WO2011158519A1 - 方向性電磁鋼板の製造方法 - Google Patents
方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- WO2011158519A1 WO2011158519A1 PCT/JP2011/003489 JP2011003489W WO2011158519A1 WO 2011158519 A1 WO2011158519 A1 WO 2011158519A1 JP 2011003489 W JP2011003489 W JP 2011003489W WO 2011158519 A1 WO2011158519 A1 WO 2011158519A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- annealing
- steel sheet
- cold rolling
- grain
- less
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 54
- 239000010959 steel Substances 0.000 title claims abstract description 54
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 238000001953 recrystallisation Methods 0.000 claims abstract description 78
- 238000005097 cold rolling Methods 0.000 claims abstract description 73
- 238000000137 annealing Methods 0.000 claims description 134
- 238000010438 heat treatment Methods 0.000 claims description 41
- 229910001224 Grain-oriented electrical steel Inorganic materials 0.000 claims description 36
- 238000000034 method Methods 0.000 claims description 34
- 230000008569 process Effects 0.000 claims description 18
- 230000005381 magnetic domain Effects 0.000 claims description 16
- 229910052711 selenium Inorganic materials 0.000 claims description 10
- 229910052717 sulfur Inorganic materials 0.000 claims description 10
- 239000012535 impurity Substances 0.000 claims description 9
- 229910052787 antimony Inorganic materials 0.000 claims description 6
- 229910052802 copper Inorganic materials 0.000 claims description 6
- 229910052748 manganese Inorganic materials 0.000 claims description 6
- 229910052710 silicon Inorganic materials 0.000 claims description 6
- 238000010894 electron beam technology Methods 0.000 claims description 4
- 229910052718 tin Inorganic materials 0.000 claims description 4
- 238000005098 hot rolling Methods 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 claims description 2
- 239000000203 mixture Substances 0.000 abstract description 8
- 230000009466 transformation Effects 0.000 abstract description 7
- 229910000859 α-Fe Inorganic materials 0.000 abstract description 7
- 238000012545 processing Methods 0.000 abstract description 6
- 229910001566 austenite Inorganic materials 0.000 abstract description 5
- 239000002994 raw material Substances 0.000 abstract description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 82
- 238000002791 soaking Methods 0.000 description 51
- 229910052742 iron Inorganic materials 0.000 description 38
- 238000005261 decarburization Methods 0.000 description 16
- 230000001965 increasing effect Effects 0.000 description 14
- 238000005096 rolling process Methods 0.000 description 14
- 230000000694 effects Effects 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- 239000003112 inhibitor Substances 0.000 description 12
- 238000001816 cooling Methods 0.000 description 11
- 239000012298 atmosphere Substances 0.000 description 9
- 239000013078 crystal Substances 0.000 description 8
- 229910001562 pearlite Inorganic materials 0.000 description 8
- 230000004907 flux Effects 0.000 description 7
- 239000012299 nitrogen atmosphere Substances 0.000 description 7
- 238000005259 measurement Methods 0.000 description 6
- 238000000746 purification Methods 0.000 description 6
- 230000009467 reduction Effects 0.000 description 6
- 238000013467 fragmentation Methods 0.000 description 5
- 238000006062 fragmentation reaction Methods 0.000 description 5
- 230000006872 improvement Effects 0.000 description 5
- 229910052757 nitrogen Inorganic materials 0.000 description 5
- 229910052698 phosphorus Inorganic materials 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000004090 dissolution Methods 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000001590 oxidative effect Effects 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 229910000976 Electrical steel Inorganic materials 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 241000612118 Samolus valerandi Species 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 229910001567 cementite Inorganic materials 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005121 nitriding Methods 0.000 description 2
- 238000010899 nucleation Methods 0.000 description 2
- 230000006911 nucleation Effects 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 235000019362 perlite Nutrition 0.000 description 1
- 239000010451 perlite Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1261—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
Definitions
- the present invention relates to a method for producing a so-called grain-oriented electrical steel sheet in which crystal grains are accumulated in ⁇ 110 ⁇ ⁇ 001> orientation.
- a grain-oriented electrical steel sheet exhibits excellent magnetic properties by performing secondary recrystallization annealing and accumulating crystal grains in ⁇ 110 ⁇ ⁇ 001> orientation (hereinafter referred to as Goth orientation).
- Goth orientation ⁇ 110 ⁇ ⁇ 001> orientation
- the magnetic flux intensity B 8 at a magnetic field strength of 800 A / m and the iron loss W 17/50 per 1 kg of steel sheet when magnetized up to 1.7 T with an alternating magnetic field with an excitation frequency of 50 Hz. Is mainly used.
- One means for reducing iron loss in grain-oriented electrical steel sheets is to highly accumulate the crystal grains after secondary recrystallization annealing in the Goth direction.
- the texture of the primary recrystallization plate is formed in a predetermined structure in advance so that only sharp Goss orientation grains grow preferentially. It is important to let Here, as a predetermined structure in which only sharp Goth orientation grains can be preferentially grown, grains of ⁇ 111 ⁇ ⁇ 112> orientation (hereinafter referred to as M orientation) and ⁇ 12 4 1 ⁇ ⁇ 014> orientation (hereinafter referred to as S orientation) It has been known. By highly accumulating these orientation grains in the matrix of the primary recrystallization plate, goth orientation crystal grains after the secondary recrystallization annealing (hereinafter referred to as goth orientation grains) can be highly accumulated.
- the rolling reduction of the final cold rolling is in a range of 70% to 91%, and in this range, a grain-oriented electrical steel sheet is manufactured using a general cold rolling method. It is disclosed that a grain-oriented electrical steel sheet having stable and excellent magnetic properties can be obtained.
- Non-Patent Document 1 it is shown that eddy current loss, which is one factor that determines the iron loss value, is deteriorated in proportion to the square of the plate thickness. That is, if the plate thickness of the steel plate is reduced, the iron loss is greatly improved. That is, it can be said that reducing the iron loss of the grain-oriented electrical steel sheet achieves stable production of thin materials.
- silicon steel for grain-oriented electrical steel sheets contains a large amount of Si, hot brittleness is likely to occur, and there is a limit to manufacturing thin materials by hot rolling. From such a background, the cold rolling twice method is adopted as a method for setting the reduction ratio of the final cold rolling to a suitable range described in Patent Document 3 described above.
- Patent Document 4 discloses a method for controlling the precipitation form of carbide before final cold rolling by controlling cooling after intermediate annealing, thereby forming an excellent primary recrystallized plate texture. Yes.
- Japanese Patent Publication No. 40-15644 JP 2001-60505 A Japanese Patent No. 4123653 Japanese Unexamined Patent Publication No. 63-259024 Japanese Patent No. 2648424
- the recrystallized grain size is refined by increasing the amount of accumulated strain in rolling and introducing non-uniform strain. Therefore, refining of recrystallized grains proceeds by repeating rolling and recrystallization.
- the high C silicon steel using the austenite-ferrite transformation for the purpose of improving the hot rolled structure since it has a two-phase (ferrite + pearlite) structure, a large amount of non-uniform strain is easily introduced during rolling. Recrystallized grains tend to be finer and heterogeneous.
- Patent Document 5 discloses a technique of performing hot-rolled sheet annealing in an unrecrystallized region and performing carbide precipitation treatment in cooling. Has been. However, this technique is intended to destroy the ⁇ 100 ⁇ fiber structure mainly by accumulating high-density strains, so that the recrystallized grains become conversely fine.
- the inventors have intensively studied to solve the above-described problems.
- the grain size of the steel sheet before final cold rolling which has not been attracting attention in the past, is controlled, that is, the carbide precipitated in lamellar form in the pearlite structure, which is the second phase of the steel sheet structure, is spheroidized (perlite).
- the S orientation strength ratio of the primary recrystallized plate texture is increased. It was found that the texture of the primary recrystallized plate can be controlled.
- the present invention has been made based on the above knowledge, and in the method for producing a grain-oriented electrical steel sheet subjected to the cold rolling twice method, a predetermined heat treatment is performed prior to any cold rolling excluding final cold rolling. It is an object of the present invention to provide a method for producing an austenite-ferrite transformation-oriented grain-oriented electrical steel sheet that exhibits excellent magnetic properties after secondary recrystallization.
- the gist configuration of the present invention is as follows. 1. In mass%, C: 0.020% to 0.15%, Si: 2.5% to 7.0%, Mn: 0.005% to 0.3%, acid-soluble Al: 0.01 % Or more and 0.05% or less and N: 0.002% or more and 0.012% or less, and one or two selected from S and Se in total include 0.05% or less, and the balance is A steel slab composed of Fe and inevitable impurities is hot-rolled after slab heating, and then with or without hot-rolled sheet annealing, and subjected to cold rolling at least twice with intermediate annealing between the final sheet thickness and Then, in the method for producing a grain-oriented electrical steel sheet comprising a series of steps in which primary recrystallization annealing and further secondary recrystallization annealing are performed, prior to any cold rolling except final cold rolling, 500 ° C. 10 minutes or more and 480 hours in the temperature range of 750 ° C or lower Method for producing a grain-oriented electrical steel sheet characterized by
- the steel slab is further in terms of mass%: Ni: 0.005% to 1.5%, Sn: 0.005% to 0.50%, Sb: 0.005% to 0.50%, Cu Any one of 1 to 5 above, which contains one or more selected from: 0.005% to 1.5% and P: 0.005% to 0.50%.
- the primary recrystallized plate texture is formed so as to be strongly accumulated in the Goss orientation. It becomes possible to manufacture the grain-oriented electrical steel sheet. In particular, even with a thin steel plate having a thickness of 0.23 mm, which is difficult to manufacture, the iron loss W 17/50 after secondary recrystallization annealing achieves excellent iron loss characteristics of 0.85 W / kg or less. can do.
- C 0.020% or more and 0.15% or less
- C is an element necessary for improving the hot-rolled structure by utilizing the austenite-ferrite transformation during soaking of hot-rolled and hot-rolled sheet annealing. .
- the C content exceeds 0.15%, not only the load of the decarburization treatment increases, but also the decarburization itself becomes incomplete, which causes magnetic aging in the product plate.
- the C content is less than 0.020%, the effect of improving the hot-rolled structure is small, and it becomes difficult to obtain a desired primary recrystallized texture. Therefore, C is set to 0.020% or more and 0.15% or less.
- Si 2.5% to 7.0%
- Si is an element that is extremely effective in increasing the electrical resistance of steel and reducing eddy current loss that constitutes part of iron loss.
- the electric resistance increases monotonously up to a content of 11%, but the workability is remarkably lowered when the content exceeds 7.0%.
- the content is less than 2.5%, the electrical resistance becomes small and good iron loss characteristics cannot be obtained. Therefore, Si was made 2.5% to 7.0%.
- the preferable upper limit of Si is 4.0%.
- Mn 0.005% or more and 0.3% or less
- Mn is a grain-oriented electrical steel sheet because MnS and MnSe act as an inhibitor in suppressing normal grain growth in the temperature raising process of secondary recrystallization annealing. Is an important element. However, if the Mn content is less than 0.005%, the absolute amount of the inhibitor is insufficient, so that the ability to suppress normal grain growth is insufficient. On the other hand, if the Mn content exceeds 0.3%, high-temperature slab heating is required to completely dissolve Mn in the slab heating process before hot rolling. In addition, the inhibitor is coarsely precipitated, so that the ability to suppress normal grain growth is insufficient. Therefore, Mn is set to 0.005% or more and 0.3% or less.
- Acid-soluble Al 0.01% or more and 0.05% or less Since acid-soluble Al acts as an inhibitor in suppressing the growth of normal grains in the temperature increase process of secondary recrystallization annealing, directional electromagnetic It is an important element in steel sheets. However, if the content of acid-soluble Al is less than 0.01%, the absolute amount of the inhibitor is insufficient, so that the ability to suppress normal grain growth is insufficient. On the other hand, when the content of acid-soluble Al exceeds 0.05%, AlN is coarsely precipitated, so that the ability to suppress normal grain growth is still insufficient. Therefore, the acid-soluble Al is set to 0.01% or more and 0.05% or less.
- N 0.002% or more and 0.012% or less N binds to Al to form an inhibitor, but if the content is less than 0.002%, the absolute amount of the inhibitor is insufficient, and the ability to suppress normal grain growth It becomes insufficient. On the other hand, if the content exceeds 0.012%, voids called blisters are generated during cold rolling, and the appearance of the steel sheet deteriorates. Therefore, N is set to 0.002% or more and 0.012% or less.
- the total amount of one or two selected from S and Se is set to 0.05% or less.
- the content of these elements is not essential, and the lower limit is not particularly limited, but is preferably about 0.01% in order to exhibit the effect of addition.
- the basic components in the present invention are as described above, and the balance is Fe and inevitable impurities.
- inevitable impurities include impurities inevitably mixed from raw materials, production facilities, and the like.
- Ni 0.005% or more and 1.5% or less Since Ni is an austenite generating element, Ni is an element useful for improving the hot rolled sheet structure and improving magnetic properties by utilizing the austenite transformation. However, if the content is less than 0.005%, the effect of improving the magnetic properties is small. On the other hand, if the content exceeds 1.5%, the workability deteriorates and the plateability deteriorates, and secondary recrystallization occurs. Becomes unstable and the magnetic properties deteriorate. Therefore, Ni is set in the range of 0.005 to 1.5%.
- Sn 0.005% to 0.50%
- Sb 0.005% to 0.50%
- Cu 0.005% to 1.5%
- P 0.005% to 0.50%
- Sn, Sb, Cu and P are elements useful for improving the magnetic properties, but if the respective contents do not satisfy the lower limit of the above range, the effect of improving the magnetic properties is poor, while the respective contents are as described above.
- Sn 0.005% to 0.50%
- Sb 0.005% to 0.50%
- Cu 0.005% to 1.5%
- P 0.005% to 0.000.
- Each can be contained in a range of 50% or less.
- decarburization annealing is performed alone or in combination with primary recrystallization annealing, and purification annealing is performed in isolation or with secondary recrystallization annealing.
- decarburization annealing and purification annealing the following elements are reduced, and the following steel sheet composition is obtained after removing the tension coating applied to the steel sheet surface after purification annealing. That is, C: 0.0035% or less, N: 0.0035% or less, and one or two selected from S and Se: 0.0020% or less.
- the steel slab having the above composition is hot-rolled after slab heating, and if necessary (for example, when it is desired to eliminate the non-recrystallized portion in order to improve the magnetic properties), hot-rolled sheet annealing is performed.
- the hot-rolled sheet annealing at this time is preferably performed under conditions of a soaking temperature: 800 ° C. or more and 1200 ° C. or less and a soaking time: 2 s or more and 300 s or less.
- the soaking temperature of hot-rolled sheet annealing is less than 800 ° C., the improvement of the hot-rolled sheet structure is not complete, and an unrecrystallized portion remains, so that a desired structure may not be obtained.
- the soaking temperature of hot-rolled sheet annealing is 800 ° C. or more and 1200 ° C. or less.
- the soaking time is less than 2 s, the high temperature holding time is short, so that there is a possibility that an unrecrystallized portion remains and a desired structure cannot be obtained.
- the soaking time for hot-rolled sheet annealing is preferably 2 s or more and 300 s or less.
- the grain-oriented electrical steel sheet according to the present invention can be obtained by rolling the steel sheet to the final finished thickness by two or more cold rollings that sandwich the intermediate annealing without performing hot-rolled sheet annealing or hot-rolled sheet annealing.
- a major feature of the present invention is that, prior to any cold rolling excluding the final cold rolling, a heat treatment is performed at a temperature range of 500 ° C. to 750 ° C. for 10 minutes to 480 hours. .
- FIG. 1 shows the measurement results of the magnetic properties of the test piece.
- the soaking temperature in the heat treatment before the first cold rolling The test piece of 700 ° C. is able to achieve low iron loss, but when the soaking time is less than 10 minutes, the iron loss is improved. Was not. This is because when the soaking time is less than 10 minutes, spherical carbide formation of the pearlite structure does not proceed, and a large amount of non-uniform strain is accumulated in the steel sheet in the first cold rolling. That is, the coarsening of the grain size before the final cold rolling did not occur.
- the iron loss across the board was not improved in the test piece having a soaking temperature of 400 ° C. in the heat treatment before the first cold rolling. This is because the formation of spherical carbide in the pearlite structure does not proceed, and a large amount of non-uniform strain accumulates in the steel sheet in the first cold rolling, so that the grain size of the intermediate annealed sheet, that is, before the final cold rolling. This is because no coarsening of the particle size occurred.
- the iron loss was not improved across the board even in the test piece having a soaking temperature of 800 ° C. in the heat treatment before the first cold rolling.
- the soaking temperature exceeds the A 1 transformation temperature, causes some pearlite phase undergoes phase transformation to austenite phase, because diffusion of C has become not proceed, again pearlite phase in the cooling process
- the grain size of the intermediate annealing plate that is, the grain size before the final cold rolling did not occur.
- the grain size of the intermediate annealed sheet that is, the grain size before the final cold rolling is obtained by performing a heat treatment with a soaking time of 10 minutes or more.
- the desired primary recrystallized plate texture can be obtained by coarsening. As a result, it was found that excellent magnetic properties can be obtained.
- FIG. 2 shows the measurement results of the magnetic properties of the test piece.
- the iron loss of the steel sheet is improved when the soaking temperature is in the range of 500 ° C. or more and 750 ° C. or less in the test piece having a soaking time of 24 hours in the heat treatment before the first cold rolling.
- the soaking temperature is set to 500 ° C. or more and 750 ° C. or less
- the spheroidization of lamellar carbide (cementite) in the pearlite structure can be sufficiently progressed by securing a sufficient soaking time.
- C dissolved in the grains can diffuse to the grain boundaries and be precipitated as coarse spherical carbides (cementite) at the grain boundaries.
- the steel sheet has a structure close to a ferrite single phase, the amount of non-uniform strain generated during rolling is reduced, and the grain size of the intermediate annealed plate before final cold rolling is coarse. It can be made. As a result, a desired primary recrystallized plate texture can be obtained.
- the heat treatment in the present invention requires a certain amount of time for spheroidizing the lamellar carbide in the pearlite structure and diffusing the intragranular solid solution C into the spherical carbide as described above. It turns out that.
- the soaking temperature is set to 500 ° C. or more and 750 ° C. or less before the first cold rolling, and the heat treatment is performed for 24 hours so that the grain size of the intermediate annealing plate, that is, the grain before the final cold rolling is obtained. It can be seen that the desired texture of the primary recrystallized plate can be obtained by increasing the diameter.
- the annealing separator which has MgO as a main component was apply
- the results of examining the iron loss value W 17/50 of this grain- oriented electrical steel sheet are shown in FIG. 3 in relation to the soaking temperature and soaking time of the heat treatment performed prior to the first cold rolling.
- the secondary recrystallization is performed by performing the heat treatment before the first cold rolling in the range of soaking temperature: 500 ° C. or more and 750 ° C. or less and soaking time: 10 minutes or more.
- the iron loss W 17/50 of the plate shows an excellent iron loss value of 0.85 W / kg or less.
- an excellent iron loss value is developed up to 480 hours for the soaking time. Therefore, in the present invention, the upper limit of the soaking time is set to 480 hours from the viewpoint of productivity, cost, and the like.
- the magnetic flux density B 8 of the secondary recrystallization annealing plate In the above conditions showed low iron loss, show excellent values also the magnetic flux density B 8 of the secondary recrystallization annealing plate. Therefore, it is presumed that the accumulation degree of goth-oriented grains in the secondary recrystallized plate is increased by performing the above heat treatment.
- the iron loss value of the secondary recrystallized sheet becomes 0.85 W / kg or less, which is excellent. It turns out that the steel plate which shows an iron loss value is obtained.
- the heat treatment may require a temperature range of 500 ° C. or more and 750 ° C. or less and a range of 10 minutes or more and 480 hours or less prior to any cold rolling except final cold rolling. I understand. In the experiment described above, the heat treatment prior to the first cold rolling was shown, but if it was before any cold rolling except the final cold rolling, the same effect as the result of the magnetic properties described above was obtained. I have confirmed. Moreover, it is preferable to perform the said heat processing by batch annealing from a viewpoint of ensuring said processing time.
- the conditions for the intermediate annealing may be according to conventionally known conditions, but the soaking temperature is 800 ° C. or more and 1200 ° C. or less, the soaking time is 2 seconds or more and 300 s or less, and in the cooling process after the intermediate annealing. It is preferable that the cooling rate in the 800 to 400 ° C. section is a rapid cooling treatment of 10 ° C./s or more and 200 ° C./s or less. This condition is particularly suitable for intermediate annealing before the final cold rolling.
- the viewpoint that the soaking temperature is 800 ° C. or higher sufficiently improves the sized structure of the primary recrystallized plate by sufficiently recrystallizing the cold-rolled structure and further promotes secondary recrystallized grain growth.
- the soaking temperature of the intermediate annealing is preferably 800 ° C. or more and 1200 ° C. or less.
- the soaking time be 2 s or more from the viewpoint of sufficiently recrystallizing the cold-rolled structure.
- the soaking time for the intermediate annealing is preferably 2 s or more and 300 s or less.
- the cooling rate at 800 to 400 ° C. is set to 10 ° C./s or more to suppress the coarsening of the carbide, and the subsequent cold rolling-aggregation in the primary recrystallization annealing It is preferable from the viewpoint of further enhancing the improvement effect of the organization.
- the cooling rate at 800 to 400 ° C. is preferably 200 ° C./s or less from the viewpoint of avoiding the formation of a hard martensite phase, improving the primary recrystallized plate structure, and further improving the magnetic properties. Therefore, the cooling rate at 800 to 400 ° C.
- the intermediate annealing in the cooling process after the intermediate annealing is preferably 10 ° C./s or more and 200 ° C./s or less.
- the rolling reduction in the final cold rolling is not particularly limited, but the rolling reduction in the final cold rolling is preferably 60% or more and 92% or less in order to obtain a good primary recrystallized plate texture. It is a range.
- the steel sheet rolled to the final plate thickness by the final cold rolling is preferably subjected to primary recrystallization annealing at a soaking temperature of 700 ° C. or higher and 1000 ° C. or lower.
- primary recrystallization annealing can also be performed also as decarburization of a steel plate, for example, if it is performed in a wet hydrogen atmosphere.
- the soaking temperature in the primary recrystallization annealing is 700 ° C. or more from the viewpoint of sufficiently recrystallizing the cold-rolled structure.
- the soaking temperature is preferably 1000 ° C. or lower.
- the primary recrystallization annealing is preferably performed at 700 ° C. or higher and 1000 ° C. or lower.
- the temperature raising stage is more important from the viewpoint of accumulating the S orientation. Specifically, by performing primary recrystallization annealing in which the temperature increase rate between 500 and 700 ° C. is 50 ° C./s or more, the S orientation strength ratio and goth orientation strength ratio of the primary recrystallized plate texture are further increased. It is possible to improve the iron loss characteristics by increasing the magnetic flux density after the secondary recrystallization while reducing the secondary recrystallization grain size.
- the present invention coarsens the grain size before the final cold rolling by applying a predetermined heat treatment prior to any cold rolling excluding the final cold rolling, and the S orientation strength ratio of the primary recrystallized plate texture
- the rate of temperature increase in the temperature range is 50 ° C./s or higher in the temperature increase process of primary recrystallization annealing
- the M orientation strength ratio in the primary recrystallized plate texture is slightly lowered.
- the S azimuth intensity ratio and further the Goth azimuth intensity ratio can be increased. That is, the S orientation strength ratio that increases the sharpness of the secondary recrystallization orientation to the Goth orientation increases, and the Goth orientation strength ratio that becomes the core of the secondary recrystallized grains also increases, so that the final product has a high magnetic flux density.
- the secondary recrystallized grains are fine, low iron loss can be obtained at the same time.
- the temperature range for controlling the heating rate is to rapidly reheat and recrystallize in the temperature range corresponding to the recovery of the structure after cold rolling, so that the temperature rises at 500 to 700 ° C. corresponding to the recovery of the structure.
- the temperature rate is important.
- the rate of temperature increase is less than 50 ° C./s, the recovery of the structure in the above temperature range cannot be sufficiently suppressed, and therefore the rate of temperature increase is preferably 50 ° C./s or more. It is not necessary to provide an upper limit for the rate of temperature increase. However, if the rate of temperature increase is excessive, it is necessary to increase the size of the equipment.
- primary recrystallization annealing often serves as decarburization annealing, and it is preferable to perform annealing in an oxidizing atmosphere (for example, P H2O / P H2 > 0.1) advantageous for decarburization.
- an oxidizing atmosphere for example, P H2O / P H2 > 0.1
- the temperature range may be a range of P H2O / P H2 ⁇ 0.1.
- decarburization annealing may be performed separately from the primary recrystallization annealing.
- N is contained in the steel in the range of 150 to 250 ppm after the primary recrystallization annealing until the start of the secondary recrystallization annealing.
- known techniques such as performing heat treatment in an NH 3 atmosphere, containing nitride in the annealing separator, and making the secondary recrystallization annealing atmosphere a nitriding atmosphere, respectively. Applicable.
- the grain-oriented electrical steel sheet produced by the above procedure has an extremely high magnetic flux density after secondary recrystallization, and also has excellent iron loss characteristics.
- having a high magnetic flux density indicates that only crystal grains having an orientation very close to the Goss orientation preferentially grown in the secondary recrystallization process. Since it is known that the growth rate of secondary recrystallized grains increases as the crystal grains become closer to the Goss orientation, increasing the magnetic flux density potentially has a coarse secondary recrystallized grain size. This is advantageous from the viewpoint of reducing hysteresis loss, but disadvantageous from the viewpoint of reducing eddy current loss.
- all known heat-proof or non-heat-resistant magnetic domain fragmentation processes can be applied in the stage after the final cold rolling, but an electron beam is applied to the steel sheet surface after secondary recrystallization.
- an electron beam is applied to the steel sheet surface after secondary recrystallization.
- the magnetic domain refinement effect can be penetrated into the steel plate thickness, and an iron loss much lower than that of other magnetic domain refinement processes such as an etching method can be obtained.
- Example 1 C: 0.06%, Si: 3.2%, Mn: 0.12%, acid-soluble Al: 0.01%, N: 0.005%, S: 0.0030% and Se: 0.03%
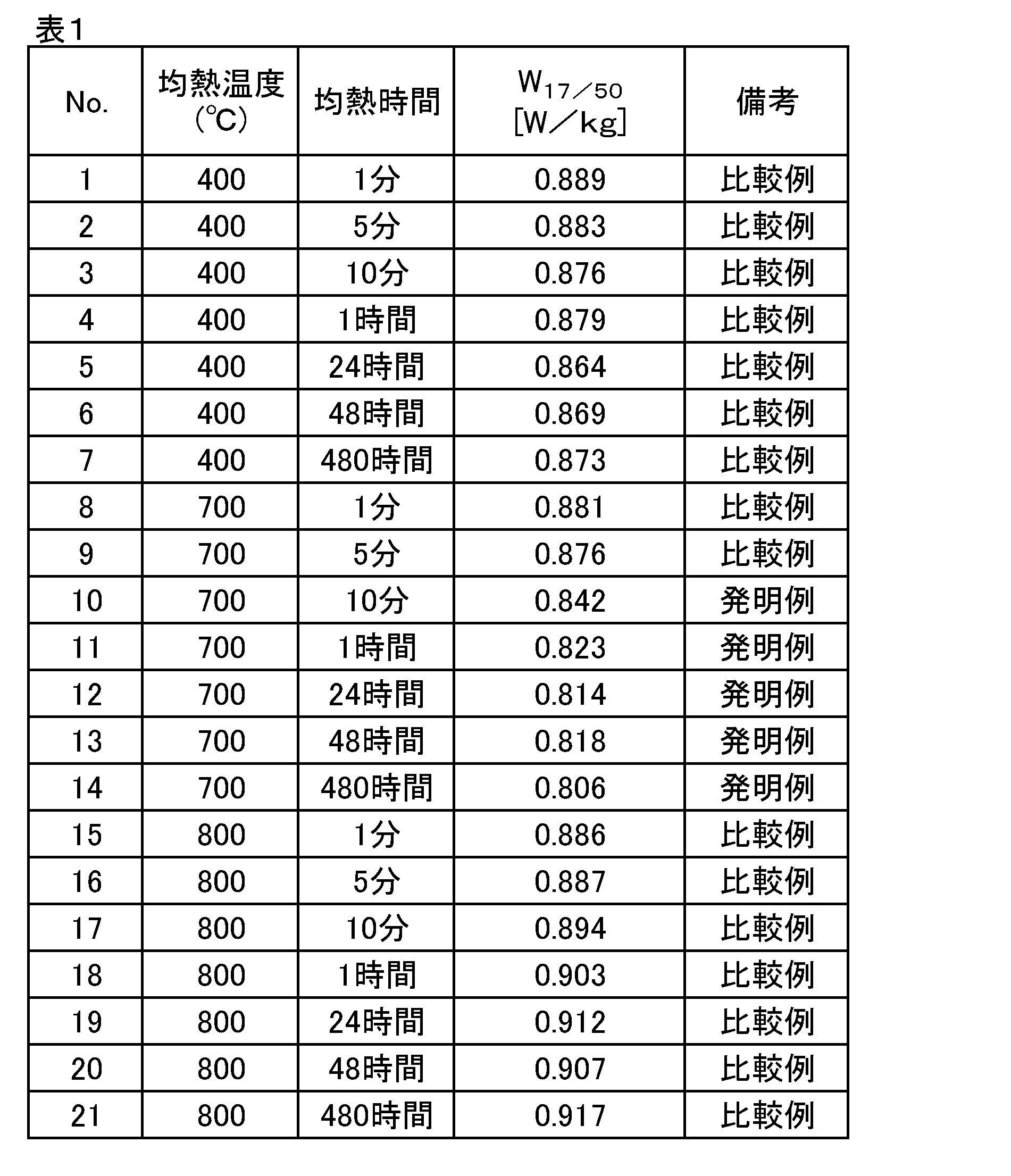
- a slab containing the remainder Fe and inevitable impurities was heated at a temperature of 1350 ° C. and then hot-rolled to a thickness of 2.2 mm. Then, hot-rolled sheet annealing was performed at 1050 ° C. for 40 s. Next, prior to the first cold rolling, heat treatment was performed under the conditions shown in Table 1 in a dry nitrogen atmosphere. Thereafter, it was cold-rolled to a thickness of 1.5 mm and subjected to intermediate annealing at 1080 ° C. for 80 s.
- the primary recrystallization annealing which served as the decarburization annealing of 120 s at 800 degreeC.
- the temperature increase rate between 500 and 700 ° C. in the primary recrystallization annealing was performed at 20 ° C./s.
- the annealing separation agent which has MgO as a main component was apply
- Table 1 the measurement result of the iron loss of the said test piece is written together.
- a grain-oriented electrical steel sheet having excellent magnetic properties is obtained by performing heat treatment at a soaking temperature of 700 ° C. and a soaking time of 10 minutes or more before the first cold rolling.
- Example 2 C: 0.10%, Si: 3.4%, Mn: 0.10%, acid-soluble Al: 0.02%, N: 0.008%, S: 0.0030% and Se: 0.005%
- a slab containing the remainder Fe and inevitable impurities was heated at a temperature of 1350 ° C. and then hot-rolled to a thickness of 2.0 mm. Thereafter, hot-rolled sheet annealing at 1000 ° C. for 40 s was performed. Then, prior to the first cold rolling, heat treatment was performed under the conditions shown in Table 2 in a dry nitrogen atmosphere. Then, it cold-rolled to the thickness of 1.3 mm, and performed the intermediate annealing of 1100 degreeC and 80s.
- the primary recrystallization annealing which served as the decarburization annealing of 120 s at 800 degreeC.
- the temperature increase rate between 500 and 700 ° C. in the primary recrystallization annealing was performed at 20 ° C./s.
- the annealing separation agent which has MgO as a main component was apply
- Table 2 the measurement result of the iron loss of the said test piece is written together.
- directional electromagnetic waves having excellent magnetic properties are obtained by performing a heat treatment time of 24 hours in the range of a soaking temperature of 500 to 750 ° C. before the first cold rolling. It turns out that a steel plate can be obtained.
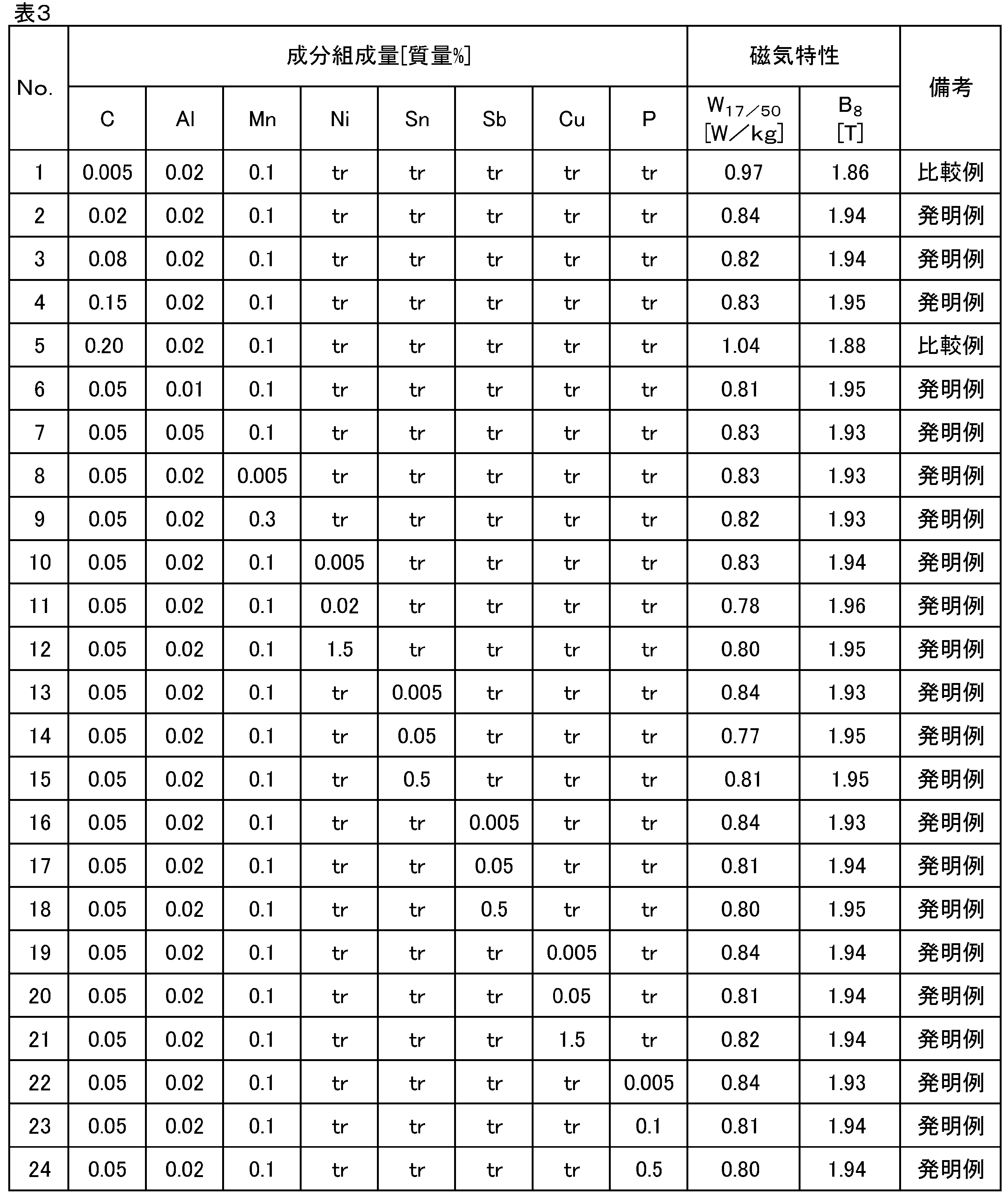
- Example 3 A slab containing the components described in Table 3 and Si: 3.4%, N: 0.008%, S: 0.0030% and Se: 0.02%, the balance being Fe and inevitable impurities, It was heated at a temperature of 1350 ° C. and hot-rolled to a thickness of 2.0 mm. Then, hot-rolled sheet annealing was performed at 1000 ° C. for 40 s. Further, prior to the first cold rolling, heat treatment was performed in a dry nitrogen atmosphere at a soaking temperature of 700 ° C. and a soaking time of 24 hours. After that, it is cold-rolled to 1.3 mm thickness, subjected to intermediate annealing at 1080 ° C.
- the C content is outside the scope of the present invention. 1 and no. No. 5 has deteriorated magnetic properties. This is caused by No. 2 having a low C content. In the case of 1, the austenite-ferrite transformation did not occur, and the primary recrystallized plate texture improvement effect was weak. Moreover, No. with a large C content. In the case of No. 5, since the austenite phase fraction at high temperature is increased, the amount of non-uniform deformation in the first cold rolling is increased, and the grain size of the intermediate annealing plate is refined. This is because the M-direction strength ratio increases and decarburization in the primary recrystallization annealing becomes incomplete.
- Example 4 No. of Example 1 11 and no.
- various heating rates between 500 ° C. and 700 ° C. in the primary recrystallization annealing and magnetic domain fragmentation treatment methods under the conditions shown in Table 4 changed.
- the magnetic domain refinement process using the etching groove forms a groove having a width of 150 ⁇ m, a depth of 15 ⁇ m, and a rolling direction interval of 5 mm in the direction perpendicular to the rolling direction on one side of the steel sheet cold-rolled to a thickness of 0.23 mm.
- the magnetic domain refinement process using the etching groove forms a groove having a width of 150 ⁇ m, a depth of 15 ⁇ m, and a rolling direction interval of 5 mm in the direction perpendicular to the rolling direction on one side of the steel sheet cold-rolled to a thickness of 0.23 mm.
- the magnetic domain fragmentation treatment by the electron beam was performed by continuously irradiating one side of the steel sheet after the finish annealing in the direction perpendicular to the rolling under the conditions of acceleration voltage: 100 kV, irradiation interval: 5 mm, and beam current of 3 mA.
- the magnetic domain fragmentation treatment by laser one side of the steel sheet after finish annealing is continuously irradiated in the direction perpendicular to the rolling direction under conditions of beam diameter: 0.3 mm, output: 200 W, scanning speed: 100 m / s, and irradiation interval: 5 mm.
- Table 4 also shows the measurement results of the magnetic characteristics.
- the grain-oriented electrical steel sheet obtained by the manufacturing method of the present invention has superior magnetic properties as compared with the conventional one, and a higher performance transformer or the like can be obtained using the steel sheet.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Electromagnetism (AREA)
- Dispersion Chemistry (AREA)
- Power Engineering (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
Description
このような背景から、最終冷間圧延の圧下率を、前掲特許文献3に記載の好適範囲とする手法として、冷延2回法が採用されている。
というのは、通常、最終冷間圧延前における鋼板の結晶粒径は微細であり、また、M方位の再結晶核生成サイトは冷間圧延前の結晶粒界に存在するため、結晶粒径が微細になればなるほど、M方位の再結晶核生成サイトが増えるという傾向があるからである。
1.質量%で、C:0.020%以上0.15%以下、Si:2.5%以上7.0%以下、Mn:0.005%以上0.3%以下、酸可溶性Al:0.01%以上0.05%以下およびN:0.002%以上0.012%以下を含有し、かつSおよびSeのうちから選んだ1種または2種を合計で0.05%以下含み、残部はFeおよび不可避不純物からなる鋼スラブを、スラブ加熱後、熱間圧延し、ついで熱延板焼鈍を施すかまたは施さず、中間焼鈍を挟む2回以上の冷間圧延を施すことによって最終板厚とした後、一次再結晶焼鈍を施し、さらに二次再結晶焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、最終冷間圧延を除くいずれかの冷間圧延に先立って、500℃以上750℃以下の温度範囲で、10分以上480時間以下の熱処理を行うことを特徴とする方向性電磁鋼板の製造方法。
C:0.020%以上0.15%以下
Cは、熱延および熱延板焼鈍の均熱時にオーステナイト-フェライト変態を利用することで、熱延組織の改善を図るために必要な元素である。ここで、C含有量が0.15%を超えると、脱炭処理の負荷が増大するばかりでなく、脱炭自体が不完全となり、製品板において磁気時効を起こす原因にもなる。一方、C含有量が0.020%に満たないと、熱延組織の改善効果が小さく、所望の一次再結晶集合組織を得ることが困難となる。そのため、Cは0.020%以上0.15%以下とした。
Siは、鋼の電気抵抗を増大させ、鉄損の一部を構成する渦電流損を低減するのに極めて有効な元素である。鋼板に、Siを添加していった場合、含有量が11%までは、電気抵抗が単調に増加するものの、含有量が7.0%を超えたところで、加工性が著しく低下する。一方、含有量が2.5%未満では、電気抵抗が小さくなり良好な鉄損特性を得ることができない。そのため、Siは2.5%以上7.0%以下とした。加工性を安定的に確保するためには、Siの好ましい上限は4.0%である。
Mnは、二次再結晶焼鈍の昇温過程において、MnSおよびMnSeが正常粒成長を抑制する上でインヒビターの働きをするため、方向性電磁鋼板においては重要な元素である。しかし、Mn含有量が0.005%に満たないと、インヒビターの絶対量が不足するため、正常粒成長の抑制力不足となる。一方、Mn含有量が0.3%を超えると、熱延前のスラブ加熱過程で、Mnを完全固溶させるために高温のスラブ加熱が必要となる。加えて、インヒビターが粗大析出してしまうために、正常粒成長の抑制力が不足する。そのため、Mnは0.005%以上0.3%以下とした。
酸可溶性Alは、二次再結晶焼鈍の昇温過程において、AlNが正常粒成長を抑制する上でインヒビターの働きをするため、方向性電磁鋼板においては重要な元素である。しかし、酸可溶性Alの含有量が0.01%に満たないと、インヒビターの絶対量が不足するため、正常粒成長の抑制力不足となる。一方、酸可溶性Alの含有量が0.05%を超えるとAlNが粗大析出してしまうために、やはり正常粒成長の抑制力が不足する。そのため、酸可溶性Alは0.01%以上0.05%以下とした。
Nは、Alと結合してインヒビターを形成するが、含有量が0.002%未満では、インヒビターの絶対量が不足し、正常粒成長の抑制力不足となる。一方、含有量が0.012%を超えると、冷間圧延時にブリスターと呼ばれる空孔を生じ、鋼板の外観が劣化する。そのため、Nは0.002%以上0.012%以下とした。
SおよびSeは、Mnと結合してインヒビターを形成するが、含有量が0.05%を超えると、二次再結晶焼鈍において、脱S、脱Seが不完全となるため、鉄損劣化を引き起こす。そのため、SおよびSeのうちから選んだ1種または2種は、合計量で0.05%以下とした。なお、これらの元素の含有は必須ではなく、その下限に特に制限はないが、その添加効果を発揮するためには0.01%程度が好ましい。
Ni:0.005%以上1.5%以下
Niは、オーステナイト生成元素であるため、オーステナイト変態を利用することで熱延板組織を改善し、磁気特性を向上させるために有用な元素である。しかしながら、含有量が0.005%未満では、磁気特性の向上効果が小さく、一方、含有量が1.5%超では、加工性が低下するため通板性が悪くなるほか、二次再結晶が不安定になり磁気特性が劣化する。従って、Niは0.005~1.5%の範囲とした。
Sn、Sb、CuおよびPは、磁気特性向上に有用な元素であるが、それぞれ含有量が上記範囲の下限値に満たないと、磁気特性の改善効果が乏しく、一方、それぞれ含有量が上記範囲の上限値を超えると、二次再結晶が不安定になり磁気特性が劣化する。従って、Sn:0.005%以上0.50%以下、Sb:0.005%以上0.50%以下、Cu:0.005%以上1.5%以下およびP:0.005%以上0.50%以下の範囲でそれぞれ含有することができる。
なお、方向性電磁鋼板を製造する工程においては一般に、脱炭焼鈍を単独又は一次再結晶焼鈍と兼ねて行い、また純化焼鈍を単独又は二次再結晶焼鈍と兼ねて行う。脱炭焼鈍や純化焼鈍の結果、以下の元素は低減され、純化焼鈍後に鋼板表面に付与された張力被膜を除去した後に下記の鋼板組成となる。
すなわち、C:0.0035%以下、N:0.0035%以下、SおよびSeのうちから選んだ1種または2種の合計:0.0020%以下である。
熱延板焼鈍の均熱温度が800℃未満では、熱延板組織の改善が完全ではなく、未再結晶部が残存するため、所望の組織を得ることができないおそれがある。一方、より良い二次再結晶のパフォーマンスを得る観点からは、インヒビターとなるAlN、MnSeおよびMnSの再溶解およびオストワルド成長が急激に進行しない1200℃以下を均熱温度とすることが好ましい。そのため、熱延板焼鈍の均熱温度は800℃以上1200℃以下とすることが好ましい。
ここで、本発明の大きな特徴は、最終冷間圧延を除くいずれかの冷間圧延に先立って、500℃以上750℃以下の温度範囲で、10分以上480時間以下の熱処理を施すことである。
本発明の成分組成になるスラブを、1350℃の温度で加熱した後、2.2mmの厚みまで熱間圧延した。その後、1050℃、40sの熱延板焼鈍を施した。ついで、1回目の冷間圧延に先立って、乾燥窒素雰囲気において図1に示すような条件で熱処理を施した。その後、1.5mmの厚みまで冷間圧延し、1080℃、80sの中間焼鈍を施した。さらに、0.23mmの厚みまで冷間圧延し、800℃で120sの、脱炭焼鈍を兼ねた一次再結晶焼鈍を施した。その後、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布し、1150℃で50hの純化焼鈍を兼ねた二次再結晶焼鈍を行い、それぞれの条件下での試験片を得た。
図1に、上記試験片の磁気特性について測定した結果を示す。
本発明の成分組成になるスラブを、1350℃の温度で加熱した後、2.0mmの厚みまで熱間圧延し、1000℃、40sの熱延板焼鈍を施した。ついで、1回目の冷間圧延に先立って、乾燥窒素雰囲気において、図2に示すような条件で熱処理を施した。その後、1.3mmの厚みまで冷間圧延し、1100℃、80sの中間焼鈍を施した。さらに、0.23mmの厚みまで冷間圧延し、800℃で120sの脱炭焼鈍を兼ねた一次再結晶焼鈍を施した。その後、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布し、1150℃で50hの純化焼鈍を兼ねた二次再結晶焼鈍を行って、それぞれの条件下での試験片を得た。
図2に、上記試験片の磁気特性について測定した結果を示す。
C:0.04%、Si:3.1%、Mn:0.13%、酸可溶性Al:0.01%、N:0.007%、S:0.003%およびSe:0.03%を含有し、残部Feおよび不可避不純物からなるスラブを、1350℃の温度で加熱し、2.0mmの厚みまで熱間圧延を施した。
また、低鉄損を示した上記条件においては、二次再結晶焼鈍板の磁束密度B8についても優れた値を示している。従って、上記した熱処理を施すことにより、二次再結晶板におけるゴス方位粒の集積度が高まっていると推定される。
また、上記の熱処理とは、最終冷間圧延を除くいずれかの冷間圧延に先立って、500℃以上750℃以下の温度範囲で、10分以上480時間以下の範囲である必要があることが分かる。
なお、前記した実験では、1回目の冷間圧延に先立つ熱処理について示したが、最終冷間圧延を除くいずれかの冷間圧延の前であれば、上記した磁気特性の結果と同様の効果を有していることを確認している。また、上記熱処理は上記の処理時間を確保する観点から、バッチ焼鈍で行うことが好ましい。
従って、中間焼鈍の均熱温度は、800℃以上1200℃以下とすることが好ましい。
従って、中間焼鈍の均熱時間は、2s以上300s以下とすることが好ましい。
従って、中間焼鈍後の冷却過程における800~400℃での冷却速度は、10℃/s以上200℃/s以下とすることが好ましい。なお、上記した中間焼鈍は、通常行われるように連続焼鈍で行うことが好ましい。
ここに、一次再結晶焼鈍における均熱温度を700℃以上とすることが、冷間圧延された組織を十分に再結晶させる観点から好ましい。一方、この時点でのゴス方位粒の二次再結晶を抑制する観点からは、均熱温度が1000℃以下であることが好ましい。
従って、一次再結晶焼鈍は700℃以上1000℃以下とすることが好ましい。
また、一次再結晶焼鈍は一般に脱炭焼鈍を兼ねることが多く、焼鈍時は脱炭に有利な酸化性雰囲気(例えばPH2O/PH2>0.1)で実施することが好ましい。高い昇温速度が求められる500~700℃間については、設備などの制約により酸化性雰囲気の導入が困難な場合が考えられるが、脱炭の観点からは主に800℃近傍での酸化性雰囲気が重要であるため、当該温度範囲はPH2O/PH2≦0.1の範囲であっても構わない。なお、一次再結晶焼鈍とは別途、脱炭焼鈍を実施しても構わない。
さらに、一次再結晶焼鈍後から二次再結晶焼鈍開始までの間で、鋼中にNを150~250ppmの範囲で含有させる窒化処理を施すことも可能である。このためには、一次再結晶焼鈍後、NH3雰囲気中で熱処理を行ったり、窒化物を焼鈍分離剤中に含有させたり、二次再結晶焼鈍雰囲気を窒化雰囲気としたりする公知の技術がそれぞれ適用できる。
それ故、上述したような本発明における鉄損低減という最終目標に対しての相反する事象を解決し、より鉄損低減効果を高めるために、磁区細分化処理を施すことが好ましい。本発明に適切な磁区細分化処理を施すことで、二次再結晶粒径粗大化により不利となっていた渦電流損が低減し、本発明の主たる効果であるヒステリシス損の低減効果と合わせて、さらに低い鉄損を実現することができる。
C:0.06%、Si:3.2%、Mn:0.12%、酸可溶性Al:0.01%、N:0.005%、S:0.0030%およびSe:0.03%を含有し、残部Feおよび不可避不純物からなるスラブを、1350℃の温度で加熱した後、2.2mmの厚みまで熱間圧延した。その後、1050℃、40sの熱延板焼鈍を施した。ついで、1回目の冷間圧延に先立って、乾燥窒素雰囲気において表1に示すような条件で熱処理を施した。その後、1.5mmの厚みまで冷間圧延し、1080℃、80sの中間焼鈍を施した。さらに、0.23mmの厚みまで冷間圧延し、800℃で120sの脱炭焼鈍を兼ねた一次再結晶焼鈍を施した。ここで、一次再結晶焼鈍における500~700℃間の昇温速度を20℃/sで行った。その後、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布し、1150℃で50hの純化焼鈍を兼ねた二次再結晶焼鈍を行って、それぞれの条件下での試験片を得た。表1に、上記試験片の鉄損の測定結果を併記する。
C:0.10%、Si:3.4%、Mn:0.10%、酸可溶性Al:0.02%、N:0.008%、S:0.0030%およびSe:0.005%を含有し、残部Feおよび不可避不純物からなるスラブを、1350℃の温度で加熱した後、2.0mmの厚みまで熱間圧延した。その後、1000℃、40sの熱延板焼鈍を施した。ついで、1回目の冷間圧延に先立って、乾燥窒素雰囲気において表2に示すような条件で熱処理を施した。その後、1.3mmの厚みまで冷間圧延し、1100℃、80sの中間焼鈍を施した。さらに、0.23mmの厚みまで冷間圧延し、800℃で120sの脱炭焼鈍を兼ねた一次再結晶焼鈍を施した。ここで、一次再結晶焼鈍における500~700℃間の昇温速度を20℃/sで行った。その後、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布し、1150℃で50hの純化焼鈍を兼ねた二次再結晶焼鈍を行って、それぞれの条件下での試験片を得た。表2に、上記試験片の鉄損の測定結果を併記する。

表3に記載の成分と、Si:3.4%、N:0.008%、S:0.0030%およびSe:0.02%とを含有し、残部Feおよび不可避不純物からなるスラブを、1350℃の温度で加熱して、2.0mmの厚みまで熱間圧延した。ついで、1000℃、40sの熱延板焼鈍を施した。さらに、1回目の冷間圧延に先立って、乾燥窒素雰囲気で、均熱温度:700℃、均熱時間:24時間の熱処理を施した。その後、1.3mm厚みまで冷間圧延し、1080℃、80sの中間焼鈍を施して、0.23mm厚みまで冷間圧延し、820℃で120sの脱炭焼鈍を兼ねた一次再結晶焼鈍を施した。ここで、一次再結晶焼鈍における500~700℃間の昇温速度を20℃/sで行った。さらに、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布した後、1150℃で50hの純化焼鈍を兼ねた二次再結晶焼鈍を行った。表3に、磁気特性の測定結果を併記する。
実施例1のNo.11およびNo.14に従う条件で0.23mmの厚みまで冷間圧延した試料を用いて、表4に示す条件で、一次再結晶焼鈍における500℃~700℃間の昇温速度および磁区細分化処理手法を種々に変更した。
ここで、エッチング溝による磁区細分化処理は、0.23mmの厚みまで冷間圧延した鋼板の片面について、幅:150μm、深さ:15μm、圧延方向間隔:5mmの溝を圧延直角方向に形成することにより行った。
電子ビームによる磁区細分化処理は、仕上焼鈍後の鋼板の片面について、加速電圧:100kV、照射間隔:5mm、ビーム電流3mAの各条件で圧延直角方向に連続照射することにより行った。
レーザーによる磁区細分化処理は、仕上焼鈍後の鋼板の片面について、ビーム径:0.3mm、出力:200W、走査速度:100m/s、照射間隔:5mmの各条件で圧延直角方向に連続照射することにより行った。
表4に、磁気特性の測定結果を併記する。

Claims (6)
- 質量%で、C:0.020%以上0.15%以下、Si:2.5%以上7.0%以下、Mn:0.005%以上0.3%以下、酸可溶性Al:0.01%以上0.05%以下およびN:0.002%以上0.012%以下を含有し、かつSおよびSeのうちから選んだ1種または2種を合計で0.05%以下含み、残部はFeおよび不可避不純物からなる鋼スラブを、スラブ加熱後、熱間圧延し、ついで熱延板焼鈍を施すかまたは施さず、中間焼鈍を挟む2回以上の冷間圧延を施すことによって最終板厚とした後、一次再結晶焼鈍を施し、さらに二次再結晶焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、最終冷間圧延を除くいずれかの冷間圧延に先立って、500℃以上750℃以下の温度範囲で、10分以上480時間以下の熱処理を行うことを特徴とする方向性電磁鋼板の製造方法。
- 前記一次再結晶焼鈍における500~700℃間の昇温速度が50℃/s以上であることを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 前記最終冷間圧延以降の段階において、磁区細分化処理を施すことを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
- 前記磁区細分化処理が、二次再結晶焼鈍後の鋼板への電子ビーム照射によるものである請求項3に記載の方向性電磁鋼板の製造方法。
- 前記磁区細分化処理が、二次再結晶焼鈍後の鋼板への連続レーザー照射によるものである請求項3に記載の方向性電磁鋼板の製造方法。
- 前記鋼スラブが、質量%でさらに、Ni:0.005%以上1.5%以下、Sn:0.005%以上0.50%以下、Sb:0.005%以上0.50%以下、Cu:0.005%以上1.5%以下およびP:0.005%以上0.50%以下のうちから選んだ1種または2種以上を含有することを特徴とする請求項1~5のいずれかに記載の方向性電磁鋼板の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180030164.3A CN102947471B (zh) | 2010-06-18 | 2011-06-17 | 方向性电磁钢板的制造方法 |
| BR112012031908-6A BR112012031908B1 (pt) | 2010-06-18 | 2011-06-17 | Método para produção de chapa de aço elétrico com grão orientado. |
| KR1020127033091A KR101419638B1 (ko) | 2010-06-18 | 2011-06-17 | 방향성 전기 강판의 제조 방법 |
| RU2013102244/02A RU2539274C2 (ru) | 2010-06-18 | 2011-06-17 | Способ изготовления листа из текстурированной электротехнической стали |
| EP11795427.1A EP2584054B1 (en) | 2010-06-18 | 2011-06-17 | Oriented electromagnetic steel plate production method |
| US13/703,833 US9187798B2 (en) | 2010-06-18 | 2011-06-17 | Method for manufacturing grain oriented electrical steel sheet |
| CA2802019A CA2802019C (en) | 2010-06-18 | 2011-06-17 | Method for manufacturing grain oriented electrical steel sheet |
| MX2012014728A MX338627B (es) | 2010-06-18 | 2011-06-17 | Metodo para fabricar una chapa de acero de grano orientado para aplicaciones electricas. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-139195 | 2010-06-18 | ||
| JP2010139195 | 2010-06-18 | ||
| JP2011-134923 | 2011-06-17 | ||
| JP2011134923A JP5842400B2 (ja) | 2010-06-18 | 2011-06-17 | 方向性電磁鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011158519A1 true WO2011158519A1 (ja) | 2011-12-22 |
Family
ID=45347934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/003489 WO2011158519A1 (ja) | 2010-06-18 | 2011-06-17 | 方向性電磁鋼板の製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9187798B2 (ja) |
| EP (1) | EP2584054B1 (ja) |
| JP (1) | JP5842400B2 (ja) |
| KR (1) | KR101419638B1 (ja) |
| CN (1) | CN102947471B (ja) |
| BR (1) | BR112012031908B1 (ja) |
| CA (1) | CA2802019C (ja) |
| MX (1) | MX338627B (ja) |
| RU (1) | RU2539274C2 (ja) |
| WO (1) | WO2011158519A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013099258A1 (ja) * | 2011-12-27 | 2013-07-04 | Jfeスチール株式会社 | 方向性電磁鋼板 |
| WO2013099281A1 (ja) * | 2011-12-28 | 2013-07-04 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| EP2799579A1 (en) * | 2011-12-28 | 2014-11-05 | JFE Steel Corporation | Grain-oriented electrical steel sheet and method for manufacturing the same |
| CN104220607A (zh) * | 2012-03-29 | 2014-12-17 | 杰富意钢铁株式会社 | 取向性电磁钢板的制造方法 |
| RU2597190C1 (ru) * | 2012-08-30 | 2016-09-10 | ДжФЕ СТИЛ КОРПОРЕЙШН | Лист электротехнической текстурированной стали для железного сердечника и способ его изготовления |
| CN107794439A (zh) * | 2016-08-30 | 2018-03-13 | 宝山钢铁股份有限公司 | 极低铁损无取向电工钢板及其制造方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104024474A (zh) * | 2011-12-28 | 2014-09-03 | 杰富意钢铁株式会社 | 具有涂层的取向性电磁钢板及其制造方法 |
| KR20150031834A (ko) * | 2013-09-17 | 2015-03-25 | 현대자동차주식회사 | 성형성 향상을 위한 고장력강의 레이저 열처리 방법 |
| JP6137490B2 (ja) * | 2014-03-28 | 2017-05-31 | Jfeスチール株式会社 | 一次再結晶集合組織の予測方法および方向性電磁鋼板の製造方法 |
| WO2016139818A1 (ja) | 2015-03-05 | 2016-09-09 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| JP6350398B2 (ja) | 2015-06-09 | 2018-07-04 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| CA3004286C (en) * | 2015-12-04 | 2021-05-04 | Jfe Steel Corporation | Method of producing grain-oriented electrical steel sheet |
| JP6465049B2 (ja) * | 2016-02-22 | 2019-02-06 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP6531864B2 (ja) * | 2016-02-22 | 2019-06-19 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP6455468B2 (ja) * | 2016-03-09 | 2019-01-23 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| KR102140991B1 (ko) * | 2016-03-09 | 2020-08-04 | 제이에프이 스틸 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| RU2716053C1 (ru) * | 2016-11-01 | 2020-03-05 | ДжФЕ СТИЛ КОРПОРЕЙШН | Способ производства текстурированной электротехнической листовой стали |
| RU2716052C1 (ru) | 2017-02-20 | 2020-03-05 | ДжФЕ СТИЛ КОРПОРЕЙШН | Способ изготовления текстурированных листов из электротехнической стали |
| CN111868272B (zh) | 2018-03-20 | 2022-11-15 | 日本制铁株式会社 | 方向性电磁钢板的制造方法以及方向性电磁钢板 |
| EP3770283B1 (en) * | 2018-03-20 | 2024-01-10 | Nippon Steel Corporation | Method for manufacturing grain-oriented electrical steel sheet and grain-oriented electrical steel sheet |
| JP6856179B1 (ja) * | 2019-04-23 | 2021-04-07 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| CN111020150B (zh) * | 2019-08-14 | 2021-03-09 | 钢铁研究总院 | 一种低温分步式退火制备超薄硅钢的方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5099914A (ja) * | 1974-01-07 | 1975-08-08 | ||
| JPS63259024A (ja) | 1987-11-20 | 1988-10-26 | Kawasaki Steel Corp | 磁気特性の優れた一方向性珪素鋼板の製造方法 |
| JPH06145799A (ja) * | 1992-11-02 | 1994-05-27 | Kawasaki Steel Corp | 磁気特性の優れた方向性けい素薄鋼板の製造方法 |
| JP2001060505A (ja) | 1999-08-20 | 2001-03-06 | Kawasaki Steel Corp | 一方向性電磁鋼板用の一次再結晶焼鈍板 |
| JP2005133175A (ja) * | 2003-10-31 | 2005-05-26 | Nippon Steel Corp | 磁気特性、耐変形性の優れた電磁鋼板とその製造方法 |
| JP2006299297A (ja) * | 2005-04-15 | 2006-11-02 | Jfe Steel Kk | 磁気特性に優れた方向性電磁鋼板の製造方法 |
| JP2008001981A (ja) * | 2006-05-24 | 2008-01-10 | Nippon Steel Corp | 高磁束密度方向性電磁鋼板の製造方法 |
| JP4123653B2 (ja) | 1999-10-12 | 2008-07-23 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4468551A (en) * | 1982-07-30 | 1984-08-28 | Armco Inc. | Laser treatment of electrical steel and optical scanning assembly therefor |
| US4919733A (en) * | 1988-03-03 | 1990-04-24 | Allegheny Ludlum Corporation | Method for refining magnetic domains of electrical steels to reduce core loss |
| US4898626A (en) * | 1988-03-25 | 1990-02-06 | Armco Advanced Materials Corporation | Ultra-rapid heat treatment of grain oriented electrical steel |
| JPH07173540A (ja) * | 1993-12-21 | 1995-07-11 | Sumitomo Metal Ind Ltd | 二方向性珪素鋼板の製造方法 |
| JPH10183249A (ja) * | 1996-12-25 | 1998-07-14 | Sumitomo Metal Ind Ltd | 磁気特性の優れた方向性電磁鋼板の製造方法 |
| KR19990088437A (ko) * | 1998-05-21 | 1999-12-27 | 에모또 간지 | 철손이매우낮은고자속밀도방향성전자강판및그제조방법 |
| EP1279747B1 (en) * | 2001-07-24 | 2013-11-27 | JFE Steel Corporation | A method of manufacturing grain-oriented electrical steel sheets |
| JP4258349B2 (ja) * | 2002-10-29 | 2009-04-30 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| PL1752548T3 (pl) * | 2005-08-03 | 2017-08-31 | Thyssenkrupp Steel Europe Ag | Sposób wytwarzania taśmy elektrotechnicznej o zorientowanych ziarnach |
| RU2371487C1 (ru) * | 2005-11-01 | 2009-10-27 | Ниппон Стил Корпорейшн | Способ и устройство для изготовления листа текстурированной электротехнической стали с прекрасными магнитными свойствами |
| JP4823719B2 (ja) * | 2006-03-07 | 2011-11-24 | 新日本製鐵株式会社 | 磁気特性が極めて優れた方向性電磁鋼板の製造方法 |
| WO2007136127A1 (ja) * | 2006-05-24 | 2007-11-29 | Nippon Steel Corporation | 磁束密度の高い方向性電磁鋼板の製造方法 |
| BRPI0711794B1 (pt) | 2006-05-24 | 2015-12-08 | Nippon Steel & Sumitomo Metal Corp | método para produzir chapa de aço magnético de grão orientado tendo uma alta densidade de fluxo magnético |
| EP2537946B1 (en) * | 2010-02-18 | 2019-08-07 | Nippon Steel Corporation | Method for manufacturing grain-oriented electrical steel sheet |
-
2011
- 2011-06-17 BR BR112012031908-6A patent/BR112012031908B1/pt active IP Right Grant
- 2011-06-17 KR KR1020127033091A patent/KR101419638B1/ko active IP Right Grant
- 2011-06-17 CN CN201180030164.3A patent/CN102947471B/zh active Active
- 2011-06-17 CA CA2802019A patent/CA2802019C/en active Active
- 2011-06-17 RU RU2013102244/02A patent/RU2539274C2/ru active
- 2011-06-17 JP JP2011134923A patent/JP5842400B2/ja active Active
- 2011-06-17 US US13/703,833 patent/US9187798B2/en active Active
- 2011-06-17 MX MX2012014728A patent/MX338627B/es active IP Right Grant
- 2011-06-17 WO PCT/JP2011/003489 patent/WO2011158519A1/ja active Application Filing
- 2011-06-17 EP EP11795427.1A patent/EP2584054B1/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5099914A (ja) * | 1974-01-07 | 1975-08-08 | ||
| JPS63259024A (ja) | 1987-11-20 | 1988-10-26 | Kawasaki Steel Corp | 磁気特性の優れた一方向性珪素鋼板の製造方法 |
| JPH06145799A (ja) * | 1992-11-02 | 1994-05-27 | Kawasaki Steel Corp | 磁気特性の優れた方向性けい素薄鋼板の製造方法 |
| JP2648424B2 (ja) | 1992-11-02 | 1997-08-27 | 川崎製鉄株式会社 | 磁気特性の優れた方向性けい素薄鋼板の製造方法 |
| JP2001060505A (ja) | 1999-08-20 | 2001-03-06 | Kawasaki Steel Corp | 一方向性電磁鋼板用の一次再結晶焼鈍板 |
| JP4123653B2 (ja) | 1999-10-12 | 2008-07-23 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP2005133175A (ja) * | 2003-10-31 | 2005-05-26 | Nippon Steel Corp | 磁気特性、耐変形性の優れた電磁鋼板とその製造方法 |
| JP2006299297A (ja) * | 2005-04-15 | 2006-11-02 | Jfe Steel Kk | 磁気特性に優れた方向性電磁鋼板の製造方法 |
| JP2008001981A (ja) * | 2006-05-24 | 2008-01-10 | Nippon Steel Corp | 高磁束密度方向性電磁鋼板の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2584054A4 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2013099258A1 (ja) * | 2011-12-27 | 2015-04-30 | Jfeスチール株式会社 | 方向性電磁鋼板 |
| US9646749B2 (en) | 2011-12-27 | 2017-05-09 | Jfe Steel Corporation | Grain-oriented electrical steel sheet |
| KR101580837B1 (ko) * | 2011-12-27 | 2015-12-29 | 제이에프이 스틸 가부시키가이샤 | 방향성 전자 강판 |
| CN104011246A (zh) * | 2011-12-27 | 2014-08-27 | 杰富意钢铁株式会社 | 取向性电磁钢板 |
| KR20140109409A (ko) * | 2011-12-27 | 2014-09-15 | 제이에프이 스틸 가부시키가이샤 | 방향성 전자 강판 |
| WO2013099258A1 (ja) * | 2011-12-27 | 2013-07-04 | Jfeスチール株式会社 | 方向性電磁鋼板 |
| US20140352849A1 (en) * | 2011-12-27 | 2014-12-04 | Jfe Steel Corporation | Grain-oriented electrical steel sheet |
| EP2799574A4 (en) * | 2011-12-27 | 2015-06-03 | Jfe Steel Corp | ELECTRIC STEEL SHEET WITH GRAIN ORIENTED |
| EP2799579A1 (en) * | 2011-12-28 | 2014-11-05 | JFE Steel Corporation | Grain-oriented electrical steel sheet and method for manufacturing the same |
| EP2799579A4 (en) * | 2011-12-28 | 2015-08-12 | Jfe Steel Corp | CORNORATED ELECTRIC STEEL PLATE AND METHOD FOR THE PRODUCTION THEREOF |
| JP2013136824A (ja) * | 2011-12-28 | 2013-07-11 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| EP3037568A1 (en) * | 2011-12-28 | 2016-06-29 | JFE Steel Corporation | Grain-oriented electrical steel sheet and method for manufacturing the same |
| WO2013099281A1 (ja) * | 2011-12-28 | 2013-07-04 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| US10147527B2 (en) | 2011-12-28 | 2018-12-04 | Jfe Steel Corporation | Grain-oriented electrical steel sheet and method for manufacturing same |
| US10395806B2 (en) | 2011-12-28 | 2019-08-27 | Jfe Steel Corporation | Grain-oriented electrical steel sheet and method of manufacturing the same |
| EP2832865A4 (en) * | 2012-03-29 | 2015-04-29 | Jfe Steel Corp | METHOD FOR MANUFACTURING MAGNETIC STEEL SHEET ORIENTED |
| CN104220607A (zh) * | 2012-03-29 | 2014-12-17 | 杰富意钢铁株式会社 | 取向性电磁钢板的制造方法 |
| CN104220607B (zh) * | 2012-03-29 | 2016-03-02 | 杰富意钢铁株式会社 | 取向性电磁钢板的制造方法 |
| US9761360B2 (en) | 2012-03-29 | 2017-09-12 | Jfe Steel Corporation | Method of manufacturing grain oriented electrical steel sheet |
| RU2597190C1 (ru) * | 2012-08-30 | 2016-09-10 | ДжФЕ СТИЛ КОРПОРЕЙШН | Лист электротехнической текстурированной стали для железного сердечника и способ его изготовления |
| CN107794439A (zh) * | 2016-08-30 | 2018-03-13 | 宝山钢铁股份有限公司 | 极低铁损无取向电工钢板及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2013102244A (ru) | 2014-07-27 |
| CN102947471A (zh) | 2013-02-27 |
| JP5842400B2 (ja) | 2016-01-13 |
| CN102947471B (zh) | 2015-01-14 |
| KR101419638B1 (ko) | 2014-07-15 |
| EP2584054A1 (en) | 2013-04-24 |
| MX2012014728A (es) | 2013-01-22 |
| BR112012031908B1 (pt) | 2019-04-16 |
| JP2012021229A (ja) | 2012-02-02 |
| US9187798B2 (en) | 2015-11-17 |
| MX338627B (es) | 2016-04-26 |
| EP2584054B1 (en) | 2019-12-25 |
| RU2539274C2 (ru) | 2015-01-20 |
| CA2802019A1 (en) | 2011-12-22 |
| CA2802019C (en) | 2015-09-15 |
| BR112012031908A2 (pt) | 2016-11-16 |
| EP2584054A4 (en) | 2017-06-14 |
| US20130087249A1 (en) | 2013-04-11 |
| KR20130020805A (ko) | 2013-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5842400B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5780378B1 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2012086534A1 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP6481772B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5668893B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JPWO2016056501A1 (ja) | 低鉄損方向性電磁鋼板およびその製造方法 | |
| JP6838601B2 (ja) | 低鉄損方向性電磁鋼板とその製造方法 | |
| JP6191826B2 (ja) | 磁気特性に優れる方向性電磁鋼板の製造方法 | |
| JP2013139629A (ja) | 低鉄損方向性電磁鋼板の製造方法 | |
| JP6160649B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2016035345A1 (ja) | 方向性電磁鋼板の製造方法および窒化処理設備 | |
| WO2015152344A1 (ja) | 方向性電磁鋼板用の一次再結晶焼鈍板および方向性電磁鋼板の製造方法 | |
| WO2019131853A1 (ja) | 低鉄損方向性電磁鋼板とその製造方法 | |
| JP5648331B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6465049B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2018009244A (ja) | 方向性電磁鋼板の製造方法 | |
| WO2017111432A1 (ko) | 방향성 전기강판 및 이의 제조방법 | |
| JP5741308B2 (ja) | 方向性電磁鋼板の製造方法およびその素材鋼板 | |
| JP5712652B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2019132357A1 (ko) | 방향성 전기강판 및 그 제조방법 | |
| WO2022210504A1 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2023089089A (ja) | 方向性電磁鋼板およびその製造方法 | |
| WO2022210503A1 (ja) | 方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180030164.3 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11795427 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2802019 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2721/MUMNP/2012 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13703833 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2012/014728 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20127033091 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011795427 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2013102244 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112012031908 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112012031908 Country of ref document: BR Kind code of ref document: A2 Effective date: 20121214 |