WO2021187595A1 - 自己粘着シート - Google Patents
自己粘着シート Download PDFInfo
- Publication number
- WO2021187595A1 WO2021187595A1 PCT/JP2021/011183 JP2021011183W WO2021187595A1 WO 2021187595 A1 WO2021187595 A1 WO 2021187595A1 JP 2021011183 W JP2021011183 W JP 2021011183W WO 2021187595 A1 WO2021187595 A1 WO 2021187595A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- self
- adhesive sheet
- adhesive
- methyl
- pentene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images














Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/18—Homopolymers or copolymers of hydrocarbons having four or more carbon atoms
- C09J123/20—Homopolymers or copolymers of hydrocarbons having four or more carbon atoms having four to nine carbon atoms
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0277—Bendability or stretchability details
- H05K1/0283—Stretchable printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0393—Flexible materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/542—Shear strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2435/00—Closures, end caps, stoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2435/00—Closures, end caps, stoppers
- B32B2435/02—Closures, end caps, stoppers for containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/414—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of a copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/09—Use of materials for the conductive, e.g. metallic pattern
- H05K1/092—Dispersed materials, e.g. conductive pastes or inks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0104—Properties and characteristics in general
- H05K2201/0116—Porous, e.g. foam
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09009—Substrate related
- H05K2201/09018—Rigid curved substrate
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09009—Substrate related
- H05K2201/09063—Holes or slots in insulating substrate not used for electrical connections
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09218—Conductive traces
- H05K2201/09263—Meander
Definitions
- the present invention relates to a self-adhesive sheet. More specifically, the present invention relates to a self-adhesive sheet, a wiring board using the self-adhesive sheet, a sealing member, and the like.
- Patent Document 1 discloses a self-adhesive sheet containing a specific elastomer and used as an exterior material of an automobile wire harness or the like.
- Patent Documents 2 and 3 electronic devices having deformability such as bending and expansion / contraction are being developed (for example, Patent Documents 2 and 3).
- a general hook-and-loop fastener can be repeatedly attached and detached and used by facing the surface raised in a hook shape and the surface raised in a loop shape densely.
- the detachable surface of the hook-and-loop fastener has problems that the suction force is reduced due to the deposits and the loop portion is damaged or deteriorated by the hook due to repeated use, and the suction force is lowered.
- a large area is required to some extent, there are design restrictions, which makes stylish design unsuitable.
- the present inventor has focused on using self-adhesive sheets in an overlapping manner like a hook-and-loop fastener, and as a result of repeated research, the conventional self-adhesive sheet as described in Patent Document 1 has been found. It was found that there is room for improvement in the fixation in the plane direction.
- the first invention has been made in view of the above circumstances, and provides a self-adhesive sheet, a fixing member, and a hook-and-loop fastener having improved fixability.
- the present inventor has focused on the development of a wiring board having good adhesion to a living body and the like, and as a result of repeated research, by using a sheet satisfying a specific condition, good adhesion to a living body is obtained. I found that sex can be obtained. That is, by using the predetermined loss tangent of the 4-methyl-1-pentene polymer contained in the sheet as an index and controlling it, good viscosity is exhibited at the environmental temperature in which the wiring board is used, and as a result, wiring is performed. It has been found that appropriate shape followability and adhesion can be obtained as a substrate, and the second invention has been completed.
- sealing objects can be sealed by using a sealing member provided with an opening / closing portion.
- the object to be sealed include foods such as fruits, syringes, drugs, medical devices such as medical tubes, affected areas such as wounds of patients, and patients with infectious diseases requiring isolation.
- a specific area may be sealed with a film or the like in order to prevent the invasion or leakage of bacteria.
- the inside of the sealing member may be pressurized to prevent the invasion.
- the problem to be solved by the third invention is to provide a sealing member having excellent airtightness of the opening / closing portion in an environment close to room temperature.
- the present invention has found that 4-methyl-1-pentene is a self-adhesive sheet containing a 4-methyl-1-pentene polymer.
- the present invention was completed by discovering for the first time the effectiveness of specifying the surface roughness of the self-adhesive sheet body while controlling the predetermined loss positive contact in the system polymer.
- a self-adhesive sheet containing a 4-methyl-1-pentene polymer has at least a temperature at which the maximum value of the loss tangent (tan ⁇ ) obtained by dynamic viscoelasticity measurement under the conditions of a temperature rise rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1% is obtained.
- the maximum value of the loss tangent is 0.5 or more and 3.5 or less.
- the 4-methyl-1-pentene polymer contains a structural unit derived from 4-methyl-1-pentene and a structural unit derived from an ⁇ -olefin having 2 to 20 carbon atoms other than 4-methyl-1-pentene.
- the self-adhesive sheet according to [1] which comprises.
- [5] The self-adhesive sheet according to any one of [1] to [4], wherein the average thickness of the self-adhesive sheet is within the range of 0.01 mm or more and 30 mm or less.
- [6] The self-adhesive sheet according to any one of [1] to [5], wherein the arithmetic average roughness Ra on one surface of the self-adhesive sheet is 3.5 ⁇ m or less.
- the self-adhesive sheet is processed into one or more shapes selected from parallel lines, wavy, lattice, mesh, honeycomb, and dot shapes in the in-plane direction, [1] to [1] to [ 6] The self-adhesive sheet according to any one.
- a fixing member including a laminated portion in which the plurality of self-adhesive sheets according to any one of [1] to [7] are in contact with each other.
- a hook-and-loop fastener having the self-adhesive sheet according to any one of [1] to [8] as a removable surface.
- Self-adhesive sheet and Wiring and It is a wiring board equipped with The sheet is a wiring board containing a 4-methyl-1-pentene polymer and satisfying the following conditions.
- conditions For the self-adhesive sheet, the temperature showing the maximum value of the loss tangent (tan ⁇ ) obtained by dynamic viscoelasticity measurement under the conditions of a temperature rise rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1% is 10.
- the wiring is electrically connected to the electrodes and The wiring board according to [10], wherein the self-adhesive sheet has an opening for covering the wiring and exposing the electrodes.
- the wiring board according to any one of [10] to [13], wherein the wiring is formed of conductive ink.
- a self-adhesive member consisting of a self-adhesive sheet that has a self-adhesive surface and meets the following requirement 1.
- An opening / closing portion is formed by facing the self-adhesive surfaces.
- the opening / closing portion is a sealing member that opens when the self-adhesive surfaces facing each other are separated from each other and closes when the self-adhesive surfaces facing each other adhere to each other.
- the temperature at which the maximum value of the loss tangent (tan ⁇ ) obtained by dynamic viscoelasticity measurement under the conditions of a heating rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1% is at least 10 ° C.
- the 4-methyl-1-pentene polymer contains a structural unit derived from 4-methyl-1-pentene and a structural unit derived from an ⁇ -olefin having 2 to 20 carbon atoms other than 4-methyl-1-pentene.
- the self-adhesive member includes a resin plate arranged on the side opposite to the self-adhesive surface. The sealing member according to [19] or [20], wherein the resin plate satisfies the following requirements 2 to 4.
- the resin plate has a flexural modulus of 500 MPa to 2500 MPa (JIS7171).
- the resin plate has a thickness of 500 ⁇ m to 3000 ⁇ m.
- the resin plate is provided with hinge structures at both ends.
- a packaging member comprising the sealing member according to any one of [19] to [23] and a packaging material.
- the first invention it is possible to provide a self-adhesive sheet, a fixing member and a hook-and-loop fastener having improved fixing property.
- the second invention it is possible to provide a wiring board having good adhesion and an electronic component.
- the third invention it is possible to provide a sealing member having excellent airtightness of the opening / closing portion in an environment close to room temperature.
- the term “abbreviation” means to include a range in consideration of manufacturing tolerances, assembly variations, etc., unless otherwise specified explicitly.
- the notation “a to b” in the description of the numerical range means a or more and b or less unless otherwise specified.
- “1 to 5% by mass” means “1% by mass or more and 5% by mass or less”.
- the term “sheet” is a concept including not only what is generally called “sheet” but also what is generally called “film”. The thickness of what is generally called a “sheet” is 250 ⁇ m or more, and the thickness of what is generally called a “film” is less than 250 ⁇ m.
- self-adhesiveness means 0.026 MPa using a heat sealer (TP701B manufactured by Tester Sangyo Co., Ltd.) in which the surfaces of the sheets containing the 4-methyl-1-pentene polymer are set at 40 ° C.
- the maximum shear stress (MPa) in the tensile test (distance between chucks 50 mm, tensile speed 50 mm / min) after applying pressure for 1 second and leaving it in an environment of temperature 23 ° C. and relative humidity 50% for 24 hours is 2. It is intended to be at least 0.0 MPa.
- the self-adhesive sheet according to the present embodiment has a maximum value of loss tangent (tan ⁇ ) obtained by dynamic viscoelasticity measurement under the conditions of a temperature rise rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1%. There is at least one temperature in the range of 10 ° C. or higher and 100 ° C. or lower, and the maximum value of the loss tangent is 0.5 or more and 3.5 or less.
- a self-adhesive sheet is cut into a test piece having a length of 50 mm and a width of 5 mm, and has a frequency of 1.59 Hz, a heating rate of 4 ° C./min, a measurement temperature range of 0 ° C. to 110 ° C., a strain amount of 0.1%, and a distance between chucks of 20 mm.
- the present inventors have diligently studied in order to realize a self-adhesive sheet having excellent fixability.
- the temperature range showing the maximum value of the loss tangent (tan ⁇ ) and the maximum value of the loss tangent are adjusted to the above ranges to improve the fixability.
- the performance balance between flexibility and shape followability can be improved.
- the self-adhesive sheet in which the maximum value of the loss tangent is within the above range in the range of 10 ° C. or higher and 100 ° C. or lower can convert most of the mechanical energy given at the time of deformation into thermal energy and can absorb a large amount of energy. Therefore, it is considered that the restoration speed after deformation becomes slow. As a result, it is considered that the self-adhesive sheet can be well followed with the deformation while maintaining the flexibility, and as a result, the fixing property can be improved.
- the loss tangent of the self-adhesive sheet according to the present embodiment is, for example, (1) the type and blending ratio of the 4-methyl-1-pentene polymer (a1) described later, (2) the presence or absence of cross-linking of the sheet, and (2). 3) It is possible to control within the above range by appropriately adjusting the self-adhesive sheet molding method and the like. Specifically, for example, the mixing ratio of the 4-methyl-1-pentene polymer (a1) in the self-adhesive sheet may be increased, and the sheet may not be crosslinked.
- the self-adhesive sheet according to the present embodiment is preferably uncrosslinked from the viewpoint of improving the fixing property. That is, the self-adhesive sheet according to the present embodiment is preferably an uncrosslinked sheet that has not been subjected to a cross-linking treatment such as ionization radiation cross-linking using an electron beam or ⁇ -ray, for example.
- a cross-linking treatment such as ionization radiation cross-linking using an electron beam or ⁇ -ray, for example.
- the temperature showing the maximum value of the loss tangent (tan ⁇ ) of dynamic viscoelasticity is preferably at least one in the range of at least 10 ° C. or higher and 80 ° C. or lower, and is preferably 10 ° C. or higher and 60 ° C. It is more preferably one or more in the following range, further preferably one or more in the range of 10 ° C. or higher and 50 ° C. or lower, and particularly preferably one in the range of 10 ° C. or higher and 50 ° C. or lower.
- better adhesiveness can be obtained when the self-adhesive sheet comes into contact with human skin at about 25 ° C. to 40 ° C. or when the self-adhesive sheet is arranged at a position close to the human body.
- the maximum value of the loss tangent is preferably 0.8 or more, more preferably 1.0 or more, and further preferably 1.2 or more. ..
- the maximum value of the loss tangent is preferably 3.0 or less, and more preferably 2.8 or less.
- the larger the maximum value of the loss tangent the stronger the viscous property of the self-adhesive sheet.
- a self-adhesive sheet with strong viscous properties can convert more of the mechanical energy given when deforming into thermal energy and can absorb more energy, so it is thought that the restoration speed after deformation will be even slower. Be done. As a result, while maintaining the flexibility of the self-adhesive sheet, the shape after deformation can be maintained even better, and the deformation can follow the shape even better, and as a result, the fixing property in the surface direction can be improved. Conceivable.
- the self-adhesive sheet according to the present embodiment has an arithmetic average roughness Ra of one surface in the range of 0.01 to 10 ⁇ m and a ten-point average roughness Rz of 0.1 to 50 ⁇ m. As a result, good fixing property can be obtained.
- the arithmetic mean roughness Ra is preferably 0.02 to 8 ⁇ m, more preferably 0.03 to 5 ⁇ m. Further, the arithmetic mean roughness Ra is preferably 3.5 ⁇ m or less, more preferably 2 from the viewpoint of obtaining good adhesiveness by entwining fine irregularities on the surface of the self-adhesive sheet at the operating temperature of the self-adhesive sheet.
- the ten-point average roughness Rz is preferably 0.2 to 40 ⁇ m, more preferably 0.3 to 25 ⁇ m, and even more preferably 0.3 to 20 ⁇ m.
- the variation in unevenness can be effectively suppressed, and a more uniform fixing force can be obtained on the entire surface of the self-adhesive sheet.
- At least the arithmetic average roughness Ra and the ten-point average roughness Rz of the surface on the side to be the adhesive surface (fixed surface) may satisfy the above numerical range. ..
- the arithmetic average roughness Ra and the ten-point average roughness Rz satisfy the above numerical range at least on the surface side where the self-adhesive sheets oppose each other.
- the method for adjusting the surface roughness of the self-adhesive sheet according to the present embodiment is not particularly limited, and a known method can be used. For example, a method by molding such as embossing in the sheet manufacturing process or winding the sheet. At the time of removal, a method of sandwiching a sheet (separator) between the sheets to transfer the surface shape of the sheet, polishing, and blasting such as water blasting and air blasting may be performed. Of these, the water blast treatment is preferable as the blast treatment.
- the arithmetic average roughness Ra and the ten-point average roughness Rz can be measured in accordance with JIS B0610-2001.
- the thickness of the self-adhesive sheet according to the present embodiment is not particularly limited, but is preferably in the range of 0.01 mm or more and 30 mm or less, more preferably in the range of 0.01 mm or more and 10 mm or less, and further preferably 0.02 mm or more. The range is 5 mm or less, and more preferably 0.03 mm or more and 2 mm or less.
- the self-adhesive sheet according to the present embodiment may have ventilation holes in order to enhance breathability, depending on the intended use.
- ventilation holes in order to enhance breathability, depending on the intended use.
- a large number of vents communicating with each other can be provided on the front and back by processing techniques such as mechanical punching, needle processing, laser perforation, and water jet.
- the density of the self-adhesive sheet according to the present embodiment measured according to ASTM D 1505 (underwater substitution method) is preferably 0.3 to 1.5 g / cm 3 , more preferably 0.5 to 1.2 g / cm 3. , More preferably 0.8 to 0.9 g / cm 3 , and even more preferably 0.83 to 0.85 g / cm 3 .
- the self-adhesive sheet of the present embodiment When the self-adhesive sheet of the present embodiment is applied to an application utilizing transparency described later, it is desirable that the internal haze with respect to visible light (hereinafter, also simply referred to as “internal haze”) is 30% or less.
- the "internal haze” refers to a haze excluding the haze due to the shape of the outer surface of the self-adhesive sheet.
- the “internal haze” is a value measured at 25 ° C. for the self-adhesive sheet in accordance with JIS-K7105.
- the internal haze of the self-adhesive sheet of the present embodiment is preferably 30% or less, more preferably 20% or less, further preferably 13% or less, still more preferably 5% or less. , 2.0% or less is even more preferable, and 1.0% or less is particularly preferable.
- the lower the internal haze of the self-adhesive sheet of the present embodiment is, the better from the viewpoint of transparency, but from the viewpoint of balance with adhesiveness and the like, the lower limit is 0.01% or more. Is preferable. That is, the transparency of the self-adhesive sheet of the present embodiment can be evaluated by the internal haze.
- the transparency of the self-adhesive sheet of the present embodiment may be evaluated not only by the above-mentioned internal haze but also by the internal light transmittance.
- the "internal light transmittance” refers to the light transmittance excluding the influence of the shape of the outer surface of the self-adhesive sheet.
- the internal light transmittance of the self-adhesive sheet of the present embodiment is preferably 90.0% or more, more preferably 95.0% or more, further preferably 97.0% or more, still more preferably 98.0% or more. 99.0% or more is even more preferable, ideally 100%.
- the internal haze and internal light transmittance of the self-adhesive sheet of the present embodiment can be measured as follows.
- Haze (H2) and haze (H3) are measured using the following devices under the following measurement conditions.
- the light transmittance (T2) (%) is measured instead of the haze (H2) in the measurement of the haze (H2), and the haze is measured in the measurement of the haze (H3).
- the light transmittance (T3) (%) is measured instead of (H3).
- the internal light transmittance (T1) (%) of the self-adhesive sheet is obtained by the following formula (2).
- Internal light transmittance (T1) 100- (light transmittance (T2) -light transmittance (T3)) (2)
- the self-adhesive sheet according to this embodiment contains a 4-methyl-1-pentene polymer (a1).
- the maximum value of the loss tangent (tan ⁇ ) can be made larger.
- the 4-methyl-1-pentene polymer (a1) according to the present embodiment include a structural unit (c1) derived from 4-methyl-1-pentene and a carbon atom other than 4-methyl-1-pentene.
- Examples thereof include a 4-methyl-1-pentene / ⁇ -olefin copolymer (c) containing a structural unit (c2) derived from ⁇ -olefins of numbers 2 to 20.
- ⁇ -olefin having 2 to 20 carbon atoms does not contain 4-methyl-1-pentene unless otherwise specified.
- the 4-methyl-1-pentene / ⁇ -olefin copolymer (c) according to the present embodiment has a structural unit (c1) and a structural unit (c2) from the viewpoint of further improving the flexibility and fixability of the self-adhesive sheet. ),
- the content of the constituent unit (c1) is 10 mol% or more and 90 mol% or less
- the content of the constituent unit (c2) is 10 mol% or more and 90 mol% or less. It is preferable to have.
- the 4-methyl-1-pentene / ⁇ -olefin copolymer (c) according to the present embodiment is a structural unit (c1) from the viewpoint of improving the flexibility and mechanical properties of the self-adhesive sheet.
- the content of the constituent unit (c1) is 30 mol% or more and 90 mol% or less, and the content of the constituent unit (c2) is 10 mol% or more. It is more preferably 70 mol% or less, the content of the constituent unit (c1) is 50 mol% or more and 90 mol% or less, and the content of the constituent unit (c2) is 10 mol% or more and 50 mol% or less. It is even more preferable that the content of the structural unit (c1) is 60 mol% or more and 90 mol% or less, and the content of the structural unit (c2) is 10 mol% or more and 40 mol% or less. It is particularly preferable that the content of the structural unit (c1) is 65 mol% or more and 90 mol% or less, and the content of the structural unit (c2) is 10 mol% or more and 35 mol% or less.
- the ⁇ -olefin having 2 to 20 carbon atoms used in the 4-methyl-1-pentene / ⁇ -olefin copolymer (c) is, for example, a linear or branched ⁇ -olefin.
- Cyclic olefins, aromatic vinyl compounds, conjugated dienes, functionalized vinyl compounds and the like, and linear ⁇ -olefins are preferable.
- the number of carbon atoms of the linear ⁇ -olefin is preferably 2 to 10, more preferably 2 to 5, and even more preferably 2 to 3.
- Examples of the linear ⁇ -olefin include ethylene, propylene, 1-butene, 1-pentene and the like, and ethylene, propylene, 1-butene, 1-pentene, 1-hexene, 1-octene and 1-decene.
- One or more selected from, and at least one selected from ethylene and propylene are more preferred.
- the number of carbon atoms of the branched ⁇ -olefin is preferably 5 to 20, more preferably 5 to 15.
- Examples of the branched ⁇ -olefin include 3-methyl-1-butene, 3-methyl-1-pentene, 3-ethyl-1-pentene and the like.
- the number of carbon atoms of the cyclic olefin is preferably 5 to 15.
- Examples of the cyclic olefin include cyclopentene, cyclohexene, cycloheptene, norbornene, 5-methyl-2-norbornene, tetracyclododecene, vinylcyclohexane and the like.
- aromatic vinyl compound examples include styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, o, p-dimethylstyrene, o-ethylstyrene, m-ethylstyrene, and p-.
- aromatic vinyl compound examples include mono such as ethyl styrene or polyalkyl styrene.
- the number of carbon atoms of the conjugated diene is preferably 4 to 20, more preferably 4 to 10.
- conjugated diene examples include 1,3-butadiene, isoprene, chloroprene, 1,3-pentadiene, 2,3-dimethylbutadiene, 4-methyl-1,3-pentadiene, 1,3-hexadiene, and 1,3-.
- Octadien and the like can be mentioned.
- Examples of the functionalized vinyl compound include hydroxyl group-containing olefins, halogenated olefins, (meth) acrylic acids, propionic acids, 3-butenoic acids, 4-pentenoic acids, 5-hexenoic acids, 6-heptenoic acids, and 7-octenes.
- Unsaturated carboxylic acids such as acids, 8-nonenoic acid, 9-decenoic acid, 10-undecenoic acid and their acid anhydrides and unsaturated amines such as acid halides, allylamines, 5-hexeneamines and 6-hepteneamines, (2, 7-Octadienyl) succinic acid anhydride, pentapropenyl succinic acid anhydride, unsaturated epoxy compound, ethylenically unsaturated silane compound and the like can be mentioned.
- the hydroxyl group-containing olefin include linear or branched terminal hydroxylated ⁇ -olefins having 2 to 20 carbon atoms, preferably 2 to 15 carbon atoms.
- the halogenated olefin include linear or branched halogenated ⁇ -olefins having 2 to 20 carbon atoms, preferably 2 to 15 carbon atoms.
- ⁇ -olefins having 2 to 20 carbon atoms can be used alone or in combination of two or more.
- ⁇ -olefins having 2 to 5 carbon atoms are preferable, and ethylene and propylene are more preferable, but propylene is particularly preferable in that flexibility and the like can be improved.
- the 4-methyl-1-pentene / ⁇ -olefin copolymer (c) contains a structural unit (c1) and a structural unit other than the structural unit (c2) as long as the object of the present invention is not impaired. May be good.
- Other configurations include structural units derived from non-conjugated polyenes. Examples of the non-conjugated polyene include linear, branched or cyclic diene having a carbon atom number of preferably 5 to 20, more preferably 5 to 10, various norbornene, norbornadiene and the like. Among these, 5-vinylidene-2-norbornene and 5-ethylidene-2-norbornene are preferable.
- the ultimate viscosity [ ⁇ ] of the 4-methyl-1-pentene polymer according to the present embodiment in decalin at 135 ° C. is 0. It is preferably 01 to 5.0 dL / g, more preferably 0.1 to 4.0 dL / g, further preferably 0.5 to 3.0 dL / g, and 1.0 to 2 It is particularly preferably .8 dL / g.
- the density of the 4-methyl-1-pentene polymer according to the present embodiment measured according to ASTM D 1505 (substitution method in water) is preferably 0.810 to 0.850 g / cm 3 , more preferably 0.820. It is ⁇ 0.850 g / cm 3 , more preferably 0.830 to 0.850 g / cm 3 .
- the 4-methyl-1-pentene polymer according to this embodiment can be produced by various methods.
- the content of the 4-methyl-1-pentene polymer (a1) in the self-adhesive sheet according to the present embodiment is not particularly limited, but is preferably 50% by mass when the entire self-adhesive sheet is 100% by mass.
- the above is more preferably 60% by mass or more, still more preferably 65% by mass or more, still more preferably 70% by mass or more, particularly preferably 75% by mass or more, while preferably 100% by mass or less, more preferably 99% by mass or more. It is 5.5% by mass or less, more preferably 99% by mass or less, still more preferably 98% by mass or less, and particularly preferably 97% by mass or less.
- the self-adhesive sheet according to the present embodiment may contain components other than the above-mentioned 4-methyl-1-pentene polymer (a1).
- the self-adhesive sheet according to the present embodiment is a sex-modified resin (a2) (however, a 4-methyl-1-pentene polymer according to the present embodiment (however, from the viewpoint of improving the appearance, touch, and fixability). It may contain) except a1).
- the modified resin (a2) according to the present embodiment include one or more selected from thermoplastic resins, thermoplastic elastomers and rubbers.
- thermoplastic resin examples include low-density polyethylene, medium-density polyethylene, high-density polyethylene, and high-pressure method low-density.
- polyethylene Polyethylene, polypropylene, poly1-butene, poly4-methyl-1-pentene, poly3-methyl-1-butene, ethylene / ⁇ -olefin copolymer, propylene / ⁇ -olefin copolymer, 1-butene / ⁇ -Thermoplastic polyolefin resins such as olefin copolymers, cyclic olefin copolymers, and chlorinated polyolefins; aliphatic polyamides (nylon 6, nylon 11, nylon 12, nylon 66, nylon 610, nylon 612), polyether blockamides Thermoplastic polyamide resin such as polymer; thermoplastic polyester resin such as polyethylene terephthalate and polybutylene terephthalate; thermoplastic vinyl aromatic resin such as polystyrene, ABS resin and AS resin; vinyl chloride resin; vinylidene chloride resin; acrylic Resin; ethylene / vinyl acetate copolymer; ethylene / methacryl
- examples of the rubber include ethylene / ⁇ -olefin / diene copolymer rubber, propylene / ⁇ -olefin / diene copolymer rubber and the like.
- examples of the thermoplastic elastomer include olefin-based elastomers, styrene-based elastomers, acid-modified styrene-based elastomers, vinyl chloride-based elastomers, urethane-based elastomers, ester-based elastomers, and amide-based elastomers.
- these modified resins (a2) may be acid-modified with acrylic acid, methacrylic acid, maleic acid or the like. These modified resins (a2) may be used alone or in combination of two or more.
- low density polyethylene low density polyethylene, medium density polyethylene, high density polyethylene, high pressure method low density polyethylene, polypropylene, poly 1-butene, poly 4-methyl-1-pentene, poly 3-methyl- One or more selected from 1-butene, ethylene / ⁇ -olefin copolymer, propylene / ⁇ -olefin copolymer, 1-butene / ⁇ -olefin copolymer is preferable, and polyethylene, polypropylene, poly 1 -Buten, poly 4-methyl-1-pentene, ethylene / ⁇ -olefin copolymer, propylene / ⁇ -olefin copolymer, 1-butene / ⁇ -olefin copolymer, ethylene / vinyl acetate copolymer, poly One or more selected from ether blockamide, ionomer, fluorine-based resin, acid-modified fluorine-based resin, rosin-based resin, terpen
- the 4-methyl-1-pentene polymer (a1) has appropriate compatibility.
- vinyl SIS product name: Hybler, brand 5127) manufactured by Kuraray
- vinyl SEPS product name: Hybler, brand 7125
- SEBS SEBS manufactured by Asahi Kasei Co., Ltd.
- S.O. E, Brand S1605, S1611, and L609
- the self-adhesive sheet according to the present embodiment may be used alone from these modified resins (a2), or may be used in combination of two or more.
- the content of the modified resin (a2) in the self-adhesive sheet according to the present embodiment is not particularly limited, but when the total amount of the self-adhesive sheet is 100% by mass, it is preferably 0.5% by mass or more, more preferably 0.5% by mass or more. 1% by mass or more, still more preferably 2% by mass or more, still more preferably 3% by mass or more, preferably 50% by mass or less, more preferably 40% by mass or less, still more preferably 35% by mass or less, still more preferably. Is 30% by mass or less, particularly preferably 25% by mass or less.
- the content of the modified resin (a2) is at least the above lower limit value, the appearance, touch, fixability, etc.
- the performance balance such as fixability and flexibility of the self-adhesive sheet according to the present embodiment can be further improved.
- the self-adhesive sheet according to the present embodiment is, if necessary, a heat-resistant stabilizer, an antioxidant, an ultraviolet absorber, a pigment, an antioxidant, a copper damage inhibitor, a flame retardant, a neutralizing agent, a plasticizer, and a nucleation.
- Additives such as agents, weather stabilizers, light stabilizers, antioxidants, fatty acid metal salts, softeners, dispersants, colorants, lubricants, natural oils, synthetic oils and waxes may be added.
- the plasticizer, the softener, the natural oil, and the synthetic oil adjust the temperature at which the maximum value of the loss positive contact (tan ⁇ ) of the solid viscoelasticity of the self-adhesive sheet according to the present embodiment is shown and the maximum value of the loss positive contact. Therefore, the type and the amount of addition may be controlled and used.
- each component is dry-blended, a tumbler mixer, a Banbury mixer, a single-screw extruder, a twin-screw extruder, a high-speed twin-screw extruder, and a thermal roll. It can be prepared by mixing or melting and kneading with the like.
- the self-adhesive sheet according to the present embodiment may be a single layer or a multi-layer.
- at least one layer may be a layer containing a 4-methyl-1-pentene polymer (a1), and two or more layers may contain a 4-methyl-1-pentene polymer (a1). good.
- a resin composition containing a 4-methyl-1-pentene polymer (a1) or a 4-methyl-1-pentene polymer (a1) is molded into a sheet.
- the molding apparatus and molding conditions are not particularly limited, and conventionally known molding apparatus and molding conditions can be adopted, and for example, known methods such as extrusion molding, inflation molding, and calendar ring molding can be applied. Above all, it is preferable to mold by an extrusion molding apparatus. Further, even when the self-adhesive sheet has a multi-layer structure, known methods such as coextrusion (extrusion using a multi-die) and various laminating methods can be appropriately applied.
- the fixing member according to the present embodiment includes a laminated portion in which the plurality of self-adhesive sheets are laminated so as to be in direct contact with each other so as to face each other. Since the self-adhesive sheet is excellent in the fixing property in the surface direction, the adhesion between layers is good, and the delamination of the laminated portion is highly suppressed.
- the laminated portion may be a product in which two self-adhesive sheets are laminated, a product in which three or more layers are laminated, or a long self-adhesive sheet may be folded and stacked.
- a composite may be formed in which other members different from the above-mentioned self-adhesive sheet are laminated on the laminated portion.
- the self-adhesive sheet described above has an excellent balance of fixing property, flexibility, and shape-following property, and thus has excellent adhesiveness to other members. Therefore, even if the self-adhesive sheet is used for a long period of time, the adhesiveness between the self-adhesive sheet and other members can be maintained, and the durability can be excellent. That is, the complex according to the present embodiment has an excellent balance of flexibility, shape memory, stress relaxation, and durability.
- a composite can be produced by laminating other members on the above self-adhesive sheet and, if necessary, heat-pressing or welding with a press or the like. Further, a composite can also be produced by applying an adhesive between the self-adhesive sheet and the other member, and then joining the self-adhesive sheet and the other member via the adhesive.
- an SBR-based solvent adhesive or a hot melt adhesive composed of EVA, petroleum resin, or a mixture of EVA and petroleum resin can be preferably used.
- the other members are not particularly limited, but for example, woven fabric, non-woven fabric, synthetic fiber, artificial leather, synthetic leather, natural leather, fur, metal, carbon material, rubber, thermoplastic elastomer, thermoplastic resin, thermosetting resin, etc.
- examples thereof include polymer foam, mesh structure (warp knitted fiber, double Russell mesh, three-dimensional spring structure, etc.), fiber reinforced plastic, paper, wood, glass, stone, ceramic and the like.
- the hook-and-loop fastener according to the present embodiment has the above-mentioned self-adhesive sheet as a removable surface. Since the self-adhesive sheet is excellent in fixing property in the surface direction, good adhesiveness can be obtained by using the self-adhesive sheet as the attachment / detachment surface of the hook-and-loop fastener, and the self-adhesive sheet can be repeatedly attached and detached. Further, unlike the conventional surface fastener having a loop, the surface fastener according to the present embodiment does not break the loop due to repeated attachment / detachment, so that the decrease in adhesiveness can be relatively reduced. Further, since the hook-and-loop fastener according to the present embodiment does not make a noise when it is removed, it is expected to be applied in a wider range of fields than the conventional hook-and-loop fastener.
- the hook-and-loop fastener according to the present embodiment can be widely applied to applications that are repeatedly attached and detached.
- various industries such as clothing, medical / nursing care products, housing equipment, automobiles / aircraft, etc. It can be used in the field.
- the above-mentioned self-adhesive sheet easily fits the shape of the body and easily obtains adhesiveness, it is used as a fixing member for clothing, for example, for innerwear, sports, outdoor clothing, and the like. be able to.
- a fixing member for shoes it can be used for sneakers, pumps, sandals and the like.
- a fixing member for fashion accessories.
- a medical fixing member for example, it can be used for a fixing tape, a band, a belt, a supporter, or the like.
- materials for wearables for example, base materials such as biological sensing devices, e-sports devices, techno-sports devices, VR (virtual reality) and AR (augmented reality), smart watches, smart glasses, robot suits, etc. It can be used for members and the like.
- the above self-adhesive sheet can obtain more flexibility and followability at a temperature close to body temperature, it is possible to improvise daily necessities such as bags, cups, and boxes from the viewpoint of easy adhesion at body temperature. Can be done. Taking advantage of this ease, it can be used, for example, for outdoor goods, sports-related goods, base materials and members in the event of a disaster or emergency. From the same point of view, it can be used as a new material for art, art, work, etc. such as DIY material, art work material, origami substitute material.
- the above self-adhesive sheet has a high affinity with the human body, it is also suitable for apparel materials, sheet materials, bedding materials, grips, eyeglasses, helmets, wigs, headphones, earphones, watches, belts and the like. It can be used. In addition, it can be used for a wide range of purposes such as toys, stationery, cable ties, wraps, and daily necessities such as seal materials.
- the self-adhesive sheet according to the present embodiment has high transparency, the range of application will be further expanded. For example, if it is used for wristwatch bands, inner fasteners and hooks for dresses, brassieres, etc., it can add new design and design that makes use of transparency, expanding the possibilities of various products. be able to.
- the transparency of the self-adhesive sheet according to the present embodiment in this case is as described above.
- the wiring board 9 of the present embodiment includes a self-adhesive sheet 1 and a wiring 2, and the self-adhesive sheet 1 contains a 4-methyl-1-pentene polymer. Moreover, the following conditions are satisfied.
- the temperature showing the maximum value of the loss tangent (tan ⁇ ) obtained by dynamic viscoelasticity measurement under the conditions of a temperature rise rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1% is There is one or more in the range of 10 ° C. or higher and 100 ° C. or lower, and the maximum value of the loss tangent is 0.5 or more and 3.5 or less.
- FIG. 1A shows a wiring board 9a in which a plurality of wirings 2 are arranged on the self-adhesive sheet 1
- FIG. 1B shows the inside of the self-adhesive sheet 1.
- a wiring board 9b in which a plurality of wirings 2 are embedded is shown in the above.
- the number and arrangement method of the wiring 2 is not particularly limited, and a known technique can be adopted.
- a part of the wiring may be arranged so as to be flush with a part of the surface of the sheet, and the sheet has a recess and is arranged so that at least a part of the wiring is exposed in the recess. You may.
- the wiring 2 may be a member having conductivity, and includes a so-called conductive layer and an electrode 4 described later. The details of the self-adhesive sheet 1, the wiring 2, and the electrode 4 will be described later.
- the wiring board 9 of the present embodiment can obtain good adhesion to a living body and is effectively applied as a wearable device. That is, by controlling the predetermined loss tangent of the 4-methyl-1-pentene polymer contained in the self-adhesive sheet 1 as an index, at the environmental temperature at which the electronic device using the wiring board 9 is used. As a result of obtaining good viscosity, it is possible to follow the living body well and exhibit excellent adhesion.
- the adhesion to the living body means that the self-adhesive sheet 1 adheres to or is fixed to the shape and movement of the outer surface of the living body due to the flexibility and shape followability of the self-adhesive sheet 1.
- the adhesion obtained by this is intended.
- the self-adhesive sheet 1 has a loss tangent (tan ⁇ ) obtained by dynamic viscoelasticity measurement under the conditions of a temperature rise rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1%.
- the maximum value is at least one in the range of 10 ° C. or higher and 100 ° C. or lower, and the maximum value of the loss tangent is 0.5 or more and 3.5 or less.
- the self-adhesive sheet 1 is cut into a test piece having a length of 50 mm and a width of 5 mm, and has a frequency of 1.59 Hz, a heating rate of 4 ° C./min, a measurement temperature range of 0 ° C. to 110 ° C., a strain amount of 0.1%, and between chucks. It can be measured using a rheometer under the conditions of a distance of 20 mm and a tension mode.
- the present inventor has diligently studied in order to realize a self-adhesive sheet 1 having excellent adhesion and fixing property.
- the temperature range showing the maximum value of the loss tangent (tan ⁇ ) and the maximum value of the loss tangent are adjusted to the above ranges. It was found that the performance balance of adhesion / fixation, flexibility and shape followability can be improved.
- the loss tangent (tan ⁇ ) in the relatively low frequency region of 1.59 Hz
- the force also called slow force
- the self-adhesive sheet 1 in which the maximum value of the loss tangent is within the above range in the range of 10 ° C. or higher and 100 ° C. or lower can convert most of the mechanical energy given when deforming into thermal energy, and increases the energy.
- the restoration speed after deformation becomes slow.
- the self-adhesive sheet 1 can be well followed with the deformation while maintaining the flexibility, and as a result, the fixing property can be improved.
- the loss tangent of the self-adhesive sheet 1 according to the present embodiment is, for example, (1) the type and blending ratio of the 4-methyl-1-pentene polymer (a1) described later, and (2) the presence or absence of cross-linking of the sheet. , (3) Self-adhesive sheet 1 It is possible to control within the above range by appropriately adjusting the molding method and the like. Specifically, for example, the compounding ratio of the 4-methyl-1-pentene polymer (a1) in the self-adhesive sheet 1 is increased, the sheet is not crosslinked, and the like.
- the self-adhesive sheet 1 according to the present embodiment is preferably uncrosslinked from the viewpoint of improving fixability and adhesion. That is, the self-adhesive sheet 1 according to the present embodiment is preferably an uncrosslinked sheet that has not been subjected to a cross-linking treatment such as ionization radiation cross-linking using an electron beam or ⁇ -ray, for example.
- a cross-linking treatment such as ionization radiation cross-linking using an electron beam or ⁇ -ray, for example.
- the temperature showing the maximum value of the loss tangent (tan ⁇ ) of dynamic viscoelasticity is preferably at least one in the range of at least 10 ° C. or higher and 80 ° C. or lower, and is 10 ° C. or higher. It is more preferably one or more in the range of 60 ° C. or lower, further preferably one or more in the range of 10 ° C. or higher and 50 ° C. or lower, and particularly preferably one in the range of 10 ° C. or higher and 50 ° C. or lower.
- shape followability can be obtained.
- the maximum value of the loss tangent is preferably 0.8 or more, more preferably 1.0 or more, and preferably 1.2 or more. More preferred.
- the maximum value of the loss tangent is preferably 3.0 or less, and more preferably 2.8 or less.
- the larger the maximum value of the loss tangent the stronger the viscous property of the self-adhesive sheet 1.
- the self-adhesive sheet 1 having a strong viscous property can convert more of the mechanical energy given when deforming into thermal energy and can absorb more energy, so that the restoration speed after deformation becomes even slower. It is considered to be.
- the shape after deformation can be maintained even better, and the deformation can follow the shape even better.
- the body can be fixed to the skin and movement of the living body. It is thought that the property and adhesion can be improved.
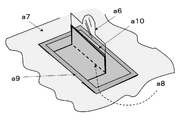
- the wiring board 10 of the present embodiment includes a wiring 2 electrically connected to the electrode 4, a self-adhesive sheet 1 having an opening for covering the wiring 2 and exposing the electrode 4. May be provided. That is, the wiring board 10 is an example in which the base material 3, the wiring 2, and the self-adhesive sheet 1 are laminated in this order, and the electrode 4 is exposed on a part of the outer surface of the self-adhesive sheet 1. be.
- the electronic device 11 of the present embodiment includes a wiring board 10, an electrode 4 exposed in the opening of the self-adhesive sheet 1, and an electronic component electrically connected to the wiring 2. Note that the electronic components are not shown in FIG.
- the self-adhesive sheet 1 of the present embodiment has flexibility and shape-following property, and functions to make the wiring board 10 adhere well to the living body.
- the self-adhesive sheet 1 has an opening that covers the wiring 2 and exposes the electrode 4.
- the self-adhesive sheet 1 is preferably coated so as to suppress electric leakage and discharge from the wiring 2.
- the coating is not limited to the case of being continuous, and there may be a part of which is discontinuous.
- the number, arrangement, size, etc. of the openings of the self-adhesive sheet 1 are set according to the number, arrangement, size, etc. of the electrodes 4 used. From the viewpoint of suppressing electric leakage and discharge, it is sufficient that at least a part of the electrode 4 is exposed in the opening, and the opening area is preferably the same as or smaller than the cross-sectional area of the electrode 4.
- the self-adhesive sheet 1 preferably has at least an insulating surface on the outer surface side.
- the self-adhesive sheet 1 of the wiring board 10 is directly attached to the skin of a living body to prevent electrical stimulation when energized, and can be used safely.
- the self-adhesive sheet 1 may have at least a part of air permeability depending on the application. As a result, it is possible to improve the feel of the electronic device 11 using the wiring board 10 and reduce the occurrence of stuffiness. In addition, the weight can be reduced and the fit can be improved.
- the air permeability means that the air permeability is 1 cc / cm 2 / sec or more as measured under the conditions of 24 ° C. and 50% RH in accordance with JIS K6400-7: 2012 (Method B). preferably, more preferably 5cc / cm 2 / sec or more, more preferably 10cc / cm 2 / sec or more, still more preferably at 20cc / cm 2 / sec or more, 30 cc / cm 2 / It is particularly preferable that it is sec or more.
- the upper limit of the air volume is not particularly limited, but is, for example, 10000 cc / cm 2 / sec or less.
- the breathability of the self-adhesive sheet 1 is, for example, (1) the self-adhesive sheet 1 is made into a foam, (2) the self-adhesive sheet 1 is provided with a through hole, or (3) the self-adhesive sheet 1 is provided with a through hole. Examples thereof include those obtained by deforming the shape, and the above (1) to (3) may be combined. Each will be described below.
- the self-adhesive sheet 1 of the above (1) is used as a foam
- open cells contained in the foam may be connected from one surface to the other surface of the self-adhesive sheet 1 to obtain air permeability. ..
- the self-adhesive sheet 1 may have closed cells in addition to open cells. Details of the foam will be described later.
- the through hole of (2) above can be obtained by a known drilling process on the molded self-adhesive sheet 1.
- a drilling process for example, mechanical punching, needle processing, laser perforation, water jet and the like can be used.
- the hole diameter of the through hole is not particularly limited, and examples thereof include 0.1 mm and more and 50 mm or less.
- the through holes may be uniformly formed on the entire surface of the self-adhesive sheet 1, and may be formed only in a portion where breathability is desired to be obtained, or the density may be increased in a portion where breathability is desired to be obtained. It may be formed as follows.
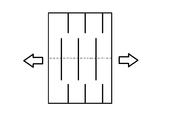
- the shape of the self-adhesive sheet 1 can be deformed in a parallel line shape, a wavy shape, a grid shape, a mesh shape (mesh shape), a honeycomb shape, a dot shape, or the like in the in-plane direction (xy plane) of the self-adhesive sheet 1. It is possible to process a gap in the shape of. These shapes may be a combination of one or more shapes. Further, it is sufficient that at least a part of the self-adhesive sheet 1 is processed.
- FIG. 3 shows an example of the self-adhesive sheet 1 having parallel linear gaps.
- the self-adhesive sheet 1 can be extended in the direction orthogonal to the parallel lines.
- the wavy shape is not limited to a curved line, and a triangular or rectangular uneven shape may be periodically repeated like a wave.
- FIG. 4A shows an example of a self-adhesive sheet 1 having a curved wavy gap
- FIG. 4A shows an example of a self-adhesive sheet 1 having a curved wavy gap
- FIG. 4B shows an example of a self-adhesive sheet 1 having a triangular wavy gap
- FIG. 4 (C) shows an example of the self-adhesive sheet 1 having a rectangular wavy gap.
- the self-adhesive sheet 1 can be extended in the uneven direction of the wave (vertical direction in FIG. 3).
- FIG. 4 shows an example in which two wavy slits for one cycle are formed in parallel, but the wave cycle and the number of slits are not limited to this.
- FIG. 5 shows an example of a honeycomb-shaped self-adhesive sheet 1 in a plan view
- FIG. 6 shows an example of a mesh-shaped self-adhesive sheet 1 in a plan view
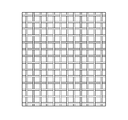
- FIG. 7 shows a grid pattern in a plan view. An example of the self-adhesive sheet 1 of the above is shown.
- the gap may be either a slit-shaped thin wire or a hole-shaped opening.
- the size of the gap is appropriately set according to the application and the processed shape, but from the viewpoint of obtaining good deformability while maintaining the mechanical strength, the gap size is appropriately set.
- a processing method it can be obtained by extruding the raw material to be the self-adhesive sheet 1 into a sheet shape by using a net extrusion molding method or the like.
- the resin composition is extruded from the nozzle of a rotary die for net forming provided at the tip of the extruder, welded into a net shape, and the obtained extrusion net is passed through a water tank at a predetermined temperature.
- a slit may be formed in the molded self-adhesive sheet 1 by a known method.
- the self-adhesive sheet 1 preferably has deformability.
- the self-adhesive sheet 1 is deformed into the shape of (3) above, the flexibility and elasticity of the self-adhesive sheet 1 can be further improved.
- the wiring 2 and the base material 3 may also be deformed into substantially the same shape.
- the wiring board 10 as a whole can have deformability such as flexibility and / or elasticity.
- the self-adhesive sheet 1 when a set of wavy slits for one cycle is formed in the substantially central portion of the self-adhesive sheet 1, the self-adhesive sheet 1 can be bent at the substantially central portion. Thereby, deformability such as bendability can be obtained.
- the wiring 2 is processed into a wavy shape in the in-plane direction of the self-adhesive sheet 1 and is arranged between a set of the above-mentioned wavy slits so that one of the wirings 2 is passed through the folding line of the self-adhesive sheet 1. Allows electrical transmission from one area to the other.
- the self-adhesive sheet 1 is wavy along the in-plane direction (z-axis direction, thickness direction). It may be (including folds and bellows).
- the wiring 2 and the base material 3 are also preferably wavy (including folds and bellows) along the in-plane direction (see FIG. 8).
- the self-adhesive sheet 1 of the present embodiment may be a foam depending on the application.
- the foam has single cells and / or open cells.
- the degree of air bubbles in the foam may be different in the thickness direction of the self-adhesive sheet 1 or may be uniform.
- the density of the foam may increase from the outer surface side of the self-adhesive sheet 1 toward the wiring 2 side.
- the density of the foam is relatively low on the outer surface side of the self-adhesive sheet 1, flexibility is obtained, and good adhesion is maintained, while the density of the foam is on the wiring 2 side of the self-adhesive sheet 1. Is relatively high, hardness is obtained, and it becomes easy to protect the wiring 2.
- the foam of the self-adhesive sheet 1 can be obtained by a known method.
- a resin composition as a raw material of the self-adhesive sheet 1 and a foaming agent are used in the method for producing the self-adhesive sheet 1 described later. It can be obtained by foam molding into a sheet shape with an extrusion molding machine.
- Examples of the foaming agent used when molding the self-adhesive sheet 1 according to the present embodiment include a chemical foaming agent and a physical foaming agent.
- Chemical foaming agents include sodium bicarbonate, ammonium bicarbonate, various carboxylates, sodium borohydride, azodicarbamide, N, N-dinitrosopentamethylenetetramine, P, P-oxybis (benzenesulfonyl hydrazide). , Azobisisobutyronitrile, paratoluenesulfonyl hydrazide, sodium borohydride and the like.
- the physical foaming agent examples include carbon dioxide, nitrogen, and a mixture of carbon dioxide and nitrogen, all of which can be supplied in a gaseous, liquid or supercritical state. It is preferable that the chemical foaming agent is uniformly mixed with the 4-methyl-1-pentene polymerization system resin composition which is the raw material of the self-adhesive sheet 1 before being put into the extrusion molding machine.
- carbon dioxide is used as the physical foaming agent
- the 4-methyl-1-pentene polymerization system resin composition is kneaded in the extruder to be in a plasticized state, and then directly injected into the extruder. It is preferable to do so.
- the foaming ratio of the self-adhesive sheet 1 is not particularly limited, and can be appropriately determined in consideration of various physical properties of the self-adhesive sheet 1.
- the self-adhesive sheet 1 of the present embodiment may have fine irregularities on the outer surface depending on the intended use.
- the adhesiveness (self-adhesiveness) between the self-adhesive sheets 1 can be dramatically improved.
- the wiring board 10 is more satisfactorily fixed to the living body by fixing the self-adhesive sheets 1 to each other (self-adhesive).
- a high adhesive force in the in-plane direction of the self-adhesive sheet 1 can be obtained.
- the outer surface of the self-adhesive sheet 1 is one surface of the wiring board 10 and is a surface on the living body side.
- the self-adhesive sheet 1 preferably has an outer surface arithmetic average roughness Ra in the range of 0.01 to 10 ⁇ m and / or a ten-point average roughness Rz of 0.1 to 50 ⁇ m. be.
- the arithmetic mean roughness Ra is more preferably 0.02 to 8 ⁇ m, still more preferably 0.03 to 5 ⁇ m.
- the ten-point average roughness Rz is more preferably 0.2 to 40 ⁇ m, and even more preferably 0.3 to 20 ⁇ m.
- the self-adhesive sheet 1 has a more uniform fixing force and holding force. Will be obtained.
- the method for adjusting the surface roughness of the self-adhesive sheet 1 according to the present embodiment is not particularly limited, and a known method can be used. For example, a method by mold molding such as embossing in the sheet manufacturing process, or a sheet. When winding, the interleaving paper (separator) may be sandwiched between the sheets to transfer the surface shape of the interleaving paper, polishing, blasting, or the like.
- the arithmetic average roughness Ra and the ten-point average roughness Rz can be measured in accordance with JIS B0610-2001.
- the thickness of the self-adhesive sheet 1 according to the present embodiment is not particularly limited, but is preferably in the range of 0.01 mm or more and 30 mm or less, more preferably 0.01 mm or more and 10 mm or less, and further preferably 0. The range is 02 mm or more and 5 mm or less, and more preferably 0.03 mm or more and 2 mm or less.
- the self-adhesive sheet 1 of the present embodiment may be a single layer or a multilayer. In the case of multiple layers, they may have different performances from each other. For example, a layer having breathability and a layer made of foam may be combined and laminated.
- the density of the self-adhesive sheet 1 according to the present embodiment measured according to ASTM D 1505 (underwater substitution method) is appropriately set according to the application, but is preferably 0.01 to 2.0 g / cm 3 , more. It is preferably 0.1 to 1.5 g / cm 3 , and more preferably 0.3 to 1.0 g / cm 3 .
- the same components (materials) as those in the first embodiment can be used as the components (materials) constituting the self-adhesive sheet 1 according to the present embodiment.
- the self-adhesive sheet 1 may be a single layer or a multi-layer, as in the first embodiment.
- at least one layer may be a layer containing a 4-methyl-1-pentene polymer (a1), and two or more layers may contain a 4-methyl-1-pentene polymer (a1). good.
- the self-adhesive sheet 1 according to the present embodiment can be obtained by the same manufacturing method as that of the first embodiment.
- the wiring 2 of the present embodiment is electrically connected to the electrode 4 and has conductivity.
- the material constituting the wiring 2 is not particularly limited as long as it is a conductive material, but (i) the conductive material itself has deformability and elasticity, and (ii) the conductive material itself. Any one that does not have deformability or elasticity, or both may be used.
- a resin and a conductive resin having conductive particles are obtained from the viewpoint of obtaining durability against deformation and expansion and contraction of the wiring 2. It is formed from a composition.
- Wiring 2 can be obtained from the conductive resin composition by using methods such as printing, etching, sputtering, and sticking.
- a general thermoplastic elastomer and a thermosetting elastomer, or a conductive resin can be used.
- the above-mentioned conductive particles include particles composed of one or more selected from gold, silver, copper, nickel, palladium, platinum, carbon black and the like.
- the particle size of the conductive particles is preferably 1 nm to 500 nm, more preferably 10 nm to 100 nm.
- the particle size is preferably 1 nm to 500 nm, more preferably 10 nm to 100 nm.
- the conductive resin composition is formed of a conductive ink.
- the conductive ink is an ink having conductivity, and a wiring 2 having a desired shape can be formed by forming a printing layer having a desired shape by printing and then drying or the like. Further, after drying, a firing treatment may be optionally performed.
- the conductive ink include those containing a conductive resin, carbon black, and a rubber component.
- the conductive resin include PEDOT: PSS (poly (3,4-ethylenedioxythiophene): poly (4-styrenesulfonic acid)), polypyrrole, polyaniline (PANI) and the like.
- the rubber component examples include polyurethane, styrene-butadiene-styrene block copolymer (SBS), styrene- (ethylene / butylene) -styrene block copolymer (SEBS), and natural rubber.
- SBS styrene-butadiene-styrene block copolymer
- SEBS styrene- (ethylene / butylene) -styrene block copolymer
- natural rubber By using carbon black as the conductive ink, the hysteresis of the resistance change can be reduced.
- the content of carbon black is preferably 1.0 to 4.0% by mass, more preferably 1.6 to 2.3% by mass.
- the content of the conductive resin in the conductive ink is preferably 0.1 to 1.0% by mass, more preferably 0.3 to 0.5% by mass.
- the content of the rubber component in the conductive ink is preferably 10 to 20% by mass, more preferably 12 to 15%
- the conductive ink is obtained by mixing a conductive resin, carbon black, a rubber component, and the like with water as a dispersion medium. Further, the content of the water in the conductive conductive ink is preferably 70 to 90% by mass, more preferably 83 to 86%. The viscosity of the conductive ink is preferably 1 cps to 500 cps.
- a known method can be used as the printing method using the conductive ink, and for example, stencil printing, inkjet printing, flexographic printing, and the like are preferable.
- the deformability and elasticity can be obtained by devising the shape of the wiring 2 as described later.
- a metal film is mentioned as a material of the wiring 2 which does not have elasticity.
- the metal film include a plating film formed of one or more selected from copper, nickel, silver, gold, and tin. It is preferable to use copper from the viewpoint of conductivity.
- the thickness of the plating film is preferably 0.03 ⁇ m to 100 ⁇ m, more preferably 1 ⁇ m to 35 ⁇ m, and even more preferably 3 ⁇ m to 18 ⁇ m.
- the wiring 2 is, for example, a first wiring layer in which a wiring pattern is formed by using conductive ink on a self-adhesive sheet 1, and a second wiring layer formed as a plating film on the first wiring layer. It may be provided with the wiring layer of the above. Further, in the boundary region between the first wiring layer and the self-adhesive sheet 1, a part of the self-adhesive sheet 1 may be contained in the gap of the first wiring layer. As a result, the bond between the self-adhesive sheet 1 and the wiring 2 can be enhanced.
- the thickness of the wiring 2 is smaller than the thickness of the wiring board 10 and the electronic device 11, for example, preferably 50 ⁇ m or less, and more preferably 30 ⁇ m or less.
- the width of the wiring 2 is, for example, 50 ⁇ m or more and 10 mm or less.
- the wiring 2 of the present embodiment is preferably processed into a parallel line shape, a wavy shape, a fold shape, a grid shape, a mesh shape (mesh shape), a honeycomb shape, or a dot shape in the in-plane direction (in the xy plane).
- These shapes may be a combination of one or more shapes.
- the conductive material itself is deformable and stretchable because the wiring 2 has a parallel line shape, a wavy shape, a fold shape, a grid shape, and a mesh shape (mesh shape) in the in-plane direction (in the xy plane). Even if it does not have the property, the wiring 2 itself expands and contracts like a bellows or a spring, so that the deformability and the elasticity can be obtained.
- the wiring 2 may be covered with the self-adhesive sheet 1 to the extent that leakage / discharge can be suppressed, and may have substantially the same shape as the self-adhesive sheet 1 or may be different.
- the wiring 2 is appropriately designed according to the shape and deformability of the self-adhesive sheet 1.
- At least a part of the wiring 2 of the present embodiment may be wavy (including folds and bellows) along the in-plane direction of the wiring board 10 (see FIG. 8). That is, a part of the wiring 2 has a pleated or bellows shape in which a plurality of peaks and valleys are alternately arranged in the thickness direction of the wiring board 10. As a result, when the wiring board 10 is in a relaxed state, the wiring 2 has fold-shaped or bellows-shaped portions in which peaks and valleys repeatedly appear along the in-plane direction of the wiring board 10, and the wiring board 10 is provided. When extended, the bellows-shaped portion of the wiring 2 can be expanded in the in-plane direction.
- the elasticity of the wiring 2 is obtained, and in combination with the elasticity of the self-adhesive sheet 1, the wiring substrate 10 can satisfactorily follow the skin and movement of the living body, and the adhesion can be improved.
- the self-adhesive sheet 1 may also have a wavy shape (pleated or bellows-shaped portion) along the in-plane direction of the wiring board 10, and the self-adhesive sheet 1 itself expands and contracts. If it has sex, it does not have to have such folds or bellows.
- the wiring board 10 has the base material 3 on the surface of the wiring 2 opposite to the surface on which the self-adhesive sheet 1 is provided.
- the mechanical strength of the wiring board 10 can be increased, and the degree of freedom in design such as providing additional functions can be expanded.
- the base material 3 is located on the side farther from the living body or the like than the self-adhesive sheet 1 when the wiring board 10 is used for the living body or the like.
- the base material 3 is preferably configured to have elasticity.
- the elasticity may be obtained by a material having elasticity, or the material itself may be obtained by devising the shape and structure even if the material itself does not have elasticity, or both. May be good.
- the material constituting the base material 3 is not particularly limited, but synthetic resins such as thermoplastic elastomers, silicone rubbers, urethane gels, and silicon gels; cloths such as woven fabrics, knitted fabrics, and non-woven fabrics can be used.
- thermoplastic elastomer examples include polyurethane-based elastomers, styrene-based thermoplastic elastomers, olefin-based thermoplastic elastomers, vinyl chloride-based thermoplastic elastomers, ester-based thermoplastic elastomers, amide-based thermoplastic elastomers, butadiene-based thermoplastic elastomers, and fluorine.
- thermoplastic elastomers include polyurethane-based elastomers, styrene-based thermoplastic elastomers, olefin-based thermoplastic elastomers, vinyl chloride-based thermoplastic elastomers, ester-based thermoplastic elastomers, amide
- the material constituting the base material 3 may be the same as the material constituting the self-adhesive sheet 1. As a result, it is possible to simplify the manufacturing process and improve the adhesion of the bonding region between the self-adhesive sheet 1 and the base material 3 while obtaining good flexibility and / or deformability such as elasticity.
- the thickness of the base material 3 is, for example, 10 ⁇ m or more and 10 mm or less, preferably 100 ⁇ m or more and 1 mm or less.
- the base material 3 can have the same structure as the self-adhesive sheet 1 or wiring 2 described above in order to obtain deformability such as flexibility and / or elasticity. That is, the base material 3 may be processed into a parallel line shape, a wavy shape, a grid shape, a mesh shape (mesh shape), a honeycomb shape, or a dot shape in the in-plane direction (in the xy plane). Further, at least a part of the base material 3 may be wavy (bellows-shaped) along the in-plane direction of the wiring board 10 (see FIG. 8). As a result, the deformability of the entire wiring board 10 is enhanced, and it is possible to satisfactorily follow the skin and movement of the living body and improve the adhesion.
- the electrode 4 comes into contact with a living body and receives an electrical signal.
- the electrode 4 is not particularly limited as long as it is made of a conductive material, and can be obtained by using the same material as the wiring 2 described above.
- the method for forming the electrode 4 is not particularly limited, and a known method can be used. Above all, it is preferable to use a conductive ink because it is easy to form a desired shape.
- the ratio of the exposed area of the electrode 4 to the outer surface area of the self-adhesive sheet 1 is not particularly limited, and is appropriately set according to the arrangement location and application of the electrode 4.
- the wiring board 10 of the present embodiment may further include a configuration other than the above.
- a layer for suppressing stuffiness or absorbing water such as sweat a layer for suppressing friction, a layer having waterproof property, and the like can be mentioned.
- known ones can be used by a known method as long as the surface on the self-adhesive sheet 1 side can adhere to the skin of the living body and does not interfere with the energization of the electrode 4.
- the wiring board 10 may be provided with a reinforcing member for protecting electronic components that are electrically connected to the wiring 2.
- the reinforcing member is preferably less deformable than the self-adhesive sheet 1 and the base material 3 from the viewpoint of protecting the electronic component from stress due to deformation or the like.
- the reinforcing member may be intended for waterproofing, heat resistance, or weather resistance.
- the surface of the wiring board 10 on the side to be attached to the living body is appropriately set according to the application, but from the viewpoint of easily improving the adhesion, it is preferable that the entire surface is composed of the self-adhesive sheet 1. ..
- the wiring board 10 has a sucker-shaped recess that is gently curved on a part of the outer surface of the self-adhesive sheet 1.
- the suction cup-shaped recesses are crushed and air is released, so that a sucking action can be generated on the living body contact surface of the wiring board 10. Therefore, the adhesion of the wiring board 10 or the electronic device 11 to the living body is improved.
- the suction cup action is lost by peeling only the outer edge portion of the wiring board 10 or the electronic device 11 (self-adhesive sheet 1) from the skin, and the sucker action is easily lost.
- the self-adhesive sheet 1 can be separated from the living body.
- the size of the suction cup-shaped recess is not particularly limited as long as the wiring board 10 or the electronic device 11 can be appropriately adhered to the living body.
- the thickness of the outer edge portion of the wiring board 10 is thinner than the thickness of the central portion. Further, when the surface of the wiring board 10 on the self-adhesive sheet 1 side is brought into contact with a flat surface, it is preferable that the surface of the wiring board 10 is gently inclined from the outer edge to the inner edge toward the outer edge. be. As a result, in the wiring board 10 or the electronic device 11 attached to the living body by the suction cup action, the outer edge of the wiring board 10 is easily adhered to the living body well, and the outer edge is caught, so that the self-adhesive sheet 1 and the living body are attached to each other. It is possible to suppress the formation of a gap between the two, and reduce the decrease in the suction cup action.
- the wiring board 10 of this embodiment can be manufactured, for example, as follows.
- Wiring 2 is provided on the base material 3.
- Examples of the method of providing the wiring 2 include a method of printing conductive ink on the base material 3.
- an electrode 4 that is electrically connected to the wiring 2 is provided on the base material 3.
- the self-adhesive sheet 1 is placed on the wiring 2 so that at least a part of the electrode 4 is exposed, and the wiring 2 is covered.
- the material of the self-adhesive sheet 1 is dissolved in an organic solvent to form a varnish, and the varnish is applied on the wiring 2 and dried to arrange the self-adhesive sheet 1.
- the self-adhesive sheet 1 may be placed on the wiring 2 by extrusion lamination.
- the self-adhesive sheet 1 may be further laminated on the wiring 2 after the wiring 2 is arranged on the self-adhesive sheet 1, and after the self-adhesive sheet 1 is formed, a part of the self-adhesive sheet 1 is formed. May be removed and the wiring 2 may be embedded.
- the electronic device 11 of the present embodiment includes the wiring board 10, the electrode 4 exposed in the opening of the self-adhesive sheet 1, and an electronic component electrically connected to the wiring 2.
- Examples of the above electronic components include sensors; transistors, LSI (Large-Scale Integration), MEMS (MicroElectroMechanical Systems), relays, LEDs, OLEDs, LCDs and other light emitting elements; sounding components such as buzzers; vibrating components that generate vibrations; cooling. Cold and heat-generating components such as Pelche elements and heating wires that control heat generation; resistors, capacitors, inductors, piezoelectric elements, switches, connectors, and the like can be mentioned.
- Examples of the above sensors include temperature sensors, pressure sensors, piezoelectric sensors, optical sensors, photoelectric sensors, proximity sensors, shear force sensors, biological sensors, laser sensors, microwave sensors, humidity sensors, strain sensors, gyro sensors, and acceleration sensors.
- biosensors examples thereof include sensors, displacement sensors, magnetic sensors, gas sensors, GPS sensors, ultrasonic sensors, odor sensors, brain wave sensors, current sensors, vibration sensors, pulse wave sensors, electrocardiographic sensors, and photometric sensors. Of these, biosensors are preferred.
- the biosensor can measure biometric information such as heartbeat, pulse, electrocardiogram, blood pressure, body temperature, blood oxygen concentration, myoelectricity, brain wave, body temperature, and muscle activity.
- Wiring boards can be used in all fields where electronic devices are required.
- it since it has good adhesion to a living body, it can be used in applications that come into contact with the human body.
- it is used in a wide range of fields such as apparel, fashion accessories, sports, outdoor, medical care, nursing care, housing, furniture, bedding, stationery, toys, mobility (automobiles, aircraft, trains, etc.), home appliances, displays, wearables, sensors, robots, etc. can do.
- it can be used for various wearable devices because it can be closely attached to a complicated shape of the body and accurate biological information can be obtained.
- Wristbands scarves, socks, shoes (sneakers, pumps, leather shoes, boots, sandals, etc.), slippers, leggers, protectors, accessories, protective clothing, seats (automobile seats, aircraft seats, train seats, sofas, office chairs, etc.) ), Cushion, bedding (bed, mattress, etc.), pillow, grip (sports related such as golf, stationery related such as pen, etc.), mobile phone, personal computer, various displays (touch panel, etc.), remote control, switch, various medical equipment ( It can be used in thermometers, pulse meters, blood pressure monitors, electrocardiograms, myocardiograms, electrosurgical meters, high-precision measurement of body parts, etc.), various medical products (hemostatic bands, etc.).
- It can also be used to monitor complex movements of the human body, expansion and contraction movements, violent movements, and movements of objects that move at high speed by taking advantage of its excellent elasticity and flexibility.
- it since it has a high affinity with soft materials other than those that come into contact with the body, it can be used in various fields and applications that require measurement of soft and stretchable materials. For example, it can be used for measuring the movement of soft parts (tubes, etc.) of equipment, measuring changes in the shape of clothing, shoes, and the like.
- the sealing member of the present disclosure includes a self-adhesive member having a self-adhesive surface, and an opening / closing portion is formed when the self-adhesive surfaces face each other.
- the self-adhesive member that opens and closes when the self-adhesive surfaces facing each other adhere to each other contains a polymer that satisfies the following requirement 1.
- the polymer has a temperature at which the maximum value of the loss tangent (tan ⁇ ) measured by dynamic viscoelasticity measurement under the conditions of a temperature rise rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1% is determined. At least one is present in the range of 10 ° C.
- the self-adhesive member is composed of a self-adhesive sheet, and the self-adhesive sheet satisfies the above requirement 1.
- the sealing member of the present disclosure can provide a sealing member having excellent airtightness of the opening / closing portion in an environment close to room temperature.
- the excellent airtightness of the opening / closing part means that the opening / closing part is excellent in the state where the penetrating member such as a tube is fixed to the opening / closing part, and that other members such as the penetrating member are not fixed to the opening / closing part. It means that the opening and closing part of the state is excellent in airtightness.
- the sealing member of the present disclosure is arranged so that the self-adhesive surfaces of the self-adhesive sheet having the self-adhesive surface face each other, and the self-adhesive surfaces are detachable and therefore face each other.
- the self-adhesive surfaces are separated from each other to form an opening, and the self-adhesive surfaces facing each other are adhered to each other to close the opening.
- the above-mentioned penetrating member is intended to be a member having a size capable of passing through an opening obtained by the sealing member of the present disclosure, and a member capable of passing through the opening. That is, the penetrating member is not limited to the member itself having a penetrating portion. Further, the penetrating member may be sandwiched between the self-adhesive surfaces forming the opening when the opening of the sealing member of the present disclosure is closed.
- FIG. 9 is a schematic view showing an embodiment of a self-adhesive member used for surrounding the opening / closing portion.
- self-adhesive members surrounding the opening / closing portion for example, two self-adhesive members having an appropriate thickness as shown in FIG. 9 are prepared in the same size.
- the prepared self-adhesive member is cut out along the cutting line a1 and bent in the vertical direction along the bending line a2 with the bending direction a3, so that the length l of the opening / closing portion and the width w of the opening / closing portion become desired values. Process as follows.
- the thickness (t) of the self-adhesive member may be adjusted as appropriate.
- the thickness (t) of the self-adhesive member can be adjusted by the outer diameter of the penetrating member when there is a member (also referred to as a penetrating member) sandwiched in the opening / closing portion.
- t When the outer diameter of the penetrating member is relatively large (for example, 10 ⁇ to 30 ⁇ ), t may be set relatively thick (for example, 100 ⁇ m to 250 ⁇ m).
- t may be set relatively thick (for example, 50 ⁇ m to 150 ⁇ m).
- FIG. 10 is a schematic view for explaining a method of manufacturing an opening / closing portion by superimposing processed self-adhesive members.
- each of the self-adhesive members a4 having the thickness t after processing is overlapped with the vertical direction as the overlapping direction a5 so that the surfaces cut out in the above processing face each other. Thereby, an opening / closing portion surrounded by the self-adhesive member can be obtained.
- the sealing member of the present disclosure includes a self-adhesive member having a self-adhesive surface, and the self-adhesive member contains a polymer satisfying the following requirement 1.
- the polymer has a temperature at which the maximum value of the loss tangent (tan ⁇ ) measured by dynamic viscoelasticity measurement under the conditions of a temperature rise rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1% is determined. At least one is present in the range of 10 ° C. or higher and 100 ° C. or lower, and the maximum value is 0.5 or higher and 3.5 or lower.
- the self-adhesive member is composed of a self-adhesive sheet, and the self-adhesive sheet satisfies the above requirement 1.
- the self-adhesive member including the above structure gradually softens as the temperature approaches human skin of about 30 ° C. to 35 ° C. Then, the adhesive portion can be peeled off with a slight external force to secure the opening. Further, the self-adhesive member including the above configuration is softened by raising the temperature to about 36 ° C. to 40 ° C. with the opening secured, and the adhesive force is maximized, so that the penetrating member is easily sandwiched in the opening. be able to. As a result, by sandwiching the penetrating member in the opening and then closing the self-adhesive member, the adhesive surface can be satisfactorily adhered in a state where the penetrating member is sandwiched in the opening.
- the self-adhesive member of the present disclosure is excellent in the airtightness of the opening / closing portion. Further, as described above, the sealing member of the present disclosure is also excellent in the ease of opening and closing the opening / closing portion.
- the self-adhesive member has a self-adhesive surface arranged in the opening / closing part.
- the self-adhesive surfaces are arranged so as to face each other. Further, the opening / closing portion opens when the opposing self-adhesive surfaces are separated from each other, and closes when the opposing self-adhesive surfaces adhere to each other. Thereby, the opening and closing of the opening / closing part can be adjusted. In addition, the sealing property of the sealing member can be improved in the closed state.
- the self-adhesive member contains a polymer that satisfies the following requirement 1.
- the polymer has a temperature at which the maximum value of the loss tangent (tan ⁇ ) measured by dynamic viscoelasticity measurement under the conditions of a temperature rise rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1% is determined. At least one is present in the range of 10 ° C. or higher and 100 ° C. or lower, and the maximum value is 0.5 or higher and 3.5 or lower.
- the self-adhesive surface is a force that takes time compared to a force such as a momentary impact by increasing the loss tangent (tan ⁇ ) of the polymer in a relatively low frequency region of 1.59 Hz (frequency 1.59 Hz). It becomes easier to follow (also called slow force). Therefore, when the self-adhesive surfaces are adhered to each other, the surface shapes of the self-adhesive surfaces follow each other due to the force applied during use after the adhesion, and the force to peel them off (especially in the surface direction). It is presumed that the fixing force increases with respect to the force).
- the self-adhesive surface contains a polymer whose maximum loss tangent value is within the above range in the range of 10 ° C. or higher and 100 ° C. or lower, so that most of the mechanical energy given at the time of deformation is converted into thermal energy. It is possible and can absorb a lot of energy, so it is thought that the restoration speed after deformation will be slow. As a result, it is considered that the deformation can be well followed while maintaining the flexibility of the self-adhesive surface, and as a result, the fixing property can be improved.
- the polymer preferably has at least one temperature in the range of at least 10 ° C. or higher and 80 ° C. or lower, which indicates the maximum value of the loss tangent (tan ⁇ ), and is in the range of 10 ° C. or higher and 60 ° C. or lower. It is more preferable that there is one or more in the range of 10 ° C. or higher and 50 ° C. or lower, and it is particularly preferable that there is one in the range of 10 ° C. or higher and 50 ° C. or lower.
- the self-adhesive member comes into contact with the human skin at about 36 to 40 ° C., or when the self-adhesive member is arranged at a position close to the human body, it softens and the adhesive force between the self-adhesive surfaces is maximized. As a result, the self-adhesive surfaces can be brought into close contact with each other more easily.
- the self-adhesive member is maintained in a temperature range other than the above temperature range (for example, room temperature of 23 ° C.), the solidified state is maintained as it is and good adhesion can be obtained. As a result, the self-adhesive surfaces can be more firmly adhered to each other.
- the maximum value of the loss tangent of the polymer is 0.5 or more and 3.5 or less. From the above viewpoint, it is preferably 0.8 or more, more preferably 1.0 or more, further preferably 1.2 or more, and particularly preferably 2.0 or more. In the polymer in the present disclosure, the maximum value of the loss tangent is preferably 3.0 or less, and more preferably 2.8 or less. Thereby, the performance balance of flexibility and shape followability can be further improved while obtaining the fixability of the self-adhesive member in the present disclosure.
- the loss tangent (tan ⁇ ) of the polymer is measured by dynamic viscoelasticity measurement under the conditions of a heating rate of 4 ° C./min, a frequency of 1.59 Hz, and a strain amount of 0.1%. ..
- a self-adhesive member containing a polymer is cut into a test piece having a length of 50 mm and a width of 5 mm, and has a frequency of 1.59 Hz, a heating rate of 4 ° C./min, a measurement temperature range of 0 ° C. to 110 ° C., and a strain amount of 0.1%. It can be measured using a rheometer under the conditions of a distance between chucks of 20 mm and a tension mode.
- the loss tangent of the polymer in the present disclosure includes, for example, (1) the type and blending ratio of the 4-methyl-1-pentene polymer (a1) described later, (2) the presence or absence of cross-linking of the sheet, and (3) self-adhesion. It is possible to control within the above range by appropriately adjusting the member molding method and the like. Specifically, for example, the mixing ratio of the 4-methyl-1-pentene polymer (a1) in the self-adhesive member may be increased, and the sheet may not be crosslinked.
- the polymer is preferably uncrosslinked from the viewpoint of improving the fixability. That is, the self-adhesive member in the present disclosure is preferably an uncrosslinked sheet that has not been subjected to a cross-linking treatment such as ionization radiation cross-linking using an electron beam or ⁇ -ray, for example.
- a cross-linking treatment such as ionization radiation cross-linking using an electron beam or ⁇ -ray, for example.
- any polymer satisfying the above-mentioned (Requirement 1) can be used without particular limitation.
- the polymer include olefin-based polymers, and among them, 4-methyl-1-pentene-based polymers are preferable.
- the polymer in the present disclosure preferably contains 4-methyl-1-pentene polymerization (a1). As a result, the maximum value of the loss tangent (tan ⁇ ) can be made larger.
- the 4-methyl-1-pentene polymer (a1) in the present disclosure includes a structural unit (c1) derived from 4-methyl-1-pentene and 2 to 20 carbon atoms other than 4-methyl-1-pentene.
- a 4-methyl-1-pentene / ⁇ -olefin copolymer (c) containing a structural unit (c2) derived from ⁇ -olefin is preferable. That is, the polymer in the present disclosure contains a 4-methyl-1-pentene polymer, and the 4-methyl-1-pentene polymer is a constituent unit derived from 4-methyl-1-pentene and 4-methyl-1-. It is preferable to include a structural unit derived from ⁇ -olefin having 2 to 20 carbon atoms other than 1-pentene.
- ⁇ -olefin having 2 to 20 carbon atoms does not contain 4-methyl-1-pentene unless otherwise specified.
- the 4-methyl-1-pentene / ⁇ -olefin copolymer (c) in the present disclosure includes a constituent unit (c1) and a constituent unit (c2) from the viewpoint of further improving the flexibility and fixability of the self-adhesive member.
- the content of the constituent unit (c1) is 10 mol% or more and 90 mol% or less
- the content of the constituent unit (c2) is 10 mol% or more and 90 mol% or less. Is preferable.
- the 4-methyl-1-pentene / ⁇ -olefin copolymer (c) in the present disclosure is composed of a constituent unit (c1) from the viewpoint of improving the flexibility and mechanical properties of the self-adhesive member.
- the content of the constituent unit (c1) is 30 mol% or more and 90 mol% or less, and the content of the constituent unit (c2) is 10 mol% or more and 70 mol. % Or less, the content of the constituent unit (c1) is 50 mol% or more and 90 mol% or less, and the content of the constituent unit (c2) is 10 mol% or more and 50 mol% or less.
- the content of the structural unit (c1) is 60 mol% or more and 90 mol% or less, and the content of the structural unit (c2) is 10 mol% or more and 40 mol% or less. It is particularly preferable that the content of (c1) is 65 mol% or more and 90 mol% or less, and the content of the constituent unit (c2) is 10 mol% or more and 35 mol% or less.
- examples of the ⁇ -olefin having 2 to 20 carbon atoms used in the 4-methyl-1-pentene / ⁇ -olefin copolymer (c) include linear or branched ⁇ -olefins. Examples thereof include cyclic olefins, aromatic vinyl compounds, conjugated dienes, functionalized vinyl compounds and the like, and linear ⁇ -olefins are preferable.
- the number of carbon atoms of the linear ⁇ -olefin is preferably 2 to 10, more preferably 2 to 5, and even more preferably 2 to 3.
- Examples of the linear ⁇ -olefin include ethylene, propylene, 1-butene, 1-pentene and the like, and ethylene, propylene, 1-butene, 1-pentene, 1-hexene, 1-octene and 1-decene.
- One or more selected from, and at least one selected from ethylene and propylene are more preferred.
- the number of carbon atoms of the branched ⁇ -olefin is preferably 5 to 20, more preferably 5 to 15.
- Examples of the branched ⁇ -olefin include 3-methyl-1-butene, 3-methyl-1-pentene, 3-ethyl-1-pentene and the like.
- the number of carbon atoms of the cyclic olefin is preferably 5 to 15.
- Examples of the cyclic olefin include cyclopentene, cyclohexene, cycloheptene, norbornene, 5-methyl-2-norbornene, tetracyclododecene, vinylcyclohexane and the like.
- aromatic vinyl compound examples include styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, o, p-dimethylstyrene, o-ethylstyrene, m-ethylstyrene, and p-.
- aromatic vinyl compound examples include mono such as ethyl styrene or polyalkyl styrene.
- the number of carbon atoms of the conjugated diene is preferably 4 to 20, more preferably 4 to 10.
- conjugated diene examples include 1,3-butadiene, isoprene, chloroprene, 1,3-pentadiene, 2,3-dimethylbutadiene, 4-methyl-1,3-pentadiene, 1,3-hexadiene, and 1,3-.
- Octadien and the like can be mentioned.
- Examples of the functionalized vinyl compound include hydroxyl group-containing olefins, halogenated olefins, (meth) acrylic acids, propionic acids, 3-butenoic acids, 4-pentenoic acids, 5-hexenoic acids, 6-heptenoic acids, and 7-octenes.
- Unsaturated carboxylic acids such as acids, 8-nonenoic acid, 9-decenoic acid, 10-undecenoic acid and their acid anhydrides and unsaturated amines such as acid halides, allylamines, 5-hexeneamines and 6-hepteneamines, (2, 7-Octadienyl) succinic acid anhydride, pentapropenyl succinic acid anhydride, unsaturated epoxy compound, ethylenically unsaturated silane compound and the like can be mentioned.
- the hydroxyl group-containing olefin include linear or branched terminal hydroxylated ⁇ -olefins having 2 to 20 carbon atoms, preferably 2 to 15 carbon atoms.
- the halogenated olefin include linear or branched halogenated ⁇ -olefins having 2 to 20 carbon atoms, preferably 2 to 15 carbon atoms.
- ⁇ -olefins having 2 to 20 carbon atoms can be used alone or in combination of two or more.
- ethylene and propylene are preferable, but propylene is particularly preferable because it can improve flexibility and the like.
- the 4-methyl-1-pentene / ⁇ -olefin copolymer (c) contains a structural unit (c1) and a structural unit other than the structural unit (c2) as long as the object of the present disclosure is not impaired. May be good.
- Other configurations include structural units derived from non-conjugated polyenes. Examples of the non-conjugated polyene include linear, branched or cyclic diene having a carbon atom number of preferably 5 to 20, more preferably 5 to 10, various norbornene, norbornadiene and the like. Among these, 5-vinylidene-2-norbornene and 5-ethylidene-2-norbornene are preferable.
- the ultimate viscosity [ ⁇ ] of the 4-methyl-1-pentene polymer in decalin at 135 ° C. in the present disclosure is 0.01 to 0.01 to improve the flexibility and mechanical strength of the self-adhesive member. It is preferably 5.0 dL / g, more preferably 0.1 to 4.0 dL / g, even more preferably 0.5 to 3.0 dL / g, and 1.0 to 2.8 dL. It is particularly preferable that it is / g.
- the density of the 4-methyl-1-pentene polymer in the present disclosure measured according to ASTM D 1505 (substitution method in water) is preferably 0.810 to 0.850 g / cm 3 , more preferably 0.820 to 0. .850 g / cm 3 , more preferably 0.830 to 0.850 g / cm 3 .
- the 4-methyl-1-pentene polymer in the present disclosure can be produced by various methods.
- the content of the 4-methyl-1-pentene polymer (a1) in the self-adhesive member in the present disclosure is not particularly limited, but is preferably 50% by mass or more when the total amount of the self-adhesive member is 100% by mass. More preferably 60% by mass or more, further preferably 65% by mass or more, still more preferably 70% by mass or more, particularly preferably 75% by mass or more, while preferably 100% by mass or less, more preferably 99.5% by mass. It is 9% by mass or less, more preferably 99% by mass or less, still more preferably 98% by mass or less, and particularly preferably 97% by mass or less. As a result, it is possible to obtain a self-adhesive member having an excellent balance of shock absorption, flexibility, shape followability, light weight, mechanical properties, handleability, appearance, moldability, moisture resistance and the like.
- the self-adhesive member in the present disclosure may contain components other than the above-mentioned 4-methyl-1-pentene polymer (a1).
- the self-adhesive member in the present disclosure excludes the sex-modified resin (a2) (however, the 4-methyl-1-pentene polymer (a1) in the present disclosure is excluded from the viewpoint of improving the appearance, touch, and fixability. ) May be contained.
- the modified resin (a2) in the present disclosure include one or more selected from thermoplastic resins, thermoplastic elastomers and rubbers.
- thermoplastic resin examples include low-density polyethylene (also referred to as LDPE), medium-density polyethylene, high-density polyethylene, and high-pressure.
- LDPE low-density polyethylene
- medium-density polyethylene high-density polyethylene
- high-pressure high-pressure
- Method Low density polyethylene also called LLDPE
- polypropylene poly1-butene, poly4-methyl-1-pentene, poly3-methyl-1-butene, ethylene / ⁇ -olefin copolymer, propylene / ⁇ -olefin Polymers, 1-butene / ⁇ -olefin copolymers, cyclic olefin copolymers, thermoplastic polyolefin resins such as chlorinated polyolefins; aliphatic polyamides (nylon 6, nylon 11, nylon 12, nylon 66, nylon 610, nylon) 612), Thermoplastic polyamide resin such as polyether blockamide copolymer; Thermoplastic polyester resin such as polyethylene terephthalate and polybutylene terephthalate; Thermoplastic vinyl aromatic resin such as polystyrene, ABS resin and AS resin; Chloride Vinyl resin; vinylidene chloride resin; acrylic resin; ethylene / vinyl acetate copolymer;
- examples of the rubber include ethylene / ⁇ -olefin / diene copolymer rubber, propylene / ⁇ -olefin / diene copolymer rubber and the like.
- examples of the thermoplastic elastomer include olefin-based elastomers, styrene-based elastomers, acid-modified styrene-based elastomers, vinyl chloride-based elastomers, urethane-based elastomers, ester-based elastomers, and amide-based elastomers.
- these modified resins (a2) may be acid-modified with acrylic acid, methacrylic acid, maleic acid or the like. These modified resins (a2) may be used alone or in combination of two or more.
- low density polyethylene low density polyethylene, medium density polyethylene, high density polyethylene, high pressure method low density polyethylene, polypropylene, poly 1-butene, poly 4-methyl-1-pentene, poly 3-methyl- One or more selected from 1-butene, ethylene / ⁇ -olefin copolymer, propylene / ⁇ -olefin copolymer, 1-butene / ⁇ -olefin copolymer is preferable, and polyethylene, polypropylene, poly 1 -Buten, poly 4-methyl-1-pentene, ethylene / ⁇ -olefin copolymer, propylene / ⁇ -olefin copolymer, 1-butene / ⁇ -olefin copolymer, ethylene / vinyl acetate copolymer, poly One or more selected from ether blockamide, ionomer, fluorine-based resin, acid-modified fluorine-based resin, rosin-based resin, terpen
- those having appropriate compatibility with the 4-methyl-1-pentene polymer (a1) in the present disclosure are more preferable.
- vinyl SIS product name: Hybler, brand 5127) manufactured by Kuraray
- vinyl SEPS product name: Hybler, brand 7125
- SEBS SEBS manufactured by Asahi Kasei Corporation
- the self-adhesive member in the present disclosure may be used alone or in combination of two or more of these modified resins (a2).
- the content of the modified resin (a2) in the self-adhesive member in the present disclosure is not particularly limited, but when the total amount of the self-adhesive member is 100% by mass, it is preferably 0.5% by mass or more, more preferably 1% by mass. % Or more, more preferably 2% by mass or more, still more preferably 3% by mass or more, preferably 50% by mass or less, more preferably 40% by mass or less, still more preferably 35% by mass or less, still more preferably 30. It is mass% or less, particularly preferably 25 mass% or less.
- the content of the modified resin (a2) is at least the above lower limit value, the appearance, touch, fixability, etc. of the self-adhesive member in the present disclosure can be further improved.
- the content of the modified resin (a2) is not more than the above upper limit value, the performance balance such as fixability and flexibility of the self-adhesive member in the present disclosure can be further improved.
- the self-adhesive member in the present disclosure includes heat-resistant stabilizers, antioxidants, ultraviolet absorbers, pigments, antioxidants, copper damage inhibitors, flame retardants, neutralizers, plasticizers, nucleating agents, as required.
- Additives such as weather-resistant stabilizers, light-resistant stabilizers, anti-aging agents, fatty acid metal salts, softeners, dispersants, colorants, lubricants, natural oils, synthetic oils, and waxes may be added.
- plasticizers, softeners, natural oils and synthetic oils are used to adjust the temperature and the maximum value of the loss tangent, which are the maximum values of the loss tangent (tan ⁇ ) of the solid viscoelasticity of the self-adhesive member in the present disclosure.
- the type and the amount of addition may be controlled.
- each component is dry-blended, a tumbler mixer, a Banbury mixer, a single-screw extruder, a twin-screw extruder, a high-speed twin-screw extruder, and a thermal roll. It can be prepared by mixing or melting and kneading with the like.
- the self-adhesive member in the present disclosure may be a single layer or a multi-layer.
- at least one layer may be a layer containing a 4-methyl-1-pentene polymer (a1), and two or more layers may contain a 4-methyl-1-pentene polymer (a1). good.
- the self-adhesive member in the present disclosure preferably has an arithmetic average roughness Ra of the self-adhesive surface of 0.01 ⁇ m to 10 ⁇ m.
- the arithmetic mean roughness Ra of the self-adhesive surface is more preferably 0.02 ⁇ m to 8 ⁇ m, and further preferably 0.03 ⁇ m to 5 ⁇ m.
- the self-adhesive member in the present disclosure has a ten-point average roughness Rz of the self-adhesive surface preferably 0.1 ⁇ m to 50 ⁇ m, more preferably 0.2 ⁇ m to 40 ⁇ m, and further. It is preferably 0.3 ⁇ m to 20 ⁇ m.
- Rz ten-point average roughness
- the self-adhesive member in the present disclosure preferably has an arithmetic average roughness Ra of the self-adhesive surface in the range of 0.01 ⁇ m to 10 ⁇ m and a ten-point average roughness Rz of 0.1 ⁇ m to 50 ⁇ m.
- the method for adjusting the surface roughness of the self-adhesive surface in the present disclosure is not particularly limited, and a known method can be used. , A method of sandwiching an interleaving paper (separator) between sheets and transferring the surface shape of the interleaving paper, polishing, blasting, or the like may be performed.
- Arithmetic mean roughness Ra and ten-point average roughness Rz are measured according to JIS B0610-2001. Specifically, according to JIS B0610-2001, a surface roughness shape measuring machine (for example, Surfcom 1400D, manufactured by Tokyo Seimitsu Co., Ltd.) is used to measure the surface of the self-adhesive member at a measurement length of 40 mm and a measurement speed of 0.15 mm / sec. Arithmetic mean roughness Ra and ten-point average roughness Rz are measured. This measurement is performed three times, and the average value of each is taken as the arithmetic average roughness Ra ( ⁇ m) and the ten-point average roughness Rz ( ⁇ m).
- a surface roughness shape measuring machine for example, Surfcom 1400D, manufactured by Tokyo Seimitsu Co., Ltd.
- the thickness of the self-adhesive member in the present disclosure is not particularly limited, but is preferably in the range of 0.01 mm or more and 30 mm or less, more preferably in the range of 0.01 mm or more and 10 mm or less, and further preferably 0.02 mm or more and 5 mm or less.
- the range is, particularly preferably 0.03 mm or more and 2 mm or less.
- the thickness of the self-adhesive member in the present disclosure By setting the thickness of the self-adhesive member in the present disclosure to the above lower limit value or more, a good balance of shape followability, mechanical properties, moldability, moisture resistance, etc. can be obtained while improving the fixing property.
- the thickness of the self-adhesive member in the present disclosure By setting the thickness of the self-adhesive member in the present disclosure to be equal to or less than the above upper limit value, it is possible to improve the lightness, appearance, and handleability while maintaining good fixing property.
- the shape of the self-adhesive member in the present disclosure is not particularly limited, but is preferably a sheet shape.
- the self-adhesive member in the present disclosure may have ventilation holes in order to enhance breathability, depending on the application.
- ventilation holes in order to enhance breathability, depending on the application.
- a large number of vents communicating with each other can be provided on the front and back by processing techniques such as mechanical punching, needle processing, laser perforation, and water jet.
- the density of the self-adhesive member in the present disclosure measured according to ASTM D 1505 (underwater substitution method) is preferably 0.3 to 1.5 g / cm 3 , and more preferably 0.5 to 1.2 g / cm 3. It is more preferably 0.8 to 0.9 g / cm 3 , and particularly preferably 0.83 to 0.85 g / cm 3 .
- the density of the self-adhesive member is the density measured according to ASTM D1505 (underwater substitution method). Specifically, it is calculated from the weight of each sample measured in water and air using, for example, ALFA MIRAGE electronic hydrometer MD-300S according to ASTM D1505 (underwater substitution method).
- the internal haze with respect to visible light is preferably 30% or less.
- the "internal haze” refers to a haze excluding the haze due to the shape of the outer surface of the self-adhesive member.
- the "internal haze” is a value measured at 25 ° C. for the self-adhesive member in accordance with JIS-K7105.
- the internal haze of the self-adhesive member in the present disclosure is preferably 30% or less, more preferably 20% or less, further preferably 13% or less, and particularly preferably 5% or less. It is even more preferably 2.0% or less, and even more preferably 1.0% or less.
- the lower the internal haze of the self-adhesive member in the present disclosure is, the better from the viewpoint of transparency, but from the viewpoint of balance with adhesiveness and the like, the lower limit is 0.01% or more. Is preferable. That is, the transparency of the self-adhesive member in the present disclosure can be evaluated by the internal haze.
- the transparency of the self-adhesive member in the present disclosure may be evaluated not only by the above-mentioned internal haze but also by the internal light transmittance.
- the "internal light transmittance” refers to the light transmittance excluding the influence of the shape of the outer surface of the self-adhesive member.
- the internal light transmittance of the self-adhesive member in the present disclosure is preferably 90.0% or more, more preferably 95.0% or more, further preferably 97.0% or more, particularly preferably 98.0% or more, 99. 0% or more is even more preferable, ideally 100%.
- the internal haze and internal light transmittance of the self-adhesive member in the present disclosure can be measured as follows.
- the internal haze of the self-adhesive member (hereinafter, also referred to as internal haze (H1)) in the present disclosure is obtained by the following method.
- haze (H2) (%) was measured by sandwiching only silicon oil (Shin-Etsu Silicone (trademark) manufactured by Shin-Etsu Chemical Co., Ltd., model number: KF96-100CS) between two glass plates in advance.
- the haze (H3) (%) is measured by sandwiching the self-adhesive member whose surface is uniformly coated with silicone oil between the two glass plates.
- the internal haze (H1) (%) of the self-adhesive member is obtained by taking these differences as in the following formula (1).
- Internal haze (H1) haze (H3) -haze (H2) (1)
- Haze (H2) and haze (H3) are measured using the following devices under the following measurement conditions.
- the light transmittance (T2) (%) is measured instead of the haze (H2) in the measurement of the haze (H2), and the haze (H3) is measured in the measurement of the haze (H3).
- the light transmittance (T3) (%) is measured instead of H3).
- the internal light transmittance (T1) (%) of the self-adhesive member is obtained by the following formula (2).
- Internal light transmittance (T1) 100- (light transmittance (T2) -light transmittance (T3)) (2)
- the sealing member of the present disclosure preferably further includes a release film arranged between the self-adhesive surfaces. This makes it possible to prevent the self-adhesive surfaces from adhering to each other until a desired time. That is, the sealing member of the present disclosure can include a release film arranged between the self-adhesive surface and the self-adhesive surface facing each other.
- release film examples include stretched polypropylene film (OPS), stretched polypropylene film (OPP), polyethylene terephthalate film (PET), and the like.
- OPS stretched polypropylene film
- OPP stretched polypropylene film
- PET polyethylene terephthalate film
- the method for producing the sealing member including the release film there is no particular limitation on the method for producing the sealing member including the release film.
- a release film may be interposed between the self-adhesive surface and the self-adhesive surface in advance.
- FIG. 11 is a schematic view showing an embodiment of the sealing member of the present disclosure attached to another material.
- the packaging material a7 is provided with a hole a8 through which the opening / closing portion a10 of the sealing member is passed.
- the opening / closing portion a10 is passed through the hole a8.
- the outer peripheral portion of the hole a8 is heat-sealed so that the packaging material a7 and the sealing member are integrated, and the heat-sealing portion a9 is provided.
- the sealing member of the present disclosure further includes a resin plate arranged on the side opposite to the self-adhesive surface with respect to the self-adhesive member, and the resin plate may satisfy the following requirements 2 to 4 below. preferable.
- the resin plate has a flexural modulus of 500 MPa to 2500 MPa (JIS K7171).
- the resin plate has a thickness of 500 ⁇ m to 3000 ⁇ m.
- the resin plate is provided with hinge structures at both ends.
- the resin plate preferably has a flexural modulus of 500 MPa to 2500 MPa measured in accordance with JIS K7171 (2016).
- a flexural modulus 500 MPa or more, a certain rigidity can be imparted to the resin plate, so that the self-adhesive member can be more firmly sandwiched and the opening / closing portion can be satisfactorily fixed.
- the flexural modulus is 2500 MPa or less, a certain degree of flexibility can be imparted to the resin plate, so that the opening and closing of the opening / closing portion can be satisfactorily operated.
- the flexural modulus of the resin plate measured in accordance with JIS K7171 (2016) is more preferably 800 MPa to 2300 MPa, further preferably 800 MPa to 1500 MPa.
- the resin plate has a thickness of 500 ⁇ m to 3000 ⁇ m. As a result, the opening / closing portion can be opened / closed more easily. From the above viewpoint, the thickness of the resin plate is preferably 1000 ⁇ m to 2000 ⁇ m.
- the resin plate has a hinge structure at both ends. Since the resin plate satisfies the requirements 2 and 3 and further has hinge structures at both ends, the resin plate can be easily curved, so that the handleability can be improved.
- the sealing member of the present disclosure preferably includes a pair of resin plates arranged on the side opposite to the self-adhesive surface with respect to the self-adhesive member.
- the method for forming the hinge structure is not particularly limited.
- both ends of the resin plate may be heat-sealed to form a hinge structure.
- the material of the resin plate is not particularly limited.
- hard vinyl chloride (PVC), high density polyethylene (HDPE), polypropylene (PP), polycarbonate (PC), polystyrene (ABS) and the like can be mentioned.
- the resin plate may be a plate made of various thermoplastic resins, may be a foam obtained by foaming a resin, or may be a laminate of several types of resins.
- the sealing member of the present disclosure preferably contains a cushioning material between the self-adhesive member and the resin plate.
- a cushioning material between the self-adhesive member and the resin plate.
- the airtightness of the opening / closing part in which the penetrating member such as a tube is fixed to the opening / closing part is excellent, and the airtightness of the opening / closing part in which other members such as the penetrating member are not fixed to the opening / closing part is also excellent.
- the penetrating member penetrating the opening / closing portion is not particularly limited.
- at least one of the sealing members of the present disclosure selected from the group consisting of tubes, catheters, cables and wires penetrates the opening / closing portion.
- at least one of the sealing members of the present disclosure selected from the group consisting of tubes, catheters, power cables, communication cables and wires penetrates the opening / closing portion.
- the thickness of the cushion material is not particularly limited. For example, when a penetrating member having a certain thickness is sandwiched between the opening and closing portions, it may be appropriately set depending on the thickness of the penetrating member.
- the thickness of the cushion material may be 5 mm to 20 mm, 7 mm to 15 mm, or 9 mm to 13 mm.
- the mode of the cushion material is not particularly limited as long as the adhesion of the opening / closing portion can be further improved when the self-adhesive member is brought into close contact with the resin plate by applying pressure.
- a resin such as polyethylene may be used, and high-pressure low-density polyethylene (also referred to as LLDPE) is preferable.
- the cushion material is preferably a foam material.
- FIG. 12 is a schematic view showing a sealing member including a cushion material.
- the sealing member having a thickness t includes an opening / closing portion a10 surrounded by a pair of cushioning materials a11 having a thickness T, and a release film a6 is included between the self-adhesive surfaces facing each other. That is, the cushion material a11 is included on the side opposite to the self-adhesive surface of the self-adhesive member.
- the heat-sealing portion a9 is formed by performing heat-sealing so that the sealing member and the packaging material a7 are integrated.
- FIG. 13 is a schematic view showing a sealing member including a resin plate and a cushioning material.
- the sealing member includes a pair of self-adhesive members, an opening / closing portion a10 surrounded by the self-adhesive members, and a release film a6 between the facing self-adhesive surfaces.
- the sealing member includes a resin plate a12 arranged on the side opposite to the self-adhesive surface, and includes a cushion material a11 between the self-adhesive member and the resin plate a12.
- the heat-sealing portion a9 is formed by performing heat-sealing so that the sealing member and the packaging material a7 are integrated.
- FIG. 14 is a schematic view showing a method of opening the opening / closing portion by separating the self-adhesive surfaces from each other.
- the hinge structures at both ends of the resin plate a12 are manually squeezed in the direction a13 to separate the resin plates, and the resin plate is added.
- a hole a8 is provided between the two. With the holes a8 provided, the release film a6 is pulled out in the direction of the arrow. At this time, the self-adhesive surfaces are separated from each other, and the opening / closing portion is open.
- FIG. 15 is a schematic view showing a method of penetrating the penetrating member through the opening / closing portion.
- the penetrating member a14 is passed through the hole a8 and inserted to an arbitrary position. As a result, the penetrating member a14 can be penetrated through the opening / closing portion. From the viewpoint of airtightness, it is preferable to remove dust, dust, water, oil, etc. from the penetrating member in advance before performing the penetrating.
- FIG. 16 is a schematic view showing a method of closing the opening / closing portion sandwiching the penetrating member. After penetrating the penetrating member a14, the manually applied addition is released in the closing direction a15 between the resin plates, and the penetrating member a14 is sandwiched between the resin plates a12. At this time, the opening / closing portion is closed with the penetrating member a14 penetrating the opening / closing portion.
- FIG. 17 is a schematic view showing a method of maintaining a state in which the opening / closing portion sandwiching the penetrating member is in close contact.
- the self-adhesive member in the present disclosure is, for example, by molding a resin composition containing a 4-methyl-1-pentene polymer (a1) or a 4-methyl-1-pentene polymer (a1) into a sheet.
- the molding apparatus and molding conditions are not particularly limited, and conventionally known molding apparatus and molding conditions can be adopted, and for example, known methods such as extrusion molding, inflation molding, and calendar ring molding can be applied. Above all, it is preferable to mold by an extrusion molding apparatus. Further, even when the self-adhesive member has a multi-layer structure, known methods such as coextrusion (extrusion using a multi-die) and various laminating methods can be appropriately applied.
- the packaging member of the present disclosure includes the sealing member of the present disclosure and a packaging material.
- the sealing member of the present disclosure has excellent airtightness of the opening / closing portion in an environment close to room temperature, and therefore has high airtightness in the internal region to be sealed. Therefore, by providing the packaging member of the present disclosure with the above configuration, the object to be packaged can be stored in an environment in which the growth of bacteria is suppressed.
- the packaging material is not particularly limited.
- a commercially available product may be used, for example, a Tedlar (registered trademark) bag may be used.
- the sealing member and the packaging member of the present disclosure can repeatedly open and close the opening and closing portion. Therefore, it can be widely applied to applications in which the opening / closing portion is repeatedly opened / closed / detached, and can be used in various industrial fields such as food, clothing, medical supplies, nursing care products, housing equipment, automobiles / aircraft, and the like.
- the sealing member of the present disclosure has excellent airtightness of the opening / closing portion in an environment close to room temperature, and therefore has high airtightness in the internal region to be sealed. As a result, for example, it is possible to suppress the growth of bacteria in the sealed internal region. Therefore, the sealing member of the present disclosure is preferably used for accommodating humans, animals, foods, pharmaceuticals, or cosmetics.
- ⁇ Measurement method> Measurement of dynamic viscoelasticity of the sheet
- the self-adhesive sheet was cut into strips having a length of 50 mm and a width of 5 mm to prepare test pieces.
- the distance between chucks was 20 mm
- the frequency was 1.59 Hz
- the strain amount was 0.1%
- the temperature rise rate was 4 ° C./min
- the tension mode was used.
- the temperature dependence of the dynamic viscoelasticity in the temperature range of 0 ° C. to 110 ° C. was measured under the conditions of. From the obtained graph, the temperature showing the maximum value of the loss tangent (tan ⁇ ) and the maximum value of the tan ⁇ were obtained respectively.
- Foaming agent Sodium hydrogen carbonate chemical foaming agent
- Example 1A ⁇ Preparation of sheet containing 4-methyl-1-pentene polymer>
- a device including a single-screw extrusion molding machine (cylinder inner diameter D: 65 mm, full flight screw, T die (die width: 750 mm), cooling roll, and take-up machine) was used.
- the 4-methyl-1-pentene polymer is put into an extrusion molding machine and melted and kneaded under the conditions of a temperature of 100 to 250 ° C. and a screw rotation speed of 23 rpm for each part of the cylinder so that the extrusion rate is 15 kg / hour. Extruded from T-die.
- the extruded sheet is cooled by a cooling roll (water flow temperature inside the roll is 20 ° C.), and is picked up using a pick-up machine (pick-up speed 1.3 m / min), sheet thickness 0.3 mm, and sheet width about 700 mm.
- -Methyl-1-pentene polymer sheet was obtained.
- the surface roughness of the sheet was adjusted by pressing the unevenness-processed interleaving paper against the surface of the obtained sheet to transfer the unevenness.
- Example 2A As the molding machine, a device including a single-screw extrusion molding machine (cylinder inner diameter D: 65 mm, full flight screw, T die (die width: 750 mm), cooling roll, and take-up machine) was used. First, the 4-methyl-1-pentene polymer is put into an extrusion molding machine and melted and kneaded under the conditions of a temperature of 100 to 250 ° C. and a screw rotation speed of 50 rpm for each part of the cylinder so that the extrusion rate is 23 kg / hour. Extruded from T-die.
- the extruded sheet is cooled by a cooling roll (water flow temperature inside the roll is 10 ° C.), and is picked up using a pick-up machine (pick-up speed 1.0 m / min), sheet thickness 0.6 mm, and sheet width about 700 mm.
- -Methyl-1-pentene polymer sheet was obtained.
- the surface roughness of the sheet was adjusted by pressing the unevenness-processed interleaving paper against the surface of the obtained sheet to transfer the unevenness.
- a device including a single-screw extrusion molding machine (cylinder inner diameter D: 65 mm, full flight screw, T die (die width: 750 mm), cooling roll, and take-up machine) was used.
- 97 wt% of 4-methyl-1-pentene polymer and 3 wt% of sodium hydrogen carbonate chemical foaming agent were put into an extrusion molding machine, and the temperature of each part of the cylinder was 100 to 220 ° C. and the screw rotation speed was 20 rpm (each).
- the component raw materials were melted and kneaded, and extruded from the T die so as to have an extrusion rate of 13 kg / hour.
- the extruded sheet is cooled by a cooling roll (water flow temperature inside the roll is 20 ° C.), and is picked up using a pick-up machine (pick-up speed 1.3 m / min), sheet thickness 0.5 mm, and sheet width about 700 mm.
- a foamed sheet of a -methyl-1-pentene polymer was obtained.
- a device including a single-screw extrusion molding machine (cylinder inner diameter D: 50 mm, full flight screw, T die (die width: 320 mm), cooling roll, and take-up machine) was used.
- cylinder inner diameter D 50 mm
- full flight screw 50 mm
- T die die width: 320 mm
- cooling roll and take-up machine
- 97 wt% of 4-methyl-1-pentene polymer and 3 wt% of sodium hydrogen carbonate chemical foaming agent were put into an extrusion molding machine, and the temperature of each part of the cylinder was 100 to 220 ° C. and the screw rotation speed was 10 rpm (each).
- the component raw materials were melted and kneaded, and extruded from the T die so as to have an extrusion rate of 3 kg / hour.
- the extruded sheet is cooled by a cooling roll (water flow temperature inside the roll is 25 ° C.) and picked up using a pick-up machine (pick-up speed 0.6 m / min), sheet thickness 0.5 mm, and sheet width about 280 mm.
- a foamed sheet of a -methyl-1-pentene polymer was obtained.
- composition of 4-Methyl-1-pentene Polymer The contents of 4-methyl-1-pentene and ⁇ -olefin in the 4-methyl-1-pentene polymer were quantified by 13 C-NMR.
- ⁇ Material> The raw materials used in Examples and Comparative Examples are shown below.
- Packaging material Gas barrier test bag "Tedlar Pack" with a capacity of 1 L (manufactured by GL Sciences Co., Ltd.) The tedler pack has two 6 ⁇ pinch cocks attached to it.
- Example 1C ⁇ 4-Methyl-1-pentene polymer>
- 4-methyl-1-pentene polymer was used.
- -4-Methyl-1-pentene polymer a copolymer of 4-methyl-1-pentene and propylene (content of structural units derived from 4-methyl-1-pentene: 72 mol%, composition derived from propylene) Unit content: 28 mol%)
- PET polyethylene terephthalate
- a hole was formed in one place on the surface of the gas barrier test bag "Tedlar Pack" (manufactured by GL Sciences Co., Ltd.) having a capacity of 1 L, which is a packaging material, so as to have the same length as the opening and closing part. ..
- the opening / closing part was passed through the hole so that the side in the length direction of the opening / closing part coincided with the hole. Then, by heat-sealing the outer peripheral portion of the hole to provide the heat-sealing portion, the opening and the packaging material were connected to obtain a sealing member.
- the sealing member was heated to 40 ° C. to 45 ° C. to improve the adhesiveness and flexibility, and the opening / closing portion was opened to remove the release film. Then, a "silicon tube" (manufactured by Labran Silicone Tube Co., Ltd., a penetrating member) having an outer diameter of 4 ⁇ , which sealed one of them, was sandwiched between the opening and closing parts, and the opening and closing part was manually closed. From the above, a packaging member including a sealing member was produced.
- Examples 2C to 8C and Comparative Example 1C to Comparative Example 4C were carried out in the same manner as in Example 1C except for the following points.
- the thickness, width and length of the self-adhesive member are changed as shown in Table 2, and the types and outer diameters of the penetrating members are shown in Table 2. Changed as described.
- cushioning materials having the materials, foaming ratios and thicknesses shown in Table 2 were formed on the sealing member.
- Examples 2C to 8C and Comparative Examples 1C to 4C a resin having a hinge structure at both ends and having the material, thickness, length and flexural modulus shown in Table 2 with respect to the sealing member. A plate was formed.
- the type of polymer was changed to 4-MP having a temperature indicating a maximum value of the loss tangent (tan ⁇ ) and a maximum value of the loss tangent (tan ⁇ ) shown in Table 2.
- the types of polymers are the temperature showing the maximum value of the loss tangent (tan ⁇ ) shown in Table 1 and the polypropylene (PP, Prime Polymer Co., Ltd.) having the maximum value of the loss tangent (tan ⁇ ). Made).
- the display of "-" means that the composition, numerical value or component corresponding to the item is not included.
- the indication of "-" in the items of "cushion material”, “resin plate” and “penetrating member” means that the sealing member does not include “cushion material”, “resin plate” and “penetrating member”.
- "PP 5 times foam” means a polypropylene plate having 5 times foam ("Palonia Super”, manufactured by Mitsui Chemicals Tohcello Co., Ltd.).
- PET means a polyethylene terephthalate (PET) plate ("three sheets of a PET film having a thickness of 0.2 mm (manufactured by Teijin Limited) bonded together).
- LDPE low density polyethylene
- HDPE high density polyethylene
- ABS polystyrene
- the packaging material according to the reference example does not include a sealing member. That is, the packaging material "Tedlar pack" itself is used as a packaging member.
- a pressure gauge can be inserted into one pinch cock and an air cinder with a capacity of 500 ml can be inserted into the other pinch cock to send air into the packaging member. I set it up.
- the air pressure in the packaging member was 150 mmHg, and the mixture was stored for 24 hours under the conditions of 23 ° C. and 50% relative humidity.
- the pressure and the amount of air inside the packaging member were measured.
- the average value of the pressure inside the packaging member before and after storage obtained for each of the five packaging members according to each example and comparative example is taken as the packaging member before and after storage of the packaging member according to each example and comparative example.
- the average value of the amount of air in the packaging member before and after storage obtained for each of the five packaging members according to each example and comparative example is taken before and after storage of the packaging member according to each example and comparative example. It is the amount of air in the packaging member in.
- A The opening and closing part could be opened only when a strong force was applied.
- B The opening and closing part could be opened only by applying a weak force.
- C The opening / closing part could be opened without applying force.
- an opening / closing portion is formed by including a self-adhesive member having a self-adhesive surface, and the self-adhesive surfaces face each other, and the opening / closing portion opens when the opposing self-adhesive surfaces are separated from each other.
- the opening / closing portion is excellent in airtightness. rice field.
- Comparative Examples 1 to 4 in which the temperature showing the maximum value of the loss tangent (tan ⁇ ) is 8 ° C. and the maximum value of the loss tangent (tan ⁇ ) is 0.08 are sealed as compared with Examples. It was inferior in sex.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
- Structure Of Printed Boards (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/910,069 US20230193087A1 (en) | 2020-03-19 | 2021-03-18 | Self-adhesive sheet |
| JP2022508441A JP7434527B2 (ja) | 2020-03-19 | 2021-03-18 | 自己粘着シート |
| CN202180022406.8A CN115298279B (zh) | 2020-03-19 | 2021-03-18 | 自粘着片 |
| EP21771571.3A EP4122351A4 (en) | 2020-03-19 | 2021-03-18 | SELF-ADHESIVE SHEET |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020048764 | 2020-03-19 | ||
| JP2020-048764 | 2020-03-19 | ||
| JP2020135699 | 2020-08-11 | ||
| JP2020-135699 | 2020-08-11 | ||
| JP2020177619 | 2020-10-22 | ||
| JP2020-177619 | 2020-10-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021187595A1 true WO2021187595A1 (ja) | 2021-09-23 |
Family
ID=77769496
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/011183 Ceased WO2021187595A1 (ja) | 2020-03-19 | 2021-03-18 | 自己粘着シート |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230193087A1 (https=) |
| EP (1) | EP4122351A4 (https=) |
| JP (1) | JP7434527B2 (https=) |
| CN (1) | CN115298279B (https=) |
| WO (1) | WO2021187595A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL442413A1 (pl) * | 2022-09-30 | 2024-04-02 | Masterpress Spółka Akcyjna | Sposób otrzymywania etykiety posiadającej drukowany czujnik wilgotności |
| WO2025173748A1 (ja) * | 2024-02-14 | 2025-08-21 | 株式会社村田製作所 | 伸縮性デバイス |
| WO2025173538A1 (ja) * | 2024-02-13 | 2025-08-21 | 株式会社村田製作所 | 伸縮性デバイス |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210339916A1 (en) * | 2020-05-01 | 2021-11-04 | Jinwoo Jang | Paste tube dispenser with a sealing body and methods of making and using same |
| JP7619513B1 (ja) * | 2024-05-16 | 2025-01-22 | artience株式会社 | 封止シート、表示パネル、及び表示パネルの製造方法 |
Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0241303A (ja) | 1988-07-15 | 1990-02-09 | Fina Technol Inc | シンジオタクチツクポリオレフインの製造方法及び触媒 |
| JPH03193796A (ja) | 1989-10-10 | 1991-08-23 | Fina Technol Inc | メタロセン化合物 |
| JPH08308611A (ja) * | 1995-05-23 | 1996-11-26 | Nitto Denko Corp | 面ファスナ |
| JP2001026073A (ja) * | 1999-07-13 | 2001-01-30 | Inoac Corp | 防水封止材 |
| WO2001027124A1 (en) | 1999-10-08 | 2001-04-19 | Mitsui Chemicals, Inc. | Metallocene compound, process for producing metallocene compound, olefin polymerization catalyst, process for producing polyolefin, and polyolefin |
| JP2001130598A (ja) * | 1999-08-26 | 2001-05-15 | Daiwa Gravure Co Ltd | 収納袋 |
| WO2001053369A1 (en) | 2000-01-21 | 2001-07-26 | Mitsui Chemicals, Inc. | Olefin block copolymers, production processes of the same and use thereof |
| JP2005238633A (ja) * | 2004-02-26 | 2005-09-08 | Mitsui Chemicals Inc | 自己接着性積層フィルム及びそれからなる包装材 |
| WO2011055803A1 (ja) | 2009-11-06 | 2011-05-12 | 三井化学株式会社 | 4-メチル-1-ペンテン・α-オレフィン共重合体、該共重合体を含む組成物および4-メチル-1-ペンテン共重合体組成物 |
| WO2012042878A1 (ja) * | 2010-09-29 | 2012-04-05 | テルモ株式会社 | 水分計 |
| JP2013194132A (ja) * | 2012-03-19 | 2013-09-30 | Mitsui Chemicals Inc | 粘着剤、積層体および表面保護フィルム |
| JP2016014129A (ja) * | 2014-03-14 | 2016-01-28 | 三井化学株式会社 | 樹脂組成物、フィルム、積層フィルム、積層体、イージーピール用材料およびカバーテープ |
| WO2016047321A1 (ja) * | 2014-09-25 | 2016-03-31 | 東レフィルム加工株式会社 | 組成物および積層体 |
| JP2017038931A (ja) * | 2015-08-21 | 2017-02-23 | 国立大学法人電気通信大学 | インターフェイス部品、インターフェイス装置、および、アシスト装置 |
| JP2018070676A (ja) | 2016-10-25 | 2018-05-10 | デンカ株式会社 | 自己粘着性シート及び保護材 |
| JP2018119138A (ja) * | 2017-01-20 | 2018-08-02 | 東レ株式会社 | 積層フィルム |
| JP2018532538A (ja) * | 2015-10-30 | 2018-11-08 | サバン ベンチャーズ ピーティーワイ リミテッド | プローブカバー |
| JP2020010052A (ja) | 2017-10-12 | 2020-01-16 | 大日本印刷株式会社 | 配線基板及び配線基板の製造方法 |
| JP2020047818A (ja) | 2018-09-20 | 2020-03-26 | エレファンテック株式会社 | プリント基板 |
| JP2020048764A (ja) | 2018-09-26 | 2020-04-02 | 株式会社三共 | 遊技機 |
| JP2020135699A (ja) | 2019-02-25 | 2020-08-31 | セイコーエプソン株式会社 | 表示方法及び表示装置 |
| JP2020177619A (ja) | 2019-04-17 | 2020-10-29 | 未來市股▲ふん▼有限公司 | 赤外線カメラによる対話型画像処理システム |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3299320B2 (ja) * | 1992-10-27 | 2002-07-08 | リケンテクノス株式会社 | ラップフィルム |
| CN102382224B (zh) * | 2004-06-10 | 2014-05-21 | 三井化学株式会社 | 烯烃系聚合物及其用途 |
| JP2008208173A (ja) * | 2007-02-23 | 2008-09-11 | Nitto Denko Corp | 表面保護シート |
| JP5446369B2 (ja) * | 2008-04-30 | 2014-03-19 | 東洋紡株式会社 | 粘着フィルム |
| JP5858696B2 (ja) * | 2010-10-01 | 2016-02-10 | 三菱樹脂株式会社 | 多孔性フィルム、電池用セパレータ及び電池 |
| JP2014001346A (ja) * | 2012-06-20 | 2014-01-09 | Sekisui Chem Co Ltd | 4−メチル−1−ペンテン・α−オレフィン共重合体および該共重合体を含む組成物からなる発泡体 |
| JP6129543B2 (ja) * | 2012-12-18 | 2017-05-17 | デンカ株式会社 | 自己粘着性フィルム、及びそれを用いた電線結束方法 |
| JP6282504B2 (ja) * | 2013-03-25 | 2018-02-21 | 三井化学株式会社 | 4−メチル−1−ペンテン共重合体組成物 |
| FR3005661B1 (fr) * | 2013-05-16 | 2016-06-10 | Novacel Sa | Film adhesif sensible a la pression et son utilisation pour la protection de surfaces |
| KR101500467B1 (ko) * | 2013-10-29 | 2015-03-12 | 닛토덴코 가부시키가이샤 | 적층체 |
| WO2017150430A1 (ja) * | 2016-03-03 | 2017-09-08 | 東レフィルム加工株式会社 | 積層フィルム |
| JP6866072B2 (ja) * | 2016-04-28 | 2021-04-28 | 三井化学株式会社 | 熱可塑性エラストマー樹脂組成物 |
| CN110234689A (zh) * | 2017-02-02 | 2019-09-13 | 三井化学株式会社 | 发泡体、聚烯烃系发泡片及复合体 |
| JP6920084B2 (ja) * | 2017-03-27 | 2021-08-18 | 三井化学株式会社 | 4−メチル−1−ペンテン共重合体組成物 |
| JP7238290B2 (ja) * | 2018-08-03 | 2023-03-14 | 東洋紡株式会社 | 積層フィルム。 |
-
2021
- 2021-03-18 EP EP21771571.3A patent/EP4122351A4/en active Pending
- 2021-03-18 JP JP2022508441A patent/JP7434527B2/ja active Active
- 2021-03-18 US US17/910,069 patent/US20230193087A1/en not_active Abandoned
- 2021-03-18 WO PCT/JP2021/011183 patent/WO2021187595A1/ja not_active Ceased
- 2021-03-18 CN CN202180022406.8A patent/CN115298279B/zh active Active
Patent Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0241303A (ja) | 1988-07-15 | 1990-02-09 | Fina Technol Inc | シンジオタクチツクポリオレフインの製造方法及び触媒 |
| JPH03193796A (ja) | 1989-10-10 | 1991-08-23 | Fina Technol Inc | メタロセン化合物 |
| JPH08308611A (ja) * | 1995-05-23 | 1996-11-26 | Nitto Denko Corp | 面ファスナ |
| JP2001026073A (ja) * | 1999-07-13 | 2001-01-30 | Inoac Corp | 防水封止材 |
| JP2001130598A (ja) * | 1999-08-26 | 2001-05-15 | Daiwa Gravure Co Ltd | 収納袋 |
| WO2001027124A1 (en) | 1999-10-08 | 2001-04-19 | Mitsui Chemicals, Inc. | Metallocene compound, process for producing metallocene compound, olefin polymerization catalyst, process for producing polyolefin, and polyolefin |
| WO2001053369A1 (en) | 2000-01-21 | 2001-07-26 | Mitsui Chemicals, Inc. | Olefin block copolymers, production processes of the same and use thereof |
| JP2005238633A (ja) * | 2004-02-26 | 2005-09-08 | Mitsui Chemicals Inc | 自己接着性積層フィルム及びそれからなる包装材 |
| WO2011055803A1 (ja) | 2009-11-06 | 2011-05-12 | 三井化学株式会社 | 4-メチル-1-ペンテン・α-オレフィン共重合体、該共重合体を含む組成物および4-メチル-1-ペンテン共重合体組成物 |
| WO2012042878A1 (ja) * | 2010-09-29 | 2012-04-05 | テルモ株式会社 | 水分計 |
| JP2013194132A (ja) * | 2012-03-19 | 2013-09-30 | Mitsui Chemicals Inc | 粘着剤、積層体および表面保護フィルム |
| JP2016014129A (ja) * | 2014-03-14 | 2016-01-28 | 三井化学株式会社 | 樹脂組成物、フィルム、積層フィルム、積層体、イージーピール用材料およびカバーテープ |
| WO2016047321A1 (ja) * | 2014-09-25 | 2016-03-31 | 東レフィルム加工株式会社 | 組成物および積層体 |
| JP2017038931A (ja) * | 2015-08-21 | 2017-02-23 | 国立大学法人電気通信大学 | インターフェイス部品、インターフェイス装置、および、アシスト装置 |
| JP2018532538A (ja) * | 2015-10-30 | 2018-11-08 | サバン ベンチャーズ ピーティーワイ リミテッド | プローブカバー |
| JP2018070676A (ja) | 2016-10-25 | 2018-05-10 | デンカ株式会社 | 自己粘着性シート及び保護材 |
| JP2018119138A (ja) * | 2017-01-20 | 2018-08-02 | 東レ株式会社 | 積層フィルム |
| JP2020010052A (ja) | 2017-10-12 | 2020-01-16 | 大日本印刷株式会社 | 配線基板及び配線基板の製造方法 |
| JP2020047818A (ja) | 2018-09-20 | 2020-03-26 | エレファンテック株式会社 | プリント基板 |
| JP2020048764A (ja) | 2018-09-26 | 2020-04-02 | 株式会社三共 | 遊技機 |
| JP2020135699A (ja) | 2019-02-25 | 2020-08-31 | セイコーエプソン株式会社 | 表示方法及び表示装置 |
| JP2020177619A (ja) | 2019-04-17 | 2020-10-29 | 未來市股▲ふん▼有限公司 | 赤外線カメラによる対話型画像処理システム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4122351A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL442413A1 (pl) * | 2022-09-30 | 2024-04-02 | Masterpress Spółka Akcyjna | Sposób otrzymywania etykiety posiadającej drukowany czujnik wilgotności |
| WO2025173538A1 (ja) * | 2024-02-13 | 2025-08-21 | 株式会社村田製作所 | 伸縮性デバイス |
| WO2025173748A1 (ja) * | 2024-02-14 | 2025-08-21 | 株式会社村田製作所 | 伸縮性デバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7434527B2 (ja) | 2024-02-20 |
| CN115298279A (zh) | 2022-11-04 |
| US20230193087A1 (en) | 2023-06-22 |
| EP4122351A4 (en) | 2024-04-10 |
| JPWO2021187595A1 (https=) | 2021-09-23 |
| EP4122351A1 (en) | 2023-01-25 |
| CN115298279B (zh) | 2024-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7434527B2 (ja) | 自己粘着シート | |
| JP6512389B1 (ja) | 伸縮性回路基板および物品 | |
| JP7154508B2 (ja) | 配線基板及び配線基板の製造方法 | |
| TWI770295B (zh) | 配線基板及配線基板的製造方法 | |
| CN111165077B (zh) | 配线基板和配线基板的制造方法 | |
| JP7249514B2 (ja) | 配線基板及び配線基板の製造方法 | |
| JP7480489B2 (ja) | 配線基板及び配線基板の製造方法 | |
| JP7251165B2 (ja) | 配線基板及び配線基板の製造方法 | |
| JP7400510B2 (ja) | 配線基板およびその製造方法 | |
| JP7249512B2 (ja) | 配線基板及び配線基板の製造方法 | |
| JP2019075500A (ja) | 伸縮性配線基板、伸縮性配線基板の製造方法及び電子部品付伸縮性配線基板 | |
| JP7486042B2 (ja) | 配線基板及び配線基板の製造方法 | |
| JP2022179155A (ja) | ピースセット | |
| JP2020155605A (ja) | 配線基板及び配線基板の製造方法 | |
| JP7383928B2 (ja) | 伸縮性デバイス | |
| JP2021044438A (ja) | 伸縮性デバイス | |
| JP2020123705A (ja) | 配線基板及び配線基板の製造方法 | |
| JP7383972B2 (ja) | 配線基板及び配線基板の製造方法 | |
| JP7216911B2 (ja) | 配線基板及び配線基板の製造方法 | |
| JP7236052B2 (ja) | 配線基板及び配線基板の製造方法 | |
| JP7216912B2 (ja) | 配線基板及び配線基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21771571 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022508441 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021771571 Country of ref document: EP Effective date: 20221019 |