JP6020475B2 - 冷間圧延設備 - Google Patents
冷間圧延設備 Download PDFInfo
- Publication number
- JP6020475B2 JP6020475B2 JP2014008020A JP2014008020A JP6020475B2 JP 6020475 B2 JP6020475 B2 JP 6020475B2 JP 2014008020 A JP2014008020 A JP 2014008020A JP 2014008020 A JP2014008020 A JP 2014008020A JP 6020475 B2 JP6020475 B2 JP 6020475B2
- Authority
- JP
- Japan
- Prior art keywords
- steel strip
- cold rolling
- meandering
- roll
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/221—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length by cold-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B15/00—Arrangements for performing additional metal-working operations specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B2015/0071—Levelling the rolled product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/004—Heating the product
Description
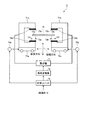
まず、本発明の実施の形態にかかる冷間圧延設備について説明する。図1は、本発明の実施の形態にかかる冷間圧延設備の一構成例を示す図である。図1に示すように、本実施の形態にかかる冷間圧延設備1は、被圧延材の搬送経路の入口端に巻戻し機2を備え、出口端にテンションリール11を備える。また、冷間圧延設備1は、巻戻し機2とテンションリール11との間に、被圧延材の搬送経路に沿って、溶接機3と、ルーパ4と、蛇行修正装置5と、板幅計6と、加熱装置7と、蛇行抑制装置8と、冷間圧延機9と、走間シャー10とを備える。さらに、冷間圧延設備1は、蛇行修正装置5および蛇行抑制装置8を制御する制御部12を備える。
つぎに、本発明の実施例について説明する。本実施例において、図1に示した冷間圧延設備1は、珪素の含有量が3.0%以上である各鋼板15の先尾端部同士を溶接機3によって接合して鋼帯16とし、この鋼帯16の両エッジ部16a,16bを加熱装置7によって加熱し、加熱後の鋼帯16を冷間圧延機9によって連続的に冷間圧延した。この際、加熱装置7による鋼帯16の加熱条件は、冷間圧延機9によって噛み込む直前の鋼帯16の両エッジ部16a,16bが60℃以上の温度を確保するように設定した。また、冷間圧延設備1は、蛇行修正装置5のステアリング機能によって鋼帯16の蛇行を修正するとともに、蛇行抑制装置8の中央ロール8cを押し下げて鋼帯16の板幅方向の移動を拘束し、この状態を維持しつつ、加熱装置7によって鋼帯16の両エッジ部16a,16bを加熱した。

2 巻戻し機
3 溶接機
4 ルーパ
4a,4c,4e,4g 固定ロール
4b,4d,4f 可動ロール
5 蛇行修正装置
5a〜5d ブライドルロール
5e ロール傾動部
6 板幅計
7 加熱装置
8 蛇行抑制装置
8a 入側ロール
8b 出側ロール
8c 中央ロール
8d ロール移動部
9 冷間圧延機
9a〜9d 圧延機
10 走間シャー
11 テンションリール
12 制御部
15 鋼板
16 鋼帯
16a,16b エッジ部
71a,71b インダクタ
72a,72b,73a,73b 脚部
74a,74b 加熱コイル
75a,75b 台車
76a,76b 位置制御部
77 整合盤
78 高周波電源
79 計算ユニット
C1,C2 ロール中心軸
Claims (4)
- 順次搬送される鋼板を加熱装置によって加熱し、加熱後の前記鋼板を冷間圧延機によって順次冷間圧延する冷間圧延設備において、
前記加熱装置よりも前記鋼板の搬送方向の上流側に配置され、前記加熱装置に向かって搬送される前記鋼板の蛇行を修正する蛇行修正装置と、
前記加熱装置と前記冷間圧延機との間に配置され、前記冷間圧延機による前記鋼板の冷間圧延に起因する前記鋼板の蛇行を抑制する蛇行抑制装置と、
前記加熱装置に向かって搬送される前記鋼板の蛇行を前記蛇行修正装置によって修正する蛇行修正動作と、冷間圧延に起因する前記鋼板の蛇行を前記蛇行抑制装置によって抑制する蛇行抑制動作とを制御し、前記蛇行修正装置に前記蛇行修正動作を行わせるタイミングに、前記蛇行抑制装置に前記蛇行抑制動作を行わせる制御部と、
を備えたことを特徴とする冷間圧延設備。 - 前記蛇行修正装置は、
前記鋼板に接触しながら回転して前記鋼板を搬送するロール体と、
前記ロール体の中心軸が水平方向に対して傾斜するように前記ロール体を傾動するロール傾動部と、を備え、
前記蛇行抑制装置は、
前記鋼板の搬送方向に千鳥配置され、前記加熱装置の出側から前記冷間圧延機の入側に向けて前記鋼板を搬送するとともに、前記鋼板の厚さ方向の両側から前記鋼板を挟み込んで前記鋼板の幅方向の移動を拘束する複数のロール体を備えたことを特徴とする請求項1に記載の冷間圧延設備。 - 前記蛇行修正装置のロール体は、前記鋼板の張力を制御するためのブライドルロールであることを特徴とする請求項2に記載の冷間圧延設備。
- 前記加熱装置は、前記鋼板の幅方向の両エッジ部を前記鋼板の厚さ方向の両側から非接触に挟むC型のインダクタを備え、誘導加熱方式によって前記鋼板のうちの前記両エッジ部を加熱することを特徴とする請求項1〜3のいずれか一つに記載の冷間圧延設備。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014008020A JP6020475B2 (ja) | 2014-01-20 | 2014-01-20 | 冷間圧延設備 |
| US15/112,284 US10207303B2 (en) | 2014-01-20 | 2015-01-09 | Cold rolling apparatus |
| RU2016133723A RU2647415C2 (ru) | 2014-01-20 | 2015-01-09 | Устройство для холодной прокатки |
| EP15736974.5A EP3097990B1 (en) | 2014-01-20 | 2015-01-09 | Cold-rolling facility |
| KR1020167019290A KR101759043B1 (ko) | 2014-01-20 | 2015-01-09 | 냉간 압연 설비 |
| PCT/JP2015/050532 WO2015107998A1 (ja) | 2014-01-20 | 2015-01-09 | 冷間圧延設備 |
| CN201580004582.3A CN105934285B (zh) | 2014-01-20 | 2015-01-09 | 冷轧设备 |
| TW104101481A TWI576176B (zh) | 2014-01-20 | 2015-01-16 | Cold rolling equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014008020A JP6020475B2 (ja) | 2014-01-20 | 2014-01-20 | 冷間圧延設備 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015136702A JP2015136702A (ja) | 2015-07-30 |
| JP6020475B2 true JP6020475B2 (ja) | 2016-11-02 |
Family
ID=53542888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014008020A Active JP6020475B2 (ja) | 2014-01-20 | 2014-01-20 | 冷間圧延設備 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10207303B2 (ja) |
| EP (1) | EP3097990B1 (ja) |
| JP (1) | JP6020475B2 (ja) |
| KR (1) | KR101759043B1 (ja) |
| CN (1) | CN105934285B (ja) |
| RU (1) | RU2647415C2 (ja) |
| TW (1) | TWI576176B (ja) |
| WO (1) | WO2015107998A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018159370A1 (ja) * | 2017-02-28 | 2018-09-07 | Jfeスチール株式会社 | 冷間圧延機および冷間圧延方法 |
| CN111328319B (zh) * | 2017-11-16 | 2022-08-09 | 杰富意钢铁株式会社 | 带状基材的非接触搬运装置中的蛇行矫正方法及其装置 |
| DE102019110271A1 (de) | 2019-04-18 | 2020-01-02 | Primetals Technologies Austria GmbH | Kaltwalzwerk mit alternativer Zuführung eines Stahlbandes über zwei verschiedene Wege |
| JP7126076B2 (ja) * | 2020-04-07 | 2022-08-26 | Jfeスチール株式会社 | 冷延鋼帯の製造設備および冷延鋼帯の製造方法 |
| DE102020210970A1 (de) | 2020-08-31 | 2022-03-03 | Sms Group Gmbh | Planheitsmessvorrichtung, Warmwalzanlage und Verfahren zum Betreiben einer Planheitsmessvorrichtung |
| JP7111216B1 (ja) * | 2021-04-30 | 2022-08-02 | Jfeスチール株式会社 | 冷延鋼板の製造方法及び製造設備 |
| CN115555401B (zh) * | 2022-11-01 | 2023-10-13 | 海安华诚新材料有限公司 | 一种冷轧效率高的取向硅钢一次冷轧设备 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4179913A (en) * | 1976-10-29 | 1979-12-25 | National Steel Corporation | Metal strip tensioning apparatus for use in continuous strip reduction cold mill and method |
| JPS5370063A (en) | 1976-12-02 | 1978-06-22 | Mitsubishi Electric Corp | Beltlike rolled substance edge heat induction device |
| SU737032A1 (ru) | 1977-11-22 | 1980-05-30 | Днепродзержинский Ордена Трудового Красного Знамени Индустриальный Институт Им.М.И.Арсеничева | Способ продольной прокатки |
| JPS6115919A (ja) | 1984-06-29 | 1986-01-24 | Kawasaki Steel Corp | けい素鋼板の冷間圧延方法 |
| JPH02303620A (ja) * | 1989-05-19 | 1990-12-17 | Nkk Corp | 電磁鋼板の温間圧延方法 |
| JP2751403B2 (ja) * | 1989-05-26 | 1998-05-18 | 住友金属工業株式会社 | ストリップの蛇行修正装置 |
| JPH06115919A (ja) | 1992-09-29 | 1994-04-26 | Mitsui Toatsu Chem Inc | 炭化珪素粉末の製造方法 |
| JPH08187506A (ja) * | 1995-01-09 | 1996-07-23 | Nippon Steel Corp | 薄肉鋳片用連続鋳造圧延設備及びブライドルロール |
| KR100293190B1 (ko) * | 1996-12-13 | 2001-11-22 | 이구택 | 코일용접부사행제어장치 |
| JPH11172325A (ja) | 1997-12-09 | 1999-06-29 | Sumitomo Metal Ind Ltd | 鋼板エッジ部の誘導加熱制御方法 |
| JPH11290931A (ja) | 1998-04-16 | 1999-10-26 | Nippon Steel Corp | ストリップエッジの誘導加熱装置の加熱電力制御方法および加熱電力制御装置 |
| KR20000030988A (ko) | 1998-11-02 | 2000-06-05 | 윤종용 | 반도체 임플랜터설비의 풀림방지용 쇽업저버 |
| DE19933610A1 (de) * | 1999-07-17 | 2001-01-25 | Bwg Bergwerk Walzwerk | Verfahren zum Planieren von Metallbändern |
| JP2000301224A (ja) * | 2000-01-01 | 2000-10-31 | Nkk Corp | 圧延材の蛇行防止方法およびその装置 |
| KR100509619B1 (ko) * | 2000-12-14 | 2005-08-24 | 주식회사 포스코 | 코일 끝단부 무장력 통판시 입측 브라이들롤의 장력제어방법 |
| JP4306273B2 (ja) * | 2003-02-14 | 2009-07-29 | Jfeスチール株式会社 | タンデム圧延機におけるストリップの蛇行制御装置及び蛇行制御方法 |
| JP2005186091A (ja) * | 2003-12-25 | 2005-07-14 | Jfe Steel Kk | 冷間圧延方法 |
| JP4114646B2 (ja) * | 2004-07-07 | 2008-07-09 | 株式会社日立製作所 | 圧延制御装置,圧延制御方法及び圧延装置 |
| JP4814558B2 (ja) * | 2005-06-29 | 2011-11-16 | 東芝三菱電機産業システム株式会社 | サイドトリマ用誘導加熱装置 |
| RU2301119C1 (ru) | 2005-09-26 | 2007-06-20 | Открытое акционерное общество "Северсталь" | Способ производства холоднокатаных полос и устройство для его осуществления |
| BRPI0707959A2 (pt) * | 2006-02-17 | 2011-05-17 | Alcoa Inc | aquecimento por indução para controlar o aplanamento de chapa laminada |
| CN201524704U (zh) * | 2009-09-18 | 2010-07-14 | 山东泰山建能机械集团有限公司 | 冷轧硬态钢带的热平整的装置 |
| JP5370063B2 (ja) | 2009-10-13 | 2013-12-18 | スズキ株式会社 | リアダクト構造 |
| JP5799511B2 (ja) * | 2011-01-19 | 2015-10-28 | Jfeスチール株式会社 | 鋼板エッジ部の加熱方法 |
-
2014
- 2014-01-20 JP JP2014008020A patent/JP6020475B2/ja active Active
-
2015
- 2015-01-09 US US15/112,284 patent/US10207303B2/en active Active
- 2015-01-09 EP EP15736974.5A patent/EP3097990B1/en active Active
- 2015-01-09 CN CN201580004582.3A patent/CN105934285B/zh active Active
- 2015-01-09 KR KR1020167019290A patent/KR101759043B1/ko active IP Right Grant
- 2015-01-09 RU RU2016133723A patent/RU2647415C2/ru active
- 2015-01-09 WO PCT/JP2015/050532 patent/WO2015107998A1/ja active Application Filing
- 2015-01-16 TW TW104101481A patent/TWI576176B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TW201536442A (zh) | 2015-10-01 |
| CN105934285A (zh) | 2016-09-07 |
| EP3097990A4 (en) | 2017-09-13 |
| WO2015107998A1 (ja) | 2015-07-23 |
| TWI576176B (zh) | 2017-04-01 |
| RU2647415C2 (ru) | 2018-03-15 |
| US10207303B2 (en) | 2019-02-19 |
| JP2015136702A (ja) | 2015-07-30 |
| KR20160099687A (ko) | 2016-08-22 |
| RU2016133723A (ru) | 2018-02-22 |
| US20160332203A1 (en) | 2016-11-17 |
| EP3097990A1 (en) | 2016-11-30 |
| CN105934285B (zh) | 2018-01-12 |
| EP3097990B1 (en) | 2018-12-26 |
| KR101759043B1 (ko) | 2017-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6020479B2 (ja) | 冷間圧延設備および冷間圧延方法 | |
| JP6020475B2 (ja) | 冷間圧延設備 | |
| CN102632388B (zh) | 一种适用于单机架轧机的引带焊接生产线及方法 | |
| JP5799511B2 (ja) | 鋼板エッジ部の加熱方法 | |
| JP3337122B2 (ja) | 熱間圧延設備及び熱間圧延方法 | |
| JP2007007754A (ja) | サイドトリマ用誘導加熱装置 | |
| JP5915595B2 (ja) | 蛇行修正装置および蛇行修正方法 | |
| WO1992002313A1 (fr) | Procede et dispositif d'assemblage de billettes | |
| JP5391762B2 (ja) | 鋼板エッジ部の誘導加熱方法 | |
| JP3187355B2 (ja) | 熱間圧延設備 | |
| JP3428400B2 (ja) | 熱間圧延設備及び熱間圧延方法 | |
| JP7126076B2 (ja) | 冷延鋼帯の製造設備および冷延鋼帯の製造方法 | |
| JPH01321010A (ja) | 熱間シートバーの加熱方法 | |
| JP2003126902A (ja) | 熱間圧延設備及び熱間圧延方法 | |
| JP2005169455A (ja) | 電縫鋼管の製造装置 | |
| JP2017094379A (ja) | ループカー、ルーパー設備、及びルーパー設備を用いた鋼板の貯蔵方法 | |
| JPH0433715A (ja) | 鋼帯の圧延装置 | |
| JP2000280018A (ja) | ストリップの連続プロセス処理装置 | |
| KR20150073016A (ko) | 강판제조설비 및 강판제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150825 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160906 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6020475 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |