 1930-05-15 | American Mach & Foundry | Kleinstückpackmaschine, insbesondere für Zigaretten. |
| DE2308714A1 (de) * | 1972-02-24 | 1973-08-30 | Hauni Werke Koerber & Co Kg | Vorrichtung zum fertigen von packungen fuer zigaretten oder andere stabfoermige gegenstaende der tabakverarbeitenden industrie |
| DE2244533A1 (de) * | 1972-09-11 | 1974-04-04 | Hauni Werke Koerber & Co Kg | Packmaschine zum verpacken von aus stabfoermigen rauchartikeln bestehenden formationen |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0275481A3 (en) * | 1987-01-17 | 1989-04-05 | Focke & Co. (Gmbh & Co.) | Method and device for packaging paper handkerchiefs |
| FR2639614A1 (fr) * | 1988-11-30 | 1990-06-01 | Gd Spa | Procede pour emballer des cigarettes dans des paquets durs a dessus basculant |
| FR2639613A1 (fr) * | 1988-11-30 | 1990-06-01 | Gd Spa | Machine pour emballer des cigarettes dans des paquets durs a dessus basculant |
| EP0850837A3 (fr) * | 1996-12-27 | 1998-09-09 | Focke & Co. (GmbH & Co.) | Machine d'emballage pour la production de paquets de cigarettes |
| US5979140A (en) * | 1996-12-27 | 1999-11-09 | Focke & Co. (Gmbh & Co.) | Packaging machine for the production of cigarette packets |
| KR100751600B1 (ko) * | 2003-12-24 | 2007-08-22 | 몰렉스 인코포레이티드 | 변형 임피던스를 구비한 전송 라인 |
| KR100836967B1 (ko) * | 2003-12-24 | 2008-06-10 | 몰렉스 인코포레이티드 | 다채널 도파관 구조물 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR7900923A (pt) | 1979-09-11 |
| EP0034377B2 (fr) | 1994-03-23 |
| EP0034377A3 (en) | 1981-09-02 |
| EP0003573B1 (fr) | 1983-02-16 |
| JPH0212805B2 (fr) | 1990-03-28 |
| EP0034377B1 (fr) | 1984-11-07 |
| CA1136537A (fr) | 1982-11-30 |
| US4258526A (en) | 1981-03-31 |
| DE2806263C2 (de) | 1986-08-14 |
| DE2806263A1 (de) | 1979-08-16 |
| EP0003573A3 (en) | 1979-09-05 |
| JPS54117290A (en) | 1979-09-12 |
| EP0003573A2 (fr) | 1979-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0034377B2 (fr) | Procédé et dispositif pour amener des objets, notamment des paquets, dans le trajet de circulation d'un convoyeur sans fin | |
| EP0226872B1 (fr) | Dispositif pour fabriquer des paquets (pour cigarettes) à partir d'au moins une ébauche pliable | |
| EP2210813B2 (fr) | Procédé et dispositif destinés à l'emballage d'articles de petite taille | |
| EP0275481B1 (fr) | Procédé et dispositif pour emballer des mouchoirs en papier | |
| EP0490084B1 (fr) | Dispositif pour l'emballage ou le déballage de récipients | |
| DE2750533C2 (de) | Vorrichtung zum Zuführen von Gruppen von Gegenständen | |
| DE3046065C2 (de) | Bodenfaltungspacker | |
| EP0030359A1 (fr) | Dispositif pour l'emballage de cigarettes ou analogues | |
| EP0197368A2 (fr) | Procédé et dispositif pour l'empaquetage, en particulier de cigarettes | |
| DE4225062A1 (de) | Verfahren zum ueberfuehren von erzeugnissen zwischen fortlaufend sich bewegenden foerdervorrichtungen | |
| EP0873939A1 (fr) | Dispositif pour la fabrication de paquets | |
| EP0529689B1 (fr) | Dispositif pour transférer des paquets parallelépipédiques | |
| EP2490948B1 (fr) | Dispositif de stockage de paquets (de cigarettes) | |
| EP0847925A1 (fr) | Procédé et machine pour fabriquer des paquets de cigarettes | |
| EP0806358B1 (fr) | Méthode et dispositif de transfert d'articles | |
| EP0418687B1 (fr) | Machine d'emballage pour pliage des extrémités de l'enveloppe | |
| DE2858074C2 (de) | Vorrichtung zur Übergabe von eingehüllten Zigarettengruppen an einen umlaufenden Revolver | |
| DE3441633C2 (de) | Verpackungsmaschine für quaderförmige Gegenstände | |
| EP0233470B1 (fr) | Dispositif pour stocker des paquets (de cigarettes) | |
| DE2329534A1 (de) | Vorrichtung zum einwickeln von bonbons oder aehnlichen kleinteilen | |
| DE4001587C1 (en) | Feed magazine for cigarette packing machine - gathers cigarettes in pockets on conveyor belt | |
| EP0367041B1 (fr) | Dispositif pour transférer des objets parallélépipèdiques | |
| EP0438764B1 (fr) | Machine d'emballage des cigarettes | |
| EP0756994A1 (fr) | Machine d'emballage pour introduire ou enlever des groupes de bouteilles ou récipients similaires dans ou hors des caisses pour bouteilles ou emballages similaires | |
| EP0324898A1 (fr) | Dispositif pour transférer précisément et transporter les pelotes dans une machine à faire les pelotes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3573 Country of ref document: EP |
|
| AK | Designated contracting states |
Designated state(s): FR GB IT |
|
| AK | Designated contracting states |
Designated state(s): FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19811104 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3573 Country of ref document: EP |
|
| AK | Designated contracting states |
Designated state(s): FR GB IT |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: HAUNI-WERKE KOERBER & CO. KG Effective date: 19850802 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: KOERBER AG Effective date: 19850802 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: FOCKE & CO. (GMBH & CO.) |
|
| ITTA | It: last paid annual fee | ||
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19940323 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): FR GB IT |
|
| ITF | It: translation for a ep patent filed | ||
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980126 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980210 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19990201 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Effective date: 19990201 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |