-
Die
vorliegende Erfindung betrifft weiche Stretchgarne, die aufgrund
ihrer herausragenden Kräuselbarkeit,
Stoffen weiche Dehnbarkeit verleihen können, sowie Stoffe, die unter
Verwendung solcher Garne hergestellt sind.
-
Kunstfaserstoffe
weisen bezüglich
ihrer Haltbarkeit, ihrer einfachen Handhabbarkeit und dergleichen im
Vergleich mit Naturfaserstoffen und Halbsynthetikstoffen herausragende
Eigenschaften auf und finden breite Anwendung. Verglichen mit Naturfaserstoffen
und Halbsynthetikstoffen sind sie in Bezug auf ihr ästhetisches Erscheinungsbild
und ihre Handhabung unterlegen, weswegen es in der Vergangenheit
zu verschiedensten Verbesserungen gekommen ist. Eine Herangehensweise
umfasste das Imitieren von Natur- oder Halbsynthetikfasern. In Bezug
auf Erscheinungsbild und Handhabung sind hingegen aktiv Verbesserungen
verfolgt worden, die Kunstfasern betrafen, die sich stark von Naturfasern
und Halbsynthetikfasern unterschieden. Mit diesen Kunstfasern sind
umfassende Studien durchgeführt
worden, um die Bereiche zu erweitern, in denen Natur- oder Halbsynthetikfasern
schlechte Werte zeigen und Kunstfasern vorteilhaft sind. Dabei ist
ein Hauptgebiet die als Dehnung oder Stretch bekannte Eigenschaft.
-
Bezugnehmend
auf das Verleihen von Dehnbarkeit ist bisher beispielsweise ein
Verfahren der Beimischung von Polyurethanfasern in ein Textilgewebe
angewandt worden, um Dehnbarkeit zu verleihen. Polyurethanfasern
erzeugen jedoch Probleme aufgrund von schwieriger Handhabung, die
Polyurethanen zu Eigen ist, sowie von Verschlechterung des Tragegefühls und
des Faltenschlags des Stoffs. Zudem sind Polyurethane mit den zur
Färbung
von Polyestern eingesetzten Farbstoffen schwierig zu färben, und
bei Verwendung zusammen mit Polyesterfasern kommt es nicht nur zu
einem komplizierten Färbevorgang,
sondern es wird auch das Färben
in einer gewünschten
Farbe erschwert.
-
Als
Verfahren, bei dem weder Polyurethanfasern noch falschdrahttexturiertes
Garn verwendet werden, sind daher verschiedentlich Polyesterfasern
vorgeschlagen worden, wo Verbindungen nebeneinander liegender Polymere
zum Einsatz kommen.
-
Im
japanischen Patent 44-2504 und in der JP-A-04-308271 sind nebeneinander
angeordnete Zweikomponentenfasern aus Polyethylenterephthalat (PET)
mit unterschiedlichen Grenzviskositäten beschrieben; und in der
JP-A-5-295634 sind nebeneinander angeordnete Fasern aus Homo-PET
und Copolymer-PET mit höherer
Schrumpfung als das Homo-PET beschrieben. Wenn solche Polyesterfasern
mit latenter Kräuselbarkeit
verwendet werden, ist es tatsächlich
möglich,
einen gewissen Dehnbarkeitsgrad zu erzielen, wobei jedoch der Nachteil
auftritt, dass bei Dehnung des Stoffs eine hohe Spannung und somit
ein starkes Einengungsgefühl entsteht
und ein harter Stoff gebildet wird. Zudem ergibt sich mit nebeneinander
angeordneten Zweikomponentenfasern dieser Art das Problem, dass
die Fähigkeit,
Kräuselungen
im Textilgewebe in einem erzwungenen Zustand zu halten, gering ist
oder die Kräuselung
durch äußere Einwirkungen
leicht dauerhaft deformiert wird. Bei nebeneinander angeordneten
Zweikomponentenfasern wird nicht die auf einem Substratpolymer,
wie z.B. einer Polyurethanfaser, basierende Dehnbarkeit, sondern
zur Bereitstellung der Dehnbarkeit jene Kräuselung genutzt, die als Ergebnis
der Schrumpfungsdifferenz zwischen den Polymeren in der Konjugatfaser
auftritt, wobei das Polymer mit höherer Schrumpfung die Innenseite
der Kräuselung
bildet. Folglich wird angenommen, dass die zuvor erläuterten
Probleme dann auftreten, wenn beispielsweise eine Wärmebehandlung
erfolgt, wobei die Schrumpfung des Polymers eingeschränkt ist,
wie dies in einem Textilgewebe der Fall ist, und die Wärmestabilisierung
in diesem Zustand stattfindet, so dass die Schrumpfungsfähigkeit über diesen
erzwungenen Zustand hinaus verloren geht.
-
Zudem
sind nebeneinander angeordnete Zweikomponentenfasergarne unter Verwendung
von Polytrimethylenterephthalat (PTT) oder Polybutylenterephthalat
(PBT), die Polyester mit leichter Dehnbarkeit darstellen, in der
JP-A-43-19108, die der GB-A-1.075.689
entspricht, beschrieben, wobei jedoch in Beispiel 15 dieser Veröffentlichung
angemerkt wird, dass zum Dehnen eine große Kraft erforderlich ist.
Aus der Garnanzahl des fertigen wärmebehandelten Stoffes berechnet,
ist die in Beispiel XV-d
erzeugte Spannung bei 30 % Dehnung mit 60 × 10–3 cN/dtex
oder mehr tatsächlich
ziemlich hoch, womit es zu einem starken Einengungsgefühl kommt.
Bei Durchführung
von Folgeversuchen haben die Erfinder der vorliegenden Erfindung
darüber
hi naus Nachteile festgestellt, die eine schlechte Uster-Ungleichmäßigkeit
(U%) und starke Färbeungleichmäßigkeit als
Stoff umfassen.
-
Die
vorliegende Erfindung behandelt das Problem des starken Einengungsgefühls und
des Grobwerdens des Stoffes, sowie die durch Garnungleichmäßigkeiten
verursachten Probleme, die in Zusammenhang mit herkömmlichen
nebeneinander angeordneten Zweikomponentenfasergarnen stehen, und
stellt weiche Stretchgarne bereit, die Stoffe mit herausragenderer
weicher Dehnbarkeit sowie besserer Farbgleichmäßigkeit ergeben als bisher,
sowie aus diesen Garnen hergestellte Stoffe.
-
Die
vorliegende Erfindung betrifft gemäß einem Aspekt ein Garn (Y),
das im Wesentlichen Polyesterfasern umfasst (und vorzugsweise daraus
besteht), wobei das Garn (Y) exzentrische Konjugat-Polyesterfasern umfasst,
worin zumindest eine Komponente der Konjugatfasern Polytrimethylenterephthalat
(PTT) ist und die Faser gekräuselt
werden kann, um die PTT-Komponente an der Innenseite der Kräuselung
bereitzustellen, und worin das Garn nach einer Wärmebehandlung durch 15-minütiges Eintauchen
in siedendes Wasser und einer anschließenden 15-minütigen Trockenwärmebehandlung
bei 180 °C
eine Spannung bei 50 % Dehnung des Garns von nicht mehr als 30 × 10–3 cN/dtex
und gleichzeitig eine prozentuelle Rückverformung von zumindest 60
% aufweist. Die Uster-Ungleichmäßigkeit
des Garns beträgt
nicht mehr als 2,0 %, und vorzugsweise beträgt der Durchmesser der Kräuselung
nicht mehr als 250 μm.
Folglich sind die vorliegenden Fasern vorzugsweise Konjugat-, noch
bevorzugter Mehrfachsegment- (nebeneinander angeordnet) oder multizentrierte
Hülle-Kern-Konjugat-Fasern
(mit exzentrischem Querschnitt) zumindest zweier Komponenten, die
jeweils aus unterschiedlichen Polyestern bestehen.
-
In
einem Verfahrensaspekt stellt die vorliegende Erfindung ein Verfahren
(A) zur Herstellung eines Garns bereit, indem ein Garn aus Konjugatfasern,
die zwei Arten von Polyester umfassen, die sich in ihrer Schmelzviskosität unterscheiden,
wobei der Polyester mit der höheren
Schmelzviskosität
PTT ist, mit einer Aufnahmegeschwindigkeit von zumindest 1.200 m/min
gesponnen, bei einer Verstreckungstemperatur von 50 bis 80 °C und einem
Verstreckungsverhältnis,
das eine Zugdehnung des ver streckten Garns von 20 bis 45 % ergibt,
verstreckt und anschließend
thermofixiert wird. Das hergestellte Garn umfasst im Wesentlichen
Polyesterfasern, die eine Uster-Ungleichmäßigkeit
von nicht mehr als 2,0 % aufweisen, und das Garn weist nach einer
Wärmebehandlung
eine Spannung bei 50 % Dehnung des Garns von nicht mehr als 30 × 10–3 cN/dtex
und gleichzeitig eine prozentuelle Rückverformung von zumindest
60 % auf.
-
Das
obige Verfahren kann angewandt werden, um ein Garn (Y) mit den obigen
Eigenschaften herzustellen, wodurch ein weiches Stretchgarn erhalten
wird, das die zuvor erläuterten
Probleme zumindest teilweise beseitigt.
-
Im
Folgenden werden praktische Ausführungsformen
der vorliegenden Erfindung detailliert anhand der beigefügten Zeichnungen
beschrieben.
-
1 stellt
ein Diagramm dar, das die Spannungs-Dehnungs-Hysteresekurve eines
erfindungsgemäßen Garns
zeigt.
-
2 ist
eine grafische Darstellung von Spinndüsen, die zum Spinnen nebeneinander
angeordneter Zweikomponentenfasern in einem erfindungsgemäßen Verfahren
verwendet werden.
-
3 ist
eine grafische Darstellung verschiedener Faserquerschnittsformen
von Polyesterfasern erfindungsgemäßer Garne.
-
4 ist
eine grafische Darstellung des Verfahrens zur Ermittlung des Krümmungsradius
der Grenzfläche
zwischen zwei Komponenten einer im erfindungsgemäßen Garn vorliegenden Zweikomponentenfaser.
-
5 ist
eine grafische Darstellung einer Spinn/Aufwickel-Maschine zur Verwendung
in einem erfindungsgemäßen Verfahren.
-
6 ist
eine grafische Darstellung einer Verstreckungsmaschine zur Verwendung
in einem weiteren erfindungsgemäßen Verfahren.
-
7 ist
eine grafische Darstellungr eine Verstreckungsmaschine zur Verwendung
in einem weiteren erfindungsgemäßen Verfahren.
-
8 ist
eine grafische Darstellung einer direkten Spinn-Verstreck-Maschine
zur Verwendung in weiteren erfindungsgemäßen Verfahren.
-
9 ist
eine grafische Darstellung einer weiteren direkten Spinn-Verstreck-Maschine
zur Verwendung in Beispiel 14.
-
10 ist
eine grafische Darstellung eines Verfahrens zur Messung des Kräuseldehnungsfaktors.
-
11 ist
eine Elektronenmikroskopaufnahme, die ein Beispiel für eine Kräuselungsform
des weichen Stretchgarns zeigt.
-
In
einem erfindungsgemäßen Garn
ist es zur Erzielung einer weichen Dehnbarkeit wichtig, dass der Widerstand
gegenüber
Dehnung des Garns gering ist und die Rückverformung aus der Dehnung
hoch ist, wobei diese Eigenschaften durch die Spannung des Garns
bei 50 % Dehnung und die prozentuelle Rückverformung in der Spannungs-Dehnungs-Hysteresekurve
(1) ermittelt werden können. In der Praxis wird das stranggewickelte
Garn wärmebehandelt
und gekräuselt,
wonach auf das Garn unter Verwendung einer automatischen Zugfestigkeitsprüfmaschine
eine Anfangsspannung von 4,4 × 10–3 cN/dtex
(5 mp/d) angelegt wird, anschließend das Garn auf 50 % gedehnt
und die Spannung abgelesen wird.
-
Bei
weichem Stretchgarn der vorliegenden Erfindung ist es wichtig, dass
die Spannung bei 50 % Dehnung des Garns nicht mehr als 30 × 10–3 cN/dtex
beträgt,
wodurch ermöglicht
wird, eine gute weiche Dehnbarkeit zu erzielen, und weiche Stoffe
erhalten werden können,
die kein Einengungsgefühl
vermitteln. Bei herkömmlichem
ne beneinander angeordnetem Zweikomponentengarn ist die Spannung
bei 50 % Dehnung des Garns hoch und übersteigt 50 × 10–3 cN/dtex.
Zudem ist es zur Erzielung ausreichender Dehnbarkeit wichtig, dass
die Rückverformung
zumindest 60 % beträgt.
Vorzugsweise beträgt
die Rückverformung
zumindest 70 %.
-
Wenn
der Kräuselungsdurchmesser
des weichen Stretchgarns nach erfolgter Wärmebehandlung weniger als 250 μm beträgt, kommt
es ohne weiteres zu weicher Dehnbarkeit, wird das Grobwerden des
Stoffes bei der Stoffherstellung unterdrückt und ist es möglich, ein
Material von hoher Qualität
zu erhalten, womit dieser Durchmesser bevorzugt wird. Der Kräuselungsdurchmesser
des weichen Stretchgarns beträgt
vorzugsweise nicht mehr als 200 μm.
-
Wenn
die Kräuselungsphase
zwischen den einzelnen Filamenten einheitlich ist, kann darüber hinaus bei
Verarbeitung zu einem Stoff ein feiner Krepp ausgebildet werden,
wodurch es möglich
wird, Stoffe mit ansprechender Oberfläche zu erhalten. Wenn es hingegen
zu einer Abweichung der Kräuselungsphase
zwischen den einzelnen Filamenten kommt, ist es einfacher, einen
Stoff mit glatter Oberfläche
herzustellen, und es ist einfacher, einen Stoff mit guter Glätte zu erzeugen.
-
Wenn
der Kräuselungsdehnungsfaktor
(E0) nach Wärmebehandlung ohne Belastung
zumindest 45 % beträgt,
wird die Dehnbarkeit zusätzlich
verbessert, was bevorzugt wird. Hierin ist der Kräuselungsdehnungsfaktor
ein Index, der den Kräuselungsgrad
festlegt, wobei je höher
der Wert des Kräuselungsdehnungsfaktors desto
höher der
Grad der Kräuselung
und desto besser die Dehnbarkeit. E0 beträgt noch
bevorzugter zumindest 60 %. E0 zeigt das
Ausmaß der
Kräuselung
ohne Belastung. In dem Fall, bei dem ein nebeneinander angeordnetes
Zweikomponentenfasergarn die Form eines stark gezwirnten Garns oder
eines Stoffes aufweist, kommt es bisweilen zu einer Einschränkung durch
das harte Zwirnen, oder es wirkt eine einschränkende Kraft aufgrund der Webstruktur,
so dass es schwierig ist, die Kräuselung
aufrechtzuerhalten. Folglich kann der Kräuselungsdehnungsfaktor unter
Belastung ebenfalls wichtig sein, wobei diese Eigenschaft aus dem
Kräuselungsdehnungsfaktor
(E3,5) ermittelt werden kann, wenn eine
Belastung von 3,5 × 10–3 cN/dtex
(4 mp/d) ausgeübt wird.
Im Falle des weichen Stretchgarns der vorliegenden Erfindung beträgt E3,5 vorzugsweise zumindest 10 %. Bei nebeneinander
angeordneten Zweikomponentengarnen vom herkömmlichen Polyethylenterephthalattyp
beträgt
E3,5 jedoch etwa 0,5 %, womit in Fällen, bei
denen ein hart gezwirntes Garn oder ein Stoff hergestellt wird,
die Kräuselung
nicht ohne weiteres aufrechterhalten wird und es zu schlechter Dehnbarkeit
kommt. E3,5 beträgt vorzugsweise zumindest 14
%.
-
Wenn
weiters die prozentuelle Kräuselungsbeibehaltung
nach wiederholtem, 10-maligem Dehnen zumindest 85 % beträgt, zeigt
die Kräuselung
keine dauerhafte Deformation, und die Formbeibehaltung wird bei Dehnung
des Stoffes deutlich gesteigert, was bevorzugt wird. Die Kräuselungsbeibehaltung
nach 10-maligem Dehnen beträgt
vorzugsweise zumindest 90 % und noch bevorzugter zumindest 95 %.
Bei nebeneinander angeordneten Zweikomponentengarnen vom herkömmlichen
Polyethylenterephthalattyp beträgt
die Kräuselungsbeibehaltung
nach 10-maligem Dehnen jedoch weniger als 80 %, und es kommt zu
einer schlechten Formbeibehaltung bei Dehnung des Stoffes.
-
Damit
das harte Zwirnen oder die Webeinschränkungen überwunden werden und die Kräuselung
dennoch aufrechterhalten bleibt, kann die Schrumpfspannung ebenfalls
wichtig sein, und es wird bevorzugt, dass der Maximalwert der Spannung
zumindest 0,25 cN/dtex (0,28 p/d) beträgt. Noch bevorzugter beträgt der Maximalwert
der Spannung zumindest 0,30 cN/dtex (0,34 p/d). Zudem beträgt die Temperatur,
bei der die maximale Schrumpfspannung auftritt, vorzugsweise zumindest
110 °C.
-
Wenn
die Anfangsspannung des Garns nicht mehr als 60 cN/dtex beträgt, ist
der Stoff weicher, was bevorzugt wird. Die Anfangsspannung beträgt vorzugsweise
nicht mehr als 50 cN/dtex.
-
Wenn
darüber
hinaus eine starke Stoffschrumpfung in darauf folgenden Stoffverarbeitungsschritten
erfolgt, entstehen Stoffe mit grober Qualität, weswegen bevorzugt wird,
dass die Trockenwärmeschrumpfung des
weichen Stretchgarns nicht mehr als 20 % beträgt.
-
In
der vorliegenden Erfindung beträgt
die Uster-Ungleichmäßigkeit,
die ein Maß für die Ungleichmäßigkeit
des Garndeniers (Dickenungleichmäßigkeit)
darstellt, nicht mehr als 2,0 %. Auf diese Weise ist es nicht nur
möglich,
das Auftreten ungleichmäßiger Stofffärbung, sondern
auch von Garnschrumpfungsungleichmäßigkeiten als Stoff zu vermeiden,
und es ist möglich,
eine ansprechende Stoffoberfläche
zu erhalten. Die Uster-Ungleichmäßigkeit
beträgt
noch bevorzugter nicht mehr als 1,2 %.
-
Wiederum
beträgt
die Festigkeit des weichen Stretchgarns im Hinblick auf reibungslose
Absolvierung nachfolgender Verarbeitungsschritte durch das weiche
Stretchgarn und Gewährleistung
einer geeigneten Zerreißfestigkeit
in der Stoffform vorzugsweise zumindest 2,2 cN/dtex (2,5 p/d). Die
Festigkeit beträgt
noch bevorzugter zumindest 3,0 cN/dtex (3,4 p/d). Zudem beträgt die Dehnung
des weichen Stretchgarns hinsichtlich Garnhandhabung vorzugsweise
20 bis 45 %.
-
Die
Struktur eines erfindungsgemäßen weichen
Stretchgarns ist ein Garn aus Konjugatfasern mit zumindest zwei
Komponenten, wobei die jeweiligen Komponenten im Querschnitt relativ
zu einer anderen Komponente exzentrisch angeordnet sind (wobei zumindest
eine Komponente PTT ist), also entweder nebeneinander angeordnete
Mehrfach-, insbesondere Zweikomponentenfasern oder polyzentrische
(exzentrische), insbesondere bizentrische Hülle-Kern-Konjugatfasern sind.
Im weiteren Verlauf werden Fasern, die als "exzentrische Konjugatfasern" bezeichnet werden
und Garne aus solchen Fasern als "exzentrische Konjugatgarne" bezeichnet. Mit
solchen Garnen ist die Spannung bei 50 % Dehnung des Garns leicht
zu senken, und zudem kann die prozentuelle Rückverformung gleichzeitig erhöht werden.
Wenn darüber
hinaus zwei Polyester mit einer großen Differenz ihrer Schmelzviskosität verwendet
werden, kommt es zu einer Verbesserung der Dehnungseigenschaften,
nämlich
der Rückverformung
nach 50 % Dehnung des Garns, sowie des Kräuselungsdehnungsfaktors, was
bevorzugt wird. Mit PTT an der Innenseite der Kräuselung wird die Dehnbarkeit
erhöht, was
bevorzugt wird. Wenn PET mit PTT kombiniert wird, wird zudem die
Hitzebeständigkeit
erhöht,
was bevorzugt wird. Wenn PTT mit geringer Viskosität mit hochviskosem
PTT kombiniert wird, kommt es zur Verminderung des Youngschen Elastizitätsmoduls,
wodurch eine bessere weiche Dehnbarkeit als Stoff erhalten wird, was
bevorzugt wird. Erneut wird, wenn PBT mit PTT kombiniert wird, der
Kräuselungsbeibehaltungsfaktor
erhöht,
wodurch es nicht leicht zu dauerhaften Deformationen der Kräuselung
kommt, und es wird eine verbesserte Stoffformbeibehaltung, ausgedrückt als
Dehnung, erzielt, was bevorzugt wird.
-
Was
das Konjugatverhältnis
der Polyester anbelangt, wird bezüglich der Aufrechterhaltung
der Kräuselung
ein Verhältnis
von 3:7 bis 7:3 bevorzugt, wobei ein Verhältnis von 4:6 bis 6:4 noch
mehr bevorzugt und ein Verhältnis
von 5:5 besonders bevorzugt wird.
-
Hierin
bezieht sich "PET" auf ein Kondensationpolymer
unter Verwendung von Terephthalsäure
als Säurekomponente
und Ethylenglykol als Diolkomponente; "PTT" bezieht
sich auf ein Kondensationspolymer unter Verwendung von Terephthalsäure als
Säurekomponente
und 1,3-Propandiol als Diolkomponente; und "PBT" kennzeichnet
ein Kondensationspolymer unter Verwendung von Terephthalsäure als
Säurekomponente und
1,4-Butandiol als Diolkomponente. Zudem kann innerhalb bestimmter
Bereiche, die 15 Mol-% nicht übersteigen,
ein Teil der Diolkomponente und/oder ein Teil der Säurekomponente
durch (eine) andere copolymerisierbare Komponente(n) ersetzt werden.
Wenn die copolymerisierte Komponente Polyethylenglykol ist, macht sie
nicht mehr als 15 Gew.-% aus. Erneut können Additive, wie z.B. andere
Polymere, Mattierungsmittel, Flammverzögerer, Antistatikmittel und
Pigmente, zugesetzt werden.
-
Wenn
nun die Differenz der Schmelzviskosität der konjugierten Polymere
zu groß ist,
kann die Verspinnbarkeit deutlich beeinträchtigt werden, da die Garnhandhabung
nur unter der Spinndüse
stattfindet. Folglich ist es mitunter erforderlich, eine wie in
der JP-A-11-043835 beschriebene komplexe Spinndüse (2(b)) vom
Einspritztyp zu verwenden. Die Garnherstellungseigenschaften können sodann
jedoch aufgrund der unterschiedlichen Verweilzeiten des Polyesters
in der Packung oder der Spinndüse deutlich
beeinträchtigt
werden. Obwohl es nicht unmöglich
ist, eine Düse
von der in 3 des japanischen Patents 43-19108
gezeigten Art zu verwenden, bei welcher der Fluss zweier Polyester
während
der Extrusion zusammengeführt
und vereinigt wird, neigen erneut die Konjugatform und die Polyesterdurchflussgeschwindigkeiten
zu Instabilität,
was zu erhöhter
Garnungleichmäßigkeit
führt,
was vorzugsweise vermieden wird. Wenn folglich das Schmelzviskositätsverhältnis der
zwei Polyesterarten tatsächlich
verringert wird, ist es sogar unter Verwendung einer einfachen Spinndüse vom Paralleltyp
(2(a)) möglich, das Problem der eingeschränkten Verspinnbarkeit
zu vermeiden, das, wie in Sen'i
Gakkai-shi (Journal of the Society of Fiber Sciences and Technology,
Japan) 54, 173 (1998), beschrieben, durch Garnkrümmung an der Spinndüse verursacht
wird. Eine solche Kombination von Schmelzviskositäten hat
den Vorteil, dass es möglich
ist, die Betriebseigenschaften deutlich zu verbessern. Das bevorzugte
Schmelzviskositätsverhältnis beträgt 1,05:1
bis 5,00:1, noch bevorzugter 1,20:1 bis 2,50:1. Hierin ist das Schmelzviskositätsverhältnis durch
die nachstehend angeführte
Formel definiert. Die Bedingungen der Schmelzviskositätsmessung
sind eine Temperatur von 280 °C
und eine Verformungsgeschwindigkeit von 6.080 s–1,
um den Polyesterschmelzspinnbedingungen zu entsprechen. Schmelzviskositätsverhältnis = V1:V2
- V1:
- Schmelzviskositätswert des
Polymers mit der höheren
Schmelzviskosität
- V2:
- Schmelzviskositätswert des
Polymers mit der geringeren Schmelzviskosität
-
Wenn
die Schmelzviskosität
des Polyester mit geringerer Viskosität 300 bis 700 Poise beträgt wird
die Verspinnbarkeit zusätzlich
erhöht,
werden Garnungleichmäßigkeit
und Garnrisse reduziert und die weiche Dehnbarkeit weiter verbessert,
was bevorzugt wird.
-
In
einem erfindungsgemäßen Garn
unterliegt der Querschnitt der Faser keinerlei Einschränkungen, und
es können
beispielsweise Querschnitte der in 3 angeführten Art
in Betracht gezogen werden. Davon kann im Hinblick auf ein Gleichgewicht
zwischen Kräuselbarkeit
und Handhabung ein kreisrunder Querschnitt durch Nebenei nanderanordnung
von Halbkreisformen ausgewählt
werden, aber wenn das Ziel die trockene Handhabbarkeit ist, wird
ein dreieckiger Querschnitt gewählt,
oder wenn das Ziel geringes Gewicht und Wärmeisolierung ist, kann ein
hohles nebeneinander angeordnetes Konjugat (3f und 3g) oder eine exzentrische Hülle-Kern-Faser
mit einem hohlen Abschnitt (3j) oder
an anderer derartiger geeigneter Querschnitt gemäß der jeweiligen Anwendung
ausgewählt
werden.
-
In
einem erfindungsgemäßen Garn,
bei dem die Grenzfläche
in der nebeneinander angeordneten Zweikomponentenfaser zum Filamentquerschnitt
linear verläuft,
kommt es zu einer leichteren Ausbildung von Kräuselung, und die Dehnbarkeit
wird verbessert. Ein Index für
die Linearität
der Grenzfläche
ist der Krümmungsradius
R (μm) des
Kreises, der die drei Punkte a, b und c auf der Grenzfläche in dem
in 4 gezeigten Filamentquerschnitt berührt, wobei
a und b Punkte sind, die von der Filamentoberfläche weg zur Mitte hin in 2 μm Tiefe liegen,
und c einen Punkt im Mittelpunkt der Grenzfläche darstellt. Es wird bevorzugt,
dass R ≥ 10 × D0,5 ist. Dabei ist D die Feinheit des Filaments
(dtex).
-
Ein
erfindungsgemäßes weiches
Stretchgarn kann beispielsweise wie folgt hergestellt werden:
Das
Verfahren umfasst ein Garn aus Konjugatfasern, vorzugsweise exzentrischen
Konjugatfasern, die zwei Arten von Polyester umfassen, die sich
in ihrer Schmelzviskosität
unterscheiden, und worin der Polyester mit höherer Schmelzviskosität PTT ist,
die mit einer Aufnahmegeschwindigkeit von zumindest 1.200 m/min
gesponnen, bei einer Verstreckungstemperatur von 50 bis 80 °C vorzugsweise
in einem solchen Verhältnis
verstreckt werden, dass eine Zugdehnung des verstreckten Garns von
20 bis 45 % erhalten wird, gefolgt von Thermofixierung.
-
Wenn
hierin, bezogen auf die Kombination der zwei Typen von Polyestern,
die die Konjugatfaser bilden, das Schmelzviskositätsverhältnis 1,05:1
bis 5,00:1 beträgt,
wird die Verspinnbarkeit erhöht,
und wenn zumindest einer der Polyester PTT ist, kommt es leicht
zu weicher Dehnbarkeit, was bevorzugt wird. Zur Unterdrückung von
Garnungleichmäßigkeiten
sind wiederum die Auswahl der Spinntemperatur und der Aufnahmegeschwindigkeit
wichtig. Da der Schmelzpunkt von PTT etwa 30 bis 35 °C unter dem
Schmelzpunkt von PET liegt, ist die Spinntemperatur niedriger als
die normale Spinntemperatur für
PET und wird vorzugsweise auf 250 bis 280 °C eingestellt. Auf diese Weise
kann thermische Zersetzung von PTT oder ein starker Viskositätsabfall
unterdrückt
und eine Verminderung der Garnfestigkeit vermieden werden, und Garnungleichmäßigkeiten können reduziert
werden. Durch Einstellung einer Aufnahmegeschwindigkeit von zumindest
1.200 m/min wird der Abkühlvorgang
beim Spinnen stabilisiert, können
Garnschwankungen und Abweichungen des Erstarrungspunkts des Garns
deutlich unterdrückt
werden, und es ist möglich,
Garnungleichmäßigkeiten
im Vergleich mit Garn, das bei geringeren Geschwindigkeiten gesponnen
wurde, deutlich zu unterdrücken.
Auch hier ergibt sich der Vorteil, dass die Garnfestigkeit erhöht werden
kann. Bei einer Aufnahmegeschwindigkeit von etwa 3.000 m/min können die
Dehnungseigenschaften des weichen Stretchgarns jedoch vermindert
werden, so dass dies vorzugsweise vermieden wird.
-
Es
ist erwünscht,
dass die Tatsache berücksichtigt
wird, dass beim Verstrecken und bei der Thermofixierung die Glastemperatur
und der Schmelzpunkt von PTT im Vergleich zu PET niedriger sind
und die Hitzebeständigkeit
niedriger ist. Insbesondere ist die Auswahl der Verstreckungstemperatur
wichtig, um Garnungleichmäßigkeiten
zu unterdrücken,
wobei die Verstreckungstemperatur 50 bis 80 °C beträgt. Auf diese Weise werden übermäßige Kristallisation
und thermische Zersetzeung des Garns beim Vorheizen verhindert.
Folglich werden Garnungleichmäßigkeiten
und ebenso Garnrisse aufgrund von Garnschwankungen oder einer Veränderung
des Verstreckungspunkts auf der Walze oder dem heißen Dorn,
die zum Erhitzen eingesetzt werden, reduziert und die Garnfestigkeit
erhöht.
Die Verstreckungstemperatur beträgt
noch bevorzugter 65 bis 75 °C. Zum
Zwecke der Reduzierung der Trockenwärmeschrumpfung des verstreckten
Garns wird nach dem Verstrecken eine Thermofixierung durchgeführt. Die
Schrumpfung kann bei weniger als 20 % gehalten werden, wenn bei
Verwendung einer Heizwalze die Temperatur etwa 120 bis 160 °C beträgt und wenn
bei Verwendung einer Heizplatte die Temperatur etwa 110 bis 180 °C beträgt. Wenn
eine Heizplatte als Thermofixierungsmittel dient, kann die Thermofixierung
in einem Zustand durchgeführt
werden, bei dem die Molekülketten
unter Spannung stehen, so dass die Garnschrumpfspannung erhöht werden
kann, was bevorzugt wird. Zudem ist das Verstreckungsverhältnis wichtig
für die
Ausbildung der weichen Dehnungseigenschaften der vorliegenden Erfindung, und
es wird bevorzugt, dass dies so eingestellt ist, dass die Dehnung
des verstreckten Garns 20 bis 45 beträgt. Auf diese Weise ist es
möglich,
Probleme, die in Zusammenhang mit übermäßig hohen Verstreckungsverhältnissen
stehen, wie z.B. Risse während
des Verstreckens, Verminderung der weichen Dehnbarkeit und Auftreten
von Rissen bei der Stoffherstellung, unterdrückt werden, und es ist darüber hinaus
möglich,
Probleme, die auf ein niedriges Verstreckungsverhältnis zurückzuführen sind,
wie z.B. Verminderung der Dehnbarkeit und Spulenblockaden bei der
Stoffherstellung, zu vermeiden. Das Verstreckungsverhältnis wird
noch bevorzugter so eingestellt, dass die Faserzugdehnung 25 bis
35 % beträgt.
-
Es
kann ein zweistufiges Spinn- und Verstreckverfahren (erste bevorzugte
Ausführungsform)
angewandt werden, bei dem das gesponnene Garn vorübergehend
aufgewickelt und anschließend
verstreckt wird, oder ein direktes Spinnverfahren, bei dem die gesponnene
Faser so, wie sie ist, ohne zuvor erfolgte Aufwicklung verstreckt
wird (zweite bevorzugte Ausführungsform).
Im Folgenden erfolgt eine spezifischere Erklärung des zweistufigen Spinn-
und Verstreckverfahrens anhand der Zeichnungen. In 5 werden
die geschmolzenen Polyester im Spinnblock 1 unter Verwendung
eines Filters, wie z.B. eines Vliesfilters 2, filtriert
und aus der Spinndüse 3 gesponnen.
Das gesponnene Garn 5 wird mit Kühlgeräten, wie z.B. einem Kühlkamin 4,
gekühlt und
mit einer Schmälzeinrichtung 6 geschmälzt, wonach
Verwicklung gegebenenfalls mit einer Verflechtungsdüse, wie
z.B. einer Luftdüse 7,
herbeigeführt
und die Aufnahme mit einer ersten Aufnahmewalze (1GD) 8 und einer
zweiten Aufnahmewalze (2GD) 9 durchgeführt wird, gefolgt vom Aufwickeln
mittels Aufwickler 10. Hierbei ist die Umfangsgeschwindigkeit
von 1GD 8 die Aufnahmegeschwindigkeit. Als nächstes wird
das aufgewickelte unverstreckte Garn 11 einer Verstreckung
und einer Thermofixierung mittels einer bekannten Verstreckungsmaschine
unterzogen. In 6 wird das unverstreckte Garn 11 beispielsweise
von Zufuhrwalze (FR) 12 zugeführt, wonach es mit einer ersten
Heißwalze
(1HR) 13 vorgeheizt wird und zwischen 1HR 13 und
der zweiten Heißwalze
(2HR) verstreckt wird. Zudem läuft
das Garn nach Thermofixierung bei 2HR über eine Kühltrommel 15 und wird
als verstrecktes Garn 16 aufgewickelt. In 7 ist
wieder ein Beispiel angeführt,
bei dem eine Heizplatte 17 statt 2HR 14 als Thermofixierungsmittel
verwendet wird. Hier ist die Temperatur von 1HR 13 die
Verstreckungstemperatur, die Temperatur von 2HR 14 oder
der Heizplatte 17 ist die Thermofixierungstemperatur, und
die Geschwindigkeit der Kühltrommel 15 ist
die Verstreckungsgeschwindigkeit.
-
Als
erfolgt eine spezifischere Erklärung
für das
direkte Spinnverstreckverfahren anhand der Zeichnungen. In 8 werden
die geschmolzenen Polyester unter Verwendung eines Filters, wie
z.B. eines Vliesfilters 2, filtriert und aus der Spinndüse 3 gesponnen.
Das gesponnene Garn wird mit Kühlgeräten, wie
z.B. einem Kühlkamin 4,
gekühlt
und mit einer Schmälzeinrichtung 6 geschmälzt, wonach
Verwicklung gegebenenfalls mit einer Verflechtungsdüse, wie
z.B. einer Luftdüse 7,
herbeigeführt
und das Garn mit einer ersten Nelson-Heißwalze (1HNR) 18 aufgenommen
wird, gefolgt von Vorheizen und Verstrecken zwischen dieser und
einer zweiten Nelson-Heißwalze
(2HNR) 19. Nach Thermofixierung mit 2HNR 19 wird
das Garn mit einem Aufwickler 10 aufgewickelt. Hierbei
ist die Umfangsgeschwindigkeit von 1HNR 18 die Aufnahmegeschwindigkeit,
die Temperatur von 1HNR 18 die Verstreckungstemperatur
und die Temperatur von 2HNR 19 die Thermofixierungstemperatur.
-
Wenn
das direkte Spinn- und Verstreckverfahren auf diese Weise statt
des herkömmlichen
zweistufigen Spinn- und Verstreckverfahrens übernommen wird, ergibt sich
daraus der Vorteil, dass das Herstellungsverfahren effizienter gestaltet
und die Kosten reduziert werden können. Zudem ist die Kräuselungsphase
im weichen Stretchgarn tendenziell zufälliger, wobei es insbesondere
in Fällen,
bei denen das Garn ohne Zwirnung eingesetzt wird, zu zufälliger Schrumpfung
des Garns im Stoff kommt, wodurch sich der Vorteil ergibt, dass
ein glatter Stoff mit guter Glätte
leicht erhältlich
ist.
-
Zu
Bezugszwecken wird ein direktes Spinn- und Verstreckverfahren, das
keine Ausführungsform
der vorliegenden Erfindung ist, anhand 9 erklärt. Hierbei
wird ein kontaktloses Heizelement 20 in der Spinnlinie
zwischen Spinndüse 3 und
1GD 8 bereitgestellt und durch Aufnehmen des zuvor erwähnten Konjugat-,
vorzugsweise exzentrischen Konjugat-Garns mit einer hohen Aufnahmegeschwindigkeit
von zumindest 4.000 m/min, kommt es im kontaktlosen Heizelement 20 zu
einer automatischen Verstreckung aufgrund des Luftwiderstands, wonach
Thermofixierung stattfindet, vorzugsweise mittels eines Dampffixiergeräts 21.
Dabei findet das Verstrecken und Thermofixieren zwischen den einzelnen
Filamenten zufällig
statt, da das Garn das kontaktlose Heizelement in nichterzwungenem
Zustand passiert, und die Differenz der Kräuselungsphase im weichen Stretchgarn
kann sogar noch zufälliger
erfolgen als beim zuvor erläuterten
direkten Spinn- und Verstreckungsverfahren mit einer Heißwalze,
was bevorzugt wird.
-
Ebenfalls
zu Bezugszwecken wird ein Verfahren zur Herstellung eines weichen
Dehnungsgarns mittels eines Hochgeschwindigkeits-Spinnverfahrens,
das keine Ausführungsform
der vorliegenden Erfindung ist, anhand 5 erklärt. Hierbei
kommt es durch Aufnahme des zuvor erläuterten mehrfachzentrierten
Konjugatgarns mit einer Aufnahmegeschwindigkeit von 5.000 m/min
oder darüber
zwischen Spinndüse 3 und
1GD 8 zu einer automatischen Verstreckung aufgrund des
Luftwiderstands, und es erfolgt Thermofixierung aufgrund der Eigenwärme des
Garns.
-
Wenn
nun eine Zwirnung von zumindest 100 Drehungen/m des weichen Stretchgarns
der vorliegenden Erfindung erfolgt, ist die Kräuselungsphase leicht einheitlicher
zu machen und die Dehnbarkeit im Stoffzustand einfacher bereitzustellen,
was bevorzugt wird. Wenn, allgemein gesagt, ein nebeneinander angeordnetes
Zweikomponentengarn als stark gezwirntes Garn hergestellt wird,
ist die Kräuselbarkeit
schlecht und die Dehnbarkeit ist verringert, wobei im Fall des weichen
Stretchgarns der vorliegenden Erfindung E3,5 im
Vergleich zu einem nebeneinander angeordneten Garn vom herkömmlichen
PET-Typ sehr hoch ist, so dass es sogar bei stark gezwirnten Garnen
zur Ausbildung geeigneter Dehnbarkeit kommt. Die Bezeichnung "stark gezwirnt" bezieht sich hierin
auf einen Zwirnungskoeffizienten von zumindest 5.000, und bei einem
Garn mit einer Feinheit von 56 dtex beträgt die Anzahl der Zwirnungen
zumindest 700 Drehungen/m. Der Zwirnungskoeffizient ist als Produkt
der Anzahl an Zwirnungen (Drehungen/m) und der Quadratwurzel der
Denier (dtex × 0,9)
definiert.
-
Ein
erfindungsgemäßes weiches
Stretchgarn kann auch ungezwirnt eingesetzt werden, und wenn es zu
einer Abweichung der Kräuselungsphase
zwischen den einzelnen Filamenten des Garns kommt, ist in diesem
Fall die gewebte Materialoberfläche
glatt, und das Garn kann als dehnbares Futter mit ausgezeichneter Glätte eingesetzt
werden. Ein weiterer Vorteil besteht darin, dass die Fülligkeit,
verglichen mit einer einheitlichen Anordnung der Kräuselung,
höher ist.
-
Wenn
ein weiches Stretchgarn als Ausführungsform
der vorliegenden Erfindung in einem Strickmaterial verwendet wird,
ist es möglich,
herausragende dehnbare Strickwaren mit weichen Dehneigenschaften
herzustellen, die bei herkömmlichen
Strickwaren nicht erzielbar sind. Insbesondere bei Strickwaren,
die in einem Zustand unter schwacher Einwirkung einschränkender
Kräfte
in den nachfolgenden Verarbeitungsschritten schrumpfen, wobei die
sichtbare Schrumpfung anhand von Kräuselungen deutlich wird und
es zu geschlossenen Strickmaschen kommt, ist der Stoff in Fällen, bei
denen ein Stretchgarn verwendet wird, leicht grob zu machen. In
einer Strickware ist die weiche Dehnbarkeit, über die das Garn selbst verfügt, ein
wichtiger Parameter, und durch Verwendung des weichen Stretchgarns
der vorliegenden Erfindung ist es möglich, weiche, dehnbare Strickwaren
herzustellen, die bisher nicht erhältlich waren. Wenn ein weiches
Stretchgarn verwendet wird, in dem die Kräuselungsphase einheitlich angeordnet
ist, bilden sich leicht eine feine Kräuselung zwischen den Strickmaschen
und ein feiner Krepp, wodurch es möglich wird, eine äußerst ansprechende
Strickware zu erhalten.
-
Wenn
zudem ein erfindungsgemäßes weiches
Stretchgarn in Form eines Verbundfilamentgarns zusammen mit einem
schrumpfarmen Garn aus Polyester oder Nylon mit einer Schrumpfung
in siedendem Wasser von nicht mehr als 10 % verwendet wird, kommt
es nicht nur zu einer Verstärkung
des weichen Griffs, sondern auch der Fülligkeit und der Elastizität, was wünschenswert
ist. Wenn sich das schrumpfarme Garn relativ gesehen am äußeren Rand
des weichen Stretchgarns befindet, dient dies zur Dämpfung,
wodurch der weiche Griff weiter verstärkt wird. Es kommt erneut zu
einer Vergrößerung des
Garndurchmessers als Multifilament, wodurch das Fülligkeitsgefühl verstärkt wird.
Zu diesem Zweck ist es vorteilhaft, wenn die Schrumpfung des schrumpfarmen
Garns in siedendem Wasser gering ist. Noch bevorzugter beträgt die Schrumpfung
in siedendem Wasser nicht mehr als 4 %, insbesondere nicht mehr
als 0 %. Es ist wiederum von Vorteil, wenn die Anfangsspannung des
Garns ebenfalls gering ist, also vorzugsweise nicht mehr als 60
cN/dtex beträgt.
Je feiner der denier der einzelnen Filamente des schrumpfarmen Garns,
desto stärker
der weiche Griff, so dass die Feinheit der einzelnen Filamente vorzugsweise
nicht mehr als 2,5 dtex, noch bevorzugter nicht mehr als 1,0 dtex,
beträgt.
-
Wenn
ein erfindungsgemäßes weiches
Stretchgarn im Gemisch mit Naturfasern und/oder halbsynthetischen
Fasern verwendet wird, ist es möglich,
Dehnbarkeit zu verleihen, ohne die Feuchtigkeits-Absorptions/Freisetzungs-Eigenschaften
und das ausgezeichneten Tragegefühl,
wie z.B. Kühle
und Elastizität,
der natürlichen
oder halbsynthetischen Fasern zu beeinträchtigen. Gemisch bezieht sich
hierin auf ein kombiniertes Garn, eine kombinierte Webart oder eine
kombinierte Strickart. Zur Ausbalancierung der Eigenschaften, über die
das weiche Stretchgarn verfügt,
und des Tragegefühls
der natürlichen
oder halbsynthetischen Fasern wird bevorzugt, dass das Gesamtgewicht
an natürlichen
Fasern oder halbsynthetischen Fasern 10 bis 90 % des Stoffgewichts
beträgt.
-
Erfindungsgemäße Garne
können
vorteilhafterweise für
Textilien, wie z.B. Socken, Hemden, Blusen, Strickjacken, Hosen,
Röcke,
Einteiler, Anzüge,
Sportbekleidung, Unterwäsche
und Futter, verwendet werden.
-
Nachstehend
werden bevorzugte Ausführungsformen
der vorliegenden Erfindung anhand der folgenden Beispiele detaillierter
beschrieben, in denen die nachfolgenden Verfahren als Messverfahren
angewandt wurden.
-
A) Spannung bei 50 % Dehnung
des Garns und prozentuelle Rückverformung
-
Zuerst
wurde das Garn in Form eines Strangs aufgewickelt und anschließend einer
Wärmebehandlung
durch 15-minütiges
Eintauchen in siedendes Wasser in im Wesentlichen unbelastetem Zustand
unterzogen. Als nächstes
wurde an dieses wärmebehandelte
Garn mit einer Anfangsprobenlänge
von 50 mm unter Verwendung einer automatischen Zugfestigkeitsprüfmaschine
eine Anfangsspannung von 4,4 × 10–3 cN/dtex (5
mp/d) angelegt, danach das Garn mit einer Dehnungsgeschwindigkeit
von 100 %/min um 50 % gedehnt, wonach das Garn mit gleicher Dehnungsgeschwindigkeit
sofort auf 0 % Dehnung zurückgebracht
und die Hysteresekurve gemessen wurde (1). Die
maximale Spannung wurde bezogen auf die Anfangsspannung als Spannung
bei 50 % Dehnung angenommen. Die prozentuelle Rückverformung wurde aus 1 unter
Verwendung folgender Gleichung ermittelt: prozentuelle Rückverformung
(%) = [(50 – a)/50] × 100 %.
Hierin steht "a" für die prozentuelle
Dehnung an jenem Punkt, wo die Spannung im Rückformungsvorgang der Hysteresekurve
die Anfangsspannung erreicht.
-
B) Kräuselungsdehnungsfaktor (10)
-
-
Kräuselungsdehnungsfaktor
(%) = [L1 – L2)/L1] × 100
%
-
- L1:
- Stranglänge unter
einer Belastung von 180 × 10–3 cN/dtex,
nachdem der Faserstrang 15-minütiger
Behandlung in siedendem Wasser und anschließend 15-minütiger Trockenwärmebehandlung
bei 180 °C unterzogen
wurde.
- L2:
- Stranglänge, wenn
die Belastung nach erfolgter Messung von L1 von
180 × 10–3 cN/dtex
(0,2 p/d) auf 0,9 × 10–3 cN/dtex
(1 mp/d) verändert
wird.
- E0:
- Kräuselungsdehnungsfaktor nach
Wärmebehandlung
im Wesentlichen ohne Belastung.
- E3,5:
- Kräuselungsdehnungsfaktor nach
Wärmebehandlung
unter einer Belastung von 3,5 × 10–3 cN/dtex
(4 mp/d).
-
C) Prozentuelle Kräuselungsbeibehaltung
-
E1 wurde unter einer Belastung während der
Wärmebehandlung
bei der Messung des Kräuselungsdehnungsfaktors
von 0,9 × 10–3 cN/dtex
(1 mp/d) gemessen. Zudem wurde nach schwerer Belastung (180 × 10–3 cN/dtex)
und leichter Belastung (0,9 × 10–3 cN/dtex)
und 9-maliger Wiederholung der Anlegung derselben die Stranglänge L10' unter
der leichten Belastung gemessen, so dass die Dehnung bzw. Rückverformung
insgesamt 10-mal erfolgte.
-
Der
Kräuselungsdehnungsfaktor
E1 10 (%) nach dem
Dehnen wurde aus der nachstehend angeführten Gleichung ermittelt,
und die prozentuelle Kräuselungsbeibehaltung
wurde aus dem Verhältnis,
bezogen auf den Anfangskräuselungsdehnungsfaktor,
bestimmt. Prozentuelle Kräuselungsbeibehaltung (%) =
[E1 10/E1] × 100 (%) E1 10 (%)
= [L0' – L10')/L0'] × 100 (%)
-
D) Kräuselungsdurchmesser
-
Nach
der Messung von E0 wurde vom Garn in einem
Zustand, bei dem möglichst
keine Kraft ausgeübt wurde,
eine Probe gezogen und anschließend
mit einem Rasterelektronenmikroskop (11) untersucht.
Der Durchmesser (Außendurchmesser)
von 100 beliebig ausgewählten
Kräuselungen
wurde gemessen und deren Mittelwert als Kräuselungsdurchmesser herangezogen.
-
E) Uster-Ungleichmäßigkeit
(U%)
-
Diese
wurde unter Verwendung des Uster-Testgeräts 1 Modell C, hergestellt
von Zellweger Co., im normalen Modus gemessen, während das Garn mit einer Geschwindigkeit
von 200 m/min zugeführt
wurde.
-
F) Schrumpfspannung
-
Diese
wurde unter Verwendung eines von Kanebo Engineering Co. hergestellten
Wärmespannungsmessgeräts bei einer
Heizrate von 150 °C/min
gemessen. Probe = 10 cm × 2
Maschen, Anfangsspannung = Feinheit (Decitex) × 0,9 × (1/30) p.
-
G) Zugfestigkeit und -dehnung
-
Mit
einer Anfangsprobenlänge
von 50 mm und einer Dehnungsgeschwindigkeit von 50 mm/min wurde die
Spannungs-Dehnungs-Kurve unter den in der japanischen Industrienorm
(JIS) L1013 angegebenen Bedingungen ermittelt. Die Dehnung, geteilt
durch die Anfangsprobenlänge
wurde als Zugdehnung herangezogen.
-
H) Schmelzviskosität
-
Gemessen
wurde unter Stickstoffatmosphäre
unter Verwendung eines Capilograph 1B, hergestellt von Toyo Seiki
Co. Die Messung erfolgte 3-mal bei einer Messtemperatur von 280 °C und mit
einer Verformungsgeschwindigkeit von 6.080 s–1,
wobei der Mittelwert als Schmelzviskosität herangezogen wurde.
-
I) Grenzviskosität
-
Gemessen
in o-Chlorphenol bei 25 °C.
-
J) Anfangsdehnungskoeffizient
-
Gemessen
gemäß JIS L1013.
-
K) Schrumpfung in siedendem
Wasser und Trockenschrumpfung
-
-
Schrumpfung in siedendem Wasser (%) =
[(L0'' – L1'')/L0''] × 100
%
-
- L0'':
- Ursprüngliche
Stranglänge,
wenn das verstreckte Garn unter einer Anfangsbelastung von 0,18
cN/dtex (0,2 p/d) zu einem Strang aufgewickelt wird.
- L1'':
- Stranglänge unter
einer Anfangsbelastung von 0,18 cN/dtex (0,2 p/d), nachdem der zur
Messung von L0'' verwendete
Strang 15 Minuten lang im Wesentlichen ohne Belastung in siedendem
Wasser behandelt und anschließend
luftgetrocknet wurde.
-
-
Trockenwärmeschrumpfung (%) = [(L0'' – L2'')/L0''] × 100
%
-
- L2'':
- Stranglänge unter
einer Anfangsbelastung von 0,18 cN/dtex (0,2 p/d), nachdem der zur
Messung von L1'' verwendete
Strang einer 15-minütigen
Trockenwärmebehandlung
bei 180 °C
im Wesentlichen ohne Belastung unterzogen und anschließend luftgetrocknet
wurde.
-
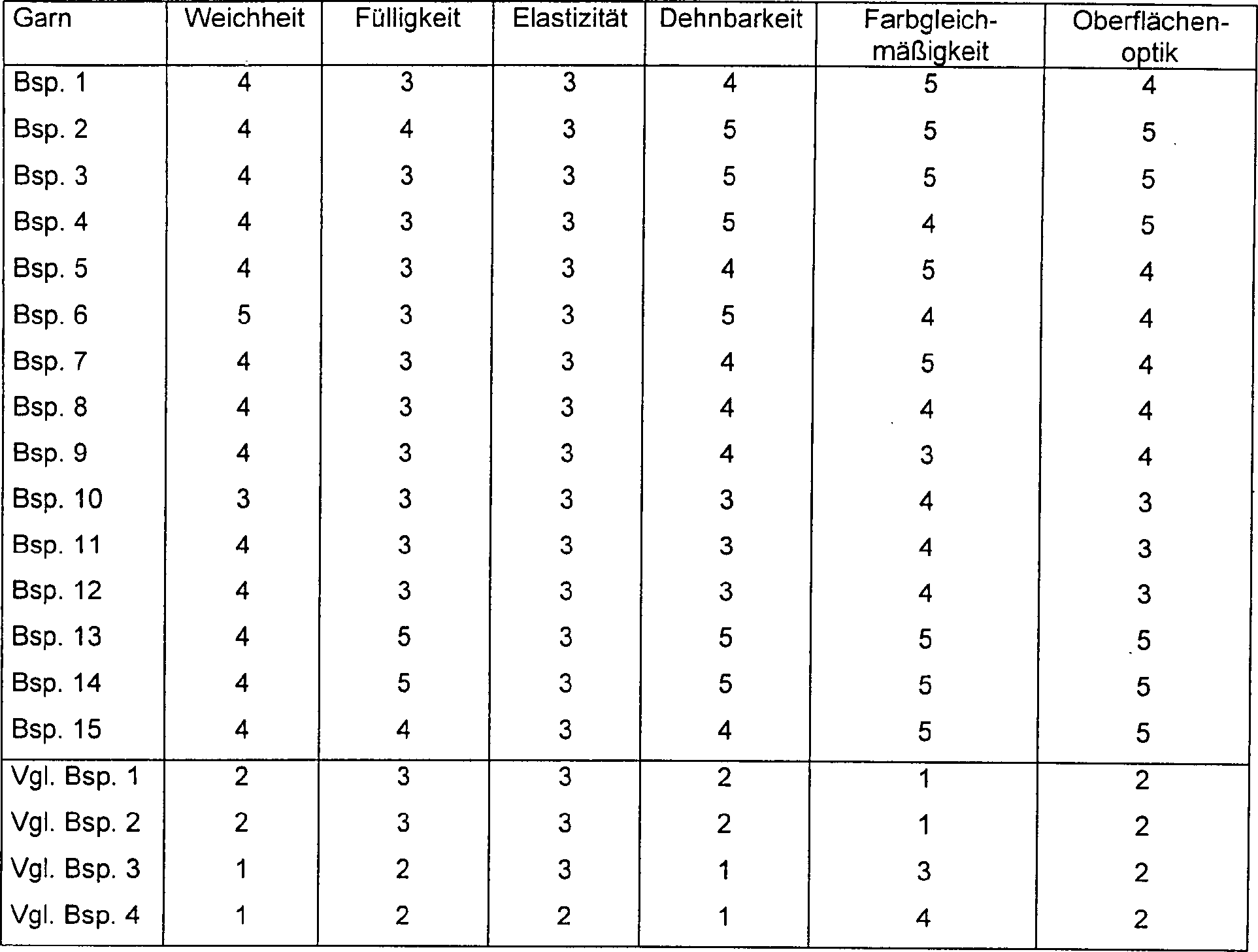
L) Bewertung des Tragegefühls
-
Die
in den Beispielen und Bezugsbeispielen erhaltenen Stoffe wurden
auf einer Skala von 1 bis 5 hinsichtlich Weichheit, Fülligkeit,
Elastizität,
Dehnbarkeit, Farbgleichmäßigkeit
und Oberflächenoptik
(Attraktivität der
Stoffoberfläche)
bewertet. Eine Bewertung von 3 oder mehr war annehmbar.
-
Ausführungsformen
des erfindungsgemäßen Verfahrens
werden anhand der Beispiele 1 bis 5, 7 bis 9 und 13 veranschaulicht.
Ausführungsformen
der erfindungsgemäßen Garne
sind in den Beispielen 14 und 15 dargelegt.
-
Beispiel 1
-
Titanoxid-freies
Homo-PTT mit einer Schmelzviskosität von 400 Poise und Homo-PET mit einer Schmelzviskosität von 370
Poise, das 0,03 Gew.-% Titanoxid enthielt, wurden getrennt voneinander
bei 260 °C
bzw. 285 °C
geschmolzen und anschließend
unter Verwendung Edelstahlvliesfilter mit einem maximalen Porendurchmesser
von 15 μm
filtriert, wonach sie bei einer Spinntemperatur von 275 °C aus einer
Spinndüse vom
Paralleltyp mit 12 Löchern
(2(a)) gesponnen wurden, um eine nebeneinander
angeordnete Zweikomponentenfaser (3(b))
mit einem Konjugatverhältnis
von 1:1 zu bilden. Das Schmelzviskositätsverhältnis betrug dabei 1,08.
-
Mit
einer Aufnahmegeschwindigkeit von 1.500 m/min wurde verstrecktes
Garn aus 12 Filamenten mit 168 dtex aufgewickelt. In der Folge wurde
unter Verwendung der in 6 veranschaulichten Verstreckungsmaschine
mit Heißwalzen
mit einem Dehnungsverhältnis
von 3,00 verstreckt, wobei die Temperatur von 1HR 13 70 °C und die
Temperatur von 2HR 14 130 °C betrugen. Sowohl beim Spinnen
als auch beim Verstrecken war die Garnproduktion gut, und es kam
zu keinen Garnrissen. Die Eigenschaften des Garns sind in Tabelle
2 angeführt,
und ausgezeichnete Kräuselbarkeit
zeigte sich mit PTT an der Innenseite der Kräuselung. Zudem war der bei
der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 200 μm äußerst klein,
so dass ein außerordentlich
hochqualitatives Produkt gebildet wurde. Außerdem war das Garn mit einem
Anfangsdehnungskoeffizienten von 42 cN/ dtex ausreichend weich,
und die Schrumpfung war bei einer Trockenwärmeschrumpfung von 11 % ausreichend
gering. Die Temperatur, bei der das Schrumpfspannungsmaximum angezeigt
wurde, war mit 128 °C
ausreichend hoch. Der Krümmungsradius
der Grenzfläche der
zwei Konjugatfaser-Komponenten betrug 80 μm.
-
Beispiel 2
-
Unter
Verwendung einer Polymerkombination aus Titanoxid-freiem Homo-PTT
mit einer Schmelzviskosität
von 700 Poise und Homo-PET mit einer Schmelzviskosität von 390
Poise, das 0,03 Gew.-% Titanoxid enthielt, wurde auf gleiche Weise
wie in Beispiel 1 gesponnen und ein unverstrecktes Garn aus 12 Filamenten mit
168 dtex aufgewickelt. Das Schmelzviskositätsverhältnis betrug dabei 1,75, und
eine nebeneinander angeordnete Zweikomponentenfaser wurde in der
Form aus 3(b) ausgebildet. Anschließend wurde
unter Verwendung der in 7 veranschaulichten Verstreckungsmaschine
mit Heizplatte bei einem Verstreckungsverhältnis von 3,00 verstreckt,
wobei die Temperatur von 1HR 13 70 °C und die Temperatur der Heizplatte 17 165 °C betrugen.
Sowohl beim Spinnen als auch beim Verstrecken war die Garnproduktion
gut, und es kam zu keinen Garnrissen. Die Eigenschaften des Garns
sind in Tabelle 2 angeführt,
und ausgezeichnete Kräuselbarkeit
zeigte sich mit PTT an der Innenseite der Kräuselung. Zudem war der bei
der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 190 μm äußerst klein,
so dass ein außerordentlich hochqualitatives
Produkt gebildet wurde. Außerdem
war das Garn mit einem Anfangsdehnungskoeffizienten von 44 cN/dtex
ausreichend weich, und die Schrumpfung war mit einer Trockenwärmeschrumpfung
von 11 % ausreichend gering. Die Temperatur, bei der das Schrumpfspannungsmaximum
angezeigt wurde, war mit 145 °C
ausreichend hoch. Der Krümmungsradius
der Grenzfläche
der zwei Konjugatfaser-Komponenten betrug 40 μm.
-
Beispiel 3
-
Unter
Verwendung einer Polymerkombination aus Titanoxid-freiem Homo-PTT
mit einer Schmelzviskosität
von 1.900 Poise und Homo-PET mit einer Schmelzviskosität von 390
Poise, das 0,03 Gew.-% Titanoxid enthielt, wurde auf gleiche Weise
wie in Beispiel 1 mit einer Aufnahmegeschwindigkeit von 1.350 m/min
unter Verwendung der in der JP-A-9-157941 beschriebenen Spinndüse vom Einspritztyp
mit 12 Löchern
(2(b)) gesponnen und ein unverstrecktes
Garn aus 12 Filamenten mit 190 dtex aufgewickelt. Das Schmelzviskositätsverhältnis betrug
dabei 4,87, und eine nebeneinander angeordnete Zweikomponentenfaser
wurde in der Form aus 3(b) mit einem
Krümmungsradius
von 25 μm
ausgebildet. Anschließend
wurde in gleicher Weise wie in Beispiel 2 bei einem Verstreckungsverhältnis von
3,40 verstreckt. Sowohl beim Spinnen als auch beim Verstrecken war
die Garnproduktion gut. Die Eigenschaften des Garns sind in Tabelle
2 angeführt,
und ausgezeichnete Kräuselbarkeit
zeigte sich mit PTT an der Innenseite der Kräuselung. Zudem war der bei
der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 190 μm äußerst klein,
so dass ein außerordentlich
hochqualitatives Produkt gebildet wurde. Außerdem war das Garn mit einem
Anfangsdehnungskoeffizienten von 44 cN/dtex ausreichend weich, und
die Schrumpfung war mit einer Trockenwärmeschrumpfung von 11 % ausreichend
gering. Die Temperatur, bei der das Schrumpfspannungsmaximum angezeigt
wurde, war mit 145 °C
ausreichend hoch. Wenn auch innerhalb des zulässigen Bereichs, kam es beim Spinnen
und Verstrecken im Vergleich mit den Beispielen 1 und 2 zu einer
Zunahme der Garnrisse. Der Krümmungsradius
der Grenzfläche
der zwei Konjugatfaser-Komponenten betrug 25 μm.
-
Beispiel 4
-
Eine
Polymerkombination aus Titanoxid-freiem Homo-PTT mit einer Schmelzviskosität von 1.500 Poise
und Titanoxid-freiem Homo-PET mit einer Schmelzviskosität von 400
Poise wurden getrennt voneinander bei 270 °C bzw. 260 °C geschmolzen, wonach auf gleiche
Weise wie in Beispiel 1 bei einer Spinntemperatur von 265 °C und einer
Aufnahmegeschwindigkeit von 1.350 m/min unter Verwendung der in
der JP-A-9-157941
beschriebenen Konjugatfaserspinndüse vom Einspritztyp mit 12
Löchern
(2(b)) gesponnen und ein unverstrecktes
Garn aus 12 Filamenten mit 132 dtex aufgewickelt. Das Schmelzviskositätsverhältnis betrug
dabei 3,75, und eine nebeneinander angeordnete Zweikomponentenfaser
wurde in der Form aus 3(b) ausgebildet.
Anschließend
wurde in gleicher Weise wie in Beispiel 2 bei einem Verstreckungsverhältnis von
2,35 verstreckt, wobei die Temperatur von 1HR 13 65 °C und die
Temperatur von 2HR 14 130 °C betrugen. Sowohl beim Spinnen
als auch beim Verstrecken war die Garnproduktion gut. Die Eigenschaften
des Garns sind in Tabelle 2 angeführt, und ausgezeichnete Kräuselbarkeit
zeigte sich mit hochviskosem PTT an der Innenseite der Kräuselung.
Zudem war der bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 190 μm äußerst klein,
so dass ein außerordentlich
hochqualitatives Produkt gebildet wurde. Außerdem war das Garn mit einem
Anfangsdehnungskoeffizienten von 22 cN/dtex ausreichend weich, und
die Schrumpfung war mit einer Trockenwärmeschrumpfung von 12 % ausreichend
gering. Die Temperatur, bei der das Schrumpfspannungsmaximum angezeigt
wurde, war mit 125 °C
ausreichend hoch. Wenn auch innerhalb des zulässigen Bereichs, kam es beim
Spinnen und Verstrecken im Vergleich mit den Beispielen 1 und 2
zu einer Zunahme der Garnrisse. Der Krümmungsradius der Grenzfläche der
zwei Konjugatfaser-Komponenten betrug 60 μm.
-
Beispiel 5
-
Eine
Polymerkombination aus Titanoxid-freiem Homo-PTT mit einer Schmelzviskosität von 700
Poise (Eigenviskosität
1,18) und Homo-PBT mit einer Schmelzviskosität von 600 Poise (Grenzviskosität 0,82),
das 0,03 Gew.-% Titanoxid enthielt, wurde auf gleiche Weise wie
in Beispiel 4 gesponnen, und ein unverstrecktes Garn aus 12 Fila menten
mit 168 dtex wurde aufgewickelt. Das Schmelzviskositätsverhältnis betrug
dabei 1,17, und eine nebeneinander angeordnete Zweikomponentenfaser
wurde in der Form aus 3(b) ausgebildet. Anschließend wurde
unter Verwendung der in 7 veranschaulichten Verstreckungsmaschine
mit Heizplatte bei einem Verstreckungsverhältnis von 3,00 verstreckt,
wobei die Temperatur von 1HR 13 65 °C und die Temperatur von der
Heizplatte 17 160 °C
betrugen. Die Eigenschaften des Garns sind in Tabelle 2 angeführt, und ausgezeichnete
Kräuselbarkeit
zeigte sich mit PTT an der Innenseite der Kräuselung. Zudem war der bei
der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 220 μm
klein, so dass ein hochqualitatives Produkt gebildet wurde. Außerdem war
das Garn mit einem Anfangsdehnungskoeffizienten von 34 cN/dtex ausreichend
weich, und die Schrumpfung war mit einer Trockenwärmeschrumpfung
von 12 % ausreichend gering. Die Temperatur, bei der das Schrumpfspannungsmaximum
angezeigt wurde, war mit 153 °C
wiederum ausreichend hoch. Der Krümmungsradius der Grenzfläche der
zwei Konjugatfaser-Komponenten betrug 28 μm.
-
Beispiel 6 (Bezugsbeispiel)
-
Unter
Verwendung einer Polymerkombination aus Titanoxid-freiem Homo-PTT
mit einer Schmelzviskosität
von 1.150 Poise und Homo-PET mit einer Schmelzviskosität von 300
Poise, das 0,03 Gew.-% Titanoxid enthielt, wurde auf gleiche Weise
wie in Beispiel 4 gesponnen. Das Schmelzviskositätsverhältnis betrug dabei 3,83, und
eine nebeneinander angeordnete Zweikomponentenfaser wurde in der
Form aus 3(b) ausgebildet. Anschließend wurde
unter Verwendung der in 7 veranschaulichten Verstreckungsmaschine
mit Heizplatte bei einem Verstreckungsverhältnis von 3,00 verstreckt,
wobei die Temperatur von 1HR 13 65 °C und die Temperatur der Heizplatte 17 160 °C betrug.
Die Eigenschaften des Garns sind in Tabelle 2 angeführt, und
ausgezeichnete Kräuselbarkeit
zeigte sich mit PTT an der Innenseite der Kräuselung. Der bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
betrug 290 μm,
so dass die Qualität
im Vergleich mit Beispiel 1 etwas schlechter war. Das Garn war mit
einem Anfangsdehnungskoeffizienten von 31 cN/dtex ausreichend weich,
und die Schrumpfung war mit einer Trockenwärme schrumpfung von 11 % ausreichend
gering. Die Temperatur, bei der das Schrumpfspannungsmaximum angezeigt
wurde, war mit 150 °C ausreichend
hoch. Der Krümmungsradius
der Grenzfläche
der zwei Konjugatfaser-Komponenten betrug 46 μm. Verglichen mit den Beispielen
1 und 2 kam es zu einer Zunahme der Garnrisse beim Spinnen und Verstrecken.
-
Beispiel 7
-
Schmelzspinnen
wurde unter den gleichen Bedingungen wie in Beispiel 2 durchgeführt, mit
der Ausnahme, dass die Aufnahmegeschwindigkeit auf 3.000 m/min eingestellt
und ein unverstrecktes Garn aus 12 Filamenten mit 77 dtex hergestellt
wurde. Unter Verwendung dieses unverstreckten Garns wurde unter
den gleichen Bedingungen wie in Beispiel 2 verstreckt, mit der Ausnahme,
dass das Verstreckungsverhältnis
auf 1,40 eingestellt wurde. Die Garnproduktion war sowohl beim Spinnen
als auch beim Verstrecken gut, und es kam zu keinen Garnrissen.
Die Eigenschaften des Garns sind in Tabelle 2 angeführt, und
ausgezeichnete Kräuselbarkeit
zeigte sich mit PTT an der Innenseite der Kräuselung. Zudem war der bei
der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 220 μm
klein, so dass ein außerordentlich hochqualitatives
Produkt gebildet wurde.
-
Beispiel 8
-
Schmelzspinnen
wurde unter den gleichen Bedingungen wie in Beispiel 2 durchgeführt, mit
der Ausnahme, dass statt des nebeneinander angeordneten Zweikomponentengarns
ein Mehrzentren-Hülle-Kern-Konjugatgarn
(3(h)) hergestellt wurde und die Polymere
und Konjugatverhältnisse
wie folgt verändert
wurden. Als Hüllenpolymer
wurden dabei 60 Gew.-% PET mit einer Schmelzviskosität von 400
Poise, das 0,40 Gew.-% Titanoxid enthielt, und als Kernpolymer 40
Gew.-% Titanoxid-freies PTT mit einer Schmelzviskosität von 700
Poise verwendet. Das unverstreckte Garn wurde unter den gleichen
Bedingungen wie in Beispiel 1 verstreckt, mit der Ausnahme, dass
das Verstreckungsverhältnis
auf 2,60 und die Temperatur von 2HR 14 auf 140 °C eingestellt
wurde. Die Garnproduktion war sowohl beim Spinnen als auch beim
Verstrecken gut, und es kam zu keinen Garnrissen. Die Eigenschaften sind
in Tabelle 2 angeführt,
und es zeigte sich ausgezeichnete Kräuselbarkeit. Zudem war der
bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 240 μm
klein, so dass ein hochqualitatives Produkt gebildet wurde.
-
Beispiel 9
-
Schmelzspinnen
wurde unter den gleichen Bedingungen wie in Beispiel 2 durchgeführt, mit
der Ausnahme, dass der Faserquerschnitt ein hohler Abschnitt (3(f)) war, und es wurde ein unverstrecktes
Garn aus 12 Filamenten mit 168 dtex aufgewickelt. Unter Verwendung
dieses unverstreckten Garns wurde unter den gleichen Bedingungen
wie in Beispiel 2 verstreckt, mit der Ausnahme, dass das Verstreckungsverhältnis auf 2,95
eingestellt wurde. Die Eigenschaften sind in Tabelle 1 angeführt, und
es zeigte sich ausgezeichnete Kräuselbarkeit
mit PTT an der Innenseite der Kräuselung.
Zudem war der bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 240 μm
klein, so dass ein hochqualitatives Produkt gebildet wurde.
-
Beispiel 10 (Bezugsbeispiel)
-
Spinnen
wurde unter den gleichen Bedingungen wie in Beispiel 1 durchgeführt, mit
der Ausnahme, dass das PTT aus Beispiel 1 durch Titanoxid-freies
Polybutylenterephthalat (nachstehend als PBT bezeichnet) mit einer
Schmelzviskosität
von 390 Poise ersetzt wurde, und es wurde ein unverstrecktes Garn
aus 12 Filamenten mit 168 dtex aufgewickelt. Die Verstreckung erfolgte
bei einem Verstreckungsverhältnis
von 3,00 unter den gleichen Bedingungen wie in Beispiel 1, und es
wurde ein weiches Stretchgarn erhalten. Die Eigenschaften sind in
Tabelle 2 angeführt,
und es zeigte sich gute Kräuselbarkeit.
Die Spannung bei 50 % Dehnung überstieg
hierbei 10 × 10–3 cN/dtex,
und die Rückverformung
betrug weniger als 70 %, so dass Weichheit und Dehnbarkeit im Vergleich
zu Beispiel 1 etwas schlechter ausfielen. Zudem betrug der bei der
Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
300 μm,
so dass die Produktqualität
im Vergleich mit Beispiel 1 ebenfalls etwas geringer war.
-
Beispiel 11 (Bezugsbeispiel)
-
Spinnen
wurde unter den gleichen Bedingungen wie in Beispiel 2 durchgeführt, mit
der Ausnahme, dass das PTT aus Beispiel 2 durch Titanoxid-freies
PBT mit einer Schmelzviskosität
von 1.050 Poise ersetzt wurde, und es wurde ein unverstrecktes Garn
aus 12 Filamenten mit 190 dtex aufgewickelt. Die Verstreckung erfolgte
bei einem Verstreckungsverhältnis
von 3,40 unter den gleichen Bedingungen wie in Beispiel 1, und es wurde
ein weiches Stretchgarn erhalten. Die Eigenschaften sind in Tabelle
2 angeführt,
und es zeigte sich gute Kräuselbarkeit.
Die Rückverformung
bei 50 % Dehnung betrug hierbei weniger als 70 %, so dass die Dehnbarkeit
im Vergleich zu Beispiel 2 etwas schlechter ausfiel. Zudem betrug
der bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
280 μm,
so dass die Produktqualität
im Vergleich mit Beispiel 1 ebenfalls etwas geringer war. Darüber hinaus
war die Kräuselungsphase,
verglichen mit Beispiel 2, zufällig
angeordnet. Mit einem Anfangsdehnungskoeffizienten von 55 cN/dtex
war die Weichheit im Vergleich mit Beispiel 2 ebenfalls etwas schlechter,
wobei die Trockenwärmeschrumpfung
mit 12 % ausreichend niedrig war. Die Temperatur, bei der das Schrumpfspannungsmaximum
angezeigt wurde, war mit 128 °C
ausreichend hoch. Wenn auch innerhalb des zulässigen Bereichs, kam es beim
Spinnen und Verstrecken im Vergleich mit den Beispielen 1 und 2
zu einer Zunahme der Garnrisse.
-
Beispiel 12 (Bezugsbeispiel)
-
Spinnen
wurde unter den gleichen Bedingungen wie in Beispiel 1 durchgeführt, mit
der Ausnahme, dass das PTT aus Beispiel 1 durch Titanoxid-freies
PBT mit einer Schmelzviskosität
von 390 Poise ersetzt wurde und die Aufnahmegeschwindigkeit auf
6.000 m/min eingestellt wurde. Es wurde ein unverstrecktes Garn aus
12 Filamenten mit 62 dtex erhalten. Die Verstreckung erfolgte unter
den gleichen Bedingungen wie in Beispiel 1, mit der Ausnahme, dass
das Verstreckungsverhältnis
1,10 betrug, und auf diese Weise wurde ein weiches Stretchgarn erhalten.
Die Eigenschaften sind in Tabelle 2 angeführt, und es zeigte sich gute
Kräuselbarkeit.
Die Rückverformung
bei 50 % Dehnung betrug hierbei jedoch weniger als 70 %, so dass
die Dehnbarkeit im Vergleich zu Beispiel 6 etwas schlechter ausfiel.
Zudem betrug der bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
260 μm,
so dass die Produktqualität,
verglichen mit Beispiel 1, ebenfalls etwas geringer war. Darüber hinaus
war die Kräuselungsphase
im Vergleich mit Beispiel 1 zufällig angeordnet.
-
Beispiel 13
-
Unter
Verwendung der in 8 veranschaulichten direkten
Spinnverstreckungsmaschine wurde auf gleich Weise wie in Beispiel
2 verstreckt, wobei die Umfangsgeschwindigkeit von 1HNR 18 1.500
m/min und die Temperatur 75 °C
betrugen und die Umfangsgeschwindigkeit von 2HNR 19 4.500
m/min und die Temperatur 130 °C
betrugen. Es wurde ein weiches Stretchgarn aus 12 Filamenten mit
56 dtex aufgewickelt. Die Eigenschaften sind in Tabelle 2 angeführt, und
es zeigte sich gute Kräuselbarkeit
mit PTT an der Innenseite der Kräuselung.
Zudem war der bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 200 μm äußerst klein,
so dass ein außerordentlich
hochqualitatives Produkt erhalten wurde. Darüber hinaus betrug der Anfangsdehnungskoeffizient
42 cN/dtex, so dass das Garn ausreichend weich war, und die Trockenwärmeschrumpfung
war mit 10 ebenfalls ausreichend niedrig. Die Temperatur, bei der
das Schrumpfspannungsmaximum angezeigt wurde, war mit 128 °C wiederum
ausreichend hoch.
-
Beispiel 14 (Bezugsbeispiel)
-
Unter
Verwendung der in 9 veranschaulichten direkten
Spinnverstreckungsmaschine wurde auf gleiche Weise wie in Beispiel
2 verstreckt, wobei die Temperatur des kontaktlosen Heizelements
20 190 °C
und die Aufnahmegeschwindigkeit 5.000 m/min betrug, und es wurde
Dampfbeheizung bei 100 °C
zwischen 2GD 9 und dem Aufwickler 10 durchgeführt. Die
Eigenschaften des weichen Stretchgarns sind in Tabelle 2 angeführt, und
es zeigte sich gute Kräuselbarkeit
mit PTT an der Innenseite der Kräuselung.
Zudem war der bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 190 μm äußerst klein,
so dass ein außerordentlich
hochqualitatives Produkt erhalten wurde. Die Kräuselungsphase variierte zwischen den
einzelnen Filamenten, und im Vergleich mit Beispiel 2 kam es zu
einer hohen Fülligkeit.
Darüber
hinaus betrug der Anfangsdehnungskoeffizient 43 cN/dtex, so dass
das Garn ausreichend weich war, und die Trockenwärmeschrumpfung war mit 12 %
ebenfalls ausreichend niedrig. Die Temperatur, bei der das Schrumpfspannungsmaximum
angezeigt wurde, war mit 126 °C
ausreichend hoch.
-
Beispiel 15 (Bezugsbeispiel)
-
Schmelzspinnen
wurde unter den gleichen Bedingungen wie in Beispiel 2 durchgeführt, mit
der Ausnahme, dass die Aufnahmegeschwindigkeit auf 7.000 m/min geändert wurde.
Dieses Garn konnte im aufgewickelten Zustand ohne Verstreckung eingesetzt
werden. Die Eigenschaften sind in Tabelle 2 angeführt, und es
zeigte sich ausgezeichnete Kräuselbarkeit.
Zudem war der bei der Wärmebehandlung
zur Messung von E0 ausgebildete Kräuselungsdurchmesser
mit 120 μm
klein, und die Kräuselungsphase
variierte zwischen den einzelnen Filamenten, so dass es im Vergleich
mit Beispiel 2 zu einer hohen Fülligkeit
kam. Mit einer Trockenwärmeschrumpfung
von 5 % wies das Garn eine ausreichend niedrige Schrumpfung auf.
-
Vergleichsbeispiel 1
-
Spinnen
wurde auf gleiche Weise wie in Beispiel 2 unter Verwendung einer
Polymerkombination aus Titanoxid-freiem Homo-PTT mit einer Schmelzviskosität von 850
Poise und Homo-PET mit einer Schmelzviskosität von 850 Poise, das 0,03 Gew.-%
Titanoxid enthielt, mit einer Aufnahmegeschwindigkeit von 900 m/min und
einer Spinntemperatur von 286 °C
durchgeführt.
Es wurde ein unverstrecktes Garn aus 12 Filamenten mit 168 dtex
erhalten. Verstreckung und Thermofixierung fanden auf gleiche Weise
wie in Beispiel 2 statt. Die Eigenschaften des Garns sind in Tabelle
2 angeführt,
und obwohl sich eine gewisses Maß an Kräuselbarkeit zeigte, kam es
aufgrund der hohen Spinntemperatur und von thermischer Zersetzung
auf der PTT-Seite zu instabilem Spinnen. Zudem traten aufgrund der
niedrigen Aufnahmegeschwindigkeit des unverstreckten Garns deutliche
Garnschwankungen während
des Spinnens und deutliche Abweichungen des Erstarrungspunkts auf.
Folglich waren die Festigkeit des verstreckten Garns stark verringert
und die Uster-Ungleichmäßigkeit verschlechtert.
Die Spannung bei 50 % Dehnung überstieg
erneut 50 × 10–3 cN/dtex,
so dass Weichheit und Dehnbarkeit die in Beispiel 2 erzielten Werte
nicht erreichen konnten.
-
Vergleichsbeispiel 2
-
Die
Polymerkombination aus Vergleichsbeispiel 1 wurde auf gleiche Weise
wie in Beispiel 1 bei einer Temperatur von 280 °C und einer Aufnahmegeschwindigkeit
von 1.500 m/min gesponnen, und ein unverstrecktes Garn aus 12 Filamenten
mit 146 dtex wurde erhalten. Verstreckung und Thermofixierung fanden
auf gleiche Weise wie in Beispiel 2 statt, mit der Ausnahme, dass
das Verstreckungsverhältnis
2,70 und die Temperatur von 1HR 13 100 °C betrugen. Die Eigenschaften
sind in Tabelle 2 angeführt,
und obwohl sich eine gewisse Kräuselbarkeit
zeigte, kam es aufgrund der hohen Temperatur von 1HR zu thermischer
Zersetzung von PTT und häufigen
Garnrissen. Zudem waren die Festigkeit des verstreckten Garns niedrig
und die Uster-Ungleichmäßigkeit
verringert. Die Spannung bei 50 % Dehnung überstieg erneut 50 × 10–3 cN/dtex,
so dass Weichheit und Dehnbarkeit die in Beispiel 2 erzielten Werte
nicht erreichen konnten.
-
Vergleichsbeispiel 3
-
Homo-PET-Polymere
mit einer Schmelzviskosität
von 130 Poise (Grenzviskosität
0,46) bzw. 2.650 Poise (Grenzviskosität 0,77), die 0,03 Gew.-% Titanoxid
enthielten, wurden getrennt voneinander bei 275 °C bzw. 290 °C geschmolzen und anschließend unter
Verwendung von Edelstahlvliesfiltern mit einem Maximalporendurchmesser
von 20 μm
filtriert, wonach sie bei einer Spinntemperatur von 290 °C aus einer
Spinndüse vom
Einspritztyp mit 12 Löchern
(2(b)), wie in JP-A-9-157941 beschrieben,
gesponnen wurden, um eine nebeneinander angeordnete Zweikomponentenfaser
(3(a)) mit einem Konjugatverhältnis von
1:1 zu bilden. Die Schmelzviskosität betrug dabei 20,03. Mit einer
Aufnahmegeschwindigkeit von 1.500 m/min wurde ein verstrecktes Garn
aus 12 Filamenten mit 154 dtex aufgewickelt. In der Folge wurde
bei einem Dehnungsverhältnis
von 2,80 verstreckt, wobei die Temperatur von 1HR 13 90 °C und die
Temperatur der Heizplatte 17 150 °C betrugen. Sowohl beim Spinnen
als auch beim Verstrecken war die Garnproduktion schlecht, und es kam
zu häufigen
Garnrissen. Die Eigenschaften des Garns sind in Tabelle 2 angeführt, wobei
die Spannung bei 50 % Dehnung 50 × 10–3 cN/dtex überstieg
und es nicht möglich
war, das weiche Stretchgarn der vorliegenden Erfindung herzustellen.
E3,5 betrug 0,5 %, und die Kräuselbarkeit
im erzwungenen Zustand war niedrig. Zudem wies das Garn mit einem
Anfangsdehnungskoeffizienten von 75 cN/dtex keine ausreichende Weichheit auf.
-
Vergleichsbeispiel 4
-
Homo-PET
mit einer Schmelzviskosität
von 2.000 Poise, das 0,03 Gew.-% Titanoxid enthielt, und ein Copolymer-PET
mit einer Schmelzviskosität
von 2.100 Poise, in dem 10 Mol-% Isophthalsäure als Säurekomponente copolymerisiert
worden waren und das 0,03 Gew.-% Titanoxid enthielt, wurden getrennt
voneinander bei 285 °C
bzw. 275 °C
geschmolzen und anschließend
auf gleiche Weise wie in Beispiel 1 bei einer Spinntemperatur von
285 °C und
mit einer Aufnahmegeschwindigkeit von 1.500 m/min gesponnen. Das
verstreckte Garn aus 12 Filamenten mit 154 dtex wurde aufgewickelt.
In der Folge wurde bei einem Dehnungsverhältnis von 2,75 auf gleiche
Weise wie im Vergleichsbeispiel 3 verstreckt. Sowohl beim Spinnen
als auch beim Verstrecken war die Garnproduktion gut, und es kam
zu keinen Garnrissen. Die Eigenschaften des Garns sind in Tabelle
2 angeführt,
wobei die Spannung bei 50 Dehnung 50 × 10–3 cN/dtex überstieg
und es nicht möglich war,
das weiche Stretchgarn der vorliegenden Erfindung herzustellen.
E3,5 betrug 0,4 %, und die Kräuselbarkeit im
erzwugenen Zustand war gering.
-
-
-
-
- TS
- = Maximalwert der
Schrumpfspannung (cN/dtex)
- Festigkeit
- = Festigkeit des weichen
Stretchgarns (cN/dtex)
- * = Bezugsbeispiel
-
Beispiel 16
-
Unter
Verwendung der in den Beispielen 1 bis 15 und Vergleichsbeispielen
1 bis 4 erhaltenen Garne wurde mit 700 Drehungen/m gezwirnt und
Zwirnungsfixierung mittels Dampf bei 65 °C durchgeführt. Anschließend wurden
unter Verwendung einer Schlauchstrickmaschine mit 28 Gauge Strickmaterialien
mit einer Interlock-Struktur hergestellt. Diese wurden einer Relaxationsentfettung
bei 90 °C
nach normalen Ver fahren unterzogen, wonach bei 180 °C weiter
vorfixiert wurde. Zudem wurde nach einer 10 Gew.-% Basenbehandlung
nach normalen Verfahren bei 130 °C
gefärbt.
-
Das
Tragegefühl
der erhaltenen Materialien wurde einer funktionellen Bewertung unterzogen
(Tabelle 3). Wenn die weichen Stretchgarne der Beispiele 1 bis 13
verwendet wurden, waren Weichheit und Dehnbarkeit ausgezeichnet
und die Materialoberfläche
zudem äußerst ansprechend.
Bei den Beispielen 1 bis 4 sowie 7, 12 und 13 war der Kräuselungsspulendurchmesser
ausreichend niedrig, so dass Strickmaterialien mit herausragender
Attraktivität
hergestellt wurden. Bei den Vergleichsbeispielen 1 und 2 kam es
andererseits zu Farbungleichmäßigkeiten,
und die Stoffe wiesen mindere Qualität auf. Zudem war der Griff
in den Vergleichsbeispielen 3 und 4 grob.
-
-
Beispiel 17
-
Unter
Verwendung der in den Beispielen 1 bis 15 und Vergleichsbeispielen
3 und 4 erhaltenen Garne wurde bei 1.500 Drehungen/m gezwirnt und
Zwirnungsfixierung mittels Dampf bei 65 °C durchgeführt. Anschließend wurde
jeweils ein Leinwandbindungsstoff unter Verwendung des gleichen
Garns als Kettgarn und Schussgarn hergestellt. Die Garndichte des
Kettgarns betrug dabei 110 pro Zoll und jene des Schussgarns 91 pro
Zoll, und es wurde ein Drehmomentausgleich erhalten, indem Sverzwirnte
und Z-verzwirnte Garne abwechselnd angeordnet wurden. Der erhaltene
Stoff wurde wie folgt bearbeitet. Zuerst wurde bei 90 °C eine Relaxationsentfettung
durchgeführt,
wonach bei 180 °C
unter Verwendung einer Nadelrahmenspannmaschine mit Trockenhitze
vorfixiert wurde. Zudem wurde nach einer herkömmlichen 15 Gew.-% Basenbehandlung
bei 130 °C
nach normalen Verfahren gefärbt.
-
Das
Tragegefühl
der erhaltenen Materialien wurde einer funktionellen Bewertung unterzogen
(Tabelle 4). Wie aus den Eigenschaften des Garns hervorgeht, zeigte
sich bei den Stoffen, die aus den Beispielen 1 bis 13 hergestellt
wurden, in jedem Fall Dehnbarkeit, während die Dehnbarkeit bei den
Vergleichsbeispielen 3 und 4 schlecht war.
-
-
Beispiel 18
-
Unter
Verwendung der in den Beispielen 13 und 14 ohne Zwirnung erhaltenen
Garne als Kett- und Schussgarne wurden Leinwandbindungsstoffe hergestellt.
Die Garndichte des Kettgarns betrug dabei 110 pro Zoll und jene
des Schussgarns 91 pro Zoll. Die erhaltenen Stoffe wurden wie folgt
bearbeitet. Zuerst wurde bei 90 °C
eine Relaxationsentfettung durchgeführt, wonach bei 180 °C unter Verwendung
einer Nadelrahmenspannmaschine mit Trockenhitze vorfixiert wurde.
Zudem wurde bei 130 °C
nach normalen Verfahren gefärbt.
-
Die
erhaltenen Materialien wiesen eine glatte Oberfläche auf und waren sehr glatt.
Sie eigneten sich als weiche Stretchfutter.
-
Beispiel 19
-
Unter
Verwendung der in den Beispielen 1, 2, 8 und 9 und in den Vergleichsbeispielen
3 und 4 erhaltenen weichen Stretchgarne wurden Verbundfilamentgarne
zusammen mit schrumpfarmem PET-Garn unter den in Tabelle 5 angeführten Bedingungen
hergestellt und Zwirnungsfixierung mittels Dampf bei 65 °C durchgeführt. Weben,
Bearbeitung und Bewertung erfolgten auf gleiche Weise wie in Beispiel
17.
-
Das
Tragegefühl
der erhaltenen Materialien wurde einer funktionellen Bewertung unterzogen
(Tabelle 6). Wie aus den Eigenschaften des Garns hervorgeht, zeigten
sich bei den Stoffen, die aus den Beispielen hergestellt wurden,
ein weicher Griff und ausgezeichnete Weichheit, während sich
die Garne der Vergleichsbeispiele 3 und 4 einen äußerst groben Griff aufwiesen.
-
-
-
Beispiel 20
-
Ein
Leinwandbindungsstoff wurde unter Verwendung des ungezwirnten weichen
Stretchgarns aus Beispiel 13 als Kettgarn und unter Verwendung des
von Asahi Chemical Ind. Co. hergestellten Kupferchloridammoniak-Rayons "Cupra" (83 dtex, 45 Filamente)
als Schussgarn hergestellt. Die Garndichte des Kettgarns betrug
dabei 110 pro Zoll und jene des Schussgarns 91 pro Zoll. Der erhaltene
Stoff wurde wie folgt bearbeitet. Zuerst wurde bei 90 °C eine Relaxationsentfettung
durchgeführt,
wonach bei 180 °C
unter Verwendung einer Nadelrahmenspannmaschine mit Trockenhitze
vorfixiert wurde. Zudem wurde bei 100 °C gefärbt.
-
Das
gewebte Material war weich und wies gute Dehnbarkeit auf. Zudem
zeigte sich aufgrund der deutlichen Kühle des Kupferchloridammoniak-Rayons
ein äußerst trockener
Griff. Die Feuchtigkeits-Absorptions/Freisetzungs-Eigenschaften
und die Glätte
der Materialoberfläche
waren gut, und das Material eignete sich als Stretchfutter.
-
Beispiel 21
-
Unter
Verwendung des in Beispiel 2 erhaltenen Garns wurde mit 700 Drehungen/m
gezwirnt und Zwirnungsfixierung mittels Dampf bei 65 °C durchgeführt. Zudem
wurde damit als Kettgarn und unter Verwendung des Viskose-Rayons "Silma", hergestellt von
Asahi Chemical Ind. Co. (83 dtex, 38 Filamente) als Schussgarn ein
Leinwandbindungsstoff hergestellt. Die Garndichte des Kettgarns
betrug dabei 110 pro Zoll und jene des Schussgarns 91 pro Zoll,
und es wurde ein Drehmomentausgleich erhalten, indem S-verzwirnte
und Z-verzwirnte Garne abwechselnd angeordnet wurden. Der erhaltene
Stoff wurde wie folgt bearbeitet. Zuerst wurde bei 90 °C eine Relaxationsentfettung
durchgeführt,
wonach bei 150 °C
unter Verwendung einer Nadelrahmenspannmaschine mit Trockenhitze
vorfixiert wurde. Zudem wurde bei 100 °C gefärbt.
-
Das
resultierende gewebte Material war weich und wies gute Dehnbarkeit
auf. Zudem wurde aufgrund der ausgezeichneten Elastizitätseigenschaften
des Viskose-Rayons ein elastischer Griff erhalten, und es zeigte
sich aufgrund der hohen Kühle
ein trockener Griff. Darüber
hinaus war die Feuchtigkeits-Absorptions/Freisetzung gut.
-
Beispiel 22
-
Unter
Verwendung des weichen Stretchgarns aus Beispiel 2 wurde dieses
mit 550 Drehungen/m gezwirnt und mittels Dampf bei 65 °C einer Zwirnungsfixierung
unterzogen. Dazu wurde der Kupferchloridammoniak-Rayon aus Beispiel
20 vermischt, und es wurde ein Strickmaterial mit Interlock-Struktur
mittels Schlauchstrickmaschine mit 24 Gauge hergestellt. Dies wurde
nach normalen Verfahren einer Relaxationsentfettung bei 90 °C unterzogen,
wonach bei 180 °C
weiter vorfixiert wurde. Das erhaltene Strickmaterial war weich
und wies gute Dehnbarkeit auf. Zudem zeigte sich aufgrund der hohen
Kühle des
Kupferchloridammoniak-Rayons ein äußerst trockener Griff. Darüber hinaus
waren die Feuchtigkeits-Absorptions/Freisetzungs-Eigenschaften gut.
-
Beispiel 23
-
Ein
Strickmaterial wurde auf gleiche Weise wie in Beispiel 22 hergestellt,
mit der Ausnahme, dass statt des Kupferchloridammoniak-Rayons der
in Beispiel 21 verwendete Viskose-Rayon eingesetzt wurde.
-
Das
erhaltene Strickmaterial war weich und wies gute Dehnbarkeit auf.
Zudem wurde aufgrund der ausgezeichneten Elastizitätseigenschaften,
die für
Viskose-Rayon charakteristisch sind, ein elastischer Griff erhalten,
und es zeigte sich aufgrund der hohen Kühle ein trockener Griff. Darüber hinaus
war die Feuchtigkeits-Absorptions/Freisetzung gut.
-
Mit
erfindungsgemäßen Garnen
können
herkömmliche
Probleme, wie starkes Einengungsgefühl und Grobwerden des Stoffes,
gelöst
werden, und es ist möglich,
weiche Stretchgarne bereitzustellen, die Materialien mit herausragenderer
weicher Dehnbarkeit bereitstellen können, als dies bisher möglich war,
sowie aus diesen Garnen hergestellte Stoffe.