CN110087779B - 施涂装置及用于施涂涂料组合物的方法 - Google Patents
施涂装置及用于施涂涂料组合物的方法 Download PDFInfo
- Publication number
- CN110087779B CN110087779B CN201780077476.7A CN201780077476A CN110087779B CN 110087779 B CN110087779 B CN 110087779B CN 201780077476 A CN201780077476 A CN 201780077476A CN 110087779 B CN110087779 B CN 110087779B
- Authority
- CN
- China
- Prior art keywords
- nozzle
- print head
- components
- coating composition
- nozzles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/08—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point
- B05B7/0807—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point to form intersecting jets
- B05B7/0846—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point to form intersecting jets with jets being only jets constituted by a liquid or a mixture containing a liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/02—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling time, or sequence, of delivery
- B05B12/04—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling time, or sequence, of delivery for sequential operation or multiple outlets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0431—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation with spray heads moved by robots or articulated arms, e.g. for applying liquid or other fluent material to 3D-surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0447—Installation or apparatus for applying liquid or other fluent material to conveyed separate articles
- B05B13/0452—Installation or apparatus for applying liquid or other fluent material to conveyed separate articles the conveyed articles being vehicle bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/50—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter
- B05B15/55—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter using cleaning fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/20—Arrangements for spraying in combination with other operations, e.g. drying; Arrangements enabling a combination of spraying operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/06—Spray pistols; Apparatus for discharge with at least one outlet orifice surrounding another approximately in the same plane
- B05B7/061—Spray pistols; Apparatus for discharge with at least one outlet orifice surrounding another approximately in the same plane with several liquid outlets discharging one or several liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/1433—Structure of nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/21—Ink jet for multi-colour printing
- B41J2/2107—Ink jet for multi-colour printing characterised by the ink properties
- B41J2/211—Mixing of inks, solvent or air prior to paper contact
Abstract
本发明涉及一种施涂装置,所述施涂装置用于将漆料或其它涂覆介质串续地施涂至机动车车身和/或机动车车身的附加部件,所述施涂装置具有喷嘴印刷头(8,9),所述喷嘴印刷头包含例如布置成一排或多排的多个喷嘴,所述喷嘴将涂覆介质作为连续射流或单独的液滴施涂至待涂覆的区域。喷嘴印刷头布置在多轴式涂覆机器人(3,4)上。与先前知晓的这种类型的施涂装置不同的是,涂覆介质由要混合在一起的至少两种组分组成,比如是双组分漆料,所述组分通过用于共同供送多个喷嘴的单独的供应管线供送给喷嘴印刷头(8,9)。
Description
技术领域
本发明涉及一种用于向工件表面、特别是机动车车身和/或其附加部件的表面串续地施涂涂料组合物的施涂装置,所述施涂装置具有喷嘴施涂器(其在下文中被称为喷嘴印刷头),喷嘴施涂器包含至少一个喷嘴或优选多个相邻布置的喷嘴,所述喷嘴将涂料组合物作为连续射流或单独的液滴施涂至待涂覆的表面上。“施涂装置”指的是以下这样的装置:它除了特别是通过涂覆机器人移动的喷嘴印刷头之外还可以包括另外的单元,所述另外的单元比如是包含涂料组合物的供应单元和选择性的混合器、颜色变换器和/或冲洗装置。本发明还涉及一种对应的施涂和/或清洁方法。
背景技术
对于一般的现有技术,可以首先参考例如DE 10 2010 019 612 A1、GB2 367 771A、DE 10 2013 002 412 A1、DE 198 52 079 A1、WO 2011/044491A1、DE 200 17 629 U1、DE694 29 354 T2和DE 601 25 369 T2。
所谓的喷嘴印刷头尤其可以从WO2010/046064A1(用于连续漆料射流)和WO2011/138048A1(用于通过向涂料组合物施加振动来生成漆料滴)并且允许机动车车身几乎没有过喷地被涂覆、特别是赏上漆,因为射流或液滴可以以点精度定向在期待的表面区域处。没有过喷的涂覆具有例如在所提及的WO2010/046064A1中所描述的显著优点,所述优点例如是涂覆材料的最小损失以及通过省去迄今为止为了从涂装舱和/或从废气流除去过喷物所需的措施而实现的涂覆舱的简化,。
然而,这种印刷头可以以至少1m2/min、2m2/min、3m2/min、4m2/min或甚至5m2/min的表面涂覆能力操作。印刷头的施涂效率可以超过80%、超过90%或甚至超过99%,并且在涂装舱中在操作期间空气下降速率可以小于0.3m/s、小于0.2m/s、小于0.1m/s、小于0.07m/s或甚至小于0.05m/s。
喷嘴印刷头的一个重要部件可以是喷嘴板,所述喷嘴板具有形成在板平面中的用作喷嘴的开口。
所提及的已知喷嘴印刷头的所有上述特征和优点也适用于本文所描述的发明。
此外,例如从US 9,108,424 B2中还知晓一种喷嘴印刷头,其具有用于以预定的图案打印表面的一排喷墨喷嘴,该印刷头根据所谓的按需喷墨原理工作。该原理基于电动阀的使用,其中,磁阀针作为柱塞在线圈中被引导并且通过提供电流被拉入线圈。由此阀开口被释放,以使得所涉及的流体(在这种情况下为油墨)能够根据打开时间以不同尺寸的液滴形式射出。该原理也可以用在本文所描述的发明中,但与现有技术不同的是,没有用于油墨。
上述已知的施涂装置和其它喷嘴印刷头都具有缺点,即它们不能施涂在机动车车身涂装中是常规使用的多组分涂料组合物,例如2K或3K漆料、粘合剂、密封剂、粘合促进剂、底漆等。
发明内容
因此,本发明的目的是可以以已经提出的方式、几乎没有过喷地、但是利用任何所需的多组分涂料组合物来涂覆尤其是机动车车身的构件或附加部件、特别是机动车车身的构件或附加部件的整个表面。
该目的通过根据本发明的施涂装置或根据独立权利要求的对应的施涂方法来实现。
根据本发明的施涂装置首先根据现有技术具有用于将涂料组合物施涂到待涂覆的部件的喷嘴施涂器或喷嘴印刷头。在本发明的上下文中所使用的术语“喷嘴印刷头”被广义地解释并且仅用于将该喷嘴施涂器区别用于输送由待施涂的涂料组合物构成的喷雾的所有雾化器(例如旋转雾化器,空气雾化器,无空气雾化器等)。与此不同的是,喷嘴印刷头产生在径向上被狭窄限制的涂料剂射流或液滴,其中,射流连续地、也即在其纵向方向上内聚地产生,而液滴各自沿相同方向行进并沿行进方向与彼此是分开的。在原理上,可以想到的是,喷嘴印刷头仅包含被供给已经混合的涂料组合物的单一个喷嘴,或者仅包含两个喷嘴,其中,一个喷嘴输送第一组分而另一个喷嘴输送第二组分。然而,印刷头优选具有多个喷嘴,例如一排喷嘴或多个平行排喷嘴。
此外,本发明可以利用所有类型的印刷头或不同于传统的雾化器的其它喷嘴施涂器以上文提及的方式来实现。
此外,根据本发明,提供了用于涂料组合物的将被混合在一起的组分的至少一个或至少两个单独的供应管线,这些供应管线在本发明的典型实施例中设置成用于以同一种涂料组合物或其组分共同供应印刷头的所有的喷嘴。如果要使组分在喷嘴印刷头中混合或者使组分没有被混合直至它们已经离开喷嘴印刷头,则有至少两个单独的供应管线通向或通入喷嘴印刷头。在另一方面,如果要在布置于喷嘴印刷头外部的混合器中进行混合,则有一条从该混合器的出口通向喷嘴印刷头的管线就足够了。在典型的示例性实施例中,组分是至少一种材料组分(例如母料)和至少一种固化剂组分,所述固化剂组分以已知的方式与所述材料组分反应从而固化所述材料组分。在本发明的优选示例性实施例中,组分保持分开至少直至它们进入喷嘴印刷头。
本发明的一个重要优点在于:首先实现了利用任何所需的多组分涂覆剂(包括具有特殊效果的漆料)以几乎没有过喷的方式对整个机动车车身进行串续的全自动表面涂覆、特别是上漆。
如已经提到的,印刷头的喷嘴用于将涂料组合物或其组分的射流或液滴有针对性地射到待涂覆的表面的各个点处,以避免过喷。由此施涂的撞击点可以彼此邻接或彼此重叠,如将更详细地描述的那样。
根据现有技术,在本发明中还有利的是将喷嘴印刷头布置在多轴涂覆机器人上,所述涂覆机器人在待涂覆的表面上移动喷嘴印刷头。例如,对此可以参考具有或不具有线性运动轴的6轴或更多个轴的涂覆机器人,这些涂覆机器人大体是现有技术中已知的。
然而,本发明不限于具有6个或更多个旋转轴的传统机器人。而是,喷嘴施涂器可以例如布置在线性单元上,该线性单元基本上仅具有用于有利地在程序控制下在待涂覆的表面上移动喷嘴印刷头的线性轴。这种线性单元可以例如临时放置在待涂覆的工件上、例如车顶上,或者也可以放置在工件的传送装置(例如传统的滑板)上并由此具有以下优点:传统的机器人和传送系统对于喷嘴印刷头相对于工件的位置的精度问题可以被避免。
如同已经讨论的那样,本发明适用于任何所需的多组分涂料组合物,例如2K或3K漆料(包括基漆和清漆)、底漆、粘合剂或密封剂或防腐剂(德语:Konservierungsmittel)等,这些多组分涂料组合物中的每种均具有至少一种母料组分和与母料组分反应的固化剂组分。
组件的混合可以以不同的方式、在施涂系统的不同位置处进行。
例如,喷嘴印刷头可以将至少两种组分彼此独立地射到待涂覆的表面上,以使得所述至少两种组分在表面上混合在一起。组分的混合由此基于液滴或射流的撞击而发生。印刷头可以同时喷射要混合的组分。然而,在本发明的其它实施例中,印刷头在时间上相继地喷射待混合的组分,即首先喷射一种组分然后再喷射另一种组分(例如,首先喷射母料然后喷射固化剂,或者首先喷射固化剂然后喷射母料)。在这两种情况下,射流或液滴撞击在基本上相同的位置点处。
根据本发明的另一种可能性,混合也可以在中途空气中进行,也就是说,印刷头的喷嘴相对于彼此布置成使得组分在到待涂覆表面的路径上相遇。在这种情况下必须保持喷嘴印刷头与待涂覆的表面之间的适当距离,例如通过涂覆机器人来保持。此外,涂料组合物的组分的液滴可以以不同的速度和不同的时间喷射,以使得在后喷射的液滴在中途空气中遇到在前喷射的液滴并与之混合。
如已经提到的,可以使用例如受电动阀控制的喷嘴来产生不同尺寸的液滴。根据本发明,如果组分没有被混合直至它们已经离开喷嘴,则可以通过不同的液滴尺寸来调节混合比。
然而,根据本发明的另一种可能性,混合也可以在喷嘴印刷头处或喷嘴印刷头中、例如借助于混合器来实施,所述混合器如已知的那样可以呈静态混合器或动态混合器的形式。混合器可以布置在喷嘴印刷头中或喷嘴印刷头处,例如于喷嘴的相应入流通道中集成在印刷头中,其中,混合器连接至施涂装置的至少两个单独的供应管线。
根据在印刷头中混合组分的另一种可能性,喷嘴印刷头的各喷嘴也可以均构造成用于混合组分。根据本发明的一对应示例性实施例,相应的喷嘴可包含通向喷嘴出口的至少两个通道,所述通道在该实施例中可彼此同心地延伸,从而喷嘴出口可由至少一个环形间隙和一个中央开口形成。在该示例性实施例中,喷嘴印刷头的每个喷嘴由此实际上是具有至少两个喷嘴元件的单元,所述喷嘴元件也即是喷嘴单元的输出开口。
特别地,在所提到的在没有混合器的情况下混合的每种可能性中,向组分中的至少一个、优选地向双组分中的两组分或向所有组分施加旋涡运动是有利的,由此它们可以更好地混合。本领域技术人员由此能容易想到多种构造可能性。
如果组分不是通过混合器混合的,则在施涂连续射流的情况下需要通过调节两种组分的体积流率来确保这两种组分的混合比。在施涂液滴的情况下,可以通过液滴的体积、例如借助于喷嘴的不同打开时长来控制混合比。
如果混合器被提供,则混合器也可以根据本发明的另一种可能性在印刷头外部、优选地尽可能靠近喷嘴印刷头地或者在颜色变换器附近集成到供应管线中。混合器具有相应的入口,在所述入口处混合器连接至至少两个单独的供应管线,而混合器的出口通过一共同管线连接至喷嘴。
用于从所供应的多种不同颜料中选择期待的有色涂料的受控颜色变换阀装置(通常被称为颜色变换器)大体是已知的。在本发明的情况下,也可以设置至少一个颜色变换器,所述颜色变换器连接至施涂装置或喷嘴印刷头的供应管线中的至少一个,例如连接至用于母料组分的供应管线。颜色变换器可以有利地可运动地布置在特别是用于移动喷嘴印刷头的涂覆机器人上,例如布置在机器人的一个臂上或者机器人的线性运动轴上。颜色变换器越靠近喷嘴印刷头,颜色变化时不可避免的漆料和冲洗介质损失越小。然而,替代地,颜色变换器也可以固定地布置,例如布置在这里所讨论的涂覆系统的涂覆舱的内壁或外壁上。
喷嘴印刷头可以有利地由喷嘴板形成,所述喷嘴板包含有在板平面内相邻布置的作为喷嘴的开口。喷嘴可以优选地布置成一行或多个平行的行,例如可以作为矩阵的列和行被布置。在本发明的对应实施例中,喷嘴的纵向轴线可以垂直于板平面延伸。另一方面,在其它实施例中,相邻喷嘴的纵向轴线相对于板平面以不同或相同的角度、例如以相反的等大角度倾斜。
为了自动控制喷嘴的打开时间,喷嘴可以例如在涂覆系统中常规的程序控制的范围内连接至电动控制阀或气动控制阀,电动控制阀或气动控制阀布置在喷嘴印刷头中或喷嘴印刷头上、可选地例如布置在喷嘴板上。
控制阀可以具有例如柱塞,所述柱塞可通过线圈电动地或气动地移位并且根据它的位置关闭或打开喷嘴。
根据本发明的施涂装置的一个方面,尤其对于多组分涂料组合物重要的是在涂覆操作之前和之后清洁施涂装置。例如,喷嘴印刷头可以在特定的时长之后或在操作时间之后被冲洗,例如每小时或几小时后或在一天的特定时间(轮班或生产结束时,周末)等或在完成特定数量的工件的涂覆后或在喷射特定量的漆料后冲洗喷嘴印刷头。同样有利的是在涂覆操作的特定事件之后、例如在用于以传统的方式传送待涂覆的车身或其它工件通过涂覆舱的带或其它传送装置的每次停止之后、或者在传送装置停止预定的次数后同样可以冲洗喷嘴印刷头。也可以在预定的一段时间后在信号控制下进行冲洗,例如由于在经过一时间段之后的警报或故障警告信号而进行冲洗,在该时间段之后,两种组分的反应进展至必须冲洗施涂系统才能避免损坏。在涂覆车身的情况下,也可以在所谓的车身间隙期间、也即在一个车身被涂覆完而机器人正在等待下一个车身传送通过涂覆舱的间歇内进行冲洗。可以根据时间监控装置自动控制冲洗操作。
根据应用,可以使用不同的冲洗介质进行清洁。例如,涂覆操作在溶剂型(2K)漆料与水性漆料之间改变的情况下,分别使用不同的冲洗介质可能是有利的,其中,分离剂、例如醇也可以附加地用在两种冲洗介质之间。此外,可以使用具有不同清洁作用的冲洗介质(级联的),例如当含水冲洗介质中有机溶剂的含量增加时使用用于减少VOC(即挥发性有机化合物)排放的冲洗介质。然而,用于水性漆料和溶剂型漆料的通用冲洗介质也是已知的。优选使用不含VOC的冲洗介质。为此,在程序顺序和/或持续时间方面不同的冲洗程序可用于不同的漆料。
特别是在计划的操作间歇之前还有利的是以流体填充或润湿喷嘴印刷头的与涂料组合物的一种或多种组分接触的内表面或外表面,所述流体至少基本上防止涂料组合物的沉积和/或涂料组合物的两种组分的反应(在本发明的范围内,反应通常是指化学反应和/或固化反应)。
为了冲洗,可以以已知的方式交替供应冲洗介质和脉冲空气。附加地或替代地,也可以使用气溶胶进行冲洗。在冲洗后有必要的情况下,随后可以用压缩空气清空或干燥被冲洗的路径。
在冲洗之后,有利的是在涂覆开始之前用涂料组合物或其组分填充相关的路径,这在涂覆系统中通常被称为预压(德语:Andrücken)。可选地,可以通过喷嘴喷射至少一滴或限定量的新涂覆剂或其组分。
为所描述的冲洗操作所提供的冲洗装置可以由至少一个冲洗介质管线形成,所述冲洗介质管线与组分供应管线并联地延伸到施涂装置中并且可选地通过混合器或直接地连接或可连接至所有喷嘴。如果存在颜色变换器,则可以将冲洗介质管线连接至例如颜色变换器的入口,以使得冲洗介质可以通过例如用于母料组分的供应管线供送给喷嘴印刷头。也可以想到独立通入喷嘴印刷头的冲洗介质管线。
在本发明的有利实施例中,在涂覆系统中可以另外设置外部冲洗装置,例如在涂覆机器人附近设置单独的冲洗设备并由此冲洗设备可以被涂覆机器人触及。如果在涂覆系统中设置有用于在涂覆间歇期间存放喷嘴印刷头的存放装置,则冲洗装置也可以集成在存放装置中。
在任何情况下,冲洗装置应该优选地具有以下形式:使得喷嘴通道以及喷嘴印刷头的外表面、即可选地喷嘴板可以被冲洗。此外,喷嘴板或喷嘴通道的反冲洗可以是有利的,在反冲洗中,冲洗介质从外向内压入通过喷嘴通道,例如以便清洁堵塞的喷嘴。因此,不需要改变喷嘴印刷头或喷嘴板(这在其它情况下是需要的)并由此可以节省材料和工作时间。为了捕获冲洗期间(从喷嘴)喷射的所有流体、即涂料组合物和冲洗介质和/或气溶胶,冲洗设备可以设置有对应的收集装置,然后流体可以从收集装置分离并被处理掉。
通常,涂料组合物和冲洗介质的损失应尽可能小,并且还应避免VOC排放。在本文所述的施涂方法中,由冲洗操作引起的漆料或涂料组合物损失应限制在小于10升,但优选小于5升、200毫升、20毫升、10毫升、5毫升或甚至2毫升,冲洗剂的需求应限制在小于10升,但优选小于5升、2升、200毫升、100毫升、50毫升、20毫升或甚至10毫升。
为了在颜色变化过程中降低漆料损失和冲洗介质的消耗,在多组分漆料的过程中仅冲洗与着色组分(例如2K基漆或2K清漆的着色组分)以及与双组分的混合物接触的区域也是足够的。
对此应该提到的是,特别是在组分没有被混合直至它们离开喷嘴或者已经离开喷嘴并由此已经混合的涂覆材料没有在喷嘴印刷头中流动的情况下,在其它情况下需要的冲洗介质损失和冲洗时间可以被避免,这尤其是因为不需要冲洗特别的混合元件。
如果没有发生混合直至组分离开喷嘴或已经离开喷嘴,则另外具有的优点是:可以以特别简单的方式且没有问题地建立期待的混合比。
最后,还应该提到的是,现有技术中已知的仅适用于单组分漆料的喷嘴印刷头必须根据双组分涂料组合物的要求来调适。特别地,喷嘴的尺寸、即液压横截面以及喷嘴的通道的尺寸应根据特定的混合比来设定。此外,应尽可能使用耐溶剂材料,例如由FFKM(即全氟化橡胶)制成的密封件。
附图说明
下面借助附图来更详细地解释本发明,附图示出:
图1是根据本发明的用于涂装机动车车身部件的涂装系统的剖视图,该涂装系统具有作为施涂装置的印刷头;
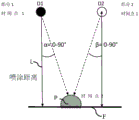
图2是根据本发明的一实施例的从两个喷嘴喷射的组分的示意图;
图3是相互重叠的涂覆点的产生的示意图;并且
图4示出了用于本发明的一实施例的喷嘴单元。
具体实施方式
在图1所示的根据本发明的用于对机动车车身进行串续的完整的涂装的涂装系统中,,待涂装的部件在传送装置1上以与图纸平面成直角的方式被输送通过涂装舱2中,在涂装舱2中通过涂装机器人以部分已知的方式涂装部件。在图示的示例中,涂装机器人3、4具有两个可枢转的机器人臂并且每个涂装机器人通过多轴机器人手轴引导施涂装置。例如,机器人可以是具有六个或更多个旋转轴、并且可选地具有沿着传送装置路径的线性移动轴。具有至少七个旋转轴的涂装机器人在涂装车身方面具有以下优点:在许多情况下可以省去线性移动轴的费用。
与具有传统旋转雾化器或其它雾化器的传统涂装系统相比,涂装机器人3、4引导作为施涂装置的用于2K或多组分漆料的喷嘴印刷头8、9。这些喷嘴印刷头具有比雾化器大得多的、为95%至99%的施涂效率并由此几乎不会产生过喷。一方面,这具有以下优点:可以省去在具有雾化器的传统涂装系统中所需的在舱下方的清洗。而且,在根据本发明的涂装系统中,可以在涂装舱2下方抽出空气10,如果需要的话,这种抽出空气经由过滤器盖11将舱空气向下抽出舱,而不需要用于收集和分离过喷物的任何其它耗费。在许多情况下,也可以在没有过滤器的情况下抽出空气。这也可以通过布置在底部区域中的通道进行。
图2说明了本发明的一实施例,在该实施例中,涂料组合物的两种组分没有混合在一起,直到它们通过液滴或射流的冲击撞击到待涂覆的表面上。这些液滴或射流由两个示意性地示出的喷嘴D1和D2产生,这两个喷嘴并排布置在喷嘴印刷头的一共同平面中,其中,一个喷嘴喷射第一组分(例如母料),而另一个喷嘴喷射第二组分(固化剂)。这些组分可以在时间上相继地喷射或者也可以在时间点1同时喷射,并且与喷嘴D1和D2距待涂覆的表面F的喷涂距离L和组分的行进速度对应地,这两个组分在略微较晚的时间点2、即至少大约在相同的位置点P处撞击表面F,在该位置点处这两个组分彼此混合。
在图示的示例中,根据该展示,这两个喷嘴D1和D2的喷射方向(由虚线示出)相对于垂直于表面F的喷涂距离L倾斜并且例如以相反的等大的行进角度α和β朝向相应的另一喷嘴倾斜。所选取的行进角度的大小不仅与喷涂距离L相关而且显然还与喷嘴D1与D2之间沿平行于表面F的方向所测量的距离相关,并且可以例如为大约0°至90°。两个组分的行进速度和/或行进角度也可以不同于彼此。如果喷嘴D1和D2在不同时间点打开,则还可以考虑在施加两个组分期间喷嘴相对于表面F的平移运动。
图3示意性地说明了涂覆点在待涂覆的表面F上的重叠施加,其中,所述涂覆点通常是由已经混合的组分所组成的被施涂的液滴,这些液滴继而在表面F上通过流动到一起而相互混合。然而,涂覆点也可以是直到来到待涂覆的表面F上才混合的组分。当喷嘴例如借助于涂覆机器人沿着表面F以特定的运动速度移动时,喷嘴各自以预定的相继的等间隔时间t1至t5等产生具有限定的大小a的涂覆点、例如液滴。相应的喷嘴在时间上被控制,以获取沿着表面F的限定的液滴距离b并由此获取所施涂的液滴的期待的重叠。重叠程度可以在大于0%与大约75%(三重重叠)之间,也就是说为大约10%、20%、30%或50%(双重重叠,b=1/2a)或者b=1/3a或2/3a。然而,替代地,可以彼此相邻地、也就是说没有重叠(b=a)地施涂涂覆点。
原则上,如果组分是在喷嘴印刷头之前或之中或是在它们离开喷嘴之后但在它们到达待涂覆的表面之前已经混合,这种具有或不具有重叠的施涂是可能的。即使施加连续射流而非单独液滴,重叠施涂也是有利的。
图4示意性地示出了呈双喷嘴形式的喷嘴单元40,喷嘴单元40用于在喷嘴印刷头中或喷嘴印刷头处混合涂料组合物(例如2K漆料)的两种组分。喷嘴单元40主要由外部管状体41构成,在外部管状体41的内部、例如圆柱形内部同心地布置有例如同样是圆柱形的内管42。图4B)示出了穿过该管状喷嘴单元40的纵向截面,而图4A)是图4B中的下喷嘴端面的平面图。根据该图示,外部管状体41可以在喷嘴端面43处轴向超出内管42地向外突出。涂料组合物中的一种组分(例如母料)被压送通过内管42到达出口45,所述出口45在该示例中是圆形的,而第二组分(例如固化剂)被压向出口46,所述出口46呈位于内管42与外部管状体41之间的环形间隙的形式。相反地,也可以使所提到的前者组分引导通过环形间隙,而使得后者组分引导通过内管。
在这里所讨论的示例中,组分的混合发生在图示的双喷嘴或喷嘴单元40的端面43、也即出口处,其中,在所述端面43处,根据解释在此处所形成的各液滴彼此混合。有利的是,相应的液滴的形成不是同时开始的,而是,两个喷嘴元件、即内管42和呈环形间隙喷嘴形式的出口46通过阀门(未示出)在时间方面被控制成使得首先在内部管状喷嘴处形成液滴,然后才在环形间隙喷嘴处形成液滴。相反的顺序也是有利的。然而,替代地,也可以想到使这两个喷嘴元件同时打开。
如开头所提及的,根据本发明的喷嘴印刷头优选地承载有多个这样的喷嘴单元,这些喷嘴单元尤其可以布置成一排或多排。
尽管图4中的发明利用液滴形成的示例解释了双喷嘴单元,但是也可以想到用于产生可以在喷嘴出口处混合的组分射流的这种或类似的双喷嘴。在这两种情况下,所述两个喷嘴元件可以在它们的打开时间方面通过关联的可控阀共同地和/或各自单独地控制。
如已经提到的,向待混合的组分提供旋涡运动可能是有利的。这例如可以借助于位于喷嘴通道内侧上的螺旋槽(原理上类似于线膛枪管)来实现。
Claims (36)
1.一种施涂装置,所述施涂装置用于将涂料组合物串续地施涂至工件的表面,
所述施涂装置具有喷嘴印刷头(8,9),所述喷嘴印刷头包含相邻布置的多个喷嘴(D1,D2;40),所述喷嘴将涂料组合物作为连续射流或单独的液滴施涂至待涂覆的表面(F),
其中,喷嘴印刷头布置在具有六个或更多个旋转轴的多轴式涂覆机器人(3,4)上,所述涂覆机器人使喷嘴印刷头(8,9)在待涂覆的表面上方运动,和
所述施涂装置具有包含涂料组合物的供应单元,
其中,所述涂料组合物由要混合在一起的至少两种组分组成,所述组分包括至少一种材料组分和与所述材料组分反应从而固化所述材料组分的至少一种固化剂组分,并且其中,提供用于喷嘴印刷头的冲洗装置,所述冲洗装置
(a)由至少一条冲洗介质管线形成,所述冲洗介质管线通向施涂装置和/或喷嘴印刷头,喷嘴连接至或能够连接至所述冲洗介质管线,和/或
(b)由在外部布置在用于移动喷嘴印刷头的多轴式涂覆机器人(3,4)附近的设备形成,
其特征在于,
所述喷嘴印刷头(8,9)具有用于这些待混合的组分的至少两个单独的供应管线,所述供应管线设置成向所述喷嘴(D1,D2;40)共同供应涂料组合物,并且所述组分保持分开至少直至它们进入到所述喷嘴印刷头(8,9)中。
2.根据权利要求1所述的施涂装置,其特征在于,所述喷嘴印刷头的喷嘴将涂料组合物或涂料组合物的组分的射流或液滴有针对性地射向待涂覆的表面的各个点以避免过喷。
3.根据权利要求1或2所述的施涂装置,其特征在于,涂料组合物是:
(a)液态多组分漆料,
(b)底漆,
(c)粘合剂或密封剂,或者
(d)防腐剂,
并且,所述涂料组合物具有至少一种母料组分和至少一种与母料组分反应的固化剂组分。
4.根据权利要求1或2所述的施涂装置,其特征在于,
(a)喷嘴印刷头将所述至少两种组分彼此独立地射到待涂覆的表面上,以使得所述至少两种组分在表面上混合在一起,和/或
(b)喷嘴印刷头的喷嘴相对于彼此被调节成使得组分在到待涂覆的表面的路径上相遇,或者
(c)组分在喷嘴印刷头中混合,和/或
(d)喷嘴印刷头的喷嘴中的每个均构造成用于混合所述至少两种组分。
5.根据权利要求1或2所述的施涂装置,其特征在于,所述喷嘴印刷头同时地或在时间上相继地喷射待混合的组分。
6.根据权利要求1或2所述的施涂装置,其特征在于,用于混合涂覆材料的组分的混合器
(a)布置在喷嘴印刷头中,和/或
(b)于喷嘴印刷头内集成在喷嘴的相应的入流通路中并且在其入口侧处连接至所述至少两个单独的供应管线。
7.根据权利要求6所述的施涂装置,其特征在于,所述混合器呈静态混合器的形式或者呈动态混合器的形式。
8.根据权利要求1、2和7中任一项所述的施涂装置,其特征在于,提供至少一个颜色变换器,所述颜色变换器
(a)连接至施涂装置的或喷嘴印刷头的供应管线中的至少一个供应管线并以受控的方式向所述至少一个供应管线供应具有不同颜色的可选的漆料组分,并且
(b)以相对于待涂覆的表面可移动的方式布置,或者
(c)固定地布置在涂装舱内。
9.根据权利要求1、2和7中任一项所述的施涂装置,其特征在于,喷嘴(40)中的每个分别包含至少两个通道,所述通道通向喷嘴出口(45,46)。
10.根据权利要求1、2和7中任一项所述的施涂装置,其特征在于,喷嘴印刷头通过喷嘴的结构形状或喷嘴的供应通道的结构形状而向喷射的组分施加旋涡运动,以便实现更好地混合。
11.根据权利要求1、2和7中任一项所述的施涂装置,其特征在于,喷嘴印刷头的喷嘴在各自的打开和关闭时间上是可控制的。
12.根据权利要求1、2和7中任一项所述的施涂装置,其特征在于,喷嘴印刷头的喷嘴的纵向轴线相对于喷嘴印刷头的平面
(a)垂直于所述平面地延伸,或者
(b)与所述平面成一角度地延伸。
13.根据权利要求1所述的施涂装置,其特征在于,所述冲洗装置
(a)构造成用于冲洗喷嘴通道,和/或
(b)用于冲洗喷嘴印刷头的外表面和/或包含喷嘴的喷嘴板。
14.根据权利要求1或13所述的施涂装置,其特征在于,所述冲洗装置具有收集装置,所述收集装置用于收集冲洗期间从喷嘴喷射的涂料组合物和/或冲洗介质。
15.根据权利要求1所述的施涂装置,其特征在于,所述工件是机动车车身和/或机动车车身的附加部件。
16.根据权利要求2所述的施涂装置,其特征在于,施涂的撞击点彼此邻接或彼此重叠。
17.根据权利要求8所述的施涂装置,其特征在于,所述颜色变换器布置在移动喷嘴印刷头的涂装机器人上。
18.根据权利要求9所述的施涂装置,其特征在于,所述通道彼此同心地延伸。
19.根据权利要求9所述的施涂装置,其特征在于,所述喷嘴出口(45,46)由至少一个环形间隙和一中央开口形成。
20.根据权利要求 11所述的施涂装置,其特征在于,喷嘴印刷头的喷嘴通过用于致动喷嘴的阀门的程序控制信号来控制。
21.根据权利要求 12所述的施涂装置,其特征在于,喷嘴印刷头的喷嘴的纵向轴线相对于喷嘴板的平面
(a)垂直于所述平面地延伸,或者
(b)与所述平面成一角度地延伸。
22.根据权利要求 12所述的施涂装置,其特征在于,相邻的喷嘴相对于所述平面以不同的、相同的、或相反的等大角度延伸。
23.一种根据前述权利要求中任一项所述的施涂装置的喷嘴印刷头,所述喷嘴印刷头具有喷嘴板,所述喷嘴板在板平面中包含有用作喷嘴的开口。
24.根据权利要求 23所述的喷嘴印刷头,其特征在于,所述开口布置成一排或多个并列的排。
25.一种涂覆系统,所述涂覆系统具有根据前述权利要求中任一项所述的施涂装置。
26.根据权利要求 25所述的涂覆系统,其特征在于,所述涂覆系统具有位于涂覆舱内的一个或多个施涂机器人。
27.一种用于将涂料组合物串续地施涂至工件的表面的方法,
其中,通过具有喷嘴印刷头(8,9)的施涂装置将由供应单元供应的涂料组合物作为连续射流或单独的液滴施涂至待涂覆的表面(F),所述喷嘴印刷头布置在具有六个或更多个旋转轴的多轴式涂覆机器人(3,4)上并且包含相邻布置的多个喷嘴(D1,D2;40),其中,涂料组合物由要混合在一起的至少两种组分组成,所述组分包括至少一种材料组分和与所述材料组分反应从而固化所述材料组分的至少一种固化剂组分,并且其中,使用冲洗装置,所述冲洗装置由至少一条冲洗介质管线形成,所述冲洗介质管线通向施涂装置和/或喷嘴印刷头,喷嘴连接至或能够连接至所述冲洗介质管线,和/或所述冲洗介质管线由在外部布置在用于移动喷嘴印刷头的多轴式涂覆机器人附近的设备形成,
其特征在于,
这些组分通过至少两个单独的供应管线供送给喷嘴印刷头(8,9),通过供应管线向喷嘴共同供应涂料组合物,并且所述组分保持分开至少直至它们进入到所述喷嘴印刷头(8,9)中,
其中,在下述位置处进行所述至少两种组分的混合:
(a)在待涂覆的表面上,
(b)在到待涂覆的表面的路径上于中途空气中,
(c)在喷嘴印刷头中或喷嘴印刷头处,或者
(d)在喷嘴的出口中或处。
28.根据权利要求27所述的方法,其特征在于,所述至少两种组分
(a)同时地,或者
(b)以受控方式在时间上相继地
通过单独的喷嘴或通过一个喷嘴的至少两个输出开口喷射。
29.根据权利要求27或28所述的方法,其特征在于,以旋涡运动的方式喷射待混合的组分。
30.根据权利要求27或28所述的方法,其特征在于,涂料组合物或涂料组合物的组分的射流或液滴作为具有限定的直径的点在时间上相继地撞击待涂覆的表面,以使得所述点
(a)相互邻接,或者
(b)彼此重叠,其中,重叠程度是点直径的大于0%至75%之间。
31.根据权利要求27或28所述的方法,其特征在于,所述方法具有以下步骤中的至少一个中的单一个或与至少一个其它步骤的组合:
(a)在特定的操作期间后或其它时间段后、或者在固定的特定时间、或者在涂覆操作的至少一个特定事件后冲洗喷嘴印刷头;
(b)冲洗喷嘴的通道;
(c)冲洗喷嘴印刷头的外表面和/或包含喷嘴的喷嘴板的外表面;
(d)通过将冲洗介质从外向内压入喷嘴通道来反冲洗喷嘴印刷头和/或包含喷嘴的喷嘴板;
(e)交替供应冲洗介质和脉冲空气;
(f)用气溶胶冲洗;
(g)收集在冲洗过程中喷出的液体和/或气溶胶并将收集的液体和/或气溶胶予以分离以便被处理掉;
(h)在冲洗后通过重新填充喷嘴印刷头来预压涂料组合物或涂料组合物的组分;
(i)在冲洗后通过喷嘴喷射至少一滴或限定量的涂料组合物或涂料组合物的组分;
(k)在用作涂料组合物的母料组分在溶剂型漆料与水性漆料之间变换的情况下,使用不同的冲洗介质并且选择性地在两种漆料之间使用分离剂;
(l)使用具有不同的清洁作用的不同的冲洗介质;
(m)使用通用冲洗介质;
(n)使用不含VOC的冲洗介质;
(o)仅冲洗施涂装置的下述路径:组分中的仅一种和/或双组分混合物与该路径接触;
(p)用流体填充或润湿喷嘴印刷头的与涂料组合物接触的内表面或外表面,所述流体防止涂料组合物沉积和/或防止涂料组合物中的两种组分的反应。
32.根据权利要求27或28所述的方法,其特征在于,在冲洗喷嘴印刷头期间,
(a)由冲洗引起的涂料组合物的损失或至少一种母料组分的损失限于5升以下、2升以下、200毫升以下、20毫升以下、10毫升以下、5毫升以下或2毫升以下,和/或
(b)冲洗介质的消耗量限于10升以下、5升以下、2升以下、200毫升以下、100毫升以下、50毫升以下、20毫升以下或10毫升以下。
33.根据权利要求27所述的方法,其特征在于,所述工件是机动车车身和/或机动车车身的附加部件。
34.根据权利要求30所述的方法,其特征在于,当在待涂覆的表面上混合组分时实施所述方法。
35.根据权利要求31所述的方法,其特征在于,在用作涂料组合物的母料组分在溶剂型漆料与水性漆料之间变换的情况下使用通用冲洗介质。
36.根据权利要求31所述的方法,其特征在于,冲洗施涂装置的下述路径:涂料组合物中的着色组分和所述双组分混合物与该路径接触。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016014919.1A DE102016014919A1 (de) | 2016-12-14 | 2016-12-14 | Applikationsvorrichtung und Verfahren zum Applizieren eines Beschichtungsmittels |
| DE102016014919.1 | 2016-12-14 | ||
| PCT/EP2017/081123 WO2018108573A1 (de) | 2016-12-14 | 2017-12-01 | Applikationsvorrichtung und verfahren zum applizieren eines beschichtungsmittels |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110087779A CN110087779A (zh) | 2019-08-02 |
| CN110087779B true CN110087779B (zh) | 2022-02-22 |
Family
ID=60574584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780077476.7A Active CN110087779B (zh) | 2016-12-14 | 2017-12-01 | 施涂装置及用于施涂涂料组合物的方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11440035B2 (zh) |
| EP (1) | EP3554716B1 (zh) |
| JP (1) | JP6991218B2 (zh) |
| CN (1) | CN110087779B (zh) |
| DE (1) | DE102016014919A1 (zh) |
| ES (1) | ES2896964T3 (zh) |
| HU (1) | HUE056762T2 (zh) |
| MX (1) | MX2019006979A (zh) |
| WO (1) | WO2018108573A1 (zh) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11400477B2 (en) * | 2018-01-30 | 2022-08-02 | Ford Motor Company | Reversible nozzle in ultrasonic atomizer for clog prevention |
| DE102019001423B4 (de) * | 2019-02-11 | 2022-05-25 | Kastriot Merlaku | Vorrichtung, die ein Objekt aus Knetmasse oder Modelliermasse durch Beschichten verfestigen kann |
| DE102019119613A1 (de) * | 2019-07-19 | 2021-01-21 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Lackieren eines Außenhautbauteils eines Kraftfahrzeugs sowie Lackierstation für ein Außenhautbauteil eines Kraftfahrzeugs |
| CN110355037B (zh) * | 2019-07-25 | 2021-01-01 | 浙江奥年家居有限公司 | 一种零件快速无尘喷漆装置 |
| CN110420782B (zh) * | 2019-07-26 | 2020-12-22 | 瑞润化工(南通)有限公司 | 一种涂料配比调试设备 |
| CN112108321A (zh) * | 2020-04-30 | 2020-12-22 | 中国电子产品可靠性与环境试验研究所((工业和信息化部电子第五研究所)(中国赛宝实验室)) | 一种无固化双组份胶水压电喷涂装置 |
| DE102020127852A1 (de) | 2020-10-22 | 2022-04-28 | Dürr Systems Ag | Betriebsverfahren für eine Beschichtungsanlage und entsprechend angepasste Beschichtungsanlage |
| CN113262943A (zh) * | 2021-05-25 | 2021-08-17 | 延锋伟世通汽车电子有限公司 | 自动涂覆装置 |
| DE102021124196A1 (de) | 2021-09-20 | 2023-03-23 | Dürr Systems Ag | Applikationsverfahren zur Beschichtung eines Objekts, vorzugsweise eines oder mehrerer Kraftfahrzeugkaroserie-Teile |
| CN114682464B (zh) * | 2022-04-24 | 2023-09-26 | 许艳青 | 木质家具的漆饰方法、漆饰装置及其家具 |
| DE102022114673A1 (de) | 2022-06-10 | 2023-12-21 | FPT Robotik GmbH & Co. KG | Verfahren und Vorrichtung zur prozessoptimierten Beschichtung dreidimensionaler Oberflächen mittels aushärtenden Flüssigkeiten |
| US20240109349A1 (en) * | 2022-09-30 | 2024-04-04 | The Boeing Company | Robotics for inkjet printing vehicle livery |
| US20240109095A1 (en) * | 2022-09-30 | 2024-04-04 | The Boeing Company | Inkjet printing vehicle livery |
| JP7241955B1 (ja) * | 2022-12-20 | 2023-03-17 | アーベーベー・シュバイツ・アーゲー | 塗装機 |
| CN116174219A (zh) * | 2022-12-29 | 2023-05-30 | 中国科学院福建物质结构研究所 | 一种复合涂层喷涂设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1331661A (zh) * | 1998-08-13 | 2002-01-16 | Ppg工业俄亥俄公司 | 在基板上形成选择颜色涂层用的组合物、装置和涂覆方法以及由此制备的制品 |
| CN101309755A (zh) * | 2005-12-01 | 2008-11-19 | 3M创新有限公司 | 多组分液体喷雾系统 |
| CN102198434A (zh) * | 2010-12-29 | 2011-09-28 | 东莞市冠辉五金有限公司 | 一种精密五金件自动喷涂工艺及喷涂控制系统 |
| EP2433716A1 (en) * | 2010-09-22 | 2012-03-28 | Hexagon Technology Center GmbH | Surface spraying device with a nozzle control mechanism and a corresponding method |
Family Cites Families (229)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1284250B (de) | 1965-10-30 | 1968-11-28 | Kaercher Fa Alfred | Spruehgeraet zum Verspruehen eines Fluessigkeits-Gemisches |
| US3717306A (en) * | 1971-03-10 | 1973-02-20 | Hushon R | Nozzle for spraying foaming materials |
| US3981320A (en) | 1974-05-10 | 1976-09-21 | The Gyromat Corporation | Recovery system for spray painting installation with automatic color change |
| AT349415B (de) | 1975-07-28 | 1979-04-10 | Zimmer Peter Ag | Spritzdruckeinrichtung zum bemustern einer ware |
| CH613387A5 (en) | 1975-07-28 | 1979-09-28 | Zimmer Peter Maschinenfabrik A | Process and device for applying patterns to a material, in particular to a web material |
| US4383264A (en) | 1980-06-18 | 1983-05-10 | Exxon Research And Engineering Co. | Demand drop forming device with interacting transducer and orifice combination |
| JPS5722070A (en) | 1980-07-15 | 1982-02-04 | Oki Electric Ind Co Ltd | Cooling device for printer |
| US4375865A (en) | 1980-08-12 | 1983-03-08 | Binks Manufacturing Company | Color change system for spray coating apparatus |
| DE3045401A1 (de) | 1980-12-02 | 1982-07-01 | Robert Bosch Gmbh, 7000 Stuttgart | Verfahren zum pruefen von einspritzduesen |
| MX152277A (es) | 1980-12-16 | 1985-06-19 | Vitro Tec Fideicomiso | Mejoras en bloque de valvulas neumaticas de solenoide para maquinas de fabricacion de articulos de vidrio |
| US4423999A (en) | 1981-09-14 | 1984-01-03 | General Motors Corporation | Mechanical hand for a door-opener |
| US4435719A (en) | 1982-03-30 | 1984-03-06 | Snaper Alvin A | Fluidic matrix printer |
| DE3221327A1 (de) | 1982-06-05 | 1983-09-15 | Daimler-Benz Ag, 7000 Stuttgart | Anlage zum farbspritzen von serienteilen wechselnder farbe |
| DE3225554A1 (de) | 1982-07-08 | 1984-01-12 | Robert Bosch Gmbh, 7000 Stuttgart | Messeinrichtung fuer fluidstrahlen |
| US4668948A (en) | 1983-03-10 | 1987-05-26 | Nordson Corporation | Dispenser malfunction detector |
| US4555719A (en) | 1983-08-19 | 1985-11-26 | Videojet Systems International, Inc. | Ink valve for marking systems |
| US4593360A (en) | 1983-12-16 | 1986-06-03 | Cocks Eric H | Fluid spray control system |
| EP0231177A1 (en) | 1984-09-19 | 1987-08-12 | DRYSDALE, Ronald Douglas | Method of and apparatus for applying images to a surface |
| JPS624464A (ja) | 1985-07-02 | 1987-01-10 | Honda Motor Co Ltd | 車体塗装装置 |
| JPS62116442A (ja) | 1985-11-12 | 1987-05-28 | Toppan Printing Co Ltd | 二枚差し検知装置 |
| DD245400A1 (de) | 1986-02-05 | 1987-05-06 | Robotron Bueromasch | Farbstrahldruckkopf |
| FR2608097B1 (fr) | 1986-12-12 | 1994-04-08 | Markpoint System Ab | Dispositif a clapet pour imprimantes matricielles |
| US4734711A (en) | 1986-12-22 | 1988-03-29 | Eastman Kodak Company | Pressure regulation system for multi-head ink jet printing apparatus |
| SE456597B (sv) | 1987-02-12 | 1988-10-17 | Scandot System Ab | Anordning vid ett ventilarrangemang for utmatning av vetska hos en vetskestralskrivare |
| DE3721875A1 (de) | 1987-07-02 | 1989-01-12 | Gema Ransburg Ag | Verfahren und einrichtung fuer eine pulverspruehbeschichtungsanlage |
| JPH0798171B2 (ja) | 1988-04-19 | 1995-10-25 | トキコ株式会社 | 工業用ロボット装置 |
| US4974780A (en) | 1988-06-22 | 1990-12-04 | Toa Nenryo Kogyo K.K. | Ultrasonic fuel injection nozzle |
| US5050533A (en) | 1988-07-25 | 1991-09-24 | Technadyne Engineering Corporation | Application of thermal-cure materials |
| US5602575A (en) | 1988-11-05 | 1997-02-11 | Rea Elektronik Gmbh | Ink jet writing head |
| US4894252A (en) | 1988-11-30 | 1990-01-16 | Ransburg Corporation | Coating material orifice clogging indication method and apparatus |
| US4985715A (en) | 1990-03-22 | 1991-01-15 | Telesis Controls Corporation | Marker assembly for spray marking dot matrix characters and method of fabrication thereof |
| DE4013322A1 (de) | 1990-04-26 | 1991-10-31 | Heino Kaiser | Mehrfach-auftragskopf |
| JP3144566B2 (ja) | 1990-05-08 | 2001-03-12 | マツダ株式会社 | 塗装方法および塗装装置 |
| US5072881A (en) | 1990-06-04 | 1991-12-17 | Systems Specialties | Method of cleaning automated paint spraying equipment |
| JPH04106669U (ja) | 1991-02-21 | 1992-09-14 | セントラル自動車株式会社 | 水性塗装用ブース |
| DE4138491C2 (de) | 1991-11-23 | 1995-07-20 | Juergen Dipl Ing Joswig | Mikromechanisches Ventil für mikromechanische Dosiereinrichtungen |
| US5429682A (en) | 1993-08-19 | 1995-07-04 | Advanced Robotics Technologies | Automated three-dimensional precision coatings application apparatus |
| DE9422327U1 (de) | 1993-09-01 | 2000-03-23 | Duerr Systems Gmbh | Beschichtungsanlage |
| DE4329384C2 (de) | 1993-09-01 | 2001-08-09 | Duerr Systems Gmbh | Fördervorrichtung |
| US5435884A (en) * | 1993-09-30 | 1995-07-25 | Parker-Hannifin Corporation | Spray nozzle and method of manufacturing same |
| GB2286157B (en) | 1994-01-31 | 1998-01-14 | Neopost Ltd | Ink jet printing device |
| DE9405600U1 (de) | 1994-04-02 | 1994-06-16 | Itw Dynatec Klebetechnik Holdi | Auftragskopf zur dosierten Abgabe von strömenden Medien |
| CN2287527Y (zh) | 1994-04-20 | 1998-08-12 | 徐连宽 | 燃油式汽车喷漆烤漆房 |
| US5718767A (en) | 1994-10-05 | 1998-02-17 | Nordson Corporation | Distributed control system for powder coating system |
| US5659347A (en) | 1994-11-14 | 1997-08-19 | Xerox Corporation | Ink supply apparatus |
| US5647542A (en) | 1995-01-24 | 1997-07-15 | Binks Manufacturing Company | System for electrostatic application of conductive coating liquid |
| US5636795A (en) | 1995-05-11 | 1997-06-10 | First Pioneer Industries Inc. | Cyclonic spray nozzle |
| SE504472C2 (sv) | 1995-06-22 | 1997-02-17 | Abb Flexible Automation As | Färgmatningssystem för sprutmålningsrobot |
| JPH09192583A (ja) | 1996-01-17 | 1997-07-29 | Fuji Heavy Ind Ltd | ローラ式塗布装置保管用ボックス |
| DE19606716C1 (de) | 1996-02-23 | 1997-08-14 | Herberts Gmbh | Verfahren zur Mehrschichtlackierung |
| SE507821C2 (sv) | 1996-04-15 | 1998-07-20 | Jetline Ab | Ventilkonstruktion vid bläckstråleskrivare |
| DE19630290C2 (de) | 1996-07-26 | 2000-08-10 | Audi Ag | Anlage zur Oberflächenbehandlung von Gegenständen, insbesondere von Fahrzeugkarosserien |
| JP2978459B2 (ja) | 1996-09-30 | 1999-11-15 | キヤノン株式会社 | カラーフィルタの製造方法及び製造装置及びカラーフィルタ及び表示装置及び表示装置を備えた装置 |
| DE19731829A1 (de) | 1997-07-24 | 1999-01-28 | Tietz Patrick | Einrichtung zur gesteuerten Farbmischung und Dosierung von Lacken und Farben |
| DE19743804A1 (de) | 1997-10-02 | 1999-04-08 | Politrust Ag | Druckvorrichtung |
| CA2282595C (en) | 1998-01-13 | 2004-04-13 | Abb K.K. | Coating method by the use of rotary atomizing head type coating system |
| DE19852079A1 (de) * | 1998-11-11 | 2000-05-18 | Thomas Kovarovsky | Bildgebende Lackiervorrichtung |
| JP2000158670A (ja) | 1998-11-26 | 2000-06-13 | Fuji Electric Co Ltd | インクジェット記録装置 |
| JP4358352B2 (ja) | 1999-05-11 | 2009-11-04 | トリニティ工業株式会社 | 塗装装置とそれに用いる塗装機とそれを用いた塗装方法 |
| DE19936790A1 (de) | 1999-08-10 | 2001-02-15 | Nordson Corp Westlake | Verfahren und Vorrichtung zum Herstellen einer abziehbaren Schutzschicht für Oberflächen, insbesondere für lackierte Oberflächen von Kraftfahrzeugkarosserien |
| JP2001157863A (ja) | 1999-09-21 | 2001-06-12 | Tokyo Electron Ltd | 塗布装置 |
| US7152965B2 (en) | 2000-01-21 | 2006-12-26 | Seiko Epson Corporation | Ink cartridge, and ink-jet recording apparatus using the same |
| JP2001129456A (ja) | 1999-11-04 | 2001-05-15 | Sekisui Chem Co Ltd | スプレイ塗装装置におけるノズルの洗浄方法及びスプレイ塗装装置 |
| IT1311388B1 (it) | 1999-11-10 | 2002-03-12 | Gd Spa | Unita' di gommatura a spruzzo. |
| US6325302B1 (en) | 1999-11-29 | 2001-12-04 | Fanuc Robotics North America, Inc. | Airless spray tool |
| DE20017630U1 (de) * | 1999-12-20 | 2001-03-22 | Tevkuer Talip | Farbspritzpistole |
| KR100335955B1 (ko) | 1999-12-30 | 2002-05-10 | 이계안 | 도장막 보호용 코팅 시스템 |
| JP2001239652A (ja) | 2000-02-28 | 2001-09-04 | Minolta Co Ltd | 印刷装置及び印刷方法 |
| US6360656B2 (en) | 2000-02-28 | 2002-03-26 | Minolta Co., Ltd. | Apparatus for and method of printing on three-dimensional object |
| US6460958B2 (en) | 2000-02-29 | 2002-10-08 | Minolta Co., Ltd. | Three-dimensional object printing apparatus and method |
| US6401976B1 (en) | 2000-03-23 | 2002-06-11 | Nordson Corporation | Electrically operated viscous fluid dispensing apparatus and method |
| DE10031030B4 (de) | 2000-06-26 | 2005-08-04 | Bauer, Jörg R. | Verfahren und Vorrichtung zum Herstellen flächiger Bauteile mit vorbestimmtem Oberflächenaussehen und flächiges Bauteil, insbesondere Frontplatte eines Küchenelements |
| FR2811917B1 (fr) | 2000-07-24 | 2002-12-20 | Sames Sa | Procede et station de changement de produit dans une installation de projection de produit de revetement |
| US6641667B2 (en) | 2000-08-29 | 2003-11-04 | Honda Giken Kogyo Kabushiki Kaisha | Robot-mounted two-package-mixing coating device and internal pressure explosion-proof robot |
| WO2002018053A1 (en) | 2000-08-30 | 2002-03-07 | Cartesian Technologies, Inc. | Method and apparatus for high-speed microfluidic dispensing using text file control |
| US6523921B2 (en) | 2000-08-30 | 2003-02-25 | L&P Property Management | Method and apparatus for printing on rigid panels and other contoured or textured surfaces |
| DE10048749A1 (de) | 2000-09-29 | 2002-04-11 | Josef Schucker | Anordnung zum Aufbringen von Klebstoff auf ein Werkstück |
| US6849684B2 (en) | 2000-10-20 | 2005-02-01 | E. I. Du Pont De Nemours And Company | Molded soft elastomer/hard polyester composition with noise damping properties |
| JP3953776B2 (ja) | 2001-01-15 | 2007-08-08 | セイコーエプソン株式会社 | 材料の吐出装置、及び吐出方法、カラーフィルタの製造装置及び製造方法、液晶装置の製造装置及び製造方法、el装置の製造装置及び製造方法 |
| US20040231594A1 (en) | 2001-06-01 | 2004-11-25 | Edwards Charles O. | Microdeposition apparatus |
| US7160105B2 (en) | 2001-06-01 | 2007-01-09 | Litrex Corporation | Temperature controlled vacuum chuck |
| US7244310B2 (en) | 2001-06-01 | 2007-07-17 | Litrex Corporation | Over-clocking in a microdeposition control system to improve resolution |
| US7449070B2 (en) | 2001-06-01 | 2008-11-11 | Ulvac, Inc. | Waveform generator for microdeposition control system |
| US20050016451A1 (en) | 2001-06-01 | 2005-01-27 | Edwards Charles O. | Interchangeable microdesition head apparatus and method |
| JP4342303B2 (ja) | 2001-06-01 | 2009-10-14 | 株式会社アルバック | マイクロデポジションシステム |
| JP4158357B2 (ja) | 2001-06-05 | 2008-10-01 | セイコーエプソン株式会社 | インクジェット式記録装置 |
| DE10130499A1 (de) | 2001-06-25 | 2003-01-02 | Duerr Systems Gmbh | Beschichtungsanlage und Verfahren zum Steuern einer Beschichtungsvorrichtung mit unterschiedlichen Düsen |
| US6755512B2 (en) | 2001-07-30 | 2004-06-29 | Fuji Photo Film Co. Ltd | Liquid droplet ejection apparatus and inkjet recording head |
| JP3487301B2 (ja) | 2001-08-06 | 2004-01-19 | マツダ株式会社 | 自動車車体の塗装方法および塗装装置 |
| DE10140216B4 (de) | 2001-08-17 | 2006-02-09 | ITW Oberflächentechnik GmbH & Co. KG | Verfahren und Vorrichtung an einer Lackiereinrichtung zum Reinigen einer Lack-Förderleitung |
| US6757586B2 (en) | 2001-09-05 | 2004-06-29 | Abb Automation Inc. | Multiple arm robot arrangement |
| JP3961820B2 (ja) | 2001-11-30 | 2007-08-22 | 株式会社不二越 | 産業用ロボットの制御装置 |
| JP4060275B2 (ja) | 2002-01-22 | 2008-03-12 | ノードソン コーポレーション | 液体噴出パターンを検出するための方法及び装置 |
| DE10307719A1 (de) | 2002-03-01 | 2003-09-11 | Vmt Bildverarbeitungssysteme G | Verfahren zur Qualitätssicherung eines als Zielauftrag auf ein Zielobjekt aufzubringenden Auftrags eines Mediums |
| DE10224128A1 (de) | 2002-05-29 | 2003-12-18 | Schmid Rhyner Ag Adliswil | Verfahren zum Auftrag von Beschichtungen auf Oberflächen |
| US20040173144A1 (en) | 2002-05-31 | 2004-09-09 | Edwards Charles O. | Formation of printed circuit board structures using piezo microdeposition |
| CA2503485C (en) | 2002-10-23 | 2013-05-07 | Fanuc Robotics America, Inc. | Modular painting apparatus |
| JP4123897B2 (ja) | 2002-10-28 | 2008-07-23 | 株式会社エルエーシー | インクジェットノズル |
| US20040089234A1 (en) | 2002-11-06 | 2004-05-13 | Soren Hagglund | System for spraying a fluid material |
| SE0203515L (sv) | 2002-11-27 | 2004-05-28 | Texdot Ab | Ventilenhet i en vätskestrålskrivare samt metod vid en sådan enhet |
| US7454785B2 (en) | 2002-12-19 | 2008-11-18 | Avocent Huntsville Corporation | Proxy method and system for secure wireless administration of managed entities |
| JP3885036B2 (ja) | 2003-03-14 | 2007-02-21 | 本田技研工業株式会社 | 保護層形成材の塗布方法および塗布装置 |
| GB0306788D0 (en) | 2003-03-25 | 2003-04-30 | Willett Int Ltd | Method |
| US7178742B2 (en) | 2003-05-06 | 2007-02-20 | Lear Corporation | Fluid delivery system for spray applicator |
| JP2004337710A (ja) | 2003-05-14 | 2004-12-02 | Trinity Ind Corp | 塗装ロボットの制御装置及び制御方法 |
| US20050001869A1 (en) | 2003-05-23 | 2005-01-06 | Nordson Corporation | Viscous material noncontact jetting system |
| DE10331206A1 (de) | 2003-07-10 | 2005-01-27 | Daimlerchrysler Ag | Verfahren zum Auftragen von Sprühstoffen |
| US20050015050A1 (en) | 2003-07-15 | 2005-01-20 | Kimberly-Clark Worldwide, Inc. | Apparatus for depositing fluid material onto a substrate |
| ZA200407781B (en) | 2003-10-03 | 2005-09-28 | Int Tech Llc | Blasting and blastiing accessory |
| FR2862563B1 (fr) | 2003-11-24 | 2007-01-19 | Centre Nat Rech Scient | Robot d'impression numerique grand format en trois dimensions sur une surface fixe et procede d'impression mettant en oeuvre au moins un tel robot |
| KR100848162B1 (ko) | 2004-01-19 | 2008-07-23 | 삼성전자주식회사 | 잉크젯 프린팅 장치 및 헤드위치 조절방법 |
| JP2007520340A (ja) | 2004-02-03 | 2007-07-26 | リンデ アクチエンゲゼルシヤフト | 表面塗装装置 |
| JP4419015B2 (ja) | 2004-03-04 | 2010-02-24 | リコープリンティングシステムズ株式会社 | インクジェット塗布方法及び装置 |
| DE102004034270B4 (de) | 2004-07-15 | 2016-08-18 | Wolfgang Schmidt | Anlage zum Austragen fließfähiger Fluide, insbesondere von Farben und Lacken und Verfahren zum Betrieb der Anlage |
| CN101706629B (zh) | 2004-08-23 | 2012-02-29 | 株式会社石井表记 | 定向膜形成方法和喷墨类型打印头排出检查设备 |
| US20060068109A1 (en) | 2004-09-15 | 2006-03-30 | Airbus Deutschland Gmbh | Painting device, painting arrangement, method for painting a curved surface of an object, and use of an inkjet device for painting an aircraft |
| DE102004044655B4 (de) | 2004-09-15 | 2009-06-10 | Airbus Deutschland Gmbh | Lackier-Vorrichtung, Lackier-Anordnung, Verfahren zum Lackieren einer gekrümmten Oberfläche eines Flugzeugs und Verwendung einer Inkjet-Einrichtung zum Lackieren eines Flugzeugs |
| US7824001B2 (en) | 2004-09-21 | 2010-11-02 | Z Corporation | Apparatus and methods for servicing 3D printers |
| DE102004049471A1 (de) | 2004-10-11 | 2006-04-20 | Bayerische Motoren Werke Ag | Vorrichtung zum Auftragen einer Konservierungsschicht und Verfahren zum Auftragen derselben |
| JP2007021760A (ja) | 2005-07-12 | 2007-02-01 | Nissha Printing Co Ltd | 薄膜形成装置 |
| ES2329806T3 (es) | 2005-09-20 | 2009-12-01 | Agfa Graphics N.V. | Metodo y aparato para la alineacion automatica de conjuntos de elementos de impresion. |
| JP2007152666A (ja) | 2005-12-02 | 2007-06-21 | Seiko Epson Corp | 液滴観測装置 |
| JP4432922B2 (ja) | 2006-03-17 | 2010-03-17 | セイコーエプソン株式会社 | 液滴吐出装置 |
| DE102006017956B4 (de) | 2006-04-18 | 2016-01-07 | OuISS Qualitäts-Inspektionssysteme und Service AG | Verfahren zum Aufbringen und Überwachen einer Auftragsstruktur mit Reparaturfunktion sowie Vorrichtung hierfür |
| JP4705877B2 (ja) | 2006-04-25 | 2011-06-22 | トリニティ工業株式会社 | 上塗り塗装設備及びそれを用いた塗装方法 |
| DE102006021623A1 (de) | 2006-05-09 | 2007-11-15 | Dürr Systems GmbH | Dosiersystem für eine Beschichtungsanlage |
| JP2009536872A (ja) | 2006-05-12 | 2009-10-22 | デュール システムズ ゲゼルシャフト ミット ベシュレンクテル ハフツング | コーティング設備およびコーティング設備の作動方法 |
| EP1884365A1 (en) | 2006-07-28 | 2008-02-06 | Abb Research Ltd. | Paint applicator and coating method |
| KR100729553B1 (ko) | 2006-10-27 | 2007-06-18 | 주식회사 탑 엔지니어링 | 디스펜싱 장치 |
| KR100833679B1 (ko) * | 2006-11-07 | 2008-05-29 | 포항공과대학교 산학협력단 | 극소량 액체의 혼합 장치 및 그 혼합 방법 |
| DE102006056051B4 (de) | 2006-11-28 | 2018-09-20 | Robert Bosch Gmbh | Roboter mit Steuerung für Zusatzachsen |
| US8707976B2 (en) | 2006-11-29 | 2014-04-29 | Daryl Bauer | Portable painting apparatus |
| DE102007002980A1 (de) | 2007-01-19 | 2008-07-24 | Voith Patent Gmbh | Klebstoffauftrageinrichtung für eine papier- oder kartonverarbeitende Maschine |
| ATE540761T1 (de) | 2007-03-08 | 2012-01-15 | Yaskawa Denki Seisakusho Kk | Anstreichsystem |
| DE102007018877B4 (de) | 2007-04-19 | 2010-03-04 | Hönig, Thomas | Verfahren und Materialauftragseinrichtung mit einer Prüfvorrichtung zur Gütemessung des Auftragsbildes einer Sprühdüse sowie Verwendung eines Testfelds |
| TWI610824B (zh) | 2007-05-18 | 2018-01-11 | Musashi Engineering Inc | 液體材料之吐出方法及裝置 |
| EP2002898A1 (de) | 2007-06-14 | 2008-12-17 | J. Zimmer Maschinenbau Gesellschaft m.b.H. | Auftragungseinrichtung zum Auftragen von Fluid auf ein Substrat mit Ventileinrichtungen, Verfahren zum Reinigen des Auftragungseinrichtung und Ventileinrichtung für die Auftragungseinrichtung |
| GB0712860D0 (en) | 2007-07-03 | 2007-08-08 | Eastman Kodak Co | continuous inkjet drop generation device |
| DE102007037663A1 (de) | 2007-08-09 | 2009-02-19 | Dürr Systems GmbH | Nadelventilanordnung |
| WO2009040112A2 (en) | 2007-09-25 | 2009-04-02 | Eads Deutschland Gmbh | Method for operating a gas turbine engine, power supplying device for conducting such method and aircraft using such method |
| JP2011514234A (ja) | 2007-12-31 | 2011-05-06 | エグザテック・リミテッド・ライアビリティー・カンパニー | 3次元の物体上に印刷するための装置および方法 |
| US20090181182A1 (en) * | 2008-01-10 | 2009-07-16 | Sloan Donald D | Multipurpose digital ink |
| DE102008018881B4 (de) | 2008-03-11 | 2020-10-01 | Atlas Copco Ias Gmbh | Verfahren und Vorrichtung zum Auftragen eines viskosen Materials auf ein Werkstück sowie Verwendung eines Nadelventils für eine Vorrichtung zum Auftragen eines viskosen Materials auf ein Werkstück |
| US9089864B2 (en) * | 2008-03-20 | 2015-07-28 | Durr Systems, Gmbh | Painting robot and associated operating method |
| DE102008045553A1 (de) | 2008-09-03 | 2010-03-04 | Dürr Systems GmbH | Lackiereinrichtung und zugehöriges Verfahren |
| DE102008053178A1 (de) * | 2008-10-24 | 2010-05-12 | Dürr Systems GmbH | Beschichtungseinrichtung und zugehöriges Beschichtungsverfahren |
| DE102008061203A1 (de) | 2008-12-09 | 2010-06-10 | Rehau Ag + Co | Verfahren zum Lackieren einer dreidimensionalen Oberfläche eines Bauteils |
| JP2010241003A (ja) | 2009-04-07 | 2010-10-28 | Seiko Epson Corp | 液滴吐出ヘッド |
| DE102009020064A1 (de) | 2009-05-06 | 2010-11-11 | Dürr Systems GmbH | Fluidventil, insbesondere Rückführventil für eine Lackieranlage |
| US8556373B2 (en) * | 2009-06-19 | 2013-10-15 | Burkhard Buestgens | Multichannel-printhead or dosing head |
| DE102009029946A1 (de) | 2009-06-19 | 2010-12-30 | Epainters GbR (vertretungsberechtigte Gesellschafter Burkhard Büstgens, 79194 Gundelfingen und Suheel Roland Georges, 79102 Freiburg) | Druckkopf oder Dosierkopf |
| DE102009038462A1 (de) | 2009-08-21 | 2011-03-03 | Dürr Systems GmbH | Taumelkolbenpumpe zur Dosierung eines Beschichtungsmittels |
| US8652581B2 (en) * | 2009-10-09 | 2014-02-18 | Matthew Merchant | Method of using a spray gun and material produced thereby |
| DE102009052654A1 (de) * | 2009-11-11 | 2011-05-12 | Dürr Systems GmbH | Vorrichtung und Verfahren zur Konservierung von Bauteilen |
| US8757511B2 (en) | 2010-01-11 | 2014-06-24 | AdvanJet | Viscous non-contact jetting method and apparatus |
| DE102010004496B4 (de) | 2010-01-12 | 2020-06-18 | Hermann Müller | Verfahren zum Betrieb einer Vorrichtung zum Beschichten und/oder Bedrucken eines Werkstückes |
| JP2011206958A (ja) | 2010-03-29 | 2011-10-20 | Seiko Epson Corp | 液体噴射装置、液体噴射ヘッドおよびノズル抜け検出方法 |
| US8534574B2 (en) | 2010-04-08 | 2013-09-17 | Intel Corporation | Underfill material dispenser |
| DE202010005211U1 (de) | 2010-04-15 | 2011-10-21 | Planatol System Gmbh | Auftragsystem für flüssige Medien |
| JP5769384B2 (ja) | 2010-04-20 | 2015-08-26 | キヤノン株式会社 | インクカートリッジおよびインクジェット記録装置 |
| DE102010019612A1 (de) * | 2010-05-06 | 2011-11-10 | Dürr Systems GmbH | Beschichtungseinrichtung, insbesondere mit einem Applikationsgerät, und zugehöriges Beschichtungsverfahren, das einen zertropfenden Beschichtungsmittelstrahl ausgibt |
| JP5489887B2 (ja) | 2010-06-30 | 2014-05-14 | 富士フイルム株式会社 | 液体塗布装置及び液体塗布方法並びにナノインプリントシステム |
| EP2799150B1 (en) | 2013-05-02 | 2016-04-27 | Hexagon Technology Center GmbH | Graphical application system |
| US8820871B2 (en) | 2010-10-27 | 2014-09-02 | Matthews Resources, Inc. | Valve jet printer with inert plunger tip |
| JP5215376B2 (ja) | 2010-12-27 | 2013-06-19 | 富士ゼロックス株式会社 | 液体循環装置、液体循環制御プログラム、液体吐出装置 |
| DE102012005087A1 (de) | 2011-03-28 | 2012-10-04 | Heidelberger Druckmaschinen Aktiengesellschaft | Vorrichtung zum Bedrucken von Oberflächen mit mehreren, bewegbaren Druckköpfen |
| JP5647940B2 (ja) | 2011-04-26 | 2015-01-07 | タクボエンジニアリング株式会社 | 携帯端末用筐体の塗装装置及びそれを用いた携帯端末用筐体の塗装方法 |
| JP2012228643A (ja) | 2011-04-26 | 2012-11-22 | Takubo Engineering Co Ltd | 携帯端末用筐体の塗装システム及びそれを用いた携帯端末用筐体の塗装方法 |
| JP2013158968A (ja) | 2012-02-02 | 2013-08-19 | Seiko Epson Corp | 印刷装置及び印刷ヘッドユニットの昇温抑制方法 |
| WO2013121565A1 (ja) | 2012-02-16 | 2013-08-22 | 株式会社伊万里鉄鋼センター | 塗料供給印字装置 |
| CN102582260A (zh) | 2012-02-17 | 2012-07-18 | 上海美杰彩喷材料有限公司 | 水性树脂墨喷墨打印机 |
| JP5906841B2 (ja) | 2012-03-14 | 2016-04-20 | マツダ株式会社 | 塗料循環装置及び塗料循環方法 |
| EP2641661B1 (en) | 2012-03-20 | 2016-05-11 | Hexagon Technology Center GmbH | Graphical application system |
| DE102012005650A1 (de) | 2012-03-22 | 2013-09-26 | Burkhard Büstgens | Beschichtung von Flächen im Druckverfahren |
| DE102012006371A1 (de) | 2012-03-29 | 2012-07-05 | Heidelberger Druckmaschinen Aktiengesellschaft | Verfahren zum Bedrucken eines Objekts |
| DE102012006370A1 (de) | 2012-03-29 | 2013-10-02 | Heidelberger Druckmaschinen Aktiengesellschaft | System zum Bedrucken eines Objekts |
| DE102012212469B4 (de) | 2012-07-17 | 2022-10-06 | Peter Fornoff | Verfahren zum Bedrucken einer Oberfläche und Vorrichtung zum Bedrucken einer Oberfläche |
| JP2014019140A (ja) | 2012-07-23 | 2014-02-03 | Ricoh Co Ltd | 吐出状態検査方法、及び液滴吐出装置 |
| DE102012017538A1 (de) | 2012-09-05 | 2014-03-06 | Heidelberger Druckmaschinen Ag | Verfahren zum Bebildern und/oder Lackieren der Oberfläche von Gegenständen |
| DE102012109123A1 (de) | 2012-09-27 | 2014-03-27 | Vermes Microdispensing GmbH | Dosiersystem, Dosierverfahren und Herstellungsverfahren |
| GB2507069A (en) | 2012-10-17 | 2014-04-23 | Siemens Plc | Monitoring the quality of an electrostatic coating by measuring light reflected from a spray |
| KR20220001519A (ko) | 2012-12-27 | 2022-01-05 | 카티바, 인크. | 정밀 공차 내로 유체를 증착하기 위한 인쇄 잉크 부피 제어를 위한 기법 |
| JP5494846B2 (ja) | 2013-01-23 | 2014-05-21 | セイコーエプソン株式会社 | インクジェットヘッドユニットおよび印刷装置 |
| DE102013002412A1 (de) * | 2013-02-11 | 2014-08-14 | Dürr Systems GmbH | Applikationsverfahren und Applikationsanlage |
| DE202013101134U1 (de) | 2013-03-15 | 2014-06-17 | Vermes Microdispensing GmbH | Dosierventil |
| ITMO20130069A1 (it) | 2013-03-15 | 2014-09-16 | Tecno Italia S R L | Testina per la decorazione digitale di manufatti ceramici |
| DE102013205171A1 (de) | 2013-03-22 | 2014-09-25 | Krautzberger Gmbh | Spritzsystem, Spritzvorrichtung, Schnellwechseladapter und Wechselvorrichtung, Beschichtungsanlage sowie Verfahren zum Beschichten |
| DE102013006219A1 (de) | 2013-04-11 | 2014-10-16 | Eisenmann Ag | Wechseleinrichtung für Beschichtungsmedien und Beschichtungssystem zum Beschichten von Gegenständen |
| KR101467404B1 (ko) | 2013-05-02 | 2014-12-03 | 희성촉매 주식회사 | 촉매 정량 공급장치 |
| US9808820B2 (en) | 2013-05-03 | 2017-11-07 | Abb Schweiz Ag | Automatic painting and maintaining wet-surface of artifacts |
| DE102014006991A1 (de) | 2013-06-06 | 2014-12-11 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Drucken mit einem Tintenstrahl-Druckkopf auf eine gekrümmte Oberfläche eines Obiekts |
| JP5805147B2 (ja) | 2013-07-01 | 2015-11-04 | 本田技研工業株式会社 | 塗装方法 |
| DE102013011107A1 (de) | 2013-07-03 | 2014-08-07 | Eisenmann Ag | Verfahren zum Betreiben einer Oberflächenbehandlungsanlage und Vorrichtung zum Abscheiden von Overspray |
| JP6198499B2 (ja) | 2013-07-04 | 2017-09-20 | 株式会社エルエーシー | プリント装置 |
| EP3021980B1 (en) | 2013-07-19 | 2018-05-02 | Graco Minnesota Inc. | Spray system pump wash sequence |
| CA2919734C (en) * | 2013-07-31 | 2023-04-25 | Organovo, Inc. | Automated devices, systems, and methods for the fabrication of tissue |
| ES2861950T3 (es) | 2013-08-29 | 2021-10-06 | In Te Sa S P A | Cabezal de impresión para decorar sustratos cerámicos |
| FR3010918B1 (fr) | 2013-09-23 | 2019-07-26 | Airbus Operations | Dispositif pour l'application de revetements projetes sur des pieces et procede associe |
| JP2015096322A (ja) | 2013-10-07 | 2015-05-21 | 株式会社ミマキエンジニアリング | 印刷装置、インクジェットヘッド、及び印刷方法 |
| DE102013223250A1 (de) | 2013-11-14 | 2015-05-21 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Druckkopf, Druckvorrichtung und Verfahren zum Aufbringen eines Druckmediums auf ein Substrat, insbesondere eine photovoltaische Solarzelle |
| US9952602B2 (en) | 2013-12-06 | 2018-04-24 | Musashi Engineering, Inc. | Liquid material application device |
| CN104734940A (zh) | 2013-12-23 | 2015-06-24 | 华为技术有限公司 | 一种用于即时通讯工具的信息显示方法和用户终端 |
| JP2015193129A (ja) | 2014-03-31 | 2015-11-05 | セーレン株式会社 | インクジェット記録装置 |
| DE102014007048A1 (de) | 2014-05-14 | 2015-11-19 | Eisenmann Ag | Beschichtungssystem zum Beschichten von Gegenständen |
| DE102014007523A1 (de) | 2014-05-23 | 2015-11-26 | Burkhard Büstgens | Verfahren und Vorrichtungen für die Beschichtung von Flächen mit Farben |
| US10016977B2 (en) | 2014-06-04 | 2018-07-10 | System S.P.A. | Device for the inkjet printing of fluids, in particular glazes, onto tiles |
| DE102014008183A1 (de) | 2014-06-10 | 2015-12-17 | Burkhard Büstgens | Reinigen von Düsen von eingetrockneten Beschichtungsstoffen |
| DE102014012395A1 (de) | 2014-08-21 | 2016-02-25 | Heidelberger Druckmaschinen Ag | Verfahren und Vorrichtung zum Bedrucken einer gekrümmten Oberfläche eines Objekts mit einem Tintenstrahlkopf |
| DE102014012705A1 (de) | 2014-08-27 | 2016-03-17 | Eisenmann Se | Ventil |
| DE102014217892A1 (de) | 2014-09-08 | 2016-03-10 | Volkswagen Aktiengesellschaft | Verfahren zum automatisierten Auftragen eines viskosen oder flüssigen Mediums auf Bauteile und Dosiervorrichtung zur Durchführung des Verfahrens |
| DE102014013158A1 (de) | 2014-09-11 | 2016-03-17 | Burkhard Büstgens | Freistrahl-Einrichtung |
| DE102014017707A1 (de) | 2014-12-01 | 2016-06-02 | Dürr Systems GmbH | Beschichtigungsverfahren und entsprechende Beschichtungsanlage |
| US10656066B2 (en) | 2015-03-09 | 2020-05-19 | Isp Investments Llc | Spray characterization by optical image analysis |
| FR3033506B1 (fr) | 2015-03-11 | 2020-02-21 | Reydel Automotive B.V. | Procede et installation de revetement d'un corps avec formation d'une surface structuree |
| JP6712840B2 (ja) | 2015-03-19 | 2020-06-24 | Dicグラフィックス株式会社 | 充填ノズル装置 |
| ITUB20151903A1 (it) | 2015-07-08 | 2017-01-08 | System Spa | Dispositivo attuatore, in particolare per una testina di stampa a getto di inchiostro, con sistema di raffreddamento |
| ITUB20151950A1 (it) | 2015-07-08 | 2017-01-08 | System Spa | Dispositivo attuatore, in particolare per una testina di stampa a getto di inchiostro, con isolamento elettromagnetico |
| CN205042649U (zh) | 2015-10-15 | 2016-02-24 | 湖北燕加隆九方圆板材有限责任公司 | 一种多种颜色油漆导流装置 |
| US10556249B2 (en) | 2015-10-16 | 2020-02-11 | The Boeing Company | Robotic end effector and method for maskless painting |
| FR3048368A1 (fr) | 2016-03-04 | 2017-09-08 | Exel Ind | Applicateur de produit de revetement, robot multiaxes comprenant un tel applicateur et procede d'application d'un produit de revetement |
| DE102016206272A1 (de) | 2016-04-14 | 2017-10-19 | Robert Bosch Gmbh | Bypassventil und Expandereinheit mit einem Bypassventil |
| EP3257590A1 (en) | 2016-06-16 | 2017-12-20 | Airbus Operations GmbH | Maskless painting and printing |
| JP6776685B2 (ja) | 2016-07-21 | 2020-10-28 | セイコーエプソン株式会社 | 流体吐出装置 |
| US10226944B2 (en) | 2016-08-30 | 2019-03-12 | The Boeing Company | Adaptable surface treatment repair system |
| JP6844183B2 (ja) | 2016-10-04 | 2021-03-17 | セイコーエプソン株式会社 | 液体噴射装置 |
| DE102016123731B4 (de) | 2016-12-07 | 2019-03-21 | Pixelrunner GmbH | Roboter zum Drucken von Bildern auf Bodenflächen |
| DE102016014953A1 (de) | 2016-12-14 | 2018-06-14 | Dürr Systems Ag | Lackieranlage und entsprechendes Lackierverfahren |
| DE102016014952A1 (de) | 2016-12-14 | 2018-06-14 | Dürr Systems Ag | Beschichtungseinrichtung zur Beschichtung von Bauteilen |
| DE102016014951A1 (de) | 2016-12-14 | 2018-06-14 | Dürr Systems Ag | Beschichtungseinrichtung und zugehöriges Betriebsverfahren |
-
2016
- 2016-12-14 DE DE102016014919.1A patent/DE102016014919A1/de not_active Withdrawn
-
2017
- 2017-12-01 MX MX2019006979A patent/MX2019006979A/es unknown
- 2017-12-01 ES ES17808874T patent/ES2896964T3/es active Active
- 2017-12-01 CN CN201780077476.7A patent/CN110087779B/zh active Active
- 2017-12-01 WO PCT/EP2017/081123 patent/WO2018108573A1/de unknown
- 2017-12-01 US US16/468,701 patent/US11440035B2/en active Active
- 2017-12-01 HU HUE17808874A patent/HUE056762T2/hu unknown
- 2017-12-01 EP EP17808874.6A patent/EP3554716B1/de active Active
- 2017-12-01 JP JP2019531967A patent/JP6991218B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1331661A (zh) * | 1998-08-13 | 2002-01-16 | Ppg工业俄亥俄公司 | 在基板上形成选择颜色涂层用的组合物、装置和涂覆方法以及由此制备的制品 |
| CN101309755A (zh) * | 2005-12-01 | 2008-11-19 | 3M创新有限公司 | 多组分液体喷雾系统 |
| EP2433716A1 (en) * | 2010-09-22 | 2012-03-28 | Hexagon Technology Center GmbH | Surface spraying device with a nozzle control mechanism and a corresponding method |
| CN103153483A (zh) * | 2010-09-22 | 2013-06-12 | 赫克斯冈技术中心 | 表面溅射装置 |
| CN102198434A (zh) * | 2010-12-29 | 2011-09-28 | 东莞市冠辉五金有限公司 | 一种精密五金件自动喷涂工艺及喷涂控制系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3554716B1 (de) | 2021-08-18 |
| US20190299231A1 (en) | 2019-10-03 |
| CN110087779A (zh) | 2019-08-02 |
| WO2018108573A1 (de) | 2018-06-21 |
| JP2020501887A (ja) | 2020-01-23 |
| DE102016014919A1 (de) | 2018-06-14 |
| EP3554716A1 (de) | 2019-10-23 |
| HUE056762T2 (hu) | 2022-03-28 |
| US11440035B2 (en) | 2022-09-13 |
| ES2896964T3 (es) | 2022-02-28 |
| MX2019006979A (es) | 2019-08-16 |
| JP6991218B2 (ja) | 2022-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110087779B (zh) | 施涂装置及用于施涂涂料组合物的方法 | |
| JP6335991B2 (ja) | 塗装機器および塗装方法 | |
| US11878317B2 (en) | Coating device with printhead storage | |
| JP7036824B2 (ja) | コーティング方法及び対応するコーティング装置 | |
| US11154892B2 (en) | Coating device for applying coating agent in a controlled manner | |
| JP4428973B2 (ja) | 回転霧化塗装装置および塗装方法 | |
| CN111822233A (zh) | 一种涂料产品涂覆器、其使用方法和包括其的涂覆装置 | |
| KR20220097390A (ko) | 분무기 및 관련 작동 방법 | |
| US20240139768A1 (en) | Coating device and corresponding coating process | |
| KR20220140891A (ko) | 도포제 전환 유닛의 도포제 메인 채널로의 연결을 위한 헹굼 장치 | |
| JP6871429B2 (ja) | 塗装装置 | |
| JP2009006266A (ja) | 水性塗料霧化塗装システム | |
| JP2002066439A (ja) | 2液混合塗装方法 | |
| JP2008126173A (ja) | 塗布装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |