WO2009113177A1 - プラスチックアンプルおよび着色プラスチック容器 - Google Patents
プラスチックアンプルおよび着色プラスチック容器 Download PDFInfo
- Publication number
- WO2009113177A1 WO2009113177A1 PCT/JP2008/054768 JP2008054768W WO2009113177A1 WO 2009113177 A1 WO2009113177 A1 WO 2009113177A1 JP 2008054768 W JP2008054768 W JP 2008054768W WO 2009113177 A1 WO2009113177 A1 WO 2009113177A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- plastic
- colored
- chemical solution
- ampule
- Prior art date
Links
- 229920003023 plastic Polymers 0.000 title claims abstract description 360
- 239000004033 plastic Substances 0.000 title claims abstract description 360
- 239000003708 ampul Substances 0.000 title claims abstract description 228
- 239000010410 layer Substances 0.000 claims abstract description 456
- -1 cyclic olefin Chemical class 0.000 claims abstract description 114
- 238000003860 storage Methods 0.000 claims abstract description 106
- 229920001577 copolymer Polymers 0.000 claims abstract description 54
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 claims abstract description 35
- 239000012790 adhesive layer Substances 0.000 claims abstract description 30
- 230000009477 glass transition Effects 0.000 claims abstract description 17
- 239000000126 substance Substances 0.000 claims description 278
- 239000007788 liquid Substances 0.000 claims description 92
- 229920005989 resin Polymers 0.000 claims description 78
- 239000011347 resin Substances 0.000 claims description 78
- 239000000049 pigment Substances 0.000 claims description 76
- 239000006097 ultraviolet radiation absorber Substances 0.000 claims description 61
- 238000000034 method Methods 0.000 claims description 51
- 229920000089 Cyclic olefin copolymer Polymers 0.000 claims description 46
- 229920001169 thermoplastic Polymers 0.000 claims description 45
- 239000004416 thermosoftening plastic Substances 0.000 claims description 45
- 229920000573 polyethylene Polymers 0.000 claims description 37
- 239000004698 Polyethylene Substances 0.000 claims description 35
- 239000004743 Polypropylene Substances 0.000 claims description 35
- 229920001155 polypropylene Polymers 0.000 claims description 35
- 230000003014 reinforcing effect Effects 0.000 claims description 29
- 238000002834 transmittance Methods 0.000 claims description 20
- 230000002093 peripheral effect Effects 0.000 claims description 18
- 229920001903 high density polyethylene Polymers 0.000 claims description 17
- 239000004700 high-density polyethylene Substances 0.000 claims description 17
- 238000002156 mixing Methods 0.000 claims description 17
- 239000006096 absorbing agent Substances 0.000 claims description 14
- 239000010419 fine particle Substances 0.000 claims description 14
- 239000012964 benzotriazole Substances 0.000 claims description 13
- 229920001971 elastomer Polymers 0.000 claims description 12
- 239000000806 elastomer Substances 0.000 claims description 12
- 229910044991 metal oxide Inorganic materials 0.000 claims description 12
- 150000004706 metal oxides Chemical class 0.000 claims description 12
- 239000002667 nucleating agent Substances 0.000 claims description 9
- 239000003086 colorant Substances 0.000 claims description 7
- 125000003354 benzotriazolyl group Chemical group N1N=NC2=C1C=CC=C2* 0.000 claims description 5
- 239000000203 mixture Substances 0.000 claims description 5
- 238000009833 condensation Methods 0.000 claims description 4
- 230000005494 condensation Effects 0.000 claims description 4
- 239000003814 drug Substances 0.000 abstract description 25
- 229940079593 drug Drugs 0.000 abstract description 23
- 239000000463 material Substances 0.000 abstract description 18
- 238000010828 elution Methods 0.000 abstract description 5
- 230000000903 blocking effect Effects 0.000 abstract 1
- 239000000243 solution Substances 0.000 description 144
- 229920000098 polyolefin Polymers 0.000 description 27
- 230000000052 comparative effect Effects 0.000 description 24
- 229920000642 polymer Polymers 0.000 description 24
- 229950003837 ozagrel Drugs 0.000 description 20
- SHZKQBHERIJWAO-AATRIKPKSA-N ozagrel Chemical group C1=CC(/C=C/C(=O)O)=CC=C1CN1C=NC=C1 SHZKQBHERIJWAO-AATRIKPKSA-N 0.000 description 20
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 19
- 239000005977 Ethylene Substances 0.000 description 19
- 238000005259 measurement Methods 0.000 description 19
- 239000007864 aqueous solution Substances 0.000 description 17
- 230000000694 effects Effects 0.000 description 14
- 239000008155 medical solution Substances 0.000 description 14
- 239000002504 physiological saline solution Substances 0.000 description 13
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 12
- 230000000740 bleeding effect Effects 0.000 description 11
- 230000008859 change Effects 0.000 description 11
- VZSRBBMJRBPUNF-UHFFFAOYSA-N 2-(2,3-dihydro-1H-inden-2-ylamino)-N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]pyrimidine-5-carboxamide Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C(=O)NCCC(N1CC2=C(CC1)NN=N2)=O VZSRBBMJRBPUNF-UHFFFAOYSA-N 0.000 description 9
- 238000007142 ring opening reaction Methods 0.000 description 9
- 238000007789 sealing Methods 0.000 description 9
- 102000015347 COP1 Human genes 0.000 description 8
- 108060001826 COP1 Proteins 0.000 description 8
- 230000002745 absorbent Effects 0.000 description 8
- 239000002250 absorbent Substances 0.000 description 8
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 8
- SBUXRMKDJWEXRL-ROUUACIJSA-N cis-body Chemical compound O=C([C@H]1N(C2=O)[C@H](C3=C(C4=CC=CC=C4N3)C1)CC)N2C1=CC=C(F)C=C1 SBUXRMKDJWEXRL-ROUUACIJSA-N 0.000 description 8
- QQONPFPTGQHPMA-UHFFFAOYSA-N Propene Chemical compound CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 7
- 238000000071 blow moulding Methods 0.000 description 7
- 229920001684 low density polyethylene Polymers 0.000 description 7
- 239000004702 low-density polyethylene Substances 0.000 description 7
- 229920002725 thermoplastic elastomer Polymers 0.000 description 7
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 6
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 6
- 238000007796 conventional method Methods 0.000 description 6
- ZSWFCLXCOIISFI-UHFFFAOYSA-N cyclopentadiene Chemical class C1C=CC=C1 ZSWFCLXCOIISFI-UHFFFAOYSA-N 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 239000011787 zinc oxide Substances 0.000 description 6
- 239000004711 α-olefin Substances 0.000 description 6
- 101100028962 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) PDR1 gene Proteins 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 239000004840 adhesive resin Substances 0.000 description 5
- 229920006223 adhesive resin Polymers 0.000 description 5
- 101150059062 apln gene Proteins 0.000 description 5
- 238000003776 cleavage reaction Methods 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 229920001519 homopolymer Polymers 0.000 description 5
- 239000000155 melt Substances 0.000 description 5
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 5
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 5
- 230000007017 scission Effects 0.000 description 5
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 4
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 4
- 239000004713 Cyclic olefin copolymer Substances 0.000 description 4
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 4
- 238000013329 compounding Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000005227 gel permeation chromatography Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 229920001179 medium density polyethylene Polymers 0.000 description 4
- 239000004701 medium-density polyethylene Substances 0.000 description 4
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 4
- 229920013716 polyethylene resin Polymers 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 239000001052 yellow pigment Substances 0.000 description 4
- YLZOPXRUQYQQID-UHFFFAOYSA-N 3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]propan-1-one Chemical compound N1N=NC=2CN(CCC=21)CCC(=O)N1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F YLZOPXRUQYQQID-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 125000000217 alkyl group Chemical group 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 230000008034 disappearance Effects 0.000 description 3
- 238000004128 high performance liquid chromatography Methods 0.000 description 3
- 239000012968 metallocene catalyst Substances 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 229920005678 polyethylene based resin Polymers 0.000 description 3
- 229920005606 polypropylene copolymer Polymers 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 239000012488 sample solution Substances 0.000 description 3
- 238000009751 slip forming Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 2
- 101100282455 Arabidopsis thaliana AMP1 gene Proteins 0.000 description 2
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 2
- 101100218464 Haloarcula sp. (strain arg-2 / Andes heights) cop2 gene Proteins 0.000 description 2
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 2
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 229910000420 cerium oxide Inorganic materials 0.000 description 2
- 238000000113 differential scanning calorimetry Methods 0.000 description 2
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 150000002430 hydrocarbons Chemical group 0.000 description 2
- 229920000092 linear low density polyethylene Polymers 0.000 description 2
- 239000004707 linear low-density polyethylene Substances 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 239000002159 nanocrystal Substances 0.000 description 2
- 150000002848 norbornenes Chemical class 0.000 description 2
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- ZHROMWXOTYBIMF-UHFFFAOYSA-M sodium;1,3,7,9-tetratert-butyl-11-oxido-5h-benzo[d][1,3,2]benzodioxaphosphocine 11-oxide Chemical compound [Na+].C1C2=CC(C(C)(C)C)=CC(C(C)(C)C)=C2OP([O-])(=O)OC2=C1C=C(C(C)(C)C)C=C2C(C)(C)C ZHROMWXOTYBIMF-UHFFFAOYSA-M 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- YIWGJFPJRAEKMK-UHFFFAOYSA-N 1-(2H-benzotriazol-5-yl)-3-methyl-8-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carbonyl]-1,3,8-triazaspiro[4.5]decane-2,4-dione Chemical compound CN1C(=O)N(c2ccc3n[nH]nc3c2)C2(CCN(CC2)C(=O)c2cnc(NCc3cccc(OC(F)(F)F)c3)nc2)C1=O YIWGJFPJRAEKMK-UHFFFAOYSA-N 0.000 description 1
- WKBPZYKAUNRMKP-UHFFFAOYSA-N 1-[2-(2,4-dichlorophenyl)pentyl]1,2,4-triazole Chemical compound C=1C=C(Cl)C=C(Cl)C=1C(CCC)CN1C=NC=N1 WKBPZYKAUNRMKP-UHFFFAOYSA-N 0.000 description 1
- WYZIVNCBUWDCOZ-UHFFFAOYSA-N 2-(1-phenylethyl)phenol Chemical compound C=1C=CC=C(O)C=1C(C)C1=CC=CC=C1 WYZIVNCBUWDCOZ-UHFFFAOYSA-N 0.000 description 1
- PQJZHMCWDKOPQG-UHFFFAOYSA-N 2-anilino-2-oxoacetic acid Chemical class OC(=O)C(=O)NC1=CC=CC=C1 PQJZHMCWDKOPQG-UHFFFAOYSA-N 0.000 description 1
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical group [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 1
- USFZMSVCRYTOJT-UHFFFAOYSA-N Ammonium acetate Chemical compound N.CC(O)=O USFZMSVCRYTOJT-UHFFFAOYSA-N 0.000 description 1
- 239000005695 Ammonium acetate Substances 0.000 description 1
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical group [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- JAWMENYCRQKKJY-UHFFFAOYSA-N [3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-ylmethyl)-1-oxa-2,8-diazaspiro[4.5]dec-2-en-8-yl]-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]methanone Chemical compound N1N=NC=2CN(CCC=21)CC1=NOC2(C1)CCN(CC2)C(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F JAWMENYCRQKKJY-UHFFFAOYSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 229940043376 ammonium acetate Drugs 0.000 description 1
- 235000019257 ammonium acetate Nutrition 0.000 description 1
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 150000008366 benzophenones Chemical class 0.000 description 1
- 150000001565 benzotriazoles Chemical class 0.000 description 1
- 239000001055 blue pigment Substances 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- OCWYEMOEOGEQAN-UHFFFAOYSA-N bumetrizole Chemical compound CC(C)(C)C1=CC(C)=CC(N2N=C3C=C(Cl)C=CC3=N2)=C1O OCWYEMOEOGEQAN-UHFFFAOYSA-N 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- NLCKLZIHJQEMCU-UHFFFAOYSA-N cyano prop-2-enoate Chemical class C=CC(=O)OC#N NLCKLZIHJQEMCU-UHFFFAOYSA-N 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- CRHLEZORXKQUEI-UHFFFAOYSA-N dialuminum;cobalt(2+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Al+3].[Al+3].[Co+2].[Co+2] CRHLEZORXKQUEI-UHFFFAOYSA-N 0.000 description 1
- 125000000664 diazo group Chemical group [N-]=[N+]=[*] 0.000 description 1
- PPSZHCXTGRHULJ-UHFFFAOYSA-N dioxazine Chemical compound O1ON=CC=C1 PPSZHCXTGRHULJ-UHFFFAOYSA-N 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- SUMJGUVQNIDGDW-UHFFFAOYSA-L disodium;[2,4-ditert-butyl-6-[(3,5-ditert-butyl-2-hydroxyphenyl)methyl]phenyl] phosphate Chemical compound [Na+].[Na+].CC(C)(C)C1=CC(C(C)(C)C)=CC(CC=2C(=C(C=C(C=2)C(C)(C)C)C(C)(C)C)OP([O-])([O-])=O)=C1O SUMJGUVQNIDGDW-UHFFFAOYSA-L 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 125000005843 halogen group Chemical group 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 1
- 235000019239 indanthrene blue RS Nutrition 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- PXZQEOJJUGGUIB-UHFFFAOYSA-N isoindolin-1-one Chemical compound C1=CC=C2C(=O)NCC2=C1 PXZQEOJJUGGUIB-UHFFFAOYSA-N 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- NYGZLYXAPMMJTE-UHFFFAOYSA-M metanil yellow Chemical group [Na+].[O-]S(=O)(=O)C1=CC=CC(N=NC=2C=CC(NC=3C=CC=CC=3)=CC=2)=C1 NYGZLYXAPMMJTE-UHFFFAOYSA-M 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 238000001782 photodegradation Methods 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 125000004076 pyridyl group Chemical group 0.000 description 1
- 239000001054 red pigment Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000012321 sodium triacetoxyborohydride Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 150000003918 triazines Chemical class 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/09—Ampoules
- B65D1/095—Ampoules made of flexible material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
- A61J1/06—Ampoules or carpules
- A61J1/067—Flexible ampoules, the contents of which are expelled by squeezing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J2205/00—General identification or selection means
- A61J2205/20—Colour codes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
Definitions
- the present invention relates to a plastic ampule and a colored plastic container made of a multilayer plastic material having thermoplasticity. More specifically, the present invention relates to a plastic ampule for containing a chemical solution in a hermetically sealed state, and a medicine that is easily decomposed and deteriorated by ultraviolet rays. It relates to colored plastic containers.
- the plastic ampoule normally closes a chemical solution storage portion for storing a chemical solution, a chemical solution discharge tube portion that communicates with the chemical solution storage portion and extends toward one side, and one end portion of the chemical solution discharge tube portion.
- a fragile portion thin wall portion formed along the circumferential direction formed in the chemical solution discharge cylinder portion, and cleaves (eg, twists out) the fragile portion of the chemical solution discharge cylinder portion. , Or by folding), a discharge port for discharging the chemical liquid is formed.
- plastic ampules are conventionally made of pharmaceutically acceptable polyolefins such as polyethylene and polypropylene, but recently, the volatilization / dissipation of chemicals contained in plastic ampules (especially moisture that is a solvent for chemicals).
- the use of cyclic olefin-based (co) polymers has also been investigated from the viewpoint of suppressing the volatilization / dissipation of the liquid and the concentrating of the chemical liquid associated therewith) and the dissolution of the compounding agent contained in the plastic into the chemical liquid.
- Patent Document 1 describes a plastic ampoule made of a resin material containing a cyclic olefin compound as a polymer component
- Patent Document 2 describes that the innermost layer is formed from a resin containing a polycyclic olefin.
- Plastic ampules are described.
- the so-called blow-fill-seal (BFS) method is known. According to this BFS method, a plastic ampule can be integrally formed, and a chemical solution can be aseptically contained and sealed in the plastic ampule. .
- Patent Document 3 discloses an infusion bag characterized by blending 0.02 to 3.0 parts by weight of Color Index Pigment Yellow 95 and / or Color Index Pigment Yellow 147 with 100 parts by weight of a thermoplastic resin. A colored resin composition is described.
- Patent Document 4 discloses that an ethylene vinyl alcohol copolymer layer containing an ultraviolet absorber is mainly composed of polyolefin for the purpose of preventing adhesion deterioration due to light of oily food containers and improving the storage stability of contents. It has been proposed that the inner and outer layers are formed of a laminate provided as an intermediate layer via an adhesive resin layer. Japanese Patent Laid-Open No. 5-293159 International Application Publication WO 2004/093775 Pamphlet JP-A-8-193149 JP-A-9-86570
- the cyclic olefin-based (co) polymer layer is used as a layer other than the innermost layer of the ampule from the viewpoint of preventing the ampule from being hermetically sealed and from being deteriorated in moldability.
- additives such as pigments and ultraviolet absorbers into the chemical solution
- a plastic ampule whose intermediate layer is composed of a layer of a cyclic olefin-based (co) polymer has, for example, a thin shape generally called “beard” in an opening formed by twisting or breaking when the ampule is opened.
- a resin piece remains and a problem that the opening is deformed or damaged, which makes it difficult to discharge the chemical solution from the plastic ampule.
- the object of the present invention is to suppress the volatilization / disappearance of the chemical solution contained in the plastic ampule and the elution of the plastic compounding agent into the chemical solution, and further, the occurrence of whiskers when opening the plastic ampule,
- An object of the present invention is to provide a plastic ampule capable of suppressing damage.
- Another object of the present invention is to provide a colored plastic container that can stably contain a drug that is easily decomposed and deteriorated by ultraviolet rays and that allows the inside of the container to be easily seen.
- the plastic ampule of the present invention includes a chemical solution storage portion for storing a chemical solution, a chemical solution discharge cylinder portion that communicates with the chemical solution storage portion and extends toward one side, and one end portion of the chemical solution discharge cylinder portion.
- the chemical solution discharge tube portion includes a weakened portion formed thinly along the circumferential direction, and the chemical solution storage portion, the chemical solution discharge tube portion, and the top portion have a glass transition temperature.
- a multilayer plastic including an intermediate layer containing a cyclic olefin-based (co) polymer at 60 to 80 ° C., an inner layer laminated inside the intermediate layer, and an outer layer laminated outside the intermediate layer. It is a feature.
- the plastic ampule of the present invention since the intermediate layer of the multilayer plastic forming the chemical solution storage portion, the chemical solution discharge cylinder portion, and the top portion contains the cyclic olefin-based (co) polymer, the chemical solution stored in the plastic ampule Volatilization / disappearance and elution of plastic compounding agents into chemicals can be suppressed. Moreover, according to the plastic ampule of the present invention, the workability at the time of cleaving the fragile portion of the chemical solution discharge cylinder portion is good, and the occurrence of whiskers at the time of opening the plastic ampule and the deformation / damage of the opening portion are suppressed. Can do.
- the multilayer plastic includes adhesive layers between the intermediate layer and the inner layer and between the intermediate layer and the outer layer.
- the adhesiveness between the intermediate layer and the inner layer and the adhesiveness between the intermediate layer and the outer layer can be improved.
- the plastic ampule of the present invention is further continuous from the outer peripheral surface on the top side than the weakened portion of the chemical solution discharge tube portion, and protrudes from the outer surface of the drug solution discharge tube portion, or from the outer surface of the top portion. It is preferable to have a knob that is continuous and protrudes outside the top. In this case, by grasping the twist piece and twisting or bending it, the chemical liquid discharge tube portion can be twisted or broken at the fragile portion, so that the operation of opening the plastic ampule becomes easy.
- the plastic ampule of the present invention further includes the chemical liquid discharge cylinder part and the chemical liquid discharge cylinder part continuously from the outer peripheral surface of the chemical liquid storage part side and the outer surface of the chemical liquid storage part from the fragile part of the chemical liquid discharge cylinder part, respectively. It is preferable to provide reinforcing pieces that protrude to the outside of the chemical solution storage section and are connected to each other. In this case, since the rigidity between the chemical solution storage portion and the chemical solution discharge cylinder portion is improved by the reinforcing piece, deformation of the chemical solution storage portion and the chemical solution discharge cylinder portion is suppressed when the knob is twisted or bent. Moreover, the weak part of a chemical
- the force required to cleave the fragile portion is 0.65 N ⁇ m / mm or less with respect to the thickness of the multilayer plastic in the chemical solution discharge tube portion.
- the workability for opening the plastic ampoule is remarkably improved by setting the force required for cleaving the fragile portion of the chemical solution discharge cylinder to the above range.
- the inner layer and the outer layer of the multilayer plastic are (I) containing a high pressure polyethylene having a density of 0.900 to 0.940 g / cm 3 , or (Ii) It preferably contains a polypropylene resin.
- a high pressure polyethylene having a density of 0.900 to 0.940 g / cm 3
- It preferably contains a polypropylene resin.
- the heat resistance of the plastic ampule can be improved.
- the polypropylene resin is preferably a mixture of polypropylene, a polypropylene elastomer, and a nucleating agent. In this case, the flexibility and transparency of the inner and outer layers of the multilayer plastic can be improved.
- the intermediate layer of the multilayer plastic includes a cyclic olefin-based (co) polymer having a glass transition temperature of 60 to 80 ° C., a high-pressure polyethylene having a density of 0.900 to 0.940 g / cm 3 or a density. 0.940 to 0.970 g / cm 3 of high-density polyethylene, and a high-pressure polyethylene having a density of 0.900 to 0.940 g / cm 3 or a density of 0.940 in the mixed resin. It is preferable that the content ratio of high-density polyethylene of ⁇ 0.970 g / cm 3 is 30% by weight or less.
- the outer layer of the multilayer plastic is (Iii) containing a colorant and / or (Iv) containing an ultraviolet absorber; Is preferred.
- the ultraviolet absorber is preferably a benzotriazole-based ultraviolet absorber.
- the outer layer of the multilayer plastic further contains metal oxide fine particles together with the ultraviolet absorber.
- a colored plastic container of the present invention includes a colored layer containing a pigment and an ultraviolet absorber, and an inner layer laminated directly on one surface of the colored layer or with an intermediate layer interposed therebetween.
- the colored layer has a thickness T of 50 to 1000 ⁇ m, the pigment content in the colored layer P (% by weight), and the colored layer thickness T ( ( ⁇ m) satisfies the following formula (1), and the product UT of the ultraviolet absorber content ratio U (wt%) in the colored layer and the thickness T ( ⁇ m) of the colored layer is:
- the product PT exceeds 20, the following formula (2) is satisfied, and when the product PT is 20 or less, the following formula (3) is satisfied.
- the colored plastic container of the present invention it is possible to efficiently shield wavelengths in the ultraviolet region while maintaining appropriate visibility with respect to the inside of the container. Therefore, according to the present invention, a drug that is easily decomposed and deteriorated by ultraviolet rays can be stably contained.
- the other surface of the colored layer is preferably the outer surface of the thermoplastic multilayer plastic. That is, the colored layer is preferably an outer layer of a colored plastic container.
- the quotient U / T obtained by dividing the content ratio U (% by weight) of the ultraviolet absorber in the colored layer by the thickness T ( ⁇ m) of the colored layer is expressed by the following formula (4 ) Is more preferable.
- the pigment is an azo condensation pigment
- the ultraviolet absorber is a benzotriazole ultraviolet absorber.
- the shielding effect against light in the ultraviolet region is good.
- the transmittance of the thermoplastic multilayer plastic is 5% or less with respect to light having a wavelength of 200 to 380 nm and 40% or more with respect to light having a wavelength of 600 nm. Is preferred.
- the colored plastic container of the present invention preferably includes a cyclic olefin polymer layer between the colored layer and the inner layer.
- the pigment and UV absorber contained in the colored layer can be prevented from migrating to the inner layer side or the contents contained in the colored plastic container, thereby preventing adverse effects on the chemical contained in the colored plastic container. it can.
- the colored plastic container of the present invention includes a chemical solution storage portion for storing a chemical solution formed in a bottomed cylindrical shape, a chemical solution discharge tube portion that communicates with the opening end of the chemical solution storage portion, and extends toward one side, and a chemical solution
- the colored plastic ampule includes a top portion that closes one end of the discharge cylinder portion, and the thickness of the thermoplastic multilayer plastic in the chemical solution storage portion is 300 to 1500 ⁇ m.
- the colored plastic container (colored plastic ampoule) is preferably formed by a blow-fill-seal (BFS) method.
- BFS blow-fill-seal
- the plastic ampule of the present invention it is possible to suppress the volatilization / disappearance of the chemical solution contained in the plastic ampule and the elution of the plastic compounding agent into the chemical solution, and also to cleave the fragile portion of the chemical solution discharge tube portion.
- the workability at the time of carrying out is good, and generation
- the colored plastic container of the present invention has moderate visibility with respect to the inside of the container, and can efficiently block the incidence of light in the ultraviolet region from the outside to the inside of the container. Therefore, the colored plastic container of the present invention is suitable for applications that contain drugs that are easily decomposed and deteriorated by ultraviolet rays.
- FIG. 2 is a left sectional view of the plastic ampule shown in FIG. 1.
- FIG. 2 is a cross-sectional view of the plastic ampule shown in FIG.
- FIG. 3 is a BB cross section of the plastic ampule shown in FIG. 1.
- FIG. 1 It is sectional drawing which shows the further another example of the laminated constitution of the thermoplastic multilayer plastic which forms a colored plastic container. It is a front view which shows one Embodiment of a colored plastic container. It is a side view of the colored plastic container shown in FIG. It is a top view of the colored plastic container shown in FIG. It is a bottom view of the colored plastic container shown in FIG. It is a sectional side view of the colored plastic container shown in FIG.
- plastic ampules 11 chemical container, 12 chemical discharge cylinder, 13 top, 14 weak parts, 18 middle layer, 19 inner layer, 20 outer layer, 21 adhesive layer, 22 adhesive layer, 28 knob, 31 reinforcement piece, 101 coloring Layer, 102 cyclic olefin polymer layer, 104 intermediate layer, 110 colored plastic ampoule, 111 chemical liquid container, 112 chemical liquid discharge cylinder, 113 top.
- FIG. 1 is a front view showing an embodiment of the plastic ampule of the present invention.
- 2 is a left side view
- FIG. 3 is a plan view
- FIG. 4 is a bottom view
- FIG. 5 is a left side sectional view of the plastic ampule 10 shown in FIG. 6 is a cross-sectional view taken along the line AA
- FIG. 7 is a cross-sectional view taken along the line BB.
- a rear view appears as the front view
- a right side view appears as the left side view.
- the plastic ampule 10 communicates with a chemical solution storage portion 11 for storing a chemical solution formed in a bottomed cylindrical shape, and an opening end 11 a of the chemical solution storage portion 11, and on one side.
- medical solution discharge cylinder part 12 extended toward the top, and the top part 13 which closes the one side edge part of the chemical
- An opening end 11 a is formed in the chemical solution storage portion 11 at one end facing the bottom portion 16 in the longitudinal direction along the central axis 15 of the chemical solution storage portion 11, and in the vicinity of the opening end 11 a, the bottom portion 16 is formed. It has a shoulder portion 17 whose diameter decreases from the side toward the opening end 11a side (to one side).
- the cross-sectional shape of the chemical solution storage portion 11 is formed in a circular shape in plan view or bottom view, but the cross-sectional shape of the chemical solution storage portion 11 is not limited thereto. For example, it may be formed in an elliptical shape.
- the chemical liquid discharge cylinder portion 12 is continuous from the opening end 11 a of the chemical liquid storage portion 11, and the central axis thereof is the same axis as the central axis 15 of the chemical liquid storage portion 11. It is formed so as to extend along 15 axial directions.
- the one end of the chemical liquid discharge cylinder 12 (that is, the end of the chemical liquid discharge cylinder 12 opposite to the opening end 11a side of the chemical liquid storage part 11) is continuous from the one end.
- a top portion 13 for sealing the chemical solution discharge cylinder portion 12 is formed.
- the chemical solution discharge cylinder unit 12 fits the nozzle so that the nozzle is fixed in a stable state. It is preferable to have a sufficient inner diameter, and it is preferable to have a sufficient length in the axial direction of the chemical solution discharge cylinder portion 12 between the chemical solution storage portion 11 and the top portion 13.
- the chemical liquid storage part 11, the chemical liquid discharge cylinder part 12 and the top part 13 are continuous and integrated with each other, and form a closed region for storing and sealing the chemical liquid.
- the chemical liquid discharge cylinder portion 12 is thin-walled along the circumferential direction of the chemical liquid discharge cylinder portion 12 at a substantially intermediate portion between the opening end 11 a of the chemical liquid storage portion 11 and the one end portion of the chemical liquid discharge cylinder portion 12.
- the fragile part 14 is formed (see FIG. 5). As a result, the fragile portion 14 can be easily twisted or broken by gripping the chemical solution storage portion 11 and the top portion 13 side of the chemical solution discharge tube portion 12 and twisting or bending them together. Can be cleaved. Thereby, the plastic ampule 10 can be opened.
- this opens the chemical liquid discharge cylinder 12, and a syringe nozzle (not shown) is inserted into the opening thus generated, so that the chemical liquid stored in the chemical liquid storage section 11 can be collected.
- the syringe is, for example, inserted in the opening of the chemical solution discharge cylinder 12 with the injection needle not attached to the tip of the nozzle so as to aspirate the chemical stored in the chemical storage unit 11. used.
- the chemical solution storage unit 11, the chemical solution discharge cylinder unit 12, and the top unit 13 include, for example, an intermediate layer 18 containing a cyclic olefin-based (co) polymer having a glass transition temperature of 60 to 80 ° C., and an intermediate layer 18.
- an intermediate layer 18 containing a cyclic olefin-based (co) polymer having a glass transition temperature of 60 to 80 ° C. and an intermediate layer 18.
- the inner layer 19 laminated inside the plastic ampule 10 the outer layer 20 laminated outside the plastic ampule 10
- the adhesive layer 21 disposed between the intermediate layer 18 and the inner layer 19
- the intermediate layer 18 the adhesive layer 21 disposed between the intermediate layer 18 and the inner layer 19
- an adhesive layer 22 disposed between the outer layer 20 and the outer layer 20.
- the adhesive layer 21 disposed between the intermediate layer 18 and the inner layer 19 and the adhesive layer 22 disposed between the intermediate layer 18 and the outer layer 20 are both arbitrary layers, and these adhesive layers
- the layers 21 and 22 may be omitted, and the inner layer 19 and the outer layer 20 may be disposed directly on the inner layer 18 and the outer surface on both sides of the intermediate layer 18, respectively.
- the intermediate layer 18 used for forming the intermediate layer 18 include copolymers of ethylene and dicyclopentadiene, Among the copolymers of ethylene and norbornene compounds, ring-opening polymers of cyclopentadiene derivatives, ring-opening copolymers of a plurality of cyclopentadiene derivatives, and hydrogenated products thereof, the glass transition temperature is 60 to 80 ° C. Those in the range are mentioned. These cyclic olefin-based (co) polymers having a glass transition temperature of 60 to 80 ° C. may be used alone or in admixture of two or more.
- the cyclic olefin-based (co) polymer is preferably a hydrogenated product of a copolymer of ethylene and a norbornene-based compound, or a ring-opened (co) polymer of one or more cyclopentadiene derivatives. Examples include hydrogenated products.
- the strength and moisture permeation prevention ability of the plastic ampule can be further improved.
- gas permeation preventing ability can be imparted.
- Specific examples of the cyclic olefin-based (co) polymer include, for example, a copolymer having a repeating unit represented by the general formula (A) and a repeating unit represented by the general formula (A ′), for example, the general formula And a polymer having a repeating unit represented by (B).
- R 1 , R 1 ′ , R 2 , R 2 ′ , R 3 and R 4 may be the same or different and represent hydrogen, hydrocarbon residue, R 1 and R 2 , R 1 ′ and R 2 ′ , R 3 and R 4 may be bonded to each other to form a ring, m, m ′, x and z Are the same or different and each represents an integer of 1 or more, and n, n ′ and y are the same or different and are 0 or an integer of 1 or more.)
- the hydrocarbon residue include an alkyl group, preferably an alkyl group having 1 to 6 carbon atoms, and more preferably an alkyl group having 1 to 4 carbon atoms.
- Examples of the polar group include halogen atoms (eg, fluorine atom, chlorine atom, bromine atom, iodine atom), ester, nitrile, pyridyl and the like.
- the polymer having the repeating units represented by the general formulas (A) and (A ′) is obtained by polymerizing one or more monomers by a known ring-opening polymerization method, or the ring-opening weight thus obtained.
- the coalescence is hydrogenated according to a conventional method.
- Such a polymer is available, for example, under the trade name “ZEONOR (registered trademark)” manufactured by Nippon Zeon Co., Ltd., or the product name “ARTON® (registered trademark)” manufactured by Nippon Synthetic Rubber Co., Ltd.
- the polymer having a repeating unit represented by the general formula (B) is obtained by addition copolymerization of one or more norbornene monomers and ethylene as a monomer by a known method, and / or This is hydrogenated according to a conventional method.
- Such polymers are available, for example, under the trade name “Apel (registered trademark)” manufactured by Mitsui Chemicals, Inc., and the product name “Topas (registered trademark)” manufactured by Ticona GmbH.
- the hydrogenated product is a saturated polymer, so that it has gas shielding properties and moisture shielding properties. In addition, it excels in heat resistance, transparency, and stability.
- the glass transition temperature (Tg) of the cyclic olefin-based (co) polymer was measured by an input-compensated differential scanning calorimetry (input-compensated DSC) described in JIS K 7121-1987 “Plastic Transition Temperature Measurement Method”.
- the transition temperature (T mg ), and the Tg of the cyclic olefin-based (co) polymer used for forming the intermediate layer 18 is set in the range of 60 to 80 ° C., preferably 65 to 80 ° C. as described above. Is done.
- the Tg of the cyclic olefin-based (co) polymer exceeds 80 ° C., there arises a problem that a fine resin piece called “beard” remains in the opening generated by the cleavage of the fragile portion 14. Further, when the Tg of the cyclic olefin-based (co) polymer exceeds 80 ° C., the force required to open the fragile portion 14 by twisting or breaking becomes large, and it becomes difficult to open the plastic ampule 10. On the other hand, when the Tg of the cyclic olefin-based (co) polymer is less than 60 ° C., the water vapor barrier property required for the intermediate layer 18 and the effect of preventing the transition to the content liquid such as the resin additive are reduced. The intended purpose will not be achieved.
- the melt flow rate (MFR) of the cyclic olefin-based (co) polymer is not particularly limited, but is preferably 4 to 30 g / 10 minutes (260 ° C.) from the viewpoint of moldability and mechanical properties of the plastic ampule. .
- the molecular weight of the cyclic olefin-based (co) polymer is not particularly limited, but the number average molecular weight ⁇ Mn> is preferably 10,000 to 100,000, and more preferably 20,000 to 50,000.
- an average molecular weight is calculated
- GPC gel permeation chromatography
- the intermediate layer 18 may be formed of only a cyclic olefin-based (co) polymer having a glass transition temperature (Tg) of 60 to 80 ° C., but for example, a cyclic olefin-based (copolymer) having a Tg of 60 to 80 ° C. ) It may be formed of a mixed resin composed of a polymer and polyethylene. As such a mixed resin, for example, a cyclic olefin-based (co) polymer having a Tg of 60 to 80 ° C.
- a density of 0.900 to 0.940 g / cm 3 (more preferably, a density of 0.920 to 0 .930 g / cm 3 ) high-pressure polyethylene or high density polyethylene having a density of 0.940 to 0.970 g / cm 3 .
- High-pressure polyethylene is a branched polyethylene produced by a high-pressure method.
- the high-density polyethylene is a linear polyethylene produced by a medium-low pressure method.
- the high-density polyethylene may be, for example, a homopolymer of ethylene.
- ethylene, propene, butene- Copolymers with ⁇ -olefins such as 1, pentene-1, hexene-1,4-methylpentene-1, octene-1, and decene-1 may also be used.
- the above mixed resin as the resin for forming the intermediate layer 18, it becomes easy to set the force required to tear the fragile portion 14 by twisting or breaking, and the intermediate layer 18 and the intermediate layer Adhesiveness between the inner layer 19 and the outer layer 20 adjacent to 18 is improved. Further, when the high-density polyethylene is mixed with the cyclic olefin-based (co) polymer, it is preferable because the transparency of the mixed resin can be sufficiently maintained.
- high-pressure polyethylene having a density of 0.900 to 0.940 g / cm 3 (preferably, a density of 0.920 to 0.930 g / cm 3 ), or a density of 0.940 to 0.970 g / cm 3
- the content of the high density polyethylene is preferably 30% by weight or less, more preferably 5 to 30% by weight, and particularly preferably 5 to 25% by weight based on the entire mixed resin. If the mixing ratio of the high-pressure polyethylene or the high-density polyethylene in the mixed resin exceeds the above range, the above-described performance required for the cyclic olefin-based (co) polymer may not be sufficient.
- Examples of the resin that forms the inner layer 19 and the outer layer 20 include polyolefin. Although it does not specifically limit as polyolefin, for example, the various polyolefin conventionally used for the medical plastic container is mentioned, Among these, Preferably, a polyethylene-type resin and a polypropylene-type resin are mentioned. When importance is attached to the heat resistance of the medical plastic container, a polypropylene resin is preferably used.
- polyethylene resin examples include homopolymers such as high pressure method (branched) low density polyethylene (HP-LDPE), linear low density polyethylene (LLDPE), medium density polyethylene (MDPE), and high density polyethylene (HDPE). And polyethylene-based copolymers.
- HP-LDPE high pressure method low density polyethylene
- LLDPE linear low density polyethylene
- MDPE medium density polyethylene
- HDPE high density polyethylene
- comonomer other than ethylene in the polyethylene copolymer examples include the same ⁇ -olefins as described above.
- the content of comonomer other than ethylene is preferably 20 mol% or less, and more preferably 3 to 20 mol%.
- the properties of the polyethylene-based resin are not particularly limited, but the moldability with the intermediate layer 18 containing a cyclic olefin-based (co) polymer, and the setting of the force required to cleave the fragile portion 14 by twisting or breaking are set.
- a relatively low density polyethylene resin specifically, a density of 0.900 to 0.940 g / cm 3 , preferably 0.920 to 0.00. It is preferred to select a high pressure polyethylene in the range of 930 g / cm 3 .
- Examples of the high-pressure polyethylene include those similar to those shown as the resin forming the intermediate layer 18.
- the melt flow rate (MFR) of the polyethylene-based resin is not particularly limited, but is preferably 0 from the viewpoint of moldability with the intermediate layer 18 containing a cyclic olefin-based (co) polymer, the mechanical characteristics of the plastic ampule, and the like. 2 to 20 g / 10 min (190 ° C.).
- examples of the polypropylene resin include crystalline homopolymers such as isotactic polypropylene and syndiotactic polypropylene, and crystalline copolymers containing a small amount of a comonomer.
- Examples of the comonomer other than propylene in the crystalline copolymer include ⁇ -olefins such as ethylene, butene-1, pentene-1, hexene-1,4-methylpentene-1, octene-1, and decene-1. It is done.
- the content of the comonomer other than propylene in the crystalline copolymer is preferably 30 mol% or less, more preferably 2 to 30 mol%, and particularly preferably 3 to 25 mol%.
- the thermoplastic elastomer is preferably used for the purpose of imparting flexibility to the polypropylene resin.
- a polypropylene elastomer produced using a metallocene catalyst and having a density of 0.860 to 0.870 g / cm 3 and a glass transition temperature (Tg) of ⁇ 10 ° C. or less has heat resistance, transparency and flexibility. Therefore, it is suitable in the present invention.
- Tg glass transition temperature
- Such a polypropylene elastomer is available, for example, under the trade name “Notio” manufactured by Mitsui Chemicals.
- polypropylene elastomers include, for example, low crystalline polypropylene copolymers (for example, trade name “Tuffmer (registered trademark)” X series manufactured by Mitsui Chemicals, Inc.).
- the blending ratio of these polypropylene elastomers is preferably 10 to 40% by weight with respect to the total amount of resin forming the inner layer 19 or the outer layer 20.
- the melt flow rate (MFR) of the polypropylene resin is not particularly limited, but is preferably 0 from the viewpoint of moldability with the intermediate layer 18 containing a cyclic olefin (co) polymer, the mechanical characteristics of the plastic ampule, and the like. 2 to 20 g / 10 min (230 ° C.).
- the inner layer 19 and the outer layer 20 may be formed of only a polyethylene resin or a polypropylene resin, but may be formed of, for example, a mixture of polypropylene, a polypropylene elastomer, and a nucleating agent.
- the transparency of the inner layer 19 and the outer layer 20 can be improved.
- the nucleating agent include 2,2′-methylenebis (4,6-di-t-butylphenyl) phosphate sodium (NA-11), hydroxyaluminum-bis [2,2-methylene-bis (4,6 And phosphoric acid nucleating agents such as -di-t-butylphenyl) phosphate] (NA-21).
- the inner layer 19 and the outer layer 20 are not limited to a single layer, and may be a laminate of layers made of different resins selected from the above-described resins, for example. Further, if necessary, adhesive layers 21 and 22 may be provided between the intermediate layer 18 and the inner layer 19 and between the intermediate layer 18 and the outer layer 20, respectively. Examples of the resin forming the adhesive layers 21 and 22 include LLDPE (particularly polymerized using a single site catalyst such as a metallocene catalyst), a polyethylene elastomer, and a mixed resin thereof.
- the resin for forming the adhesive layer includes, for example, unsaturated carboxylic acid-modified polyethylene, ethylene-acrylic acid copolymer, ethylene-vinyl acetate copolymer, etc., which are known as adhesive resins. Can be mentioned.
- the thicknesses of the adhesive layers 21 and 22 are not particularly limited as long as they are sufficient to bond adjacent layers (intermediate layer 18 and inner layer 19, intermediate layer 18 and outer layer 20). Specifically, it is preferably about 2 to 10% with respect to the thickness of adjacent layers.
- the outer layer 20 may be blended with, for example, a colorant, an ultraviolet absorber and the like.
- a colorant is a component blended for the purpose of reducing the light transmittance of a plastic ampoule and preventing photodegradation of a chemical solution contained in the plastic ampoule, or for providing a design property to the plastic ampoule. For example, C.I. I. Pigment yellow 95, C.I. I. Pigment yellow 147, C.I. I. Pigment yellow 180, C.I.
- I. Yellow pigments such as CI Pigment Yellow 181; I. Pigment red 220, C.I. I. Red pigments such as C.I. Pigment Red 177, C.I. I. And a pigment such as a blue pigment such as CI Pigment Blue 60. These pigments may be used alone or in combination of two or more.
- the blending amount of the colorant may be appropriately set according to the thickness of the resin forming the outer layer 20, the degree of light shielding required for the plastic ampule, and the like, and is not particularly limited.
- the ultraviolet absorber is a component blended for the purpose of lowering the ultraviolet transmittance of the plastic ampule and preventing the chemical solution contained in the plastic ampule from being deteriorated by the ultraviolet ray.
- 2- (2 '-Hydroxy-5'-methylphenol) benzotriazole (trade name “Tinuvin (registered trademark) P” manufactured by Ciba Specialty Chemicals Co., Ltd.), 2- (2′-hydroxy-3 ′, 5′-bis ( Methylbenzyl) phenol) benzotriazole (trade name “Tinuvin (registered trademark) 234” manufactured by the same company), 2- (2′-hydroxy-3′-tert-butyl-5′-methylphenol) -5-chlorobenzotriazole (Trade name “Tinuvin (registered trademark) 326” manufactured by the same company), 2- (2′-hydroxy-3 ′, 5′-di-tert-butylphenol) -5-Chlorobenzotriazole (trade name “Tinuvin (registered trademark) 327” manufactured by the same company), 2- (2′-hydroxy-3 ′, 5′-di-tert-amylphenol) benzotriazole (product manufactured
- the blending amount of the ultraviolet absorber may be appropriately set according to the thickness of the resin forming the outer layer 20, the degree of ultraviolet shielding required for the plastic ampule, etc., and is not particularly limited.
- the outer layer 20 is formed. In the resin, it is preferably 0.01 to 0.4% by weight.
- metal oxide fine particles are further added. It is preferable to mix.
- Examples of the metal oxide of the metal oxide fine particles include titanium oxide, zinc oxide, iron oxide, cerium oxide, and magnesium oxide.
- the average particle diameter of the metal oxide fine particles is not particularly limited, but is preferably 50 nm or less, more preferably 30 nm or less, from the viewpoint of maintaining the transparency of the plastic ampule.
- the blending amount of the metal oxide fine particles is appropriately set according to the type and blending amount of the UV absorber to be used, the thickness of the resin forming the outer layer 20, the degree of transparency and UV shielding required for the plastic ampule, and the like. Although it is not particularly limited, for example, it is preferably 0.01 to 0.4 wt% in the resin forming the outer layer 20.
- the combination of the ultraviolet absorber and the metal oxide fine particles is not particularly limited, but preferably 2- (2′-hydroxy-3′-tert-butyl-5′-methylphenol) -5-chlorobenzotriazole. (The above-mentioned trade name “Tinuvin (registered trademark) 326”) and a combination of zinc oxide fine particles.
- the thickness of each of the intermediate layer 18, the inner layer 19 and the outer layer 20 is set in the range of 10 to 50% of the entire layer formed from the multilayer plastic, and the ratio of the thickness of each layer is accommodated in the plastic ampule. It can be set as appropriate according to the type and capacity of the chemical solution to be used.
- the thickness of the multi-layer plastic may be appropriately set according to the use of the plastic ampule 10, the type of the chemical solution to be accommodated, the amount to be accommodated, and the like, and is not particularly limited. More preferably, it is 400 to 1200 ⁇ m.
- the thickness of the multilayer plastic may be the same or different from each other in each of the chemical solution storage portion 11, the chemical solution discharge cylinder portion 12, and the top portion 13.
- the force required for tearing (twisting or breaking) the fragile portion 14, that is, the torque required for tearing the entire fragile portion 14 is preferably from the viewpoint of operability when opening the plastic ampule 10. 0.40 N ⁇ m or less, more preferably 0.05 to 0.40 N ⁇ m. Further, the force required to cleave the fragile portion 14 is preferably 0.65 N ⁇ m / mm or less, more preferably 0.05 to 0.65 N with respect to the thickness of the multilayer plastic in the chemical liquid discharge cylinder portion 12. -M / mm.
- the force required to cleave the fragile portion 14 (force per unit length of the thickness of the multilayer plastic) is adjacent to the fragile portion 14 in the chemical solution discharge cylinder 12 and the thickness of the multilayer plastic is substantially uniform. The operability for cleaving the fragile portion 14 is improved.
- the force required to cleave the fragile portion 14 can be appropriately adjusted depending on the type of resin in each layer forming the multilayer plastic.
- the thickness of the intermediate layer made of a cyclic olefin (co) polymer is 25 to 45% of the total thickness of the multilayer plastic. Preferably, it is more preferably 30 to 40%.
- the chemical liquid storage part 11 extends along the axial direction of the central shaft 15 at positions facing each other across the central axis 15 of the chemical liquid storage part 11 on the outer peripheral surface 23 thereof.
- the rib 24 which protrudes toward radial direction outward from the outer peripheral surface 23 of the chemical
- medical solution storage part 11 equips the bottom part 16 with the rib 25 which protrudes outward from the bottom part 16, and the rib 24 of the above-mentioned outer peripheral surface 23 and the rib 25 of the bottom part 16 are mutually continuous. is doing.
- these two continuous ribs 24 and 25 are generated due to the manufacturing method of the plastic ampule 10 described later.
- rigidity is given to the chemical solution storage unit 11, and the shape of the chemical solution storage unit 11 is maintained.
- the outer peripheral surface 26 of the chemical liquid discharge cylinder portion 12 is continuous from the fragile portion 14 of the chemical liquid discharge cylinder portion 12 from the top 13 side, and protrudes to the outside of the chemical liquid discharge cylinder portion 12.
- a knob 28 is provided continuously from the outer surface 27 of the top portion 13 so as to protrude to the outside of the top portion 13.
- the knob 28 is formed continuously between the apex 13 side and the apex 13 from the fragile part 14 of the medicinal liquid discharge cylinder part 12, the medicinal liquid storage part 11 and the medicinal liquid discharge cylinder part 12 are formed.
- the top part 13 side is gripped and twisted or bent together, the chemical liquid storage part 11 and the chemical liquid discharge cylinder part 12 are not easily deformed. Thereby, the opening operation of the plastic ampule 10 by twisting or breaking the fragile portion 14 of the chemical liquid discharge cylinder portion 12 can be easily and reliably performed.
- the knob 28 has a flat part 29 and a chamfered part 30 formed around the flat part 29, and the inside of the knob 28 forms a hollow thick part (FIG. 6). reference). Thereby, the rigidity of the knob 28 itself is maintained, and since the plastic ampule 10 is opened, deformation of the knob 28 can be suppressed when the knob 28 is gripped.
- the outer peripheral surface 23 of the chemical solution storage portion 11 in the shoulder portion 17 and the outer peripheral surface 26 of the chemical solution discharge cylinder portion 12 on the chemical solution storage portion 11 side from the fragile portion 14 are Reinforcing pieces 31 are provided that protrude to the outside of the chemical solution discharge cylinder 12 and the chemical solution storage unit 11 and are connected to each other.
- the reinforcing piece 31 is continuously formed so as to straddle between the portion closer to the chemical solution storage portion 11 than the fragile portion 14 of the chemical solution discharge tube portion 12 and the shoulder portion 17 of the chemical solution storage portion 11. Therefore, the rigidity between the chemical solution storage part 11 and the chemical solution discharge cylinder part 12 is remarkably improved. Thereby, for example, during transportation or handling of the plastic ampule 10, the chemical solution discharge cylinder 12 protruding from the chemical solution storage portion 11 is not easily damaged.
- the reinforcing piece 31 has a flat portion 32 and a chamfered portion 33 formed around the flat portion 32, and the inside of the knob piece 28 forms a hollow thick portion (FIG. 7). reference).
- the rigidity of the reinforcing piece 31 is maintained, the reinforcing effect is further improved, and the plastic ampule 10 is opened, the deformation of the reinforcing piece 31 can be suppressed when the reinforcing piece 31 is gripped.
- the knob piece 28 is twisted, the finger contact with the reinforcing piece 31 is good.
- the reinforcing piece 31 is preferably formed on the same plane as the knob 28 as shown in FIG. In this case, a clean appearance can be obtained, the plastic ampule 10 can be easily stored, and the reinforcing piece 31 can be easily hooked on the fingers when the knob 28 is twisted.
- the reinforcing piece 31 may be formed in a direction orthogonal to the knob piece 28.
- the knob piece 28 and the reinforcing piece 31 can be molded together with the chemical solution storage portion 11, the chemical solution discharge cylinder portion 12, and the top portion 13 when the plastic ampule 10 is manufactured.
- the plastic ampule 10 can be manufactured by, for example, a molding method described in Patent Document 2 that combines a so-called blow-fill-seal method and a multilayer blow molding method. Specifically, for example, the multilayer plastic is first extruded and the inner layer 19, the adhesive layer 21, the intermediate layer 18, the adhesive layer 22, and the outer layer 20 are fused to each other in order from the inside. A multi-layered parison is manufactured.
- the obtained multilayer parison is sandwiched between split molds, and each part of the chemical liquid storage part 11, the chemical liquid discharge cylinder part 12 and the reinforcing piece 31 is formed (blow process), and then inside the chemical liquid storage part 11 Filled with a chemical solution (filling step), and further sandwiched by a split mold to form a top portion 13 and a knob 28, and a closed region composed of the chemical solution storage portion 11, the chemical solution discharge cylinder portion 12, and the top portion 13.
- the plastic ampule 10 filled and sealed with the chemical solution is obtained.
- the two ribs 24 and 25 are formed along the mating surfaces of the split mold when the parison is sandwiched between the split molds. According to the above method, since plastic ampule molding, chemical filling, and ampoule sealing are all performed continuously, it is excellent in safety and hygiene, and a predetermined amount of chemical solution (not shown) contains chemical solution.
- the molded product plastic ampule 10) in a state where the portion 11 (and the chemical liquid discharge cylinder portion 12) is sealed in a sealed state can be manufactured at low cost.
- a multilayered parison can be produced according to a conventional method in multilayer blow molding.
- the shape of the extruder or die, the molding conditions of the multilayered parison, etc. are not particularly limited, and may be appropriately set according to a conventional method in multilayer blow molding.
- the manufacture of plastic ampules using a blow-fill-seal method using a multi-layer parison is simple except that the layer structure of the parison is different (the number of extruders forming the parison and the structure of the die are different). This can be carried out in the same manner as in the production of a plastic ampule by the BFS method using a parison having a layer structure.
- the layers of the multilayer film may be fused and laminated together, or may be bonded to each other by interposing a layer made of the above-described adhesive resin between the layers.
- the plastic ampule of the present invention can be widely used, for example, in medical applications.
- an embodiment of the colored plastic container of the present invention will be described in detail with reference to the accompanying drawings.
- the colored plastic container of the present invention is formed of a thermoplastic multilayer plastic comprising a colored layer containing a pigment and an ultraviolet absorber, and an inner layer laminated directly on one surface of the colored layer or with an intermediate layer interposed therebetween. ing.
- FIG. 8 is a cross-sectional view showing an example of a layer structure of a thermoplastic multilayer plastic forming a colored plastic container
- FIGS. 9 and 10 are cross sections showing other examples of the layer structure of the thermoplastic multilayer plastic, respectively.
- FIG. 8 the same or similar parts are denoted by the same reference numerals through a plurality of layer configuration examples.
- the thermoplastic multilayer plastic shown in FIG. 8 includes a colored layer 101 containing a pigment and an ultraviolet absorber, a cyclic olefin polymer layer 102 laminated on one surface of the colored layer 101, and a colored layer of the cyclic olefin polymer layer 102. 101 and a polyolefin layer 103 laminated on the opposite surface.
- the colored layer 101 is a layer forming the outer layer of the colored plastic container
- the cyclic olefin polymer layer 102 is a layer forming the intermediate layer of the colored plastic container
- the polyolefin layer 103 is It is a layer which forms the inner layer of a colored plastic container.
- the cyclic olefin polymer layer 102 is a layer provided in order to prevent the pigment and ultraviolet absorber blended in the colored layer from moving to the contents contained in the colored plastic container.
- a thermoplastic multilayer plastic that forms a colored plastic container it is an optional layer.
- the thermoplastic multilayer plastic shown in FIG. 9 includes a colored layer 101 containing a pigment and an ultraviolet absorber, an intermediate layer 104 having a three-layer structure laminated on one surface of the colored layer 101, and a colored layer 101 of the intermediate layer 104. And a polyolefin layer 103 laminated on the opposite surface.
- the intermediate layer 104 includes a cyclic olefin polymer layer 102, and a total of two polyolefin layers 105 and 106, each laminated on one surface and the other surface of the cyclic olefin polymer layer 102, respectively.
- the colored layer 101 is a layer that forms the outer layer of the colored plastic container
- the polyolefin layer 103 is a layer that forms the inner layer of the colored plastic container.
- the thermoplastic multilayer plastic shown in FIG. 10 includes a polyolefin layer 103, a colored layer 101 containing a pigment and an ultraviolet absorber laminated on one surface of the polyolefin layer 103, and a colored layer 101 on the opposite side of the polyolefin layer 103. And a cyclic olefin polymer layer 102 laminated on the surface.
- the polyolefin layer 103 is a layer forming the outer layer of the colored plastic container
- the cyclic olefin polymer layer 102 is a layer forming the inner layer of the colored plastic container.
- the colored layer 101 is a layer that forms an intermediate layer of the colored plastic container.
- any of the thermoplastic multilayer plastics shown in FIGS. 8 to 10 may include an adhesive layer between the respective layers.
- the layer structure of the thermoplastic multilayer plastic is not particularly limited.
- the colored layer 101 should be arranged as much as possible outside the colored plastic container. Is preferred. In particular, such measures are effective when the colored plastic container is a relatively small container such as an ampoule.
- the plastic forming the colored layer is not particularly limited except that it is a plastic having thermoplasticity, and specific examples thereof include polyolefin.
- polyethylene-type resin and polypropylene-type resin are mentioned.
- a polypropylene resin is preferable.
- the polyethylene resin include homopolymers such as high pressure method (branched) low density polyethylene (HP-LDPE), linear low density polyethylene (LLDPE), medium density polyethylene (MDPE), and high density polyethylene (HDPE). And polyethylene-based copolymers.
- Examples of the comonomer other than ethylene in the polyethylene copolymer include ⁇ -olefins such as propylene, butene-1, pentene-1, hexene-1,4-methylpentene-1, octene-1, and decene-1. .
- the content of comonomer other than ethylene is preferably 20 mol% or less, more preferably 3 to 20 mol%.
- the properties of the polyethylene resin are not particularly limited. For example, it is preferably a relatively low density, and specifically, the density is preferably in the range of 0.910 to 0.930 g / cm 3 .
- the melt flow rate (MFR) is preferably 0.2 to 20 g / 10 minutes (190 ° C.). These properties of the polyethylene-based resin are suitable for improving the mechanical properties of the colored plastic container, and are particularly suitable when a cyclic olefin polymer layer is provided between the colored layer and the inner layer. .
- polypropylene resin examples include homopolymers such as isotactic polypropylene and syndiotactic polypropylene, and polypropylene copolymers.
- examples of the comonomer other than propylene in the polypropylene copolymer include ⁇ -olefins such as ethylene, butene-1, pentene-1, hexene-1,4-methylpentene-1, octene-1, and decene-1. .
- the content of the comonomer other than propylene in the copolymer is preferably 30 mol% or less, more preferably 2 to 30 mol%, and still more preferably 3 to 25 mol%.
- the properties of the polypropylene resin are not particularly limited.
- the MFR is preferably 0.2 to 20 g / 10 min (230 ° C.).
- a polypropylene resin having an MFR in the above range is suitable for improving the mechanical properties of the colored plastic container, and particularly suitable for a case where a cyclic olefin polymer layer is provided between the colored layer and the inner layer. It is.
- the colored layer may be formed from, for example, a mixture of polypropylene, a polypropylene elastomer, and a nucleating agent. In this case, the transparency of the colored layer can be improved.
- the nucleating agent examples include 2,2′-methylenebis (4,6-di-t-butylphenyl) phosphate sodium (NA-11), hydroxyaluminum-bis [2,2-methylene-bis (4,6 And phosphoric acid nucleating agents such as -di-t-butylphenyl) phosphate] (NA-21).
- the pigment is a component that is blended to reduce the light transmittance of the colored plastic container and to suppress the deterioration of the contents (for example, drugs) contained in the colored plastic container due to light (particularly, ultraviolet rays). .
- the pigment may be blended for the purpose of imparting design properties to a colored plastic container, for example.
- the pigment contained in the colored layer in accordance with the type of content contained in the colored plastic container, that is, in order to improve the storage stability of the content, according to the wavelength region of the light to be shielded, Set as appropriate.
- the pigment include azo condensation pigments (for example, C.I.
- Pigment Yellow 95 CI Pigment Yellow 93 represented by the following formula, CI Pigment Yellow 94 represented by the following formula, CI Pigment Yellow 128 represented by the following formula, CI Pigment Red 144, CI Pigment Red 220, CI Pigment Red 221, CI Pigment Red 242, and the like, isoindolinone pigments (for example, CI Pigment Yellow 110 represented by the following formula, CI Pigment Yellow 109, CI Pigment Yellow 139, CI Pigment Yellow 173, C Pigment Orange 61, CI Pigment Orange 68, etc.), monoazo pigments (for example, CI Pigment Yellow 181), disazo pigments (for example, CI Pigment Yellow 180), anthraquinone Organic pigments such as CI pigments (for example, CI Pigment Yellow 147), dioxazine pigments and quinacridone pigments, for example, iron oxide, C.I. I. Pigment blue 28 (cobalt blue; cobalt aluminate), C.I. I.
- an azo condensation yellow pigment is preferable as the pigment from the viewpoint of efficiently shielding light in the ultraviolet region.
- the pigment is preferably an azo condensed yellow pigment from the viewpoint of improving the effect of suppressing the alteration of ozagrel sodium, C. I. Pigment Yellow 95 is preferred.
- the ultraviolet absorber is a component that is blended to reduce the ultraviolet light permeability of the colored plastic container and to suppress the deterioration of the contents (for example, a drug such as ozagrel sodium aqueous solution) contained in the colored plastic container due to ultraviolet rays. is there.
- the ultraviolet absorber contained in the colored layer include benzophenone series, benzotriazole series, triazine series, oxalic acid anilide series, and cyanoacrylate series. Among these, a benzotriazole type is preferable as the ultraviolet absorber.
- benzotriazole ultraviolet absorber examples include 2- (2′-hydroxy-3′-tert-butyl-5′-methylphenyl) -5-chlorobenzotriazole (trade name, manufactured by Ciba Specialty Chemicals Co., Ltd.).
- Tinuvin (registered trademark) 326 2- (2′-hydroxy-5′-methylphenol) benzotriazole (trade name “Tinuvin (registered trademark) P” manufactured by the same company), 2- (2′-hydroxy-) 3 ′, 5′-bis (methylbenzyl) phenol) benzotriazole (trade name “Tinuvin (registered trademark) 234” manufactured by the same company), 2- (2′-hydroxy-3 ′, 5′-di-tert-butylphenol) ) -5-chlorobenzotriazole (trade name “Tinuvin (registered trademark) 327” manufactured by the same company), 2- (2′-hydroxy-3 ′, '-Di-tert-amylphenol) benzotriazole (trade name “Tinuvin (registered trademark) 328” manufactured by the company), 2- (2′-hydroxy-5′-tetramethylbutylphenol) benzotriazole (trade name manufactured by the company) Benzotriazole-based ultraviolet absorbers
- the ultraviolet absorber is preferably a benzotriazole type, and in particular, the trade name “Tinubin (registered trademark) 326” is preferable.
- various additives other than the pigment and the ultraviolet absorber can be blended as necessary.
- metal oxide fine particles may be further contained together with the ultraviolet absorber.
- the metal oxide of the metal oxide fine particles include titanium oxide, zinc oxide, iron oxide, cerium oxide, and magnesium oxide.
- the combination of the ultraviolet absorber and the metal oxide fine particles is not particularly limited.
- the combination of the above-mentioned trade name “Tinuvin (registered trademark) 326” and the zinc oxide fine particles is preferable. It is done.
- the inner layer is a layer made of a plastic having thermoplasticity.
- a polyolefin layer, a cyclic olefin polymer layer, and the like can be given.
- the polyolefin that forms the polyolefin layer include the same plastics that form the colored layer.
- the cyclic olefin polymer forming the cyclic olefin polymer layer include a copolymer of cyclic olefin and olefin, a ring-opened polymer of cyclic olefin, and hydrogenated products thereof.
- copolymers of ethylene and dicyclopentadiene examples include polymers and hydrogenated products thereof.
- a hydrogenated product of a copolymer of ethylene and a norbornene compound, or a hydrogenated product of a ring-opening (co) polymer of one or more cyclopentadiene derivatives is used.
- the glass transition temperature (Tg) of the cyclic olefin polymer is not particularly limited. For example, it is measured by input-compensated differential scanning calorimetry (input-compensated DSC) described in JIS K 7121-1987 “Method for Measuring Plastic Transition Temperature”.
- the midpoint glass transition temperature (T mg ) is preferably 60 to 80 ° C., more preferably 65 to 80 ° C.
- the Tg of the cyclic olefin polymer exceeds 80 ° C., for example, when the colored plastic container is an ampoule described later, a fine resin piece called “beard” remains in the opening generated by the ampoule cleavage or the cleavage occurs. There arises a problem that the force required for is too large.
- the Tg of the cyclic olefin polymer is less than 60 ° C., the effect of preventing the migration of the pigment and the ultraviolet absorber in the colored layer and the gas and water vapor permeation preventing ability may be reduced.
- the melt flow rate (MFR) of the cyclic olefin polymer is not particularly limited, but is preferably 4 to 30 g / 10 minutes (260 ° C.) from the viewpoint of moldability and mechanical properties of the colored plastic container.
- the molecular weight of the cyclic olefin polymer is not particularly limited, but the number average molecular weight ⁇ Mn> is preferably 10,000 to 100,000, more preferably 20,000 to 50,000.
- the average molecular weight is obtained as a standard polystyrene equivalent value, for example, by gel permeation chromatography (GPC) analysis using cyclohexane as a solvent.
- the intermediate layer is a layer made of a plastic having thermoplasticity.
- a specific example of the intermediate layer for example, (A) a cyclic olefin polymer layer, (B) a laminate having a three-layer structure comprising: a cyclic olefin polymer layer; and a total of two polyolefin layers each laminated on the one side surface and the other side surface of the cyclic olefin polymer layer, (C) a colored layer, Etc.
- Examples of the polyolefin forming the polyolefin layer and the cyclic olefin polymer forming the cyclic olefin polymer layer include the same as described above. As shown in the above (a) and (b), even when the cyclic olefin polymer layer is an intermediate layer, the same effects as those obtained when the cyclic olefin polymer layer is an inner layer can be obtained. That is, the effect of preventing the pigment and the UV absorber in the colored layer from moving into the colored plastic container, the effect of improving the strength of the colored plastic container, and the ability to prevent moisture and gas permeation are obtained. The effect to improve is acquired.
- polyethylene in the cyclic olefin polymer layer as the intermediate layer, polyethylene can be appropriately blended for the purpose of improving the adhesion between the layers and reducing the hardness of the colored plastic container.
- the polyethylene blended in the cyclic olefin polymer layer as the intermediate layer is preferably a relatively high-density one from the viewpoint of maintaining the transparency of the thermoplastic multilayer plastic. Specifically, for example, polyethylene having a density of 0.935 to 0.970 g / cm 3 is suitable.
- the polyethylene content is preferably 5 to 20 parts by weight based on 100 parts by weight of the total amount of the cyclic olefin polymer layer.
- the plastic forming the colored layer the pigment contained in the colored layer, the ultraviolet absorber, and other additives include the above The same as those mentioned above.
- an adhesive layer, a gas barrier layer, an oxygen absorption layer, or a sealant layer may be laminated on the thermoplastic multilayer plastic as necessary.
- the adhesive layer examples include a layer made of an adhesive resin such as unsaturated carboxylic acid-modified polyethylene, ethylene-acrylic acid copolymer, ethylene-vinyl acetate copolymer.
- an adhesive resin such as unsaturated carboxylic acid-modified polyethylene, ethylene-acrylic acid copolymer, ethylene-vinyl acetate copolymer.
- Other examples of the adhesive layer include, for example, a layer made of low density polyethylene, particularly polyethylene having a density of 0.890 to 0.920 g / cm 3 polymerized by a so-called single site catalyst such as metallocene. .
- the thickness T of the colored layer is set to 50 to 1000 ⁇ m.
- the thickness T of the colored layer is less than 50 ⁇ m, it becomes difficult to add a sufficient amount of pigment or ultraviolet absorber to the effect of the present invention in the colored layer.
- the thickness T of the colored layer exceeds 1000 ⁇ m, the thickness of the entire thermoplastic multilayer plastic becomes too large, and the moldability and handleability of the colored plastic container are lowered.
- the thickness T of the colored layer is preferably 50 to 400 ⁇ m, more preferably 50 to 300 ⁇ m, particularly in the above range.
- the thickness T of the colored layer is preferably 50 to 300 ⁇ m.
- the product PT of the content ratio P (% by weight) of the pigment in the colored layer and the thickness T ( ⁇ m) of the colored layer is set to satisfy the following formula (1). .
- the value of the product PT is preferably 5 to 120, more preferably 5 to 60, particularly in the above range.
- the blending amount of the colorant in the colored layer is not particularly limited except that it is set so as to satisfy the range of the above formula (1) in relation to the thickness T of the colored layer. From the viewpoint of dispersibility, for example, the content in the colored layer is preferably 0.01 to 0.4% by weight.
- the product UT of the ultraviolet absorber content ratio U (% by weight) in the colored layer and the colored layer thickness T ( ⁇ m) is the pigment content ratio P ( Wt%) and the thickness T ( ⁇ m) of the colored layer when the product PT exceeds 20, the following formula (2) is satisfied, and when the product PT is 20 or less, the following formula (3) It is set to satisfy. 5 ⁇ UT ⁇ 160 (2) 20 ⁇ UT ⁇ 160 (3)
- the value of the product PT within the range of the above formula (1) while setting the value of the product UT within the range of the above formula (2) or (3), moderate visibility to the inside of the container can be obtained. While maintaining, the wavelength in the ultraviolet region can be efficiently shielded.
- the value of the product UT falls below the range of the above formula (2) when the product PT exceeds 20, or falls below the range of the above formula (3) when the product PT is 20 or less, The shielding effect of the wavelength in the region becomes insufficient.
- the value of UT exceeds the above range, the dispersibility of the ultraviolet absorbent in the colored layer may be lowered.
- the value of the product UT is preferably 5 to 120, more preferably 10 to 100, particularly in the above range.
- the value of the product UT is preferably 30 to 160, more preferably 35 to 160, particularly in the above range.
- the blending amount of the ultraviolet absorber in the colored layer is not particularly limited except that it is set so as to satisfy the range of the above formula (2) in relation to the thickness T of the colored layer. From the viewpoint of dispersibility of the colorant, for example, the content in the colored layer is preferably 0.01 to 0.4% by weight.
- the ultraviolet absorber is contained in the colored layer.
- the quotient U / T when the ratio U (% by weight) is divided by the thickness T ( ⁇ m) of the colored layer is preferably set so as to satisfy the following formula (4).
- the value of the quotient U / T is preferably 0.0038 or less, more preferably 0.0001 to 0.0038, particularly in the above range.
- the thickness of each layer other than the colored layer is preferably set in the range of 10 to 50% with respect to the entire layer formed from the thermoplastic multilayer plastic.
- the ratio of the thickness of each layer can be set as appropriate in accordance with the type and amount of contents stored in the multilayer plastic container.
- the thickness of the entire thermoplastic multilayer plastic may be appropriately set according to the use of the colored plastic container, the type of contents to be stored, the amount to be stored, and the like, and is not particularly limited.
- the thickness is preferably 300 to 1500 ⁇ m. More preferably, the thickness is 400 to 1200 ⁇ m.
- medical agent accommodated in the colored plastic container of this invention For example, Preferably, an ozagrel sodium aqueous solution is mentioned.
- FIG. 11 is a front view showing an example of a colored plastic ampule as an embodiment of the colored plastic container
- FIG. 12 is a side view thereof
- FIG. 13 is a plan view
- FIG. 14 is a bottom view
- FIG. 15 is a side sectional view.
- the colored plastic ampule 110 communicates with a chemical solution storage portion 111 for storing a chemical solution formed in a bottomed cylindrical shape, and an opening end 111a of the chemical solution storage portion 111, and is on one side. And a top portion 113 that closes one end of the chemical solution discharge cylinder portion 112, and the chemical solution discharge cylinder portion 112 is formed to be thin along the circumferential direction.
- a fragile portion 114 is provided.
- An opening end 111 a is formed in the chemical solution storage portion 111 at one end facing the bottom portion 116 in the longitudinal direction along the central axis 115 of the chemical solution storage portion 111, and the bottom portion 116 is near the opening end 111 a. It has a shoulder portion 117 whose diameter decreases from the side toward the opening end 111a side (to one side).
- the cross-sectional shape of the chemical solution storage unit 111 is formed in a circular shape in plan view or bottom view, but the cross-sectional shape of the chemical solution storage unit 111 is not limited thereto. For example, it may be formed in an elliptical shape.
- the chemical liquid discharge cylinder part 112 is continuous from the opening end 111 a of the chemical liquid storage part 111, and the central axis is the same axis as the central axis 115 of the chemical liquid storage part 111. 115 is formed so as to extend along the axial direction of 115.
- the one end portion of the chemical liquid discharge cylinder portion 112 (that is, the end portion of the chemical liquid discharge cylinder portion 112 facing the opening end 111a side of the chemical liquid storage portion 111) is continuous from the one end portion, A top portion 113 for sealing the chemical solution discharge cylinder portion 112 is formed.
- the chemical solution discharge cylinder unit 12 fits the nozzle so that the nozzle is fixed in a stable state. It is preferable to have a sufficient inner diameter, and it is preferable to have a sufficient length in the axial direction of the chemical liquid discharge cylinder part 112 between the chemical liquid storage part 111 and the top part 113.
- the chemical liquid storage part 111, the chemical liquid discharge cylinder part 112, and the top part 113 are continuous and integrated with each other, and form a closed region for storing and sealing the chemical liquid. Further, the chemical liquid discharge cylinder part 112 is thin along the circumferential direction of the chemical liquid discharge cylinder part 112 at a substantially intermediate portion between the opening end 111a of the chemical liquid storage part 111 and the one side end part of the chemical liquid discharge cylinder part 112. The fragile portion 114 is formed (see FIG. 15).
- the fragile portion 114 can be easily twisted or broken, Can be cleaved.
- the colored plastic ampule 110 can be opened.
- the chemical liquid discharge cylinder 112 is thereby opened, and a syringe nozzle (not shown) is inserted into the opening thus generated, so that the chemical liquid stored in the chemical liquid storage section 111 can be collected.
- the syringe is inserted into the opening of the chemical liquid discharge cylinder part 112 so as to suck the chemical liquid stored in the chemical liquid storage part 111. used.
- the chemical liquid storage part 111 extends along the axial direction of the central axis 115 at a position facing each other across the central axis 115 of the chemical liquid storage part 111 on the outer peripheral surface 123 thereof.
- the rib 124 which protrudes toward the radial direction outward from the outer peripheral surface 123 of the chemical
- medical solution storage part 111 equips the bottom part 116 with the rib 125 which protrudes outward from the bottom part 116, and the rib 124 of the above-mentioned outer peripheral surface 123 and the rib 125 of the bottom part 116 are mutually continuous. is doing.
- the knob 128 is continuously formed between the top portion 113 and the top portion 113 with respect to the fragile portion 114 of the chemical solution discharge cylinder portion 112, the chemical solution storage portion 111 and the chemical solution discharge cylinder portion 112 are formed.
- the top portion 113 side is gripped and twisted or bent together, the chemical solution storage portion 111 and the chemical solution discharge tube portion 112 are not easily deformed.
- the opening operation of the colored plastic ampule 110 by twisting or breaking the fragile portion 114 of the chemical liquid discharge cylinder portion 112 can be easily and reliably performed.
- the knob piece 128 has a flat portion 129 and a chamfered portion 130 formed around the flat portion 129, and the inside of the knob piece 128 forms a hollow thick portion. Thereby, the rigidity of the knob piece 128 itself is maintained, and since the colored plastic ampoule 110 is opened, deformation of the knob piece 128 can be suppressed when the knob piece 128 is held. Further, as shown in FIG. 11 and FIG.
- the outer peripheral surface 123 of the chemical liquid storage part 111 in the shoulder 117 and the outer peripheral surface 126 of the chemical liquid discharge cylinder part 112 on the chemical liquid storage part 111 side from the fragile part 114 are Reinforcing pieces 131 are provided that protrude to the outside of the chemical solution discharge cylinder portion 112 and the chemical solution storage portion 111 and are connected to each other.
- the reinforcing piece 131 is continuously formed so as to straddle between the portion closer to the chemical solution storage portion 111 than the fragile portion 114 of the chemical solution discharge tube portion 112 and the shoulder portion 117 of the chemical solution storage portion 111. Therefore, the rigidity between the chemical solution storage part 111 and the chemical solution discharge cylinder part 112 is remarkably improved. Thereby, for example, during transportation or handling of the colored plastic ampule 110, the chemical solution discharge cylinder portion 112 protruding from the chemical solution storage portion 111 is not easily damaged.
- the reinforcing piece 131 has a flat portion 132 and a chamfered portion 133 formed around the flat portion 132, and the inside of the knob piece 128 forms a hollow thick portion. Thereby, the rigidity of the reinforcing piece 131 is maintained, the reinforcing effect is further improved, and the colored plastic ampoule 110 is opened. Therefore, when the reinforcing piece 131 is gripped, deformation of the reinforcing piece 131 can be suppressed. Moreover, when the knob piece 128 is twisted, the finger contact with the reinforcing piece 131 is good.
- the knob piece 128 and the reinforcing piece 131 can be molded together with the chemical solution storage portion 111, the chemical solution discharge cylinder portion 112, and the top portion 113 when the colored plastic ampule 110 is manufactured.
- the colored plastic ampule 110 can be manufactured by, for example, a molding method that combines a so-called blow-fill-seal method and a multilayer blow molding method.
- thermoplastic multilayer plastic is extruded to produce a multilayered parison in which the layers are fused and laminated. That is, a colored layer containing a pigment and an ultraviolet absorber, and an inner layer laminated directly on one surface of the colored layer or with an intermediate layer interposed therebetween, and the thickness T of the colored layer is 50 to 1000 ⁇ m.
- the product PT of the content ratio P (% by weight) of the pigment in the colored layer and the thickness T ( ⁇ m) of the colored layer satisfies the following formula (1), and in the colored layer:
- the product UT of the ultraviolet absorber content ratio U (% by weight) and the thickness T ( ⁇ m) of the colored layer satisfies the following formula (2) when the product PT exceeds 20, and
- a thermoplastic multilayer plastic satisfying the following formula (3) is extruded to produce a multilayered parison in which the layers are fused together.
- a multilayered parison can be produced according to a conventional method in multilayer blow molding.
- the shape of the extruder or die, the molding conditions of the multilayered parison, etc. are not particularly limited, and may be appropriately set according to a conventional method in multilayer blow molding.
- the manufacture of plastic ampules using a blow-fill-seal method using a multi-layer parison is simple except that the layer structure of the parison is different (the number of extruders forming the parison and the structure of the die are different). This can be carried out in the same manner as in the production of a plastic ampule by the BFS method using a parison having a layer structure.
- the layers of the multilayer film may be bonded to each other and laminated, or the layers made of the above-described adhesive resin may be interposed between the layers, and may be adhered to each other.
- the thickness of the chemical solution storage portion of the colored plastic ampule 110 is preferably 300 to 1500 ⁇ m from the viewpoint of efficiently shielding the incidence of light in the ultraviolet region from the outside to the inside of the colored plastic ampule 110.
- the colored plastic ampule (colored plastic container) 110 can be molded by various methods. Of these, a blow-fill-seal method is preferable.
- the transmittance of light having a wavelength of 200 to 380 nm is 5% or less without causing problems such as bleeding by blending a pigment and an ultraviolet absorber in a specific range.
- the performance that the transmittance of light of 600 nm is 40% or more can be imparted.
- the plastic ampule of the present invention can be widely used, for example, in medical applications, and is particularly suitable for accommodating a photodegradable drug, specifically, an ozagrel sodium aqueous solution.
- COC1 Cyclic olefin copolymer (ethylene / tetracyclododecene copolymer), glass transition temperature (Tg) 70 ° C., manufactured by Mitsui Chemicals, Inc., trade name “Apel (registered trademark) APL8008T”
- COC2 Cyclic olefin copolymer (ethylene / tetracyclododecene copolymer), Tg 80 ° C., manufactured by Mitsui Chemicals, Inc., trade name “Apel (registered trademark) APL6509T”
- COC3 Cyclic olefin copolymer (ethylene / tetracyclododecene copolymer), Tg 105 ° C., manufactured by Mitsui Chemicals, Inc., trade name “Apel (registered trademark) APL6011T”
- COP1 Cyclic olefin polymer (hydrogenated product of norbornene
- the content ratio of the ultraviolet absorber is 0.218 wt%
- the content ratio of the zinc oxide fine particles is 0.182 wt%. % Adjusted.
- PE3 An ultraviolet absorber (trade name “Ciba Tinuvin (registered trademark) 326”) is blended with PE1, and the content of the ultraviolet absorber is 0.24% by weight.
- PE4 high density polyethylene, density 0.940 g / cm 3 , manufactured by Prime Polymer Co., Ltd., trade name “Ultzex (registered trademark) Uz4020B”
- PE5 high density polyethylene, density 0.965 g / cm 3 , manufactured by Prime Polymer Co., Ltd., trade name “Neozex (registered trademark) Nz65150B”
- PE6 linear low-density polyethylene polymerized with a metallocene catalyst, density 0.903 g / cm 3 , manufactured by Prime Polymer Co., Ltd., trade name “Evolue (registered trademark) SP5010B”
- Example 1-1 A plastic ampule having a shape shown in FIGS. 1 to 7 and having a capacity of 2.5 mL was manufactured by a blow-fill
- the total thickness of the multilayer plastic and the thickness of each layer indicate the thicknesses in the chemical solution storage portion 11 of the plastic ampule 10 (hereinafter the same). ).
- Example 1-2 As the intermediate layer 18, a physiological saline solution was filled and sealed in the same manner as in Example 1-1 except that a layer (thickness: 200 ⁇ m) made of COC2 (Tg 80 ° C.) was used instead of the layer made of COC1. Manufactured plastic ampules.
- Example 1-3 As the outer layer 20, a layer made of PE3 (thickness 200 ⁇ m) is used instead of the layer made of PE2, and as the intermediate layer 18, a layer made of COP1 (Tg 70 ° C.) instead of the layer made of COC1 (thickness 200 ⁇ m). A plastic ampule filled and sealed with physiological saline was produced in the same manner as in Example 1-1 except that was used.
- Example 1-4 As the intermediate layer 18, except that a layer (thickness 200 ⁇ m) made of a mixed resin in which COC1 (Tg 70 ° C.) and PE4 are mixed at a ratio of 3: 1 (weight ratio) is used instead of the layer made of COC1.
- a plastic ampule filled and sealed with physiological saline was produced.
- Example 1-5 As the intermediate layer 18, except that a layer (thickness 200 ⁇ m) made of a mixed resin in which COP1 (Tg 70 ° C.) and PE5 were mixed at a ratio of 3: 1 (weight ratio) was used instead of the layer made of COC1. In the same manner as in Example 1-1, a plastic ampule filled and sealed with physiological saline was produced.
- Example 1-6 As the intermediate layer 18, instead of the layer made of COC1, a layer (thickness 200 ⁇ m) made of a mixed resin in which COP1 (Tg 70 ° C.) and PE1 were mixed at a ratio of 19: 1 (weight ratio) was used. In the same manner as in Example 1-1, a plastic ampule filled and sealed with physiological saline was produced.
- Comparative Example 1-1 As the intermediate layer 18, a physiological saline solution was filled and sealed in the same manner as in Example 1-1 except that a layer (thickness: 200 ⁇ m) made of COC3 (Tg 105 ° C.) was used instead of the layer made of COC1. Manufactured plastic ampules. Comparative Example 1-2 As the intermediate layer 18, instead of the layer made of COC1, a layer made of COP2 (Tg 102 ° C.) (thickness 200 ⁇ m) was used in the same manner as in Example 1-1. Manufactured plastic ampules.
- Table 1 shows the layer structure of the plastic ampules manufactured in Examples 1-1 to 1-6 and Comparative Examples 1-1 to 1-2.
- the force (N ⁇ m) required to twist off the top 13 side of the chemical solution discharge cylinder 12 including the knob 28 was measured using a rotational torque meter.
- the measurement results are shown in Table 2.
- medical solution storage part 11 is inserted in the opening of the chemical
- the results are shown in Table 2.
- the plastic ampules obtained in Examples 1-1 to 1-6 all have a relatively large thickness of the intermediate layer 18, but the plastic ampule 10 is unsealed (that is, the weakened portion 14).
- the force required for the (cleavage) could be set to a small value of 0.65 N ⁇ m / mm or less with respect to the thickness of the multilayer plastic in the chemical solution discharge cylinder 12.
- medical solution discharge cylinder part 12 and the nozzle of a syringe was not observed.
- Examples 1-7 to 1-9 Manufacture of plastic ampule
- the forming material of the plastic ampule (multilayer film) is as shown below. The same parts as those exemplified in Examples 1-1 to 1-6 are omitted.
- PP1 Polypropylene, manufactured by Prime Polymer Co., Ltd., trade name “B205”
- TPE1 Thermoplastic elastomer (polypropylene / ⁇ -olefin copolymer), manufactured by Mitsui Chemicals, Inc., trade name “Tuffmer (registered trademark) XM7070”
- TPE2 Thermoplastic elastomer (nanocrystal structure control type polypropylene elastomer), manufactured by Mitsui Chemicals, Inc., trade name “NOTIO (registered trademark) PN-3050”
- TPE3 Thermoplastic elastomer (nanocrystal structure control type polypropylene elastomer), manufactured by Mitsui
- an outer layer 20 (thickness 150 ⁇ m) made of a mixed resin in which PP1 and TPE2 are mixed at a ratio of 3: 2 (weight ratio), PE6 formed on one surface of the outer layer 20, and
- An adhesive layer 22 (thickness 10 ⁇ m) made of a mixed resin obtained by mixing TPE4 at a ratio of 1: 1 (weight ratio), and an intermediate layer made of COP1 (Tg 70 ° C.) laminated on the adhesive layer 22 side of the outer layer 20.
- 18 (thickness 200 ⁇ m) and a mixed resin formed by mixing PE6 and TPE4 at a ratio of 1: 1 (weight ratio) formed on the surface opposite to the laminated surface of the intermediate layer 18 and the outer layer 20.
- An inner layer 19 made of a mixed resin obtained by mixing PP1 and TPE2 in a ratio of 3: 2 (weight ratio) laminated on the adhesive layer 21 side of the intermediate layer 18 and the adhesive layer 21 (thickness 10 ⁇ m).
- 5 layer structure consisting of Multi-layer plastic (total thickness: 520 ⁇ m) was used.
- the nucleating agent (2,2′-methylenebis (4,6-di-tert-butylphenol) phosphate sodium, manufactured by ADEKA Corporation, The product name “ADK STAB NA-11”) was blended.
- Example 1-8 As the outer layer 20 and the inner layer 19, instead of a layer made of a mixed resin containing PP1 and TPE2, a layer made of a mixed resin in which PP1 and TPE3 are mixed at a ratio of 4: 1 (weight ratio) (thickness 150 ⁇ m) In the same manner as in Example 1-7, a plastic ampule filled and sealed with physiological saline was produced.
- Example 1-9 As the outer layer 20 and the inner layer 19, instead of a layer made of a mixed resin containing PP1 and TPE2, a layer made of a mixed resin in which PP1 and TPE1 are mixed at a ratio of 9: 1 (weight ratio) (thickness 150 ⁇ m) In the same manner as in Example 1-7, a plastic ampule filled and sealed with physiological saline was produced.
- Table 3 shows the layer structure of the plastic ampules manufactured in Examples 1-7 to 1-9.
- PE1 High pressure method low density polyethylene, density 0.928 g / cm 3 , manufactured by Ube Maruzen Polyethylene Co., Ltd., trade name “UBE polyethylene (registered trademark) B128H”
- PE4 high density polyethylene, density 0.940 g / cm 3 , manufactured by Prime Polymer Co., Ltd., trade name “Ultzex (registered trademark) Uz4020B”
- PE5 high density polyethylene, density 0.965 g / cm 3 , manufactured by Prime Polymer Co., Ltd., trade name “Neozex (registered trademark) Nz65150B”
- PE7 Adhesive low density polyethylene, density 0.903 g / cm 3 , manufactured by Prime Polymer Co., Ltd., trade name “Evolue (registered trademark) SP
- PP3 polyolefin-based thermoplastic elastomer, manufactured by Mitsui Chemicals, trade name “Tuffmer (registered trademark) XM7070”, the same as TPE1 above.
- COC1 Cyclic olefin copolymer (ethylene / tetracyclododecene copolymer), Tg 70 ° C., manufactured by Mitsui Chemicals, trade name “Apel (registered trademark) APL8008T”
- COP1 Cyclic olefin polymer (hydrogenated product of norbornene-based ring-opening polymer), Tg 70 ° C., manufactured by Nippon Zeon Co., Ltd., trade name “ZEONOR (registered trademark) 750R” Pigment: yellow pigment, C.I.
- I. Pigment Yellow 95 Ultraviolet absorber manufactured by Ciba Specialty Chemicals Co., Ltd., trade name “Chinubin (registered trademark) 326”
- Examples 2-1 to 2-8 and comparative examples 2-1 to 2-4 (1) Manufacture of ampule An ampoule having the shape shown in FIG. 8 (for an internal volume of 2.5 mL) was manufactured by a blow-fill-seal method with a thermoplastic multilayer plastic having the layer structure shown in Table 4 or Table 5. . The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- each layer of the thermoplastic multilayer plastic shown in Table 4 is the thickness of the ampoule main body (chemical solution housing part).
- an adhesive layer was provided between the outer layer and the intermediate layer and between the intermediate layer and the inner layer.
- a polyethylene layer having a thickness of 20 ⁇ m made of PE7 was disposed.
- the thickness (micrometer) of the applicable layer was described following the resin material (mixing ratio of mixed resin) which forms each layer.
- PE1 100 ⁇ m indicates that the corresponding layer is a layer of “PE1” having a thickness of 100 ⁇ m.
- P” and PT are the pigment content ratio P (% by weight) and the pigment content ratio P (weight) in the corresponding colored layer, respectively. %)
- thickness T ( ⁇ m) are respectively the content ratio U (wt%) of the ultraviolet absorber, the content ratio U (wt%) and the thickness T (weight%) of the corresponding colored layer. ⁇ m) and the quotient obtained by dividing the UV absorber content ratio U (% by weight) by the thickness T ( ⁇ m).
- the measurement conditions of HPLC are as follows. Measurement wavelength: 220 nm Column: YMC-Pack ODS-A A-302, 150 ⁇ 4.6 mm D. , S-5 ⁇ m Column temperature: about 25 ° C Mobile phase: 0.3% ammonium acetate solution / methanol mixture (4: 1) Flow rate: 1.0 mL / min Measurement time: 20 minutes The measurement results are shown in Table 6 below. In addition, as a result of the said analysis, what the content rate of cis body exceeded 0.3% was determined to be unsatisfactory.
- Examples 2-9 to 2-16 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 was manufactured by a blow-fill-seal method using a thermoplastic multilayer plastic having the layer structure shown in Table 7. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-9 to 2-16 the material for forming the intermediate layer in Examples 2-1 to 2-8 was changed to a mixed resin (weight ratio 4: 1) of COC1 or COP1 and PE5. is there.
- a mixed resin weight ratio 4: 1 of COC1 or COP1 and PE5.
- Example 2-17 and 2-18 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 was manufactured by a blow-fill-seal method using a thermoplastic multilayer plastic having the layer configuration shown in Table 8 and the layer configuration. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Example 9 As shown in Table 9, it was found that Examples 2-17 to 2-18 also had the same performance as Examples 2-1 to 2-8. Examples 2-19 to 2-24 and Comparative Examples 2-5 to 2-10 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 is manufactured by a blow-fill-seal method with a thermoplastic multilayer plastic having the layer structure shown in Table 10 or Table 11. did. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-19 to 2-24 that satisfy the above formulas (1) and (3) have the same performance as those of Examples 2-1 to 2-8.
- Comparative Examples 2-5 to 2-10 that do not satisfy the above formula (3) there is a problem that the content ratio of the cis isomer increases, the transmittance of visible light decreases, and visual observation of the content liquid becomes difficult. The problem that occurred.
- Examples 2-25 to 2-30 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 was manufactured by a blow-fill-seal method using a thermoplastic multilayer plastic having the layer configuration shown in Table 13 and the layer configuration. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-25 to 2-30 the intermediate layer forming material in Examples 2-19 to 2-24 was changed to a mixed resin of COC1 and PE5 (weight ratio 4: 1).
- the change in the appearance of the ampule was observed in the same manner as in (2) above. As a result, no bleeding of the ultraviolet absorbent from the container body was observed.
- Example 2-31 to 2-33 and Comparative Examples 2-11 to 2-13 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 was manufactured by a blow-fill-seal method using a thermoplastic multilayer plastic having the layer configuration shown in Table 14 and the layer configuration. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-31 to 2-33 satisfying the above formulas (1) and (2) have the same performance as those of Examples 2-1 to 2-8.
- Comparative Examples 2-11 to 2-13 that do not satisfy the above formula (1) the cis-isomer content ratio is increased, the visible light transmittance is decreased, and the visual observation of the content liquid is difficult. The problem that occurred.
- Examples 2-34 to 2-36 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 was manufactured by a blow-fill-seal method using a thermoplastic multilayer plastic having the layer configuration shown in Table 16 and the layer configuration. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-34 to 2-36 the formation material of the intermediate layer in Examples 2-31 to 2-33 is changed to a mixed resin of COC1 and PE5 (weight ratio 4: 1).
- the change in the appearance of the ampoule was observed in the same manner as in (2) above. As a result, no bleeding of the ultraviolet absorbent from the container body was observed.
- Example 2-37 to 2-42 and Comparative Examples 2-14 to 2-19 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 is manufactured by a blow-fill-seal method with a thermoplastic multilayer plastic having the layer structure shown in Table 17 or Table 18. did. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-37 to 2-42 satisfying the above formula (1) and the above formula (2) have the same performance as those of Examples 2-1 to 2-8.
- Comparative Examples 2-14 to 2-19 that do not satisfy the above formula (2) there is a problem that the content ratio of the cis isomer is high, the visible light transmittance is reduced, and the visual observation of the content liquid is difficult. The problem that occurred.
- Examples 2-43 to 2-48 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 was manufactured by a blow-fill-seal method using a thermoplastic multilayer plastic having the layer configuration shown in Table 20 and the layer configuration. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-43 to 2-48 the material for forming the intermediate layer in Examples 2-37 to 2-42 was changed to a mixed resin of COC1 and PE5 (weight ratio 4: 1).
- Examples 2-43 to 2-48 the change in the appearance of the ampule was observed in the same manner as in the above (2). As a result, no bleeding of the ultraviolet absorbent from the container body was observed.
- Examples 2-49 to 2-51 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 was manufactured by a blow-fill-seal method using a thermoplastic multilayer plastic having the layer structure shown in Table 21. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-49 to 2-51 satisfying the above formulas (1) and (2) had the same performance as those of Examples 2-1 to 2-8.
- Examples 2-52 to 2-54 In the same manner as in Example 2-1, a 2.5 mL accommodating ampoule having the shape shown in FIG. 8 was manufactured by a blow-fill-seal method using a thermoplastic multilayer plastic having the layer structure shown in Table 23. The ampoule was filled with 2.5 mL of 0.8% (w / v) ozagrel sodium aqueous solution.
- Examples 2-52 to 2-54 the material for forming the intermediate layer in Examples 2-49 to 2-51 is changed to a mixed resin of COP1 and PE5 (weight ratio 4: 1).
- the change in the external appearance of the ampule was observed in the same manner as in the above (2). As a result, no bleeding of the ultraviolet absorbent from the container body was observed.
- the plastic ampule of the present invention is suitable, for example, as a plastic ampule for aseptically containing and sealing a chemical solution, and particularly suitable as a plastic ampule formed by a blow-fill-seal method.
- the colored plastic container of the present invention is suitable as a plastic container for efficiently shielding the incidence of light in the ultraviolet region from the outside to the inside of the container while maintaining appropriate visibility with respect to the inside of the container.
- it is suitable as a plastic container for containing a drug that is easily decomposed and deteriorated by ultraviolet rays.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Hematology (AREA)
- Pharmacology & Pharmacy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
Description
プラスチックアンプルは、通常、薬液を収容するための薬液収容部と、この薬液収容部と連通し、一方側に向かって延びる薬液排出筒部と、この薬液排出筒部の一方側端部を閉鎖する頂部と、を備えており、上記薬液排出筒部に形成された脆弱部(周方向に沿って形成された薄肉部)において、上記薬液排出筒部の脆弱部を開裂する(例えば、捩じ切る、または折り裂く)ことにより、薬液を排出するための排出口が形成されるように構成されている。
また、プラスチックアンプルの製造方法としては、特許文献2に記載されているように、ブロー成形によるアンプルの成形工程と、アンプル内への薬液の充填工程と、アンプルの密封工程とを連続して実行する、いわゆるブロー・フィル・シール(BFS)法が知られており、このBFS法によれば、プラスチックアンプルを一体的に形成でき、しかも、薬液をプラスチックアンプル内へ無菌的に収容し、密封できる。
特許文献3には、熱可塑性樹脂100重量部に、カラーインデックスピグメントイエロー95および/またはカラーインデックスピグメントイエロー147を、0.02~3.0重量部配合してなることを特徴とする輸液バッグ用着色樹脂組成物が記載されている。
また、プラスチック材料に紫外線吸収剤を配合して、紫外領域の波長を十分に遮蔽させる場合は、紫外線吸収剤を多量に配合することで、コストアップの問題が顕著となりやすく、しかも、プラスチック材料中への紫外線吸収剤の分散性の低下や、プラスチック材料からの紫外線吸収剤の滲出(ブリード)といった不具合を生じるおそれもある。
本発明の目的は、プラスチックアンプルに収容された薬液の揮発・散失や、プラスチックの配合剤の薬液中への溶出を抑制し、さらに、プラスチックアンプル開封時のヒゲの発生や、開口部の変形・損壊を抑制することができるプラスチックアンプルを提供することにある。
すなわち、本発明のプラスチックアンプルは、薬液を収容するための薬液収容部と、前記薬液収容部と連通し、一方側に向かって延びる薬液排出筒部と、前記薬液排出筒部の一方側端部を閉鎖する頂部と、を備え、前記薬液排出筒部は、周方向に沿って薄肉に形成される脆弱部を備え、前記薬液収容部、前記薬液排出筒部および前記頂部が、ガラス転移温度が60~80℃の環状オレフィン系(コ)ポリマーを含む中間層と、前記中間層の内側に積層される内層と、前記中間層の外側に積層される外層と、を含む多層プラスチックからなることを特徴としている。
しかも、本発明のプラスチックアンプルによれば、前記薬液排出筒部の脆弱部を開裂する際の作業性が良好で、プラスチックアンプル開封時のヒゲの発生や、開口部の変形・損壊を抑制することができる。
この場合、前記中間層と前記内層との接着性や、前記中間層と前記外層との接着性を向上させることができる。
この場合、上記摘み片を把持して捩じりまたは折り曲げることにより、薬液排出筒部をその脆弱部で捩じ切りまたは折り裂くことができるため、プラスチックアンプルを開封する操作が容易となる。
この場合、上記補強片により、薬液収容部と薬液排出筒部との間の剛性が向上されるため、摘み片を捩じりまたは折り曲げる際に、薬液収容部や薬液排出筒部の変形を抑制でき、また、薬液排出筒部の脆弱部を容易かつ確実に破断することができる。それゆえ、プラスチックアンプルを開封するための作業性が顕著に向上する。
上記薬液排出筒部の脆弱部を開裂するのに要する力が上記範囲に設定されることで、プラスチックアンプルを開封するための作業性が顕著に向上する。
(i) 密度0.900~0.940g/cm3の高圧法ポリエチレンを含んでいること、または、
(ii) ポリプロピレン系樹脂を含んでいること、が好適である。
上記(i)の場合には、上記脆弱部を開裂するのに要する力の調節が容易になり、しかも、上記脆弱部を捩じ切りまたは折り裂く際の感触が良好となる。
また、上記(ii)の場合において、前記ポリプロピレン系樹脂は、ポリプロピレンと、ポリプロピレンエラストマーと、造核剤との混合物であることが好適である。
この場合、上記多層プラスチックの内層および外層の柔軟性と透明性とを、向上させることができる。
本発明のプラスチックアンプルは、前記多層プラスチックの外層が、
(iii) 着色剤を含有していること、および/または、
(iv) 紫外線吸収剤を含有していること、
が好適である。
上記(iv)の場合において、前記紫外線吸収剤は、ベンゾトリアゾール系紫外線吸収剤であることが好適である。
また、上記(iv)の場合において、前記多層プラスチックの外層は、紫外線吸収剤とともに、さらに、金属酸化物微粒子を含有していることが好適である。
5≦UT≦160 …(2)
20<UT≦160 …(3)
本発明の着色プラスチック容器によれば、容器の内部に対する適度な視認性を維持しつつ、紫外領域の波長を効率よく遮蔽することができる。それゆえ、本発明によれば、紫外線により分解、劣化しやすい薬剤を安定して収容することができる。
また、この場合においては、前記着色層中の紫外線吸収剤の含有割合U(重量%)を、前記着色層の厚さT(μm)で除したときの商U/Tが、下記式(4)を満たしていることがより好ましい。
着色層を熱可塑性多層プラスチックの外側表面に配置することで、すなわち、着色層を熱可塑性多層プラスチックの最外層にすることで、紫外線吸収剤による紫外線吸収効果を効率よく発揮させることができる。また、この場合に、着色層中の紫外線吸収剤の含有割合を上記範囲に設定することで、熱可塑性多層プラスチックの表面からの紫外線吸収剤の滲出(ブリード)を防止することができる。
また、本発明の着色プラスチック容器において、前記熱可塑性多層プラスチックの透過率は、波長200~380nmの光線に対し、5%以下であり、かつ、波長600nmの光線に対し、40%以上であることが好適である。
本発明の着色プラスチック容器は、有底筒状に形成された薬液を収容するための薬液収容部と、薬液収容部の開口端と連通し、一方側に向かって延びる薬液排出筒部と、薬液排出筒部の一方側端部を閉鎖する頂部と、を備える着色プラスチックアンプルであり、かつ、前記薬液収容部での熱可塑性多層プラスチックの厚みが、300~1500μmであることが好適である。
それゆえ、本発明のプラスチックアンプルは、例えば、薬液を密封状態で収容するためのアンプルとして好適であり、とりわけ、BFS法により作製されるプラスチックアンプルとして好適である。
図1は、本発明のプラスチックアンプルの一実施形態を示す正面図である。また、図1に示すプラスチックアンプル10に対し、図2は、左側面図であり、図3は、平面図であり、図4は、底面図であり、図5は、左側断面図であり、図6は、A-A断面図であり、図7は、B-B断面図である。なお、図1に示すプラスチックアンプル10について、背面図は正面図と同一に現れ、右側面図は左側面図と同一に現れる。
図3および図4に示すように、薬液収容部11の断面形状は、平面視または底面視において、円形状に形成されているが、薬液収容部11の上記断面形状は、これに限定されず、例えば、楕円状に形成されていてもよい。
薬液収容部11、薬液排出筒部12および頂部13は、互いに連続し、一体となっており、薬液を収容、密封するための閉じられた領域を形成している。
これにより、薬液収容部11と、薬液排出筒部12の頂部13側とを把持し、これらを互いに捩じり、または、折り曲げることで、脆弱部14を、容易に捩じ切りまたは折り裂き、開裂させることができる。また、これにより、プラスチックアンプル10を開封することができる。
中間層18の形成に用いられる、ガラス転移温度が60~80℃の環状オレフィン系(コ)ポリマー(cyclic orefin (co)polymer)としては、例えば、エチレンとジシクロペンタジエン類との共重合体、エチレンとノルボルネン系化合物との共重合体、シクロペンタジエン誘導体の開環重合体、複数のシクロペンタジエン誘導体の開環共重合体、これらの水素添加物などのうち、ガラス転移温度が60~80℃の範囲にあるものが挙げられる。これら、ガラス転移温度が60~80℃の環状オレフィン系(コ)ポリマーは、単独で用いてもよく、2種以上を混合して用いてもよい。また、環状オレフィン系(コ)ポリマーは、上記のなかでも、好ましくは、エチレンとノルボルネン系化合物との共重合体の水素添加物、1種以上のシクロペンタジエン誘導体の開環(共)重合体の水素添加物が挙げられる。
なお、上記環状オレフィン系(コ)ポリマーの具体例としては、例えば、一般式(A)で示される繰返し単位と、一般式(A’)で示される繰返し単位とを有するコポリマー、例えば、一般式(B)で示される繰返し単位を有するポリマー、などが挙げられる。
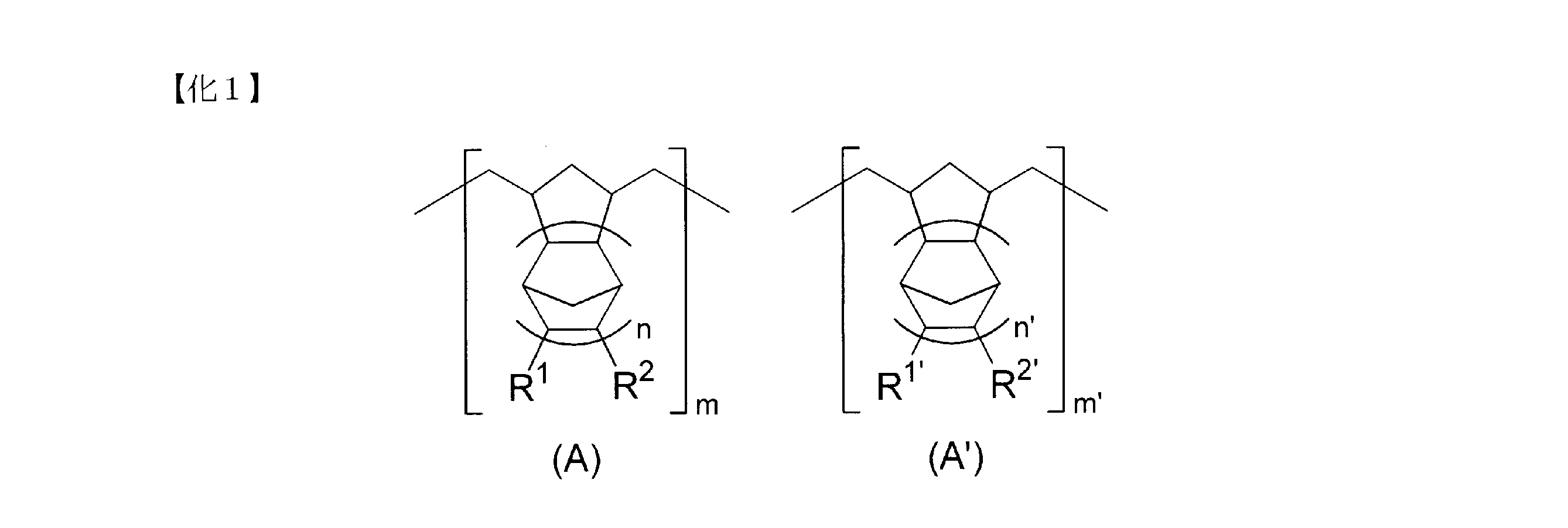

炭化水素残基としては、例えば、アルキル基が挙げられ、好ましくは、炭素数1~6のアルキル基が挙げられ、さらに好ましくは、炭素数1~4のアルキル基が挙げられる。
一般式(A)および(A’)で示される繰返し単位を有するポリマーは、1種または2種以上の単量体を、公知の開環重合方法によって重合させ、または、こうして得られる開環重合体を、常法に従って水素添加したものである。
一般式(B)で示される繰返し単位を有するポリマーは、単量体としての1種または2種以上のノルボルネン系モノマーとエチレンとを、公知の方法によって付加共重合させたもの、および/または、これを常法に従って水素添加したものである。
上記一般式(A)、(A’)および(B)で表される繰返し単位を有するポリマーのうち、その水素添加物は、いずれも飽和ポリマーであることから、ガス遮蔽性や水分遮蔽性に加えて、耐熱性や透明性、さらには安定性の点で優れている。
環状オレフィン系(コ)ポリマーの分子量は、特に限定されないが、数平均分子量<Mn>が、好ましくは、1万~10万であり、さらに好ましくは、2万~5万である。なお、平均分子量は、例えば、シクロヘキサンを溶媒とするゲル浸透クロマトグラフィ(GPC)分析によって、スチレン換算値として求められる。
このような混合樹脂として、好ましくは、例えば、Tgが60~80℃の環状オレフィン系(コ)ポリマーと、密度0.900~0.940g/cm3(さらに好ましくは、密度0.920~0.930g/cm3)の高圧法ポリエチレンまたは密度0.940~0.970g/cm3の高密度ポリエチレンと、を含む混合樹脂が挙げられる。
ポリオレフィンとしては、特に限定されないが、例えば、従来、医療用プラスチック容器に用いられている種々のポリオレフィンが挙げられ、なかでも、好ましくは、ポリエチレン系樹脂やポリプロピレン系樹脂が挙げられる。そして、医療用プラスチック容器の耐熱性を重視する場合には、ポリプロピレン系樹脂が好適に用いられる。
一方、ポリプロピレン系樹脂としては、例えば、アイソタクチックポリプロピレン、シンジオタクチックポリプロピレンなどの結晶性ホモポリマーや、少量のコモノマーを含む結晶性コポリマーが挙げられる。
ポリプロピレン系樹脂のメルトフローレート(MFR)は、特に限定されないが、環状オレフィン系(コ)ポリマーを含む中間層18との成形性や、プラスチックアンプルの力学的特性などの観点から、好ましくは、0.2~20g/10分(230℃)である。
造核剤としては、例えば、2,2’-メチレンビス(4,6-ジ-t-ブチルフェニル)ホスフェートナトリウム(NA-11)、ヒドロキシアルミニウム-ビス[2,2-メチレン-ビス(4,6-ジ-t-ブチルフェニル)フォスフェート](NA-21)などのリン酸系造核剤などが挙げられる。
また、中間層18と内層19との層間、および中間層18と外層20との層間には、必要に応じて、それぞれ接着層21,22を設けてもよい。
接着層21,22を形成する樹脂としては、例えば、LLDPE(特に、メタロセン触媒などのシングルサイト触媒を用いて重合したもの)、ポリエチレン系エラストマー、これらの混合樹脂が挙げられる。また、接着層形成用の樹脂には、上記のほかにも、例えば、接着用樹脂として公知の、不飽和カルボン酸変性ポリエチレン、エチレン-アクリル酸共重合体、エチレン-酢酸ビニル共重合体などが挙げられる。
さらに、外層20には、例えば、着色剤、紫外線吸収剤などを配合してもよい。
着色剤は、プラスチックアンプルの光線透過性を低下させ、プラスチックアンプルに収容される薬液の光劣化を防止する目的や、プラスチックアンプルに意匠性を付与する目的で配合される成分であって、具体的には、例えば、C.I.ピグメントイエロー95、C.I.ピグメントイエロー147、C.I.ピグメントイエロー180、C.I.ピグメントイエロー181などの黄色顔料、例えば、C.I.ピグメントレッド220、C.I.ピグメントレッド177などの赤色顔料、C.I.ピグメントブルー60などの青色顔料などの顔料が挙げられる。これら顔料は、単独で用いてもよく、2種以上を混合して用いてもよい。
紫外線吸収剤は、プラスチックアンプルの紫外線透過性を低下させ、プラスチックアンプルに収容される薬液の紫外線による劣化を防止する目的で配合される成分であって、具体的には、例えば、2-(2’-ヒドロキシ-5’-メチルフェノール)ベンゾトリアゾール(チバ・スペシャルティ・ケミカルズ株式会社製の商品名「チヌビン(登録商標)P」)、2-(2’-ヒドロキシ-3’,5’-ビス(メチルベンジル)フェノール)ベンゾトリアゾール(同社製の商品名「チヌビン(登録商標)234」)、2-(2’-ヒドロキシ-3’-tert-ブチル-5’-メチルフェノール)-5-クロロベンゾトリアゾール(同社製の商品名「チヌビン(登録商標)326」)、2-(2’-ヒドロキシ-3’,5’-ジ-tert-ブチルフェノール)-5-クロロベンゾトリアゾール(同社製の商品名「チヌビン(登録商標)327」)、2-(2’-ヒドロキシ-3’,5’-ジ-tert-アミルフェノール)ベンゾトリアゾール(同社製の商品名「チヌビン(登録商標)328」)、2-(2’-ヒドロキシ-5’-テトラメチルブチルフェノール)ベンゾトリアゾール(同社製の商品名「チヌビン(登録商標)329」)などのベンゾトリアゾール系紫外線吸収剤などが挙げられる。
外層20を形成する樹脂中に紫外線吸収剤を配合する場合には、紫外線吸収剤による紫外線吸収の効率を向上させ、紫外線吸収剤の使用量を低減させるという観点より、さらに、金属酸化物微粒子を配合することが好ましい。
また、金属酸化物微粒子の平均粒子径は、特に限定されないが、プラスチックアンプルの透明性を維持するという観点より、好ましくは、50nm以下、さらに好ましくは、30nm以下である。
紫外線吸収剤と、金属酸化物微粒子との組み合わせとしては、特に限定されないが、好ましくは、2-(2’-ヒドロキシ-3’-tert-ブチル-5’-メチルフェノール)-5-クロロベンゾトリアゾール(前出の商品名「チヌビン(登録商標)326」)と、酸化亜鉛微粒子との組み合わせが挙げられる。
多層プラスチックの厚みは、プラスチックアンプル10の用途、収容される薬液の種類、収容量などに合わせて適宜設定すればよく、特に限定されないが、例えば、薬液収容部11では、好ましくは、300~1500μmであり、さらに好ましくは、400~1200μmである。多層プラスチック厚みは、薬液収容部11、薬液排出筒部12および頂部13の各部において、同一であってもよく、互いに異なっていてもよい。
また、脆弱部14の開裂に要する力は、薬液排出筒部12における多層プラスチックの厚みに対し、好ましくは、0.65N・m/mm以下であり、さらに好ましくは、0.05~0.65N・m/mmである。脆弱部14の開裂に要する力(多層プラスチックの厚みの単位長さあたりの力)が、薬液排出筒部12における脆弱部14に隣接し、かつ多層プラスチックの厚みが略均一な部分において、上記範囲となるように設定されることで、脆弱部14を開裂するための操作性が良好になる。
図1および図2に示すように、薬液排出筒部12の外周面26には、薬液排出筒部12の脆弱部14より頂部13側から連続して、薬液排出筒部12の外側に突出し、かつ、頂部13の外表面27から連続して、頂部13の外側に突出する摘み片28を備えている。
また、図1および図2に示すように、肩部17における薬液収容部11の外周面23と、脆弱部14より薬液収容部11側における薬液排出筒部12の外周面26と、には、それぞれ薬液排出筒部12および薬液収容部11の外側に突出し、かつ、互いに連結されている補強片31を備えている。
これにより、例えば、プラスチックアンプル10の輸送中や取り扱い中において、薬液収容部11から突出している薬液排出筒部12が破損しにくくなる。
補強片31は、フラット部32と、フラット部32の周囲に形成される面取り部33とを有しており、摘み片28の内部は、中空状の肉厚部分を形成している(図7参照)。これにより、補強片31自体の剛性が保たれ、補強効果がより一層向上し、プラスチックアンプル10を開封するため、補強片31を把持した場合に、補強片31の変形を抑制できる。しかも、摘み片28を捩じる際に、補強片31への指当たりが良好となる。
摘み片28および補強片31は、プラスチックアンプル10の製造時において、薬液収容部11、薬液排出筒部12および頂部13の各部とともに、成形することができる。
具体的には、例えば、まず、上記多層プラスチックを押出成形して、内側から順に、内層19と、接着層21と、中間層18と、接着層22と、外層20とが、互いに融着して積層された多層構造のパリソンを作製する。次いで、得られた多層パリソンを割り型で挟み、薬液収容部11と、薬液排出筒部12と、補強片31との各部を形成し(ブロー工程)、次に、薬液収容部11の内部に薬液を充填し(充填工程)、さらに、割り型で挟んで、頂部13および摘み片28を形成し、薬液収容部11と、薬液排出筒部12と、頂部13とからなる閉じられた領域を形成する(シール工程)ことで、薬液が充填密閉されたプラスチックアンプル10が得られる。
上記の方法によれば、プラスチックアンプルの成形、薬液の充填、アンプルの密閉が、いずれも連続的に行われることから、安全性、衛生性に優れ、所定量の薬液(図示省略)が薬液収容部11(および薬液排出筒部12)に密封状態に充填された状態の成形品(プラスチックアンプル10)を、低コストで製造することができる。
また、多層構造のパリソンを用いたブロー・フィル・シール法によるプラスチックアンプルの製造は、パリソンの層構造が異なること(パリソンを形成する押出機の数やダイの構造が異なること)以外は、単層構造のパリソンを用いたBFS法によるプラスチックアンプルの製造と、同様にして行うことができる。なお、多層フィルムの各層は、上記したように、互いに融着して積層させてもよく、各層の間に、上記した接着性樹脂からなる層を介在させて、互いに接着させてもよい。
次に、本発明の着色プラスチック容器についての実施の形態を、添付図面を参照して詳細に説明する。
本発明の着色プラスチック容器は、顔料および紫外線吸収剤を含む着色層と、前記着色層の一方側表面に直接にまたは中間層を挟んで積層される内層と、を備える熱可塑性多層プラスチックで形成されている。
図8に示す熱可塑性多層プラスチックは、顔料および紫外線吸収剤を含む着色層101と、着色層101の一方側表面に積層された環状オレフィン重合体層102と、環状オレフィン重合体層102の着色層101と反対側の表面に積層されたポリオレフィン層103とを備えている。この熱可塑性多層プラスチックにおいて、着色層101は、着色プラスチック容器の外層を形成する層であり、環状オレフィン重合体層102は、着色プラスチック容器の中間層を形成する層であり、ポリオレフィン層103は、着色プラスチック容器の内層を形成する層である。
図9に示す熱可塑性多層プラスチックは、顔料および紫外線吸収剤を含む着色層101と、着色層101の一方側表面に積層された3層構造の中間層104と、中間層104の着色層101と反対側の表面に積層されたポリオレフィン層103とを備えている。また、中間層104は、環状オレフィン重合体層102と、環状オレフィン重合体層102の一方側表面および他方側表面にそれぞれ1層ずつ積層される、計2層のポリオレフィン層105,106とを備えている。この熱可塑性多層プラスチックにおいて、着色層101は、着色プラスチック容器の外層を形成する層であり、ポリオレフィン層103は、着色プラスチック容器の内層を形成する層である。
着色層を形成するプラスチックとしては、熱可塑性を有するプラスチックであること以外は特に限定されず、具体的には、例えば、ポリオレフィンが挙げられる。
ポリエチレン系樹脂としては、例えば、高圧法(分岐状)低密度ポリエチレン(HP-LDPE)、直鎖状低密度ポリエチレン(LLDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)などのホモポリマーや、ポリエチレン系コポリマーが挙げられる。ポリエチレン系コポリマーにおけるエチレン以外のコモノマーとしては、例えば、プロピレン、ブテン-1、ペンテン-1、ヘキセン-1,4-メチルペンテン-1、オクテン-1、デセン-1などのα-オレフィン類が挙げられる。また、このポリエチレン系コポリマーにおいて、エチレン以外のコモノマーの含有割合は、好ましくは、20モル%以下であり、より好ましくは、3~20モル%である。
また、着色層は、例えば、ポリプロピレンと、ポリプロピレンエラストマーと、造核剤との混合物から形成されていてもよい。この場合、着色層の透明性を向上させることができる。
顔料は、着色プラスチック容器の光線透過性を低下させ、着色プラスチック容器に収容される内容物(例えば、薬剤など。)の光線(特に、紫外線)による変質を抑制するために配合される成分である。また、顔料は、上記目的のほか、例えば、着色プラスチック容器に意匠性を付与する目的で配合されていてもよい。
具体的に、着色プラスチック容器に収容される内容物が、主として、紫外領域の光線を遮蔽すべきものである場合には、顔料として、例えば、アゾ縮合系顔料(例えば、下記式で示されるC.I.ピグメントイエロー95、下記式で示されるC.I.ピグメントイエロー93、下記式で示されるC.I.ピグメントイエロー94、下記式で示されるC.I.ピグメントイエロー128、C.I.ピグメントレッド144、C.I.ピグメントレッド220、C.I.ピグメントレッド221、C.I.ピグメントレッド242など)、イソインドリノン系顔料(例えば、下記式で示されるC.I.ピグメントイエロー110、C.I.ピグメントイエロー109、C.I.ピグメントイエロー139、C.I.ピグメントイエロー173、C.I.ピグメントオレンジ61、C.I.ピグメントオレンジ68など)、モノアゾ系顔料(例えば、C.I.ピグメントイエロー181など)、ジスアゾ系顔料(例えば、C.I.ピグメントイエロー180など)、アンスラキノン系顔料(例えば、C.I.ピグメントイエロー147など)、ジオキサジン系顔料、キナクリドン系顔料などの有機顔料や、例えば、酸化鉄、C.I.ピグメントブルー28(コバルトブルー;アルミン酸コバルト)、C.I.ピグメントイエロー53(チタンイエロー;ニッケルイエロー)などの無機顔料が挙げられる。
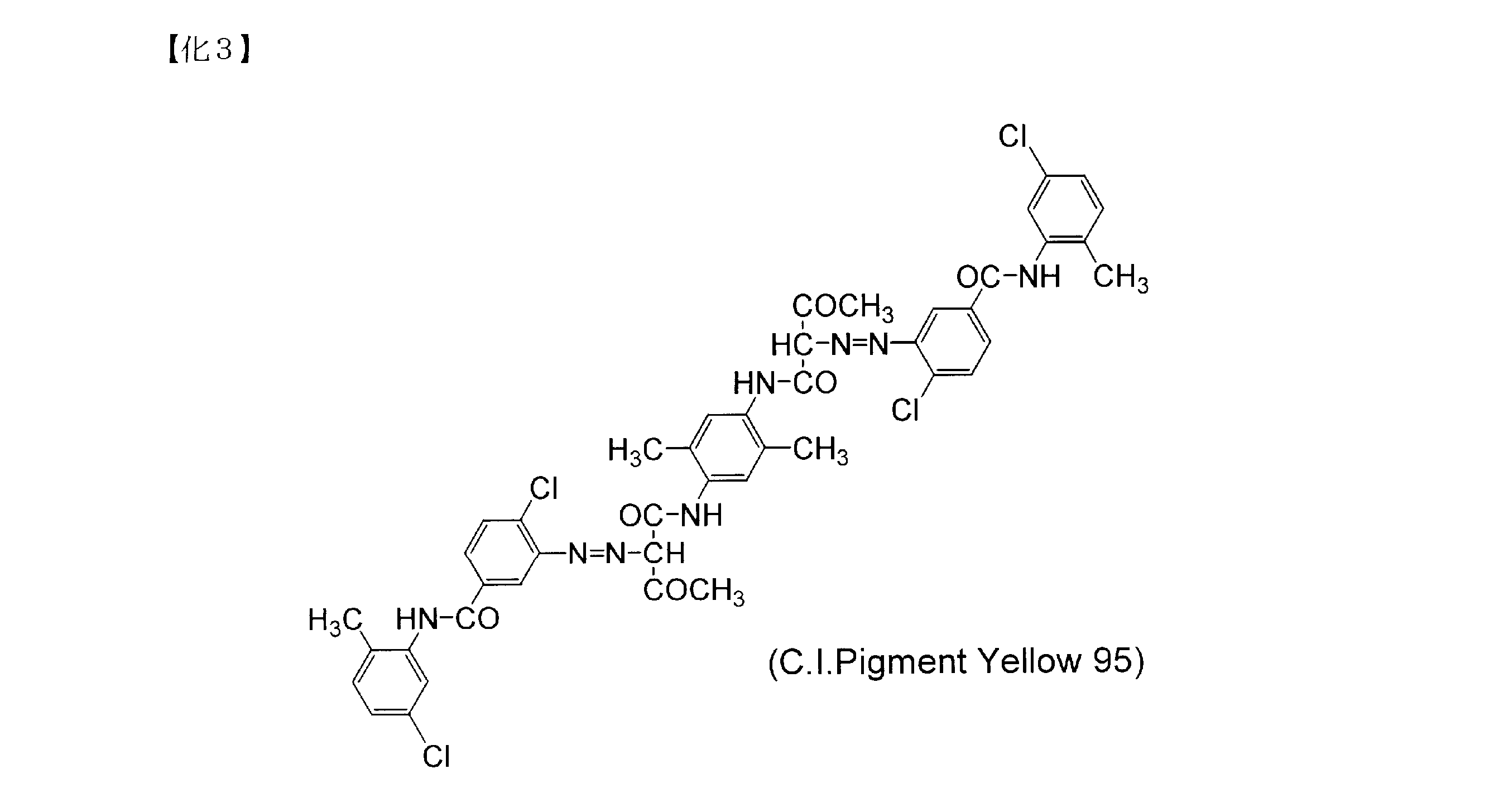

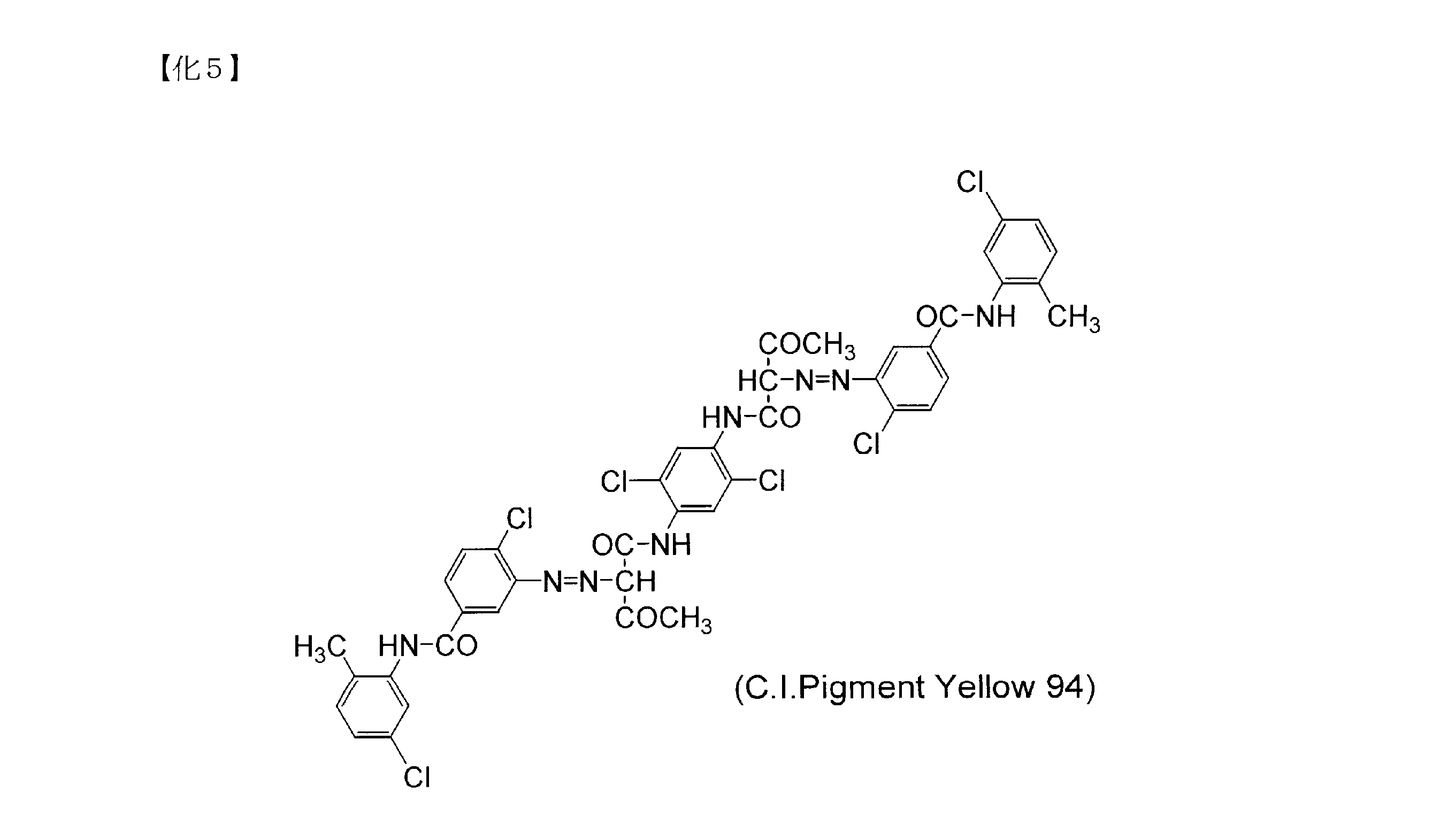

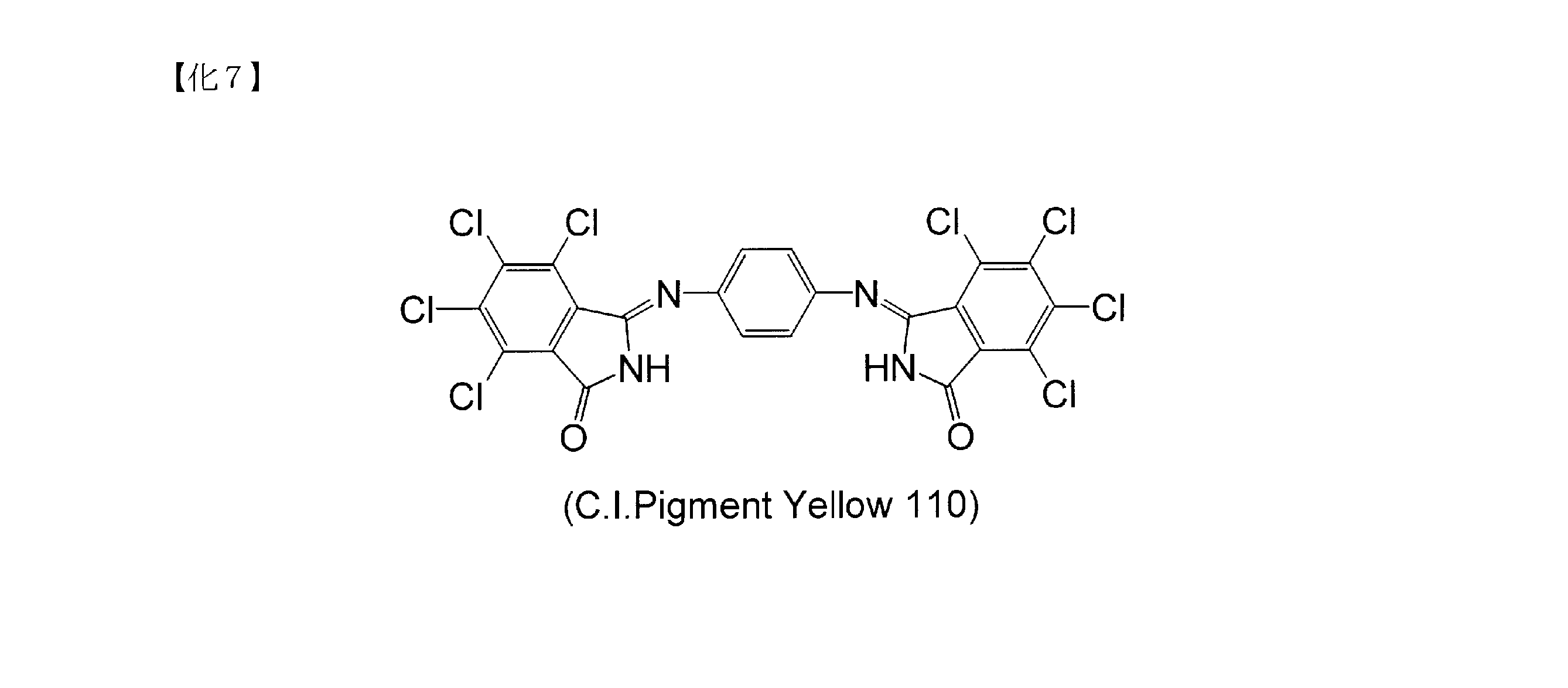
着色層に含有される紫外線吸収剤としては、例えば、ベンゾフェノン系、ベンゾトリアゾール系、トリアジン系、シュウ酸アニリド系、シアノアクリレート系などが挙げられる。なかでも、紫外線吸収剤は、ベンゾトリアゾール系が好適である。
着色層には、さらに必要に応じて、顔料および紫外線吸収剤以外の各種の添加剤を配合することができる。
金属酸化物微粒子の金属酸化物としては、例えば、酸化チタン、酸化亜鉛、酸化鉄、酸化セリウム、酸化マグネシウムなどが挙げられる。また、紫外線吸収剤と、金属酸化物微粒子との組み合わせとしては、特に限定されないが、例えば、好ましくは、前出の商品名「チヌビン(登録商標)326」と、酸化亜鉛微粒子との組み合わせが挙げられる。
ポリオレフィン層を形成するポリオレフィンとしては、着色層を形成するプラスチックと同様のものが挙げられる。
環状オレフィン重合体層を形成する環状オレフィン重合体としては、例えば、環状オレフィンとオレフィンとの共重合体、環状オレフィンの開環重合体、これらの水素添加物などが挙げられる。具体的には、例えば、エチレンとジシクロペンタジエン類との共重合体、エチレンとノルボルネン系化合物との共重合体、シクロペンタジエン誘導体の開環重合体、2種以上のシクロペンタジエン誘導体の開環共重合体、これらの水素添加物が挙げられる。なかでも、好ましくは、エチレンとノルボルネン系化合物との共重合体の水素添加物、1種または2種以上のシクロペンタジエン誘導体の開環(共)重合体の水素添加物が挙げられる。
環状オレフィン重合体のガラス転移温度(Tg)は、特に限定されないが、例えば、JIS K 7121-1987「プラスチックの転移温度測定方法」に記載の入力補償示差走査熱量測定(入力補償DSC)により測定された中間点ガラス転移温度(Tmg)として、好ましくは、60~80℃、より好ましくは、65~80℃である。
環状オレフィン重合体の分子量は、特に限定されないが、数平均分子量<Mn>が、好ましくは、1万~10万であり、より好ましくは、2万~5万である。なお、平均分子量は、例えば、シクロヘキサンを溶媒とするゲル浸透クロマトグラフィ(GPC)分析によって、標準ポリスチレン換算値として求められる。
(a) 環状オレフィン重合体層、
(b) 環状オレフィン重合体層と、その環状オレフィン重合体層の一方側表面および他方側表面にそれぞれ1層ずつ積層される計2層のポリオレフィン層と、を備える3層構造の積層体、
(c) 着色層、
などが挙げられる。
上記(a)および(b)に示すように、環状オレフィン重合体層を中間層とする場合であっても、環状オレフィン重合体層を内層とする場合と同様の作用効果が得られる。すなわち、着色層中の顔料および紫外線吸収剤が着色プラスチック容器の内部へ移行することを防止する効果や、着色プラスチック容器の強度を向上させる効果が得られ、さらに、水分およびガスの透過防止能を向上させる効果が得られる。
中間層としての環状オレフィン重合体層に配合するポリエチレンとしては、熱可塑性多層プラスチックの透明性を維持する観点より、比較的高密度のものが好ましい。具体的には、例えば、密度が0.935~0.970g/cm3のポリエチレンが好適である。また、ポリエチレンの含有割合は、環状オレフィン重合体層の総量100重量部に対し、5~20重量部であることが好ましい。
上記熱可塑性多層プラスチックには、必要に応じて、例えば、接着層、ガスバリア層、酸素吸収層、シーラント層などの層を積層することもできる。
着色層の厚さTが50μmを下回ると、本発明の作用効果を発揮させるのに十分な量の顔料や紫外線吸収剤を、着色層中に配合させることが困難になる。逆に、着色層の厚さTが1000μmを上回ると、熱可塑性多層プラスチック全体の厚みが大きくなりすぎて、着色プラスチック容器の成形性や取扱い性が低下する。
本発明の着色プラスチック容器において、着色層中の顔料の含有割合P(重量%)と、着色層の厚さT(μm)との積PTは、下記式(1)を満たすように設定される。
積PTの値を上記式(1)の範囲に設定しつつ、後述する着色層中の紫外線吸収剤の含有割合U(重量%)と、前記着色層の厚さT(μm)との積UTを下記の範囲に設定することで、容器の内部に対する適度な視認性を維持しつつ、紫外領域の波長を効率よく遮蔽することができる。これに対し、積PTの値が上記範囲を下回ると、紫外領域の波長の遮蔽効果が不十分になる。逆に、PTの値が上記範囲を上回ると、着色プラスチック容器の内部の様子が確認しづらくなる。
着色層中での着色剤の配合量は、着色層の厚みTとの関係において、上記式(1)の範囲を満たすように設定されること以外は、特に限定されないが、着色層中での分散性などの観点より、例えば、着色層中での含有割合が、0.01~0.4重量%であることが好ましい。
5≦UT≦160 …(2)
20<UT≦160 …(3)
積UTの値を上記式(2)または(3)の範囲に設定しつつ、上述の積PTの値を上記式(1)の範囲に設定することで、容器の内部に対する適度な視認性を維持しつつ、紫外領域の波長を効率よく遮蔽することができる。
積PTが20を上回る場合において、積UTの値は、上記範囲の中でも特に、好ましくは、5~120であり、より好ましくは、10~100である。
着色層中での紫外線吸収剤の配合量は、着色層の厚みTとの関係において、上記式(2)の範囲を満たすように設定されること以外は、特に限定されないが、着色層中での分散性などの観点より、例えば、着色層中での含有割合が、0.01~0.4重量%であることが好ましい。
U/T≦0.004 …(4)
商U/Tが上記範囲を上回ると、着色層から着色プラスチック容器の外部へと、紫外線吸収剤が滲出(ブリード)するおそれがある。
本発明の着色プラスチック容器において、着色層以外の各層の厚みは、いずれも、熱可塑性多層プラスチックから形成される層全体に対し、好ましくは、10~50%の範囲で設定される。なお、各層の厚みの割合は、多層プラスチック容器に収容される内容物の種類、収容量などに合わせて、適宜設定することができる。
本発明の着色プラスチック容器に収容される薬剤としては、特に限定されないが、例えば、好ましくは、オザグレルナトリウム水溶液が挙げられる。
図11は、着色プラスチック容器の一実施形態としての着色プラスチックアンプルの一例を示す正面図であり、図12は、その側面図であり、図13は、平面図であり、図14は、底面図であり、図15は、側断面図である。
図13および図14に示すように、薬液収容部111の断面形状は、平面視または底面視において、円形状に形成されているが、薬液収容部111の上記断面形状は、これに限定されず、例えば、楕円状に形成されていてもよい。
また、薬液排出筒部112は、薬液収容部111の開口端111aから、薬液排出筒部112の一方側端部までの間の略中間部分に、薬液排出筒部112の周方向に沿って薄肉に形成される脆弱部114を備えている(図15参照)。
また、これにより、薬液排出筒部112が開口され、こうして生じた開口部に、図示省略のシリンジのノズルを挿入し、薬液収容部111内に収容されている薬液を採取できる状態となる。なお、シリンジは、例えば、そのノズルの先端に注射針を付けない状態で、ノズルを薬液排出筒部112の開口に挿入し、薬液収容部111内に収容されている薬液を吸引するようにして使用される。
図11および図12に示すように、薬液排出筒部112の外周面126には、薬液排出筒部112の脆弱部114より頂部113側から連続して、薬液排出筒部112の外側に突出し、かつ、頂部113の外表面127から連続して、頂部113の外側に突出する摘み片128を備えている。
また、図11および図12に示すように、肩部117における薬液収容部111の外周面123と、脆弱部114より薬液収容部111側における薬液排出筒部112の外周面126と、には、それぞれ薬液排出筒部112および薬液収容部111の外側に突出し、かつ、互いに連結されている補強片131を備えている。
これにより、例えば、着色プラスチックアンプル110の輸送中や取り扱い中において、薬液収容部111から突出している薬液排出筒部112が破損しにくくなる。
補強片131は、フラット部132と、フラット部132の周囲に形成される面取り部133とを有しており、摘み片128の内部は、中空状の肉厚部分を形成している。これにより、補強片131自体の剛性が保たれ、補強効果がより一層向上し、着色プラスチックアンプル110を開封するため、補強片131を把持した場合に、補強片131の変形を抑制できる。しかも、摘み片128を捩じる際に、補強片131への指当たりが良好となる。
着色プラスチックアンプル110は、例えば、いわゆる、ブロー・フィル・シール法と、多層ブロー成形法とを組み合わせた成形方法によって製造することができる。
すなわち、顔料および紫外線吸収剤を含む着色層と、前記着色層の一方側表面に直接にまたは中間層を挟んで積層される内層と、を備え、前記着色層の厚さTが、50~1000μmの範囲に設定され、前記着色層中の顔料の含有割合P(重量%)と、前記着色層の厚さT(μm)との積PTが、下記式(1)を満たし、前記着色層中の紫外線吸収剤の含有割合U(重量%)と、前記着色層の厚さT(μm)との積UTが、上記積PTが20を上回るときに下記式(2)を満たし、かつ、上記積PTが20以下であるときに下記式(3)を満たす熱可塑性多層プラスチックを、押出し成形し、各層が互いに融着して積層された多層構造のパリソンを作製する。
5≦UT≦160 …(2)
20<UT≦160 …(3)
次いで、得られた多層パリソンを割り型で挟み、薬液収容部111と、薬液排出筒部112と、補強片131との各部を形成し(ブロー工程)、次に、薬液収容部111の内部に薬液を充填し(充填工程)、さらに、割り型で挟んで、頂部113および摘み片128を形成し、薬液収容部111と、薬液排出筒部112と、頂部113とからなる閉じられた領域を形成する(シール工程)。こうして、薬液が充填密閉された着色プラスチックアンプル(着色プラスチック容器)110が得られる。
また、多層構造のパリソンを用いたブロー・フィル・シール法によるプラスチックアンプルの製造は、パリソンの層構造が異なること(パリソンを形成する押出機の数やダイの構造が異なること)以外は、単層構造のパリソンを用いたBFS法によるプラスチックアンプルの製造と、同様にして行うことができる。なお、多層フィルムの各層は、上記したように、互いに融着して積層させてもよく、各層の間に、上記した接着性樹脂からなる層を介在させて、互いに接着させてもよい。
着色プラスチックアンプル(着色プラスチック容器)110は、各種の方法で成形することができる。なかでも、好ましくは、ブロー・フィル・シール法が挙げられる。
<プラスチックアンプルの製造および開封性評価>
・実施例1-1~1-6および比較例1-1~1-2
(1) プラスチックアンプルの製造
多層フィルムの形成材料は、下記に示すとおりである。
COC2:環状オレフィンコポリマー(エチレン・テトラシクロドデセン系共重合体)、Tg 80℃、三井化学株式会社製、商品名「アペル(登録商標)APL6509T」
COC3:環状オレフィンコポリマー(エチレン・テトラシクロドデセン系共重合体)、Tg 105℃、三井化学株式会社製、商品名「アペル(登録商標)APL6011T」
COP1:環状オレフィンポリマー(ノルボルネン系開環重合体の水素添加物)、Tg 70℃、日本ゼオン株式会社製、商品名「ゼオノア(登録商標)750R」
COP2:環状オレフィンポリマー(ノルボルネン系開環重合体の水素添加物)、Tg 102℃、日本ゼオン株式会社製、商品名「ゼオノア(登録商標)1020R」
PE1:高圧法低密度ポリエチレン、密度0.928g/cm3、宇部丸善ポリエチレン株式会社製、商品名「UBEポリエチレン(登録商標)B128H」
PE2:PE1に、紫外線吸収剤(2-(2’-ヒドロキシ-3’-tert-ブチル-5’-メチルフェノール)-5-クロロベンゾトリアゾール、チバ・スペシャルティ・ケミカルズ株式会社製、商品名「チヌビン(登録商標)326」)と、酸化亜鉛微粒子(平均粒子径30μm)とを配合し、上記紫外線吸収剤の含有割合を0.218重量%とし、上記酸化亜鉛微粒子の含有割合を0.182重量%に調整したもの。
PE4:高密度ポリエチレン、密度0.940g/cm3、株式会社プライムポリマー製、商品名「ウルトゼックス(登録商標)Uz4020B」
PE5:高密度ポリエチレン、密度0.965g/cm3、株式会社プライムポリマー製、商品名「ネオゼックス(登録商標)Nz65150B」
PE6:メタロセン系触媒で重合された直鎖状低密度ポリエチレン、密度0.903g/cm3、株式会社プライムポリマー製、商品名「エボリュー(登録商標)SP5010B」
実施例1-1
図1~図7に示す形状の、収容量2.5mL用のプラスチックアンプルを、ブロー・フィル・シール法により製造した。なお、プラスチックアンプル内には、生理食塩水2.5mLを充填、密封した。
中間層18として、COC1からなる層に代えて、COC2(Tg80℃)からなる層(厚さ200μm)を用いたこと以外は、実施例1-1と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。
実施例1-3
外層20として、PE2からなる層に代えて、PE3からなる層(厚さ200μm)を用い、中間層18として、COC1からなる層に代えて、COP1(Tg70℃)からなる層(厚さ200μm)を用いたこと以外は、実施例1-1と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。
中間層18として、COC1からなる層に代えて、COC1(Tg70℃)とPE4とを3:1(重量比)の割合で混合した混合樹脂からなる層(厚さ200μm)を用いたこと以外は、実施例1-1と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。
中間層18として、COC1からなる層に代えて、COP1(Tg70℃)とPE5とを3:1(重量比)の割合で混合した混合樹脂からなる層(厚さ200μm)を用いたこと以外は、実施例1-1と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。
中間層18として、COC1からなる層に代えて、COP1(Tg70℃)とPE1とを19:1(重量比)の割合で混合した混合樹脂からなる層(厚さ200μm)を用いたこと以外は、実施例1-1と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。
中間層18として、COC1からなる層に代えて、COC3(Tg105℃)からなる層(厚さ200μm)を用いたこと以外は、実施例1-1と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。
比較例1-2
中間層18として、COC1からなる層に代えて、COP2(Tg102℃)からなる層(厚さ200μm)を用いたこと以外は、実施例1-1と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。

実施例1-1~1-6および比較例1-1~1-2で製造された、生理食塩水が充填、密封されたプラスチックアンプル10について、薬液収容部11の一対の補強片31を治具で固定し、薬液排出筒部12の摘み片28を治具で把持した後、摘み片28を、薬液収容部11および薬液排出筒部12の中心軸15を回転軸として回転させ、摘み片28を含む薬液排出筒部12の頂部13側を捩じ切り、プラスチックアンプル10を開封させた。
また、開封後、薬液収容部11と連なっている側の薬液排出筒部12の開口に、薬液収容部11内の生理食塩水を吸引するためのシリンジのノズルを挿入し、次いで、薬液収容部11を、薬液排出筒部12の開口が下向きの状態で放置し、上記開口からの液漏れの発生の有無を観察した。その結果を表2に示す。
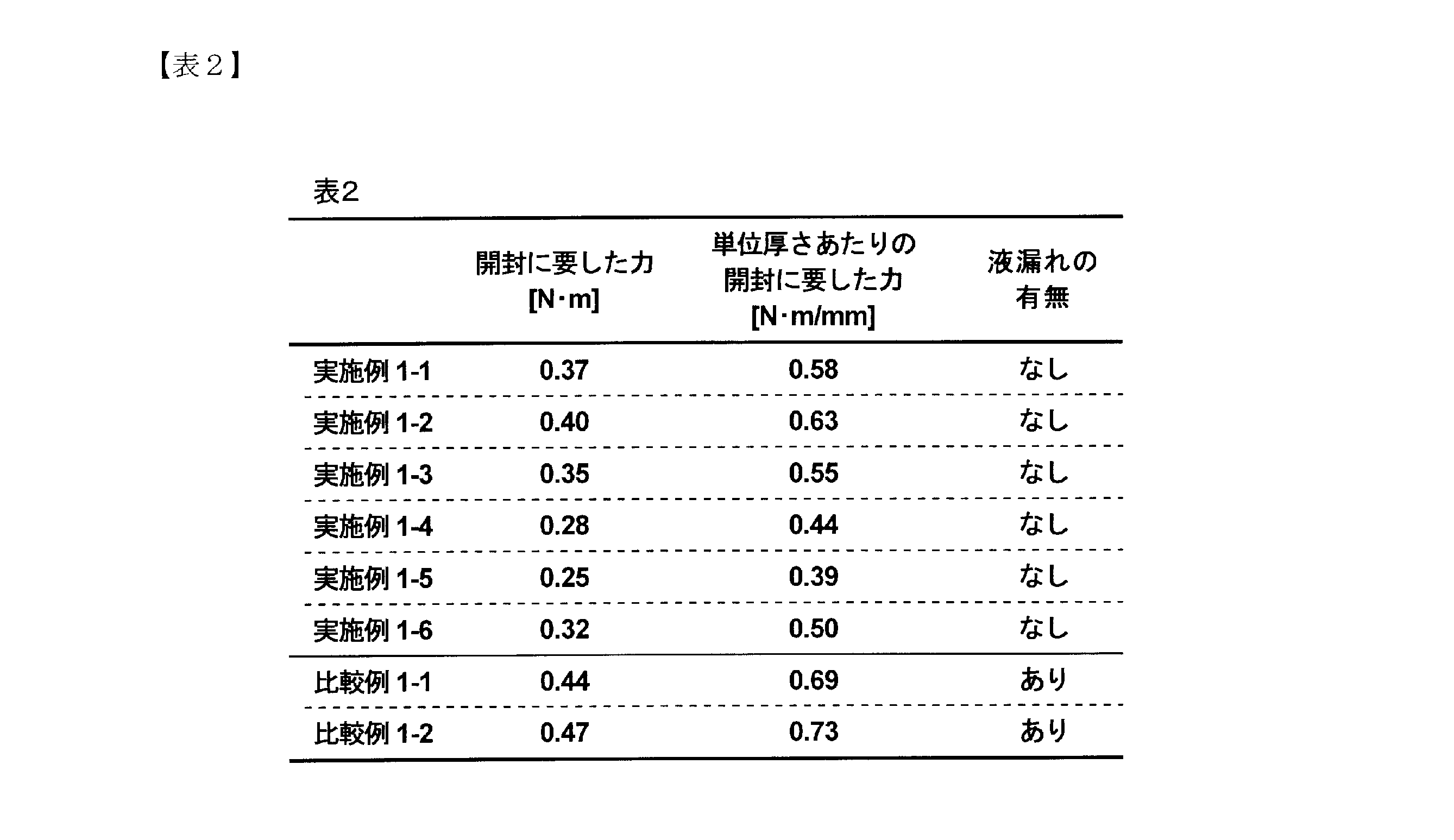
(1) プラスチックアンプルの製造
プラスチックアンプル(多層フィルム)の形成材料は、下記に示すとおりである。なお、実施例1-1~1-6で例示したのと同じものについては、省略する。
PP1:ポリプロピレン、株式会社プライムポリマー製、商品名「B205」
TPE1:熱可塑性エラストマー(ポリプロピレン・α-オレフィンコポリマー)、三井化学株式会社製、商品名「タフマー(登録商標)XM7070」
TPE2:熱可塑性エラストマー(ナノ結晶構造制御型ポリプロピレンエラストマー)、三井化学株式会社製、商品名「ノティオ(登録商標)PN-3050」
TPE3:熱可塑性エラストマー(ナノ結晶構造制御型ポリプロピレンエラストマー)、三井化学株式会社製、商品名「ノティオ(登録商標)PN-2070」
TPE4:熱可塑性エラストマー(ポリエチレン系エラストマー)、三井化学株式会社製、商品名「タフマー(登録商標)A0585X」
実施例1-7
図1~図7に示す形状の、収容量2.5mL用のプラスチックアンプルを、ブロー・フィル・シール法により製造した。なお、プラスチックアンプル内には、生理食塩水2.5mLを充填、密封した。
外層20および内層19として、それぞれ、PP1とTPE2とを含む混合樹脂からなる層に代えて、PP1とTPE3とを4:1(重量比)の割合で混合した混合樹脂からなる層(厚さ150μm)を用いたこと以外は、実施例1-7と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。
外層20および内層19として、それぞれ、PP1とTPE2とを含む混合樹脂からなる層に代えて、PP1とTPE1とを9:1(重量比)の割合で混合した混合樹脂からなる層(厚さ150μm)を用いたこと以外は、実施例1-7と同様にして、生理食塩水が充填、密封されたプラスチックアンプルを製造した。

実施例1-7~1-9で製造された、生理食塩水が充填、密封されたプラスチックアンプルについて、上記と同様の開封性評価を行った。その結果、実施例1-7~1-9のいずれにおいても、プラスチックアンプル10の開封(脆弱部14の開裂)に要した力を、0.40N・m以下(薬液排出筒部12における多層プラスチックの厚みに対し、0.65N・m/mm以下)の小さな値に設定することができた。また、開封後において、薬液排出筒部12の開口と、シリンジのノズルとの間からの液漏れも観察されなかった。
下記の実施例2-1~2-54および比較例2-1~2-19に使用した樹脂材料、顔料および紫外線吸収剤は、下記のとおりである。
PE1:高圧法低密度ポリエチレン、密度0.928g/cm3、宇部丸善ポリエチレン株式会社製、商品名「UBEポリエチレン(登録商標)B128H」
PE4:高密度ポリエチレン、密度0.940g/cm3、株式会社プライムポリマー製、商品名「ウルトゼックス(登録商標)Uz4020B」
PE5:高密度ポリエチレン、密度0.965g/cm3、株式会社プライムポリマー製、商品名「ネオゼックス(登録商標)Nz65150B」
PE7:接着性低密度ポリエチレン、密度0.903g/cm3、株式会社プライムポリマー製、商品名「エボリュー(登録商標)SP0510B」
PP1:ポリプロピレン、株式会社プライムポリマー製、商品名「B205」
PP2:ポリオレフィン系熱可塑性エラストマー、三井化学株式会社製、商品名「ノティオ(登録商標)PN-3050」、上記TPE2と同じ。
COC1:環状オレフィンコポリマー(エチレン・テトラシクロドデセン系共重合体)、Tg 70℃、三井化学株式会社製、商品名「アペル(登録商標)APL8008T」
COP1:環状オレフィンポリマー(ノルボルネン系開環重合体の水素添加物)、Tg 70℃、日本ゼオン株式会社製、商品名「ゼオノア(登録商標)750R」
顔料:黄色顔料、C.I.ピグメントイエロー95
紫外線吸収剤:チバ・スペシャルティ・ケミカルズ株式会社製、商品名「チヌビン(登録商標)326」
・実施例2-1~2-8および比較例2-1~2-4
(1) アンプルの製造
図8に示す形状のアンプル(内容積2.5mL用)を、表4または表5に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。


また、表4、表5および以下に示す表において、「P」および「PT」は、それぞれ、該当する着色層での顔料の含有割合P(重量%)、および、顔料の含有割合P(重量%)と厚みT(μm)との積を示している。「U」、「UT」および「U/T」は、それぞれ、該当する着色層での紫外線吸収剤の含有割合U(重量%)、紫外線吸収剤の含有割合U(重量%)と厚みT(μm)との積、および、紫外線吸収剤の含有割合U(重量%)を厚みT(μm)で除した商を示している。
表4および表5に示す実施例2-1~2-8および比較例2-1~2-4のアンプルについて、室温放置14日後のアンプル外観の確認をおこなった(ブリードの確認)。
その結果を下記の表6に示す。なお、比較例2-2のアンプルは、容器本体から紫外線吸収剤がブリードしてきて、容器表面に白色の微粉末が観察された。
上記実施例および比較例(紫外線吸収剤のブリードが生じた比較例2-2を除く。)のアンプルについて、照度2000lx(D65ランプ)の光源下に25日間放置後、内容液中での、オザグレルナトリウムの類縁物質であるシス体の含有割合を高速液体クロマトグラフィー(HPLC)で測定した。
測定波長:220nm
カラム:YMC-Pack ODS-A A-302,150×4.6mm I.D.,S-5μm
カラム温度:約25℃
移動相:0.3%酢酸アンモニウム液/メタノール混液(4:1)
流量:1.0mL/分
測定時間:20分
測定結果を下記の表6に示す。なお、上記分析の結果、シス体の含有割合が0.3%を超えるものを不良と判定した。
上記実施例および比較例(紫外線吸収剤のブリードが生じた比較例2-2を除く。)のアンプルにおける薬液収容部から、光線透過率測定用のサンプルを切り取り、このサンプルを用いて、波長が200~380nmの光線の透過率と、波長が600nmの光線の透過率を分光光度計で測定した。
測定結果を、下記の表6に示す。

一方、比較例2-3のアンプルは、600nmの光線の透過率が低いので、内容液の目視観察が困難であった。
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表7に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。

この実施例2-9~2-16について、上記(2)と同様にして、アンプルの外観変化を観察した結果、いずれも、容器本体からの紫外線吸収剤のブリードは観察されなかった。
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表8に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。


・実施例2-19~2-24および比較例2-5~2-10
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表10または表11に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。



・実施例2-25~2-30
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表13に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。

この実施例2-25~2-30について、上記(2)と同様にして、アンプルの外観変化を観察した結果、いずれも、容器本体からの紫外線吸収剤のブリードは観察されなかった。
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表14に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。


・実施例2-34~2-36
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表16に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。

この実施例2-34~2-36について、上記(2)と同様にして、アンプルの外観変化を観察した結果、いずれも、容器本体からの紫外線吸収剤のブリードは観察されなかった。
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表17または表18に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。

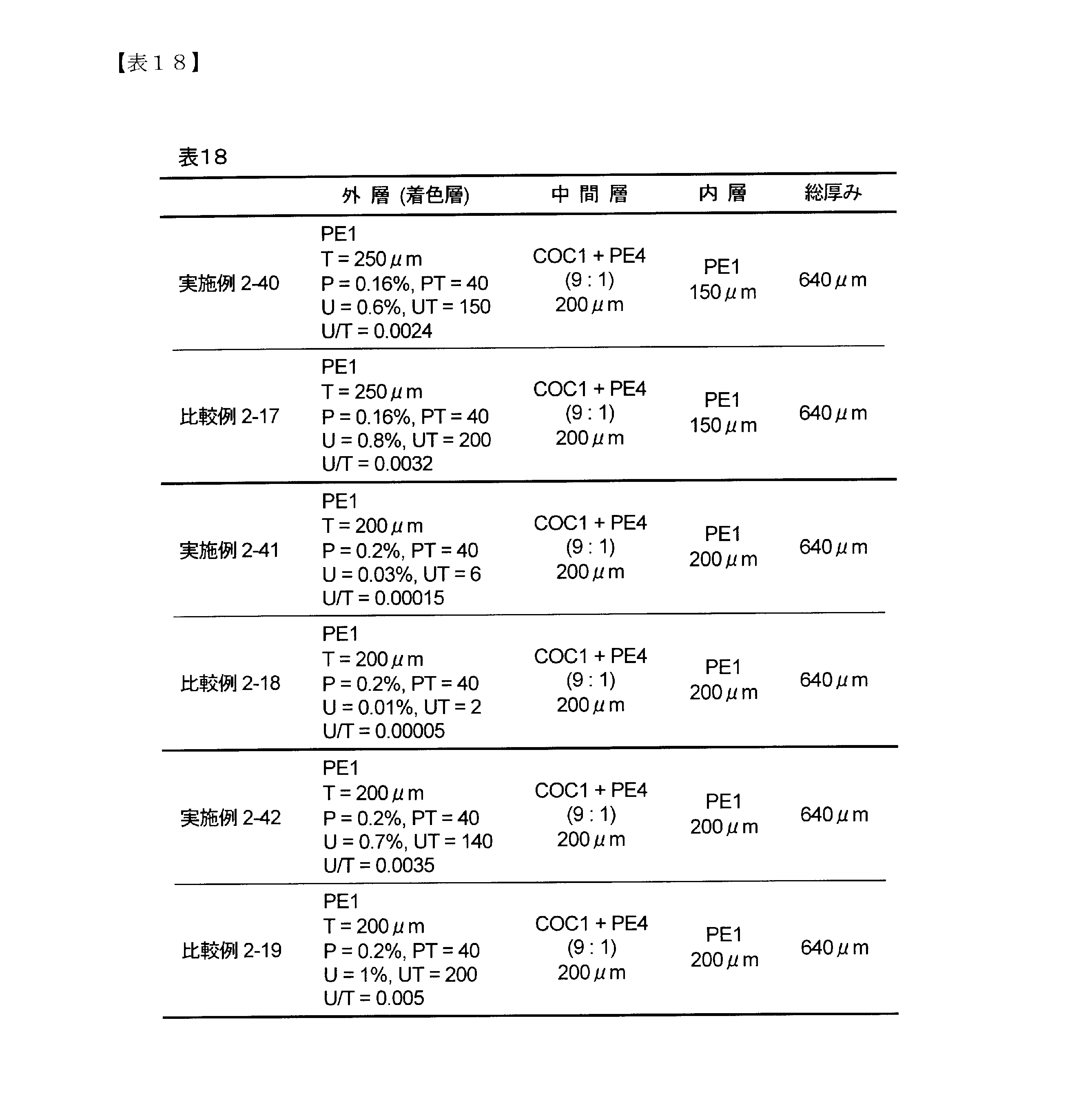

・実施例2-43~2-48
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表20に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。

この実施例2-43~2-48について、上記(2)と同様にして、アンプルの外観変化を観察した結果、いずれも、容器本体からの紫外線吸収剤のブリードは観察されなかった。
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表21に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。
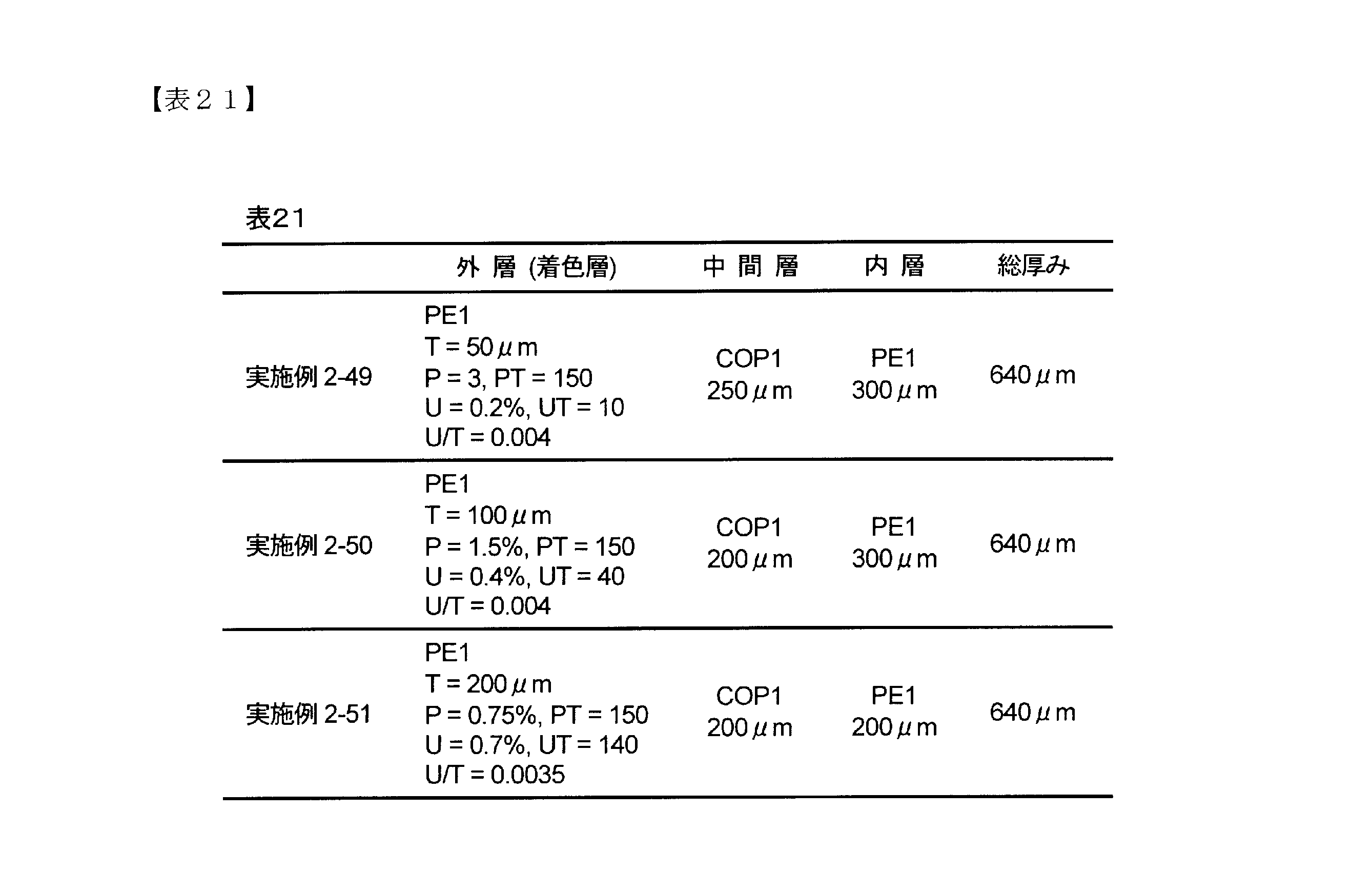

・実施例2-52~2-54
実施例2-1と同様にして、図8に示す形状の2.5mL収容用アンプルを、表23に記載の層構成からなる熱可塑性多層プラスチックで、ブロー・フィル・シール法により製造した。アンプル内には、0.8%(w/v)オザグレルナトリウム水溶液を2.5mL充填した。

この実施例2-52~2-54について、上記(2)と同様にして、アンプルの外観変化を観察した結果、いずれも、容器本体からの紫外線吸収剤のブリードは観察されなかった。
また、本発明の着色プラスチック容器は、容器の内部に対して適度な視認性を維持しつつ、容器の外部から内部への紫外領域の光線の入射を効率よく遮蔽するためのプラスチック容器として好適であり、とりわけ、紫外線により分解、劣化しやすい薬剤を収容するためのプラスチック容器として好適である。
Claims (21)
- 薬液を収容するための薬液収容部と、前記薬液収容部と連通し、一方側に向かって延びる薬液排出筒部と、前記薬液排出筒部の一方側端部を閉鎖する頂部と、を備え、
前記薬液排出筒部は、周方向に沿って薄肉に形成される脆弱部を備え、
前記薬液収容部、前記薬液排出筒部および前記頂部が、ガラス転移温度が60~80℃の環状オレフィン系(コ)ポリマーを含む中間層と、前記中間層の内側に積層される内層と、前記中間層の外側に積層される外層と、を含む多層プラスチックからなることを特徴とする、プラスチックアンプル。 - 前記多層プラスチックが、前記中間層と前記内層との間、および、前記中間層と前記外層との間に、それぞれ接着層を備えていることを特徴とする、請求項1に記載のプラスチックアンプル。
- さらに、前記薬液排出筒部の前記脆弱部より前記頂部側の外周面から連続し、前記薬液排出筒部の外側に突出する摘み片、または、前記頂部の外表面から連続し、前記頂部の外側に突出する摘み片を備えていることを特徴とする、請求項1に記載のプラスチックアンプル。
- さらに、前記薬液排出筒部の前記脆弱部より前記薬液収容部側の外周面と、前記薬液収容部の外表面とから、それぞれ連続して前記薬液排出筒部および前記薬液収容部の外側に突出し、かつ、互いに連結されている補強片を備えていることを特徴とする、請求項1に記載のプラスチックアンプル。
- 前記脆弱部を開裂するのに要する力が、前記薬液排出筒部における前記多層プラスチックの厚みに対し、0.65N・m/mm以下であることを特徴とする、請求項1に記載のプラスチックアンプル。
- 前記多層プラスチックの内層および外層が、密度0.900~0.940g/cm3の高圧法ポリエチレンを含んでいることを特徴とする、請求項1に記載のプラスチックアンプル。
- 前記多層プラスチックの内層および外層が、ポリプロピレン系樹脂を含んでいることを特徴とする、請求項1に記載のプラスチックアンプル。
- 前記ポリプロピレン系樹脂が、ポリプロピレンと、ポリプロピレンエラストマーと、造核剤との混合物であることを特徴とする、請求項7に記載のプラスチックアンプル。
- 前記多層プラスチックの中間層が、ガラス転移温度が60~80℃の環状オレフィン系(コ)ポリマーと、密度0.900~0.940g/cm3の高圧法ポリエチレンまたは密度0.940~0.970g/cm3の高密度ポリエチレンと、を含む混合樹脂からなり、
前記混合樹脂中での、密度0.900~0.940g/cm3の高圧法ポリエチレンまたは密度0.940~0.970g/cm3の高密度ポリエチレンの含有割合が、30重量%以下であることを特徴とする、請求項1に記載のプラスチックアンプル。 - 前記多層プラスチックの外層が、着色剤を含有していることを特徴とする、請求項1に記載のプラスチックアンプル。
- 前記多層プラスチックの外層が、紫外線吸収剤を含有していることを特徴とする、請求項1に記載のプラスチックアンプル。
- 前記紫外線吸収剤が、ベンゾトリアゾール系紫外線吸収剤であることを特徴とする、請求項11に記載のプラスチックアンプル。
- 前記多層プラスチックの外層が、さらに、金属酸化物微粒子を含有していることを特徴とする、請求項11に記載のプラスチックアンプル。
- 顔料および紫外線吸収剤を含む着色層と、前記着色層の一方側表面に直接にまたは中間層を挟んで積層される内層と、を備える熱可塑性多層プラスチックで形成され、
前記着色層の厚さTが、50~1000μmであり、
前記着色層中の顔料の含有割合P(重量%)と、前記着色層の厚さT(μm)との積PTが、下記式(1)を満たし、
前記着色層中の紫外線吸収剤の含有割合U(重量%)と、前記着色層の厚さT(μm)との積UTが、上記積PTが20を上回るときに下記式(2)を満たし、かつ、上記積PTが20以下であるときに下記式(3)を満たすことを特徴とする、着色プラスチック容器。
1≦PT≦150 …(1)
5≦UT≦160 …(2)
20<UT≦160 …(3) - 前記着色層の他方側表面が、前記熱可塑性多層プラスチックの外側表面であることを特徴とする、請求項14に記載の着色プラスチック容器。
- 前記着色層中の紫外線吸収剤の含有割合U(重量%)を、前記着色層の厚さT(μm)で除したときの商U/Tが、下記式(4)を満たすことを特徴とする、請求項15に記載の着色プラスチック容器。
U/T≦0.004 …(4) - 前記顔料がアゾ縮合系顔料であり、かつ、前記紫外線吸収剤がベンゾトリアゾール系紫外線吸収剤であることを特徴とする、請求項14に記載の着色プラスチック容器。
- 前記熱可塑性多層プラスチックの透過率が、波長200~380nmの光線に対し、5%以下であり、かつ、波長600nmの光線に対し、40%以上であることを特徴とする、請求項14に記載の着色プラスチック容器。
- 前記着色層と、前記内層との間に、環状オレフィン重合体層を備えていることを特徴とする、請求項14に記載の着色プラスチック容器。
- 有底筒状に形成された薬液を収容するための薬液収容部と、薬液収容部の開口端と連通し、一方側に向かって延びる薬液排出筒部と、薬液排出筒部の一方側端部を閉鎖する頂部と、を備える着色プラスチックアンプルであり、かつ、前記薬液収容部での熱可塑性多層プラスチックの厚みが、300~1500μmであることを特徴とする、請求項14に記載の着色プラスチック容器。
- ブロー・フィル・シール法により形成されていることを特徴とする、請求項20に記載の着色プラスチック容器。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES08722164T ES2436022T3 (es) | 2008-03-14 | 2008-03-14 | Ampolla de plástico |
| US12/922,615 US8486501B2 (en) | 2008-03-14 | 2008-03-14 | Plastic ampule and colored plastic container |
| PT87221644T PT2266521E (pt) | 2008-03-14 | 2008-03-14 | Ampola de plástico e recipiente de plástico colorido |
| EP08722164.4A EP2266521B1 (en) | 2008-03-14 | 2008-03-14 | Plastic ampule |
| CN200880128037.5A CN101969913B (zh) | 2008-03-14 | 2008-03-14 | 塑料安瓿 |
| DK08722164.4T DK2266521T3 (da) | 2008-03-14 | 2008-03-14 | Plastikampul |
| PCT/JP2008/054768 WO2009113177A1 (ja) | 2008-03-14 | 2008-03-14 | プラスチックアンプルおよび着色プラスチック容器 |
| HK11103374.7A HK1149186A1 (en) | 2008-03-14 | 2011-04-04 | Plastic ampule |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2008/054768 WO2009113177A1 (ja) | 2008-03-14 | 2008-03-14 | プラスチックアンプルおよび着色プラスチック容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009113177A1 true WO2009113177A1 (ja) | 2009-09-17 |
Family
ID=41064857
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/054768 WO2009113177A1 (ja) | 2008-03-14 | 2008-03-14 | プラスチックアンプルおよび着色プラスチック容器 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8486501B2 (ja) |
| EP (1) | EP2266521B1 (ja) |
| CN (1) | CN101969913B (ja) |
| DK (1) | DK2266521T3 (ja) |
| ES (1) | ES2436022T3 (ja) |
| HK (1) | HK1149186A1 (ja) |
| PT (1) | PT2266521E (ja) |
| WO (1) | WO2009113177A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103415315A (zh) * | 2010-12-14 | 2013-11-27 | 阿普塔尔法国简易股份公司 | 干粉末吸入器 |
| WO2020116654A1 (ja) * | 2018-12-07 | 2020-06-11 | 藤森工業株式会社 | 点眼剤容器 |
| WO2021079404A1 (ja) * | 2019-10-21 | 2021-04-29 | ロート製薬株式会社 | 樹脂製容器及び樹脂製容器連結体 |
| WO2021079405A1 (ja) * | 2019-10-21 | 2021-04-29 | ロート製薬株式会社 | 樹脂製容器及び樹脂製容器連結体 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5270755B2 (ja) * | 2008-06-02 | 2013-08-21 | スリーエム イノベイティブ プロパティズ カンパニー | 接着剤封入組成物及びそれで作られた電子デバイス |
| FR2949761B1 (fr) * | 2009-09-10 | 2011-12-02 | Oreal | Dispositif de conditionnement et de distribution d'un produit |
| ES2566178T3 (es) * | 2011-04-06 | 2016-04-11 | Otsuka Pharmaceutical Factory, Inc. | Ampolla de plástico |
| CN102274122A (zh) * | 2011-05-20 | 2011-12-14 | 海南卫康制药(潜山)有限公司 | 适用于注射剂药品的包装瓶 |
| US20130018329A1 (en) * | 2011-07-14 | 2013-01-17 | Mehta Ketan C | Portable ampoule with a specialized tip and sealer |
| GB201114725D0 (en) * | 2011-08-25 | 2011-10-12 | Altacor Ltd | Ophthalmic formulations |
| RU2014113898A (ru) * | 2011-09-09 | 2015-10-20 | Колгейт-Палмолив Компани | Контейнеры с отделяемыми крышками |
| JP5980700B2 (ja) * | 2012-03-19 | 2016-08-31 | 株式会社ポーラファルマ | 抗真菌医薬組成物が充填された樹脂容器 |
| EP2877406B1 (en) * | 2012-07-12 | 2017-02-01 | Colgate-Palmolive Company | Package having unitary body including a break-off cap |
| JP6623407B2 (ja) * | 2013-05-20 | 2019-12-25 | 藤森工業株式会社 | 光線遮断シート及び容器 |
| US10363369B2 (en) * | 2015-01-14 | 2019-07-30 | Weiler Engineering, Inc. | Ampoule with dual Luer fitting |
| US9700397B2 (en) | 2015-11-30 | 2017-07-11 | Metal Industries Research & Development Centre | Implant carrier, mixing pot, and implant carrier assembly |
| EP3398581B1 (en) * | 2015-12-28 | 2022-08-10 | Terumo Kabushiki Kaisha | Self-standing drug-filled synthetic resin ampule |
| EP3448466A1 (en) | 2016-04-25 | 2019-03-06 | Koska Family Ltd. | Medical delivery system |
| DE102017009012A1 (de) * | 2017-09-26 | 2019-03-28 | Kocher-Plastik Maschinenbau Gmbh | Behälter sowie Verbindungs- und Herstellvorrichtung |
| EP3710086A4 (en) | 2017-11-17 | 2021-11-17 | Koska Family Limited | SYSTEMS AND PROCESSES FOR FLUID DISPENSERS |
| CN108785077A (zh) * | 2018-05-31 | 2018-11-13 | 湖北科伦药业有限公司 | 一种利巴韦林安瓿瓶及其生产工艺 |
| US20200354529A1 (en) * | 2019-05-08 | 2020-11-12 | The Procter & Gamble Company | One piece multilayer thermoplastic container having a colorant |
| WO2021207040A1 (en) * | 2020-04-05 | 2021-10-14 | Koska Family Limited | Systems and methods for pre-filled medical delivery devices |
| KR20240040820A (ko) * | 2021-07-08 | 2024-03-28 | 유니켐 레버러토리스 리미티드 | 재조합 단백질, 조성물 및 이의 안정화 방법 |
| USD992110S1 (en) | 2021-08-10 | 2023-07-11 | Koska Family Limited | Sealed fluid container |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05293159A (ja) | 1991-07-22 | 1993-11-09 | Daikyo Seiko:Kk | 衛生品用容器 |
| JPH08193149A (ja) | 1995-01-13 | 1996-07-30 | Dainichiseika Color & Chem Mfg Co Ltd | 輸液バッグ用着色樹脂組成物 |
| JPH0986570A (ja) | 1995-09-21 | 1997-03-31 | Toyo Seikan Kaisha Ltd | 油性食品用容器 |
| JP2000178319A (ja) * | 1998-12-14 | 2000-06-27 | Mitsubishi Chemicals Corp | 医療容器用プロピレン系ランダム共重合体及びその組成物、並びに医療容器 |
| JP2004106410A (ja) * | 2002-09-19 | 2004-04-08 | Toyobo Co Ltd | 多層成形体 |
| JP2004121824A (ja) * | 2002-06-28 | 2004-04-22 | Mitsui Chemicals Inc | 医療用容器 |
| WO2004093775A1 (ja) | 2003-04-23 | 2004-11-04 | Otsuka Pharmaceutical Factory, Inc. | 薬液充填プラスチックアンプルおよびその製造方法 |
| JP2005230167A (ja) * | 2004-02-18 | 2005-09-02 | Otsuka Pharmaceut Factory Inc | プラスチックアンプル |
| JP2006217975A (ja) * | 2005-02-08 | 2006-08-24 | Otsuka Pharmaceut Factory Inc | 薬液バッグおよび薬液バッグ収容体 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100209830B1 (ko) | 1992-05-03 | 1999-07-15 | 오쯔카 아끼히코 | 다수의 챔버를 갖는 저장용기 |
| JP3079403B2 (ja) | 1992-05-03 | 2000-08-21 | 株式会社大塚製薬工場 | 複室容器 |
| JPH06191589A (ja) | 1992-09-17 | 1994-07-12 | Mitsubishi Kasei Corp | フォトレジスト組成物用容器 |
| JP3119069B2 (ja) | 1994-03-31 | 2000-12-18 | 凸版印刷株式会社 | 防湿性多層構造物およびそれを用いた防湿性多層容器 |
| US6042906A (en) | 1996-08-12 | 2000-03-28 | Toyo Seikan Kaisha, Ltd. | Flavor-retaining plastic multi-layer container |
| EP0986341B1 (de) * | 1997-06-02 | 2004-11-24 | Institut Straumann Ag | Halteelement für ein implantat und ampulle zur aufbewahrung des implantats |
| JP4571328B2 (ja) | 2001-04-04 | 2010-10-27 | 株式会社大塚製薬工場 | 多層フィルムおよびそれを用いた容器 |
| US20030199814A1 (en) * | 2002-04-19 | 2003-10-23 | Parsons J. Stuart | Multi-component ampule |
| US20050208240A1 (en) * | 2002-05-17 | 2005-09-22 | Yuki Manabe | Multi-layer film and medicine container using the same |
| MY134275A (en) | 2002-05-17 | 2007-11-30 | Otsuka Pharma Co Ltd | Multi-layer film and medicine container using the same |
| CN100515381C (zh) * | 2003-04-23 | 2009-07-22 | 株式会社大塚制药工厂 | 填充了药液的塑料安瓿及其制造方法 |
| WO2005004902A1 (ja) | 2003-07-10 | 2005-01-20 | Nipro Corporation | プラスチック容器入り組換えヒト血清アルブミン製剤 |
| DE60324147D1 (de) * | 2003-10-16 | 2008-11-27 | Straumann Holding Ag | Kapsel aus zyklischem Olefin Copolymer zur Aufbewahrung eines medizinischen Gegenstands |
| KR101150566B1 (ko) | 2004-10-18 | 2012-06-08 | 가부시키가이샤 오츠까 세이야꾸 고죠 | 의료용 가스 배리어 필름 및 그것을 이용한 의료용 백 |
| JP3109486U (ja) | 2004-12-20 | 2005-05-19 | 株式会社大塚製薬工場 | 光劣化性成分含有医薬品のための包装類 |
| WO2006085490A1 (ja) * | 2005-02-08 | 2006-08-17 | Toyo Seikan Kaisha, Ltd. | 無菌充填包装体、その製造方法、及び製造装置 |
| JP4939405B2 (ja) * | 2005-04-28 | 2012-05-23 | 株式会社大塚製薬工場 | 薬液容器収容体およびその製造方法 |
| ES2340203T3 (es) | 2005-12-20 | 2010-05-31 | ALPLA WERKE ALWIN LEHNER GMBH & CO. KG | Producto semiacabado para la fabricacion de un tubo de plastico asi como procedimiento de fabricacion, y tubo a partir de plastico fabricado a partir del mismo. |
| KR20090034960A (ko) * | 2006-07-07 | 2009-04-08 | 제이에스알 가부시끼가이샤 | 환상 올레핀계 부가 공중합체, 그의 제조 방법 및 이 공중합체로부터 얻어지는 위상차 필름 |
| EP2127866B1 (en) * | 2007-02-23 | 2014-10-15 | Otsuka Pharmaceutical Factory, Inc. | Multilayer film and container |
| CN102038607B (zh) * | 2007-11-22 | 2015-07-01 | 田边三菱制药株式会社 | 含有环状聚烯烃层的塑料容器 |
| US9050243B2 (en) * | 2007-12-20 | 2015-06-09 | Hosokawa Yoko Co., Ltd. | Multilayered body for medical containers and medical container |
| JP5262407B2 (ja) * | 2008-08-05 | 2013-08-14 | 藤森工業株式会社 | 多層液体容器 |
-
2008
- 2008-03-14 DK DK08722164.4T patent/DK2266521T3/da active
- 2008-03-14 EP EP08722164.4A patent/EP2266521B1/en not_active Not-in-force
- 2008-03-14 US US12/922,615 patent/US8486501B2/en not_active Expired - Fee Related
- 2008-03-14 CN CN200880128037.5A patent/CN101969913B/zh not_active Expired - Fee Related
- 2008-03-14 PT PT87221644T patent/PT2266521E/pt unknown
- 2008-03-14 ES ES08722164T patent/ES2436022T3/es active Active
- 2008-03-14 WO PCT/JP2008/054768 patent/WO2009113177A1/ja active Application Filing
-
2011
- 2011-04-04 HK HK11103374.7A patent/HK1149186A1/xx not_active IP Right Cessation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05293159A (ja) | 1991-07-22 | 1993-11-09 | Daikyo Seiko:Kk | 衛生品用容器 |
| JPH08193149A (ja) | 1995-01-13 | 1996-07-30 | Dainichiseika Color & Chem Mfg Co Ltd | 輸液バッグ用着色樹脂組成物 |
| JPH0986570A (ja) | 1995-09-21 | 1997-03-31 | Toyo Seikan Kaisha Ltd | 油性食品用容器 |
| JP2000178319A (ja) * | 1998-12-14 | 2000-06-27 | Mitsubishi Chemicals Corp | 医療容器用プロピレン系ランダム共重合体及びその組成物、並びに医療容器 |
| JP2004121824A (ja) * | 2002-06-28 | 2004-04-22 | Mitsui Chemicals Inc | 医療用容器 |
| JP2004106410A (ja) * | 2002-09-19 | 2004-04-08 | Toyobo Co Ltd | 多層成形体 |
| WO2004093775A1 (ja) | 2003-04-23 | 2004-11-04 | Otsuka Pharmaceutical Factory, Inc. | 薬液充填プラスチックアンプルおよびその製造方法 |
| JP2005230167A (ja) * | 2004-02-18 | 2005-09-02 | Otsuka Pharmaceut Factory Inc | プラスチックアンプル |
| JP2006217975A (ja) * | 2005-02-08 | 2006-08-24 | Otsuka Pharmaceut Factory Inc | 薬液バッグおよび薬液バッグ収容体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2266521A4 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103415315A (zh) * | 2010-12-14 | 2013-11-27 | 阿普塔尔法国简易股份公司 | 干粉末吸入器 |
| WO2020116654A1 (ja) * | 2018-12-07 | 2020-06-11 | 藤森工業株式会社 | 点眼剤容器 |
| CN113302133A (zh) * | 2018-12-07 | 2021-08-24 | 藤森工业株式会社 | 滴眼剂容器 |
| JPWO2020116654A1 (ja) * | 2018-12-07 | 2021-10-28 | 藤森工業株式会社 | 点眼剤容器 |
| WO2021079404A1 (ja) * | 2019-10-21 | 2021-04-29 | ロート製薬株式会社 | 樹脂製容器及び樹脂製容器連結体 |
| WO2021079405A1 (ja) * | 2019-10-21 | 2021-04-29 | ロート製薬株式会社 | 樹脂製容器及び樹脂製容器連結体 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110100861A1 (en) | 2011-05-05 |
| CN101969913B (zh) | 2013-10-16 |
| HK1149186A1 (en) | 2011-09-30 |
| EP2266521A4 (en) | 2011-03-16 |
| US8486501B2 (en) | 2013-07-16 |
| CN101969913A (zh) | 2011-02-09 |
| EP2266521A1 (en) | 2010-12-29 |
| PT2266521E (pt) | 2013-09-06 |
| EP2266521B1 (en) | 2013-08-28 |
| DK2266521T3 (da) | 2013-10-28 |
| ES2436022T3 (es) | 2013-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009113177A1 (ja) | プラスチックアンプルおよび着色プラスチック容器 | |
| JP5078523B2 (ja) | プラスチックアンプル | |
| KR100999705B1 (ko) | 약액 충전 플라스틱 앰플 및 그의 제조 방법 | |
| JP5518377B2 (ja) | 樹脂組成物、該樹脂組成物を用いたフィルム及び多層フィルム、及び該多層フィルムを用いた医療用包装袋とその製造方法 | |
| KR101450368B1 (ko) | 약제 용기 및 다층 필름 | |
| EP1711558B1 (en) | Syndiotatic polypropylene composition comprising a thermoplastic elastomer | |
| EP2330048B1 (en) | Multilayered liquid container | |
| JP5078594B2 (ja) | 着色プラスチック容器 | |
| JP5258054B2 (ja) | 多層フィルム及び多層フィルムの製造方法 | |
| JP4460372B2 (ja) | 複室輸液バッグ | |
| JP2022115886A (ja) | 薬液収容プラスチック容器 | |
| WO2019151532A1 (ja) | 積層体およびプラスチック容器 | |
| JP5314972B2 (ja) | 多層フィルム及び多層フィルムを用いた薬剤容器 | |
| JP3573091B2 (ja) | 易剥離性フィルムおよびこれを用いた医療用包装容器 | |
| JP2019018482A (ja) | 積層体及び容器 | |
| JP7240374B2 (ja) | プラスチック容器 | |
| JP2012085742A (ja) | 輸液バッグ用積層体および輸液バッグ | |
| TWI425941B (zh) | Plastic ampoules and colored plastic containers | |
| CN102836066B (zh) | 着色塑料容器 | |
| WO2019216245A1 (ja) | 積層体、容器及び輸液バッグ | |
| JP5053898B2 (ja) | 医療用複室容器 | |
| JP2023066723A (ja) | 積層体及びプラスチック容器 | |
| JP2023148790A (ja) | 積層体及びプラスチック容器 | |
| JP2011111178A (ja) | 薬液バッグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880128037.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08722164 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008722164 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12922615 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |