WO2011145730A1 - マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 - Google Patents
マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 Download PDFInfo
- Publication number
- WO2011145730A1 WO2011145730A1 PCT/JP2011/061672 JP2011061672W WO2011145730A1 WO 2011145730 A1 WO2011145730 A1 WO 2011145730A1 JP 2011061672 W JP2011061672 W JP 2011061672W WO 2011145730 A1 WO2011145730 A1 WO 2011145730A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal oxide
- polyamide resin
- resin composition
- melt
- kneading
- Prior art date
Links
- 239000008188 pellet Substances 0.000 title claims abstract description 108
- 229920006122 polyamide resin Polymers 0.000 title claims abstract description 105
- 239000011342 resin composition Substances 0.000 title claims abstract description 93
- 239000004594 Masterbatch (MB) Substances 0.000 title claims abstract description 84
- 238000000034 method Methods 0.000 title claims description 31
- 230000008569 process Effects 0.000 title claims description 4
- 229910044991 metal oxide Inorganic materials 0.000 claims abstract description 130
- 150000004706 metal oxides Chemical class 0.000 claims abstract description 130
- 238000004898 kneading Methods 0.000 claims abstract description 49
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 35
- 239000002994 raw material Substances 0.000 claims abstract description 20
- 239000000155 melt Substances 0.000 claims abstract description 9
- 239000002245 particle Substances 0.000 claims description 88
- 239000004952 Polyamide Substances 0.000 claims description 38
- 229920002647 polyamide Polymers 0.000 claims description 38
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical group [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 claims description 37
- 239000002270 dispersing agent Substances 0.000 claims description 37
- 238000004519 manufacturing process Methods 0.000 claims description 24
- 238000002844 melting Methods 0.000 claims description 18
- 230000008018 melting Effects 0.000 claims description 18
- 239000005749 Copper compound Substances 0.000 claims description 16
- 150000001880 copper compounds Chemical class 0.000 claims description 16
- 235000014113 dietary fatty acids Nutrition 0.000 claims description 16
- 239000000194 fatty acid Substances 0.000 claims description 16
- 229930195729 fatty acid Natural products 0.000 claims description 16
- 238000002156 mixing Methods 0.000 claims description 13
- 150000004665 fatty acids Chemical class 0.000 claims description 12
- 229910001615 alkaline earth metal halide Inorganic materials 0.000 claims description 10
- 229910001508 alkali metal halide Inorganic materials 0.000 claims description 7
- 150000001340 alkali metals Chemical class 0.000 claims description 3
- 238000003878 thermal aging Methods 0.000 abstract description 2
- 239000004615 ingredient Substances 0.000 abstract 1
- -1 polyethylene Polymers 0.000 description 48
- 230000032683 aging Effects 0.000 description 40
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 37
- JEIPFZHSYJVQDO-UHFFFAOYSA-N ferric oxide Chemical compound O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 29
- 239000000203 mixture Substances 0.000 description 22
- 238000011144 upstream manufacturing Methods 0.000 description 22
- 239000000835 fiber Substances 0.000 description 20
- 239000000178 monomer Substances 0.000 description 19
- 229910052802 copper Inorganic materials 0.000 description 18
- 239000010949 copper Substances 0.000 description 18
- 229920002302 Nylon 6,6 Polymers 0.000 description 16
- NLKNQRATVPKPDG-UHFFFAOYSA-M potassium iodide Chemical compound [K+].[I-] NLKNQRATVPKPDG-UHFFFAOYSA-M 0.000 description 16
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 14
- 229910052751 metal Inorganic materials 0.000 description 14
- 239000002184 metal Substances 0.000 description 14
- 150000001875 compounds Chemical class 0.000 description 13
- 239000003365 glass fiber Substances 0.000 description 13
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 13
- 229920000049 Carbon (fiber) Polymers 0.000 description 12
- 239000004917 carbon fiber Substances 0.000 description 12
- 229910052736 halogen Inorganic materials 0.000 description 11
- 150000002367 halogens Chemical class 0.000 description 11
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 11
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 10
- 239000011256 inorganic filler Substances 0.000 description 10
- 229910003475 inorganic filler Inorganic materials 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- 229920001577 copolymer Polymers 0.000 description 9
- 239000003513 alkali Substances 0.000 description 8
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 description 8
- 235000002639 sodium chloride Nutrition 0.000 description 8
- 239000002131 composite material Substances 0.000 description 7
- 238000005260 corrosion Methods 0.000 description 7
- 230000007797 corrosion Effects 0.000 description 7
- UTOPWMOLSKOLTQ-UHFFFAOYSA-N octacosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCCCC(O)=O UTOPWMOLSKOLTQ-UHFFFAOYSA-N 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 6
- 125000003277 amino group Chemical group 0.000 description 6
- UKMSUNONTOPOIO-UHFFFAOYSA-N docosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCC(O)=O UKMSUNONTOPOIO-UHFFFAOYSA-N 0.000 description 6
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 6
- 230000007774 longterm Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 239000011164 primary particle Substances 0.000 description 6
- 150000003839 salts Chemical class 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- FIASKJZPIYCESA-UHFFFAOYSA-L calcium;octacosanoate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O FIASKJZPIYCESA-UHFFFAOYSA-L 0.000 description 5
- 150000004985 diamines Chemical class 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 230000005484 gravity Effects 0.000 description 5
- 239000010445 mica Substances 0.000 description 5
- 229910052618 mica group Inorganic materials 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 239000011787 zinc oxide Substances 0.000 description 5
- 235000014692 zinc oxide Nutrition 0.000 description 5
- 239000005995 Aluminium silicate Substances 0.000 description 4
- PAYRUJLWNCNPSJ-UHFFFAOYSA-N Aniline Chemical compound NC1=CC=CC=C1 PAYRUJLWNCNPSJ-UHFFFAOYSA-N 0.000 description 4
- 238000004438 BET method Methods 0.000 description 4
- 235000021355 Stearic acid Nutrition 0.000 description 4
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 4
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 4
- 235000012211 aluminium silicate Nutrition 0.000 description 4
- HQABUPZFAYXKJW-UHFFFAOYSA-N butan-1-amine Chemical compound CCCCN HQABUPZFAYXKJW-UHFFFAOYSA-N 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- QTMDXZNDVAMKGV-UHFFFAOYSA-L copper(ii) bromide Chemical compound [Cu+2].[Br-].[Br-] QTMDXZNDVAMKGV-UHFFFAOYSA-L 0.000 description 4
- GBRBMTNGQBKBQE-UHFFFAOYSA-L copper;diiodide Chemical compound I[Cu]I GBRBMTNGQBKBQE-UHFFFAOYSA-L 0.000 description 4
- PAFZNILMFXTMIY-UHFFFAOYSA-N cyclohexylamine Chemical compound NC1CCCCC1 PAFZNILMFXTMIY-UHFFFAOYSA-N 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 4
- 150000003951 lactams Chemical class 0.000 description 4
- HQKMJHAJHXVSDF-UHFFFAOYSA-L magnesium stearate Chemical compound [Mg+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O HQKMJHAJHXVSDF-UHFFFAOYSA-L 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000002923 metal particle Substances 0.000 description 4
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 4
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 4
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical compound OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 description 4
- IOLCXVTUBQKXJR-UHFFFAOYSA-M potassium bromide Chemical compound [K+].[Br-] IOLCXVTUBQKXJR-UHFFFAOYSA-M 0.000 description 4
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 4
- 239000008117 stearic acid Substances 0.000 description 4
- 239000000454 talc Substances 0.000 description 4
- 229910052623 talc Inorganic materials 0.000 description 4
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 3
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 3
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- 235000021357 Behenic acid Nutrition 0.000 description 3
- DPUOLQHDNGRHBS-UHFFFAOYSA-N Brassidinsaeure Natural products CCCCCCCCC=CCCCCCCCCCCCC(O)=O DPUOLQHDNGRHBS-UHFFFAOYSA-N 0.000 description 3
- URXZXNYJPAJJOQ-UHFFFAOYSA-N Erucic acid Natural products CCCCCCC=CCCCCCCCCCCCC(O)=O URXZXNYJPAJJOQ-UHFFFAOYSA-N 0.000 description 3
- 229920000305 Nylon 6,10 Polymers 0.000 description 3
- 239000005642 Oleic acid Substances 0.000 description 3
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 3
- 229940116226 behenic acid Drugs 0.000 description 3
- 229910000428 cobalt oxide Inorganic materials 0.000 description 3
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(ii) oxide Chemical compound [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- OPQARKPSCNTWTJ-UHFFFAOYSA-L copper(ii) acetate Chemical compound [Cu+2].CC([O-])=O.CC([O-])=O OPQARKPSCNTWTJ-UHFFFAOYSA-L 0.000 description 3
- DPUOLQHDNGRHBS-KTKRTIGZSA-N erucic acid Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(O)=O DPUOLQHDNGRHBS-KTKRTIGZSA-N 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- 150000004820 halides Chemical class 0.000 description 3
- 239000012770 industrial material Substances 0.000 description 3
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 3
- RKISUIUJZGSLEV-UHFFFAOYSA-N n-[2-(octadecanoylamino)ethyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCCNC(=O)CCCCCCCCCCCCCCCCC RKISUIUJZGSLEV-UHFFFAOYSA-N 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 3
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920005749 polyurethane resin Polymers 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000001028 reflection method Methods 0.000 description 3
- FVAUCKIRQBBSSJ-UHFFFAOYSA-M sodium iodide Chemical compound [Na+].[I-] FVAUCKIRQBBSSJ-UHFFFAOYSA-M 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 239000010456 wollastonite Substances 0.000 description 3
- 229910052882 wollastonite Inorganic materials 0.000 description 3
- BMVXCPBXGZKUPN-UHFFFAOYSA-N 1-hexanamine Chemical compound CCCCCCN BMVXCPBXGZKUPN-UHFFFAOYSA-N 0.000 description 2
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- PGGROMGHWHXWJL-UHFFFAOYSA-N 4-(azepane-1-carbonyl)benzamide Chemical compound C1=CC(C(=O)N)=CC=C1C(=O)N1CCCCCC1 PGGROMGHWHXWJL-UHFFFAOYSA-N 0.000 description 2
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Chemical compound CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229910021589 Copper(I) bromide Inorganic materials 0.000 description 2
- 229910021591 Copper(I) chloride Inorganic materials 0.000 description 2
- 229910021590 Copper(II) bromide Inorganic materials 0.000 description 2
- MHZGKXUYDGKKIU-UHFFFAOYSA-N Decylamine Chemical compound CCCCCCCCCCN MHZGKXUYDGKKIU-UHFFFAOYSA-N 0.000 description 2
- ROSDSFDQCJNGOL-UHFFFAOYSA-N Dimethylamine Chemical compound CNC ROSDSFDQCJNGOL-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- QUSNBJAOOMFDIB-UHFFFAOYSA-N Ethylamine Chemical compound CCN QUSNBJAOOMFDIB-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- BAVYZALUXZFZLV-UHFFFAOYSA-N Methylamine Chemical compound NC BAVYZALUXZFZLV-UHFFFAOYSA-N 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 229920000572 Nylon 6/12 Polymers 0.000 description 2
- REYJJPSVUYRZGE-UHFFFAOYSA-N Octadecylamine Chemical compound CCCCCCCCCCCCCCCCCCN REYJJPSVUYRZGE-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- 239000006087 Silane Coupling Agent Substances 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- MWKGOHCHXBLCSH-UHFFFAOYSA-L [Zn+2].CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O MWKGOHCHXBLCSH-UHFFFAOYSA-L 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 239000001361 adipic acid Substances 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- 230000003679 aging effect Effects 0.000 description 2
- 150000001342 alkaline earth metals Chemical class 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- CEGOLXSVJUTHNZ-UHFFFAOYSA-K aluminium tristearate Chemical compound [Al+3].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CEGOLXSVJUTHNZ-UHFFFAOYSA-K 0.000 description 2
- 229940083916 aluminum distearate Drugs 0.000 description 2
- VCZQCLHBLSUGML-UHFFFAOYSA-K aluminum octacosanoate Chemical compound [Al+3].CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O VCZQCLHBLSUGML-UHFFFAOYSA-K 0.000 description 2
- RDIVANOKKPKCTO-UHFFFAOYSA-K aluminum;octadecanoate;hydroxide Chemical compound [OH-].[Al+3].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O RDIVANOKKPKCTO-UHFFFAOYSA-K 0.000 description 2
- 150000001408 amides Chemical group 0.000 description 2
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 229910052586 apatite Inorganic materials 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- VHRGRCVQAFMJIZ-UHFFFAOYSA-N cadaverine Chemical compound NCCCCCN VHRGRCVQAFMJIZ-UHFFFAOYSA-N 0.000 description 2
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 description 2
- FUFJGUQYACFECW-UHFFFAOYSA-L calcium hydrogenphosphate Chemical compound [Ca+2].OP([O-])([O-])=O FUFJGUQYACFECW-UHFFFAOYSA-L 0.000 description 2
- 239000000378 calcium silicate Substances 0.000 description 2
- 229910052918 calcium silicate Inorganic materials 0.000 description 2
- 235000012241 calcium silicate Nutrition 0.000 description 2
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 2
- 235000013539 calcium stearate Nutrition 0.000 description 2
- 239000008116 calcium stearate Substances 0.000 description 2
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 2
- 239000002041 carbon nanotube Substances 0.000 description 2
- 229910021393 carbon nanotube Inorganic materials 0.000 description 2
- 239000003153 chemical reaction reagent Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- YEOCHZFPBYUXMC-UHFFFAOYSA-L copper benzoate Chemical compound [Cu+2].[O-]C(=O)C1=CC=CC=C1.[O-]C(=O)C1=CC=CC=C1 YEOCHZFPBYUXMC-UHFFFAOYSA-L 0.000 description 2
- OXBLHERUFWYNTN-UHFFFAOYSA-M copper(I) chloride Chemical compound [Cu]Cl OXBLHERUFWYNTN-UHFFFAOYSA-M 0.000 description 2
- NKNDPYCGAZPOFS-UHFFFAOYSA-M copper(i) bromide Chemical compound Br[Cu] NKNDPYCGAZPOFS-UHFFFAOYSA-M 0.000 description 2
- 229940045803 cuprous chloride Drugs 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- NZNMSOFKMUBTKW-UHFFFAOYSA-N cyclohexanecarboxylic acid Chemical compound OC(=O)C1CCCCC1 NZNMSOFKMUBTKW-UHFFFAOYSA-N 0.000 description 2
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 2
- JQVDAXLFBXTEQA-UHFFFAOYSA-N dibutylamine Chemical compound CCCCNCCCC JQVDAXLFBXTEQA-UHFFFAOYSA-N 0.000 description 2
- 235000019700 dicalcium phosphate Nutrition 0.000 description 2
- 150000001991 dicarboxylic acids Chemical class 0.000 description 2
- UGMCXQCYOVCMTB-UHFFFAOYSA-K dihydroxy(stearato)aluminium Chemical compound CCCCCCCCCCCCCCCCCC(=O)O[Al](O)O UGMCXQCYOVCMTB-UHFFFAOYSA-K 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- DMBHHRLKUKUOEG-UHFFFAOYSA-N diphenylamine Chemical compound C=1C=CC=CC=1NC1=CC=CC=C1 DMBHHRLKUKUOEG-UHFFFAOYSA-N 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 2
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 2
- SWSBIGKFUOXRNJ-CVBJKYQLSA-N ethene;(z)-octadec-9-enamide Chemical compound C=C.CCCCCCCC\C=C/CCCCCCCC(N)=O.CCCCCCCC\C=C/CCCCCCCC(N)=O SWSBIGKFUOXRNJ-CVBJKYQLSA-N 0.000 description 2
- ZJOLCKGSXLIVAA-UHFFFAOYSA-N ethene;octadecanamide Chemical compound C=C.CCCCCCCCCCCCCCCCCC(N)=O.CCCCCCCCCCCCCCCCCC(N)=O ZJOLCKGSXLIVAA-UHFFFAOYSA-N 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000012760 heat stabilizer Substances 0.000 description 2
- DMEGYFMYUHOHGS-UHFFFAOYSA-N heptamethylene Natural products C1CCCCCC1 DMEGYFMYUHOHGS-UHFFFAOYSA-N 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 2
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- KQNPFQTWMSNSAP-UHFFFAOYSA-N isobutyric acid Chemical compound CC(C)C(O)=O KQNPFQTWMSNSAP-UHFFFAOYSA-N 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- VKHLCNWQYFQMLQ-UHFFFAOYSA-M lithium octacosanoate Chemical compound [Li+].CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O VKHLCNWQYFQMLQ-UHFFFAOYSA-M 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- ATYSJAJVVFHRKR-UHFFFAOYSA-L magnesium octacosanoate Chemical compound [Mg+2].CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O ATYSJAJVVFHRKR-UHFFFAOYSA-L 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- 235000012245 magnesium oxide Nutrition 0.000 description 2
- 235000019359 magnesium stearate Nutrition 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- 239000006082 mold release agent Substances 0.000 description 2
- 229910052901 montmorillonite Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- 239000002667 nucleating agent Substances 0.000 description 2
- IOQPZZOEVPZRBK-UHFFFAOYSA-N octan-1-amine Chemical compound CCCCCCCCN IOQPZZOEVPZRBK-UHFFFAOYSA-N 0.000 description 2
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 2
- 238000000879 optical micrograph Methods 0.000 description 2
- VSIIXMUUUJUKCM-UHFFFAOYSA-D pentacalcium;fluoride;triphosphate Chemical compound [F-].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O VSIIXMUUUJUKCM-UHFFFAOYSA-D 0.000 description 2
- RGSFGYAAUTVSQA-UHFFFAOYSA-N pentamethylene Natural products C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 2
- 238000001782 photodegradation Methods 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920006128 poly(nonamethylene terephthalamide) Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- WGYKZJWCGVVSQN-UHFFFAOYSA-N propylamine Chemical compound CCCN WGYKZJWCGVVSQN-UHFFFAOYSA-N 0.000 description 2
- HNJBEVLQSNELDL-UHFFFAOYSA-N pyrrolidin-2-one Chemical compound O=C1CCCN1 HNJBEVLQSNELDL-UHFFFAOYSA-N 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical class [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- YKIBJOMJPMLJTB-UHFFFAOYSA-M sodium;octacosanoate Chemical compound [Na+].CCCCCCCCCCCCCCCCCCCCCCCCCCCC([O-])=O YKIBJOMJPMLJTB-UHFFFAOYSA-M 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- TYFQFVWCELRYAO-UHFFFAOYSA-N suberic acid Chemical compound OC(=O)CCCCCCC(O)=O TYFQFVWCELRYAO-UHFFFAOYSA-N 0.000 description 2
- DJZKNOVUNYPPEE-UHFFFAOYSA-N tetradecane-1,4,11,14-tetracarboxamide Chemical compound NC(=O)CCCC(C(N)=O)CCCCCCC(C(N)=O)CCCC(N)=O DJZKNOVUNYPPEE-UHFFFAOYSA-N 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- NQPDZGIKBAWPEJ-UHFFFAOYSA-N valeric acid Chemical compound CCCCC(O)=O NQPDZGIKBAWPEJ-UHFFFAOYSA-N 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 2
- AWNBSWDIOCXWJW-WTOYTKOKSA-N (2r)-n-[(2s)-1-[[(2s)-1-(2-aminoethylamino)-1-oxopropan-2-yl]amino]-3-naphthalen-2-yl-1-oxopropan-2-yl]-n'-hydroxy-2-(2-methylpropyl)butanediamide Chemical compound C1=CC=CC2=CC(C[C@H](NC(=O)[C@@H](CC(=O)NO)CC(C)C)C(=O)N[C@@H](C)C(=O)NCCN)=CC=C21 AWNBSWDIOCXWJW-WTOYTKOKSA-N 0.000 description 1
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 1
- KVPQFVHBQUTWLQ-CVBJKYQLSA-N (z)-docos-13-enamide;ethene Chemical compound C=C.CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O.CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O KVPQFVHBQUTWLQ-CVBJKYQLSA-N 0.000 description 1
- FUSNPOOETKRESL-ZPHPHTNESA-N (z)-n-octadecyldocos-13-enamide Chemical compound CCCCCCCCCCCCCCCCCCNC(=O)CCCCCCCCCCC\C=C/CCCCCCCC FUSNPOOETKRESL-ZPHPHTNESA-N 0.000 description 1
- QMMJWQMCMRUYTG-UHFFFAOYSA-N 1,2,4,5-tetrachloro-3-(trifluoromethyl)benzene Chemical compound FC(F)(F)C1=C(Cl)C(Cl)=CC(Cl)=C1Cl QMMJWQMCMRUYTG-UHFFFAOYSA-N 0.000 description 1
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- CBCKQZAAMUWICA-UHFFFAOYSA-N 1,4-phenylenediamine Chemical compound NC1=CC=C(N)C=C1 CBCKQZAAMUWICA-UHFFFAOYSA-N 0.000 description 1
- LNETULKMXZVUST-UHFFFAOYSA-N 1-naphthoic acid Chemical compound C1=CC=C2C(C(=O)O)=CC=CC2=C1 LNETULKMXZVUST-UHFFFAOYSA-N 0.000 description 1
- RUFPHBVGCFYCNW-UHFFFAOYSA-N 1-naphthylamine Chemical compound C1=CC=C2C(N)=CC=CC2=C1 RUFPHBVGCFYCNW-UHFFFAOYSA-N 0.000 description 1
- OURWXYGIVAQINH-UHFFFAOYSA-N 18-[4-(18-amino-18-oxooctadecyl)phenyl]octadecanamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCC1=CC=C(CCCCCCCCCCCCCCCCCC(N)=O)C=C1 OURWXYGIVAQINH-UHFFFAOYSA-N 0.000 description 1
- 238000005160 1H NMR spectroscopy Methods 0.000 description 1
- GBURUDXSBYGPBL-UHFFFAOYSA-N 2,2,3-trimethylhexanedioic acid Chemical compound OC(=O)C(C)(C)C(C)CCC(O)=O GBURUDXSBYGPBL-UHFFFAOYSA-N 0.000 description 1
- WKRCUUPMCASSBN-UHFFFAOYSA-N 2,2-diethylbutanedioic acid Chemical compound CCC(CC)(C(O)=O)CC(O)=O WKRCUUPMCASSBN-UHFFFAOYSA-N 0.000 description 1
- JZUMVFMLJGSMRF-UHFFFAOYSA-N 2-Methyladipic acid Chemical compound OC(=O)C(C)CCCC(O)=O JZUMVFMLJGSMRF-UHFFFAOYSA-N 0.000 description 1
- ZVMAGJJPTALGQB-UHFFFAOYSA-N 2-[3-(carboxymethoxy)phenoxy]acetic acid Chemical compound OC(=O)COC1=CC=CC(OCC(O)=O)=C1 ZVMAGJJPTALGQB-UHFFFAOYSA-N 0.000 description 1
- DNXOCFKTVLHUMU-UHFFFAOYSA-N 2-[4-(carboxymethoxy)phenoxy]acetic acid Chemical compound OC(=O)COC1=CC=C(OCC(O)=O)C=C1 DNXOCFKTVLHUMU-UHFFFAOYSA-N 0.000 description 1
- BDVFBLBNLVKMSH-UHFFFAOYSA-N 2-ethylhexane-1,6-diamine Chemical compound CCC(CN)CCCCN BDVFBLBNLVKMSH-UHFFFAOYSA-N 0.000 description 1
- ZSPDYGICHBLYSD-UHFFFAOYSA-N 2-methylnaphthalene-1-carboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C)=CC=C21 ZSPDYGICHBLYSD-UHFFFAOYSA-N 0.000 description 1
- JZUHIOJYCPIVLQ-UHFFFAOYSA-N 2-methylpentane-1,5-diamine Chemical compound NCC(C)CCCN JZUHIOJYCPIVLQ-UHFFFAOYSA-N 0.000 description 1
- UOBYKYZJUGYBDK-UHFFFAOYSA-N 2-naphthoic acid Chemical compound C1=CC=CC2=CC(C(=O)O)=CC=C21 UOBYKYZJUGYBDK-UHFFFAOYSA-N 0.000 description 1
- FQLAJSQGBDYBAL-UHFFFAOYSA-N 3-(azepane-1-carbonyl)benzamide Chemical compound NC(=O)C1=CC=CC(C(=O)N2CCCCCC2)=C1 FQLAJSQGBDYBAL-UHFFFAOYSA-N 0.000 description 1
- DCQBZYNUSLHVJC-UHFFFAOYSA-N 3-triethoxysilylpropane-1-thiol Chemical compound CCO[Si](OCC)(OCC)CCCS DCQBZYNUSLHVJC-UHFFFAOYSA-N 0.000 description 1
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 1
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 1
- NEQFBGHQPUXOFH-UHFFFAOYSA-N 4-(4-carboxyphenyl)benzoic acid Chemical compound C1=CC(C(=O)O)=CC=C1C1=CC=C(C(O)=O)C=C1 NEQFBGHQPUXOFH-UHFFFAOYSA-N 0.000 description 1
- VTDMBRAUHKUOON-UHFFFAOYSA-N 4-[(4-carboxyphenyl)methyl]benzoic acid Chemical compound C1=CC(C(=O)O)=CC=C1CC1=CC=C(C(O)=O)C=C1 VTDMBRAUHKUOON-UHFFFAOYSA-N 0.000 description 1
- PBWGCNFJKNQDGV-UHFFFAOYSA-N 6-phenylimidazo[2,1-b][1,3]thiazol-5-amine Chemical compound N1=C2SC=CN2C(N)=C1C1=CC=CC=C1 PBWGCNFJKNQDGV-UHFFFAOYSA-N 0.000 description 1
- JXSRRBVHLUJJFC-UHFFFAOYSA-N 7-amino-2-methylsulfanyl-[1,2,4]triazolo[1,5-a]pyrimidine-6-carbonitrile Chemical compound N1=CC(C#N)=C(N)N2N=C(SC)N=C21 JXSRRBVHLUJJFC-UHFFFAOYSA-N 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 239000005635 Caprylic acid (CAS 124-07-2) Substances 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- 239000005751 Copper oxide Substances 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- XBPCUCUWBYBCDP-UHFFFAOYSA-N Dicyclohexylamine Chemical compound C1CCCCC1NC1CCCCC1 XBPCUCUWBYBCDP-UHFFFAOYSA-N 0.000 description 1
- ORAWFNKFUWGRJG-UHFFFAOYSA-N Docosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCC(N)=O ORAWFNKFUWGRJG-UHFFFAOYSA-N 0.000 description 1
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 description 1
- UAUDZVJPLUQNMU-UHFFFAOYSA-N Erucasaeureamid Natural products CCCCCCCCC=CCCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- 229920006065 Leona® Polymers 0.000 description 1
- 102000011202 Member 2 Subfamily B ATP Binding Cassette Transporter Human genes 0.000 description 1
- 108010023335 Member 2 Subfamily B ATP Binding Cassette Transporter Proteins 0.000 description 1
- NWBJYWHLCVSVIJ-UHFFFAOYSA-N N-benzyladenine Chemical compound N=1C=NC=2NC=NC=2C=1NCC1=CC=CC=C1 NWBJYWHLCVSVIJ-UHFFFAOYSA-N 0.000 description 1
- 229910000503 Na-aluminosilicate Inorganic materials 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920001007 Nylon 4 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- GWFGDXZQZYMSMJ-UHFFFAOYSA-N Octadecansaeure-heptadecylester Natural products CCCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCCCC GWFGDXZQZYMSMJ-UHFFFAOYSA-N 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- 229920010524 Syndiotactic polystyrene Polymers 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- FMRLDPWIRHBCCC-UHFFFAOYSA-L Zinc carbonate Chemical compound [Zn+2].[O-]C([O-])=O FMRLDPWIRHBCCC-UHFFFAOYSA-L 0.000 description 1
- 239000006230 acetylene black Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- OJMOMXZKOWKUTA-UHFFFAOYSA-N aluminum;borate Chemical compound [Al+3].[O-]B([O-])[O-] OJMOMXZKOWKUTA-UHFFFAOYSA-N 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 229940090958 behenyl behenate Drugs 0.000 description 1
- KCLGATRJYMEERW-UHFFFAOYSA-N benzene-1,3-dicarboxylic acid;copper Chemical compound [Cu].OC(=O)C1=CC=CC(C(O)=O)=C1 KCLGATRJYMEERW-UHFFFAOYSA-N 0.000 description 1
- IGTOKPJLNXPTTL-UHFFFAOYSA-N benzene-1,4-dicarboxamide;2-methylpentane-1,1-diamine Chemical compound CCCC(C)C(N)N.NC(=O)C1=CC=C(C(N)=O)C=C1 IGTOKPJLNXPTTL-UHFFFAOYSA-N 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- WLJVXDMOQOGPHL-UHFFFAOYSA-N benzyl-alpha-carboxylic acid Natural products OC(=O)CC1=CC=CC=C1 WLJVXDMOQOGPHL-UHFFFAOYSA-N 0.000 description 1
- 229910001593 boehmite Inorganic materials 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 235000001465 calcium Nutrition 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 229910001634 calcium fluoride Inorganic materials 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229910000389 calcium phosphate Inorganic materials 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical compound OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000002738 chelating agent Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910000431 copper oxide Inorganic materials 0.000 description 1
- CMRVDFLZXRTMTH-UHFFFAOYSA-L copper;2-carboxyphenolate Chemical compound [Cu+2].OC1=CC=CC=C1C([O-])=O.OC1=CC=CC=C1C([O-])=O CMRVDFLZXRTMTH-UHFFFAOYSA-L 0.000 description 1
- ZCXLQZOQWCXFNN-UHFFFAOYSA-N copper;hexanedioic acid Chemical compound [Cu].OC(=O)CCCCC(O)=O ZCXLQZOQWCXFNN-UHFFFAOYSA-N 0.000 description 1
- LZJJVTQGPPWQFS-UHFFFAOYSA-L copper;propanoate Chemical compound [Cu+2].CCC([O-])=O.CCC([O-])=O LZJJVTQGPPWQFS-UHFFFAOYSA-L 0.000 description 1
- KTMJZMQYZGNYBQ-UHFFFAOYSA-L copper;pyridine-3-carboxylate Chemical compound [Cu+2].[O-]C(=O)C1=CC=CN=C1.[O-]C(=O)C1=CC=CN=C1 KTMJZMQYZGNYBQ-UHFFFAOYSA-L 0.000 description 1
- ZISLUDLMVNEAHK-UHFFFAOYSA-L copper;terephthalate Chemical compound [Cu+2].[O-]C(=O)C1=CC=C(C([O-])=O)C=C1 ZISLUDLMVNEAHK-UHFFFAOYSA-L 0.000 description 1
- VZFUCHSFHOYXIS-UHFFFAOYSA-N cycloheptane carboxylic acid Natural products OC(=O)C1CCCCCC1 VZFUCHSFHOYXIS-UHFFFAOYSA-N 0.000 description 1
- 239000004914 cyclooctane Substances 0.000 description 1
- LNGJOYPCXLOTKL-UHFFFAOYSA-N cyclopentane-1,3-dicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)C1 LNGJOYPCXLOTKL-UHFFFAOYSA-N 0.000 description 1
- GDVKFRBCXAPAQJ-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide Chemical compound [OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O GDVKFRBCXAPAQJ-UHFFFAOYSA-A 0.000 description 1
- HPNMFZURTQLUMO-UHFFFAOYSA-N diethylamine Chemical compound CCNCC HPNMFZURTQLUMO-UHFFFAOYSA-N 0.000 description 1
- OREAFAJWWJHCOT-UHFFFAOYSA-N dimethylmalonic acid Chemical compound OC(=O)C(C)(C)C(O)=O OREAFAJWWJHCOT-UHFFFAOYSA-N 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- GWZCCUDJHOGOSO-UHFFFAOYSA-N diphenic acid Chemical compound OC(=O)C1=CC=CC=C1C1=CC=CC=C1C(O)=O GWZCCUDJHOGOSO-UHFFFAOYSA-N 0.000 description 1
- NJLLQSBAHIKGKF-UHFFFAOYSA-N dipotassium dioxido(oxo)titanium Chemical compound [K+].[K+].[O-][Ti]([O-])=O NJLLQSBAHIKGKF-UHFFFAOYSA-N 0.000 description 1
- WEHWNAOGRSTTBQ-UHFFFAOYSA-N dipropylamine Chemical compound CCCNCCC WEHWNAOGRSTTBQ-UHFFFAOYSA-N 0.000 description 1
- ILRSCQWREDREME-UHFFFAOYSA-N dodecanamide Chemical compound CCCCCCCCCCCC(N)=O ILRSCQWREDREME-UHFFFAOYSA-N 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000007380 fibre production Methods 0.000 description 1
- FEEPBTVZSYQUDP-UHFFFAOYSA-N heptatriacontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O FEEPBTVZSYQUDP-UHFFFAOYSA-N 0.000 description 1
- HSEMFIZWXHQJAE-UHFFFAOYSA-N hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(N)=O HSEMFIZWXHQJAE-UHFFFAOYSA-N 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229910001701 hydrotalcite Inorganic materials 0.000 description 1
- 229960001545 hydrotalcite Drugs 0.000 description 1
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 1
- 239000003273 ketjen black Substances 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- HGPXWXLYXNVULB-UHFFFAOYSA-M lithium stearate Chemical compound [Li+].CCCCCCCCCCCCCCCCCC([O-])=O HGPXWXLYXNVULB-UHFFFAOYSA-M 0.000 description 1
- 229940018564 m-phenylenediamine Drugs 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- VMRGZRVLZQSNHC-ZCXUNETKSA-N n-[(z)-octadec-9-enyl]hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(=O)NCCCCCCCC\C=C/CCCCCCCC VMRGZRVLZQSNHC-ZCXUNETKSA-N 0.000 description 1
- ABMFBCRYHDZLRD-UHFFFAOYSA-N naphthalene-1,4-dicarboxylic acid Chemical compound C1=CC=C2C(C(=O)O)=CC=C(C(O)=O)C2=C1 ABMFBCRYHDZLRD-UHFFFAOYSA-N 0.000 description 1
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 description 1
- WPUMVKJOWWJPRK-UHFFFAOYSA-N naphthalene-2,7-dicarboxylic acid Chemical compound C1=CC(C(O)=O)=CC2=CC(C(=O)O)=CC=C21 WPUMVKJOWWJPRK-UHFFFAOYSA-N 0.000 description 1
- 229910000480 nickel oxide Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- ZWLPBLYKEWSWPD-UHFFFAOYSA-N o-toluic acid Chemical compound CC1=CC=CC=C1C(O)=O ZWLPBLYKEWSWPD-UHFFFAOYSA-N 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- NKBWPOSQERPBFI-UHFFFAOYSA-N octadecyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCCCC NKBWPOSQERPBFI-UHFFFAOYSA-N 0.000 description 1
- 229960002446 octanoic acid Drugs 0.000 description 1
- IIGMITQLXAGZTL-UHFFFAOYSA-N octyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCCCCCCCC IIGMITQLXAGZTL-UHFFFAOYSA-N 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- GNRSAWUEBMWBQH-UHFFFAOYSA-N oxonickel Chemical compound [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 description 1
- 229960003424 phenylacetic acid Drugs 0.000 description 1
- 239000003279 phenylacetic acid Substances 0.000 description 1
- IUGYQRQAERSCNH-UHFFFAOYSA-N pivalic acid Chemical compound CC(C)(C)C(O)=O IUGYQRQAERSCNH-UHFFFAOYSA-N 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920006123 polyhexamethylene isophthalamide Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 1
- 239000001103 potassium chloride Substances 0.000 description 1
- 235000011164 potassium chloride Nutrition 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 150000003335 secondary amines Chemical class 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000000429 sodium aluminium silicate Substances 0.000 description 1
- 235000012217 sodium aluminium silicate Nutrition 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 235000009518 sodium iodide Nutrition 0.000 description 1
- TXDNPSYEJHXKMK-UHFFFAOYSA-N sulfanylsilane Chemical class S[SiH3] TXDNPSYEJHXKMK-UHFFFAOYSA-N 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- MHSKRLJMQQNJNC-UHFFFAOYSA-N terephthalamide Chemical compound NC(=O)C1=CC=C(C(N)=O)C=C1 MHSKRLJMQQNJNC-UHFFFAOYSA-N 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 150000004992 toluidines Chemical class 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- 125000002889 tridecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- WSNJABVSHLCCOX-UHFFFAOYSA-J trilithium;trimagnesium;trisodium;dioxido(oxo)silane;tetrafluoride Chemical compound [Li+].[Li+].[Li+].[F-].[F-].[F-].[F-].[Na+].[Na+].[Na+].[Mg+2].[Mg+2].[Mg+2].[O-][Si]([O-])=O.[O-][Si]([O-])=O.[O-][Si]([O-])=O.[O-][Si]([O-])=O WSNJABVSHLCCOX-UHFFFAOYSA-J 0.000 description 1
- 229940005605 valeric acid Drugs 0.000 description 1
- UKRDPEFKFJNXQM-UHFFFAOYSA-N vinylsilane Chemical class [SiH3]C=C UKRDPEFKFJNXQM-UHFFFAOYSA-N 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011667 zinc carbonate Substances 0.000 description 1
- 229910000010 zinc carbonate Inorganic materials 0.000 description 1
- 235000004416 zinc carbonate Nutrition 0.000 description 1
- IJQXGKBNDNQWAT-UHFFFAOYSA-L zinc;docosanoate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCCCCCC([O-])=O IJQXGKBNDNQWAT-UHFFFAOYSA-L 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/22—Compounding polymers with additives, e.g. colouring using masterbatch techniques
- C08J3/226—Compounding polymers with additives, e.g. colouring using masterbatch techniques using a polymer as a carrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B9/14—Making granules characterised by structure or composition fibre-reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
- B29C48/023—Extruding materials comprising incompatible ingredients
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/04—Particle-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2477/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2477/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/268—Monolayer with structurally defined element
Definitions
- the present invention relates to a master batch pellet, a production method thereof, and a polyamide resin composition containing the master batch pellet.
- Polyamide resin has excellent mechanical properties (mechanical strength, rigidity, impact resistance, etc.), toughness, heat resistance, and chemical resistance, so it can be used in various industries such as clothing, industrial materials, automobiles, electrical / electronics, and other industries. It is used in various industrial fields.
- the polyamide resin is excellent in heat aging resistance as compared with other resins. For this reason, it is used as a material for parts in places that are extremely heated, such as in an automobile engine room.
- the polyamide resin used as a material for parts in an automobile engine room is required to have a high (long-term) heat aging property that significantly exceeds the existing level.
- Patent Document 1 a technique of blending copper compound and iron oxide into two types of polyamides having different melting points (see, for example, Patent Document 1), and blending fine elemental iron with polyamide Technology (for example, see Patent Document 2) and technology for blending a finely dispersed metal powder into polyamide (for example, see Patent Document 3).
- Patent Document 4 a technique for obtaining a composition having excellent surface appearance by finely dispersing magnetite in a polyamide resin on a nano scale is disclosed (for example, see Patent Document 4).
- the polyamide resin compositions obtained by these conventional techniques do not have sufficient (long-term) heat aging resistance, and the use of the polyamide resin composition as a material for automobile engine compartment parts or the like is more than conventional. There is a further need for polyamide resin compositions having excellent mechanical strength and (long-term) heat aging resistance.
- an object of the present invention is to provide a masterbatch pellet for obtaining a polyamide resin composition which is excellent in mechanical strength and heat aging resistance, particularly has little variation in mechanical strength after long-term heat aging and excellent in thermal stability. Is to provide.
- the present inventors diligently studied to solve the above problems. As a result, by using a specific master batch pellet obtained by melt-kneading a thermoplastic resin and a specific metal oxide, a part of the metal oxide being present as aggregated particles having a major axis of 5 ⁇ m or more, As a result, the present invention has been completed.
- the present invention is as follows.
- the content of the (B) metal oxide is 0.5% by mass or more, Master batch pellets in which part of the metal oxide (B) after the melt-kneading is present as aggregated particles having a major axis of 5 ⁇ m or more.
- the raw material component further contains (C) a dispersant, The master batch pellet according to any one of [1] to [3], wherein the (C) dispersant and the (B) metal oxide are mixed in advance before the melt kneading.
- the raw material component further contains (C) a dispersant
- a polyamide resin composition comprising the master batch pellet according to any one of [1] to [7] and a polyamide resin.
- the masterbatch pellet of the present invention it is possible to provide a polyamide resin composition which is excellent in mechanical strength and heat aging resistance, and particularly has little variation in mechanical strength after long-term heat aging and excellent in thermal stability. .
- the present embodiment a mode for carrying out the present invention (hereinafter referred to as “the present embodiment”) will be described in detail.
- this invention is not restrict
- This embodiment is obtained by melt-kneading raw material components including (A) a thermoplastic resin and (B) a metal oxide, and the content of the (B) metal oxide is 0.5% by mass or more. And (B) a part of the metal oxide after melt-kneading relates to a master batch pellet in which a part of the metal oxide exists as aggregated particles having a major axis of 5 ⁇ m or more.
- thermoplastic resin (A) used in the present embodiment is not particularly limited as long as it can be melt kneaded.
- thermoplastic resin (A) examples include polyolefins such as polyethylene and polypropylene, polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyester such as liquid crystal polyester, polyether ketone, Examples thereof include polyaryl ketones such as polyether ether ketone and polyether ketone ketone, polystyrene, syndiotactic polystyrene, polyamide, polyphenylene sulfide, polyphenylene ether, polycarbonate, polyarylate, polysulfone, polyether sulfone, and polyetherimide.
- polyolefins such as polyethylene and polypropylene
- polyethylene terephthalate polybutylene terephthalate
- polytrimethylene terephthalate polyethylene naphthalate
- polybutylene naphthalate polyester such as liquid crystal polyester
- polyethylene, polypropylene, polyethylene terephthalate, polybutylene terephthalate, liquid crystal polyester, polyamide, and polyphenylene sulfide are preferable from the viewpoint of extrusion processability, and polyamide is more preferable.
- polyamide means a polymer compound having a —CO—NH— (amide) bond in the main chain.
- the polyamide is not limited to the following, for example, a polyamide obtained by ring-opening polymerization of lactam, a polyamide obtained by self-condensation of ⁇ -aminocarboxylic acid, a polyamide obtained by condensing diamine and dicarboxylic acid, and These copolymers are mentioned. These polyamides may be used alone or as a mixture of two or more. Hereafter, the raw material of the polyamide used for this Embodiment is demonstrated.
- the lactam as a monomer that is a constituent component of polyamide is not limited to the following, and examples thereof include pyrrolidone, caprolactam, undecaractam, and dodecaractam.
- the ⁇ -aminocarboxylic acid is not limited to the following, and examples thereof include ⁇ -amino fatty acid which is a ring-opening compound of the above lactam with water.
- lactam or ⁇ -aminocarboxylic acid two or more monomers may be used together and condensed.
- the diamine (monomer) is not limited to the following.
- a linear aliphatic diamine such as hexamethylenediamine or pentamethylenediamine; 2-methylpentanediamine or 2-ethylhexamethylenediamine Branched aliphatic diamines such as p-phenylene diamine and m-phenylene diamine; cycloaliphatic diamines such as cyclopentane diamine, cyclopentane diamine and cyclooctane diamine.
- the dicarboxylic acid is not limited to the following, but examples thereof include aliphatic dicarboxylic acids such as adipic acid, pimelic acid and sebacic acid; aromatic dicarboxylic acids such as phthalic acid and isophthalic acid; cyclohexane And alicyclic dicarboxylic acids such as dicarboxylic acids.
- the diamines and dicarboxylic acids as the above-described monomers may be condensed individually by one kind or in combination of two or more kinds.
- the polyamide used in the present embodiment is not limited to the following, but, for example, polyamide 4 (poly ⁇ -pyrrolidone), polyamide 6 (polycaproamide), polyamide 11 (polyundecanamide), polyamide 12 (polydodecanamide) , Polyamide 46 (polytetramethylene adipamide), polyamide 56 (polypentamethylene adipamide), polyamide 66 (polyhexamethylene adipamide), polyamide 610 (polyhexamethylene sebacamide), polyamide 612 (polyhexa Methylene dodecamide), polyamide 6T (polyhexamethylene terephthalamide), polyamide 9T (polynonanemethylene terephthalamide), polyamide 6I (polyhexamethylene isophthalamide), and at least one of them. It includes copolymerized polyamides containing as a component.
- a ratio of carbon number / nitrogen number in the polymer chain (C / N ratio) exceeding 5 is preferable from the viewpoint of heat aging resistance of the polyamide resin composition.
- Preferred polyamides having such conditions are selected from the group consisting of polyamide 6, polyamide 66, polyamide 610, polyamide 612, polyamide 6T, polyamide 6I and polyamide 9T, and a copolymerized polyamide containing at least one of these as a constituent component. 1 type or more.
- the C / N ratio is more preferably more than 5 and 15 or less, and further preferably more than 5 and 12 or less.
- copolyamide examples include, but are not limited to, for example, a copolymer of hexamethylene adipamide and hexamethylene terephthalamide, a copolymer of hexamethylene adipamide and hexamethylene isophthalamide, and hexamethylene terephthalamide and And a copolymer of 2-methylpentanediamine terephthalamide.
- the melting point of these polyamides is preferably 200 to 280 ° C.
- the melting point of polyamide is 200 ° C. or more from the viewpoint of heat resistance of the polyamide resin composition, and is 280 ° C. or less from the viewpoint of heat aging resistance of the polyamide resin composition. More preferably, it is 210 to 270 ° C, and further preferably 240 to 270 ° C.
- the melting point of polyamide can be determined according to JIS-K7121.
- Examples of the measuring apparatus include Diamond-DSC manufactured by PERKIN-ELMER.
- an amino group or a carboxyl group is generally present as an end group of the above polyamide.
- the ratio of these terminal groups in the present embodiment is preferably 9/1 to 1/9, more preferably 6/4 to 1/9, still more preferably 5 as amino group concentration / carboxyl group concentration. / 5 to 1/9.
- the amino group concentration / carboxyl group concentration is within the above range, the mechanical strength of the polyamide resin composition tends to be further improved.
- the terminal amino group concentration is preferably 10 to 100 ⁇ mol / g, more preferably 15 to 80 ⁇ mol / g, and further preferably 30 to 80 ⁇ mol / g.
- the mechanical strength of the polyamide resin composition tends to be significantly improved.
- the concentration of the terminal amino group and the terminal carboxyl group in the present specification it can be determined by the integral value of the characteristic signal corresponding to each terminal group measured by 1 H-NMR.
- the end groups of the polyamide may be adjusted separately.
- a known method can be used. Although it does not restrict
- the method of using a terminal regulator is mentioned.
- a method of adding one or more selected from the group consisting of a monoamine compound, a diamine compound, a monocarboxylic acid compound and a dicarboxylic acid compound so as to have a predetermined terminal concentration at the time of polymerization of polyamide can be mentioned.
- the timing of adding these components to the solvent is not particularly limited as long as it functions originally as a terminal adjuster.
- the above-described polyamide raw material may be added to the solvent.
- Examples of the monoamine compound include, but are not limited to, aliphatics such as methylamine, ethylamine, propylamine, butylamine, hexylamine, octylamine, decylamine, stearylamine, dimethylamine, diethylamine, dipropylamine, and dibutylamine.
- butylamine, hexylamine, octylamine, decylamine, stearylamine, cyclohexylamine and aniline are preferable from the viewpoints of reactivity, boiling point, stability of the sealing end and price. These may be used alone or in combination of two or more.
- the above diamine compound can be cited as it is for the above diamine compound as a raw material for polyamide. These may be used alone or in combination of two or more.
- Examples of the monocarboxylic acid compound include, but are not limited to, for example, acetic acid, propionic acid, butyric acid, valeric acid, caproic acid, caprylic acid, lauric acid, tridecyl acid, myristic acid, palmitic acid, stearic acid, and pivalic acid.
- aliphatic monocarboxylic acids such as isobutyric acid; alicyclic monocarboxylic acids such as cyclohexanecarboxylic acid; benzoic acid, toluic acid, ⁇ -naphthalenecarboxylic acid, ⁇ -naphthalenecarboxylic acid, methylnaphthalenecarboxylic acid and phenylacetic acid Aromatic monocarboxylic acids are mentioned. In this Embodiment, these carboxylic acid compounds may be used individually by 1 type, and may be used in combination of 2 or more type.
- dicarboxylic acid compound examples include, but are not limited to, for example, malonic acid, dimethylmalonic acid, succinic acid, glutaric acid, adipic acid, 2-methyladipic acid, trimethyladipic acid, pimelic acid, 2,2-dimethyl Aliphatic dicarboxylic acids such as glutaric acid, 3,3-diethylsuccinic acid, azelaic acid, sebacic acid and suberic acid; alicyclic dicarboxylic acids such as 1,3-cyclopentanedicarboxylic acid and 1,4-cyclohexanedicarboxylic acid; Isophthalic acid, 2,6-naphthalenedicarboxylic acid, 2,7-naphthalenedicarboxylic acid, 1,4-naphthalenedicarboxylic acid, 1,4-phenylenedioxydiacetic acid, 1,3-phenylenedioxydiacetic acid, diphenic acid, Diphenylmethane-4,4′
- the content of the thermoplastic resin (A) is preferably 50 to 99.5% by mass, more preferably 60 to 99% by mass, and 70 to 98%. More preferably, it is mass%.
- the finally obtained polyamide resin composition has excellent mechanical strength and tends to reduce variation in heat aging resistance.
- the metal oxide (B) means an oxide of a metal element.
- a metal element there is no restriction
- preferable metal oxides (B) include iron oxide, zinc oxide, cobalt oxide, nickel oxide, manganese oxide, chromium oxide, tin oxide and the like. Among them, iron oxide, zinc oxide, cobalt oxide, manganese oxide are mentioned. Is more preferable, iron oxide and zinc oxide are more preferable, and iron oxide is particularly preferable.
- iron oxide examples include iron oxide (II) (ferrous oxide: hereinafter also referred to as “FeO”), iron oxide (III) (ferric oxide: hereinafter also referred to as “Fe 2 O 3 ”), And iron oxide (II, III) (iron trioxide: hereinafter also referred to as “Fe 3 O 4 ”). Further, it may be a composite oxide formed by combining these with other oxides. Examples of other metal oxides include, but are not limited to, oxides of Ti, Mg, Mn, Zn, Co, Cr, Sb, Ni, Al, and Cu.
- Fe 2 O 3 , Fe 3 O 4 composite oxide of iron oxide and titanium oxide (Ti), composite oxide of iron oxide and magnesium oxide (Mg), iron oxide And manganese oxide (Mn) composite oxide, iron oxide and zinc oxide (Zn) composite oxide, iron oxide and cobalt oxide (Co) composite oxide, iron oxide and aluminum oxide (Al)
- Ti titanium oxide
- Mg composite oxide of iron oxide and magnesium oxide
- Zn iron oxide And manganese oxide
- Zn iron oxide and zinc oxide
- Co iron oxide and aluminum oxide
- Fe 3 O 4 is more preferable.
- Fe 3 O 4 is used as the metal oxide (B)
- a polyamide resin composition that is excellent in mechanical strength and heat aging resistance, in particular, has little variation in mechanical strength after long-term thermal aging and excellent in thermal stability. Obtainable.
- Said compound may be used individually by 1 type, and may be used in combination of 2 or more type.
- the specific surface area of the metal oxide (B), for example, iron oxide, is not particularly limited. From the viewpoint of improving the mechanical strength, impact resistance and heat aging resistance of the finally obtained polyamide resin composition, the BET method is used.
- the specific surface area is preferably 10 m 2 / g or more. Further, it is more preferably 10 m 2 / g or more, further preferably 20 to 100 m 2 / g, particularly preferably 25 to 70 m 2 / g.
- the average particle diameter of the metal oxide (B), for example, iron oxide, is not limited to the following, but is preferably 20 ⁇ m or less from the viewpoint of improving the impact resistance of the finally obtained polyamide resin composition. More preferably, it is 15 micrometers or less, More preferably, it is 10 micrometers or less.
- the lower limit of the average particle diameter is not particularly limited, but is preferably 0.01 ⁇ m or more.
- the average particle diameter in the present specification is a volume-based particle diameter measured using a laser diffraction / scattering particle size distribution measuring apparatus. Water (containing 3% by mass of isopropanol) is used as a dispersion solvent at this time.
- the average primary particle diameter of the metal oxide (B), for example, iron oxide is not limited to the following, but from the viewpoint of improving the mechanical strength, impact resistance and heat aging resistance of the finally obtained polyamide resin composition,
- the thickness is preferably 0.2 ⁇ m or less. More preferably, it is 0.15 micrometer or less, More preferably, it is 0.1 micrometer or less.
- the lower limit of the average primary particle size is not particularly limited, but is preferably 0.001 ⁇ m or more.
- the average primary particle diameter in this specification is an average value calculated by measurement (image analysis) of 100 diameters arbitrarily selected from particle diameters photographed by a scanning electron microscope (SEM).
- the content of the metal oxide (B) is 0.5% by mass or more with respect to 100% by mass of the master batch pellet.
- the content of the metal oxide (B) is preferably 0.5 to 50% by mass. By setting it to 50% by mass or less, the dispersibility of the metal oxide (B) tends to be improved.
- the content of the metal oxide (B) is more preferably 1 to 30% by mass, and further preferably 2 to 20% by mass.
- the content of the metal oxide (B) in the finally obtained polyamide resin composition is preferably 0.01 with respect to 100 parts by mass of the polyamide resin from the viewpoint of heat aging resistance of the polyamide resin composition. Is 5 parts by mass, more preferably 0.03 to 1 part by mass, and still more preferably 0.05 to 0.5 parts by mass.
- a part of the melted and kneaded metal oxide (B) is present as aggregated particles having a major axis of 5 ⁇ m or more.
- a part of the metal oxide (B) can be formed into aggregated particles having a major axis of 5 ⁇ m or more by performing melt kneading under the conditions described later using the metal oxide (B) having the above-described characteristics.
- the upper limit of the major axis of the aggregated particles of the metal oxide (B) is not particularly limited, it is preferably 100 ⁇ m or less.
- a cross section of the master batch pellet is photographed with a reflection image using an optical microscope, or a thin film slice is cut out from the master batch pellet, and the thin film slice is transmitted using an optical microscope.
- a method of taking a photograph with an image is included.
- the major axis of the aggregated particles is a straight line connecting any two points on the outer periphery of each aggregated particle regardless of the shape of the aggregated particle observed in the optical micrograph. Indicates the longest.
- the number of aggregated particles having a major axis of 5 ⁇ m or more of the metal oxide (B) after the melt-kneading is preferably 1 to 30 per 1 mm 2 in cross section of the master batch pellet, more preferably. Is 1 to 20 pieces / mm 2 .
- the number of aggregated particles having a major axis of 5 ⁇ m or more is 1 / mm 2 or more, the heat resistance aging property of the polyamide resin composition is further improved, and when the number is 30 particles / mm 2 or less, the heat resistance aging of the polyamide resin composition is achieved. There is a tendency to reduce variation in sex.
- the number of aggregated particles having a major axis of 5 ⁇ m or more of the metal oxide (B) after the melt-kneading can be measured as follows.
- a cross section of the master batch pellet is photographed three times at a magnification of 200 times in a different observation range of 1 mm 2 or more.
- an observation range of 1 mm 2 is arbitrarily determined, and the major axis of the metal oxide (B) existing in the observation range of 3 mm 2 minutes in total.
- the number of aggregated particles of 5 ⁇ m or more is counted.
- An average value per 1 mm 2 of the pellet cross section is calculated from the number of the aggregated particles, and the average value is defined as the number of aggregated particles having a major axis of 5 ⁇ m or more of the metal oxide (B).
- the ratio of aggregated particles having a major axis of 5 ⁇ m or more in the entire metal oxide (B) after the melt-kneading is preferably 30% by mass or less. More preferably, it is 20 mass% or less, More preferably, it is 10 mass% or less.
- the lower limit of the ratio of aggregated particles having a major axis of 5 ⁇ m or more is not particularly limited, but is preferably 1% by mass or more. When the ratio of the aggregated particles having a major axis of 5 ⁇ m or more is 30% by mass or less, variation in the heat aging resistance of the polyamide resin composition tends to be reduced.
- the ratio of aggregated particles having a major axis of 5 ⁇ m or more in the entire metal oxide (B) after the melt-kneading can be calculated as follows.
- the major axis of each aggregated particle having a major axis of 5 ⁇ m or more is determined using an optical micrograph.
- the agglomerated particles are regarded as spheres, and the volume fraction of the agglomerated particles having a major axis of 5 ⁇ m or more of the metal oxide (B) in the master batch pellet is calculated with the major axis being the diameter of the sphere.
- the volume of the master batch pellet as a reference is 1 mm 3 .
- the volume fraction is converted into a weight fraction from the specific gravity of the metal oxide (B).
- the ratio of the aggregated particles having a major axis of 5 ⁇ m or more in the entire metal oxide (B) Is calculated.
- the average specific gravity is calculated from the weight ratio of the metal oxides (B) contained therein, and the average specific gravity is defined as the specific gravity of each metal oxide (B). calculate.
- the aggregated particles of the metal oxide (B) are preferably present in the polyamide resin composition. Even in the polyamide resin composition, (B) a part of the metal oxide is present as aggregated particles having a major axis of 5 ⁇ m or more, whereby the mechanical strength is improved and the variation in heat aging resistance tends to be reduced.
- the raw material component used in the present embodiment may further contain a dispersant (C).
- the dispersant (C) is preferably preliminarily mixed with the metal oxide (B) described above before melting and kneading the raw material components. By dispersing the dispersant (C) in advance with the metal oxide (B), the dispersibility of the metal oxide (B) in the master batch pellets can be improved.
- the apparatus for mixing the dispersant (C) and the metal oxide (B) is not particularly limited, and examples thereof include a tumbler, a Henschel mixer, an atomizer mill, a proshear mixer, a nauter mixer, a jet mill and the like. An atomizer mill is preferred.
- a metal oxide is with respect to a total of 100 mass parts of a dispersing agent (C) and a metal oxide (B).
- the mixing ratio of the dispersant (C) and the metal oxide (B) is within the above range, the metal oxide (B) can be favorably dispersed in the master batch pellet.
- the dispersant (C) is not particularly limited as long as it is a compound that can improve the dispersibility of the metal oxide (B).
- the metal oxide (B) For example, higher fatty acid amides, higher fatty acid metal salts And higher fatty acid esters.
- higher fatty acid amides include amide compounds of higher fatty acids such as stearic acid, behenic acid, montanic acid, erucic acid, and oleic acid.
- these higher fatty acid amides include stearic acid amide, behenic acid amide, oleic acid amide, erucic acid amide, palmitic acid amide, methylene bis stearic acid amide, ethylene bis stearic acid amide, ethylene bis oleic acid amide, and ethylene bis erucer.
- higher fatty acid metal salts include metal salts of higher fatty acids such as stearic acid, behenic acid, montanic acid, erucic acid, and oleic acid.
- higher fatty acid metal salts include lithium stearate, calcium stearate, magnesium stearate, aluminum monostearate, aluminum distearate, aluminum tristearate, zinc stearate, zinc behenate, calcium montanate, sodium montanate , Lithium montanate, aluminum montanate, magnesium montanate, zinc montanate and the like.
- higher fatty acid esters include esters of higher fatty acids such as stearic acid, behenic acid, montanic acid, erucic acid, and oleic acid.
- higher fatty acid esters include stearyl stearate, octyl stearate, butyl stearate, behenyl behenate, montanic acid-1,3-butanediol ester, and montanic acid polyol ester.
- ethylene bis stearic acid amide, ethylene bis oleic acid amide, ethylene biserucic acid amide, N-stearyl erucic acid amide, calcium stearate, magnesium stearate, aluminum monostearate, aluminum distearate, aluminum tristearate, Zinc stearate, calcium montanate, sodium montanate, lithium montanate, aluminum montanate, magnesium montanate, zinc montanate are preferred, ethylene bis stearamide, ethylene bis erucamide, N-stearyl erucamide, stear More preferred are calcium phosphate and calcium montanate.
- These dispersants (C) may be used alone or in combination of two or more.
- the melting point of these dispersants (C) is preferably 120 ° C. or higher.
- the melting point of the dispersant (C) is 120 ° C. or higher, the uniformity of the mixture of the dispersant (C) and the metal oxide (B) is improved, and the metal oxide (B) in the masterbatch pellets The dispersibility tends to be further improved.
- the dispersant (C) is preferably a higher fatty acid amide having a melting point of 120 ° C. or higher. With such a dispersant (C), the uniformity of the mixture of the dispersant (C) and the metal oxide (B) is further improved, and the dispersibility of the metal oxide (B) in the masterbatch pellets. Tends to be further improved.
- Other components include, but are not limited to, for example, antioxidants, ultraviolet absorbers, heat stabilizers, photodegradation inhibitors, plasticizers, lubricants, mold release agents, nucleating agents, flame retardants, colorants, and dyeing agents. Or pigments may be added, or other thermoplastic resins may be mixed.
- antioxidants ultraviolet absorbers, heat stabilizers, photodegradation inhibitors, plasticizers, lubricants, mold release agents, nucleating agents, flame retardants, colorants, and dyeing agents.
- pigments may be added, or other thermoplastic resins may be mixed.
- the manufacturing method of the master batch pellet according to the present embodiment includes a step of melt kneading the raw material components including the above-described (A) thermoplastic resin and (B) metal oxide using an extruder.
- the raw material component further contains (C) a dispersant, and before the melt-kneading step, the (C) dispersant and the (B) metal It is preferable to include a step of previously mixing the oxide.
- a twin screw extruder is preferably used as the extruder from the viewpoint of controlling the aggregated particles of the metal oxide (B).
- production methods using a twin screw extruder include: (i) a method of supplying a thermoplastic resin (A) and a metal oxide (B) from an upstream supply port and melt-kneading; and (ii) an upstream supply.
- thermoplastic resin (A) is supplied from the upstream supply port, and the metal oxide (B) is supplied from the downstream supply port to melt knead And the like.
- thermoplastic resin (A) and the metal oxide (B) corresponds to the content of the thermoplastic resin (A) and the metal oxide (B) in the master batch pellet described above.
- the melt kneading temperature for producing the master batch pellet is not particularly limited, but when a thermoplastic resin (A) having a melting point is used, it is equal to or higher than the melting point of the thermoplastic resin (A), and the thermoplastic resin.
- (A) Melting point is preferably + 50 ° C. or lower.
- the glass transition temperature of the thermoplastic resin (A) + 50 ° C. or higher the thermoplastic resin (A)
- the glass transition temperature is preferably not higher than 150 ° C.
- the melting point and glass transition temperature of the thermoplastic resin (A) can be measured by a known method using an apparatus such as DSC.
- melt kneading is performed in consideration of the melt viscosity of the thermoplastic resin (A) and the dispersibility of the metal oxide (B) to be selected. It is preferable to appropriately adjust the selection of the processing machine, the metal oxide (B) dispersion treatment, the processing conditions, and the like.
- thermoplastic resin (A) it is preferable to adjust the melt viscosity in accordance with the properties of
- the thermoplastic resin (A) is a polyamide
- the metal oxide (B) can be obtained by increasing the processing temperature or lowering the selected polyamide resin so as to lower the melt viscosity.
- the metal oxide (B) tends to exist as aggregated particles having a major axis of 5 ⁇ m or more by adjusting the screw configuration and weakening the degree of kneading. is there.
- the dispersibility of the metal oxide (B) is poor and the number of agglomerated particles having a major axis of 5 ⁇ m or more of the metal oxide (B), which is a preferable form, ranges from 1 to 30 per 1 mm 2 in cross section of the master batch pellet.
- the metal oxide (B) is pre-dispersed with the dispersant (C), or the screw structure is adjusted so as to increase the shear during melt-kneading, or the number of rotations of the screw is adjusted to obtain a metal oxide. It tends to be easy to control the aggregated particles (B) to a preferred form.
- the polyamide resin composition according to the present embodiment includes the above-described master batch pellet and a polyamide resin.
- a polyamide resin composition containing the above masterbatch pellets and a polyamide resin is excellent in mechanical strength and heat aging resistance, and is particularly excellent in thermal stability with little variation in mechanical strength after prolonged heat aging.
- the metal oxide is present as aggregated particles having a major axis of 5 ⁇ m or more.
- Such a polyamide resin composition tends to improve mechanical strength and further reduce variation in heat aging resistance.
- the polyamide resin composition according to the present embodiment is obtained by melt-kneading a raw material component containing a polyamide resin and (B) a metal oxide, and a part of (B) the metal oxide after the melt-kneading.
- a raw material component containing a polyamide resin and (B) a metal oxide a raw material component containing a polyamide resin and (B) a metal oxide, and a part of (B) the metal oxide after the melt-kneading.
- thermoplastic resin (A) As the polyamide resin constituting the polyamide resin composition according to the present embodiment, the polyamides listed as specific examples of the thermoplastic resin (A) can be used.
- the content of the master batch pellets is preferably 0.1 to 20% by mass, more preferably 0.3 to 10% by mass, More preferably, the content is 3 to 5% by mass.
- the content of the polyamide resin is preferably 40 to 99.9% by mass, and more preferably 50 to 99.5% by mass.
- the polyamide resin composition according to the present embodiment preferably further contains a copper compound and an alkali metal and / or alkaline earth metal halide.
- copper compounds include, but are not limited to, copper halides (copper iodide, cuprous bromide, cupric bromide, cuprous chloride, etc.), copper acetate, copper propionate, and copper benzoate. , Copper adipate, copper terephthalate, copper isophthalate, copper salicylate, copper nicotinate and copper stearate, and copper complex salts in which copper is coordinated to a chelating agent such as ethylenediamine and ethylenediaminetetraacetic acid. These copper compounds may be used individually by 1 type, and may be used in combination of 2 or more type.
- copper halides copper iodide, cuprous bromide, cupric bromide, cuprous chloride, etc.
- copper acetate copper propionate
- copper benzoate Copper adipate, copper terephthalate, copper isophthalate, copper salicylate, copper nicotinate and copper stearate
- copper complex salts in which copper is coordinated to
- copper compounds listed above preferably one or more selected from the group consisting of copper iodide, cuprous bromide, cupric bromide, cuprous chloride and copper acetate, more preferably Copper iodide and / or copper acetate.
- copper iodide preferably one or more selected from the group consisting of copper iodide, cuprous bromide, cupric bromide, cuprous chloride and copper acetate, more preferably Copper iodide and / or copper acetate.
- the content of the copper compound in the polyamide resin composition is preferably 0.01 to 0.2% by mass, more preferably 0.02 to 0.15% by mass.
- the content of the copper compound is within the above range, the heat aging resistance of the polyamide resin composition is further improved, and copper precipitation and metal corrosion tend to be suppressed.
- the content of copper element is preferably 20 to 1000 ppm, more preferably 100 to 500 ppm, and still more preferably, with respect to the total amount of the polyamide resin composition. Is 150 to 300 ppm.
- Alkali and / or alkaline earth metal halides include, but are not limited to, for example, potassium iodide, potassium bromide, potassium chloride, sodium iodide and sodium chloride, and mixtures of two or more thereof. .
- potassium iodide and potassium bromide, and mixtures thereof are preferable from the viewpoint of improving the heat aging resistance of the polyamide resin composition and suppressing metal corrosion, and potassium iodide is more preferable.
- the content of the alkali and / or alkaline earth metal halide in the polyamide resin composition is preferably 0.05 to 5% by mass, and more The content is preferably 0.2 to 2% by mass.
- the content of the alkali and / or alkaline earth metal halide is within the above range, the heat aging resistance of the polyamide resin composition is further improved, and copper precipitation and metal corrosion tend to be suppressed. is there.
- the content ratio of the copper compound and the halide of the alkali and / or alkaline earth metal is such that the molar ratio of halogen to copper (halogen / copper) is 2 to 50 in the entire polyamide resin composition. It is preferably contained in the resin composition, more preferably 10 to 40, and even more preferably 15 to 30. When the molar ratio of halogen to copper (halogen / copper) is within the above-described range, the heat aging resistance of the polyamide resin composition tends to be further improved.
- a halogen here means the sum total of the halogen derived from the halogen derived from a copper halide, and the halide of an alkali and / or alkaline-earth metal, when copper halide is used as a copper compound.
- halogen / copper When the above molar ratio of halogen to copper (halogen / copper) is 2 or more, it is preferable because copper precipitation and metal corrosion can be suppressed. On the other hand, when the above molar ratio of halogen to copper (halogen / copper) is 50 or less, the mechanical properties such as heat resistance and toughness of the polyamide resin composition are hardly impaired, and the screw of the molding machine or the like. It is preferable because corrosion can be prevented.
- the polyamide resin composition according to the present embodiment may further contain an inorganic filler.
- inorganic fillers include, but are not limited to, glass fiber, carbon fiber, calcium silicate fiber, potassium titanate fiber, aluminum borate fiber, glass flake, talc, kaolin, mica, hydrotalcite, carbonic acid.
- Calcium zinc carbonate, zinc oxide, calcium monohydrogen phosphate, wollastonite, silica, zeolite, alumina, boehmite, aluminum hydroxide, titanium oxide, silicon oxide, magnesium oxide, calcium silicate, sodium aluminosilicate, magnesium silicate , Ketjen Black, Acetylene Black, Furnace Black, Carbon Nanotube, Graphite, Brass, Copper, Silver, Aluminum, Nickel, Iron, Calcium Fluoride, Mica, Montmorillonite, Swelling Fluorine Mica and Apatite And the like.
- glass fiber, carbon fiber, glass flake, talc, kaolin, mica, calcium carbonate, calcium monohydrogen phosphate, wollastonite, silica, carbon nanotube, graphite, fluoride Calcium, montmorillonite, swellable fluoromica and apatite are preferred. More preferred are glass fiber, carbon fiber, wollastonite, talc, mica, kaolin and silicon nitride.
- the above-mentioned inorganic fillers may be used alone or in combination of two or more.
- the number average fiber diameter is 3 to 30 ⁇ m
- the weight average fiber length in the resin composition is Is more preferably 100 to 750 ⁇ m
- the aspect ratio of the weight average fiber length to the number average fiber diameter is 10 to 100.
- the number average fiber diameter is 3 to 30 ⁇ m
- the weight average fiber length is Is more preferably 10 to 500 ⁇ m and the aspect ratio is 3 to 100.
- talc mica, kaolin and silicon nitride
- those having a number average fiber diameter of 0.1 to 3 ⁇ m are more preferred from the viewpoint that excellent mechanical properties can be imparted to the polyamide resin composition.
- the number average fiber diameter and the weight average fiber length in the present specification are obtained by placing the polyamide resin composition in an electric furnace, incinerating the organic matter contained therein, and arbitrarily adding, for example, 100 or more inorganic fillers from the residue.
- the number average fiber diameter is measured by observing with SEM and measuring the fiber diameter of these inorganic fillers, and the weight is measured by measuring the fiber length using an SEM photograph at a magnification of 1000 times. Find the average fiber length.
- the above inorganic filler may be surface-treated with a silane coupling agent or the like.
- the silane coupling agent is not particularly limited, and examples thereof include aminosilanes such as ⁇ -aminopropyltriethoxysilane, ⁇ -aminopropyltrimethoxysilane, and N- ⁇ - (aminoethyl) - ⁇ -aminopropylmethyldimethoxysilane. And the like; mercaptosilanes such as ⁇ -mercaptopropyltrimethoxysilane and ⁇ -mercaptopropyltriethoxysilane; epoxysilanes; vinylsilanes. Especially, it is preferable that it is 1 or more types selected from said enumeration component, and aminosilanes are more preferable.
- an unsaturated vinyl monomer excluding the carboxylic acid anhydride-containing unsaturated vinyl monomer and the unsaturated vinyl monomer containing the carboxylic acid anhydride-containing unsaturated vinyl monomer; Epoxy compounds, polycarbodiimide compounds, polyurethane resins, homopolymers of acrylic acid, copolymers of acrylic acid and other copolymerizable monomers, and their primary, secondary and tertiary copolymers A salt with a secondary amine, and a copolymer containing an unsaturated vinyl monomer containing a carboxylic acid anhydride and an unsaturated vinyl monomer excluding the unsaturated vinyl monomer containing a carboxylic acid anhydride may be included.
- the carboxylic acid anhydride-containing unsaturated vinyl monomer and the unsaturated vinyl monomer excluding the carboxylic acid anhydride-containing unsaturated vinyl monomer are structural units.
- Copolymer, epoxy compound, polycarbodiimide compound and polyurethane resin, and combinations thereof are preferably used, and the carboxylic acid anhydride-containing unsaturated vinyl monomer and the carboxylic acid anhydride-containing unsaturated vinyl monomer are excluded.
- a copolymer containing a saturated vinyl monomer as a structural unit, a polycarbodiimide compound and a polyurethane resin, and combinations thereof are more preferable.
- Glass fiber or carbon fiber is a fiber strand produced by applying the above bundling agent to glass fiber or carbon fiber using a known method such as a roller-type applicator in the known glass fiber or carbon fiber production process. Can be obtained by continuous reaction by drying.
- the fiber strand may be used as a roving as it is, or may be used as a chopped glass strand by further obtaining a cutting step.
- Such a sizing agent is preferably imparted (added) as a solid content of 0.2 to 3% by mass, more preferably 0.3 to 2% by mass (100% by mass) with respect to 100% by mass of glass fiber or carbon fiber. Added.
- the addition amount of the bundling agent is preferably 0.2% by mass or more as a solid content with respect to 100% by mass of the glass fiber or carbon fiber.
- it is preferably 3% by mass or less.
- the strand may be dried after the cutting step, or may be cut after the strand is dried.
- the content of the inorganic filler in the polyamide resin composition is preferably 1 to 70% by mass, more preferably 10 to 60% by mass, and further preferably 20 to 55% by mass. .
- the polyamide resin composition according to the present embodiment may further contain other components as necessary within the range not impairing the effects of the present embodiment, in addition to the components described above.
- antioxidants ultraviolet absorbers, heat stabilizers, photodegradation inhibitors, plasticizers, lubricants, mold release agents, nucleating agents, flame retardants, coloring agents, dyeing agents and pigments are added.
- plasticizers e.g., polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, polymethyl methacrylate, poly
- the method for producing the polyamide resin composition is not limited to the following, but the masterbatch pellets and polyamide resin described above with a single-screw or multi-screw extruder, more preferably a copper compound, and an alkali. And / or a method of kneading the alkaline earth metal halide in a melted state.
- an inorganic filler When using an inorganic filler, use a twin screw extruder having an upstream supply port and a downstream supply port, and polyamide halide, copper compound, alkali and / or alkaline earth metal halide from the upstream supply port It is preferable to use a method in which the master batch pellets described above are supplied and melted, and then an inorganic filler is supplied from the downstream supply port and melt kneaded. Moreover, when using rovings, such as glass fiber and carbon fiber, it can compound by a well-known method.
- the polyamide resin composition thus obtained is not particularly limited, and can be used, for example, as a molded body of various parts by injection molding.
- the various parts obtained from these polyamide resin compositions can be suitably used, for example, for automobiles, machine industries, electric / electronics, industrial materials, industrial materials, and daily / household goods.
- thermoplastic resin (A) As the thermoplastic resin (A), the following polyamide 66 (hereinafter abbreviated as “PA66”) was used.
- PA66 trade name: Leona (registered trademark) 1300 (manufactured by Asahi Kasei Chemicals Corporation, melting point: 260 ° C.).
- Metal oxide (B) As the metal oxide (B), iron oxide described in the following 2-1 (hereinafter abbreviated as “Fe 3 O 4 ”), iron oxide described in the 2-2 (hereinafter referred to as “Fe 2 O 3 ⁇ 1”). Or iron oxide described in 2-3 (hereinafter abbreviated as “Fe 2 O 3 -2”) was used.
- Iron oxide trade name: JC-MR01 (manufactured by JFE Chemical Co.).
- the average primary particle size by the SEM method was 0.08 ⁇ m
- the average particle size by the laser diffraction / scattering particle size distribution measurement method was 7.5 ⁇ m
- the specific surface area by the BET method was 34 m 2 / g.
- Iron oxide trade name: JC-FH04 (manufactured by JFE Chemical).
- the average primary particle diameter by the SEM method was 0.08 ⁇ m
- the average particle diameter by the laser diffraction / scattering particle size distribution measurement method was 0.2 ⁇ m
- the specific surface area by the BET method was 15 m 2 / g.
- Iron oxide trade name: CM-1000 (manufactured by Chemilite Industrial Co., Ltd.).
- the average primary particle size by the SEM method was 0.05 ⁇ m
- the average particle size by the laser diffraction / scattering particle size distribution measurement method was 0.06 ⁇ m
- the specific surface area by the BET method was 40 m 2 / g.
- Dispersant (C) As the dispersant (C), ethylene bis stearamide (hereinafter abbreviated as “EBS”) described in 3-1, or calcium montanate (hereinafter abbreviated as “CaV”) described in 3-2. Was used.
- EBS ethylene bis stearamide
- CaV calcium montanate
- Ethylene bis stearamide trade name: Alflow (registered trademark) H-50F (manufactured by NOF Corporation, melting point: 140 ° C.).
- Copper iodide (hereinafter abbreviated as “CuI”) A reagent manufactured by Wako Pure Chemical Industries, Ltd. was used.
- KI Potassium iodide
- Glass fiber hereinafter abbreviated as “GF”) Product name: ECS 03T-275H (manufactured by Nippon Electric Glass Co., Ltd.) was used.
- the major axis of the aggregated particles was the longest longest straight line connecting two arbitrary points on the outer periphery of each aggregated particle, regardless of the shape of the aggregated particles observed.
- each aggregated particle having a major axis of 5 ⁇ m or more was determined.
- the aggregated particles were regarded as spheres, and the major axis was defined as the diameter of the spheres, and the volume fraction of aggregated particles having a major axis of 5 ⁇ m or more of the metal oxide (B) in the master batch pellet was calculated.
- the volume of the master batch pellet as a reference was set to 1 mm 3 . Subsequently, the volume fraction was converted into a weight fraction from the specific gravity of the metal oxide (B).
- ⁇ Tensile strength> The pellets of the polyamide resin composition obtained in the examples, reference examples and comparative examples were formed using a multi-purpose test piece A type according to ISO 3167 using an injection molding machine (PS-40E: manufactured by Nissei Plastic Co., Ltd.). Molded pieces were molded. At that time, the injection and pressure holding time was set to 25 seconds, the cooling time was set to 15 seconds, the mold temperature was 80 ° C., and the molten resin temperature was 290 ° C. Using the obtained multipurpose test piece (A type), a tensile test was performed at a tensile speed of 5 mm / min in accordance with ISO 527, and the tensile strength was measured.
- PS-40E manufactured by Nissei Plastic Co., Ltd.
- the multipurpose test piece (A type) was subjected to heat aging at 230 ° C. for 500 hours in a hot air circulating oven. After cooling at 23 ° C. for 24 hours or more, a tensile test was performed at a tensile speed of 5 mm / min in accordance with ISO 527. The said tensile test was done with ten different test pieces, and the average value was made into the tensile strength. Further, the maximum value and the minimum value of the tensile strength of 10 different test pieces were also obtained, and (maximum value ⁇ minimum value) / average value ⁇ 100 was defined as the variation in tensile strength.
- Fe 3 O 4 and EBS are introduced into a Henschel mixer [FM-20C / I: Mitsui Mining Co., Ltd.] so that the mass ratio (Fe 3 O 4 / EBS) is 80/20, and the apparatus is cooled with water. The mixture was stirred at 3,000 rpm for 10 minutes to obtain a mixture 1 of Fe 3 O 4 and EBS.
- Fe 3 O 4 and EBS were introduced into an atomizer mill [TAP-1: manufactured by Tokyo Atomizer Manufacturing Co., Ltd.] so that the mass ratio (Fe 3 O 4 / EBS) was 80/20, and the apparatus was cooled with water, The mixture was stirred at 10,000 rpm for 10 minutes to obtain a mixture 2 of Fe 3 O 4 and EBS.
- TAP-1 manufactured by Tokyo Atomizer Manufacturing Co., Ltd.
- MB1 master batch pellets
- PA66 and Fe 3 O 4 are prepared by supplying PA66 and Fe 3 O 4 from the upstream supply port so as to achieve the ratio described in the upper part of Table 1 below, and melt-kneading them. Also abbreviated as).
- the number of aggregated particles having a major axis of 5 ⁇ m or more of the metal oxide (B) in the obtained MB1 and the ratio of aggregated particles having a major axis of 5 ⁇ m or more in the entire metal oxide (B) were measured as described above. These measurement results are shown in Table 1 below.
- Example 2 Fe 3 O 4 and EBS were dry-blended in advance at a ratio described in the upper part of Table 1 to obtain a mixture a. Thereafter, in the same manner as in Example 1, using a twin-screw extruder, PA 66 and the mixture a were supplied from the upstream supply port so as to have the ratio described in the upper part of Table 1 below, and melted. Master batch pellets (hereinafter abbreviated as “MB2”) were produced by kneading.
- MB2 Master batch pellets
- the number of aggregated particles having a major axis of 5 ⁇ m or more of the metal oxide (B) in the obtained MB2 and the ratio of aggregated particles having a major axis of 5 ⁇ m or more in the entire metal oxide (B) were measured as described above. These measurement results are shown in Table 1 below.
- Examples 3 to 8 and Reference Example 1 Except that any one of the mixtures 1 to 5 obtained in Production Examples 1 to 5 was used, the ratio described in the upper part of Table 1 below was obtained using a twin screw extruder in the same manner as in Example 1. As described above, PA66 and any one of the mixtures 1 to 5 are supplied from the upstream supply port, and melt-kneaded to obtain master batch pellets (hereinafter referred to as “MB3 to 9” in the order of Examples 3 to 8 and Reference Example 1). Abbreviated).
- MB3 to 9 master batch pellets
- the number of aggregated particles having a major axis of 5 ⁇ m or more in the obtained master batch pellet and the ratio of aggregated particles having a major axis of 5 ⁇ m or more in the entire metal oxide (B) were measured as described above. These measurement results are shown in Table 1 below.
- PA66 and the mixture 2 were respectively supplied from the upstream supply port so that PA66 was 95 parts by mass and the mixture 2 was 5 parts by mass, and melt-kneaded to obtain pellets. Furthermore, master batch pellets (hereinafter abbreviated as “MB11”) were produced by melt-kneading the obtained pellets again under the same conditions. Aggregated particles having a major axis of 5 ⁇ m or more of the metal oxide (B) in the obtained master batch pellet were not confirmed.
- MB11 master batch pellets
- PA66 any of the above MB1 to MB8, CuI and KI are respectively supplied from the upstream supply port so as to have the ratio described in the upper part of Tables 2 and 3 below, and the downstream supply port More GF was supplied.
- the pellet of the polyamide resin composition was manufactured by melt-kneading these.
- the obtained polyamide resin composition pellets were dried until the water content was 800 ppm or less. After drying, the tensile strength and the tensile strength after heat aging were evaluated using the polyamide resin composition pellets as described above. These evaluation (counting) results are shown in Tables 2 and 3 below.
- the masterbatch pellet containing 0.5% by mass or more of the metal oxide (B) in the masterbatch pellet and having a part of the metal oxide (B) as aggregated particles having a major axis of 5 ⁇ m or more was used.
- the polyamide resin compositions obtained in Examples 9 to 16 are excellent in mechanical strength and heat aging resistance as compared with the polyamide resin compositions obtained in Comparative Examples 3 to 4 not using the master batch pellets. Further, it can be seen that the variation in heat aging resistance is reduced.
- the masterbatch pellet containing 0.5% by mass or more of the metal oxide (B) in the masterbatch pellets and a part of the metal oxide (B) is present as aggregated particles having a major axis of 5 ⁇ m or more is polyamide. It has been found that the resin composition effectively contributes to the improvement of mechanical strength and heat aging resistance.
- the mechanical strength and heat aging resistance of the polyamide resin composition can be remarkably improved, and heat suitable for automobile parts and various electronic parts, etc. It has been found that a polyamide resin composition having excellent stability can be obtained.
- the polyamide resin composition obtained using the masterbatch pellets of the present invention is excellent in mechanical strength and heat aging resistance, and is therefore suitable for molded products that require high-level mechanical properties such as automobile parts. Available.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
(A)熱可塑性樹脂と(B)金属酸化物とを含む原料成分を溶融混練して得られ、
前記(B)金属酸化物の含有量が0.5質量%以上であり、
前記溶融混練後の(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、マスターバッチペレット。
前記溶融混練後の(B)金属酸化物全体における長径5μm以上の凝集粒子の割合が、30質量%以下である、[1]に記載のマスターバッチペレット。
前記溶融混練後の(B)金属酸化物の長径5μm以上の凝集粒子の個数が、マスターバッチペレットの断面1mm2当り、1~30個/mm2である、[1]または[2]に記載のマスターバッチペレット。
前記原料成分が、さらに(C)分散剤を含み、
前記溶融混練前に、該(C)分散剤と前記(B)金属酸化物とが予め混合されている、[1]~[3]のいずれかに記載のマスターバッチペレット。
前記(A)熱可塑性樹脂が、ポリアミドである、[1]~[4]のいずれかに記載のマスターバッチペレット。
前記(B)金属酸化物が、酸化鉄である、[1]~[5]のいずれかに記載のマスターバッチペレット。
前記(C)分散剤が、融点120℃以上の高級脂肪酸アミドである、[4]に記載のマスターバッチペレット。
(A)熱可塑性樹脂と(B)金属酸化物とを含む原料成分を、押出機を用いて溶融混練する工程を含む、[1]~[7]のいずれかに記載のマスターバッチペレットの製造方法。
前記原料成分が、さらに(C)分散剤を含み、
前記溶融混練する工程前に、該(C)分散剤と前記(B)金属酸化物とを予め混合する工程を含む、[8]に記載のマスターバッチペレットの製造方法。
[1]~[7]のいずれかに記載のマスターバッチペレットと、ポリアミド樹脂とを含む、ポリアミド樹脂組成物。
ポリアミド樹脂組成物中において、(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、[10]に記載のポリアミド樹脂組成物。
ポリアミド樹脂と(B)金属酸化物とを含む原料成分を溶融混練して得られ、
前記溶融混練後の(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、ポリアミド樹脂組成物。
さらに、銅化合物と、
アルカリ金属および/またはアルカリ土類金属のハロゲン化物と、
を含む、[10]~[12]のいずれかに記載のポリアミド樹脂組成物。
本実施の形態に用いる熱可塑性樹脂(A)としては、溶融混練できるものであれば、特に制限はない。
本実施の形態において、ポリアミドとは、主鎖に-CO-NH-(アミド)結合を有する高分子化合物を意味する。当該ポリアミドとしては、以下に制限されないが、例えば、ラクタムの開環重合で得られるポリアミド、ω-アミノカルボン酸の自己縮合で得られるポリアミド、ジアミンおよびジカルボン酸を縮合することで得られるポリアミド、ならびにこれらの共重合物が挙げられる。これらのポリアミドは、1種で用いてもよく、2種以上の混合物として用いてもよい。以下、本実施の形態に用いるポリアミドの原料について説明する。
本実施の形態において、金属酸化物(B)とは、金属元素の酸化物を意味する。金属元素に特に制限はないが、最終的に得られるポリアミド樹脂組成物の耐熱エージング特性の観点から、遷移金属元素であることが好ましい。好ましい金属酸化物(B)の例としては、酸化鉄、酸化亜鉛、酸化コバルト、酸化ニッケル、酸化マンガン、酸化クロム、酸化錫等が挙げられ、中でも、酸化鉄、酸化亜鉛、酸化コバルト、酸化マンガンがより好ましく、酸化鉄、酸化亜鉛がさらに好ましく、酸化鉄が特に好ましい。
本実施の形態に用いる原料成分は、さらに分散剤(C)を含有してもよい。当該分散剤(C)は、原料成分の溶融混練前に上述した金属酸化物(B)と予め混合しておくことが好ましい。前記分散剤(C)は、金属酸化物(B)と予め混合しておくことにより、マスターバッチペレット中への金属酸化物(B)の分散性を向上させることができる。
本実施の形態に係るマスターバッチペレットは、上記した成分の他に、本実施の形態の効果を損なわない範囲で、必要に応じてさらに他の成分を添加してもよい。
本実施の形態に係るポリアミド樹脂組成物は、上述のマスターバッチペレットと、ポリアミド樹脂とを含む。上述のマスターバッチペレットと、ポリアミド樹脂とを含むポリアミド樹脂組成物は、機械的強度および耐熱エージング性に優れ、特に長時間熱老化後の機械的強度のばらつきが少なく熱安定性に優れる。
熱可塑性樹脂(A)として、以下のポリアミド66(以下、「PA66」と略記する)を用いた。
金属酸化物(B)として、以下の2-1に記載の酸化鉄(以下、「Fe3O4」と略記する)、2-2に記載の酸化鉄(以下、「Fe2O3-1」と略記する)または2-3に記載の酸化鉄(以下、「Fe2O3-2」と略記する)を用いた。
分散剤(C)として、以下の3-1に記載のエチレンビスステアリン酸アミド(以下、「EBS」と略記する)または3-2に記載のモンタン酸カルシウム(以下、「CaV」と略記する)を用いた。
和光純薬工業社製の試薬を使用した。
和光純薬工業社製の試薬を使用した。
商品名:ECS 03T-275H(日本電気硝子社製)を用いた。
以下では、実施例、参考例および比較例で行った評価の方法について説明する。
実施例、参考例および比較例で得られたマスターバッチペレットから、ミクロトームを用いて、平滑なペレット断面が形成されるように観察用サンプルを切り出した。観察用サンプルのペレット断面について、光学顕微鏡を用いて、反射法により200倍で観察し、写真を撮影した。当該写真撮影を、ペレット断面として1mm2以上の異なる観察範囲で3回行った。
上記3回の写真撮影で得られた各々の写真において、任意に1mm2となる観察範囲を決め、合計3mm2分の観察範囲の中に存在する、金属酸化物(B)の長径5μm以上の凝集粒子の個数を数えた。当該凝集粒子の個数から、ペレット断面1mm2当たりの平均値を算出し、該平均値を金属酸化物(B)の長径5μm以上の凝集粒子の個数とした。
金属酸化物(B)全体における長径5μm以上の凝集粒子の割合については、以下のようにして算出した。
実施例、参考例および比較例で得られたポリアミド樹脂組成物のペレットを、射出成形機(PS-40E:日精樹脂株式会社製)を用いて、ISO 3167に準拠し、多目的試験片A型の成形片を成形した。その際、射出および保圧の時間25秒、冷却時間15秒、金型温度80℃、溶融樹脂温度290℃に設定した。得られた多目的試験片(A型)を用いて、ISO 527に準拠しつつ引張速度5mm/分で引張試験を行い、引張強度を測定した。
上記の多目的試験片(A型)を、熱風循環式オーブン内で、230℃で500時間熱老化させた。23℃で24時間以上冷却した後、ISO 527に準拠しつつ引張速度5mm/分で引張試験を行った。当該引張試験を異なる10本の試験片で行い、その平均値を引張強度とした。また、異なる10本の試験片での引張強度の最大値および最小値も求め、(最大値-最小値)/平均値×100を、引張強度のばらつきとした。
Fe3O4とEBSとを質量比(Fe3O4/EBS)で80/20になるように、ヘンシェルミキサー[FM-20C/I:三井鉱山社製]に投入し、装置を水冷しながら、3,000rpmで10分間攪拌し、Fe3O4とEBSとの混合物1を得た。
Fe3O4とEBSとを質量比(Fe3O4/EBS)で80/20になるように、アトマイザーミル[TAP-1:東京アトマイザー製造社製]に投入し、装置を水冷しながら、10,000rpmで10分間攪拌し、Fe3O4とEBSとの混合物2を得た。
Fe3O4とEBSとを質量比(Fe3O4/EBS)で50/50になるようにした以外は、製造例2と同様にして、Fe3O4とEBSとの混合物3を得た。
Fe2O3-1とEBSとを質量比(Fe2O3-1/EBS)で80/20になるようにした以外は、製造例2と同様にして、Fe2O3-1とEBSとの混合物4を得た。
Fe3O4とCaVとを質量比(Fe3O4/CaV)で80/20になるようにした以外は、製造例2と同様にして、Fe3O4とCaVとの混合物5を得た。
Fe2O3-2とEBSとを質量比(Fe2O3-2/EBS)で80/20になるようにした以外は、製造例2と同様にして、Fe2O3-2とEBSとの混合物6を得た。
押出機の上流側から1番目のバレルに上流側供給口を有する、L/D(押出機のシリンダーの長さ/押出機のシリンダー径)=48(バレル数:12)の二軸押出機[ZSK-26MC:コペリオン社製(ドイツ)]を用いた。前記二軸押出機において、上流側供給口からダイまでを290℃、スクリュー回転数300rpm、および吐出量20kg/時間に設定した。かかる条件下で、下記表1の上部に記載された割合となるように、上流側供給口よりPA66、Fe3O4をそれぞれ供給し、溶融混練することでマスターバッチペレット(以下、「MB1」とも略記する)を製造した。得られたMB1中の金属酸化物(B)の長径5μm以上の凝集粒子の個数と、金属酸化物(B)全体における長径5μm以上の凝集粒子の割合とを上記のとおり測定した。これらの測定結果を下記表1に記載した。
下記表1の上部に記載された割合で、Fe3O4とEBSとを予めドライブレンドして混合物aを得た。その後、実施例1と同様にして、二軸押出機を用いて、下記表1の上部に記載された割合となるように、上流側供給口よりPA66と、前記混合物aとを供給し、溶融混練することでマスターバッチペレット(以下、「MB2」と略記する)を製造した。得られたMB2中の金属酸化物(B)の長径5μm以上の凝集粒子の個数と、金属酸化物(B)全体における長径5μm以上の凝集粒子の割合とを上記のとおり測定した。これらの測定結果を下記表1に記載した。
製造例1~5で得られた混合物1~5のいずれかを使用した以外は、実施例1と同様にして、二軸押出機を用いて、下記表1の上部に記載された割合となるように、上流側供給口よりPA66と、混合物1~5のいずれかとを供給し、溶融混練することでマスターバッチペレット(以下、実施例3~8および参考例1の順に「MB3~9」と略記する)を製造した。得られたマスターバッチペレット中の金属酸化物(B)の長径5μm以上の凝集粒子の個数と、金属酸化物(B)全体における長径5μm以上の凝集粒子の割合とを上記のとおり測定した。これらの測定結果を下記表1に記載した。
製造例6で得られた混合物6を使用した以外は、実施例1と同様にして、二軸押出機を用いて、PA66を95質量部、混合物6を5質量部になるように、上流側供給口よりPA66と、混合物6とを供給し、溶融混練することでマスターバッチペレット(以下、「MB10」と略記する)を製造した。得られたマスターバッチペレット中の金属酸化物(B)の長径5μm以上の凝集粒子は確認されなかった。
押出機の上流側から1番目のバレルに上流側供給口を有する、L/D(押出機のシリンダーの長さ/押出機のシリンダー径)=48(バレル数:12)の二軸押出機[ZSK-26MC:コペリオン社製(ドイツ)]を用いた。前記二軸押出機において、実施例1よりも強いせん断がかかるようにスクリュー構成を変更し、上流側供給口からダイまでを290℃、スクリュー回転数300rpm、および吐出量20kg/時間に設定した。かかる条件下で、PA66を95質量部、混合物2を5質量部になるように、上流側供給口よりPA66と混合物2とをそれぞれ供給し、溶融混練してペレットを得た。さらに、同様の条件下で、得られたペレットを再度溶融混練することでマスターバッチペレット(以下、「MB11」と略記する)を製造した。得られたマスターバッチペレット中の金属酸化物(B)の長径5μm以上の凝集粒子は確認されなかった。
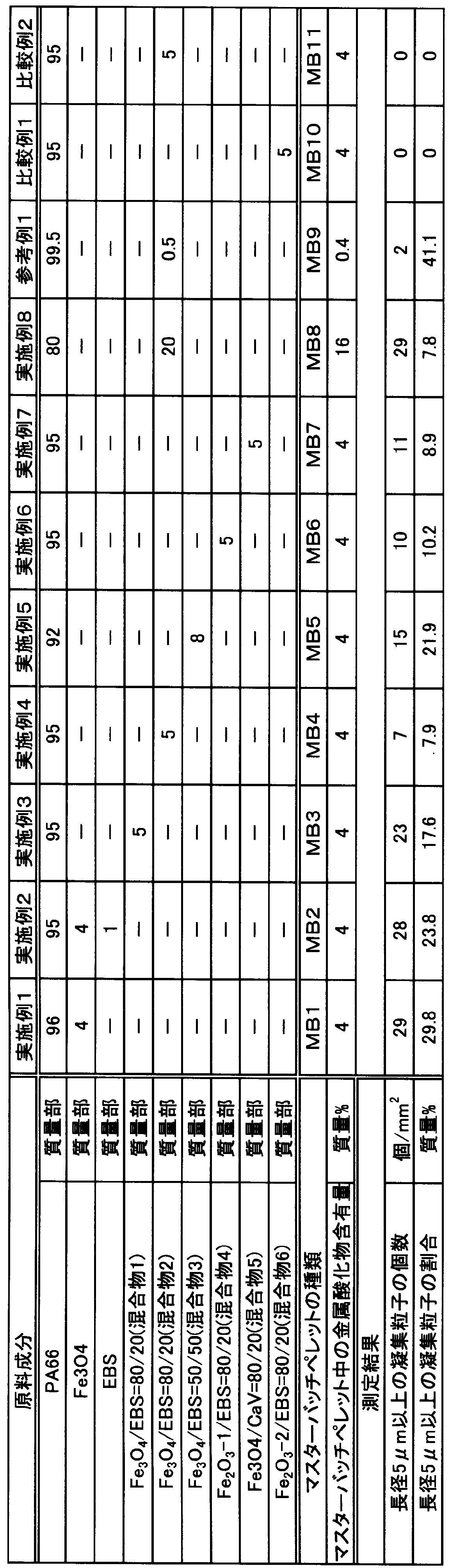
押出機の上流側から1番目のバレルに上流側供給口を有し、且つ9番目のバレルに下流側供給口を有する、L/D(押出機のシリンダーの長さ/押出機のシリンダー径)=48(バレル数:12)の二軸押出機[ZSK-26MC:コペリオン社製(ドイツ)]を用いた。前記二軸押出機において、上流側供給口からダイまでを290℃、スクリュー回転数250rpm、および吐出量25kg/時間に設定した。かかる条件下で、下記表2および3の上部に記載された割合となるように、上流側供給口よりPA66、上記のMB1~8のいずれか、CuIおよびKIをそれぞれ供給し、下流側供給口よりGFを供給した。そして、これらを溶融混練することでポリアミド樹脂組成物のペレットを製造した。得られたポリアミド樹脂組成物のペレットを、水分が800ppm以下になるまで乾燥した。乾燥後、ポリアミド樹脂組成物のペレットを用いて、上記のとおり引張強度および熱老化後の引張強度を評価した。これらの評価(計数)結果などを下記表2および3に記載した。
上記のMB9、Fe3O4を使用した以外は、実施例9と同様にして、二軸押出機を用いて、下記表2の上部に記載された割合となるように、上流側供給口よりPA66、上記のMB9、Fe3O4、CuIおよびKIをそれぞれ供給し、下流側供給口よりGFを供給した。そして、これらを溶融混練することでポリアミド樹脂組成物のペレットを製造した。得られたポリアミド樹脂組成物のペレットを、水分が800ppm以下になるまで乾燥した。乾燥後、ポリアミド樹脂組成物のペレットを用いて、上記のとおり引張強度および熱老化後の引張強度を評価した。これらの評価(計数)結果などを下記表2に記載した。
上記のMB10、MB11を使用した以外は、実施例9と同様にして、二軸押出機を用いて、下記表2および3の上部に記載された割合となるように、上流側供給口よりPA66、上記のMB10~11のいずれか、CuIおよびKIをそれぞれ供給し、下流側供給口よりGFを供給した。そして、これらを溶融混練することでポリアミド樹脂組成物のペレットを製造した。得られたポリアミド樹脂組成物のペレットを、水分が800ppm以下になるまで乾燥した。乾燥後、ポリアミド樹脂組成物のペレットを用いて、上記のとおり引張強度および熱老化後の引張強度を評価した。これらの評価(計数)結果などを下記表2および3に記載した。また、得られた樹脂組成物のペレットサンプルからは金属酸化物(B)の長径5μm以上の凝集粒子が観察されなかった。
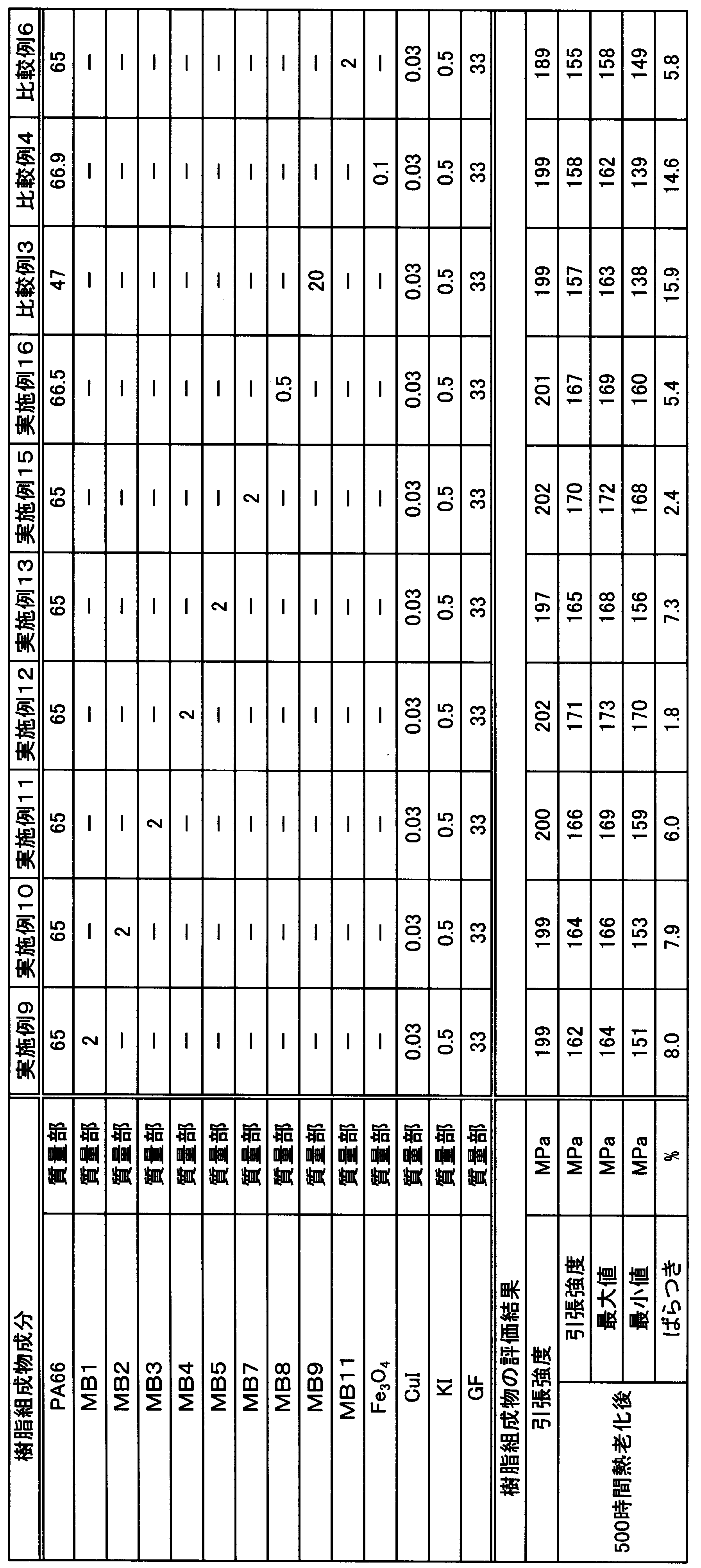

Claims (13)
- (A)熱可塑性樹脂と(B)金属酸化物とを含む原料成分を溶融混練して得られ、
前記(B)金属酸化物の含有量が0.5質量%以上であり、
前記溶融混練後の(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、マスターバッチペレット。 - 前記溶融混練後の(B)金属酸化物全体における長径5μm以上の凝集粒子の割合が、30質量%以下である、請求項1に記載のマスターバッチペレット。
- 前記溶融混練後の(B)金属酸化物の長径5μm以上の凝集粒子の個数が、マスターバッチペレットの断面1mm2当り、1~30個/mm2である、請求項1または2に記載のマスターバッチペレット。
- 前記原料成分が、さらに(C)分散剤を含み、
前記溶融混練前に、該(C)分散剤と前記(B)金属酸化物とが予め混合されている、請求項1~3のいずれか1項に記載のマスターバッチペレット。 - 前記(A)熱可塑性樹脂が、ポリアミドである、請求項1~4のいずれか1項に記載のマスターバッチペレット。
- 前記(B)金属酸化物が、酸化鉄である、請求項1~5のいずれか1項に記載のマスターバッチペレット。
- 前記(C)分散剤が、融点120℃以上の高級脂肪酸アミドである、請求項4に記載のマスターバッチペレット。
- (A)熱可塑性樹脂と(B)金属酸化物とを含む原料成分を、押出機を用いて溶融混練する工程を含む、請求項1~7のいずれか1項に記載のマスターバッチペレットの製造方法。
- 前記原料成分が、さらに(C)分散剤を含み、
前記溶融混練する工程前に、該(C)分散剤と前記(B)金属酸化物とを予め混合する工程を含む、請求項8に記載のマスターバッチペレットの製造方法。 - 請求項1~7のいずれか1項に記載のマスターバッチペレットと、ポリアミド樹脂とを含む、ポリアミド樹脂組成物。
- ポリアミド樹脂組成物中において、(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、請求項10に記載のポリアミド樹脂組成物。
- ポリアミド樹脂と(B)金属酸化物とを含む原料成分を溶融混練して得られ、
前記溶融混練後の(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、ポリアミド樹脂組成物。 - さらに、銅化合物と、
アルカリ金属および/またはアルカリ土類金属のハロゲン化物と、
を含む、請求項10~12のいずれか1項に記載のポリアミド樹脂組成物。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11783662.7A EP2573130A4 (en) | 2010-05-21 | 2011-05-20 | Masterbatch pellets, process for producing same, and polyamide resin composition containing the masterbatch pellets |
| CN201180025059.0A CN102906164B (zh) | 2010-05-21 | 2011-05-20 | 母料颗粒及其制造方法以及含有该母料颗粒的聚酰胺树脂组合物 |
| US13/697,194 US8765861B2 (en) | 2010-05-21 | 2011-05-20 | Masterbatch pellet, production method therefor and polyamide resin composition containing masterbatch pellet |
| JP2012515948A JP5667625B2 (ja) | 2010-05-21 | 2011-05-20 | マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010117506 | 2010-05-21 | ||
| JP2010-117506 | 2010-05-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011145730A1 true WO2011145730A1 (ja) | 2011-11-24 |
Family
ID=44991816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/061672 WO2011145730A1 (ja) | 2010-05-21 | 2011-05-20 | マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8765861B2 (ja) |
| EP (1) | EP2573130A4 (ja) |
| JP (1) | JP5667625B2 (ja) |
| CN (1) | CN102906164B (ja) |
| WO (1) | WO2011145730A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022075394A1 (ja) * | 2020-10-08 | 2022-04-14 | Dic株式会社 | 熱可塑性樹脂組成物及びその製造方法 |
| WO2022075393A1 (ja) * | 2020-10-08 | 2022-04-14 | Dic株式会社 | 熱可塑性樹脂組成物及びその製造方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9951202B2 (en) * | 2014-10-15 | 2018-04-24 | Asahi Kasei Kabushiki Kaisha | Polyamide resin composition and molded article |
| JP5928668B1 (ja) * | 2014-11-20 | 2016-06-01 | 東レ株式会社 | 高圧水素に触れる成形品用のポリアミド樹脂組成物およびそれを用いた成形品 |
| CN118772627A (zh) | 2016-01-21 | 2024-10-15 | 提克纳有限责任公司 | 含有金属颜料的聚酰胺组合物 |
| JP7021028B2 (ja) | 2018-08-07 | 2022-02-16 | 旭化成株式会社 | ペレット及び熱可塑性樹脂組成物 |
| JP2020132793A (ja) * | 2019-02-22 | 2020-08-31 | Dic株式会社 | 樹脂着色用マスターバッチ、ポリアミド樹脂組成物、成形品およびそれらの製造方法 |
| KR102284335B1 (ko) * | 2020-02-28 | 2021-08-02 | 주식회사 이루켐 | 폴리아미드-유리 섬유 복합체용 니그로신 마스터배치 조성물 및 그 제조방법 |
| CN115873402B (zh) * | 2021-09-30 | 2024-07-02 | 华峰集团有限公司 | 一种耐热母粒及其热稳定聚酰胺组合物 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19859298A1 (de) | 1998-12-22 | 2000-06-29 | Bayer Ag | Nanoskaligen Maghämit oder Magnetit enthaltende Polyamid-Formmassen |
| JP2006052826A (ja) | 2004-08-16 | 2006-02-23 | Tatsuji Ishimaru | ダブルダンパー及びダンパーの製造方法 |
| JP2008052712A (ja) | 2006-07-27 | 2008-03-06 | Ricoh Co Ltd | スキャン文書管理方法 |
| JP2008527129A (ja) * | 2005-01-17 | 2008-07-24 | ディーエスエム アイピー アセッツ ビー.ブイ. | 熱安定化成形組成物 |
| JP2009120692A (ja) * | 2007-11-14 | 2009-06-04 | Nissan Motor Co Ltd | 樹脂組成物およびその製造方法 |
| JP2010024329A (ja) * | 2008-07-17 | 2010-02-04 | Olympus Corp | 無機微粒子凝集体および無機微粒子を含有する樹脂組成物 |
| JP2010117506A (ja) | 2008-11-12 | 2010-05-27 | Seiko Epson Corp | 表示ドライバ及び電気光学装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3844810A (en) * | 1971-03-31 | 1974-10-29 | Plastic Molders Supply Co | Pigment dispersion |
| US4116924A (en) * | 1975-07-15 | 1978-09-26 | Hercules Incorporated | Pigment concentrations |
| US4002593A (en) * | 1975-07-17 | 1977-01-11 | Hercules Incorporated | Process for producing dispersions of pigments in condensation type polymers |
| FR2583424B1 (fr) * | 1985-06-13 | 1987-07-31 | Rhone Poulenc Fibres | Melanges-maitres pour la matification de polyamides |
| EP1498445A1 (en) | 2003-07-18 | 2005-01-19 | DSM IP Assets B.V. | Heat stabilized moulding composition |
| EP1683830A1 (en) | 2005-01-12 | 2006-07-26 | DSM IP Assets B.V. | Heat stabilized moulding composition |
| CN101501109B (zh) * | 2006-07-14 | 2012-05-30 | 耐克国际有限公司 | 激活硫硫化的橡胶组合物 |
| US7572195B2 (en) * | 2007-06-19 | 2009-08-11 | Bridgestone Sports Co., Ltd. | Golf ball material and golf ball |
| CN101970535B (zh) | 2008-03-12 | 2015-05-27 | 旭化成化学株式会社 | 聚酰胺、聚酰胺组合物及聚酰胺的制造方法 |
-
2011
- 2011-05-20 EP EP11783662.7A patent/EP2573130A4/en not_active Withdrawn
- 2011-05-20 JP JP2012515948A patent/JP5667625B2/ja active Active
- 2011-05-20 WO PCT/JP2011/061672 patent/WO2011145730A1/ja active Application Filing
- 2011-05-20 CN CN201180025059.0A patent/CN102906164B/zh active Active
- 2011-05-20 US US13/697,194 patent/US8765861B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19859298A1 (de) | 1998-12-22 | 2000-06-29 | Bayer Ag | Nanoskaligen Maghämit oder Magnetit enthaltende Polyamid-Formmassen |
| JP2006052826A (ja) | 2004-08-16 | 2006-02-23 | Tatsuji Ishimaru | ダブルダンパー及びダンパーの製造方法 |
| JP2008527129A (ja) * | 2005-01-17 | 2008-07-24 | ディーエスエム アイピー アセッツ ビー.ブイ. | 熱安定化成形組成物 |
| JP2008052712A (ja) | 2006-07-27 | 2008-03-06 | Ricoh Co Ltd | スキャン文書管理方法 |
| JP2009120692A (ja) * | 2007-11-14 | 2009-06-04 | Nissan Motor Co Ltd | 樹脂組成物およびその製造方法 |
| JP2010024329A (ja) * | 2008-07-17 | 2010-02-04 | Olympus Corp | 無機微粒子凝集体および無機微粒子を含有する樹脂組成物 |
| JP2010117506A (ja) | 2008-11-12 | 2010-05-27 | Seiko Epson Corp | 表示ドライバ及び電気光学装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022075394A1 (ja) * | 2020-10-08 | 2022-04-14 | Dic株式会社 | 熱可塑性樹脂組成物及びその製造方法 |
| WO2022075393A1 (ja) * | 2020-10-08 | 2022-04-14 | Dic株式会社 | 熱可塑性樹脂組成物及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20130059962A1 (en) | 2013-03-07 |
| JPWO2011145730A1 (ja) | 2013-07-22 |
| JP5667625B2 (ja) | 2015-02-12 |
| EP2573130A1 (en) | 2013-03-27 |
| US8765861B2 (en) | 2014-07-01 |
| EP2573130A4 (en) | 2017-09-06 |
| CN102906164B (zh) | 2014-12-10 |
| CN102906164A (zh) | 2013-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5667625B2 (ja) | マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 | |
| JP5853021B2 (ja) | 強化ポリアミド樹脂ペレット | |
| EP2581400A1 (en) | Polyamide and polyamide composition | |
| JP2006225593A (ja) | ポリアミド樹脂組成物およびその製造方法 | |
| JP2016117817A (ja) | ガラス繊維強化ポリアミド樹脂組成物及び成形体 | |
| JP2017014388A (ja) | ポリアミド樹脂組成物及び成形体 | |
| JP5854564B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP6618284B2 (ja) | ポリアミド樹脂組成物および成形品 | |
| JP6195766B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP2004315606A (ja) | ポリアミド樹脂成形体 | |
| JP4526911B2 (ja) | ポリアミドマスターバッチペレット | |
| JP2014070202A (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP4336337B2 (ja) | フィルム用ポリアミド樹脂成形材料 | |
| WO2015029780A1 (ja) | 吸水時の振動性と外観に優れた高融点ポリアミド樹脂組成物 | |
| JP6050937B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP2010150533A (ja) | ポリアミド樹脂組成物及びその成形品 | |
| JP2017210513A (ja) | ポリアミド樹脂組成物及び成形体 | |
| JP2021070811A (ja) | ポリアミド樹脂組成物ならびにそれからなる成形体および車載カメラ用部品 | |
| CN112592582B (zh) | 聚酰胺树脂组合物和由其构成的成型体及车载照相机用部件 | |
| JP5959190B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP6857708B2 (ja) | ポリアミド樹脂組成物及び成形体 | |
| JP4412988B2 (ja) | シリカ粒子を含有する色調の改良された樹脂ペレット | |
| JP6417529B2 (ja) | ポリアミド樹脂組成物及び成形体 | |
| WO2023157854A1 (ja) | ポリアミド樹脂組成物及び成形体 | |
| JP6035061B2 (ja) | ポリアミド樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180025059.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11783662 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012515948 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011783662 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13697194 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1201006048 Country of ref document: TH |