WO2011145730A1 - マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 - Google Patents
マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 Download PDFInfo
- Publication number
- WO2011145730A1 WO2011145730A1 PCT/JP2011/061672 JP2011061672W WO2011145730A1 WO 2011145730 A1 WO2011145730 A1 WO 2011145730A1 JP 2011061672 W JP2011061672 W JP 2011061672W WO 2011145730 A1 WO2011145730 A1 WO 2011145730A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal oxide
- polyamide resin
- resin composition
- melt
- kneading
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/22—Compounding polymers with additives, e.g. colouring using masterbatch techniques
- C08J3/226—Compounding polymers with additives, e.g. colouring using masterbatch techniques using a polymer as a carrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B9/14—Making granules characterised by structure or composition fibre-reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
- B29C48/023—Extruding materials comprising incompatible ingredients
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/04—Particle-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2477/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2477/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/268—Monolayer with structurally defined element
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
Abstract
Description
(A)熱可塑性樹脂と(B)金属酸化物とを含む原料成分を溶融混練して得られ、
前記(B)金属酸化物の含有量が0.5質量%以上であり、
前記溶融混練後の(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、マスターバッチペレット。
前記溶融混練後の(B)金属酸化物全体における長径5μm以上の凝集粒子の割合が、30質量%以下である、[1]に記載のマスターバッチペレット。
前記溶融混練後の(B)金属酸化物の長径5μm以上の凝集粒子の個数が、マスターバッチペレットの断面1mm2当り、1~30個/mm2である、[1]または[2]に記載のマスターバッチペレット。
前記原料成分が、さらに(C)分散剤を含み、
前記溶融混練前に、該(C)分散剤と前記(B)金属酸化物とが予め混合されている、[1]~[3]のいずれかに記載のマスターバッチペレット。
前記(A)熱可塑性樹脂が、ポリアミドである、[1]~[4]のいずれかに記載のマスターバッチペレット。
前記(B)金属酸化物が、酸化鉄である、[1]~[5]のいずれかに記載のマスターバッチペレット。
前記(C)分散剤が、融点120℃以上の高級脂肪酸アミドである、[4]に記載のマスターバッチペレット。
(A)熱可塑性樹脂と(B)金属酸化物とを含む原料成分を、押出機を用いて溶融混練する工程を含む、[1]~[7]のいずれかに記載のマスターバッチペレットの製造方法。
前記原料成分が、さらに(C)分散剤を含み、
前記溶融混練する工程前に、該(C)分散剤と前記(B)金属酸化物とを予め混合する工程を含む、[8]に記載のマスターバッチペレットの製造方法。
[1]~[7]のいずれかに記載のマスターバッチペレットと、ポリアミド樹脂とを含む、ポリアミド樹脂組成物。
ポリアミド樹脂組成物中において、(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、[10]に記載のポリアミド樹脂組成物。
ポリアミド樹脂と(B)金属酸化物とを含む原料成分を溶融混練して得られ、
前記溶融混練後の(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、ポリアミド樹脂組成物。
さらに、銅化合物と、
アルカリ金属および/またはアルカリ土類金属のハロゲン化物と、
を含む、[10]~[12]のいずれかに記載のポリアミド樹脂組成物。
本実施の形態に用いる熱可塑性樹脂(A)としては、溶融混練できるものであれば、特に制限はない。
本実施の形態において、ポリアミドとは、主鎖に-CO-NH-(アミド)結合を有する高分子化合物を意味する。当該ポリアミドとしては、以下に制限されないが、例えば、ラクタムの開環重合で得られるポリアミド、ω-アミノカルボン酸の自己縮合で得られるポリアミド、ジアミンおよびジカルボン酸を縮合することで得られるポリアミド、ならびにこれらの共重合物が挙げられる。これらのポリアミドは、1種で用いてもよく、2種以上の混合物として用いてもよい。以下、本実施の形態に用いるポリアミドの原料について説明する。
本実施の形態において、金属酸化物(B)とは、金属元素の酸化物を意味する。金属元素に特に制限はないが、最終的に得られるポリアミド樹脂組成物の耐熱エージング特性の観点から、遷移金属元素であることが好ましい。好ましい金属酸化物(B)の例としては、酸化鉄、酸化亜鉛、酸化コバルト、酸化ニッケル、酸化マンガン、酸化クロム、酸化錫等が挙げられ、中でも、酸化鉄、酸化亜鉛、酸化コバルト、酸化マンガンがより好ましく、酸化鉄、酸化亜鉛がさらに好ましく、酸化鉄が特に好ましい。
本実施の形態に用いる原料成分は、さらに分散剤(C)を含有してもよい。当該分散剤(C)は、原料成分の溶融混練前に上述した金属酸化物(B)と予め混合しておくことが好ましい。前記分散剤(C)は、金属酸化物(B)と予め混合しておくことにより、マスターバッチペレット中への金属酸化物(B)の分散性を向上させることができる。
本実施の形態に係るマスターバッチペレットは、上記した成分の他に、本実施の形態の効果を損なわない範囲で、必要に応じてさらに他の成分を添加してもよい。
本実施の形態に係るポリアミド樹脂組成物は、上述のマスターバッチペレットと、ポリアミド樹脂とを含む。上述のマスターバッチペレットと、ポリアミド樹脂とを含むポリアミド樹脂組成物は、機械的強度および耐熱エージング性に優れ、特に長時間熱老化後の機械的強度のばらつきが少なく熱安定性に優れる。
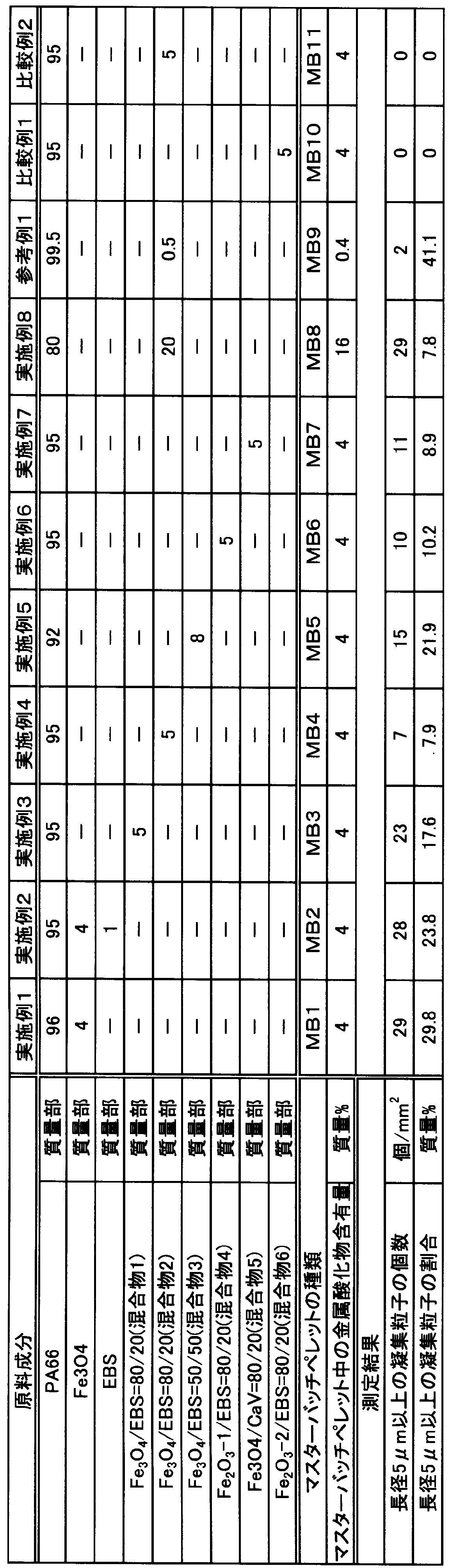
熱可塑性樹脂(A)として、以下のポリアミド66(以下、「PA66」と略記する)を用いた。
金属酸化物(B)として、以下の2-1に記載の酸化鉄(以下、「Fe3O4」と略記する)、2-2に記載の酸化鉄(以下、「Fe2O3-1」と略記する)または2-3に記載の酸化鉄(以下、「Fe2O3-2」と略記する)を用いた。
分散剤(C)として、以下の3-1に記載のエチレンビスステアリン酸アミド(以下、「EBS」と略記する)または3-2に記載のモンタン酸カルシウム(以下、「CaV」と略記する)を用いた。
和光純薬工業社製の試薬を使用した。
和光純薬工業社製の試薬を使用した。
商品名:ECS 03T-275H(日本電気硝子社製)を用いた。
以下では、実施例、参考例および比較例で行った評価の方法について説明する。
実施例、参考例および比較例で得られたマスターバッチペレットから、ミクロトームを用いて、平滑なペレット断面が形成されるように観察用サンプルを切り出した。観察用サンプルのペレット断面について、光学顕微鏡を用いて、反射法により200倍で観察し、写真を撮影した。当該写真撮影を、ペレット断面として1mm2以上の異なる観察範囲で3回行った。
上記3回の写真撮影で得られた各々の写真において、任意に1mm2となる観察範囲を決め、合計3mm2分の観察範囲の中に存在する、金属酸化物(B)の長径5μm以上の凝集粒子の個数を数えた。当該凝集粒子の個数から、ペレット断面1mm2当たりの平均値を算出し、該平均値を金属酸化物(B)の長径5μm以上の凝集粒子の個数とした。
金属酸化物(B)全体における長径5μm以上の凝集粒子の割合については、以下のようにして算出した。
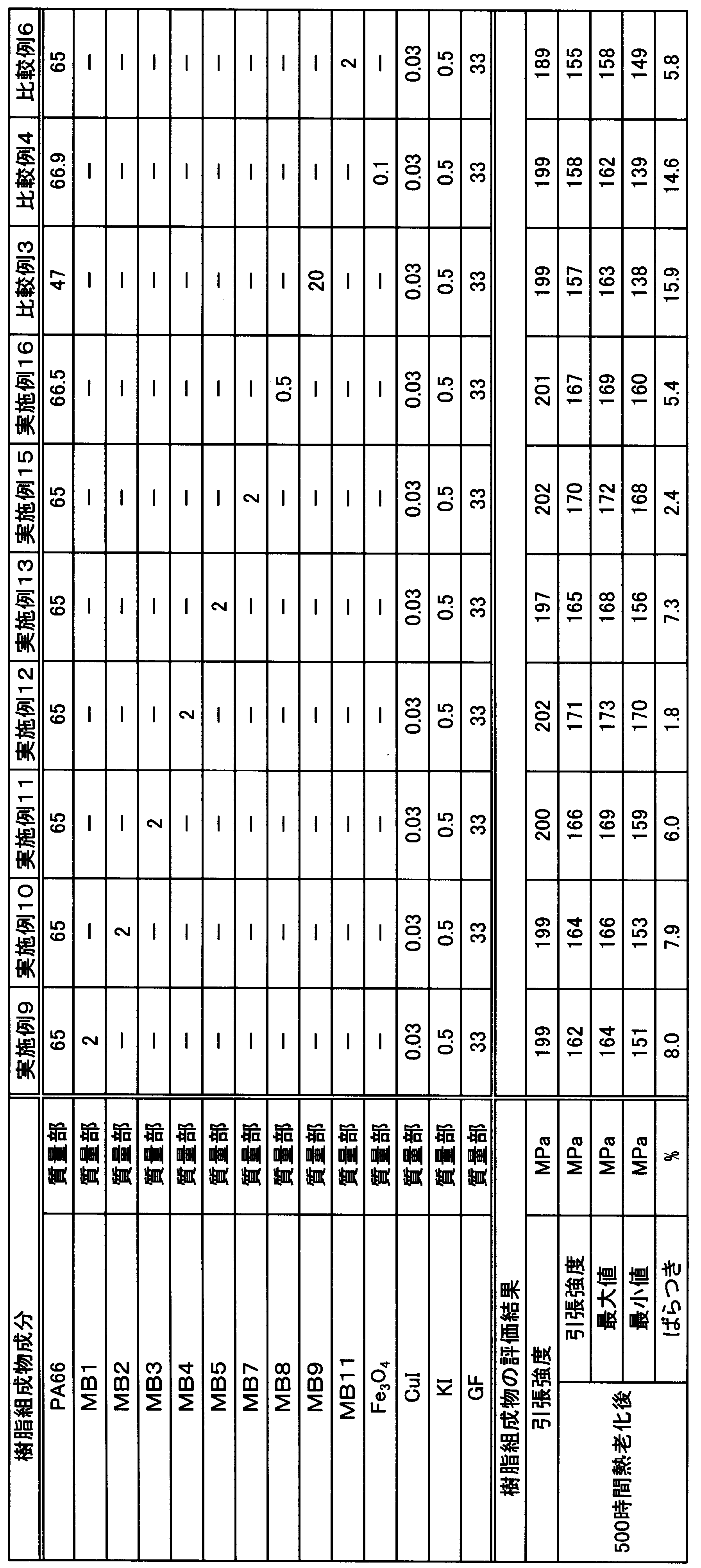
実施例、参考例および比較例で得られたポリアミド樹脂組成物のペレットを、射出成形機(PS-40E:日精樹脂株式会社製)を用いて、ISO 3167に準拠し、多目的試験片A型の成形片を成形した。その際、射出および保圧の時間25秒、冷却時間15秒、金型温度80℃、溶融樹脂温度290℃に設定した。得られた多目的試験片(A型)を用いて、ISO 527に準拠しつつ引張速度5mm/分で引張試験を行い、引張強度を測定した。
上記の多目的試験片(A型)を、熱風循環式オーブン内で、230℃で500時間熱老化させた。23℃で24時間以上冷却した後、ISO 527に準拠しつつ引張速度5mm/分で引張試験を行った。当該引張試験を異なる10本の試験片で行い、その平均値を引張強度とした。また、異なる10本の試験片での引張強度の最大値および最小値も求め、(最大値-最小値)/平均値×100を、引張強度のばらつきとした。
Fe3O4とEBSとを質量比(Fe3O4/EBS)で80/20になるように、ヘンシェルミキサー[FM-20C/I:三井鉱山社製]に投入し、装置を水冷しながら、3,000rpmで10分間攪拌し、Fe3O4とEBSとの混合物1を得た。
Fe3O4とEBSとを質量比(Fe3O4/EBS)で80/20になるように、アトマイザーミル[TAP-1:東京アトマイザー製造社製]に投入し、装置を水冷しながら、10,000rpmで10分間攪拌し、Fe3O4とEBSとの混合物2を得た。
Fe3O4とEBSとを質量比(Fe3O4/EBS)で50/50になるようにした以外は、製造例2と同様にして、Fe3O4とEBSとの混合物3を得た。
Fe2O3-1とEBSとを質量比(Fe2O3-1/EBS)で80/20になるようにした以外は、製造例2と同様にして、Fe2O3-1とEBSとの混合物4を得た。
Fe3O4とCaVとを質量比(Fe3O4/CaV)で80/20になるようにした以外は、製造例2と同様にして、Fe3O4とCaVとの混合物5を得た。
Fe2O3-2とEBSとを質量比(Fe2O3-2/EBS)で80/20になるようにした以外は、製造例2と同様にして、Fe2O3-2とEBSとの混合物6を得た。
押出機の上流側から1番目のバレルに上流側供給口を有する、L/D(押出機のシリンダーの長さ/押出機のシリンダー径)=48(バレル数:12)の二軸押出機[ZSK-26MC:コペリオン社製(ドイツ)]を用いた。前記二軸押出機において、上流側供給口からダイまでを290℃、スクリュー回転数300rpm、および吐出量20kg/時間に設定した。かかる条件下で、下記表1の上部に記載された割合となるように、上流側供給口よりPA66、Fe3O4をそれぞれ供給し、溶融混練することでマスターバッチペレット(以下、「MB1」とも略記する)を製造した。得られたMB1中の金属酸化物(B)の長径5μm以上の凝集粒子の個数と、金属酸化物(B)全体における長径5μm以上の凝集粒子の割合とを上記のとおり測定した。これらの測定結果を下記表1に記載した。
下記表1の上部に記載された割合で、Fe3O4とEBSとを予めドライブレンドして混合物aを得た。その後、実施例1と同様にして、二軸押出機を用いて、下記表1の上部に記載された割合となるように、上流側供給口よりPA66と、前記混合物aとを供給し、溶融混練することでマスターバッチペレット(以下、「MB2」と略記する)を製造した。得られたMB2中の金属酸化物(B)の長径5μm以上の凝集粒子の個数と、金属酸化物(B)全体における長径5μm以上の凝集粒子の割合とを上記のとおり測定した。これらの測定結果を下記表1に記載した。
製造例1~5で得られた混合物1~5のいずれかを使用した以外は、実施例1と同様にして、二軸押出機を用いて、下記表1の上部に記載された割合となるように、上流側供給口よりPA66と、混合物1~5のいずれかとを供給し、溶融混練することでマスターバッチペレット(以下、実施例3~8および参考例1の順に「MB3~9」と略記する)を製造した。得られたマスターバッチペレット中の金属酸化物(B)の長径5μm以上の凝集粒子の個数と、金属酸化物(B)全体における長径5μm以上の凝集粒子の割合とを上記のとおり測定した。これらの測定結果を下記表1に記載した。
製造例6で得られた混合物6を使用した以外は、実施例1と同様にして、二軸押出機を用いて、PA66を95質量部、混合物6を5質量部になるように、上流側供給口よりPA66と、混合物6とを供給し、溶融混練することでマスターバッチペレット(以下、「MB10」と略記する)を製造した。得られたマスターバッチペレット中の金属酸化物(B)の長径5μm以上の凝集粒子は確認されなかった。
押出機の上流側から1番目のバレルに上流側供給口を有する、L/D(押出機のシリンダーの長さ/押出機のシリンダー径)=48(バレル数:12)の二軸押出機[ZSK-26MC:コペリオン社製(ドイツ)]を用いた。前記二軸押出機において、実施例1よりも強いせん断がかかるようにスクリュー構成を変更し、上流側供給口からダイまでを290℃、スクリュー回転数300rpm、および吐出量20kg/時間に設定した。かかる条件下で、PA66を95質量部、混合物2を5質量部になるように、上流側供給口よりPA66と混合物2とをそれぞれ供給し、溶融混練してペレットを得た。さらに、同様の条件下で、得られたペレットを再度溶融混練することでマスターバッチペレット(以下、「MB11」と略記する)を製造した。得られたマスターバッチペレット中の金属酸化物(B)の長径5μm以上の凝集粒子は確認されなかった。
押出機の上流側から1番目のバレルに上流側供給口を有し、且つ9番目のバレルに下流側供給口を有する、L/D(押出機のシリンダーの長さ/押出機のシリンダー径)=48(バレル数:12)の二軸押出機[ZSK-26MC:コペリオン社製(ドイツ)]を用いた。前記二軸押出機において、上流側供給口からダイまでを290℃、スクリュー回転数250rpm、および吐出量25kg/時間に設定した。かかる条件下で、下記表2および3の上部に記載された割合となるように、上流側供給口よりPA66、上記のMB1~8のいずれか、CuIおよびKIをそれぞれ供給し、下流側供給口よりGFを供給した。そして、これらを溶融混練することでポリアミド樹脂組成物のペレットを製造した。得られたポリアミド樹脂組成物のペレットを、水分が800ppm以下になるまで乾燥した。乾燥後、ポリアミド樹脂組成物のペレットを用いて、上記のとおり引張強度および熱老化後の引張強度を評価した。これらの評価(計数)結果などを下記表2および3に記載した。
上記のMB9、Fe3O4を使用した以外は、実施例9と同様にして、二軸押出機を用いて、下記表2の上部に記載された割合となるように、上流側供給口よりPA66、上記のMB9、Fe3O4、CuIおよびKIをそれぞれ供給し、下流側供給口よりGFを供給した。そして、これらを溶融混練することでポリアミド樹脂組成物のペレットを製造した。得られたポリアミド樹脂組成物のペレットを、水分が800ppm以下になるまで乾燥した。乾燥後、ポリアミド樹脂組成物のペレットを用いて、上記のとおり引張強度および熱老化後の引張強度を評価した。これらの評価(計数)結果などを下記表2に記載した。
上記のMB10、MB11を使用した以外は、実施例9と同様にして、二軸押出機を用いて、下記表2および3の上部に記載された割合となるように、上流側供給口よりPA66、上記のMB10~11のいずれか、CuIおよびKIをそれぞれ供給し、下流側供給口よりGFを供給した。そして、これらを溶融混練することでポリアミド樹脂組成物のペレットを製造した。得られたポリアミド樹脂組成物のペレットを、水分が800ppm以下になるまで乾燥した。乾燥後、ポリアミド樹脂組成物のペレットを用いて、上記のとおり引張強度および熱老化後の引張強度を評価した。これらの評価(計数)結果などを下記表2および3に記載した。また、得られた樹脂組成物のペレットサンプルからは金属酸化物(B)の長径5μm以上の凝集粒子が観察されなかった。

Claims (13)
- (A)熱可塑性樹脂と(B)金属酸化物とを含む原料成分を溶融混練して得られ、
前記(B)金属酸化物の含有量が0.5質量%以上であり、
前記溶融混練後の(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、マスターバッチペレット。 - 前記溶融混練後の(B)金属酸化物全体における長径5μm以上の凝集粒子の割合が、30質量%以下である、請求項1に記載のマスターバッチペレット。
- 前記溶融混練後の(B)金属酸化物の長径5μm以上の凝集粒子の個数が、マスターバッチペレットの断面1mm2当り、1~30個/mm2である、請求項1または2に記載のマスターバッチペレット。
- 前記原料成分が、さらに(C)分散剤を含み、
前記溶融混練前に、該(C)分散剤と前記(B)金属酸化物とが予め混合されている、請求項1~3のいずれか1項に記載のマスターバッチペレット。 - 前記(A)熱可塑性樹脂が、ポリアミドである、請求項1~4のいずれか1項に記載のマスターバッチペレット。
- 前記(B)金属酸化物が、酸化鉄である、請求項1~5のいずれか1項に記載のマスターバッチペレット。
- 前記(C)分散剤が、融点120℃以上の高級脂肪酸アミドである、請求項4に記載のマスターバッチペレット。
- (A)熱可塑性樹脂と(B)金属酸化物とを含む原料成分を、押出機を用いて溶融混練する工程を含む、請求項1~7のいずれか1項に記載のマスターバッチペレットの製造方法。
- 前記原料成分が、さらに(C)分散剤を含み、
前記溶融混練する工程前に、該(C)分散剤と前記(B)金属酸化物とを予め混合する工程を含む、請求項8に記載のマスターバッチペレットの製造方法。 - 請求項1~7のいずれか1項に記載のマスターバッチペレットと、ポリアミド樹脂とを含む、ポリアミド樹脂組成物。
- ポリアミド樹脂組成物中において、(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、請求項10に記載のポリアミド樹脂組成物。
- ポリアミド樹脂と(B)金属酸化物とを含む原料成分を溶融混練して得られ、
前記溶融混練後の(B)金属酸化物の一部が長径5μm以上の凝集粒子として存在する、ポリアミド樹脂組成物。 - さらに、銅化合物と、
アルカリ金属および/またはアルカリ土類金属のハロゲン化物と、
を含む、請求項10~12のいずれか1項に記載のポリアミド樹脂組成物。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012515948A JP5667625B2 (ja) | 2010-05-21 | 2011-05-20 | マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 |
| CN201180025059.0A CN102906164B (zh) | 2010-05-21 | 2011-05-20 | 母料颗粒及其制造方法以及含有该母料颗粒的聚酰胺树脂组合物 |
| US13/697,194 US8765861B2 (en) | 2010-05-21 | 2011-05-20 | Masterbatch pellet, production method therefor and polyamide resin composition containing masterbatch pellet |
| EP11783662.7A EP2573130A4 (en) | 2010-05-21 | 2011-05-20 | Masterbatch pellets, process for producing same, and polyamide resin composition containing the masterbatch pellets |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010117506 | 2010-05-21 | ||
| JP2010-117506 | 2010-05-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011145730A1 true WO2011145730A1 (ja) | 2011-11-24 |
Family
ID=44991816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/061672 WO2011145730A1 (ja) | 2010-05-21 | 2011-05-20 | マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8765861B2 (ja) |
| EP (1) | EP2573130A4 (ja) |
| JP (1) | JP5667625B2 (ja) |
| CN (1) | CN102906164B (ja) |
| WO (1) | WO2011145730A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022075393A1 (ja) * | 2020-10-08 | 2022-04-14 | Dic株式会社 | 熱可塑性樹脂組成物及びその製造方法 |
| WO2022075394A1 (ja) * | 2020-10-08 | 2022-04-14 | Dic株式会社 | 熱可塑性樹脂組成物及びその製造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9951202B2 (en) * | 2014-10-15 | 2018-04-24 | Asahi Kasei Kabushiki Kaisha | Polyamide resin composition and molded article |
| EP3222668B1 (en) * | 2014-11-20 | 2023-07-19 | Toray Industries, Inc. | Use of a hose and use of a polyamide composition for preparing an inner layer of the hose coming into contact with high-pressure hydrogen |
| KR20180104053A (ko) | 2016-01-21 | 2018-09-19 | 티코나 엘엘씨 | 금속성 안료를 함유하는 폴리아미드 조성물 |
| JP7021028B2 (ja) | 2018-08-07 | 2022-02-16 | 旭化成株式会社 | ペレット及び熱可塑性樹脂組成物 |
| JP2020132793A (ja) * | 2019-02-22 | 2020-08-31 | Dic株式会社 | 樹脂着色用マスターバッチ、ポリアミド樹脂組成物、成形品およびそれらの製造方法 |
| KR102284335B1 (ko) * | 2020-02-28 | 2021-08-02 | 주식회사 이루켐 | 폴리아미드-유리 섬유 복합체용 니그로신 마스터배치 조성물 및 그 제조방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19859298A1 (de) | 1998-12-22 | 2000-06-29 | Bayer Ag | Nanoskaligen Maghämit oder Magnetit enthaltende Polyamid-Formmassen |
| JP2006052826A (ja) | 2004-08-16 | 2006-02-23 | Tatsuji Ishimaru | ダブルダンパー及びダンパーの製造方法 |
| JP2008052712A (ja) | 2006-07-27 | 2008-03-06 | Ricoh Co Ltd | スキャン文書管理方法 |
| JP2008527129A (ja) * | 2005-01-17 | 2008-07-24 | ディーエスエム アイピー アセッツ ビー.ブイ. | 熱安定化成形組成物 |
| JP2009120692A (ja) * | 2007-11-14 | 2009-06-04 | Nissan Motor Co Ltd | 樹脂組成物およびその製造方法 |
| JP2010024329A (ja) * | 2008-07-17 | 2010-02-04 | Olympus Corp | 無機微粒子凝集体および無機微粒子を含有する樹脂組成物 |
| JP2010117506A (ja) | 2008-11-12 | 2010-05-27 | Seiko Epson Corp | 表示ドライバ及び電気光学装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3844810A (en) * | 1971-03-31 | 1974-10-29 | Plastic Molders Supply Co | Pigment dispersion |
| US4116924A (en) * | 1975-07-15 | 1978-09-26 | Hercules Incorporated | Pigment concentrations |
| US4002593A (en) * | 1975-07-17 | 1977-01-11 | Hercules Incorporated | Process for producing dispersions of pigments in condensation type polymers |
| FR2583424B1 (fr) * | 1985-06-13 | 1987-07-31 | Rhone Poulenc Fibres | Melanges-maitres pour la matification de polyamides |
| EP1498445A1 (en) | 2003-07-18 | 2005-01-19 | DSM IP Assets B.V. | Heat stabilized moulding composition |
| EP1683830A1 (en) | 2005-01-12 | 2006-07-26 | DSM IP Assets B.V. | Heat stabilized moulding composition |
| WO2008008423A1 (en) * | 2006-07-14 | 2008-01-17 | Nike, Inc. | Rubber compositions with activated sulfur cure |
| US7572195B2 (en) * | 2007-06-19 | 2009-08-11 | Bridgestone Sports Co., Ltd. | Golf ball material and golf ball |
| KR20100115796A (ko) | 2008-03-12 | 2010-10-28 | 아사히 가세이 케미칼즈 가부시키가이샤 | 폴리아미드, 폴리아미드 조성물 및 폴리아미드의 제조 방법 |
-
2011
- 2011-05-20 JP JP2012515948A patent/JP5667625B2/ja active Active
- 2011-05-20 US US13/697,194 patent/US8765861B2/en active Active
- 2011-05-20 EP EP11783662.7A patent/EP2573130A4/en not_active Withdrawn
- 2011-05-20 WO PCT/JP2011/061672 patent/WO2011145730A1/ja active Application Filing
- 2011-05-20 CN CN201180025059.0A patent/CN102906164B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19859298A1 (de) | 1998-12-22 | 2000-06-29 | Bayer Ag | Nanoskaligen Maghämit oder Magnetit enthaltende Polyamid-Formmassen |
| JP2006052826A (ja) | 2004-08-16 | 2006-02-23 | Tatsuji Ishimaru | ダブルダンパー及びダンパーの製造方法 |
| JP2008527129A (ja) * | 2005-01-17 | 2008-07-24 | ディーエスエム アイピー アセッツ ビー.ブイ. | 熱安定化成形組成物 |
| JP2008052712A (ja) | 2006-07-27 | 2008-03-06 | Ricoh Co Ltd | スキャン文書管理方法 |
| JP2009120692A (ja) * | 2007-11-14 | 2009-06-04 | Nissan Motor Co Ltd | 樹脂組成物およびその製造方法 |
| JP2010024329A (ja) * | 2008-07-17 | 2010-02-04 | Olympus Corp | 無機微粒子凝集体および無機微粒子を含有する樹脂組成物 |
| JP2010117506A (ja) | 2008-11-12 | 2010-05-27 | Seiko Epson Corp | 表示ドライバ及び電気光学装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2573130A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022075393A1 (ja) * | 2020-10-08 | 2022-04-14 | Dic株式会社 | 熱可塑性樹脂組成物及びその製造方法 |
| WO2022075394A1 (ja) * | 2020-10-08 | 2022-04-14 | Dic株式会社 | 熱可塑性樹脂組成物及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102906164A (zh) | 2013-01-30 |
| US20130059962A1 (en) | 2013-03-07 |
| EP2573130A1 (en) | 2013-03-27 |
| CN102906164B (zh) | 2014-12-10 |
| JPWO2011145730A1 (ja) | 2013-07-22 |
| JP5667625B2 (ja) | 2015-02-12 |
| EP2573130A4 (en) | 2017-09-06 |
| US8765861B2 (en) | 2014-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5667625B2 (ja) | マスターバッチペレットおよびその製造方法ならびに該マスターバッチペレットを含むポリアミド樹脂組成物 | |
| JP5853021B2 (ja) | 強化ポリアミド樹脂ペレット | |
| EP2581400A1 (en) | Polyamide and polyamide composition | |
| JP2006225593A (ja) | ポリアミド樹脂組成物およびその製造方法 | |
| JP2016117817A (ja) | ガラス繊維強化ポリアミド樹脂組成物及び成形体 | |
| JP2017014388A (ja) | ポリアミド樹脂組成物及び成形体 | |
| JP5854564B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP6618284B2 (ja) | ポリアミド樹脂組成物および成形品 | |
| JP4526911B2 (ja) | ポリアミドマスターバッチペレット | |
| JP2014070202A (ja) | ポリアミド樹脂組成物、およびそれよりなる成形体 | |
| JP4336337B2 (ja) | フィルム用ポリアミド樹脂成形材料 | |
| WO2015029780A1 (ja) | 吸水時の振動性と外観に優れた高融点ポリアミド樹脂組成物 | |
| JP6050937B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP2004315606A (ja) | ポリアミド樹脂成形体 | |
| JP6195766B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP2010150533A (ja) | ポリアミド樹脂組成物及びその成形品 | |
| JP2017210513A (ja) | ポリアミド樹脂組成物及び成形体 | |
| JP2021070811A (ja) | ポリアミド樹脂組成物ならびにそれからなる成形体および車載カメラ用部品 | |
| CN112592582B (zh) | 聚酰胺树脂组合物和由其构成的成型体及车载照相机用部件 | |
| JP5959190B2 (ja) | ポリアミド樹脂組成物及び成形品 | |
| JP6857708B2 (ja) | ポリアミド樹脂組成物及び成形体 | |
| JP4412988B2 (ja) | シリカ粒子を含有する色調の改良された樹脂ペレット | |
| JP6417529B2 (ja) | ポリアミド樹脂組成物及び成形体 | |
| WO2023157854A1 (ja) | ポリアミド樹脂組成物及び成形体 | |
| JP2023029105A (ja) | ポリアミド樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180025059.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11783662 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012515948 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011783662 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13697194 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1201006048 Country of ref document: TH |