WO2016159333A1 - 分離膜 - Google Patents
分離膜 Download PDFInfo
- Publication number
- WO2016159333A1 WO2016159333A1 PCT/JP2016/060861 JP2016060861W WO2016159333A1 WO 2016159333 A1 WO2016159333 A1 WO 2016159333A1 JP 2016060861 W JP2016060861 W JP 2016060861W WO 2016159333 A1 WO2016159333 A1 WO 2016159333A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- separation membrane
- layer
- membrane
- length
- ratio
- Prior art date
Links
- 239000012528 membrane Substances 0.000 title claims abstract description 408
- 238000000926 separation method Methods 0.000 title claims abstract description 263
- 229920002678 cellulose Polymers 0.000 claims abstract description 70
- 239000012510 hollow fiber Substances 0.000 claims description 78
- 239000004952 Polyamide Substances 0.000 claims description 50
- 229920002647 polyamide Polymers 0.000 claims description 50
- 229920000728 polyester Polymers 0.000 claims description 46
- 239000011800 void material Substances 0.000 claims description 40
- 150000001875 compounds Chemical class 0.000 claims description 32
- -1 polyethylene terephthalate Polymers 0.000 claims description 17
- 229920002292 Nylon 6 Polymers 0.000 claims description 9
- 229920008347 Cellulose acetate propionate Polymers 0.000 claims description 7
- 230000001747 exhibiting effect Effects 0.000 claims description 7
- 229920002302 Nylon 6,6 Polymers 0.000 claims description 6
- 238000009292 forward osmosis Methods 0.000 claims description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 6
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 6
- 238000001223 reverse osmosis Methods 0.000 claims description 6
- 238000001728 nano-filtration Methods 0.000 claims description 5
- 229920006217 cellulose acetate butyrate Polymers 0.000 claims description 4
- 239000012461 cellulose resin Substances 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 137
- 239000011342 resin composition Substances 0.000 description 59
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 50
- 239000000203 mixture Substances 0.000 description 48
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 40
- 239000000654 additive Substances 0.000 description 38
- 230000000996 additive effect Effects 0.000 description 37
- 239000002131 composite material Substances 0.000 description 31
- 238000005259 measurement Methods 0.000 description 30
- 238000002074 melt spinning Methods 0.000 description 30
- 239000004014 plasticizer Substances 0.000 description 29
- 238000001816 cooling Methods 0.000 description 27
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 24
- 238000000034 method Methods 0.000 description 23
- 239000003963 antioxidant agent Substances 0.000 description 19
- 150000003839 salts Chemical class 0.000 description 19
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 18
- 230000003078 antioxidant effect Effects 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 16
- 239000008188 pellet Substances 0.000 description 16
- 239000011148 porous material Substances 0.000 description 16
- 230000004907 flux Effects 0.000 description 15
- 230000000704 physical effect Effects 0.000 description 15
- 239000002994 raw material Substances 0.000 description 15
- 239000007864 aqueous solution Substances 0.000 description 14
- 238000009987 spinning Methods 0.000 description 14
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 13
- 239000002904 solvent Substances 0.000 description 13
- 238000006467 substitution reaction Methods 0.000 description 13
- 239000002202 Polyethylene glycol Substances 0.000 description 12
- 239000000805 composite resin Substances 0.000 description 12
- 238000002844 melting Methods 0.000 description 12
- 230000008018 melting Effects 0.000 description 12
- 229920001223 polyethylene glycol Polymers 0.000 description 12
- 239000001913 cellulose Substances 0.000 description 11
- 230000035699 permeability Effects 0.000 description 11
- 239000000523 sample Substances 0.000 description 11
- 239000007789 gas Substances 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 9
- 238000006068 polycondensation reaction Methods 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- 125000002777 acetyl group Chemical group [H]C([H])([H])C(*)=O 0.000 description 8
- 125000002252 acyl group Chemical group 0.000 description 8
- 229920002301 cellulose acetate Polymers 0.000 description 8
- 125000003827 glycol group Chemical group 0.000 description 8
- 230000001965 increasing effect Effects 0.000 description 8
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 229920001515 polyalkylene glycol Polymers 0.000 description 7
- WFDIJRYMOXRFFG-UHFFFAOYSA-N Acetic anhydride Chemical compound CC(=O)OC(C)=O WFDIJRYMOXRFFG-UHFFFAOYSA-N 0.000 description 6
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 6
- 238000009833 condensation Methods 0.000 description 6
- 230000005494 condensation Effects 0.000 description 6
- 239000013078 crystal Substances 0.000 description 6
- 125000001142 dicarboxylic acid group Chemical group 0.000 description 6
- 150000002148 esters Chemical class 0.000 description 6
- 239000000155 melt Substances 0.000 description 6
- 239000002243 precursor Substances 0.000 description 6
- 238000003756 stirring Methods 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 238000007654 immersion Methods 0.000 description 5
- 238000004898 kneading Methods 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 4
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 4
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 4
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- WOZVHXUHUFLZGK-UHFFFAOYSA-N dimethyl terephthalate Chemical compound COC(=O)C1=CC=C(C(=O)OC)C=C1 WOZVHXUHUFLZGK-UHFFFAOYSA-N 0.000 description 4
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 4
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 150000007524 organic acids Chemical group 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 238000005979 thermal decomposition reaction Methods 0.000 description 4
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- OKOBUGCCXMIKDM-UHFFFAOYSA-N Irganox 1098 Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)NCCCCCCNC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 OKOBUGCCXMIKDM-UHFFFAOYSA-N 0.000 description 3
- FDBMBOYIVUGUSL-UHFFFAOYSA-N OP(O)OP(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C Chemical compound OP(O)OP(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C FDBMBOYIVUGUSL-UHFFFAOYSA-N 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 229940105990 diglycerin Drugs 0.000 description 3
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 3
- 238000005886 esterification reaction Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 150000002334 glycols Chemical class 0.000 description 3
- 238000005374 membrane filtration Methods 0.000 description 3
- 239000011259 mixed solution Substances 0.000 description 3
- 229940049964 oleate Drugs 0.000 description 3
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 3
- 239000011780 sodium chloride Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- 238000004448 titration Methods 0.000 description 3
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 238000005406 washing Methods 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- 239000005711 Benzoic acid Substances 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical group [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 229920000572 Nylon 6/12 Polymers 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical group [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- QMKYBPDZANOJGF-UHFFFAOYSA-N benzene-1,3,5-tricarboxylic acid Chemical compound OC(=O)C1=CC(C(O)=O)=CC(C(O)=O)=C1 QMKYBPDZANOJGF-UHFFFAOYSA-N 0.000 description 2
- 235000010233 benzoic acid Nutrition 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 239000000460 chlorine Substances 0.000 description 2
- 229910052801 chlorine Inorganic materials 0.000 description 2
- 238000004581 coalescence Methods 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000007334 copolymerization reaction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 150000001991 dicarboxylic acids Chemical class 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 125000002791 glucosyl group Chemical group C1([C@H](O)[C@@H](O)[C@H](O)[C@H](O1)CO)* 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- 150000002314 glycerols Chemical class 0.000 description 2
- 238000009998 heat setting Methods 0.000 description 2
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 238000001471 micro-filtration Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 235000005985 organic acids Nutrition 0.000 description 2
- 239000002530 phenolic antioxidant Substances 0.000 description 2
- KJFMBFZCATUALV-UHFFFAOYSA-N phenolphthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2C(=O)O1 KJFMBFZCATUALV-UHFFFAOYSA-N 0.000 description 2
- 125000004437 phosphorous atom Chemical group 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 229920001748 polybutylene Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 229920006316 polyvinylpyrrolidine Polymers 0.000 description 2
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 2
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 2
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 2
- 125000001501 propionyl group Chemical group O=C([*])C([H])([H])C([H])([H])[H] 0.000 description 2
- CYIDZMCFTVVTJO-UHFFFAOYSA-N pyromellitic acid Chemical compound OC(=O)C1=CC(C(O)=O)=C(C(O)=O)C=C1C(O)=O CYIDZMCFTVVTJO-UHFFFAOYSA-N 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 229910000029 sodium carbonate Inorganic materials 0.000 description 2
- 150000005846 sugar alcohols Polymers 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- WVLBCYQITXONBZ-UHFFFAOYSA-N trimethyl phosphate Chemical compound COP(=O)(OC)OC WVLBCYQITXONBZ-UHFFFAOYSA-N 0.000 description 2
- 238000000108 ultra-filtration Methods 0.000 description 2
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical class O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 2
- GGAUUQHSCNMCAU-ZXZARUISSA-N (2s,3r)-butane-1,2,3,4-tetracarboxylic acid Chemical compound OC(=O)C[C@H](C(O)=O)[C@H](C(O)=O)CC(O)=O GGAUUQHSCNMCAU-ZXZARUISSA-N 0.000 description 1
- BYEAHWXPCBROCE-UHFFFAOYSA-N 1,1,1,3,3,3-hexafluoropropan-2-ol Chemical compound FC(F)(F)C(O)C(F)(F)F BYEAHWXPCBROCE-UHFFFAOYSA-N 0.000 description 1
- CEGRHPCDLKAHJD-UHFFFAOYSA-N 1,1,1-propanetricarboxylic acid Chemical compound CCC(C(O)=O)(C(O)=O)C(O)=O CEGRHPCDLKAHJD-UHFFFAOYSA-N 0.000 description 1
- ALVZNPYWJMLXKV-UHFFFAOYSA-N 1,9-Nonanediol Chemical compound OCCCCCCCCCO ALVZNPYWJMLXKV-UHFFFAOYSA-N 0.000 description 1
- JCTXKRPTIMZBJT-UHFFFAOYSA-N 2,2,4-trimethylpentane-1,3-diol Chemical compound CC(C)C(O)C(C)(C)CO JCTXKRPTIMZBJT-UHFFFAOYSA-N 0.000 description 1
- QWGRWMMWNDWRQN-UHFFFAOYSA-N 2-methylpropane-1,3-diol Chemical compound OCC(C)CO QWGRWMMWNDWRQN-UHFFFAOYSA-N 0.000 description 1
- YZTJKOLMWJNVFH-UHFFFAOYSA-N 2-sulfobenzene-1,3-dicarboxylic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1S(O)(=O)=O YZTJKOLMWJNVFH-UHFFFAOYSA-N 0.000 description 1
- LFBALUPVVFCEPA-UHFFFAOYSA-N 4-(3,4-dicarboxyphenyl)phthalic acid Chemical compound C1=C(C(O)=O)C(C(=O)O)=CC=C1C1=CC=C(C(O)=O)C(C(O)=O)=C1 LFBALUPVVFCEPA-UHFFFAOYSA-N 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- KXDHJXZQYSOELW-UHFFFAOYSA-N Carbamic acid Chemical class NC(O)=O KXDHJXZQYSOELW-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920001747 Cellulose diacetate Polymers 0.000 description 1
- DQEFEBPAPFSJLV-UHFFFAOYSA-N Cellulose propionate Chemical compound CCC(=O)OCC1OC(OC(=O)CC)C(OC(=O)CC)C(OC(=O)CC)C1OC1C(OC(=O)CC)C(OC(=O)CC)C(OC(=O)CC)C(COC(=O)CC)O1 DQEFEBPAPFSJLV-UHFFFAOYSA-N 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- 239000004970 Chain extender Substances 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Chemical class 0.000 description 1
- 235000021559 Fruit Juice Concentrate Nutrition 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 229920000577 Nylon 6/66 Polymers 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 1
- IIOPVJIGEATDBS-UHFFFAOYSA-N acetic acid;dodecanoic acid Chemical compound CC(O)=O.CCCCCCCCCCCC(O)=O IIOPVJIGEATDBS-UHFFFAOYSA-N 0.000 description 1
- SPTSIOTYTJZTOG-UHFFFAOYSA-N acetic acid;octadecanoic acid Chemical compound CC(O)=O.CCCCCCCCCCCCCCCCCC(O)=O SPTSIOTYTJZTOG-UHFFFAOYSA-N 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 238000005904 alkaline hydrolysis reaction Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- TZYHIGCKINZLPD-UHFFFAOYSA-N azepan-2-one;hexane-1,6-diamine;hexanedioic acid Chemical compound NCCCCCCN.O=C1CCCCCN1.OC(=O)CCCCC(O)=O TZYHIGCKINZLPD-UHFFFAOYSA-N 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 1
- ZFMQKOWCDKKBIF-UHFFFAOYSA-N bis(3,5-difluorophenyl)phosphane Chemical compound FC1=CC(F)=CC(PC=2C=C(F)C=C(F)C=2)=C1 ZFMQKOWCDKKBIF-UHFFFAOYSA-N 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 239000012267 brine Substances 0.000 description 1
- BMRWNKZVCUKKSR-UHFFFAOYSA-N butane-1,2-diol Chemical compound CCC(O)CO BMRWNKZVCUKKSR-UHFFFAOYSA-N 0.000 description 1
- 125000004063 butyryl group Chemical group O=C([*])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229920001727 cellulose butyrate Polymers 0.000 description 1
- 229920006218 cellulose propionate Polymers 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- FOTKYAAJKYLFFN-UHFFFAOYSA-N decane-1,10-diol Chemical compound OCCCCCCCCCCO FOTKYAAJKYLFFN-UHFFFAOYSA-N 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 239000000645 desinfectant Substances 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- ZMUCVNSKULGPQG-UHFFFAOYSA-N dodecanedioic acid;hexane-1,6-diamine Chemical compound NCCCCCCN.OC(=O)CCCCCCCCCCC(O)=O ZMUCVNSKULGPQG-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000003651 drinking water Substances 0.000 description 1
- 235000020188 drinking water Nutrition 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 230000032050 esterification Effects 0.000 description 1
- MCOFCVVDZHTYIX-UHFFFAOYSA-N ethane-1,1,1-tricarboxylic acid Chemical compound OC(=O)C(C)(C(O)=O)C(O)=O MCOFCVVDZHTYIX-UHFFFAOYSA-N 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000007850 fluorescent dye Substances 0.000 description 1
- 239000006081 fluorescent whitening agent Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- VLKZOEOYAKHREP-UHFFFAOYSA-N hexane Substances CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000008235 industrial water Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- 238000004255 ion exchange chromatography Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 210000003734 kidney Anatomy 0.000 description 1
- 150000003951 lactams Chemical class 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- UEGPKNKPLBYCNK-UHFFFAOYSA-L magnesium acetate Chemical compound [Mg+2].CC([O-])=O.CC([O-])=O UEGPKNKPLBYCNK-UHFFFAOYSA-L 0.000 description 1
- 239000011654 magnesium acetate Substances 0.000 description 1
- 235000011285 magnesium acetate Nutrition 0.000 description 1
- 229940069446 magnesium acetate Drugs 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 239000006224 matting agent Substances 0.000 description 1
- OJURWUUOVGOHJZ-UHFFFAOYSA-N methyl 2-[(2-acetyloxyphenyl)methyl-[2-[(2-acetyloxyphenyl)methyl-(2-methoxy-2-oxoethyl)amino]ethyl]amino]acetate Chemical compound C=1C=CC=C(OC(C)=O)C=1CN(CC(=O)OC)CCN(CC(=O)OC)CC1=CC=CC=C1OC(C)=O OJURWUUOVGOHJZ-UHFFFAOYSA-N 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- KHLCTMQBMINUNT-UHFFFAOYSA-N octadecane-1,12-diol Chemical compound CCCCCCC(O)CCCCCCCCCCCO KHLCTMQBMINUNT-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 125000001117 oleyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])/C([H])=C([H])\C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000011146 organic particle Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000005453 pelletization Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 238000005191 phase separation Methods 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 235000019448 polyvinylpyrrolidone-vinyl acetate copolymer Nutrition 0.000 description 1
- XRVCFZPJAHWYTB-UHFFFAOYSA-N prenderol Chemical compound CCC(CC)(CO)CO XRVCFZPJAHWYTB-UHFFFAOYSA-N 0.000 description 1
- 229950006800 prenderol Drugs 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- WYVAMUWZEOHJOQ-UHFFFAOYSA-N propionic anhydride Chemical compound CCC(=O)OC(=O)CC WYVAMUWZEOHJOQ-UHFFFAOYSA-N 0.000 description 1
- 239000008213 purified water Substances 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 239000013535 sea water Substances 0.000 description 1
- 239000010865 sewage Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- HPALAKNZSZLMCH-UHFFFAOYSA-M sodium;chloride;hydrate Chemical compound O.[Na+].[Cl-] HPALAKNZSZLMCH-UHFFFAOYSA-M 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000006228 supernatant Substances 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 238000002145 thermally induced phase separation Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 238000005809 transesterification reaction Methods 0.000 description 1
- 239000003643 water by type Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/08—Polysaccharides
- B01D71/12—Cellulose derivatives
- B01D71/14—Esters of organic acids
- B01D71/18—Mixed esters, e.g. cellulose acetate-butyrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
- B01D67/002—Organic membrane manufacture from melts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/02—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor characterised by their properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
- B01D69/081—Hollow fibre membranes characterised by the fibre diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1213—Laminated layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1218—Layers having the same chemical composition, but different properties, e.g. pore size, molecular weight or porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/08—Polysaccharides
- B01D71/12—Cellulose derivatives
- B01D71/14—Esters of organic acids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/08—Polysaccharides
- B01D71/12—Cellulose derivatives
- B01D71/14—Esters of organic acids
- B01D71/16—Cellulose acetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/48—Polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/56—Polyamides, e.g. polyester-amides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/04—Characteristic thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/24—Mechanical properties, e.g. strength
Definitions
- the present invention has a high membrane strength and high permeation performance, and contains as a main component at least one compound selected from the group consisting of cellulose esters, polyamides and polyesters. It is intended to provide a membrane.
- a separation membrane comprising as a main component at least one compound selected from the group consisting of cellulose ester, polyamide and polyester, At least one surface has a length (L 2 ) of 30 nm or more, a width (W 2 ) of 5 nm or more and 500 nm or less, and a length / width ratio L 2 / W 2 of 2 or more. Having a plurality of grooves, A separation membrane exhibiting a tensile modulus of 1,000 to 6,500 MPa.
- the present invention provides a separation membrane characterized by having an internal structure with specific voids.
- the weight average molecular weight (Mw) of the polyamide (E) is preferably 10,000 to 1,000,000. By setting Mw to 10,000 or more, it is preferable in that thermal decomposition during melt spinning can be suppressed, and that the membrane strength of the separation membrane can reach a practical level. By setting Mw to 1 million or less, it is preferable in that the melt viscosity can be prevented from becoming too high and stable melt spinning can be performed. Mw is more preferably 20,000 to 900,000, and further preferably 30,000 to 800,000.
- polyalkylene glycol examples include polyethylene glycol, polypropylene glycol, polybutylene glycol and the like having a weight average molecular weight of 400 to 2,000.
- the additive (C) include, for example, phthalate ester compounds, aliphatic dibasic acid esters, polyester compounds, epoxy compounds, phosphate ester compounds and trimellitic acid ester compounds, polyethylene glycol Also included are plasticizers such as polyalkylene glycol compounds such as polypropylene glycol and polybutylene glycol, glycerin compounds, caprolactone compounds, and derivatives thereof, which can be used alone or in combination. As the additive (C), diglycerin oleate and polyethylene glycol are preferable.
- the groove length (L 2 ) refers to the length of the groove in the longitudinal direction when the longest direction when the two points on the edge of the groove are connected is the longest direction of the groove.
- the width (W 2 ) of the groove refers to the length of the longest width when the direction perpendicular to the longitudinal direction of the groove and the direction perpendicular to the film thickness direction are defined as the width direction.
- additive (C) Specific examples of the additive (C) are the same as those described in the above section (1-3).
- the additive (C) may remain in the second layer after the composite resin composition is heated and melted to form the second layer of the composite separation membrane, but the additive (C) Part or all may elute from the second layer into the water. When it is eluted in water, the trace of the additive (C) being removed becomes voids in the film, and the permeation performance is improved.
- the thickness of the first layer is preferably 0.01 to 90 ⁇ m.
- the thickness of the first layer is 0.01 ⁇ m or more, good separation performance can be obtained.
- favorable transmission performance is obtained because the thickness of the first layer is 90 ⁇ m or less.
- the outer diameter of the hollow fiber is preferably 20 to 400 ⁇ m, more preferably 30 to 300 ⁇ m, from the viewpoint of achieving both effective membrane area when the module is filled and membrane strength. 40 to 200 ⁇ m is more preferable.
- the opening ratio H B of the second layer is preferably 5 to 50%, more preferably 10 to 40%, and even more preferably 15 to 30%. By setting the aperture ratio H B of the second layer within the above range, the transmission performance is improved.
- the method for adjusting the occupancy ratio and the open area ratio of the first layer and the second layer is not particularly limited.
- the above-described preferable types and amounts of the resin composition containing the plasticizer and / or additive are used. Examples include a method of forming a void by eluting a plasticizer and / or an additive into water from each layer of the composite separation membrane formed and used.
- the content of the plasticizer (B) in the total amount of raw materials is preferably 1 to 26% by weight in the resin composition forming the first layer.
- the content of the plasticizer (B) 1% by weight or more, the thermoplasticity of the cellulose ester (A), polyamide (E) or polyester (F), or a mixture thereof, and the permeability of the separation membrane are good. It will be something.
- the content of the plasticizer (B) is more preferably 5 to 24% by weight, still more preferably 14 to 22% by weight.
- the melted thermoplastic resin composition is extruded downward from the discharge hole of the spinneret attached to the lower part of the spin pack.
- the distance H from the lower surface of the spinneret to the upper end of the cooling device (chimney) is preferably 0 to 50 mm, more preferably 0 to 40 mm, and even more preferably 0 to 30 mm.
- the hollow fiber cooled by the cooling device is wound up by the winding device.
- the draft ratio that can be calculated by the winding speed / discharge speed is preferably 200 to 1,000, more preferably 300 to 900, and still more preferably 400 to 800.
- the measurement was performed by regarding the outer edge of the field of view as the outer edge of the air gap.
- the case where the outer edge that divides the gap forms an angle larger than 15 ° with respect to the length direction of the gap to be cut was excluded from the measurement target of the gap shape.
- the inside of the reactor was gradually heated from 250 ° C. to 280 ° C., and the pressure was reduced to 110 Pa.
- the time to reach the final temperature and final pressure was both 60 minutes.
- Plasticizer (B) Plasticizer (B1) Polyethylene glycol, weight average molecular weight 600 Plasticizer (B2) Polyvinylpyrrolidone (K30) (BASF) Plasticizer (B3) Polyethylene glycol, weight average molecular weight 1000
- the dried pellets were supplied to a twin screw extruder, melted at 235 ° C., and introduced into a melt spinning pack having a spinning temperature of 235 ° C. described in the table for spinning.
- the same nozzle hole as in Example 1 was used, and spinning was performed in the same manner as in Example 1 except for the spinning conditions described in Tables 3 and 4.
- a module equipped with this separation membrane was prepared and hydrophilized by immersion in a 10 wt% aqueous solution of isopropyl alcohol for 1 hour, and then the membrane permeation flux and separation performance were evaluated. The results are shown in Table 5.
- the resin compositions in Table 5 are shown in Table 7.
- the raw material was melt-kneaded at 270 ° C. with a twin-screw extruder so as to have the composition described in [Second Layer] resin composition in Table 6, pelletized, and composite resin composition for second layer Got.
- the pellets were vacuum dried at 80 ° C. for 15 hours.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Abstract
Description
(1)セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とする分離膜であり、
内部に、深さ(D1)が10nm以上500nm以下であり、長さ(L1)が30nm以上であり、かつ、長さと深さの比L1/D1が2以上の範囲にある空隙を複数有し、
1,000~6,500MPaの引張弾性率を示す、分離膜。
(2)セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とする分離膜であり、
少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上の範囲にある複数の溝を有し、
1,000~6,500MPaの引張弾性率を示す、分離膜。
(3)第1層および第2層を少なくとも備える分離膜であって、
前記第1層は、セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とし、
前記第1層の内部に、深さ(D1)が10nm以上500nm以下であり、長さ(L1)が30nm以上であり、かつ、長さと深さの比L1/D1が2以上の範囲にある空隙を複数有し、
引張弾性率が1,000~6,500MPaである分離膜。
(4)第1層および第2層を少なくとも備える分離膜であって、
前記第1層は、セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とし、
少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上の範囲にある複数の溝を有し、
引張弾性率が1,000~6,500MPaである分離膜。
(5)上記分離膜のいずれか1を備える膜モジュール。
また、本発明の膜は、1000~6,500MPaの引張弾性率を有することで、高い膜強度を発現するという効果を奏する。
(1)第1形態:分離膜(第1層)
本実施形態の分離膜(以下、膜ともいう。)は、セルロースエステル(A)、ポリアミド(E)又はポリエステル(F)からなる群より選択される少なくとも1種の化合物を主成分とする。つまり、主成分とは、セルロースエステル、ポリアミドもしくはポリエステル、またはこれらの化合物のうち2種類の混合物もしくは3種類の混合物であってもよい。以下、「これらの化合物のうち2種類の混合物もしくは3種類の混合物」を、単に「これらの混合物」と称する。なお、これら化合物および混合物は、「樹脂」あるいは「高分子」と表記することもできる。
(1-1-1)セルロースエステル(A)
セルロースエステル(A)の具体例としては、セルロースアセテート、セルロースプロピオネート、セルロースブチレート、及びセルロースのグルコースユニットに存在する3つの水酸基が、2種類以上のアシル基により封鎖された、セルロース混合エステル等が挙げられる。
0.1≦(アセチル基の平均置換度)≦2.6
0.1≦(他のアシル基の平均置換度)≦2.6
ポリアミド(E)としては、例えば、各種ラクタム類の開環重合、各種ジアミン類と各種ジカルボン酸類との重縮合、及び各種アミノカルボン酸類の重縮合等によって得られる各種ポリアミド類、ないしこれらの開環重合と重縮合とを組み合わせた共重合ポリアミド類等が挙げられる。上記ポリアミド類や共重合ポリアミド類としては、具体的には例えば、ナイロン6、ナイロン66、ナイロン610、ナイロン46、ナイロン612、ナイロン11、ナイロン12、ナイロン6/12共重合体(ε-カプロラクタムとラウロラクタムとの共重合体)及びナイロン6/66共重合体(ε-カプロラクタムとヘキサメチレンジアミン・アジピン酸のナイロン塩との共重合体)等のナイロンを挙げることができるが、これらに限定されるものではない。また、これらのポリアミドを2種類以上混練して使用することもできる。
ポリエステル(F)としては、例えば、グリコール部分及びジカルボン酸部分を有するポリエステルや、ポリ乳酸系重合体等が挙げられる。分離膜は、ポリエステル(F)として1種類の化合物のみ含有してもよいし、2種類以上の化合物を含有してもよい。
本発明の分離膜は、可塑剤(B)を含有することができる。可塑剤(B)は、溶融紡糸時に、主成分であるセルロースエステル、ポリアミドもしくはポリエステル、またはこれらの混合物が熱可塑化した後は、分離膜の中に残存してもよいし、分離膜の中から水中に溶出してもよい。可塑剤(B)が水中に溶出した場合、可塑剤が抜けた跡が膜中における細孔となり、透過性能が良好となる。
分離膜は、添加剤(C)を含有することができる。
分離膜は、酸化防止剤(D)を含有することができる。酸化防止剤としては、フェノール系酸化防止剤、リン系酸化防止剤などが好ましい。分離膜がセルロースエステルを含有する場合は、酸化防止剤として、特にリン系酸化防止剤が好ましく、特にペンタエリスリトール系化合物が好ましい。酸化防止剤を含有している場合、溶融紡糸時の熱分解が抑制され、その結果、膜強度の向上、膜への着色防止が可能となる。
分離膜の形状は、特に限定されないが、中空糸形状の膜(以下、中空糸膜という)又は、平面形状の膜(以下、平膜という)が好ましく採用される。このなかでも、中空糸膜は効率良くモジュールに充填することが可能であり、モジュールの単位体積当たりの有効膜面積を大きくとることができるためより好ましい。中空糸膜とは中空を有する糸状の膜である。
分離膜は、膜の内部に特定の形状の空隙を複数有する。図1に示すように、空隙は膜の断面で観察される。ここで言う空隙とは、断面において、深さ(膜厚方向の寸法、D1)が10nm以上500nm以下、長さ(空隙の長手方向の寸法、L1)が30nm以上であり、長さと深さの比L1/D1は2以上の構造を有する。
空隙の長さ(L1)とは、空隙の縁上の二点を結んだときに最も距離が長くなる方向を空隙の長手方向とした場合の、空隙の長手方向の長さをいう。
その理由として、まず、膜内部に空隙があることで、膜の実質的な厚みが減少する。さらに、空隙が、10nm以上500nm以下の深さ(D1)、30nm以上の長さ(L1)、2以上のL1/D1を有することで、膜と水の接触面積が効率的に増加し、膜が(つまり、主成分であるセルロースエステル、ポリアミドもしくはポリエステル、またはこれらの混合物)膨潤しやすくなる。これらにより透水性能が向上するものと考えられる。また、空隙の深さ(D1)が上述の上限値以下であることで、過度の薄膜化、膨潤、および空隙同士の合一を抑制でき、優れた塩除去率を発現するという効果を奏する。
本発明者らは、内部に特定の空隙構造を有する膜は、図1に示すように、膜表面に特定の溝構造を有しており、膜表面の溝構造は内部の空隙構造を反映していることを見出した。本形態の分離膜は、少なくとも一方の膜表面に特定の構造を備える溝を有することが好ましい。ここで言う溝とは、長さ(L2)は30nm以上、幅(W2)は5nm以上500nm以下の溝構造のことである。また、溝の長さと幅の比L2/W2は2以上であることが好ましい。
溝の幅(W2)とは、溝の長手方向に垂直な方向かつ、膜厚方向に垂直な方向を幅方向とした場合の、最も長い幅の長さをいう。
本実施形態の膜は、少なくとも第1層および第2層を備える複合分離膜である。
第1層としては、前記第1形態の分離膜の構成が採用される。
本形態の分離膜は、上述の第1層の他に、少なくとも第2層を備える。以下、複合分離膜を単に複合膜と呼ぶことがある。
第2層は、(1-1)項に記載のセルロースエステル(A)、ポリアミド(E)及びポリエステル(F)からなる群から選択される少なくとも1種の化合物を主成分として含有することが好ましい。
複合分離膜の第2層を構成する複合用樹脂組成物は、(1-2)に記載の可塑剤(B)を含有していてもよい。
複合分離膜の第2層を構成する複合用樹脂組成物は、(1-3)項に記載の添加剤(C)を含有していてもよい。添加剤(C)を含有している場合、特に水処理用膜として使用する際に透過性能の向上が可能となる。
複合分離膜の第2層を構成する複合用樹脂組成物は、(1-4)項に記載の酸化防止剤を含有することが好ましい。酸化防止剤の具体例は、前記(1-4)の項で述べたものと同様である。
複合膜における第1層、第2層は、それぞれ、厚み方向の断面構造が均質であることが好ましい。ここでいう断面構造が均質とは、倍率1,000倍の走査型電子顕微鏡で、前記した膜の厚み方向の断面について、膜の一方の表面側からもう一方の表面側に向かって、厚み方向に連続して観察した際に、構造の変化が確認できない状態を意味する。ここで膜の表面形状に影響した断面構造の歪み等については構造の変化とはみなさない。
複合分離膜において、第1層の厚みが、0.01~90μmであることが好ましい。第1層の厚みが0.01μm以上であることで、良好な分離性能が得られる。また、第1層の厚みが90μm以下であることで、良好な透過性能が得られる。
複合分離膜において、第1層の断面における空隙の占有率VA、第2層の開孔率HBは、以下の関係式を満たすことが好ましい。
VA<HB
第2形態の膜も、上述の第1形態の分離膜と同様の表面構造を有することができる。本形態にも適用される。特に、第1層が膜表面に位置する場合には、第1形態と同様の表面構造が得られる。
以上に述べた各形態の分離膜の物性について、以下に説明する。
分離膜は、特に水処理用膜として使用する際に良好な透過性能を発現するために、膜透過流束は3.0L/m2/day以上であることが好ましい。膜透過流束の測定条件は実施例にて詳細に説明する。膜透過流束は4.0L/m2/day以上であることがより好ましく、9.0L/m2/day以上であることがさらに好ましい。膜透過流束は高い方が好ましいが、塩阻止率とのバランスから上限は300L/m2/dayである。
分離膜は、特に水処理用膜として使用する際に良好な分離性能を発現するために、塩阻止率は30.0%~99.5%であることが好ましい。塩阻止率の測定条件は実施例にて詳細に説明する。塩阻止率は50.0~99.5%であることがより好ましく、80.0~99.5%であることがさらに好ましい。
分離膜は、1,000~6,500MPaの引張弾性率を示す。特に、分離膜の長手方向における引張弾性率がこの範囲内にあることが好ましい。ここで長手方向とは、製造時の機械方向のことである。引張弾性率の測定条件は実施例にて詳細に説明する。
分離膜は、良好な膜強度を発現するために、80MPa以上の引張強度を有することが好ましい。引張強度の測定条件は実施例にて詳細に説明する。引張強度は90MPa以上であることがより好ましく、100MPa以上であることがさらに好ましい。引張強度は高い方が好ましいが、実用上の上限は300MPaである。
分離膜には、本発明の効果を損なわない範囲で前述した以外の添加剤を含有してもよい。例えば、有機滑剤、結晶核剤、有機粒子、無機粒子、末端封鎖剤、鎖延長剤、紫外線吸収剤、赤外線吸収剤、着色防止剤、艶消し剤、抗菌剤、制電剤、消臭剤、難燃剤、耐候剤、帯電防止剤、抗酸化剤、イオン交換剤、消泡剤、着色顔料、蛍光増白剤、及び染料などが使用できる。
本発明の分離膜は、特に水処理に利用可能な膜である。水処理用膜としては、具体的には、精密濾過膜、限外濾過膜、ナノ濾過膜、逆浸透膜、正浸透膜、及びガス分離膜などが挙げられる。本発明の分離膜は特に、ナノ濾過膜、逆浸透膜、正浸透膜及びガス分離膜に好ましく適用される。
次に、本発明の分離膜を製造する方法について、分離膜が中空糸膜の場合を例に具体的に説明するが、これに限定されるものではない。
溶融紡糸とは、原料を加熱により融解することで、溶媒を含まない樹脂組成物を調製する工程と、次にこの樹脂組成物をスリット状の口金から吐出し、冷却により固化する工程とを含む、膜の形成方法である。溶融紡糸は、平膜および中空糸膜のいずれの製造にも適用可能である。
セルロースエステル(A)、ポリアミド(E)もしくはポリエステル(F)を主成分とする樹脂組成物を溶融紡糸法により中空糸化する際、紡糸温度(紡糸パックの温度)は、該樹脂組成物の示差走査熱量計(DSC)の昇温測定における結晶融解温度をTmとしたとき、(Tm+5℃)~(Tm+50℃)とすることが好ましい。DSCの測定条件は実施例にて詳細に説明する。
本発明の分離膜は、使用時には分離膜モジュールに組み込まれてもよい。分離膜モジュールは、複数本の中空糸膜で構成された膜束と、この膜束を収容する筐体とを備える。膜束はその両端または片端がポリウレタンやエポキシ樹脂等で上記筐体内に固定される。
本書に記載された事項は互いに組み合わせることができる。たとえば、本発明は、以下のように表すこともできる。
(1)セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とする分離膜であり、
内部に、深さ(D1)が10nm以上500nm以下であり、長さ(L1)が30nm以上であり、かつ、長さと深さの比L1/D1が2以上の範囲にある空隙を複数有し、
1,000~6,500MPaの引張弾性率を示す、分離膜。
(2)前記空隙の長手方向が、前記分離膜の長手方向に沿っている、前記(1)に記載の分離膜。
(3)前記分離膜の断面の投影面積をS10とし、前記空隙の占有面積をS1としたとき、(S1/S10)×100で表される空隙の占有率が0.5%以上30%以下である、前記(1)または(2)に記載の分離膜。
(4)少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上である複数の溝を有する、前記(1)~(3)のいずれか1項に記載の分離膜。
(5)セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とする分離膜であり、
少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上の範囲にある複数の溝を有し、
1,000~6,500MPaの引張弾性率を示す、分離膜。
(6)前記溝の長手方向が、前記分離膜の長手方向に沿っている、前記(4)または(5)に記載の分離膜。
(7)前記分離膜の表面の投影面積をS20とし、前記溝の占有面積をS2としたとき、(S2/S20)×100で表される、分離膜表面における溝の占有率が0.5%以上20%以下である、前記(4)~(6)のいずれか1項に記載の分離膜。
(8)第1層および第2層を少なくとも備える分離膜であって、
前記第1層は、セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とし、
前記第1層の内部に、深さ(D1)が10nm以上500nm以下であり、長さ(L1)が30nm以上であり、かつ、長さと深さの比L1/D1が2以上の範囲にある空隙を複数有し、
引張弾性率が1,000~6,500MPaである分離膜。
(9)前記空隙の長手方向が、前記分離膜の長手方向に沿っている、前記(8)に記載の分離膜。
(10)前記分離膜の断面の投影面積をS10とし、前記空隙の占有面積をS1としたとき、(S1/S10)×100で表される、分離膜断面における空隙の占有率が0.5%以上30%以下である、前記(8)または(9)に記載の分離膜。
(11)少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上である複数の溝を有する、前記(8)~(10)のいずれか1項に記載の分離膜。
(12)第1層および第2層を少なくとも備える分離膜であって、
前記第1層は、セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とし、
少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上の範囲にある複数の溝を有し、
引張弾性率が1,000~6,500MPaである分離膜。
(13)前記溝の長手方向が、前記分離膜の長手方向に沿っている、前記(11)または(12)に記載の分離膜。
(14)前記分離膜の表面の投影面積をS20とし、前記溝の占有面積をS2としたとき、(S2/S20)×100で表される、前記表面における前記溝の占有率が0.5%以上20%以下である、前記(11)~(13)のいずれか1項に記載の分離膜。
(15)前記第1層の断面における空隙の占有率VA、前記第2層の開孔率HBが、VA<HBを満たす、前記(8)~(14)のいずれか1項に記載の分離膜。
(16)前記第1層の厚みが0.01~90μmである、前記(8)~(15)のいずれか1項に記載の分離膜。
(17)前記分離膜が中空糸形状である、前記(1)~(16)のいずれか1項に記載の分離膜。
(18)前記中空糸の外径が20~400μmである、前記(17)に記載の分離膜。
(19)前記分離膜は、前記セルロースエステルを主成分として含有し、
前記分離膜は、セルロースアセテートプロピオネート及びセルロースアセテートブチレートの少なくとも一方を前記セルロースエステルとして含有する、前記(1)~(18)のいずれか1項に記載の分離膜。
(20)前記分離膜は前記ポリアミドを主成分として含有し、
前記分離膜は、ナイロン6およびナイロン66の少なくとも一方を前記ポリアミドとして含有する、前記(1)~(19)のいずれか1項に記載の分離膜。
(21)前記分離膜がポリエステルを主成分として含有し、
前記分離膜は、5-ナトリウムスルホイソフタル酸共重合ポリエチレンテレフタレートをポリエステルとして含有する、前記(1)~(20)のいずれか1項に記載の分離膜。
(22)前記分離膜が、ナノ濾過膜、逆浸透膜、正浸透膜およびガス分離膜からなる群から選ばれる少なくとも一つである、前記(1)~(21)のいずれか1項に記載の分離膜。
(23)前記(1)~(22)のいずれか1項に記載の分離膜を備える膜モジュール。
セルロースにアセチル基およびアシル基が結合したセルロースエステル(A)の平均置換度の算出方法については下記の通りである。
DSace=(162.14×TA)/[{1-(Mwace-(16.00+1.01))×TA}+{1-(Mwacy-(16.00+1.01))×TA}×(Acy/Ace)]
DSacy=DSace×(Acy/Ace)
TA:全有機酸量(ml)
A:試料滴定量(ml)
B:空試験滴定量(ml)
F:硫酸の力価
W:試料重量(g)
DSace:アセチル基の平均置換度
DSacy:アシル基の平均置換度
Mwace:酢酸の分子量
Mwacy:他の有機酸の分子量
Acy/Ace:酢酸(Ace)と他の有機酸(Acy)とのモル比
162.14:セルロースの繰り返し単位の分子量
16.00:酸素の原子量
1.01:水素の原子量
セルロースエステル(A)、ポリアミド(E)またはポリエステル(F)の濃度が0.15重量%となるようにテトラヒドロフラン又はN-メチルピロリドン(以下NMPと称することがある)に完全に溶解させ、GPC測定用試料とした。この試料を用い、以下の条件のもと、Waters2690でGPC測定を行い、ポリスチレン換算により重量平均分子量(Mw)を求めた。
検出器 :Waters2410 示差屈折計RI
移動層溶媒:テトラヒドロフラン、NMP又はヘキサフルオロイソプロパノール
流速 :1.0ml/分
注入量 :200μl
中空糸の長手方向と垂直な方向(繊維径方向)と、膜の厚み方向の断面を光学顕微鏡により観察、撮影し、中空糸の外径(μm)を算出した。なお、中空糸の外径は、中空糸10本を用いて算出し、その平均値とした。
中空糸の長手方向に垂直な断面を光学顕微鏡により観察、撮影し、断面の全面積Saと中空部の面積Sbを測定し、下式を用いて算出した。なお、中空率は中空糸10本を用いて算出し、その平均値とした。
中空率(%)=(Sb/Sa)×100
ミクロトームを用いて中空糸膜を切断することで、中空糸膜の長手方向および径方向に平行な断面を得た。
切断後、中空糸膜をサンプル台に固定し、AFMであるBruker AXS社製NanoScope V Dimension Iconで膜断面の観察を行った。なお、必要に応じて断面出しの前に樹脂を用いた包埋を行った。得られた画像の傾き補正を行った後に、空隙の形状を解析した。10個の領域(つまり視野)でこの操作を行い、空隙の形状測定および空隙の占有面積の算出および空隙の長手方向を特定した。具体的な測定条件は以下のとおりである。
・探針:シリコンカンチレバー(Bruker AXS社製)
・走査範囲:2μm×2μm
・走査速度:0.3~0.5Hz
・ピクセル数:128×128ピクセル以上
・測定条件:空気中、室温
中空糸をサンプル台に両面テープで固定し、断面観察と同様に、Bruker AXS社製Dimension FastScanで膜表面の観察を行った。得られた画像の傾き補正を行った後に、溝の形状を解析した。この操作を10視野分行い、溝の形状測定および溝の占有面積の算出および溝の長手方向を特定した。具体的な測定条件は以下のとおりである。
・探針:シリコンカンチレバー(Bruker AXS社製ScanAsyst-Air)
・最大荷重:10nN
・走査範囲:2μm×2μm
・走査速度:1.0Hz
・ピクセル数:128×128ピクセル以上
・測定条件:空気中
セイコーインスツルメンツ(株)製示差走査熱量計DSC-6200を用い、25℃、8時間真空乾燥を行った樹脂組成物試料約5mgをアルミニウム製受皿にセットし、-50℃から昇温速度20℃/分で350℃まで昇温後、350℃のまま5分間溶融保持した際に観測される結晶融解ピークを結晶融解温度(℃)とした。なお、結晶融解ピークが複数現れる場合は、最も高温側に現れる結晶融解ピークを採用した。
分離膜に、濃度500ppm、温度25℃、pH6.5に調整した塩化ナトリウム水溶液を操作圧力0.75MPaで供給して、膜ろ過処理を行い、得られた透過水量に基づいて、下記式により膜透過流束を求めた。
膜透過流束(L/m2/day)=1日あたりの透過水量/膜面積
膜透過流束と同条件で膜ろ過処理を行い、得られた透過水の塩濃度を測定した。得られた透過水の塩濃度および供給水の塩濃度から、下記式に基づいて塩阻止率を求めた。なお、透過水の塩濃度は、電気伝導度の測定値より求めた。
塩阻止率(%)=100×{1-(透過水中の塩化ナトリウム濃度/供給水中の塩化ナトリウム濃度)}
温度20℃、湿度65%の環境下において、引張試験機(オリエンテック社製テンシロン UCT-100)を用い、試料長100mm、引張速度100mm/minの条件にて引張弾性率(MPa)を測定した。なお測定回数は5回とし、その平均値を引張強度とした。
温度20℃、湿度65%の環境下において、引張試験機(オリエンテック社製テンシロン UCT-100)を用い、試料長100mm、引張速度100mm/minの条件にて引張強度(破断強度)(MPa)を測定した。なお測定回数は5回とし、その平均値を引張強度とした。
第2層の断面を走査型電子顕微鏡にて倍率3万倍で観察、撮影し、得られた断面写真の上に、透明なフィルムやシートを重ねて、細孔に該当する部分を油性インキ等で塗りつぶす。次いで、イメージアナライザーを用いて、当該領域の面積を求める。この測定を任意の30個の細孔で行い、数平均することで平均孔面積(m2)を算出した。次に、平均孔径を算出した写真の中の3μm四方あたりの細孔数を数えて、1m2当たりの細孔数に換算することで細孔密度(個/m2)を算出した。開孔率は、求めた平均孔径と細孔密度から次式により計算して求めた。ここで、開孔率の算出には、細孔径(楕円状や棒状である場合は短径)が1nm以上である細孔を観察し、その孔面積および細孔密度を用いる。
開孔率(%)=(平均孔面積)×(細孔密度)×100
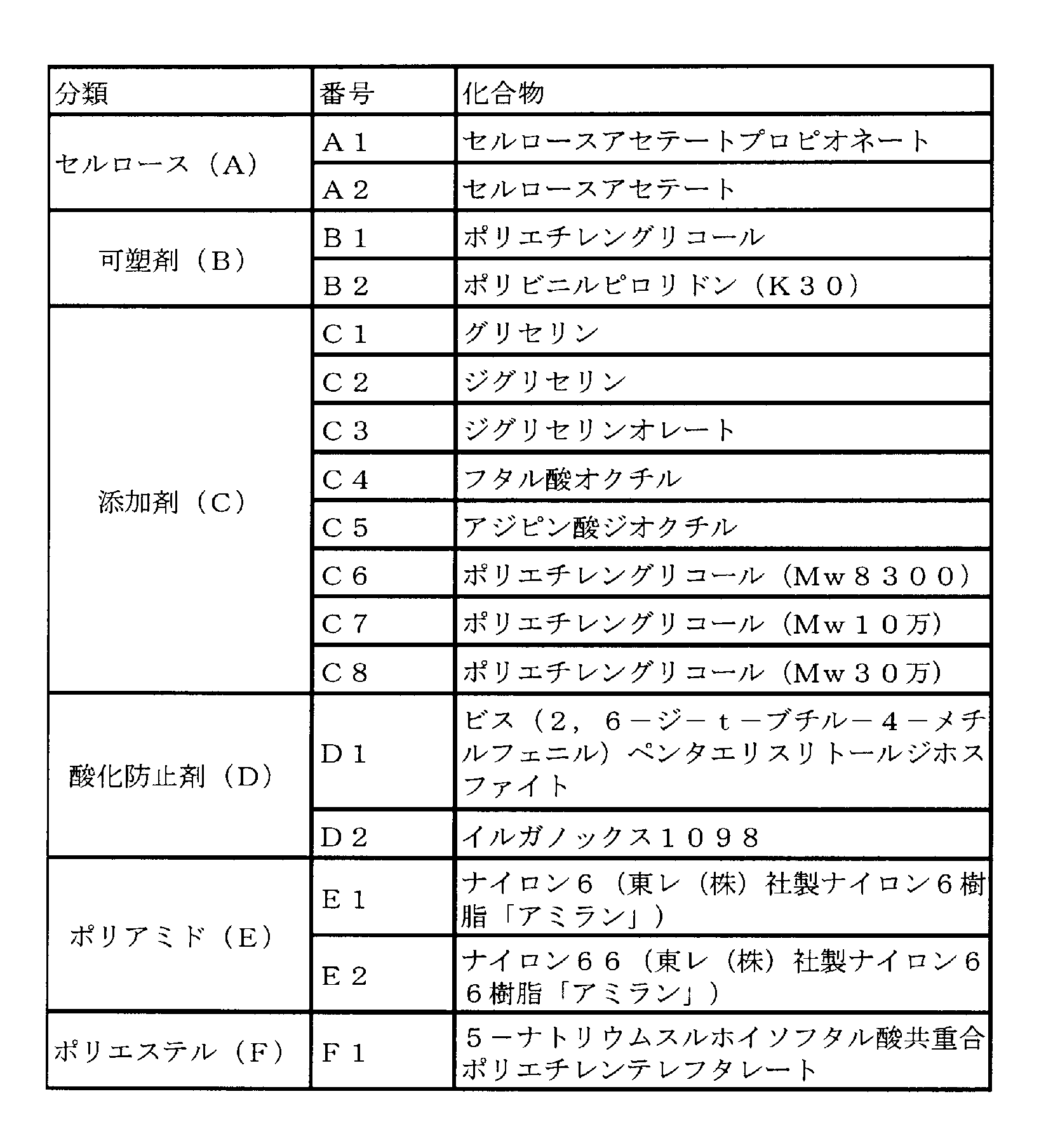
セルロースエステル(A1)
セルロース(コットンリンター)100重量部に、酢酸240重量部とプロピオン酸67重量部を加え、50℃で30分間混合した。混合物を室温まで冷却した後、氷浴中で冷却した無水酢酸172重量部と無水プロピオン酸168重量部をエステル化剤として、硫酸4重量部をエステル化触媒として加えて、150分間撹拌を行い、エステル化反応を行った。エステル化反応において、40℃を超える時は、水浴で冷却した。反応後、反応停止剤として酢酸100重量部と水33重量部の混合溶液を20分間かけて添加して、過剰の無水物を加水分解した。その後、酢酸333重量部と水100重量部を加えて、80℃で1時間加熱撹拌した。反応終了後、炭酸ナトリウム6重量部を含む水溶液を加えて、析出したセルロースアセテートプロピオネートを濾別し、続いて水で洗浄した後、60℃ で4時間乾燥し、セルロースエステル(A1)(セルロースアセテートプロピオネート)を得た。得られたセルロースアセテートプロピオネートのアセチル基およびプロピオニル基の平均置換度は各々1.9、0.7であり、重量平均分子量(Mw)は17.8万であった。
セルロース(日本製紙株式会社製溶解パルプ)50gを500mlの脱イオン水に浸して10分間おいた。これをガラスフィルターで濾別して水を切り、700mlの酢酸に分散させ、時々振り混ぜて10分間おいた。続いて、新しい酢酸を用いて同じ操作を再び繰り返した。フラスコに900gの酢酸と0.9gの濃硫酸をとり、撹拌した。これに180gの無水酢酸を加え、温度が40℃を超えないように水浴で冷却しながら60分撹拌した。反応終了後、炭酸ナトリウム2g含む水溶液を加えて析出したセルロースエステルを濾別、続いて水で洗浄した後、60℃で4時間乾燥し、セルロースエステル(A2)(セルロースアセテート)を得た。得られたセルロースアセテートは85.3gであり、セルロースアセテートの平均置換度は2.9であった。
(E1)
ナイロン6 (東レ(株)社製ナイロン6樹脂「アミラン」)
(E2)
ナイロン66 (東レ(株)社製ナイロン66樹脂「アミラン」)
[ポリエステル(F)]
(F1)
5-ナトリウムスルホイソフタル酸共重合ポリエチレンテレフタレート
可塑剤(B1)
ポリエチレングリコール、重量平均分子量600
可塑剤(B2)
ポリビニルピロリドン(K30) (BASF社製)
可塑剤(B3)
ポリエチレングリコール、重量平均分子量1000
添加剤(C1)
グリセリン
添加剤(C2)
ジグリセリン
添加剤(C3)
ジグリセリンオレート
添加剤(C4)
フタル酸オクチル
添加剤(C5)
アジピン酸ジオクチル
添加剤(C6)
ポリエチレングリコール、数平均分子量8300
添加剤(C7)
ポリエチレングリコール、数平均分子量100000
添加剤(C8)
ポリエチレングリコール、数平均分子量300000
酸化防止剤(D1)
ビス(2,6-ジ-t-ブチル-4-メチルフェニル)ペンタエリスリトールジホスファイト
酸化防止剤(D2)
ヒンダードフェノール系酸化防止剤 (イルガノックス1098(BASF(株)社製、登録商標))
酸化防止剤(D3)
ヒンダードフェノール系酸化防止剤 (イルガノックス1010(BASF(株)社製、登録商標))
ポリアミド(E1)
ナイロン6 (東レ(株)社製ナイロン6樹脂「アミラン」)
ポリエステル(F1)
5-ナトリウムスルホイソフタル酸共重合ポリエチレンテレフタレート
得られるポリマーに対してマグネシウム原子換算で60ppm相当の酢酸マグネシウムと、テレフタル酸ジメチル58.1重量部とエチレングリコール33.8重量部、および5-ナトリウムスルホイソフタル酸ジメチルエステル(三洋化成社製)8.1重量部を、150℃、窒素雰囲気下で溶融後、攪拌しながら230℃まで3時間かけて昇温し、メタノールを留出させ、エステル交換反応をおこない、縮合前駆体を得た。
(実施例1)
セルロースエステル(A1)82重量%と、可塑剤(B)として重量平均分子量600のポリエチレングリコール(B1)(三洋化成工業株式会社)15.9重量%、グリセリン(C1)(和光純薬工業株式会社)2.0重量%および酸化防止剤(D)としてビス(2,6-ジ-t-ブチル-4-メチルフェニル)ペンタエリスリトールジホスファイト(D1)0.1重量%を二軸押出機にて220℃で溶融混練した後に、紡糸温度235℃とした溶融紡糸パックへ導入して、吐出量60g/分の条件で、口金孔(弧状のスリット部が3個配置されて1個の吐出孔を形成するタイプ、吐出孔半径0.60mm、スリット間ピッチ0.10mm、スリット巾0.08mm)を72ホール有した口金より下方に紡出した。この紡出した中空糸を、口金の下面から冷却装置(チムニー)上端までの距離Hが30mmとなるように冷却装置へ導き、25℃、風速1.5m/秒の冷却風によって冷却し、油剤を付与して収束させた後、ドラフト比が200となるようにワインダーで巻き取った。
溶融紡糸用樹脂組成物の組成、製造条件をそれぞれ表2、表4のように変更した以外は、実施例1と同様にして分離膜を得た。得られた分離膜の物性を表2、表4に示す。なお、表2、表4中の樹脂組成物を表7に示す。
表3および表4に記載の組成となるように、原料を二軸押出機にて220℃で溶融混練した後にペレット化して、溶融紡糸用の樹脂組成物を得た。このペレットを80℃、8時間真空乾燥を行った。
株式会社ダイセル製セルロースアセテート(LT35)41重量%、N-メチル-2-ピロリドン49.9重量%、エチレングリコール8.8重量%、安息香酸0.3重量%を180℃で溶解した。得られた溶液を減圧下で脱泡した後、口金孔(弧状のスリット部が3個配置されて1個の吐出孔を形成するタイプ)から160℃で下方に紡出し、空間時間0.03秒を経て、N-メチル-2-ピロリドン/エチレングリコール/水=4.25重量%/0.75重量%/95重量%からなる12℃の浴中で固化させ、続いて水中で洗浄した。その後、60℃の水中で40分間熱処理し、外径が167μm、中空率が25%の中空糸膜を得た。
ナイロン6樹脂(E1)89.5重量部、ポリビニルピロリドン(K30)(B2)5重量部、ポリエチレングリコール(Mw10万)(C7)5重量部、イルガノックス1098(D2)0.5重量部、を二軸押出機にて270℃で溶融混練した後にペレット化して、溶融紡糸用の樹脂組成物を得た。このペレットを80℃、15時間真空乾燥を行った。
溶融紡糸用樹脂組成物の組成、製造条件をそれぞれ表4のように変更した以外は、実施例33と同様にして分離膜を得た。得られた分離膜の物性および分離膜モジュールの性能を表5に示した。得られた分離膜の物性を表5に示した。なお、表5中の樹脂組成物を表7に示す。
溶融紡糸用樹脂組成物の組成、製造条件をそれぞれ表5のように変更した以外は、実施例33と同様にして分離膜を得た。得られた分離膜の物性および分離膜モジュールの性能を表5に示した。なお、表5中の樹脂組成物を表7に示す。
5-ナトリウムスルホイソフタル酸共重合ポリエチレンテレフタレート(F1)91重量部、ポリエチレングリコール(Mw)(B3)1重量部、ポリエチレングリコール(Mw10万)(C7)8重量部を二軸押出機にて270℃で溶融混練した後にペレット化して、溶融紡糸用の樹脂組成物を得た。このペレットを100℃、15時間真空乾燥を行った。
溶融紡糸用樹脂組成物の組成、製造条件をそれぞれ表5のように変更した以外は、実施例37と同様にして分離膜を得た。得られた分離膜の物性および分離膜モジュールの性能を表5に示す。得られた分離膜の物性を表5に示す。なお、表5中の樹脂組成物を表7に示す。
溶融紡糸用樹脂組成物の組成、製造条件をそれぞれ表5のように変更した以外は、実施例37と同様にして分離膜を得た。得られた分離膜の物性および分離膜モジュールの性能を表5に示す。なお、表5中の樹脂組成物を表7に示す。
表6の[第1層]樹脂組成物に記載の組成となるように原料を二軸押出機にて220℃で溶融混練し、第1層用の樹脂組成物を得た。また、表6の[第2層]樹脂組成物に記載の組成となるように原料を二軸押出機にて220℃で溶融混練し、第2層用の複合用樹脂組成物を得た。第1層用の樹脂組成物、および第2層用の複合用樹脂組成物を、それぞれ別々のギヤポンプにて第1層用の樹脂組成物は2.4g/分、第2層用の複合用樹脂組成物は7.2g/分となるように押出量を調整し、紡糸パックに供給した。
表6の[第1層]樹脂組成物に記載の組成となるように原料を二軸押出機にて220℃で溶融混練し、ペレット化して、第1層用の樹脂組成物を得た。このペレットを80℃で8時間真空乾燥を行った。
表6の[第1層]樹脂組成物に記載の組成となるように原料を二軸押出機にて270℃で溶融混練し、ペレット化して、第1層用の樹脂組成物を得た。このペレットを80℃で15時間真空乾燥を行った。






Claims (23)
- セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とする分離膜であり、
内部に、深さ(D1)が10nm以上500nm以下であり、長さ(L1)が30nm以上であり、かつ、長さと深さの比L1/D1が2以上の範囲にある空隙を複数有し、
1,000~6,500MPaの引張弾性率を示す、分離膜。 - 前記空隙の長手方向が、前記分離膜の長手方向に沿っている、請求項1に記載の分離膜。
- 前記分離膜の断面の投影面積をS10とし、前記空隙の占有面積をS1としたとき、(S1/S10)×100で表される、前記断面における空隙の占有率が0.5%以上30%以下である、請求項1または請求項2に記載の分離膜。
- 少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上である複数の溝を有する、請求項1~3のいずれか1項に記載の分離膜。
- セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とする分離膜であり、
少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上の範囲にある複数の溝を有し、
1,000~6,500MPaの引張弾性率を示す、分離膜。 - 前記溝の長手方向が、前記分離膜の長手方向に沿っている、請求項4または5に記載の分離膜。
- 前記分離膜の表面の投影面積をS20とし、前記溝の占有面積をS2としたとき、(S2/S20)×100で表される、前記表面における前記溝の占有率が0.5%以上20%以下である、請求項4~6のいずれか1項に記載の分離膜。
- 第1層および第2層を少なくとも備える分離膜であって、
前記第1層は、セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とし、
前記第1層の内部に、深さ(D1)が10nm以上500nm以下であり、長さ(L1)が30nm以上であり、かつ、長さと深さの比L1/D1が2以上の範囲にある空隙を複数有し、
引張弾性率が1,000~6,500MPaである分離膜。 - 前記空隙の長手方向が、前記分離膜の長手方向に沿っている、請求項8に記載の分離膜。
- 前記分離膜の断面の投影面積をS10とし、前記空隙の占有面積をS1としたとき、(S1/S10)×100で表される、前記断面における空隙の占有率が0.5%以上30%以下である、請求項8または請求項9に記載の分離膜。
- 少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上である複数の溝を有する、請求項8~10のいずれか1項に記載の分離膜。
- 第1層および第2層を少なくとも備える分離膜であって、
前記第1層は、セルロースエステル、ポリアミドおよびポリエステルからなる群より選択される少なくとも1種の化合物を主成分とし、
少なくとも一方の表面に、長さ(L2)が30nm以上であり、幅(W2)が5nm以上500nm以下であり、かつ、長さと幅の比L2/W2が2以上の範囲にある複数の溝を有し、
引張弾性率が1,000~6,500MPaである分離膜。 - 前記溝の長手方向が、前記分離膜の長手方向に沿っている、請求項11または12に記載の分離膜。
- 前記分離膜の表面の投影面積をS20とし、前記溝の占有面積をS2としたとき、(S2/S20)×100で表される、前記表面における前記溝の占有率が0.5%以上20%以下である、請求項11~13のいずれか1項に記載の分離膜。
- 前記第1層の断面における空隙の占有率VA、前記第2層の開孔率HBが、VA<HBを満たす、請求項8~14のいずれか1項に記載の分離膜。
- 前記第1層の厚みが0.01~90μmである、請求項8~15のいずれか1項に記載の分離膜。
- 前記分離膜が中空糸形状である、請求項1~16のいずれか1項に記載の分離膜。
- 前記中空糸の外径が20~400μmである、請求項17に記載の分離膜。
- 前記分離膜は、前記セルロースエステルを主成分として含有し、
前記分離膜は、セルロースアセテートプロピオネート及びセルロースアセテートブチレートの少なくとも一方を前記セルロースエステルとして含有する、請求項1~18のいずれか1項に記載の分離膜。 - 前記分離膜は前記ポリアミドを主成分として含有し、
前記分離膜は、ナイロン6およびナイロン66の少なくとも一方を前記ポリアミドとして含有する、請求項1~19のいずれか1項に記載の分離膜。 - 前記分離膜がポリエステルを主成分として含有し、
前記分離膜は、5-ナトリウムスルホイソフタル酸共重合ポリエチレンテレフタレートをポリエステルとして含有する、請求項1~20のいずれか1項に記載の分離膜。 - 前記分離膜が、ナノ濾過膜、逆浸透膜、正浸透膜およびガス分離膜からなる群より選ばれる少なくとも一つである、請求項1~21のいずれか1項に記載の分離膜。
- 請求項1~22のいずれか1項に記載の分離膜を備える膜モジュール。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/563,315 US10639595B2 (en) | 2015-03-31 | 2016-03-31 | Separation membrane |
| JP2016522822A JP6132071B2 (ja) | 2015-03-31 | 2016-03-31 | 分離膜 |
| EP16773213.0A EP3278867B1 (en) | 2015-03-31 | 2016-03-31 | Separation membrane |
| KR1020177027564A KR102337389B1 (ko) | 2015-03-31 | 2016-03-31 | 분리막 |
| CN201680019186.2A CN107530644B (zh) | 2015-03-31 | 2016-03-31 | 分离膜 |
| US16/810,423 US11103836B2 (en) | 2015-03-31 | 2020-03-05 | Separation membrane |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-072327 | 2015-03-31 | ||
| JP2015072327 | 2015-03-31 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/563,315 A-371-Of-International US10639595B2 (en) | 2015-03-31 | 2016-03-31 | Separation membrane |
| US16/810,423 Division US11103836B2 (en) | 2015-03-31 | 2020-03-05 | Separation membrane |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016159333A1 true WO2016159333A1 (ja) | 2016-10-06 |
Family
ID=57006885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/060861 WO2016159333A1 (ja) | 2015-03-31 | 2016-03-31 | 分離膜 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10639595B2 (ja) |
| EP (1) | EP3278867B1 (ja) |
| JP (1) | JP6132071B2 (ja) |
| KR (1) | KR102337389B1 (ja) |
| CN (1) | CN107530644B (ja) |
| HU (1) | HUE056079T2 (ja) |
| WO (1) | WO2016159333A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018079808A1 (ja) * | 2016-10-31 | 2018-05-03 | 東洋紡株式会社 | セルロースアセテート系中空糸膜 |
| WO2018079807A1 (ja) * | 2016-10-31 | 2018-05-03 | 東洋紡株式会社 | セルロースアセテート系非対称中空糸膜 |
| KR20190118165A (ko) * | 2017-02-28 | 2019-10-17 | 도레이 카부시키가이샤 | 복합 중공사막 및 그 제조 방법 |
| CN110475606A (zh) * | 2017-03-30 | 2019-11-19 | 东丽株式会社 | 分离膜及其制造方法 |
| CN110475605A (zh) * | 2017-03-30 | 2019-11-19 | 东丽株式会社 | 分离膜及分离膜的制造方法 |
| JPWO2021132397A1 (ja) * | 2019-12-23 | 2021-07-01 | ||
| KR20220113961A (ko) | 2019-12-23 | 2022-08-17 | 도레이 카부시키가이샤 | 분리막 및 분리막의 제조 방법 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102345457B1 (ko) * | 2014-09-30 | 2021-12-31 | 도레이 카부시키가이샤 | 분리막 |
| US10478782B2 (en) | 2015-04-28 | 2019-11-19 | Toray Industries, Inc. | Composite hollow fiber membrane and method for producing same |
| KR102525347B1 (ko) * | 2016-01-29 | 2023-04-25 | 도레이 카부시키가이샤 | 분리막 |
| US11202986B2 (en) | 2017-10-09 | 2021-12-21 | Ali Pournaghshband Isfahani | Plasticization-resistant polyurethane membrane and preparation method thereof |
| KR102212128B1 (ko) | 2018-05-10 | 2021-02-17 | 주식회사 엘지화학 | 역삼투막, 이의 제조방법 및 수처리 모듈 |
| US11283085B1 (en) | 2020-03-06 | 2022-03-22 | Bloom Energy Corporation | Low VOC ink compositions and methods of forming fuel cell system components using the same |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11114381A (ja) * | 1997-10-16 | 1999-04-27 | Nitto Denko Corp | スパイラル型膜エレメント |
| JP2005076012A (ja) * | 2003-09-03 | 2005-03-24 | Toagosei Co Ltd | 機能性膜の連続製造方法 |
| JP2008515668A (ja) * | 2004-10-06 | 2008-05-15 | ザ リサーチ ファウンデーション オブ ステイト ユニバーシティー オブ ニューヨーク | 高流量かつ低付着の濾過媒体 |
| JP2009226397A (ja) * | 2008-02-27 | 2009-10-08 | Toray Ind Inc | 加湿用中空糸膜および加湿用膜モジュール |
| WO2012035692A1 (ja) * | 2010-09-16 | 2012-03-22 | 株式会社日立製作所 | 水分離膜モジュール |
| WO2013047746A1 (ja) * | 2011-09-29 | 2013-04-04 | 東レ株式会社 | 分離膜、分離膜エレメントおよび分離膜の製造方法 |
| JP2015047530A (ja) * | 2013-08-30 | 2015-03-16 | 日揮触媒化成株式会社 | 水処理用撥水性透明被膜付基材およびその製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5170316A (ja) | 1974-12-16 | 1976-06-17 | Teijin Ltd | Seruroosuaseteetochukushino seizohoho |
| FI70421C (fi) * | 1978-05-15 | 1986-09-19 | Pall Corp | Foerfarande foer framstaellning av skinnfria hydrofila i alkohol oloesliga polyamidmembraner polyamidhartsmembranhinna filterelement och gjuthartsloesning |
| CA1141114A (en) * | 1978-11-24 | 1983-02-15 | Masamichi Ishida | Regenerated cellulose hollow fiber and process for manufacturing same |
| CA1272139A (en) * | 1984-11-16 | 1990-07-31 | Shoji Mizutani | Fluid separator, hollow fiber to be used for construction thereof and process for preparation of said hollow fibers |
| US4867934A (en) * | 1987-12-23 | 1989-09-19 | Cuno, Inc. | Production of hollow nylon fibers |
| JP3601902B2 (ja) * | 1996-04-12 | 2004-12-15 | ユニチカ株式会社 | 開口部を有する微細孔中空ポリアミド繊維及びその製造方法 |
| US7140496B2 (en) * | 2001-08-01 | 2006-11-28 | Asahi Kasei Medical Co., Ltd. | Multilayer microporous membrane |
| JP4957141B2 (ja) * | 2005-09-30 | 2012-06-20 | 東レ株式会社 | セルロース脂肪酸混合エステル中空糸 |
| WO2010038414A1 (ja) * | 2008-09-30 | 2010-04-08 | ユニチカ株式会社 | ポリアミド中空糸膜及びその製造方法 |
| JP4919183B1 (ja) | 2010-08-27 | 2012-04-18 | 東洋紡績株式会社 | 中空糸型逆浸透膜及びその製造方法 |
| CN103842054B (zh) | 2011-09-29 | 2016-01-20 | 东丽株式会社 | 分离膜及分离膜元件 |
| CN104640619B (zh) * | 2012-08-20 | 2018-05-01 | 尤尼吉可株式会社 | 细微孔径多孔聚酰胺中空纤维膜及其制造方法 |
| KR102345457B1 (ko) * | 2014-09-30 | 2021-12-31 | 도레이 카부시키가이샤 | 분리막 |
| US10478782B2 (en) * | 2015-04-28 | 2019-11-19 | Toray Industries, Inc. | Composite hollow fiber membrane and method for producing same |
-
2016
- 2016-03-31 US US15/563,315 patent/US10639595B2/en active Active
- 2016-03-31 WO PCT/JP2016/060861 patent/WO2016159333A1/ja active Application Filing
- 2016-03-31 HU HUE16773213A patent/HUE056079T2/hu unknown
- 2016-03-31 JP JP2016522822A patent/JP6132071B2/ja active Active
- 2016-03-31 KR KR1020177027564A patent/KR102337389B1/ko active IP Right Grant
- 2016-03-31 EP EP16773213.0A patent/EP3278867B1/en active Active
- 2016-03-31 CN CN201680019186.2A patent/CN107530644B/zh active Active
-
2020
- 2020-03-05 US US16/810,423 patent/US11103836B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11114381A (ja) * | 1997-10-16 | 1999-04-27 | Nitto Denko Corp | スパイラル型膜エレメント |
| JP2005076012A (ja) * | 2003-09-03 | 2005-03-24 | Toagosei Co Ltd | 機能性膜の連続製造方法 |
| JP2008515668A (ja) * | 2004-10-06 | 2008-05-15 | ザ リサーチ ファウンデーション オブ ステイト ユニバーシティー オブ ニューヨーク | 高流量かつ低付着の濾過媒体 |
| JP2009226397A (ja) * | 2008-02-27 | 2009-10-08 | Toray Ind Inc | 加湿用中空糸膜および加湿用膜モジュール |
| WO2012035692A1 (ja) * | 2010-09-16 | 2012-03-22 | 株式会社日立製作所 | 水分離膜モジュール |
| WO2013047746A1 (ja) * | 2011-09-29 | 2013-04-04 | 東レ株式会社 | 分離膜、分離膜エレメントおよび分離膜の製造方法 |
| JP2015047530A (ja) * | 2013-08-30 | 2015-03-16 | 日揮触媒化成株式会社 | 水処理用撥水性透明被膜付基材およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3278867A4 * |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109890490B (zh) * | 2016-10-31 | 2021-10-12 | 东洋纺株式会社 | 醋酸纤维素系非对称中空纤维膜 |
| US11014053B2 (en) | 2016-10-31 | 2021-05-25 | Toyobo Co., Ltd. | Cellulose acetate-based asymmetric hollow fiber membrane |
| CN109890490A (zh) * | 2016-10-31 | 2019-06-14 | 东洋纺株式会社 | 醋酸纤维素系非对称中空纤维膜 |
| CN109922876A (zh) * | 2016-10-31 | 2019-06-21 | 东洋纺株式会社 | 醋酸纤维素系中空纤维膜 |
| JPWO2018079807A1 (ja) * | 2016-10-31 | 2019-08-08 | 東洋紡株式会社 | セルロースアセテート系非対称中空糸膜 |
| JPWO2018079808A1 (ja) * | 2016-10-31 | 2019-09-19 | 東洋紡株式会社 | セルロースアセテート系中空糸膜 |
| WO2018079807A1 (ja) * | 2016-10-31 | 2018-05-03 | 東洋紡株式会社 | セルロースアセテート系非対称中空糸膜 |
| EP3533514A4 (en) * | 2016-10-31 | 2020-06-24 | Toyobo Co., Ltd. | ASYMMETRICAL HOLLOW FIBER MEMBRANE OF CELLULOSE ACETATE TYPE |
| EP3533515A4 (en) * | 2016-10-31 | 2020-06-24 | Toyobo Co., Ltd. | HOLLOW FIBER MEMBRANE BASED ON CELLULOSE ACETATE |
| WO2018079808A1 (ja) * | 2016-10-31 | 2018-05-03 | 東洋紡株式会社 | セルロースアセテート系中空糸膜 |
| US11007490B2 (en) | 2016-10-31 | 2021-05-18 | Toyobo Co., Ltd. | Cellulose acetate-based hollow fiber membrane |
| US11369925B2 (en) | 2017-02-28 | 2022-06-28 | Toray Industries, Inc. | Composite hollow-fiber membrane and production method therefor |
| EP3574987A4 (en) * | 2017-02-28 | 2020-12-09 | Toray Industries, Inc. | HOLLOW FIBER COMPOSITE MEMBRANE AND MANUFACTURING METHOD FOR IT |
| KR20190118165A (ko) * | 2017-02-28 | 2019-10-17 | 도레이 카부시키가이샤 | 복합 중공사막 및 그 제조 방법 |
| KR102407778B1 (ko) * | 2017-02-28 | 2022-06-10 | 도레이 카부시키가이샤 | 복합 중공사막 및 그 제조 방법 |
| EP3603780A4 (en) * | 2017-03-30 | 2020-12-16 | Toray Industries, Inc. | RELEASE FILM AND MANUFACTURING METHOD FOR IT |
| JP7120006B2 (ja) | 2017-03-30 | 2022-08-17 | 東レ株式会社 | 分離膜 |
| JPWO2018182028A1 (ja) * | 2017-03-30 | 2020-02-06 | 東レ株式会社 | 分離膜及びその製造方法 |
| KR20190131503A (ko) * | 2017-03-30 | 2019-11-26 | 도레이 카부시키가이샤 | 분리막 및 그의 제조 방법 |
| US11446611B2 (en) | 2017-03-30 | 2022-09-20 | Toray Industries, Inc. | Separating membrane and method for manufacturing separating membrane |
| EP3603779A4 (en) * | 2017-03-30 | 2020-06-17 | Toray Industries, Inc. | SEPARATING MEMBRANE AND METHOD FOR PRODUCING A SEPARATING MEMBRANE |
| US11103835B2 (en) | 2017-03-30 | 2021-08-31 | Toray Industries, Inc. | Separation film and production method therefor |
| KR20190129890A (ko) * | 2017-03-30 | 2019-11-20 | 도레이 카부시키가이샤 | 분리막 및 분리막의 제조 방법 |
| KR102321324B1 (ko) * | 2017-03-30 | 2021-11-02 | 도레이 카부시키가이샤 | 분리막 및 그의 제조 방법 |
| KR102326440B1 (ko) * | 2017-03-30 | 2021-11-12 | 도레이 카부시키가이샤 | 분리막 및 분리막의 제조 방법 |
| CN110475605B (zh) * | 2017-03-30 | 2022-04-12 | 东丽株式会社 | 分离膜及分离膜的制造方法 |
| CN110475605A (zh) * | 2017-03-30 | 2019-11-19 | 东丽株式会社 | 分离膜及分离膜的制造方法 |
| CN110475606A (zh) * | 2017-03-30 | 2019-11-19 | 东丽株式会社 | 分离膜及其制造方法 |
| WO2021132397A1 (ja) * | 2019-12-23 | 2021-07-01 | 東レ株式会社 | 分離膜及びその製造方法 |
| KR20220113961A (ko) | 2019-12-23 | 2022-08-17 | 도레이 카부시키가이샤 | 분리막 및 분리막의 제조 방법 |
| JP7107429B2 (ja) | 2019-12-23 | 2022-07-27 | 東レ株式会社 | 分離膜及びその製造方法 |
| JPWO2021132397A1 (ja) * | 2019-12-23 | 2021-07-01 | ||
| US11794150B2 (en) | 2019-12-23 | 2023-10-24 | Toray Industries, Inc. | Separation membrane and method for producing separation membrane |
Also Published As
| Publication number | Publication date |
|---|---|
| US10639595B2 (en) | 2020-05-05 |
| US20200197880A1 (en) | 2020-06-25 |
| EP3278867A1 (en) | 2018-02-07 |
| CN107530644A (zh) | 2018-01-02 |
| US11103836B2 (en) | 2021-08-31 |
| US20180065093A1 (en) | 2018-03-08 |
| JP6132071B2 (ja) | 2017-05-24 |
| JPWO2016159333A1 (ja) | 2017-04-27 |
| KR102337389B1 (ko) | 2021-12-10 |
| CN107530644B (zh) | 2018-11-20 |
| HUE056079T2 (hu) | 2022-01-28 |
| EP3278867B1 (en) | 2021-09-08 |
| EP3278867A4 (en) | 2018-08-29 |
| KR20170131474A (ko) | 2017-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6132071B2 (ja) | 分離膜 | |
| JP6729563B2 (ja) | 複合中空糸膜およびその製造方法 | |
| JP6699172B2 (ja) | 分離膜 | |
| WO2017057766A1 (ja) | 分離膜、セルロース系樹脂組成物および分離膜の製造方法 | |
| JP6763374B2 (ja) | 分離膜 | |
| US11446611B2 (en) | Separating membrane and method for manufacturing separating membrane | |
| JP2017136587A (ja) | 分離膜 | |
| JP2017177040A (ja) | セルロースエステル系中空糸膜およびその製造方法 | |
| WO2018021545A1 (ja) | 分離膜およびその製造方法 | |
| KR102407778B1 (ko) | 복합 중공사막 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016522822 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16773213 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177027564 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15563315 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016773213 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |