KR20180098249A - 식품 용기 및 그 제조 방법 - Google Patents
식품 용기 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20180098249A KR20180098249A KR1020187016489A KR20187016489A KR20180098249A KR 20180098249 A KR20180098249 A KR 20180098249A KR 1020187016489 A KR1020187016489 A KR 1020187016489A KR 20187016489 A KR20187016489 A KR 20187016489A KR 20180098249 A KR20180098249 A KR 20180098249A
- Authority
- KR
- South Korea
- Prior art keywords
- container body
- container
- lid body
- seal portion
- molecular weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D53/00—Sealing or packing elements; Sealings formed by liquid or plastics material
- B65D53/06—Sealings formed by liquid or plastic material
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47G—HOUSEHOLD OR TABLE EQUIPMENT
- A47G19/00—Table service
- A47G19/12—Vessels or pots for table use
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/10—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material of polygonal cross-section and all parts being permanently connected to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
- B65D43/0202—Removable lids or covers without integral tamper element
- B65D43/0204—Removable lids or covers without integral tamper element secured by snapping over beads or projections
- B65D43/0212—Removable lids or covers without integral tamper element secured by snapping over beads or projections only on the outside, or a part turned to the outside, of the mouth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D45/00—Clamping or other pressure-applying devices for securing or retaining closure members
- B65D45/02—Clamping or other pressure-applying devices for securing or retaining closure members for applying axial pressure to engage closure with sealing surface
- B65D45/16—Clips, hooks, or clamps which are removable, or which remain connected either with the closure or with the container when the container is open, e.g. C-shaped
- B65D45/18—Clips, hooks, or clamps which are removable, or which remain connected either with the closure or with the container when the container is open, e.g. C-shaped of snap-over type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D53/00—Sealing or packing elements; Sealings formed by liquid or plastics material
- B65D53/02—Collars or rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1676—Making multilayered or multicoloured articles using a soft material and a rigid material, e.g. making articles with a sealing part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2009/00—Use of rubber derived from conjugated dienes, as moulding material
- B29K2009/06—SB polymers, i.e. butadiene-styrene polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/002—Coloured
- B29K2995/0021—Multi-coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/007—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/26—Sealing devices, e.g. packaging for pistons or pipe joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00064—Shape of the outer periphery
- B65D2543/0012—Shape of the outer periphery having straight sides, e.g. with curved corners
- B65D2543/00175—Shape of the outer periphery having straight sides, e.g. with curved corners four straight sides, e.g. trapezium or diamond
- B65D2543/00185—Shape of the outer periphery having straight sides, e.g. with curved corners four straight sides, e.g. trapezium or diamond and at least one curved side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00222—Hollow and made of one piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00259—Materials used
- B65D2543/00296—Plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00453—Contact between the container and the lid in a peripheral U-shaped channel of the container
- B65D2543/00462—Contact between the container and the lid in a peripheral U-shaped channel of the container peripheral U-shaped channel of the lid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00453—Contact between the container and the lid in a peripheral U-shaped channel of the container
- B65D2543/00472—Skirt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00481—Contact between the container and the lid on the inside or the outside of the container
- B65D2543/00537—Contact between the container and the lid on the inside or the outside of the container on the outside, or a part turned to the outside of the mouth of the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00564—Contact between the container and the lid indirect by means of a gasket or similar intermediate ring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00574—Contact between the container and the lid secured locally, i.e. a lot less than half the periphery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00583—Means for limiting the axial insertion of the lid on the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00611—Profiles
- B65D2543/00648—Flange or lip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00675—Periphery concerned
- B65D2543/00694—Segments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00712—Snapping means on the lid
- B65D2543/00787—Periphery concerned
- B65D2543/00805—Segments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00953—Sealing means
- B65D2543/00962—Sealing means inserted
- B65D2543/00972—Collars or rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/34—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within the package
- B65D81/3446—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within the package specially adapted to be heated by microwaves
- B65D81/3453—Rigid containers, e.g. trays, bottles, boxes, cups
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Food Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Closures For Containers (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Package Specialized In Special Use (AREA)
- Sealing Material Composition (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
도 2는 실시형태의 용기 본체를 나타내는 사시도이다.
도 3은 실시형태의 용기 본체를 나타내는 단면도이다.
도 4는 실시형태의 덮개체를 나타내는 평면도이다.
도 5는 실시형태의 시일부를 나타내는 단면도이다.

12 : 덮개체 13 : 시일부
111 : 개구 112 : 플랜지
113 : 돌기 12A : 평판부
12B : 외주부 121 : 환상홈
122 : 고정부 123 : 힌지
124 : 후크
Claims (7)
- 개구를 갖는 용기 본체와 상기 용기 본체의 상기 개구를 폐색하는 덮개체를 구비하고 있음과 아울러, 상기 덮개체 또는 상기 용기 본체에는 상기 덮개체에 의해서 상기 용기 본체의 개구를 폐색한 상태에서 상기 개구의 둘레가장자리부를 밀봉 상태로 하는 시일부가 형성되어 있는 식품 용기로서,
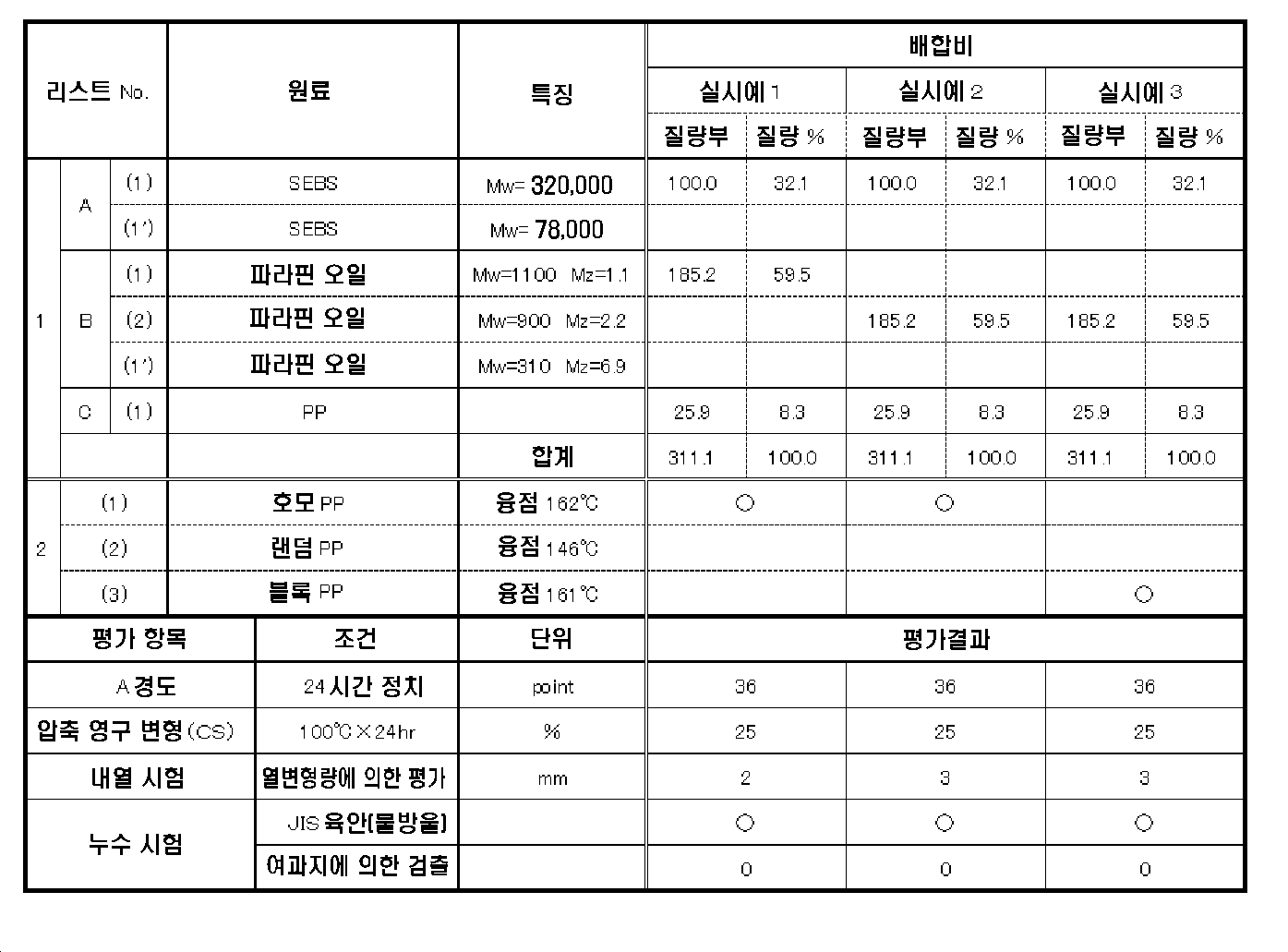
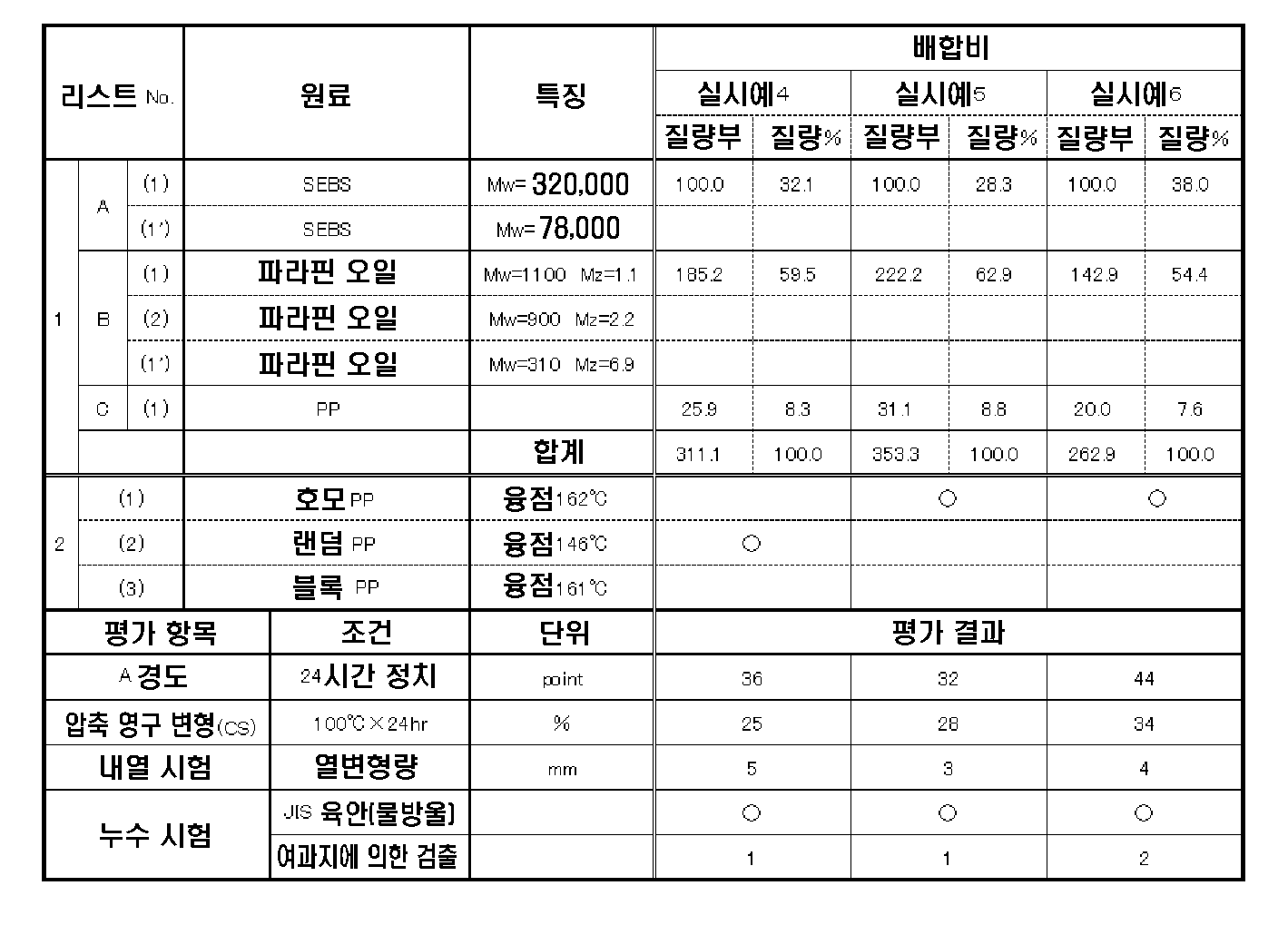
상기 시일부는 중량 평균 분자량이 100,000~500,000인 수소첨가 스티렌계 블록 공중합체 A, 중량 평균 분자량이 500 이상인 고무용 경화제 B, 및 올레핀계 수지 C를 함유하여 이루어지고, A 경도가 5 이상이고 70 이하, 100℃에서 24시간의 압축 영구 변형(CS)이 60% 이하인 엘라스토머 조성물로 이루어지는 것이며, 폴리프로필렌으로 이루어지는 상기 덮개체 또는 상기 용기 본체와 일체로 형성되어 있는 것을 특징으로 하는 식품 용기. - 제 1 항에 있어서,
상기 폴리프로필렌에는 융점이 155℃ 이상인 것이 사용되고 있는 식품 용기. - 제 1 항 또는 제 2 항에 있어서,
상기 엘라스토머 조성물 중에 있어서의 배합량은 상기 수소첨가 스티렌계 블록 공중합체 A가 100질량부에 대하여 상기 고무용 경화제 B가 50~300질량부, 상기 올레핀계 수지 C가 2~100질량부이고,
또한, 상기 수소첨가 스티렌계 블록 공중합체 A에는 스티렌계 단량체로 이루어지는 중합체 블록(a)과, 공역 디엔 화합물로 이루어지는 중합체 블록(b)으로 이루어지는 블록 공중합체 A'의 수소첨가물로서, 스티렌계 단량체로 이루어지는 중합체 블록(a)의 함유율이 10~40질량%인 것이 이용되고 있고,
또한, 상기 고무용 경화제 B에는 분자량 분포 지수(중량 평균 분자량(Mw)/수 평균 분자량(Mn))가 4.0 이하인 것이 이용되고 있는 식품 용기. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 덮개체 또는 상기 용기 본체와 일체로 형성되어 있는 상기 시일부에는 상기 용기 본체 또는 상기 덮개체의 소정 개소에 접촉되는 접촉부가 형성되어 있음과 아울러, 상기 접촉부는 전체가 평면 형상을 이루도록 소정 폭으로 형성되어 있는 식품 용기. - 제 4 항에 있어서,
상기 접촉부의 소정 폭은 상기 덮개체 및 상기 용기 본체에 있어서 상기 시일부가 일체로 형성되어 있는 개소의 폭과 상기 접촉부가 접촉되는 소정 개소의 폭을 비교해서 좁은 쪽의 폭을 1로 했을 경우에 1~20이 되도록 설정되어 있는 식품 용기. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 시일부는 상기 덮개체 또는 상기 용기 본체에 있어서 상기 시일부가 형성되는 부위의 두께를 1로 했을 경우에 그 두께가 1~4가 되도록 설정되어 있는 식품 용기. - 제 1 항 내지 제 6 항 중 어느 한 항에 기재된 식품 용기의 제조 방법으로서,
2색 성형용 틀을 이용하여, 덮개체 또는 용기 본체의 성형용 캐비티 내에 폴리프로필렌을 사출하여 덮개체 또는 용기 본체를 소정 형상으로 성형한 후, 시일부용 캐비티 내에 엘라스토머 조성물을 사출하고, 상기 덮개체 또는 상기 용기 본체에 있어서 개구의 둘레가장자리부가 되는 소정의 부위에 시일부가 상기 덮개체 또는 상기 용기 본체와 일체로 형성되도록 2색 성형을 행하는 것을 특징으로 하는 식품 용기의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2015-255018 | 2015-12-25 | ||
| JP2015255018 | 2015-12-25 | ||
| PCT/JP2016/088151 WO2017110897A1 (ja) | 2015-12-25 | 2016-12-21 | 食品容器及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180098249A true KR20180098249A (ko) | 2018-09-03 |
| KR102722002B1 KR102722002B1 (ko) | 2024-10-25 |
Family
ID=59089429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187016489A Active KR102722002B1 (ko) | 2015-12-25 | 2016-12-21 | 식품 용기 및 그 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11046489B2 (ko) |
| EP (1) | EP3395715A4 (ko) |
| JP (3) | JP6654202B2 (ko) |
| KR (1) | KR102722002B1 (ko) |
| CN (1) | CN107614391B (ko) |
| CA (1) | CA3002139A1 (ko) |
| TW (1) | TWI722081B (ko) |
| WO (1) | WO2017110897A1 (ko) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6945880B2 (ja) | 2017-10-06 | 2021-10-06 | 岩崎工業株式会社 | 蓋体及びこれを備えた飲料容器 |
| JP7079476B2 (ja) * | 2018-02-15 | 2022-06-02 | アスベル株式会社 | 容器 |
| CN108814937B (zh) * | 2018-04-29 | 2020-10-20 | 乐清市川嘉电气科技有限公司 | 皮肤护理装置 |
| CN208278619U (zh) * | 2018-05-03 | 2018-12-25 | 江门市新会区恒隆塑料制品有限公司 | 一种密封罐 |
| WO2020195193A1 (ja) * | 2019-03-27 | 2020-10-01 | Phcホールディングス株式会社 | 冷凍システム |
| CN114423687A (zh) * | 2019-05-23 | 2022-04-29 | 沙伯特公司 | 带锁紧耳片的容器系统 |
| CN110617327B (zh) * | 2019-09-23 | 2025-05-16 | 青海省药品检验检测院 | 一种检测用玻璃仪器接口密封装置 |
| CN110668002A (zh) * | 2019-09-23 | 2020-01-10 | 台州市黄岩泳川塑胶有限公司 | 密封免拆洗塑料保鲜盒及其制造方法 |
| JP2021084662A (ja) * | 2019-11-28 | 2021-06-03 | 株式会社クレハ | 樹脂製容器 |
| US20230010622A1 (en) * | 2019-12-10 | 2023-01-12 | Actega Ds Gmbh | Rotary vacuum vessel closure with vessel closure seal |
| JP7504598B2 (ja) * | 2020-01-21 | 2024-06-24 | 藤森工業株式会社 | ノズルを構成する中栓及び点眼剤容器 |
| USD906767S1 (en) | 2020-07-29 | 2021-01-05 | E. Mishan & Sons, Inc. | Food storage container |
| CN112590081B (zh) * | 2020-12-07 | 2022-05-17 | 广德亚蕴申橡塑有限公司 | 一种多功能硅胶工具盒及该工具盒的一体成型方法 |
| KR102801709B1 (ko) * | 2021-12-17 | 2025-05-09 | (주)스포시스 | 밀폐 용기 및 결착 뚜껑 |
| US20230242305A1 (en) * | 2022-01-31 | 2023-08-03 | Kam Yuen Dennis Hon | Two-component platinum contented liquid silicone and the method for manufacturing of storage box lid |
| NL2032433B1 (nl) * | 2022-07-08 | 2024-01-23 | Curtec Nederland Bv | Hersluitbare container omvattende een samenstel van een bak en een afzonderlijk deksel dat ontworpen is om de bak vergrendeld af te sluiten. |
| CN116001206B (zh) * | 2023-03-28 | 2023-06-09 | 四川新升包装科技有限责任公司 | 一种塑料容器的注塑模具 |
| USD1073313S1 (en) * | 2023-05-12 | 2025-05-06 | Elo Touch Solutions, Inc. | Basket |
| USD1013450S1 (en) * | 2023-07-11 | 2024-02-06 | Chaozhou Chao'an District Jinshi Town Baoying Stainless Steel Products Factory | Lid for container |
| DE102024109997B3 (de) * | 2024-04-10 | 2025-01-02 | KDT GmbH & Co. KG | Gefäßkomponente, Gefäßeinheit, Verfahren zur Herstellung |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10120043A (ja) | 1997-04-09 | 1998-05-12 | Kyoko Mizoguchi | 電子レンジ用容器 |
| JPH11263358A (ja) * | 1998-03-18 | 1999-09-28 | Gifu Plast Ind Co Ltd | 密閉容器のための蓋体 |
| JP2000281117A (ja) * | 1999-03-31 | 2000-10-10 | Mitsubishi Chemicals Corp | キャップライナー |
| JP2009029512A (ja) | 2007-07-26 | 2009-02-12 | Jaegu Moon | 羽部を有するパッキングが一体で形成された容器蓋 |
| JP2010150499A (ja) | 2008-11-28 | 2010-07-08 | Riken Technos Corp | パッキン材用熱可塑性エラストマー組成物およびパッキン材 |
| US20170217069A1 (en) * | 2016-01-29 | 2017-08-03 | Tokiwa Chemical Industries Co., Ltd. | Extrusion molded product having core material |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5993660A (ja) * | 1982-11-22 | 1984-05-30 | 株式会社 大井製作所 | ワンタツチ容器蓋 |
| JPH0523492Y2 (ko) * | 1985-10-31 | 1993-06-16 | ||
| US4708255A (en) * | 1985-12-12 | 1987-11-24 | Tri-Tech Systems International Inc. | Closure cap with a linerless seal and a method for forming such closure and seal |
| JPH0688608B2 (ja) * | 1988-08-08 | 1994-11-09 | 日本クラウンコルク株式会社 | 耐熱性ライナー付容器蓋及びその製法 |
| JP2925982B2 (ja) * | 1994-06-20 | 1999-07-28 | 三菱化学株式会社 | 複合成形体及びその製造方法 |
| JPH08217127A (ja) * | 1995-02-16 | 1996-08-27 | Nitsusoo Jushi Kk | 密閉容器 |
| JPH08324653A (ja) * | 1995-03-29 | 1996-12-10 | Shimaya:Kk | 電子レンジ用調理容器 |
| JP2893170B2 (ja) * | 1996-05-07 | 1999-05-17 | 岐阜プラスチック工業株式会社 | 密閉容器 |
| JP2979310B1 (ja) * | 1998-06-26 | 1999-11-15 | 塩谷エムエス株式会社 | ライナー付容器キャップの製造方法及びライナー付容器キャップ |
| US7736687B2 (en) * | 2006-01-31 | 2010-06-15 | Advance Bio Prosthetic Surfaces, Ltd. | Methods of making medical devices |
| EP1729043A1 (en) * | 2001-01-31 | 2006-12-06 | Bridgestone Corporation | Gasket integrated with cover |
| JP2003147156A (ja) * | 2001-11-09 | 2003-05-21 | Japan Polychem Corp | プロピレン系樹脂組成物 |
| CN1465507A (zh) * | 2002-07-01 | 2004-01-07 | 上海紫日包装有限公司 | 瓶盖内垫材料及其在热灌装饮料塑料瓶盖上的应用 |
| US7776413B2 (en) * | 2002-09-10 | 2010-08-17 | Yupo Corporation | Melt thermal transfer recording paper |
| JP4273773B2 (ja) * | 2003-01-24 | 2009-06-03 | 東洋製罐株式会社 | リシール性を備えた易開封性容器蓋の製法 |
| JP2004307564A (ja) * | 2003-04-02 | 2004-11-04 | Mitsubishi Chemicals Corp | スチレン系熱可塑性エラストマー組成物 |
| JP2005133024A (ja) * | 2003-10-31 | 2005-05-26 | Riken Technos Corp | 熱可塑性エラストマー組成物 |
| EP2402392B1 (en) * | 2004-11-25 | 2013-09-18 | Mitsui Chemicals, Inc. | Propylene resin composition and use thereof |
| WO2009070490A1 (en) * | 2007-11-28 | 2009-06-04 | The Glad Products Company | Storage container |
| EP2292685B1 (en) * | 2009-09-07 | 2012-06-27 | The Procter & Gamble Company | Bottle cap made from a material comprising polypropylene, particulate calcium carbonate and additives |
| JP6071175B2 (ja) * | 2011-07-26 | 2017-02-01 | リケンテクノス株式会社 | 熱可塑性エラストマー組成物 |
| JP6178133B2 (ja) * | 2013-06-26 | 2017-08-09 | 岩崎工業株式会社 | 蓋体及びこれを備えた容器、並びに蓋体の製造方法 |
-
2016
- 2016-12-21 CN CN201680029843.1A patent/CN107614391B/zh active Active
- 2016-12-21 KR KR1020187016489A patent/KR102722002B1/ko active Active
- 2016-12-21 CA CA3002139A patent/CA3002139A1/en not_active Abandoned
- 2016-12-21 WO PCT/JP2016/088151 patent/WO2017110897A1/ja not_active Ceased
- 2016-12-21 EP EP16878784.4A patent/EP3395715A4/en not_active Withdrawn
- 2016-12-21 US US15/573,002 patent/US11046489B2/en active Active
- 2016-12-21 JP JP2017558199A patent/JP6654202B2/ja active Active
- 2016-12-22 TW TW105142685A patent/TWI722081B/zh active
-
2019
- 2019-12-04 JP JP2019219586A patent/JP2020055644A/ja active Pending
-
2022
- 2022-07-04 JP JP2022107849A patent/JP7345927B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10120043A (ja) | 1997-04-09 | 1998-05-12 | Kyoko Mizoguchi | 電子レンジ用容器 |
| JPH11263358A (ja) * | 1998-03-18 | 1999-09-28 | Gifu Plast Ind Co Ltd | 密閉容器のための蓋体 |
| JP2000281117A (ja) * | 1999-03-31 | 2000-10-10 | Mitsubishi Chemicals Corp | キャップライナー |
| JP2009029512A (ja) | 2007-07-26 | 2009-02-12 | Jaegu Moon | 羽部を有するパッキングが一体で形成された容器蓋 |
| JP2010150499A (ja) | 2008-11-28 | 2010-07-08 | Riken Technos Corp | パッキン材用熱可塑性エラストマー組成物およびパッキン材 |
| US20170217069A1 (en) * | 2016-01-29 | 2017-08-03 | Tokiwa Chemical Industries Co., Ltd. | Extrusion molded product having core material |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3395715A4 (en) | 2019-09-11 |
| CN107614391B (zh) | 2020-04-07 |
| JP7345927B2 (ja) | 2023-09-19 |
| JP2020055644A (ja) | 2020-04-09 |
| US11046489B2 (en) | 2021-06-29 |
| HK1249489A1 (zh) | 2018-11-02 |
| WO2017110897A1 (ja) | 2017-06-29 |
| CA3002139A1 (en) | 2017-06-29 |
| JP6654202B2 (ja) | 2020-02-26 |
| US20180118431A1 (en) | 2018-05-03 |
| EP3395715A1 (en) | 2018-10-31 |
| JPWO2017110897A1 (ja) | 2018-10-18 |
| TWI722081B (zh) | 2021-03-21 |
| KR102722002B1 (ko) | 2024-10-25 |
| JP2022153402A (ja) | 2022-10-12 |
| CN107614391A (zh) | 2018-01-19 |
| TW201729739A (zh) | 2017-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7345927B2 (ja) | 食品容器及びその製造方法 | |
| US5187224A (en) | Thermoplastic elastomer composition which has a shore a hardness of less than 45 | |
| JP5703990B2 (ja) | 医療用ゴム栓 | |
| JP5676420B2 (ja) | 熱可塑性エラストマー組成物および医療用ゴム用品 | |
| US12503557B2 (en) | Thermoplastic elastomer composition, joint member, and method for producing the same | |
| CN106459591A (zh) | 热塑性弹性体组合物 | |
| JP5887702B2 (ja) | ガスケット及び樹脂組成物 | |
| HK1249489B (zh) | 食品容器及其制造方法 | |
| US6953824B2 (en) | Thermoplastic elastomer composition, formed article of the same and composite formed article of the same | |
| JP7408316B2 (ja) | 容器用蓋 | |
| US10550261B2 (en) | Anti-slipping material | |
| JP5927876B2 (ja) | 情報記録媒体収納用ケース | |
| US11952486B2 (en) | Thermoplastic elastomer compounds exhibiting retained clarity and improved surface structure | |
| JP2004224975A (ja) | キャップライナー材用組成物及びキャップ | |
| CN119095929A (zh) | 具有减小的金属板硬度的用于皇冠盖的密封衬垫 | |
| JP2001114976A (ja) | 熱可塑性エラストマー組成物及びガスケット材 | |
| JP2022018570A (ja) | シート部材 | |
| JPH08165404A (ja) | 樹脂組成物 | |
| WO2002051929A1 (en) | Thermoplastic elastomer composition | |
| JPWO2017090642A1 (ja) | 複合成形体用熱可塑性エラストマー組成物及び複合成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20180611 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20211210 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20231214 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20240827 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20241022 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20241023 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |