JP6020479B2 - 冷間圧延設備および冷間圧延方法 - Google Patents
冷間圧延設備および冷間圧延方法 Download PDFInfo
- Publication number
- JP6020479B2 JP6020479B2 JP2014014646A JP2014014646A JP6020479B2 JP 6020479 B2 JP6020479 B2 JP 6020479B2 JP 2014014646 A JP2014014646 A JP 2014014646A JP 2014014646 A JP2014014646 A JP 2014014646A JP 6020479 B2 JP6020479 B2 JP 6020479B2
- Authority
- JP
- Japan
- Prior art keywords
- meandering
- steel strip
- steel
- cold rolling
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/68—Camber or steering control for strip, sheets or plates, e.g. preventing meandering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2271/00—Mill stand parameters
- B21B2271/02—Roll gap, screw-down position, draft position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2273/00—Path parameters
- B21B2273/04—Lateral deviation, meandering, camber of product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/02—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring flatness or profile of strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/04—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring thickness, width, diameter or other transverse dimensions of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/02—Feeding or supporting work; Braking or tensioning arrangements, e.g. threading arrangements
- B21B39/08—Braking or tensioning arrangements
- B21B39/082—Bridle devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/004—Heating the product
Description
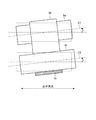
まず、本発明の実施の形態にかかる冷間圧延設備について説明する。図1は、本発明の実施の形態にかかる冷間圧延設備の一構成例を示す図である。図1に示すように、本実施の形態にかかる冷間圧延設備1は、被圧延材の搬送経路の入口端に巻戻し機2を備え、出口端にテンションリール12を備える。また、冷間圧延設備1は、巻戻し機2とテンションリール12との間に、被圧延材の搬送経路に沿って、溶接機3と、ルーパ4と、蛇行修正装置5と、板幅計6と、加熱装置7と、タンデム圧延機8および形状測定部10と、走間シャー11とを備える。このタンデム圧延機8における最上流の圧延機8aには、形状制御アクチュエータ9が設けられている。また、冷間圧延設備1は、蛇行修正装置5および形状制御アクチュエータ9を制御する制御部13を備える。
つぎに、本発明の実施の形態にかかる冷間圧延方法について説明する。図4は、本発明の実施の形態にかかる冷間圧延方法の一例を示すフローチャートである。本実施の形態にかかる冷間圧延方法において、図1に示した冷間圧延設備1は、ルーパ4の出側からテンションリール12に向かって順次搬送される鋼帯16毎に、図4に示すステップS101〜S105の各処理ステップを行い、被圧延材である鋼帯16を加熱して冷間圧延する。
つぎに、本発明の実施例について説明する。本実施例において、図1に示した冷間圧延設備1は、珪素の含有量が3.0%以上である各鋼板15の先尾端部同士を溶接機3によって接合して鋼帯16とし、この鋼帯16の両エッジ部16a,16bを加熱装置7によって加熱し、加熱後の鋼帯16をタンデム圧延機8によって連続的に冷間圧延した。この際、加熱装置7による鋼帯16の加熱条件は、タンデム圧延機8によって噛み込む直前の鋼帯16の両エッジ部16a,16bが60℃以上の温度を確保するように設定した。また、冷間圧延設備1は、蛇行修正装置5のステアリング機能によって鋼帯16の母板形状起因の蛇行を修正し、且つ、タンデム圧延機8における最上流の圧延機8aの出側において測定した鋼帯形状に基づき形状制御アクチュエータ9を制御して、鋼帯16の圧延起因の蛇行を修正した。冷間圧延設備1は、上記の蛇行修正状態を維持しつつ、加熱装置7によって鋼帯16の両エッジ部16a,16bを加熱した。

2 巻戻し機
3 溶接機
4 ルーパ
4a,4c,4e,4g 固定ロール
4b,4d,4f 可動ロール
5 蛇行修正装置
5a〜5d ブライドルロール
5e ロール傾動部
6 板幅計
7 加熱装置
8 タンデム圧延機
8a〜8d 圧延機
8aa ワークロール
9 形状制御アクチュエータ
10 形状測定部
11 走間シャー
12 テンションリール
13 制御部
15 鋼板
16 鋼帯
16a,16b エッジ部
71a,71b インダクタ
72a,72b,73a,73b 脚部
74a,74b 加熱コイル
75a,75b 台車
76a,76b 位置制御部
77 整合盤
78 高周波電源
79 計算ユニット
C1,C2 ロール中心軸
Claims (8)
- 順次搬送される鋼板を加熱装置によって加熱し、加熱後の前記鋼板を、前記鋼板の搬送方向に並ぶ複数の圧延機を有するタンデム圧延機によって順次冷間圧延する冷間圧延設備において、
前記加熱装置による加熱前の前記鋼板の蛇行量を測定する蛇行量測定部と、
加熱前の前記鋼板の母材形状に起因する蛇行を修正する蛇行修正装置と、
前記タンデム圧延機における最上流の圧延機による冷間圧延後の前記鋼板の形状を測定する形状測定部と、
前記最上流の圧延機による冷間圧延後の前記鋼板の形状を制御する形状制御部と、
前記蛇行量測定部による前記鋼板の蛇行量の測定値に基づき前記蛇行修正装置の動作を制御して、加熱前の前記鋼板の母材形状に起因する蛇行を制御し、該母材形状に起因する蛇行の制御に並行して、前記形状測定部による前記鋼板の形状の測定値に基づき前記形状制御部の動作を制御して、前記タンデム圧延機による前記鋼板の冷間圧延に起因する前記鋼板の蛇行を制御する制御部と、
を備えたことを特徴とする冷間圧延設備。 - 前記蛇行修正装置は、前記加熱装置よりも前記鋼板の搬送方向の上流側に配置され、
前記蛇行量測定部は、前記蛇行修正装置と前記加熱装置との間に配置されることを特徴とする請求項1に記載の冷間圧延設備。 - 前記蛇行修正装置は、
加熱前の前記鋼板に接触しながら回転して、加熱前の前記鋼板を搬送するとともに加熱前の前記鋼板の張力を制御するためのブライドルロールと、
前記ブライドルロールの中心軸が水平方向に対して傾斜するように前記ブライドルロールを傾動するロール傾動部と、
を備えたことを特徴とする請求項1または2に記載の冷間圧延設備。 - 前記加熱装置は、前記鋼板の幅方向の両エッジ部を前記鋼板の厚さ方向の両側から非接触に挟むC型のインダクタを備え、誘導加熱方式によって前記鋼板のうちの前記両エッジ部を加熱することを特徴とする請求項1〜3のいずれか一つに記載の冷間圧延設備。
- 順次搬送される鋼板を加熱装置によって加熱し、加熱後の前記鋼板を、前記鋼板の搬送方向に並ぶ複数の圧延機を有するタンデム圧延機によって順次冷間圧延する冷間圧延方法において、
前記加熱装置による加熱前の前記鋼板の蛇行量と、前記タンデム圧延機における最上流の圧延機による冷間圧延後の前記鋼板の形状とを測定する測定ステップと、
前記鋼板の蛇行量の測定値に基づいて加熱前の前記鋼板の母材形状に起因する蛇行を制御し、該母材形状に起因する蛇行の制御に並行して、前記鋼板の形状の測定値に基づいて前記鋼板の冷間圧延に起因する蛇行を制御する蛇行制御ステップと、
を含むことを特徴とする冷間圧延方法。 - 前記測定ステップは、前記加熱装置よりも前記鋼板の搬送方向の上流側に配置されて加熱前の前記鋼板の母材形状に起因する蛇行を修正する蛇行修正装置と前記加熱装置との間に配置された蛇行量測定部によって、加熱前の前記鋼板の蛇行量を測定することを特徴とする請求項5に記載の冷間圧延方法。
- 前記蛇行制御ステップは、加熱前の前記鋼板に接触しながら回転して加熱前の前記鋼板を搬送するとともに加熱前の前記鋼板の張力を制御するためのブライドルロールと、前記ブライドルロールの中心軸が水平方向に対して傾斜するように前記ブライドルロールを傾動するロール傾動部とを有する前記蛇行修正装置の前記ロール傾動部の動作を、前記鋼板の蛇行量の測定値に基づき制御して、加熱前の前記鋼板の母材形状に起因する蛇行を制御することを特徴とする請求項6に記載の冷間圧延方法。
- 前記鋼板の幅方向の両エッジ部を前記鋼板の厚さ方向の両側から非接触に挟むC型のインダクタを備えた前記加熱装置を用い、前記蛇行制御ステップによって蛇行を制御された前記鋼板の幅方向の両エッジ部を誘導加熱方式によって加熱する加熱ステップを含むことを特徴とする請求項5〜7のいずれか一つに記載の冷間圧延方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014014646A JP6020479B2 (ja) | 2014-01-29 | 2014-01-29 | 冷間圧延設備および冷間圧延方法 |
| EP15743926.6A EP3100793B1 (en) | 2014-01-29 | 2015-01-09 | Cold-rolling facility and cold-rolling method |
| PCT/JP2015/050533 WO2015115156A1 (ja) | 2014-01-29 | 2015-01-09 | 冷間圧延設備および冷間圧延方法 |
| CN201580006264.0A CN105934286B (zh) | 2014-01-29 | 2015-01-09 | 冷轧设备以及冷轧方法 |
| KR1020167019943A KR101780618B1 (ko) | 2014-01-29 | 2015-01-09 | 냉간 압연 설비 및 냉간 압연 방법 |
| US15/114,540 US10259027B2 (en) | 2014-01-29 | 2015-01-09 | Cold rolling facility and cold rolling method |
| TW104101764A TWI584887B (zh) | 2014-01-29 | 2015-01-20 | 冷軋設備及冷軋方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014014646A JP6020479B2 (ja) | 2014-01-29 | 2014-01-29 | 冷間圧延設備および冷間圧延方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015139810A JP2015139810A (ja) | 2015-08-03 |
| JP6020479B2 true JP6020479B2 (ja) | 2016-11-02 |
Family
ID=53756733
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014014646A Active JP6020479B2 (ja) | 2014-01-29 | 2014-01-29 | 冷間圧延設備および冷間圧延方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10259027B2 (ja) |
| EP (1) | EP3100793B1 (ja) |
| JP (1) | JP6020479B2 (ja) |
| KR (1) | KR101780618B1 (ja) |
| CN (1) | CN105934286B (ja) |
| TW (1) | TWI584887B (ja) |
| WO (1) | WO2015115156A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107107137B (zh) * | 2015-02-02 | 2018-12-18 | 东芝三菱电机产业系统株式会社 | 轧制生产线的蛇行控制装置 |
| JP6884589B2 (ja) * | 2016-02-16 | 2021-06-09 | 株式会社神戸製鋼所 | 冷間圧延方法 |
| KR20190078337A (ko) | 2017-12-26 | 2019-07-04 | 주식회사 포스코 | 인공지능을 이용한 압연기 제어 장치 |
| CN108031716B (zh) * | 2017-12-29 | 2023-07-18 | 绿华能源(福建)有限公司 | 一种标准化移动式轻钢生产线及其自适应送料方法 |
| JP6835008B2 (ja) * | 2018-02-20 | 2021-02-24 | Jfeスチール株式会社 | 金属帯の冷間圧延方法 |
| JP6959582B2 (ja) * | 2018-11-30 | 2021-11-02 | Jfeスチール株式会社 | 非接触式搬送装置における帯状基材の蛇行制御方法 |
| WO2020213542A1 (ja) * | 2019-04-19 | 2020-10-22 | 日本製鉄株式会社 | 被圧延材の蛇行制御方法 |
| JP7311764B2 (ja) * | 2019-08-15 | 2023-07-20 | 日本製鉄株式会社 | 冷間タンデム圧延設備及び冷間タンデム圧延方法 |
| JP7269484B2 (ja) * | 2019-08-15 | 2023-05-09 | 日本製鉄株式会社 | 冷間タンデム圧延設備及び冷間タンデム圧延方法 |
| JP7192715B2 (ja) * | 2019-08-27 | 2022-12-20 | 東芝三菱電機産業システム株式会社 | 蛇行制御装置 |
| KR102180819B1 (ko) | 2019-11-01 | 2020-11-19 | 주식회사 포스코 | 인공 지능을 이용한 압연기 제어 장치 |
| KR102281202B1 (ko) | 2019-12-13 | 2021-07-26 | 주식회사 포스코 | 강판의 두께 제어 장치 |
| CN111346929A (zh) * | 2020-03-04 | 2020-06-30 | 首钢京唐钢铁联合有限责任公司 | 防止带钢断带堆钢的方法、装置、冷轧机组及存储介质 |
| JP2021179414A (ja) * | 2020-05-14 | 2021-11-18 | Jfeスチール株式会社 | 熱間圧延鋼帯の蛇行量測定装置及び熱間圧延鋼帯の蛇行量測定方法 |
| JP7331801B2 (ja) * | 2020-08-04 | 2023-08-23 | 東芝三菱電機産業システム株式会社 | 圧延機の蛇行制御装置 |
| JP6988982B1 (ja) * | 2020-10-29 | 2022-01-05 | Jfeスチール株式会社 | 金属ストリップの蛇行量検出方法及び蛇行制御方法 |
| JP7448468B2 (ja) | 2020-12-16 | 2024-03-12 | 株式会社神戸製鋼所 | 冷間圧延鋼板の製造方法 |
| JP7344405B2 (ja) | 2020-12-17 | 2023-09-13 | Primetals Technologies Japan株式会社 | 圧延設備 |
| JP7111217B1 (ja) * | 2021-04-30 | 2022-08-02 | Jfeスチール株式会社 | 冷延鋼板の製造方法及び製造設備 |
| CN113732071B (zh) * | 2021-09-15 | 2023-09-15 | 首钢智新迁安电磁材料有限公司 | 硅钢冷连轧轧制过程温度获取方法、装置及电子设备 |
| CN114178321A (zh) * | 2021-11-17 | 2022-03-15 | 首钢智新迁安电磁材料有限公司 | 一种降低冷轧轧制力的方法 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4179913A (en) * | 1976-10-29 | 1979-12-25 | National Steel Corporation | Metal strip tensioning apparatus for use in continuous strip reduction cold mill and method |
| JPS5370063A (en) | 1976-12-02 | 1978-06-22 | Mitsubishi Electric Corp | Beltlike rolled substance edge heat induction device |
| JPS6115919A (ja) | 1984-06-29 | 1986-01-24 | Kawasaki Steel Corp | けい素鋼板の冷間圧延方法 |
| JPH0716683B2 (ja) * | 1986-06-27 | 1995-03-01 | 川崎製鉄株式会社 | ステンレス鋼帯用連続温間圧延設備 |
| JPH069700B2 (ja) * | 1986-07-14 | 1994-02-09 | 石川島播磨重工業株式会社 | 蛇行制御装置 |
| JPS63183713A (ja) | 1986-09-05 | 1988-07-29 | Sumitomo Metal Ind Ltd | 蛇行制御方法 |
| JPH0284216A (ja) * | 1988-09-21 | 1990-03-26 | Kawasaki Steel Corp | 金属ストリップの溶接形状異常診断方法 |
| JP2751403B2 (ja) | 1989-05-26 | 1998-05-18 | 住友金属工業株式会社 | ストリップの蛇行修正装置 |
| JPH0716683A (ja) * | 1993-07-02 | 1995-01-20 | Tokyo Tekko Co Ltd | 鉄筋篭の製造方法 |
| JPH11172325A (ja) | 1997-12-09 | 1999-06-29 | Sumitomo Metal Ind Ltd | 鋼板エッジ部の誘導加熱制御方法 |
| JPH11290931A (ja) | 1998-04-16 | 1999-10-26 | Nippon Steel Corp | ストリップエッジの誘導加熱装置の加熱電力制御方法および加熱電力制御装置 |
| JP2002049631A (ja) * | 2000-08-01 | 2002-02-15 | Sony Corp | 情報提供装置および方法、並びに記録媒体 |
| JP2002059208A (ja) * | 2000-08-11 | 2002-02-26 | Nkk Corp | 冷延鋼帯の板幅制御方法 |
| JP4288888B2 (ja) * | 2002-03-19 | 2009-07-01 | Jfeスチール株式会社 | タンデム圧延機におけるストリップの蛇行制御装置及び蛇行制御方法 |
| JP4306273B2 (ja) | 2003-02-14 | 2009-07-29 | Jfeスチール株式会社 | タンデム圧延機におけるストリップの蛇行制御装置及び蛇行制御方法 |
| JP4114646B2 (ja) | 2004-07-07 | 2008-07-09 | 株式会社日立製作所 | 圧延制御装置,圧延制御方法及び圧延装置 |
| JP4644047B2 (ja) * | 2005-06-17 | 2011-03-02 | 三菱日立製鉄機械株式会社 | 蛇行検出装置及びその方法 |
| JP4814558B2 (ja) * | 2005-06-29 | 2011-11-16 | 東芝三菱電機産業システム株式会社 | サイドトリマ用誘導加熱装置 |
| WO2007114181A1 (ja) * | 2006-03-31 | 2007-10-11 | Justsystems Corporation | データ入力装置、方法、及びプログラム |
| BRPI0815930A2 (pt) * | 2007-08-28 | 2015-09-29 | Air Prod & Chem | método, e aparelho para uso com um processo de laminação a frio |
| CN102612414B (zh) | 2009-11-09 | 2016-01-20 | 普锐特冶金技术日本有限公司 | 冷轧材料制造设备及冷轧方法 |
| DE102010011840B3 (de) * | 2010-03-11 | 2011-06-09 | Peter Müller GmbH | Kompressionsbandage und Verfahren zu deren Herstellung |
| JP5691231B2 (ja) * | 2010-04-16 | 2015-04-01 | Jfeスチール株式会社 | 冷間圧延方法 |
| CN103269810B (zh) | 2010-12-24 | 2015-03-25 | 三菱日立制铁机械株式会社 | 热轧设备以及热轧方法 |
| JP5799511B2 (ja) * | 2011-01-19 | 2015-10-28 | Jfeスチール株式会社 | 鋼板エッジ部の加熱方法 |
| JP7016683B2 (ja) * | 2017-12-07 | 2022-02-07 | 株式会社日立製作所 | 静止誘導電器 |
-
2014
- 2014-01-29 JP JP2014014646A patent/JP6020479B2/ja active Active
-
2015
- 2015-01-09 EP EP15743926.6A patent/EP3100793B1/en active Active
- 2015-01-09 US US15/114,540 patent/US10259027B2/en active Active
- 2015-01-09 KR KR1020167019943A patent/KR101780618B1/ko active IP Right Grant
- 2015-01-09 WO PCT/JP2015/050533 patent/WO2015115156A1/ja active Application Filing
- 2015-01-09 CN CN201580006264.0A patent/CN105934286B/zh active Active
- 2015-01-20 TW TW104101764A patent/TWI584887B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI584887B (zh) | 2017-06-01 |
| US20160339493A1 (en) | 2016-11-24 |
| EP3100793A4 (en) | 2017-09-20 |
| EP3100793A1 (en) | 2016-12-07 |
| TW201545822A (zh) | 2015-12-16 |
| WO2015115156A1 (ja) | 2015-08-06 |
| EP3100793B1 (en) | 2018-11-21 |
| CN105934286B (zh) | 2017-12-12 |
| KR101780618B1 (ko) | 2017-09-21 |
| CN105934286A (zh) | 2016-09-07 |
| KR20160102042A (ko) | 2016-08-26 |
| JP2015139810A (ja) | 2015-08-03 |
| US10259027B2 (en) | 2019-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6020479B2 (ja) | 冷間圧延設備および冷間圧延方法 | |
| JP6020475B2 (ja) | 冷間圧延設備 | |
| JP5799511B2 (ja) | 鋼板エッジ部の加熱方法 | |
| JP3337122B2 (ja) | 熱間圧延設備及び熱間圧延方法 | |
| JP2007007754A (ja) | サイドトリマ用誘導加熱装置 | |
| JP5915595B2 (ja) | 蛇行修正装置および蛇行修正方法 | |
| JP5391762B2 (ja) | 鋼板エッジ部の誘導加熱方法 | |
| JP3187355B2 (ja) | 熱間圧延設備 | |
| JP4595388B2 (ja) | 鋼板の蛇行防止方法およびルーパ設備 | |
| JP3428400B2 (ja) | 熱間圧延設備及び熱間圧延方法 | |
| JP7126076B2 (ja) | 冷延鋼帯の製造設備および冷延鋼帯の製造方法 | |
| JP2003126902A (ja) | 熱間圧延設備及び熱間圧延方法 | |
| JPH01321010A (ja) | 熱間シートバーの加熱方法 | |
| JP2005169455A (ja) | 電縫鋼管の製造装置 | |
| JP2017094379A (ja) | ループカー、ルーパー設備、及びルーパー設備を用いた鋼板の貯蔵方法 | |
| JP2000280018A (ja) | ストリップの連続プロセス処理装置 | |
| JPH0433715A (ja) | 鋼帯の圧延装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150825 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160906 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6020479 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |