WO2012120997A1 - 両面接着テープ - Google Patents
両面接着テープ Download PDFInfo
- Publication number
- WO2012120997A1 WO2012120997A1 PCT/JP2012/053989 JP2012053989W WO2012120997A1 WO 2012120997 A1 WO2012120997 A1 WO 2012120997A1 JP 2012053989 W JP2012053989 W JP 2012053989W WO 2012120997 A1 WO2012120997 A1 WO 2012120997A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- epoxy resin
- parts
- mass
- double
- rubber
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L7/00—Compositions of natural rubber
- C08L7/02—Latex
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0025—Crosslinking or vulcanising agents; including accelerators
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/21—Urea; Derivatives thereof, e.g. biuret
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2463/00—Presence of epoxy resin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/266—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension of base or substrate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
Definitions
- the present invention relates to a double-sided adhesive tape, and more particularly to a double-sided adhesive tape used for joining structural members of various industrial products.
- double-sided adhesive tapes are widely used for joining structural members of various industrial products because they are superior in handling and adhesiveness than liquid adhesives.
- Such a double-sided adhesive tape includes, for example, an epoxy resin containing a rubber component, a solid epoxy resin, an epoxy resin containing a thermoplastic resin, a urea-based epoxy resin curing agent, and a latent curing catalyst.
- a film adhesive in which an epoxy resin composition is laminated on the surface of a nylon nonwoven fabric has been proposed (for example, Patent Document 1).
- release paper is provided on both sides, and after peeling the release paper on one side and sticking it on the adherend surface, the release paper on the other side of the sticking surface is peeled off. And joining the structural members.
- the present invention can ensure sufficient adhesion even when pasted on the adherend surface to which oil is adhered, and can release the release paper satisfactorily. It is to provide a double-sided adhesive tape.
- the rubber-modified epoxy resin contains a liquid rubber-modified epoxy resin and a solid rubber-modified epoxy resin.
- the latent curing agent contains a urea compound.
- the thickness of the base material is 25 ⁇ m or more.
- the double-sided pressure-sensitive adhesive tape of the present invention can ensure sufficient adhesiveness even when it is directly adhered to the adherend surface to which oil is adhered, and peels release paper well. Can do.
- the double-sided pressure-sensitive adhesive tape of the present invention it is possible to achieve good peeling of the release paper while improving adhesion to the adherend surface to which oil is adhered and workability. .
- the double-sided pressure-sensitive adhesive tape of the present invention is a sheet-like adhesive, and includes a base material and a thermosetting resin layer laminated on both surfaces of the base material.
- the base material imparts toughness to the thermosetting resin layer, and examples thereof include glass cloth, resin-impregnated glass cloth, synthetic resin nonwoven fabric, metal foil, carbon fiber, and polyester film.
- the glass cloth is a cloth made of glass fiber, and includes a known glass cloth.
- a silane coupling agent-treated glass cloth that has been treated with a silane coupling agent is preferable.
- silane coupling agent examples include known silane coupling agents such as amino silane, epoxy silane, and acryloxy silane.
- Such silane coupling agents may be used alone or in combination.
- epoxy silane is preferable.
- the resin-impregnated glass cloth is obtained by impregnating the above-described glass cloth with a synthetic resin such as a thermosetting resin or a thermoplastic resin, and may be a known one.
- thermosetting resin examples include an epoxy resin, a urethane resin, a melamine resin, and a phenol resin.
- thermoplastic resin examples include vinyl acetate resin, ethylene-vinyl acetate copolymer (EVA), vinyl chloride resin, EVA-vinyl chloride resin copolymer, and the like.
- thermosetting resins and thermoplastic resins may be used alone or in combination (for example, combined use of melamine resin and vinyl acetate resin).
- Examples of the synthetic resin nonwoven fabric include polypropylene resin nonwoven fabric, polyethylene resin nonwoven fabric, and ester resin nonwoven fabric.
- Examples of the metal foil include known metal foils such as aluminum foil and steel foil.
- Carbon fiber is a fiber made of carbon as a main component, and includes known ones.
- polyester film examples include a polyethylene terephthalate (PET) film, a polyethylene naphthalate (PEN) film, and a polybutylene terephthalate (PBT) film.
- PET polyethylene terephthalate
- PEN polyethylene naphthalate
- PBT polybutylene terephthalate
- glass cloth is preferable.
- glass cloth As a base material, it is possible to provide a flexible adhesive sheet with high insulation reliability, and for example, it is possible to prevent potential difference corrosion, which is a concern when joining different materials such as iron-aluminum.
- the thickness of such a substrate is, for example, 25 ⁇ m or more, preferably 50 ⁇ m or more, and for example, 300 ⁇ m or less, preferably 250 ⁇ m or less.
- the thickness of the base material is less than 25 ⁇ m, the required hardness for the base material cannot be ensured, and the workability of attaching the double-sided adhesive tape may deteriorate.
- the thickness of the substrate is within the above range, the workability of attaching the double-sided adhesive tape can be improved.
- thermosetting resin layer is adhered to the adhered adherend surface by curing, and is composed of a thermosetting resin composition that is cured by heating, and is formed in a sheet shape on both surfaces of the substrate.
- thermosetting resin composition contains at least a rubber-modified epoxy resin and a latent curing agent.
- the epoxy resin examples include bisphenol type epoxy resins such as bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol S type epoxy resin, and hydrogenated bisphenol A type epoxy resin, such as phenol novolac type epoxy resin and cresol novolak type.
- Novolac type epoxy resins such as epoxy resins, for example, aromatic epoxy resins such as biphenyl type epoxy resins and naphthalene type epoxy resins, for example, nitrogen-containing ring epoxy resins such as triglycidyl isocyanurate and hydantoin epoxy resins, for example, aliphatic Epoxy resin, for example, alicyclic epoxy resin such as dicyclo ring type epoxy resin, for example, glycidyl ether type epoxy resin, such as urethane modified epoxy resin, etc. .
- Such an epoxy resin may be used alone or in combination.
- the rubber component is a rubber having a terminal group that reacts with an epoxy resin, and examples thereof include a terminal carboxyl-modified butadiene / acrylonitrile copolymer (CTBN), a butadiene rubber, an acrylic rubber, and a styrene / butadiene elastomer.
- CBN terminal carboxyl-modified butadiene / acrylonitrile copolymer
- Such rubber components may be used alone or in combination.
- a terminal carboxyl-modified butadiene / acrylonitrile copolymer (CTBN) is preferable.
- an epoxy resin and a rubber component are mixed, and if necessary, a catalyst is added and reacted (modified) at, for example, 100 to 180 ° C. As a result, the end group of the rubber component reacts with the epoxy resin to prepare a rubber-modified epoxy resin.
- Such rubber-modified epoxy resins may be used alone or in combination.
- Such a rubber-modified epoxy resin preferably contains a liquid rubber-modified epoxy resin and a solid rubber-modified epoxy resin when the viscosity of the flow tester is adjusted and the handleability of the double-sided pressure-sensitive adhesive tape is taken into consideration.
- the liquid rubber-modified epoxy resin is a room-temperature liquid rubber-modified epoxy resin, and preferably a liquid CTBN-modified epoxy resin.
- the epoxy equivalent of the liquid rubber-modified epoxy resin is, for example, 100 to 1000 g / eq, and preferably 200 to 600 g / eq.
- the solid rubber-modified epoxy resin is a normal temperature solid rubber-modified epoxy resin, and preferably a solid CTBN-modified epoxy resin.
- the epoxy equivalent of the solid rubber-modified epoxy resin is, for example, 500 to 2500 g / eq, and preferably 1000 to 2000 g / eq.
- the blending ratio (mass ratio) of the liquid rubber-modified epoxy resin and the solid rubber-modified epoxy resin is, for example, 95: 5 to 35: 65, preferably 90:10 to 40:60, more preferably 85:15 to 45:55.
- Such a rubber-modified epoxy resin is, for example, a commercially available product (trade name: EPR1415-1 (liquid CTBN-modified epoxy resin): epoxy equivalent 400 g / eq, manufactured by ADEKA, product name: HYpoxRK84L (solid CTBN-modified epoxy resin). : Epoxy equivalent 1200 to 1800 g / eq CVC Specialty Chemicals) can also be used.
- EPR1415-1 liquid CTBN-modified epoxy resin
- HYpoxRK84L solid CTBN-modified epoxy resin
- the blending ratio of the rubber-modified epoxy resin is, for example, 20 to 98 parts by mass, preferably 20 to 95 parts by mass, and more preferably 30 to 75 parts by mass with respect to 100 parts by mass of the thermosetting resin composition. .
- thermosetting resin composition in consideration of adjustment of the flow tester viscosity of the thermosetting resin composition, other epoxy resins can be used in combination with the rubber-modified epoxy resin in the thermosetting resin composition.
- epoxy resins include, for example, the above-described epoxy resins, and preferable examples include bisphenol type epoxy resins such as room temperature semi-solid bisphenol A type epoxy resins and room temperature solid bisphenol A type epoxy resins.
- the epoxy equivalent of such other epoxy resin is, for example, 90 to 1000 g / eq, preferably 100 to 500 g / eq.
- the mixing ratio of the other epoxy resin is, for example, 10 to 70 parts by mass, preferably 20 to 60 parts by mass with respect to 100 parts by mass of the thermosetting resin composition.
- the blending ratio of the other epoxy resin is, for example, 20 to 170 parts by mass, preferably 30 to 150 parts by mass, and more preferably 80 to 120 parts by mass with respect to 100 parts by mass of the rubber-modified epoxy resin. .
- the blending ratio of the other epoxy resin is, for example, 80 to 240 mass with respect to 100 parts by mass of the liquid rubber-modified epoxy resin.
- Part preferably 100 to 220 parts by weight, and for example 100 to 550 parts by weight, and preferably 180 to 520 parts by weight with respect to 100 parts by weight of the solid rubber-modified epoxy resin.
- the latent curing agent is a curing agent that is solid at room temperature and is liquid at a predetermined temperature to cure the epoxy resin, and is a compound having activity in a temperature range of 80 to 200 ° C.
- latent curing agents examples include urea compounds, amine compounds, acid anhydride compounds, amide compounds, dihydrazide compounds, imidazole compounds, imidazoline compounds, and the like.
- urea compound examples include 3- (3,4-dichlorophenyl) -1,1-dimethylurea (DCMU), N′-phenyl-N, N-dimethylurea, 1,1 ′-(methyl-m- And phenylene) bis (3,3′-dimethylurea).
- DCMU 3- (3,4-dichlorophenyl) -1,1-dimethylurea
- N′-phenyl-N N-dimethylurea
- 1,1 ′-(methyl-m- And phenylene) bis 3,3′-dimethylurea
- DCMU 3- (3,4-dichlorophenyl) -1,1-dimethylurea
- amine compound examples include ethylenediamine, propylenediamine, diethylenetriamine, triethylenetetramine, amine adducts thereof, metaphenylenediamine, diaminodiphenylmethane, and diaminodiphenylsulfone.
- acid anhydride compounds include phthalic anhydride, maleic anhydride, tetrahydrophthalic anhydride, dodecenyl succinic anhydride, dichlorosuccinic anhydride, benzophenone tetracarboxylic anhydride, chlorendic acid anhydride, and the like. Can be mentioned.
- amide compound examples include dicyandiamide and polyamide.
- dicyandiamide is preferable.
- hydrazide compounds examples include dihydrazides such as adipic acid dihydrazide.
- imidazole compounds include methylimidazole, 2-ethyl-4-methylimidazole, ethylimidazole, isopropylimidazole, 2,4-dimethylimidazole, phenylimidazole, undecylimidazole, heptadecylimidazole, 2-phenyl-4- And methyl imidazole.
- imidazoline compounds include methyl imidazoline, 2-ethyl-4-methyl imidazoline, ethyl imidazoline, isopropyl imidazoline, 2,4-dimethyl imidazoline, phenyl imidazoline, undecyl imidazoline, heptadecyl imidazoline, 2-phenyl-4- And methyl imidazoline.
- Such latent curing agents may be used alone or in combination.
- a urea compound is preferable, and a combination of a urea compound and an amide compound is more preferable.
- the blending ratio of such a latent curing agent is, for example, 3 to 30 parts by mass, preferably 5 to 25 parts by mass, and more preferably 10 to 20 parts by mass with respect to 100 parts by mass of the rubber-modified epoxy resin. is there.
- the blending ratio of such a latent curing agent is, for example, 1 to 15 parts by mass with respect to 100 parts by mass of the total amount of the rubber-modified epoxy resin and other epoxy resins (hereinafter referred to as all epoxy resins).
- the amount is preferably 2 to 13 parts by mass, more preferably 5 to 10 parts by mass.
- the compounding ratio of the urea compound is, for example, 1 to 20 parts by mass, preferably 1 to 10 parts by mass with respect to 100 parts by mass of the rubber-modified epoxy resin.
- the compounding ratio of the urea compound is, for example, 1 to 20 parts by mass, preferably 1 to 10 parts by mass with respect to 100 parts by mass of the rubber-modified epoxy resin.
- it is 1 to 10 parts by mass, preferably 1 to 5 parts by mass with respect to 100 parts by mass of the total epoxy resin.
- the compounding ratio of the amide compound is, for example, 1 to 30 parts by mass, preferably 3 to 20 parts by mass with respect to 100 parts by mass of the rubber-modified epoxy resin.
- the amount is, for example, 1 to 15 parts by mass, preferably 1 to 10 parts by mass with respect to 100 parts by mass of the total epoxy resin.
- thermosetting resin composition Furthermore, a filler or a toughness imparting agent can be added to the thermosetting resin composition.
- Addition of filler makes it easy to adjust the flow tester viscosity of the thermosetting resin layer. Moreover, the fracture toughness, flame retardancy, and conductivity can be improved.
- the flexibility of the cured thermosetting resin layer can be improved, and toughness can be imparted to the cured thermosetting resin layer.
- Examples of the filler include a hard filler and a soft filler.
- hard filler examples include calcium carbonate (for example, heavy calcium carbonate, light calcium carbonate, white gloss), talc, mica, clay, mica powder, bentonite, silica (for example, hydrophobic silica), alumina, aluminum silicate. , Aluminum hydroxide, titanium oxide, barium titanate, ferrite, carbon black, acetylene black, aluminum powder, glass powder (glass powder), glass balloon and the like.
- the hard filler mainly imparts thixotropy to the thermosetting resin composition and can be used as a viscosity modifier.
- Such hard fillers may be used alone or in combination.
- hydrophobic silica and glass powder are preferable, and a combination thereof is more preferable.
- the proportion of hydrophobic silica is, for example, 1 to 20 parts by mass, preferably 5 to 100 parts by mass with respect to 100 parts by mass of glass powder (glass powder). 15 parts by mass.
- soft filler examples include thermoplastic resins such as rubber, elastomer, and nylon (registered trademark).
- Such soft fillers may be used alone or in combination.
- the core-shell type acrylic polymer rubber particles are core / shell type particles composed of a core part substantially made of rubber and a shell part made of an acrylic polymer and enclosing the core part.
- the shell part is compatible with the rubber-modified epoxy resin and the core part has stress relaxation properties. Toughness can be imparted to the resin.
- Such fillers may be used alone or in combination.
- any one of a hard filler and a soft filler may be used alone, and preferably, a hard filler and a soft filler are used in combination.
- the mixing ratio of the hard filler is, for example, 1 to 500 parts by weight, preferably 2 to 100 parts by weight, more preferably 100 parts by weight of the soft filler. Is 5 to 20 parts by mass.
- the blending ratio of the filler is, for example, 5 to 500 parts by mass, preferably 10 to 300 parts by mass with respect to 100 parts by mass of the thermosetting resin composition.
- the amount is 5 to 500 parts by mass, preferably 10 to 300 parts by mass, and more preferably 15 to 100 parts by mass.
- the blending ratio of the hard filler is, for example, 0.1 to 30 parts by mass, preferably 0 with respect to 100 parts by mass of the thermosetting resin composition. 5 to 20 parts by mass, more preferably 1 to 10 parts by mass, and for example, 0.1 to 40 parts by mass, preferably 0.5 to 30 parts by mass with respect to 100 parts by mass of the total epoxy resin, More preferably, it is 1 to 15 parts by mass.
- the blending ratio of the soft filler is, for example, 1 to 50 parts by mass, preferably 10 to 40 parts per 100 parts by mass of the thermosetting resin composition. Parts by weight, more preferably 15-30 parts by weight, for example, 1-50 parts by weight, preferably 10-40 parts by weight, more preferably 15-30 parts by weight with respect to 100 parts by weight of the total epoxy resin. Part.
- the blending ratio of hydrophobic silica is, for example, 0.1 to 10 parts by mass, preferably 100 parts by mass with respect to 100 parts by mass of the thermosetting resin composition. Is 0.5 to 5 parts by mass, for example, 0.1 to 15 parts by mass, preferably 0.5 to 8 parts by mass with respect to 100 parts by mass of the total epoxy resin.
- the blending ratio of the glass powder (glass powder) is, for example, 5 to 30 parts by mass with respect to 100 parts by mass of the thermosetting resin composition.
- the amount is preferably 10 to 20 parts by mass, for example, 10 to 40 parts by mass, and preferably 15 to 30 parts by mass with respect to 100 parts by mass of the total epoxy resin.
- toughness imparting agent examples include urethane polymers (urethane resins).
- urethane polymers a urethane acrylate resin is preferable, and a urethane resin having an acryloyl group at a terminal is more preferable.
- the blending ratio of the toughness imparting agent is, for example, 0.5 to 80 parts by mass, preferably 1 to 30 parts by mass with respect to 100 parts by mass of the thermosetting resin composition, and is based on 100 parts by mass of the total epoxy resin.
- the amount is 1 to 100 parts by mass, preferably 5 to 50 parts by mass.
- the blending ratio of the toughness imparting agent is less than 1 part by mass with respect to 100 parts by mass of the total epoxy resin, the effect of adding the toughness imparting agent (improving the flexibility of the thermosetting resin layer after curing and imparting toughness) is achieved.
- the amount exceeds 100 parts by mass the elastic modulus of the thermosetting resin layer is significantly reduced, and the adhesive force of the double-sided pressure-sensitive adhesive tape may be reduced.
- thermosetting resin composition may include, for example, a tackifier (for example, rosin resin, terpene resin, coumarone indene resin, petroleum resin, etc.)
- Lubricants eg, stearic acid
- stabilizers anti-aging agents, antioxidants, UV absorbers, colorants, flame retardants, antistatic agents, conductivity-imparting agents, slidability-imparting agents, surfactants, etc.
- additives can be added at an appropriate ratio.
- thermosetting resin composition is prepared as a kneaded product by blending the above-described components in the above-described blending ratio and, although not particularly limited, for example, kneading with a mixing roll or the like. Moreover, at the time of kneading
- the kneaded product (thermosetting resin composition) thus obtained has a flow tester viscosity of 1000 Pa ⁇ s or more and 7000 Pa ⁇ s or less, preferably 1100 Pa ⁇ s or more, at 40 ° C. and a load of 20 kg. 6800 Pa ⁇ s or less, more preferably 1500 Pa ⁇ s or more and 5000 Pa ⁇ s or less.
- thermosetting resin composition When the flow tester viscosity of the thermosetting resin composition is less than 1000 Pa ⁇ s, the cohesive force of the thermosetting resin composition is reduced, and peeling from the release paper becomes difficult. Workability may be reduced. Moreover, when it exceeds 7000 Pa ⁇ s, the fluidity of the thermosetting resin composition at the time of heating is lowered, and the oil level adhesive force of the double-sided pressure-sensitive adhesive tape may be lowered. On the other hand, when the flow tester viscosity of the thermosetting resin composition is within the above range, it is possible to improve the adhesion workability and oil surface adhesion of the double-sided adhesive tape.
- the flow tester viscosity is a viscosity measured by a Koka flow tester viscometer. Specifically, it conforms to JISK7210 (thermoplastic flow test method) and is measured at a measurement temperature of 40 ° C. for 180 seconds. The viscosity was measured by heating and then using a flow tester viscometer (for example, CFT-500 (manufactured by Shimadzu Corporation)) using a die having a diameter of 1 mm and a length of 1 mm under a load of 20 kg.
- a flow tester viscometer for example, CFT-500 (manufactured by Shimadzu Corporation)
- the obtained kneaded material is sandwiched between two release papers, and rolled by, for example, press molding to form a thermosetting resin layer between the two release papers.
- the thickness of the thermosetting resin layer is, for example, 0.05 to 2 mm, preferably 0.1 to 1 mm.
- the double-sided pressure-sensitive adhesive tape is obtained by peeling off the release papers on one side of the two thermosetting resin layers prepared as described above and sticking them to both sides of the substrate.
- the thickness of the double-sided pressure-sensitive adhesive tape is, for example, 0.1 to 4 mm, preferably 0.3 to 2 mm.
- the obtained kneaded product is subjected to a thermosetting resin layer on both surfaces of the substrate by, for example, knife coating, roll coating, extrusion coating, etc. under a temperature condition in which the latent curing agent does not substantially react.
- a double-sided pressure-sensitive adhesive tape can be obtained by sticking a release paper to the surface of the thermosetting resin layer formed on both surfaces of the substrate.
- thermosetting resin composition for example, by laminating the thermosetting resin layer on the surface of the release paper, etc., and then laminating the both sides of the base material, a double-sided adhesive tape is obtained. You can also.
- the release paper on one side and sticking it to the adherend surface is peeled off, for example, a structural member of various industrial products Join.
- the adherend include a metal adherend such as a metal panel and a resin adherend such as a resin panel.
- oil usually adheres to the surface of an adherend such as a metal panel.
- the double-sided pressure-sensitive adhesive tape of the present invention it is possible to achieve good peeling of the release paper while improving adhesion to the adherend surface to which oil is adhered and workability. .
- each component was blended and kneaded with a mixing roll to prepare a kneaded product (thermosetting resin composition).
- a kneaded product thermosetting resin composition
- an epoxy resin, a rubber-modified epoxy resin, a filler, and a toughness imparting agent are kneaded with a mixing roll heated to 120 ° C., and then the kneaded product is cooled to 60 to 100 ° C., Furthermore, a latent curing agent was added and kneaded with a mixing roll to obtain a kneaded product.
- thermosetting resin layer was rolled to a thickness of 0.2 mm by press molding in a state of being sandwiched between release papers to form a thermosetting resin layer.
- thermosetting resin layer is peeled off, and the thermosetting resin layer is applied to both sides of a 200 ⁇ m thick glass cloth substrate (epoxysilane treatment, mass 209 g / m 2 ) by heat press (50 ° C.).
- a double-sided adhesive tape was prepared by sticking and setting the total thickness of the thermosetting resin layer and the substrate to 0.5 mm.
- the double-sided adhesive tapes (1) of each Example and each Comparative Example were cut into a width of 25 mm ⁇ a length of 12.5 mm, and the release paper on one side of each cut-out double-sided adhesive tape was obtained. I peeled it off.
- thermosetting resin layer was cured by heating at 150 ° C. for 20 minutes, and each test piece was produced.
- the double-sided adhesive tapes (1) of each Example and each Comparative Example were cut out to a width of 25 mm ⁇ a length of 85 mm, and the release paper on one side of each cut-out double-sided adhesive tape was peeled .
- one side of the double-sided tape from which the release paper was peeled was attached to one of the prepared cold rolled steel sheets in a 20 ° C. atmosphere. Then, peel off the release paper on the other side of the attached double-sided tape, attach another cold-rolled steel sheet so that the double-sided tape is sandwiched between the cold-rolled steel sheets, and then apply it to the double-sided adhesive tape.
- the two cold-rolled steel plates attached were fixed with paper clips.
- the thermosetting resin layer was cured by heating at 150 ° C. for 20 minutes, and each test piece was produced.
- Each double-sided adhesive tape was cold rolled steel sheet (SPCC-SD, manufactured by Nippon Test Panel Co., Ltd.) 40 mm wide ⁇ 100 mm long ⁇ 0.8 mm thick coated with Daphne Oil Coat RL-55 (manufactured by Idemitsu Kosan Co., Ltd.) Then, it was pressure-bonded with a 2 kg roller. Then, after 5 seconds from the pressure bonding, it was confirmed whether the release paper on the other side of the double-sided adhesive tape could be peeled off, and evaluated according to the following criteria.
- ⁇ The release paper on the other side can be peeled without lifting or peeling from the cold-rolled steel plate at the end of the double-sided adhesive tape.
- thermosetting resin composition 2 g was put into a CFT-500 cylinder set at 40 ° C. and heated for 180 seconds. Thereafter, the flow tester viscosity was measured at a load of 20 kg. A die having a diameter of 1 mm and a length of 1 mm was used.
- the double-sided adhesive tape of the present invention is used for joining structural members of various industrial products.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Epoxy Resins (AREA)
Abstract
両面接着テープは、基材と、基材の両面に積層される熱硬化樹脂層とを備え、熱硬化樹脂層が、ゴム変性エポキシ樹脂と、潜在性硬化剤とを含有し、熱硬化樹脂層のフローテスター粘度が、40℃、荷重20Kgにおいて、1000Pa・s以上7000Pa・s以下である。
Description
本発明は、両面接着テープ、詳しくは、各種産業製品の構造部材などの接合に用いられる両面接着テープに関する。
従来より、両面接着テープは、液状接着剤よりも取扱性や接着性に優れていることから、各種産業製品の構造部材などの接合に広く用いられている。
このような両面接着テープとしては、例えば、ゴム成分を含有するエポキシ樹脂と、固形エポキシ樹脂と、熱可塑性樹脂を含有するエポキシ樹脂と、尿素系エポキシ樹脂硬化剤と、潜在性硬化触媒とからなるエポキシ樹脂組成物を、ナイロン不織布の表面に積層したフィルム状接着剤が提案されている(例えば、特許文献1)。
そして、両面接着テープでは、その両面に剥離紙が設けられており、一方面の剥離紙を剥離して被着体表面に貼着した後に、その貼着面の他方面の剥離紙を剥離して、構造部材を接合する。
しかるに、自動車などの各種産業製品の製造工程においては、通常、金属パネルなどの被着体表面に油が付着している。
そのような場合に、特許文献1に記載のフィルム状接着剤を被着体表面に貼着したときに、十分な接着性を確保することができない場合がある。
そのため、特許文献1に記載のフィルム状接着剤では、例えば、被着体表面に油などが付着している場合、接着性を確保するため、貼着前に被着体表面の清浄化や表面処理が必要となり作業が煩雑となる。
その一方、フィルム状接着剤に積層される剥離紙の剥離が困難となる場合もある。
そこで、本発明は、油が付着した被着体表面に貼着する場合にそのまま貼着しても、十分な接着性を確保することができ、かつ、剥離紙を良好に剥離することができる両面接着テープを提供することにある。
本発明の両面接着テープは、基材と、前記基材の両面に積層される熱硬化樹脂層とを備え、前記熱硬化樹脂層が、ゴム変性エポキシ樹脂と、潜在性硬化剤とを含有し、前記熱硬化樹脂層のフローテスター粘度が、40℃、荷重20Kgにおいて、1000Pa・s以上7000Pa・s以下であることを特徴としている。
また、本発明の両面接着テープでは、前記ゴム変性エポキシ樹脂が、液状のゴム変性エポキシ樹脂および固形のゴム変性エポキシ樹脂を含有することが好適である。
また、本発明の両面接着テープでは、前記潜在性硬化剤が、尿素系化合物を含有することが好適である。
また、本発明の両面接着テープでは、前記基材の厚みが、25μm以上であることが好適である。
本発明の両面粘着テープは、油が付着している被着体表面にそのまま貼着した場合であっても、十分な接着性を確保することができ、かつ、剥離紙を良好に剥離することができる。
したがって、本発明の両面粘着テープによれば、油が付着している被着体表面への接着性および作業性の向上を図ることができながら、剥離紙の良好な剥離を実現することができる。
本発明の両面粘着テープは、シート状の接着剤であって、基材と、基材の両面に積層される熱硬化樹脂層とを備えている。
基材は、熱硬化樹脂層に靱性を付与するものであって、例えば、ガラスクロス、樹脂含浸ガラスクロス、合成樹脂不織布、金属箔、カーボンファイバー、ポリエステルフィルムなどが挙げられる。
ガラスクロスは、ガラス繊維を布にしたものであって、公知のガラスクロスが挙げられる。
このようなガラスクロスのなかでは、基材と熱硬化樹脂層との密着性を考慮すると、好ましくは、シランカップリング剤による処理がなされているシランカップリング剤処理ガラスクロスが挙げられる。
シランカップリング剤としては、例えば、アミノシラン、エポキシシラン、アクリロキシシランなどの公知のシランカップリング剤が挙げられる。
このようなシランカップリング剤は、単独で使用してもよく、あるいは、併用することもできる。
また、このようなシランカップリング剤のなかでは、好ましくは、エポキシシランが挙げられる。
樹脂含浸ガラスクロスは、上記したガラスクロスに熱硬化性樹脂や熱可塑性樹脂などの合成樹脂が含浸処理されているものであって、公知のものが挙げられる。
熱硬化性樹脂としては、例えば、エポキシ樹脂、ウレタン樹脂、メラミン樹脂、フェノール樹脂などが挙げられる。
熱可塑性樹脂としては、例えば、酢酸ビニル樹脂、エチレン-酢酸ビニル共重合体(EVA)、塩化ビニル樹脂、EVA-塩化ビニル樹脂共重合体などが挙げられる。
また、このような熱硬化性樹脂および熱可塑性樹脂は、それぞれ単独で使用してもよく、あるいは、併用(例えば、メラミン樹脂と酢酸ビニル樹脂との併用)することもできる。
合成樹脂不織布としては、例えば、ポリプロピレン樹脂不織布、ポリエチレン樹脂不織布、エステル系樹脂不織布などが挙げられる。
金属箔としては、例えば、アルミニウム箔、スチール箔などの公知の金属箔が挙げられる。
カーボンファイバーは、炭素を主成分とする繊維を布にしたものであって、公知のものが挙げられる。
ポリエステルフィルムとしては、例えば、ポリエチレンテレフタレート(PET)フィルム、ポリエチレンナフタレート(PEN)フィルム、ポリブチレンテレフタレート(PBT)フィルムなどが挙げられる。
このような基材のなかでは、好ましくは、ガラスクロスが挙げられる。
ガラスクロスを基材として使用することで、絶縁信頼性が高く柔軟な接着シートの提供が可能となり、例えば、鉄-アルミニウムなどの金属異材接合時に懸念される電位差腐食を防止することができる。
このような基材の厚みは、例えば、25μm以上、好ましくは、50μm以上であって、例えば、300μm以下、好ましくは、250μm以下である。
基材の厚みが25μm未満であると、基材として必要な硬度を確保することができず、両面接着テープの貼着作業性が低下する場合がある。一方、基材の厚みが上記範囲内であると、両面接着テープの貼着作業性の向上を図ることができる。
熱硬化樹脂層は、貼着した被着体表面に硬化により密着するものであって、加熱により硬化する熱硬化性樹脂組成物からなり、基材の両面にシート状に形成されている。
熱硬化性樹脂組成物は、ゴム変性エポキシ樹脂と、潜在性硬化剤とを少なくとも含んでいる。
ゴム変性エポキシ樹脂は、ゴム成分を含有するエポキシ樹脂であって、エポキシ樹脂にゴム成分を反応(変性)させることにより調製されている。
エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水素添加ビスフェノールA型エポキシ樹脂などのビスフェノール型エポキシ樹脂、例えば、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などのノボラック型エポキシ樹脂、例えば、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂などの芳香族系エポキシ樹脂、例えば、トリグリシジルイソシアヌレート、ヒダントインエポキシ樹脂などの含窒素環エポキシ樹脂、例えば、脂肪族系エポキシ樹脂、例えば、ジシクロ環型エポキシ樹脂などの脂環式エポキシ樹脂、例えば、グリシジルエーテル型エポキシ樹脂、例えば、ウレタン変性エポキシ樹脂などが挙げられる。
このようなエポキシ樹脂は、単独で使用してもよく、あるいは、併用することもできる。
このようなエポキシ樹脂のなかでは、取扱性を考慮すると、好ましくは、常温液状のビスフェノールA型エポキシ樹脂およびビスフェノールF型エポキシ樹脂が挙げられる。
ゴム成分は、エポキシ樹脂と反応する末端基を有するゴムであって、例えば、末端カルボキシル変性ブタジエン・アクリロニトリル共重合体(CTBN)、ブタジエン系ゴム、アクリル系ゴム、スチレン・ブタジエン系エストラマーなどが挙げられる。
このようなゴム成分は、単独で使用してもよく、あるいは、併用することもできる。
このようなゴム成分のなかでは、好ましくは、末端カルボキシル変性ブタジエン・アクリロニトリル共重合体(CTBN)が挙げられる。
このようなゴム変性エポキシ樹脂を調製するには、例えば、エポキシ樹脂とゴム成分とを混合し、必要により触媒を添加して、例えば、100~180℃において反応(変性)させる。これによって、ゴム成分の末端基とエポキシ樹脂とが反応し、ゴム変性エポキシ樹脂が調製される。
このようなゴム変性エポキシ樹脂は、単独で使用してもよく、あるいは、併用することもできる。
このようなゴム変性エポキシ樹脂は、フローテスター粘度を調製し、両面粘着テープの取扱性を考慮すると、好ましくは、液状ゴム変性エポキシ樹脂および固形ゴム変性エポキシ樹脂を含有する。
液状ゴム変性エポキシ樹脂は、常温液状のゴム変性エポキシ樹脂であり、好ましくは、液状CTBN変性エポキシ樹脂が挙げられる。
液状ゴム変性エポキシ樹脂のエポキシ当量は、例えば、100~1000g/eq、好ましくは、200~600g/eqである。
また、固形ゴム変性エポキシ樹脂は、常温固形のゴム変性エポキシ樹脂であって、好ましくは、固形CTBN変性エポキシ樹脂が挙げられる。
固形ゴム変性エポキシ樹脂のエポキシ当量は、例えば、500~2500g/eq、好ましくは、1000~2000g/eqである。
ゴム変性エポキシ樹脂が液状ゴム変性エポキシ樹脂および固形ゴム変性エポキシ樹脂を含有する場合、液状ゴム変性エポキシ樹脂と固形ゴム変性エポキシ樹脂との配合比率(質量比)は、例えば、95:5~35:65、好ましくは、90:10~40:60、さらに好ましくは、85:15~45:55である。
また、このようなゴム変性エポキシ樹脂は、例えば、市販品(商品名:EPR1415-1(液状CTBN変性エポキシ樹脂):エポキシ当量400g/eq ADEKA社製、商品名:HYypoxRK84L(固形CTBN変性エポキシ樹脂):エポキシ当量1200~1800g/eq CVC Specialty Chemicals社製)を用いることもできる。
ゴム変性エポキシ樹脂の配合割合は、熱硬化性樹脂組成物100質量部に対して、例えば、20~98質量部、好ましくは、20~95質量部、さらに好ましくは、30~75質量部である。
また、熱硬化性樹脂組成物には、熱硬化性樹脂組成物のフローテスター粘度の調整を考慮すると、ゴム変性エポキシ樹脂に加え、その他のエポキシ樹脂を併用することができる。
その他のエポキシ樹脂としては、例えば、上記したエポキシ樹脂が挙げられ、好ましくは、常温半固形のビスフェノールA型エポキシ樹脂、常温固形のビスフェノールA型エポキシ樹脂などのビスフェノール型エポキシ樹脂が挙げられる。
このようなその他のエポキシ樹脂のエポキシ当量は、例えば、90~1000g/eq、好ましくは、100~500g/eqである。
その他のエポキシ樹脂の配合割合は、熱硬化性樹脂組成物100質量部に対して、例えば、10~70質量部、好ましくは、20~60質量部である。
また、その他のエポキシ樹脂の配合割合は、ゴム変性エポキシ樹脂100質量部に対して、例えば、20~170質量部、好ましくは、30~150質量部、さらに好ましくは、80~120質量部である。
また、ゴム変性エポキシ樹脂が液状ゴム変性エポキシ樹脂および固形ゴム変性エポキシ樹脂を含有する場合、その他のエポキシ樹脂の配合割合は、液状ゴム変性エポキシ樹脂100質量部に対して、例えば、80~240質量部、好ましくは、100~220質量部、固形ゴム変性エポキシ樹脂100質量部に対して、例えば、150~550質量部、好ましくは、180~520質量部である。
潜在性硬化剤は、常温で固体であり、所定温度で液状となってエポキシ樹脂を硬化する硬化剤であって、80~200℃の温度範囲で活性を有する化合物である。
このような潜在性硬化剤としては、例えば、尿素系化合物、アミン系化合物、酸無水物系化合物、アミド系化合物、ジヒドラジド系化合物、イミダゾール系化合物、イミダゾリン系化合物などが挙げられる。
尿素系化合物としては、例えば、3-(3,4-ジクロロフェニル)-1,1-ジメチル尿素(DCMU)、N’-フェニル-N,N-ジメチル尿素、1、1’-(メチル-m-フェニレン)ビス(3,3’-ジメチル尿素)などが挙げられる。
このような尿素系化合物のなかでは、好ましくは、3-(3,4-ジクロロフェニル)-1,1-ジメチル尿素(DCMU)が挙げられる。
アミン系化合物としては、例えば、エチレンジアミン、プロピレンジアミン、ジエチレントリアミン、トリエチレンテトラミン、それらのアミンアダクト、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホンなどが挙げられる。
酸無水物系化合物としては、例えば、無水フタル酸、無水マレイン酸、テトラヒドロフタル酸無水物、ドデセニルコハク酸無水物、ジクロロコハク酸無水物、ベンゾフェノンテトラカルボン酸無水物、クロレンディック酸無水物などが挙げられる。
アミド系化合物としては、例えば、ジシアンジアミド、ポリアミドなどが挙げられる。
このようなアミド化合物のなかでは、好ましくは、ジシアンジアミドが挙げられる。
ヒドラジド系化合物としては、例えば、アジピン酸ジヒドラジドなどのジヒドラジドなどが挙げられる。
イミダゾール系化合物としては、例えば、メチルイミダゾール、2-エチル-4-メチルイミダゾール、エチルイミダゾール、イソプロピルイミダゾール、2,4-ジメチルイミダゾール、フェニルイミダゾール、ウンデシルイミダゾール、ヘプタデシルイミダゾール、2-フェニル-4-メチルイミダゾールなどが挙げられる。
イミダゾリン系化合物としては、例えば、メチルイミダゾリン、2-エチル-4-メチルイミダゾリン、エチルイミダゾリン、イソプロピルイミダゾリン、2,4-ジメチルイミダゾリン、フェニルイミダゾリン、ウンデシルイミダゾリン、ヘプタデシルイミダゾリン、2-フェニル-4-メチルイミダゾリンなどが挙げられる。
このような潜在性硬化剤は、単独で使用してもよく、あるいは、併用することもできる。
このような潜在性硬化剤のなかでは、好ましくは、尿素系化合物が挙げられ、さらに好ましくは、尿素系化合物とアミド化合物との併用が挙げられる。
このような潜在性硬化剤の配合割合は、ゴム変性エポキシ樹脂100質量部に対して、例えば、3~30質量部、好ましくは、5~25質量部、さらに好ましくは、10~20質量部である。
また、このような潜在性硬化剤の配合割合は、ゴム変性エポキシ樹脂およびその他のエポキシ樹脂の総量(以下、全エポキシ樹脂とする。)100質量部に対して、例えば、1~15質量部、好ましくは、2~13質量部、さらに好ましくは、5~10質量部である。
また、尿素系化合物とアミド化合物とを併用する場合、尿素系化合物の配合割合は、ゴム変性エポキシ樹脂100質量部に対して、例えば、1~20質量部、好ましくは、1~10質量部であり、全エポキシ樹脂100質量部に対して、例えば、1~10質量部、好ましくは、1~5質量部である。
また、尿素系化合物とアミド化合物とを併用する場合、アミド化合物の配合割合は、ゴム変性エポキシ樹脂100質量部に対して、例えば、1~30質量部、好ましくは、3~20質量部であり、全エポキシ樹脂100質量部に対して、例えば、1~15質量部、好ましくは、1~10質量部である。
さらに、熱硬化性樹脂組成物には、充填剤や、靭性付与剤を添加することもできる。
充填剤を添加することにより、熱硬化樹脂層のフローテスター粘度の調整が容易となる。また、破壊靭性、難燃性、導電性の向上を図ることができる。
また、靭性付与剤を添加することにより、硬化後の熱硬化樹脂層の柔軟性の向上を図ることができ、硬化後の熱硬化樹脂層に靭性を付与することができる。
充填剤としては、例えば、硬質充填剤、軟質充填剤などが挙げられる。
硬質充填剤としては、例えば、炭酸カルシウム(例えば、重質炭酸カルシウム、軽質炭酸カルシウム、白艶華など)、タルク、マイカ、クレー、雲母粉、ベントナイト、シリカ(例えば、疎水性シリカ)、アルミナ、アルミニウムシリケート、水酸化アルミニウム、酸化チタン、チタン酸バリウム、フェライト、カーボンブラック、アセチレンブラック、アルミニウム粉、ガラス粉(ガラスパウダー)、ガラスバルーンなどが挙げられる。
硬質充填剤は、主に熱硬化性樹脂組成物にチクソ性を付与し、また、粘度調整剤として使用することができる。
このような硬質充填剤は、単独で使用してもよく、あるいは、併用することもできる。
また、このような硬質充填剤のなかでは、好ましくは、疎水性シリカおよびガラス粉(ガラスパウダー)が挙げられ、さらに好ましくは、それらの併用が挙げられる。
疎水性シリカとガラス粉(ガラスパウダー)とを併用する場合、疎水性シリカの配合割合は、ガラス粉(ガラスパウダー)100質量部に対して、例えば、1~20質量部、好ましくは、5~15質量部である。
軟質充填剤としては、例えば、ゴム、エラストマー、ナイロン(登録商標)などの熱可塑性樹脂などが挙げられる。
このような軟質充填剤は、単独で使用してもよく、あるいは、併用することもできる。
また、このような軟質充填剤のなかでは、好ましくは、ゴムが挙げられ、さらに好ましくは、コアシェル型アクリルポリマーゴム粒子が挙げられる。コアシェル型アクリルポリマーゴム粒子は、実質的にゴムからなるコア部と、アクリル系ポリマーからなり、コア部を内包するシェル部とから構成されるコア/シェル型粒子である。
このようなコアシェル型アクリルポリマーゴム粒子を、熱硬化性樹脂組成物に添加すると、シェル部がゴム変性エポキシ樹脂と相溶するとともに、コア部が応力緩和性を有するので、硬化後のゴム変性エポキシ樹脂に靭性を付与することができる。
このような充填剤は、単独で使用してもよく、あるいは、併用することもできる。
具体的には、このような充填剤は、硬質充填剤および軟質充填剤のいずれか一方を単独で使用してもよく、好ましくは、硬質充填剤および軟質充填剤が併用される。
硬質充填剤と軟質充填剤とを併用する場合、硬質充填剤の配合割合は、軟質充填剤100質量部に対して、例えば、1~500質量部、好ましくは、2~100質量部、さらに好ましくは、5~20質量部である。
充填剤の配合割合は、熱硬化性樹脂組成物100質量部に対して、例えば、5~500質量部、好ましくは、10~300質量部であり、全エポキシ樹脂100質量部に対して、例えば、5~500質量部、好ましくは、10~300質量部、さらに好ましくは、15~100質量部である。
また、硬質充填剤と軟質充填剤とを併用する場合、硬質充填剤の配合割合は、熱硬化性樹脂組成物100質量部に対して、例えば、0.1~30質量部、好ましくは、0.5~20質量部、さらに好ましくは、1~10質量部であり、全エポキシ樹脂100質量部に対して、例えば、0.1~40質量部、好ましくは、0.5~30質量部、さらに好ましくは、1~15質量部である。また、硬質充填剤と軟質充填剤とを併用する場合、軟質充填剤の配合割合は、熱硬化性樹脂組成物100質量部に対して、例えば、1~50質量部、好ましくは、10~40質量部、さらに好ましくは、15~30質量部であり、全エポキシ樹脂100質量部に対して、例えば、1~50質量部、好ましくは、10~40質量部、さらに好ましくは、15~30質量部である。
また、疎水性シリカとガラス粉(ガラスパウダー)とを併用する場合、疎水性シリカの配合割合は、熱硬化性樹脂組成物100質量部に対して、例えば、0.1~10質量部、好ましくは、0.5~5質量部であり、全エポキシ樹脂100質量部に対して、例えば、0.1~15質量部、好ましくは、0.5~8質量部である。また、疎水性シリカとガラス粉(ガラスパウダー)とを併用する場合、ガラス粉(ガラスパウダー)の配合割合は、熱硬化性樹脂組成物100質量部に対して、例えば、5~30質量部、好ましくは、10~20質量部であり、全エポキシ樹脂100質量部に対して、例えば、10~40質量部、好ましくは、15~30質量部である。
靭性付与剤としては、例えば、ウレタンポリマー(ウレタン樹脂)などが挙げられる。
このようなウレタンポリマーのなかでは、好ましくは、ウレタンアクリレート樹脂が挙げられ、さらに好ましくは、末端にアクリロイル基を有するウレタン樹脂が挙げられる。
靭性付与剤の配合割合は、熱硬化性樹脂組成物100質量部に対して、例えば、0.5~80質量部、好ましくは、1~30質量部であり、全エポキシ樹脂100質量部に対して、例えば、1~100質量部、好ましくは、5~50質量部である。
靭性付与剤の配合割合が、全エポキシ樹脂100質量部に対して1質量部未満である場合、靭性付与剤の添加効果(硬化後の熱硬化樹脂層の柔軟性の向上および靭性の付与)が発揮されない場合があり、100質量部を超過すると、熱硬化樹脂層の弾性率の低下が顕著となり、両面粘着テープの接着力が低下する場合がある。
また、熱硬化性樹脂組成物には、上記成分に加えて、必要に応じて、例えば、粘着付与剤(例えば、ロジン系樹脂、テルペン系樹脂、クマロンインデン系樹脂、石油系樹脂など)、滑剤(例えば、ステアリン酸など)、安定剤、老化防止剤、酸化防止剤、紫外線吸収剤、着色剤、難燃剤、帯電防止剤、導電性付与剤、摺動性付与剤、界面活性剤などの公知の添加剤を適宜の割合で添加することもできる。
そして、熱硬化性樹脂組成物は、上記した各成分を、上記した配合割合において配合し、特に限定されないが、例えば、ミキシングロールなどによって混練して、混練物として調製する。また、混練時には、必要により、潜在性硬化剤が実質的に反応する温度未満で加熱することもできる。
このようにして得られた混練物(熱硬化性樹脂組成物)は、そのフローテスター粘度が、40℃、荷重20Kgにおいて、1000Pa・s以上7000Pa・s以下であり、好ましくは、1100Pa・s以上6800Pa・s以下、さらに好ましくは、1500Pa・s以上5000Pa・s以下である。
熱硬化性樹脂組成物のフローテスター粘度が、1000Pa・s未満であると、熱硬化性樹脂組成物の凝集力が低下し、剥離紙からの剥離が困難となって、両面粘着テープの貼着作業性が低下する場合がある。また、7000Pa・sを超過すると、加熱時における熱硬化性樹脂組成物の流動性が低下し、両面粘着テープの油面接着力が低下する場合がある。一方、熱硬化性樹脂組成物のフローテスター粘度が、上記範囲内であると、両面接着テープの貼着作業性および油面接着性の向上を図ることができる。
なお、フローテスター粘度は、高化式フローテスター粘度計により測定される粘度であって、具体的には、JISK7210(熱可塑性プラスチックの流れ試験方法)に準拠し、測定温度40℃において、180秒間加熱し、その後、荷重20kgの条件で、フローテスター粘度計(例えば、CFT-500(島津製作所社製))により、直径1mm、長さ1mmのダイスを使用して測定した粘度である。
そして、得られた混練物を2枚の剥離紙の間に挟み込み、例えば、プレス成型などによって圧延することにより、2枚の剥離紙の間に熱硬化樹脂層を形成することができる。
熱硬化樹脂層の厚みは、例えば、0.05~2mm、好ましくは、0.1~1mmである。
次いで、上記により調製した2つの熱硬化樹脂層の片面の剥離紙をそれぞれ剥がし、基材の両面にそれぞれ貼着することにより、両面粘着テープを得る。
両面粘着テープの厚みは、例えば、0.1~4mm、好ましくは、0.3~2mmである。
また、得られた混練物を、潜在性硬化剤が実質的に反応しない温度条件下において、例えば、ナイフ塗工、ロール塗工、押出塗工などによって、基材の両面に熱硬化樹脂層を形成した後、基材の両面に形成された熱硬化樹脂層の表面に、それぞれ剥離紙を貼り合わせることにより、両面粘着テープを得ることもできる。
また、熱硬化性樹脂組成物を、例えば、塗工することにより、剥離紙の表面などに熱硬化樹脂層を積層した後、基材の両面にラミネートすることによっても、両面粘着テープを得ることもできる。
このような両面接着テープでは、一方面の剥離紙を剥離して被着体表面に貼着した後に、その貼着面の他方面の剥離紙を剥離して、例えば、各種産業製品の構造部材を接合する。被着体としては、例えば、金属パネルなどの金属被着体、樹脂パネルなどの樹脂被着体などが挙げられる。しかるに、自動車などの各種産業製品の製造工程においては、通常、金属パネルなどの被着体表面に油が付着している。
このような両面粘着テープでは、油が付着している被着体表面にそのまま貼着する場合であっても、十分な接着性を確保することができ、かつ、貼着後において、剥離紙を良好に剥離することができる。
したがって、本発明の両面粘着テープによれば、油が付着している被着体表面への接着性および作業性の向上を図ることができながら、剥離紙の良好な剥離を実現することができる。
以下に、実施例および比較例を挙げて本発明をさらに詳しく説明するが、本発明は、何らこれらに限定されるものではない。
実施例および比較例
表1に示す配合処方において、各成分を配合し、ミキシングロールで混練することにより混練物(熱硬化性樹脂組成物)を調製した。なお、この混練においては、まず、エポキシ樹脂、ゴム変性エポキシ樹脂、充填剤、靭性付与剤を、120℃に加熱したミキシングロールで混練した後、この混練物を、60~100℃に冷却し、さらに、潜在性硬化剤を加えて、ミキシングロールで混練して、混練物を得た。
表1に示す配合処方において、各成分を配合し、ミキシングロールで混練することにより混練物(熱硬化性樹脂組成物)を調製した。なお、この混練においては、まず、エポキシ樹脂、ゴム変性エポキシ樹脂、充填剤、靭性付与剤を、120℃に加熱したミキシングロールで混練した後、この混練物を、60~100℃に冷却し、さらに、潜在性硬化剤を加えて、ミキシングロールで混練して、混練物を得た。
次いで、得られた混練物を、剥離紙に挟んだ状態でプレス成形により、厚み0.2mmに圧延して熱硬化樹脂層を形成した。
その後、熱硬化樹脂層の一方面の剥離紙を剥がし、厚み200μmのガラスクロス基材(エポキシシラン処理、質量209g/m2)の両面に、熱硬化樹脂層をヒートプレス(50℃)にて貼着し、熱硬化樹脂層および基材の合計の厚みを0.5mmとすることにより、両面接着テープを作製した。
(評価)
得られた各実施例および各比較例の両面接着テープについて、油面せん断接着力測定、油面T形剥離力測定、油面剥離紙剥離性試験、および、フローテスター粘度測定を、次のように実施した。その結果を表1に示す。
(1)油面せん断接着力測定
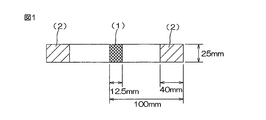
ダフニーオイルコートRL55(出光興産社製)を塗布した幅25mm×長さ100mm×厚み0.8mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)を2枚用意した。
得られた各実施例および各比較例の両面接着テープについて、油面せん断接着力測定、油面T形剥離力測定、油面剥離紙剥離性試験、および、フローテスター粘度測定を、次のように実施した。その結果を表1に示す。
(1)油面せん断接着力測定
ダフニーオイルコートRL55(出光興産社製)を塗布した幅25mm×長さ100mm×厚み0.8mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)を2枚用意した。
次いで、図1に示すように、各実施例および各比較例の両面接着テープ(1)を幅25mm×長さ12.5mmに、それぞれ切り出し、切り出した各両面接着テープの一方面の離型紙を剥がした。
次いで、剥離紙を剥がした両面テープの一方面を、用意した冷間圧延鋼板の1つに、20℃雰囲気下で貼着した。そして、貼着した両面接着テープの他方面の剥離紙を剥がし、両面テープが冷間圧延鋼板の間に挟み込まれるように、もう1枚の冷間圧延鋼板を貼着した後、両面接着テープに貼着された2枚の冷間圧延鋼板を紙クリップで固定した。次いで、150℃で20分間加熱することにより、熱硬化樹脂層を硬化させ、各試験片を作製した。
その後、各試験片の両面端部から40mm部分(チャック領域(2))をチャックし、試験速度50mm/minで、引っ張り試験を実施し、油面せん断接着力を測定した。
(2)油面T形剥離力測定
ダフニーオイルコートRL-55(出光興産社製)を塗布し、直角に折り曲げた幅25mm×長さ150mm×厚み0.8mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)を2枚用意した。
(2)油面T形剥離力測定
ダフニーオイルコートRL-55(出光興産社製)を塗布し、直角に折り曲げた幅25mm×長さ150mm×厚み0.8mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)を2枚用意した。
次いで、図2に示すように、各実施例および各比較例の両面接着テープ(1)を幅25mm×長さ85mmに、それぞれ切り出し、切り出した各両面接着テープの一方面の離型紙を剥がした。
次いで、剥離紙を剥がした両面テープの一方面を、用意した冷間圧延鋼板の1つに、20℃雰囲気下で貼着した。そして、貼着した両面テープの他方面の剥離紙を剥がし、両面テープが冷間圧延鋼板の間に挟み込まれるように、もう1枚の冷間圧延鋼板を貼着した後、両面接着テープに貼着された2枚の冷間圧延鋼板を紙クリップで固定した。次いで、150℃で20分加熱することにより、熱硬化樹脂層を硬化させ、各試験片を作製した。
その後、各試験片の両側端部から40mm部分(チャック領域(2))をチャックし、試験速度200mm/minにて引っ張り試験を実施して、剥離中の平均T形剥離力を測定した。
(3)油面剥離紙剥離性試験
各実施例および各比較例の両面接着テープを幅25mm×長さ150mmに、それぞれ切り出し、切り出した各両面接着テープの一方面の離型紙を剥がした。そして、各両面接着テープを、ダフニーオイルコートRL-55(出光興産社製)を塗布した幅40mm×長さ100mm×厚み0.8mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)に、2Kgのローラにより圧着させた。そして、圧着から5秒後に、両面接着テープの他方面の剥離紙を剥がすことができるかを確認し、下記の基準により評価した。
○:両面接着テープ端部に冷間圧延鋼板上からの浮き上がりや剥がれが発生せずに、他方面の剥離紙の剥離が可能である。
×:他方面の剥離紙と共に、両面接着テープが冷間圧延鋼板上から浮き上がり、他方面の剥離紙の剥離が不能である。
(4)フローテスター粘度測定
各実施例および各比較例における、混練物(熱硬化性樹脂組成物)のフローテスター粘度を、JISK7210(熱可塑性プラスチックの流れ試験方法)に準拠し、島津製作所社製のCFT-500により測定した。
(3)油面剥離紙剥離性試験
各実施例および各比較例の両面接着テープを幅25mm×長さ150mmに、それぞれ切り出し、切り出した各両面接着テープの一方面の離型紙を剥がした。そして、各両面接着テープを、ダフニーオイルコートRL-55(出光興産社製)を塗布した幅40mm×長さ100mm×厚み0.8mmの冷間圧延鋼板(SPCC-SD、日本テストパネル社製)に、2Kgのローラにより圧着させた。そして、圧着から5秒後に、両面接着テープの他方面の剥離紙を剥がすことができるかを確認し、下記の基準により評価した。
○:両面接着テープ端部に冷間圧延鋼板上からの浮き上がりや剥がれが発生せずに、他方面の剥離紙の剥離が可能である。
×:他方面の剥離紙と共に、両面接着テープが冷間圧延鋼板上から浮き上がり、他方面の剥離紙の剥離が不能である。
(4)フローテスター粘度測定
各実施例および各比較例における、混練物(熱硬化性樹脂組成物)のフローテスター粘度を、JISK7210(熱可塑性プラスチックの流れ試験方法)に準拠し、島津製作所社製のCFT-500により測定した。
具体的には、混練物(熱硬化性樹脂組成物)2gを、40℃に設定したCFT-500のシリンダに投入し、180秒間加熱した。その後、荷重20Kgにおいて、フローテスター粘度を測定した。なお、ダイスは直径1mm、長さ1mmのものを使用した。
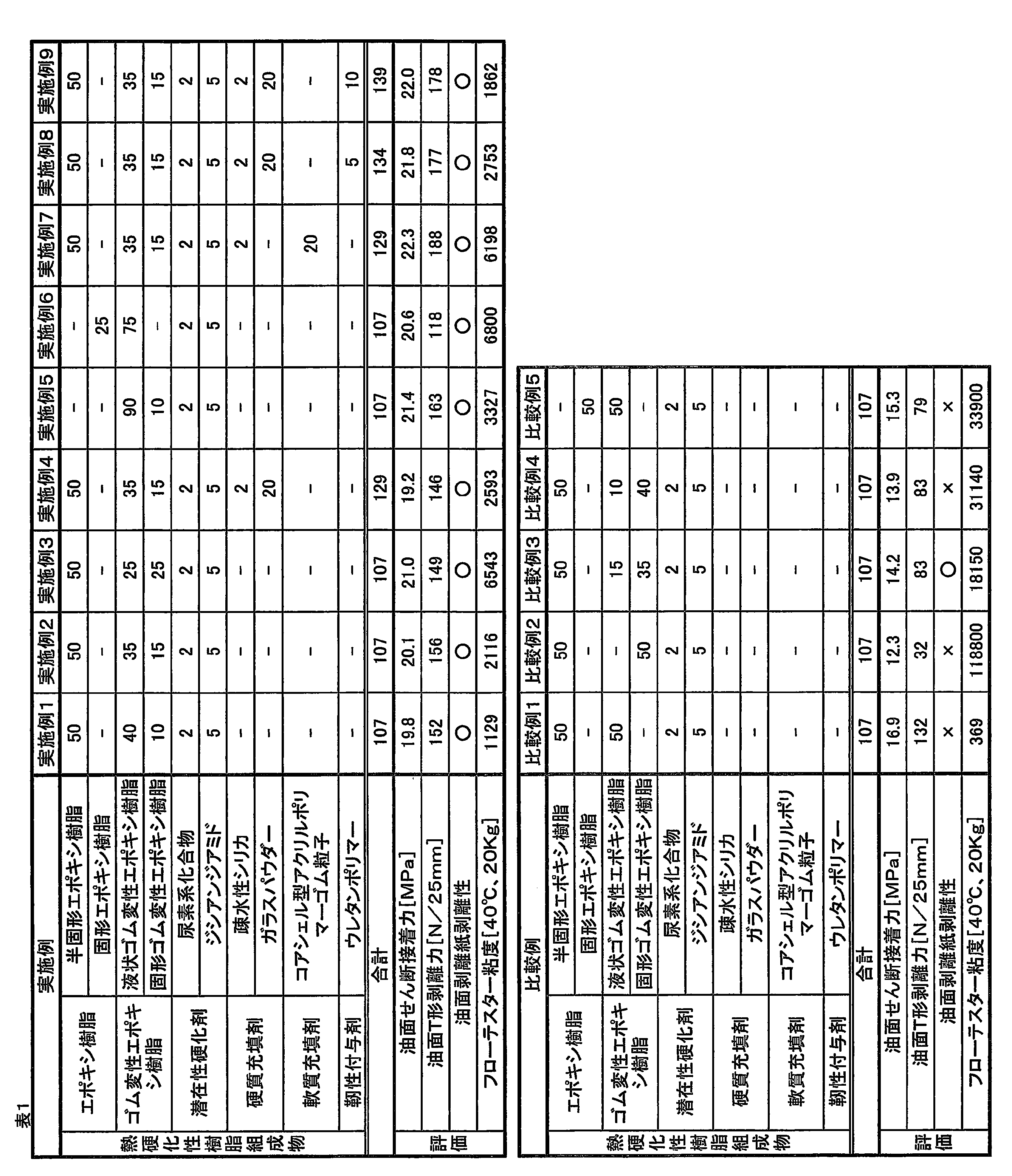
半固形エポキシ樹脂:常温半固形ビスフェノールA型エポキシ樹脂(商品名:エピコート(登録商標)♯834、エポキシ当量270g/eq.、三菱化学社製)
固形エポキシ樹脂:常温固形ビスフェノールA型エポキシ樹脂(商品名:エピコート(登録商標)♯1001、エポキシ当量450~500g/eq.、三菱化学社製)
液状ゴム変性エポキシ樹脂:液状CTBN変性エポキシ樹脂(商品名:EPR1415-1、エポキシ当量400g/eq.、ADEKA社製)
固形ゴム変性エポキシ樹脂:固形CTBN変性エポキシ樹脂(商品名:HypoxRK84L、エポキシ当量1200~1800g/eq.、CVC Specialty Chemicals社製)
尿素系化合物:3-(3,4-ジクロロフェニル)-1,1-ジメチルウレア(商品名:DCMU、保土ヶ谷化学社製)
ジシアンジアミド(商品名:DDA-50、CVC Specialty Chemicals社製)
疎水性シリカ:ジメチルシリコーンオイル表面処理シリカ(商品名:AEROJIL RY200、平均粒子径12μm、日本アエロジル社製)
ガラスパウダー:ガラス粉(商品名:PF70E-001、比重2.58、平均繊維長10.5μm、日東紡社製)
コアシェル型アクリルポリマーゴム粒子:コアシェルアクリレート共重合体微粒子(商品名:ゼフィアックF351、一次粒子径0.3μm、真比重1.13、ガンツ化成社製)
ウレタンポリマー:ウレタンアクリレート(商品名:アンカレッツ2364、比重1.1、粘度30000mPa・s、エアプロダクツ社製)
なお、上記発明は、本発明の例示の実施形態として提供したが、これは単なる例示にすぎず、限定的に解釈してはならない。当該技術分野の当業者によって明らかな本発明の変形例は、後記特許請求の範囲に含まれるものである。
本発明の両面接着テープは、各種産業製品の構造部材などの接合に用いられる。
Claims (4)
- 基材と、
前記基材の両面に積層される熱硬化樹脂層とを備え、
前記熱硬化樹脂層が、ゴム変性エポキシ樹脂と、潜在性硬化剤とを含有し、
前記熱硬化樹脂層のフローテスター粘度が、40℃、荷重20Kgにおいて、1000Pa・s以上7000Pa・s以下であることを特徴とする、両面接着テープ。 - 前記ゴム変性エポキシ樹脂が、液状ゴム変性エポキシ樹脂および固形ゴム変性エポキシ樹脂を含有することを特徴とする、請求項1に記載の両面接着テープ。
- 前記潜在性硬化剤が、尿素系化合物を含有することを特徴とする、請求項1に記載の両面接着テープ。
- 前記基材の厚みが、25μm以上であることを特徴とする、請求項1に記載の両面接着テープ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201280009631.9A CN103380185B (zh) | 2011-03-09 | 2012-02-20 | 双面粘合胶带 |
| EP12754950.9A EP2684925A4 (en) | 2011-03-09 | 2012-02-20 | DOUBLE COATED ADHESIVE STRIP |
| US14/003,746 US9783704B2 (en) | 2011-03-09 | 2012-02-20 | Double-sided adhesive tape |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-051064 | 2011-03-09 | ||
| JP2011051064 | 2011-03-09 | ||
| JP2012-029146 | 2012-02-14 | ||
| JP2012029146A JP5969217B2 (ja) | 2011-03-09 | 2012-02-14 | 両面接着テープ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012120997A1 true WO2012120997A1 (ja) | 2012-09-13 |
Family
ID=46797966
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/053989 WO2012120997A1 (ja) | 2011-03-09 | 2012-02-20 | 両面接着テープ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9783704B2 (ja) |
| EP (1) | EP2684925A4 (ja) |
| JP (1) | JP5969217B2 (ja) |
| CN (2) | CN103380185B (ja) |
| WO (1) | WO2012120997A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103044859A (zh) * | 2012-12-25 | 2013-04-17 | 宁波大榭开发区综研化学有限公司 | 一种绝缘防水环氧树脂组合物及胶带及其制备方法 |
| CN103396742A (zh) * | 2013-08-05 | 2013-11-20 | 上海康达新能源材料有限公司 | 一种环氧胶膜 |
| EP3024871A1 (en) * | 2013-07-26 | 2016-06-01 | Zephyros Inc. | Thermosetting adhesive films including a fibrous carrier |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0652177A (ja) * | 1992-07-28 | 1994-02-25 | Kobe Steel Ltd | ロット編成装置 |
| JP5659933B2 (ja) * | 2011-04-12 | 2015-01-28 | 横浜ゴム株式会社 | エポキシ樹脂組成物 |
| JP6286371B2 (ja) * | 2013-02-08 | 2018-02-28 | 日本発條株式会社 | プローブユニット用ベース部材、プローブユニットおよびプローブユニット用ベース部材の製造方法 |
| JP6118483B2 (ja) * | 2013-05-14 | 2017-04-19 | 株式会社ノリタケカンパニーリミテド | 金属接合部品および金属用接合材 |
| DE102013213726A1 (de) | 2013-07-12 | 2015-01-15 | Tesa Se | Verfahren zum Ummanteln von langgestrecktem Gut wie insbesondere Leitungen oder Kabelsätzen |
| CN104449454B (zh) * | 2014-11-03 | 2016-08-24 | 安徽蓝翔电器成套设备有限公司 | 变压器用胶带及其制备方法和应用 |
| JP6480249B2 (ja) * | 2014-11-04 | 2019-03-06 | 日本板硝子株式会社 | ウインドシールド |
| CN104654384A (zh) * | 2014-12-15 | 2015-05-27 | 苏州欣航微电子有限公司 | 电磁炉用液晶显示装置 |
| KR102285233B1 (ko) * | 2015-02-27 | 2021-08-03 | 삼성전자주식회사 | 전자 장치 |
| CN107567486A (zh) | 2015-05-01 | 2018-01-09 | 洛德公司 | 用于橡胶粘接的粘合剂 |
| EP3404059B1 (en) | 2016-01-14 | 2023-03-01 | Nitto Denko Corporation | Method for manufacturing surface-modified thermoplastic resin |
| CN107262970A (zh) * | 2016-04-06 | 2017-10-20 | 泽费罗斯股份有限公司 | 高强度可焊结构带 |
| JP6943891B2 (ja) * | 2016-06-20 | 2021-10-06 | シーカ テクノロジー アクチェンゲゼルシャフト | 構造補強材又は構造発泡体として有用な熱硬化性エポキシ樹脂組成物 |
| US10357892B2 (en) * | 2016-06-29 | 2019-07-23 | Container Graphics Corporation | Rotary cutting die for cutting corrugated board including a die board and an attached substrate for supporting product ejectors |
| KR101994149B1 (ko) * | 2016-07-19 | 2019-09-30 | (주)엘지하우시스 | 열융착 접착제 조성물, 열융착 양면 접착 테이프 및 열융착 양면 접착 테이프의 제조 방법 및 열융착 양면 접착 테이프의 사용 방법 |
| CN110337743B (zh) * | 2017-03-30 | 2022-06-14 | 松下知识产权经营株式会社 | 卷绕型电池 |
| US9909035B1 (en) * | 2017-09-29 | 2018-03-06 | Mayapple Baby Llc | Mountable articles, dual-adhesive-adhesive tape and mounting methods using them |
| CN109686530A (zh) * | 2019-01-18 | 2019-04-26 | 核心驱动科技(金华)有限公司 | 片状粘结材料和磁性工件及其制备方法以及用途 |
| JP7405832B2 (ja) * | 2019-03-28 | 2023-12-26 | 日東電工株式会社 | 硬化型粘接着シート、及び硬化型粘接着シートの製造方法 |
| KR20210148131A (ko) | 2019-03-29 | 2021-12-07 | 닛토덴코 가부시키가이샤 | 적층체의 제조 방법, 도장물의 제조 방법, 접합 구조체의 제조 방법, 열 전사 시트, 및 적층체 |
| DE102019209754A1 (de) * | 2019-07-03 | 2021-01-07 | Tesa Se | Thermisch härtender Klebstoff und daraus hergestelltes Klebeband |
| US11155114B1 (en) | 2020-04-24 | 2021-10-26 | Nathan A. Zaffke | Multi-purpose sticker |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62109880A (ja) * | 1985-11-06 | 1987-05-21 | Nitto Electric Ind Co Ltd | 油分付着金属板への貼付作業性に優れる接着シ−ト |
| JPS63191880A (ja) * | 1987-02-04 | 1988-08-09 | Nitto Electric Ind Co Ltd | 接着シ−トおよびその製造方法 |
| JPS63227686A (ja) * | 1987-03-18 | 1988-09-21 | Ube Ind Ltd | シ−ト状接着剤組成物 |
| JPH02252779A (ja) * | 1989-03-27 | 1990-10-11 | Nitto Denko Corp | 熱硬化性接着テープ |
| JPH04106181A (ja) * | 1990-08-24 | 1992-04-08 | Yamaide Kosan Kk | フッ素樹脂積層防水シート用シール材 |
| JPH07157535A (ja) | 1993-12-06 | 1995-06-20 | Mitsubishi Rayon Co Ltd | エポキシ樹脂組成物 |
| JP2011038369A (ja) * | 2009-08-18 | 2011-02-24 | Nitto Denko Corp | 板状物の補強方法および板状物の補強構造 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1053242A (ja) * | 1962-05-18 | 1900-01-01 | ||
| US3894113A (en) * | 1966-09-15 | 1975-07-08 | Minnesota Mining & Mfg | Bonding film |
| US3707583A (en) * | 1971-06-04 | 1972-12-26 | Minnesota Mining & Mfg | Adhesive |
| US3947522A (en) * | 1973-03-12 | 1976-03-30 | The Dow Chemical Company | Epoxy resin compositions |
| JPS6017705B2 (ja) * | 1980-11-27 | 1985-05-04 | 日東電工株式会社 | 金属板補強用の接着性シ−トと金属板補強方法 |
| JPS61109880A (ja) * | 1984-11-01 | 1986-05-28 | 石川島播磨重工業株式会社 | フレ−ム付空気膜構造物 |
| ATE56462T1 (de) * | 1985-04-02 | 1990-09-15 | Ciba Geigy Ag | Verfahren zum verkleben von oberflaechen mit einem haertbaren epoxidharzgemisch. |
| JPH0623369B2 (ja) * | 1986-04-08 | 1994-03-30 | 宇部興産株式会社 | エポキシ樹脂系接着剤組成物 |
| US4908273A (en) * | 1987-03-24 | 1990-03-13 | Ciba-Geigy Corporation | Multi-layer, heat-curable adhesive film |
| JPS63309575A (ja) | 1987-06-10 | 1988-12-16 | Nitto Electric Ind Co Ltd | 熱硬化性防食テ−プ及びその製造方法 |
| US4751129A (en) * | 1987-08-10 | 1988-06-14 | Century Adhesives Inc. | One-part hot-sprayable epoxy resin systems and methods |
| ES2090116T3 (es) * | 1989-02-02 | 1996-10-16 | Ciba Geigy Ag | Resinas epoxi tenaces. |
| JPH02296879A (ja) | 1989-05-11 | 1990-12-07 | Nitto Denko Corp | 光硬化型接着剤組成物 |
| JP2858160B2 (ja) * | 1990-05-11 | 1999-02-17 | 本田技研工業株式会社 | Al合金製プレス成形板の接着構造 |
| JPH04142382A (ja) | 1990-10-03 | 1992-05-15 | Ube Ind Ltd | 接着剤組成物 |
| US5760135A (en) * | 1992-11-17 | 1998-06-02 | Ralf Korpman Associates, Inc. | Pressure sensitive adhesive |
| JP3413285B2 (ja) | 1994-07-08 | 2003-06-03 | 三菱レイヨン株式会社 | エポキシ樹脂組成物及びフィルム状接着剤 |
| WO1998015975A1 (fr) | 1996-10-08 | 1998-04-16 | Hitachi Chemical Company, Ltd. | Dispositif semi-conducteur, substrat de montage d'une puce de semi-conducteur, leurs procedes de fabrication, adhesif, et film a double couche d'adhesif |
| JP4275221B2 (ja) * | 1998-07-06 | 2009-06-10 | リンテック株式会社 | 粘接着剤組成物および粘接着シート |
| US6729695B2 (en) * | 2001-06-12 | 2004-05-04 | Lacks Industries, Inc. | Vehicle wheel assembly and related method therefor cross-references to related applications |
| US20030192643A1 (en) * | 2002-03-15 | 2003-10-16 | Rainer Schoenfeld | Epoxy adhesive having improved impact resistance |
| WO2005007766A1 (en) * | 2003-07-07 | 2005-01-27 | Dow Global Technologies Inc. | Adhesive epoxy composition and process for applying it |
| EP1695990A1 (en) | 2005-02-28 | 2006-08-30 | Dow Global Technologies Inc. | Two-component epoxy adhesive composition |
| DE602005020260D1 (de) | 2005-06-02 | 2010-05-12 | Dow Global Technologies Inc | Schlagzähmodifizierter Strukturklebstoff auf Epoxid Basis |
| JP2007246648A (ja) | 2006-03-15 | 2007-09-27 | Adeka Corp | 変性エポキシ樹脂及び硬化性樹脂組成物 |
| CN101240154B (zh) | 2008-03-04 | 2012-05-23 | 上海回天化工新材料有限公司 | 单组分高剥离强度环氧树脂胶粘剂及其制备方法 |
| JP5199938B2 (ja) | 2009-04-14 | 2013-05-15 | 日東電工株式会社 | 感光性接着剤組成物およびそれを用いて得られる電子部品用シール材 |
| JP5716339B2 (ja) | 2010-01-08 | 2015-05-13 | 大日本印刷株式会社 | 粘接着シートおよびそれを用いた接着方法 |
| CN101845287B (zh) | 2010-05-10 | 2012-11-28 | 华烁科技股份有限公司 | 一种挠性印制电路板包封膜用中温固化环氧胶粘剂及其制备方法 |
| JP5736122B2 (ja) * | 2010-05-10 | 2015-06-17 | 横浜ゴム株式会社 | 構造用接着剤 |
| EP2820080A2 (en) * | 2011-12-08 | 2015-01-07 | Zephyros Inc. | Adhesive material |
-
2012
- 2012-02-14 JP JP2012029146A patent/JP5969217B2/ja active Active
- 2012-02-20 US US14/003,746 patent/US9783704B2/en active Active
- 2012-02-20 EP EP12754950.9A patent/EP2684925A4/en not_active Ceased
- 2012-02-20 WO PCT/JP2012/053989 patent/WO2012120997A1/ja active Application Filing
- 2012-02-20 CN CN201280009631.9A patent/CN103380185B/zh active Active
- 2012-02-20 CN CN201510427538.5A patent/CN105001798B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62109880A (ja) * | 1985-11-06 | 1987-05-21 | Nitto Electric Ind Co Ltd | 油分付着金属板への貼付作業性に優れる接着シ−ト |
| JPS63191880A (ja) * | 1987-02-04 | 1988-08-09 | Nitto Electric Ind Co Ltd | 接着シ−トおよびその製造方法 |
| JPS63227686A (ja) * | 1987-03-18 | 1988-09-21 | Ube Ind Ltd | シ−ト状接着剤組成物 |
| JPH02252779A (ja) * | 1989-03-27 | 1990-10-11 | Nitto Denko Corp | 熱硬化性接着テープ |
| JPH04106181A (ja) * | 1990-08-24 | 1992-04-08 | Yamaide Kosan Kk | フッ素樹脂積層防水シート用シール材 |
| JPH07157535A (ja) | 1993-12-06 | 1995-06-20 | Mitsubishi Rayon Co Ltd | エポキシ樹脂組成物 |
| JP2011038369A (ja) * | 2009-08-18 | 2011-02-24 | Nitto Denko Corp | 板状物の補強方法および板状物の補強構造 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2684925A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103044859A (zh) * | 2012-12-25 | 2013-04-17 | 宁波大榭开发区综研化学有限公司 | 一种绝缘防水环氧树脂组合物及胶带及其制备方法 |
| EP3024871A1 (en) * | 2013-07-26 | 2016-06-01 | Zephyros Inc. | Thermosetting adhesive films including a fibrous carrier |
| EP3024871B1 (en) * | 2013-07-26 | 2022-12-07 | Zephyros Inc. | Thermosetting adhesive films including a fibrous carrier |
| CN103396742A (zh) * | 2013-08-05 | 2013-11-20 | 上海康达新能源材料有限公司 | 一种环氧胶膜 |
| CN103396742B (zh) * | 2013-08-05 | 2014-10-15 | 上海康达新能源材料有限公司 | 一种环氧胶膜 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105001798B (zh) | 2018-03-16 |
| US20130344323A1 (en) | 2013-12-26 |
| US9783704B2 (en) | 2017-10-10 |
| EP2684925A1 (en) | 2014-01-15 |
| CN103380185A (zh) | 2013-10-30 |
| EP2684925A4 (en) | 2014-08-20 |
| CN105001798A (zh) | 2015-10-28 |
| JP5969217B2 (ja) | 2016-08-17 |
| JP2012197427A (ja) | 2012-10-18 |
| CN103380185B (zh) | 2015-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5969217B2 (ja) | 両面接着テープ | |
| KR101698231B1 (ko) | 점접착 시트 및 그것을 이용한 접착 방법 | |
| JP5660443B2 (ja) | 粘接着シートおよびそれを用いた接着方法 | |
| WO2012002079A1 (ja) | 熱伝導性補強組成物、熱伝導性補強シート、補強方法および補強構造 | |
| JP5560746B2 (ja) | 粘接着シート | |
| JP5743211B2 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP2011202043A (ja) | 粘接着シート | |
| WO2022124336A1 (ja) | 接着剤、異種材料接着用接着剤、接着シート、および異種材料接着用接着シート | |
| JP5540815B2 (ja) | フレキシブルプリント基板、及び補強フレキシブルプリント基板 | |
| JP6371443B2 (ja) | 両面接着テープ | |
| JP5560747B2 (ja) | 粘接着シート | |
| JP6550294B2 (ja) | シート状接着材及び部品パッケージ | |
| WO2018173898A1 (ja) | 粘接着シート、接着キット、接着構造体およびその製造方法 | |
| JP7405832B2 (ja) | 硬化型粘接着シート、及び硬化型粘接着シートの製造方法 | |
| JP7287894B2 (ja) | 補強シート、補強部材、補強キット、補強シートの製造方法および補強部材の製造方法 | |
| WO2024043288A1 (ja) | 接着剤組成物、接着剤層、接着シート、積層体、接合体、接合体の製造方法、及び接合体の解体方法 | |
| WO2023054211A1 (ja) | 接着キット、接着方法および接着構造体 | |
| WO2019102810A1 (ja) | 補強構造体および補強構造体の製造方法 | |
| WO2023190322A1 (ja) | 接着シート | |
| JP2013107957A (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP2012025902A (ja) | ディスプレイパネル用途接着部材 | |
| JP2016084443A (ja) | 熱硬化性接着組成物、及び熱硬化性接着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12754950 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012754950 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14003746 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |