JP5689873B2 - レーザビームと対象機能部とのレンズを通した位置合わせを用いるレーザ加工システム - Google Patents
レーザビームと対象機能部とのレンズを通した位置合わせを用いるレーザ加工システム Download PDFInfo
- Publication number
- JP5689873B2 JP5689873B2 JP2012513327A JP2012513327A JP5689873B2 JP 5689873 B2 JP5689873 B2 JP 5689873B2 JP 2012513327 A JP2012513327 A JP 2012513327A JP 2012513327 A JP2012513327 A JP 2012513327A JP 5689873 B2 JP5689873 B2 JP 5689873B2
- Authority
- JP
- Japan
- Prior art keywords
- laser beam
- workpiece
- machining
- aod
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012545 processing Methods 0.000 title claims description 149
- 238000003754 machining Methods 0.000 claims description 150
- 238000000034 method Methods 0.000 claims description 91
- 230000003287 optical effect Effects 0.000 claims description 28
- 238000003384 imaging method Methods 0.000 claims description 15
- 230000036961 partial effect Effects 0.000 claims description 6
- 230000001902 propagating effect Effects 0.000 claims description 6
- 230000008878 coupling Effects 0.000 claims 1
- 238000010168 coupling process Methods 0.000 claims 1
- 238000005859 coupling reaction Methods 0.000 claims 1
- 230000006870 function Effects 0.000 description 56
- 230000008569 process Effects 0.000 description 37
- 230000008859 change Effects 0.000 description 26
- 230000000694 effects Effects 0.000 description 26
- 230000007704 transition Effects 0.000 description 26
- 238000007493 shaping process Methods 0.000 description 24
- 238000012937 correction Methods 0.000 description 22
- 238000010586 diagram Methods 0.000 description 18
- 238000013459 approach Methods 0.000 description 17
- 230000033001 locomotion Effects 0.000 description 17
- 230000002829 reductive effect Effects 0.000 description 13
- 230000004044 response Effects 0.000 description 13
- 230000001133 acceleration Effects 0.000 description 12
- 239000000463 material Substances 0.000 description 12
- 239000011159 matrix material Substances 0.000 description 12
- 238000005259 measurement Methods 0.000 description 11
- 238000002679 ablation Methods 0.000 description 10
- 230000008901 benefit Effects 0.000 description 10
- 238000013461 design Methods 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000001965 increasing effect Effects 0.000 description 9
- 238000001914 filtration Methods 0.000 description 8
- 238000004422 calculation algorithm Methods 0.000 description 5
- 239000013078 crystal Substances 0.000 description 5
- 230000001186 cumulative effect Effects 0.000 description 5
- 239000003989 dielectric material Substances 0.000 description 5
- 238000005457 optimization Methods 0.000 description 5
- 238000009826 distribution Methods 0.000 description 4
- 238000005553 drilling Methods 0.000 description 4
- 238000005286 illumination Methods 0.000 description 4
- 230000035945 sensitivity Effects 0.000 description 4
- 230000001360 synchronised effect Effects 0.000 description 4
- 241001270131 Agaricus moelleri Species 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 230000001276 controlling effect Effects 0.000 description 3
- 230000001934 delay Effects 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 238000009416 shuttering Methods 0.000 description 3
- 230000002238 attenuated effect Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000003763 carbonization Methods 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 238000013507 mapping Methods 0.000 description 2
- 230000010287 polarization Effects 0.000 description 2
- 238000004886 process control Methods 0.000 description 2
- 210000001747 pupil Anatomy 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000013077 target material Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 101100055370 Candida boidinii AOD1 gene Proteins 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 206010016275 Fear Diseases 0.000 description 1
- 206010034960 Photophobia Diseases 0.000 description 1
- 241000425571 Trepanes Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 201000009310 astigmatism Diseases 0.000 description 1
- 230000008033 biological extinction Effects 0.000 description 1
- 239000002800 charge carrier Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 238000004590 computer program Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 230000008570 general process Effects 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000012804 iterative process Methods 0.000 description 1
- 208000013469 light sensitivity Diseases 0.000 description 1
- 238000012886 linear function Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000005459 micromachining Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000010606 normalization Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000013139 quantization Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000003079 width control Methods 0.000 description 1
Images
















































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/032—Observing, e.g. monitoring, the workpiece using optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0665—Shaping the laser beam, e.g. by masks or multi-focusing by beam condensation on the workpiece, e.g. for focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/56—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26 semiconducting
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Optical Modulation, Optical Deflection, Nonlinear Optics, Optical Demodulation, Optical Logic Elements (AREA)
- Micromachines (AREA)
- Mechanical Optical Scanning Systems (AREA)
- Mechanical Light Control Or Optical Switches (AREA)
Description
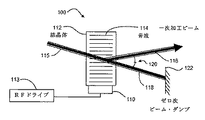
図1は、或る実施形態に係る、用いられてもよいAOD100の作動を例示する。AOD100は、結晶体112に結合された圧電変換器110を含む。AOD100は、結晶体112の中にRF周波数の音波114(例えば、約50MHzと約1500MHzとの間の周波数範囲内の)を生じさせるために圧電変換器110を駆動するように構成された、無線周波数(RF)駆動部113をさらに含む。入射レーザビーム115は、結晶体112内に生じた音波114によって回折され、入力ビームパワーの一部は偏向され(「一次」ビーム116)、入力ビームパワーの残りは偏向されない(「ゼロ次」ビーム118)。幾つかの実施形態において、一次ビーム116は加工のために用いられ、ゼロ次ビームはビーム・ダンプ122に送られる。一次偏向角120は、適用されたRF周波数に比例する。
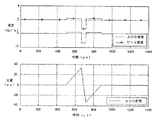
AODをレーザ加工用途に適正に用いるために、或る実施形態によれば、回折効率曲線は、RFパワーと周波数との関数として線形化される。予測可能な作動では、結果として一次ビームパワーの線形減衰をもたらす、正規化されたAODパワー減衰コマンド(0から1までの範囲)が用いられてもよい。図2は、或る実施形態に係る、用いられてもよい種々のRF周波数におけるAOD回折効率曲線対RFパワーをグラフ図で表す。図2に示すように、AOD回折効率曲線は、一般に非線形である。回折効率曲線の非線形の性質のために、回折効率対RFパワーは、或る実施形態によってマッピングされてもよく、結果としてコマンドされた減衰をもたらすRFパワーを提供する線形化関数(例えば、多項式、参照テーブル、又は同様のアルゴリズム)が生成されてもよい。
図5は、一実施形態に係るレーザビームをディザリングするためのAODサブシステム506及びgalvoサブシステム508を含むシステム500のブロック図である。システム500は、AODサブシステム506に加工ビーム512を提供するためのレーザ光源510を含む。一実施形態において、レーザ光源510は、加工ビーム512が一連のレーザパルスを備えるようにパルスレーザ光源を含む。別の実施形態において、レーザ光源510は、加工ビーム512がCWレーザビームを備えるように持続波(continuous wave)(CW)レーザ光源を含む。或るこうした実施形態において、AODサブシステム506は、離散した(「パルス」)間隔で加工ビーム512を偏向することによって、CWレーザビームからレーザパルスを生成する。
AODサブシステム506と共に用いられてもよい別の作動モードは、AOD530、532で二次元パターンを非常に迅速にラスタリングすることを含む。ラスタリングの1つの使用は、被加工物524において、加工ビーム512の強度プロファイルを空間的に形成し、マイクロバイアのような所望の機能部を生成することを含む。AOD530、532は、スポット位置と強度ウェイティングとの両方を制御し、これは、任意の所望の強度プロファイルの作製を可能にする。加えて、銅の穴あけなどのような、高い強度を用いる加工作動のために各場所におけるレーザビーム・スポット522の滞留時間を変化させることが有益な場合がある。
Ze=H*Zr、は(Ne×Nr)
Zs=Hinv*Zr
Zr(k+1)=Zr(k)−kαa*Hinv*(zDes−Zs)
ここで、Zsは、モデル又は測定されたシステムデータからの各繰返しにおいて計算される。
或る実施形態は、交差部における機能部の深さの制御された変動を伴う、交差する加工された機能部(例えば、トレンチ、パッド、バイア、及び他の機能部)の形成を含む。例えば、インピーダンス(高速での信号の完全性を維持するために)若しくは誘電体の絶縁破壊(めっきされたトレンチと下にある導電性層との間のギャップに対して敏感な場合がある)のような電気特徴を制御すること、又はめっき品質を制御することが望ましい場合がある。
再現性誤差の1つの発生源(上記で説明されたように良好な深さ制御により交差部を機械加工する能力を制限する可能性がある)は、図5に示されたgalvoサブシステム508の位置決め誤差である場合がある。これらの誤差は、センサノイズとトラッキング誤差に起因する場合がある。galvoサブシステム508における各galvoミラー533、535は、フィードバック・センサ(図示せず)と関連付け、それぞれのgalvoサーボ(図示せず)を用いてミラーの移動を制御する場合がある。センサノイズ効果は、galvoサーボがサーボの帯域幅内のフィードバック・センサノイズを追跡するときに発生する可能性があり、結果として物理的なビームの動きをもたらす。この誤差励起はまた、周波数スペクトルの或る部分を増幅するgalvoの閉ループ応答によって増幅される場合がある。センサノイズ効果は、特定の光学設計及びサーボ設計に応じて、例えば、約0.1μm二乗平均平方根(root−mean−squared)(RMS)から約5μmRMSまでのビーム誤差をもたらす場合がある。
或る実施形態において、AOD誤差補正は、実際のgalvoミラー位置を検出する外部センサを用いて強化される。或るgalvoベースのビーム位置決めシステムでは、ミラー角を感知するために角度位置センサがgalvoに組み込まれる。センサは、galvoシャフトの遠端(ミラーから離れた方)に位置付けることができ、一方、他のものは、ミラーの近くのシャフト端に位置付けられる。
レーザ直接アブレーション(laser direct ablation)(LDA)のような或るレーザ加工用途は、高いスループットを達成するために高い加工ビーム速度(例えば、約0.2m/sと約5m/sとの間の範囲内の速度)で機能部をアブレートする。高速加工を実施することの1つの課題は、加工ビーム位置を制御するのに用いられるgalvoビーム位置決めシステムの動的制限である場合がある。短い弧状のセグメントなどのような幾つかの機能部の加工の間に、ビームポジショナは、ビーム速度軌道を変えるために加速する。LDA用途は、例えば、約1μmの所望の再現性(galvoフィールド内)で数十ミクロン以下のオーダーの狭い回転半径をもつ機能部の加工を要求する可能性がある。図10は、或る実施形態に係るLDA用途のために加工された例示的なトレンチ・パターンを例示する略図である。本明細書で開示された実施形態は、トレンチ交差部1010、パッド交差部1012、狭い遷移部を備えたパッド交差部1014、及びLDA加工と関連付けられる他の機能部の高速加工を提供する。
良好な精度及び/又は再現性を提供する或るレーザ加工用途において、角度又は並進ビームジッタの寄与が誤差量(error budget)の大部分となることがある。ジッタは、レーザ光源に固有のビームの動きに起因する、又はビーム経路における空気乱流(ビーム経路内の空気温度差によって悪化される)及び/又は光学縦列内の機械的振動に起因する場合がある。レーザ走査システムでは、角度誤差は、スキャンレンズの焦点距離によってスケール変更されるときに被加工物における位置誤差に直接寄与する。ビーム並進誤差は、被加工物において(補償されていない)ビーム角をもたらすことによって、被加工物の誤差に間接的に寄与し、被加工物の表面のあらゆるZ高さ変動によってスケール変更されるこの角度は、被加工物上のXYビーム位置決め誤差をもたらす。
幾つかの実施形態において、AODサブシステム506は、レーザ/材料の相互作用プロセスの改善を可能にする。1つの例において、誘電体材料に切り込まれるトレンチの断面積は、被加工物に適用される「線量」(加工ビームパワーをビーム速度で割ったもの)に対して敏感である。幾つかの用途における最良の又は改善された性能のために、適用される線量は、溶融又は炭化のような熱影響域(heat affected zone)(HAZ)の影響を回避するために材料のアブレーション閾値よりもかなり高く保たれる場合がある。ビームポジショナの動的挙動又はレーザパワーによって課される制約に起因して幾つかの状況において用いられる場合がある低速では、適用された線量が、望ましくないHAZ効果をもたらし始める場合がある。したがって、一実施形態に係るHAZ効果を回避する又は低減するために、AODサブシステム506は、平均パワーを特定の作動条件のために用いられるレベルに減少させながら高いピークパワーが維持されるように、加工ビーム512のパワー・デューティサイクルを変調する。例えば、加工ビーム512を約100mm/sで動かすとき、約10%のデューティサイクル(約1μsオン、9μsオフ)をもつようにビームを変調することは、減衰された100%デューティサイクル・ビームに対してピークパワーを約10倍(10x)だけ増加させながら、約1μmの容認できるぐらい小さい「バイトサイズ」(パルス間隔ごとの増分プロセス長さ)をもたらす。上記で概説されたジッタ補正と同様に、この機能は、付加的なコストがほとんど無い、又は無い場合がある。
AOD作動はまた、被加工物上の又は被加工物内の対象材料のアブレーションの間のプルームの影響を低減し又は回避する機能を提供する場合がある。プラズマ、ガス、又は粒子状の破片として排出される場合がある、被加工物からアブレートされる材料は、例えば、波面歪み、パワー減衰、及び/又はポインティング効果を通じて加工ビームスポットの品質に影響を及ぼすことがある。一実施形態に係るプルームの影響を緩和するために、各スポットが前のスポットのプルームの影響によって影響を及ぼされないように、加工スポットの位置が加工の間に切り換えられる。加工速度Vで走るときに、利用可能なAODフィールド距離(DAOD)にわたるN個の位置(選択された加工軌道に沿って存在するすべてのスポットを備える)の間で加工スポット位置を切り換えることができる場合、前方の加工スポットのプルームは、次のスポットに影響を及ぼす前にDAOD/V/N秒で消散する。例えば、位置N=5、DAOD=50μm、及びV=2m/sのとき、前方の加工スポットのプルームは、次のスポットに影響を及ぼす前に消散するのに約5μsを有する可能性がある。加工軌道が湾曲セグメントを含むとき、分布したスポットの位置は、選択された軌道上に残るように調整されてもよい。
レーザ加工機において、加工ビームは、被加工物機能部と位置合わせされる。位置合わせは、被加工物の位置合わせ基準(例えば、位置合わせ対象)を位置合わせカメラで識別し、次いで、校正を通じてカメラの視野を加工ビーム位置にマッピングすることによって行われてもよい。速度と効率は、これが2ステッププロセス(レーザとカメラとの校正誤差、及びカメラ基準識別誤差に関係する)を用いるので、及びカメラとスキャンレンズが互いから分離され、これが位置決め段階の再現性と精度に起因する別の不確かさを加えるので、低下される場合がある。
Kw=(W[j]−W0)/(Wmax−W0)、
θ=atan(Vy/Vx)−θ0、
Fo=Fnom+Fd[k]*Kw、
F0=Fo*cos(θ)、
F1=Fo*sin(θ)。
V[j]=V[j−1]=プロセス・セグメントの速度、
Lwc=幅変化プロセス・セグメントの長さとなる。
W=W[j−1]+(W[j]−W[j−1])*Tseg/(Lwc/V[j])
であってもよく、次いで、ディザ係数Kwは、
Kw=(W−W0)/(Wmax−W0)
であってもよい。
線量=線量[j−1]+(線量[j]+線量[j−1])*Tseg/(Lwc/V[j])
である。そして、加工パワーは、線量と速度との積によって変調され、
P=線量*V
である。
Atten=P/Pmax
である。
Shape[k]=シェイピング値のテーブル2212(0〜1;Ndエントリ)、
Ks=シェイピング・スケールファクタ(0〜1;0.1〜5μsの速度で更新される)と与えられると、
次に、シェイピングテーブル2212のスケーリングは、
Kshape=1−Shape[k]*Ks(kが1とNdとの間で連続的に循環するとき)
によって与えられる。
Dout[k]=(1−Cd)*Dcmd[k]+Cd*Dcmd[k−1]
であり、式中、
Dout=AODサブシステムへの待ち時間により補正された線量コマンド、
Dcmd=コマンド・ストリームからの線量コマンド、
k=時係数、
Cd=遅延係数=遅延/Tupdate。

Claims (13)
- 加工レーザビームを被加工物機能部と位置合わせするための方法であって、前記加工レーザビームは、被加工物機能部を加工するための所定の波長を備え、前記方法が、
前記加工レーザビームを、スキャンレンズを通る伝搬路に沿って被加工物に伝搬させることと、
前記加工レーザビームを操作することであって、前記スキャンレンズを通して、位置合わせ対象を備える前記被加工物の選択された領域を、前記所定の波長の前記操作された加工レーザビームで照射するように、前記加工レーザビームを操作することと、
前記スキャンレンズを通して戻る前記操作された加工レーザビームの反射の少なくとも一部を、前記被加工物の選択された領域を撮像するためのカメラに方向付けることと、
前記カメラによって取り込まれた前記選択された領域の画像に基づいて、前記位置合わせ対象に対する前記加工レーザの参照レーザビーム・スポットの位置を判定することと、
を含み、
前記被加工物の前記選択された領域を照らすように前記加工レーザビームを操作することが、音響光学偏向器(AOD)サブシステムを用いて、前記被加工物の前記選択された領域を一様なフルエンスで満たすレーザビーム・スポットのラスタパターンを生成することを含み、
前記選択された領域は、前記スキャンレンズを通して提供される前記加工レーザビームの参照レーザビーム・スポットよりも広い、方法。 - 前記位置合わせ対象に対する前記参照レーザビーム・スポットの前記判定された位置に基づいて位置決め誤差を計算することと、
前記計算された位置決め誤差に基づいて、選択された被加工物機能部に対する加工レーザビーム・スポット位置を位置決めすることと、
前記所定の波長の前記加工レーザビームが前記加工レーザビーム・スポット位置に合焦されるように、前記スキャンレンズを通る伝搬路に沿って前記加工レーザビームを伝搬させ、前記選択された被加工物機能部を加工することと、
をさらに含む、請求項1に記載の方法。 - 前記被加工物の前記選択された領域を照らすように前記加工レーザビームを操作することが、前記加工レーザビームを拡散すること又は脱合焦することを含む、請求項1に記載の方法。
- 前記AODサブシステムを用いて、前記参照レーザビーム・スポットを前記レーザビーム・スポットの前記ラスタパターンの強度よりも高い強度で提供し、前記位置合わせ対象に対する前記参照レーザビーム・スポットの前記位置の前記判定のための参照として用いることをさらに含む、請求項1に記載の方法。
- 前記加工レーザビームが前記被加工物における複数のレーザビーム・スポット位置に合焦されるように、前記スキャンレンズを通る前記伝搬路に沿って前記加工レーザビームを伝搬することと、
前記スキャンレンズを通して前記カメラを用いて、前記被加工物における前記複数のレーザビーム・スポット位置の各々におけるそれぞれのレーザビーム・スポットを撮像することと、
前記撮像に基づいて、前記被加工物に関する前記スキャンレンズの高さを補正するようにそれぞれの前記レーザビーム・スポットの各々のサイズを測定し、所望のスポット焦点を維持することと、
をさらに含む、請求項1に記載の方法。 - 前記被加工物の選択された領域を照らすように前記加工レーザビームを操作する前記ステップと、前記位置合わせ対象に対する前記レーザビーム・スポット位置を判定する前記ステップとが、前記被加工物機能部を前記加工レーザビームで加工する前の位置合わせ手順の間に行われる、請求項1に記載の方法。
- 前記被加工物の選択された領域を照らすように前記加工レーザビームを操作する前記ステップと、前記位置合わせ対象に対する前記レーザビーム・スポット位置を判定する前記ステップとが、前記被加工物機能部を前記加工レーザビームで加工する間にリアルタイムで行われる、請求項1に記載の方法。
- 加工レーザビームを被加工物機能部と位置合わせするためのレーザ加工システムであって、前記加工レーザビームが、被加工物機能部を加工するための所定の波長を備え、前記システムが、
前記加工レーザビームを提供するためのレーザ光源と、
前記加工レーザビームを前記被加工物上の又は前記被加工物内のレーザビーム・スポットに合焦するスキャンレンズと、
音響光学偏向器(AOD)サブシステムであって、
前記スキャンレンズを通して一様なフルエンスで前記位置合わせ対象を含む前記被加工物の選択された領域を照らすレーザビーム・スポットのラスタパターンを生成し、且つ
前記スキャンレンズを通して、前記選択された領域内に前記レーザビーム・スポットのラスタパターンの強度よりも高い強度で参照レーザビーム・スポットを提供する、
ための音響光学偏向器(AOD)サブシステムと、
前記選択された領域から前記スキャンレンズを通して戻る前記加工レーザビームの反射の少なくとも一部を方向付けるための光学素子と、
前記被加工物の前記選択された領域を撮像するためのカメラであって、前記選択された領域の前記画像が、前記位置合わせ対象に対する前記参照レーザビーム・スポットの位置を判定するために用いられる、カメラと、
を備える、システム。 - 前記光学素子が、
前記選択された領域から、前記スキャンレンズを通して、前記加工レーザビームの前記反射を受けるための部分リフレクタと、
前記部分リフレクタからの前記加工レーザビームの前記反射の少なくとも一部を受け、且つ前記反射の前記少なくとも一部を前記カメラの開口部上に合焦するための撮像レンズと、
を備える、請求項8に記載のシステム。 - 前記位置合わせ対象に対する前記参照レーザビーム・スポットの前記判定された位置に基づいて位置決め誤差を計算し、且つ
前記計算された位置決め誤差に基づいて、選択された被加工物機能部に対する前記加工レーザビーム・スポット位置を位置決めするように前記AODサブシステムにコマンドする、
ためのコントローラをさらに備え、
前記加工レーザビームは、前記所定の波長の前記加工レーザビームが前記加工レーザビーム・スポット位置に合焦されるように、前記スキャンレンズを通る伝搬路に沿って伝搬し、前記選択された被加工物機能部を加工する、
請求項8に記載のシステム。 - 加工レーザビームを被加工物機能部と位置合わせするためのシステムであって、前記加工レーザビームが前記被加工物機能部を加工するための所定の波長を備え、前記方法が、
前記加工レーザビームを、スキャンレンズを通る伝搬路に沿って被加工物に伝搬するための手段と、
前記スキャンレンズを通して提供される前記加工レーザビームの参照レーザビーム・スポットよりも広い、位置合わせ対象を備える前記被加工物の選択された領域を、前記スキャンレンズを通して前記所定の波長の操作された加工レーザビームで照らすように、前記加工レーザビームを操作するための手段と、
前記スキャンレンズを通して戻る前記操作された加工レーザビームの反射の少なくとも一部を、前記被加工物の前記選択された領域を撮像するためのカメラに方向付けるための手段と、
前記カメラによって取り込まれた前記選択された領域の画像に基づいて、前記位置合わせ対象に対する前記参照レーザビーム・スポットの位置を判定するための手段と、
を備え、
前記被加工物の前記選択された領域を照らすように前記加工レーザビームを操作するための前記手段が、前記被加工物の前記選択された領域を一様なフルエンスで満たすレーザビーム・スポットのラスタパターンを生成するための手段を含む、システム。 - 前記被加工物の前記選択された領域を照らすように前記加工レーザビームを操作するための前記手段が、前記加工レーザビームを拡散する又は脱合焦するための手段を含む、請求項11に記載のシステム。
- 前記ラスタパターンを生成するための前記手段がさらに、前記位置合わせ対象に対する前記参照レーザビーム・スポットを前記レーザビーム・スポットのラスタパターンの強度よりも高い強度で提供し、前記参照レーザビーム・スポットの前記位置の前記判定のための参照として用いる、請求項11に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18188909P | 2009-05-28 | 2009-05-28 | |
| US61/181,889 | 2009-05-28 | ||
| PCT/US2010/036707 WO2010138900A2 (en) | 2009-05-28 | 2010-05-28 | Laser processing systems using through-the-lens alignment of a laser beam with a target feature |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012528012A JP2012528012A (ja) | 2012-11-12 |
| JP5689873B2 true JP5689873B2 (ja) | 2015-03-25 |
Family
ID=43219074
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012513324A Active JP5826744B2 (ja) | 2009-05-28 | 2010-05-28 | 誘電体又は他の材料のレーザ加工における音響光学偏向器の適用 |
| JP2012513327A Active JP5689873B2 (ja) | 2009-05-28 | 2010-05-28 | レーザビームと対象機能部とのレンズを通した位置合わせを用いるレーザ加工システム |
| JP2015202497A Active JP6170980B2 (ja) | 2009-05-28 | 2015-10-14 | 誘電体又は他の材料のレーザ加工における音響光学偏向器の適用 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012513324A Active JP5826744B2 (ja) | 2009-05-28 | 2010-05-28 | 誘電体又は他の材料のレーザ加工における音響光学偏向器の適用 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015202497A Active JP6170980B2 (ja) | 2009-05-28 | 2015-10-14 | 誘電体又は他の材料のレーザ加工における音響光学偏向器の適用 |
Country Status (6)
| Country | Link |
|---|---|
| US (5) | US8288679B2 (ja) |
| JP (3) | JP5826744B2 (ja) |
| KR (8) | KR102583177B1 (ja) |
| CN (2) | CN102481664B (ja) |
| TW (3) | TWI523720B (ja) |
| WO (2) | WO2010138900A2 (ja) |
Families Citing this family (136)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI523720B (zh) | 2009-05-28 | 2016-03-01 | 伊雷克托科學工業股份有限公司 | 應用於雷射處理工件中的特徵的聲光偏轉器及相關雷射處理方法 |
| US20130256286A1 (en) * | 2009-12-07 | 2013-10-03 | Ipg Microsystems Llc | Laser processing using an astigmatic elongated beam spot and using ultrashort pulses and/or longer wavelengths |
| EP2537622B1 (en) * | 2010-10-15 | 2016-04-20 | Mitsubishi Electric Corporation | Laser processing machine with bellows device |
| WO2012054927A2 (en) * | 2010-10-22 | 2012-04-26 | Electro Scientific Industries, Inc. | Laser processing systems and methods for beam dithering and skiving |
| JP5731868B2 (ja) * | 2011-03-24 | 2015-06-10 | ビアメカニクス株式会社 | レーザ加工方法及び加工装置 |
| US8648277B2 (en) * | 2011-03-31 | 2014-02-11 | Electro Scientific Industries, Inc. | Laser direct ablation with picosecond laser pulses at high pulse repetition frequencies |
| TWI449420B (zh) * | 2011-05-31 | 2014-08-11 | Nat Applied Res Laboratoires | 搜索取像系統及其控制方法 |
| JP5860228B2 (ja) * | 2011-06-13 | 2016-02-16 | 株式会社ディスコ | レーザー加工装置 |
| DE112012002844T5 (de) * | 2011-07-05 | 2014-04-24 | Electronic Scientific Industries, Inc. | Verfahren zur Laserbearbeitung mit einem thermisch stabilisierten akustooptischen Strahlablenker und thermisch stabilisiertes Hochgeschwindigkeits-Laserbearbeitungssystem |
| TWI587957B (zh) * | 2011-08-18 | 2017-06-21 | 奧寶科技有限公司 | 用於電路之一檢測/維修/檢測系統之透鏡總成及用於電路之一檢測/維修/檢測系統之組合器總成 |
| US9885934B2 (en) | 2011-09-14 | 2018-02-06 | View, Inc. | Portable defect mitigators for electrochromic windows |
| US9442286B2 (en) | 2011-12-22 | 2016-09-13 | Intel Corporation | Spaced configuration of acousto-optic deflectors for laser beam scanning of a semiconductor substrate |
| US10357850B2 (en) | 2012-09-24 | 2019-07-23 | Electro Scientific Industries, Inc. | Method and apparatus for machining a workpiece |
| US9828278B2 (en) | 2012-02-28 | 2017-11-28 | Electro Scientific Industries, Inc. | Method and apparatus for separation of strengthened glass and articles produced thereby |
| US9828277B2 (en) * | 2012-02-28 | 2017-11-28 | Electro Scientific Industries, Inc. | Methods for separation of strengthened glass |
| CN104114506B (zh) | 2012-02-29 | 2017-05-24 | 伊雷克托科学工业股份有限公司 | 加工强化玻璃的方法和装置及藉此制造的物品 |
| ES2683188T3 (es) | 2012-03-13 | 2018-09-25 | View, Inc. | Mitigación estenopeica para dispositivos ópticos |
| EP2849915B1 (en) * | 2012-05-18 | 2023-11-01 | View, Inc. | Circumscribing defects in optical devices |
| US8848277B2 (en) * | 2012-05-31 | 2014-09-30 | Asml Netherlands B.V. | System and method for protecting a seed laser in an EUV light source with a Bragg AOM |
| EP2943778B1 (en) | 2013-01-09 | 2020-10-28 | The Regents of The University of California | Apparatus and methods for fluorescence imaging using radiofrequency-multiplexed excitation |
| JP6339102B2 (ja) * | 2013-01-11 | 2018-06-06 | エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド | レーザパルスエネルギー制御システム及び方法 |
| DE102013201968B4 (de) | 2013-02-07 | 2014-08-28 | BLZ Bayerisches Laserzentrum Gemeinnützige Forschungsgesellschaft mbH | Vorrichtung zur akustooptischen Umformung periodisch gepulster, elektromagnetischer Strahlung |
| US10464172B2 (en) | 2013-02-21 | 2019-11-05 | Nlight, Inc. | Patterning conductive films using variable focal plane to control feature size |
| US9842665B2 (en) | 2013-02-21 | 2017-12-12 | Nlight, Inc. | Optimization of high resolution digitally encoded laser scanners for fine feature marking |
| CN105144346B (zh) | 2013-02-21 | 2017-12-15 | 恩耐公司 | 多层结构的激光刻图 |
| JP6516722B2 (ja) | 2013-03-15 | 2019-05-22 | エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド | ビームポジショナのレーザ出射に基づく制御 |
| DK2973896T3 (da) * | 2013-03-15 | 2019-10-07 | Electro Scient Ind Inc | Fasearrangeret styring til laserstrålepositioneringssystemer |
| KR102245812B1 (ko) * | 2013-03-15 | 2021-04-30 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | Aod 이동 저감을 위한 aod 툴 정착을 위한 레이저 시스템 및 방법 |
| WO2014152380A1 (en) | 2013-03-15 | 2014-09-25 | Electro Scientific Industries, Inc. | Laser systems and methods for aod rout processing |
| TWI543830B (zh) | 2013-05-10 | 2016-08-01 | 財團法人工業技術研究院 | 視覺誤差校正方法 |
| DE102013019156A1 (de) * | 2013-11-14 | 2015-05-21 | Jenoptik Automatisierungstechnik Gmbh | Verfahren und Vorrichtung zum Erzeugen dynamischer Scannerfiguren zum Bearbeiten eines Werkstücks |
| KR20150102180A (ko) * | 2014-02-27 | 2015-09-07 | 삼성디스플레이 주식회사 | 레이저 빔 조사 장치 및 이를 이용한 유기 발광 디스플레이 장치의 제조 방법 |
| WO2015143041A1 (en) | 2014-03-18 | 2015-09-24 | The Regents Of The University Of California | Parallel flow cytometer using radiofrequency mulitplexing |
| EP3145668A4 (en) * | 2014-05-22 | 2018-01-17 | Intel Corporation | Acousto-optic deflector with multiple transducers for optical beam steering |
| US10069271B2 (en) | 2014-06-02 | 2018-09-04 | Nlight, Inc. | Scalable high power fiber laser |
| US10618131B2 (en) | 2014-06-05 | 2020-04-14 | Nlight, Inc. | Laser patterning skew correction |
| TWI649932B (zh) * | 2014-06-20 | 2019-02-01 | 美商克萊譚克公司 | 使用面鏡及/或稜鏡之雷射重覆率倍增器及平頂射束分佈產生器 |
| CN105720463B (zh) | 2014-08-01 | 2021-05-14 | 恩耐公司 | 光纤和光纤传输的激光器中的背向反射保护与监控 |
| JP2016096241A (ja) * | 2014-11-14 | 2016-05-26 | 株式会社ディスコ | レーザー発振機構 |
| EP3226797B1 (en) | 2014-12-05 | 2024-03-20 | Convergent Dental, Inc. | Systems for alignment of a laser beam |
| SG10202102009QA (en) * | 2014-12-10 | 2021-04-29 | Berkeley Lights Inc | Systems for operating electrokinetic devices |
| US9837783B2 (en) | 2015-01-26 | 2017-12-05 | Nlight, Inc. | High-power, single-mode fiber sources |
| WO2016131021A1 (en) | 2015-02-12 | 2016-08-18 | Glowforge Inc. | Safety and reliability guarantees for laser fabrication |
| US10509390B2 (en) | 2015-02-12 | 2019-12-17 | Glowforge Inc. | Safety and reliability guarantees for laser fabrication |
| TWI718127B (zh) | 2015-02-27 | 2021-02-11 | 美商伊雷克托科學工業股份有限公司 | 用於顫化雷射射束以沿著射束軌跡在工件中形成特徵的方法 |
| US10050404B2 (en) | 2015-03-26 | 2018-08-14 | Nlight, Inc. | Fiber source with cascaded gain stages and/or multimode delivery fiber with low splice loss |
| JP6553940B2 (ja) * | 2015-05-15 | 2019-07-31 | 株式会社ディスコ | レーザー加工装置 |
| CN104921805B (zh) * | 2015-05-20 | 2017-05-31 | 中卫祥光(北京)科技有限公司 | 可视化点阵激光治疗仪 |
| US10721420B2 (en) | 2015-06-02 | 2020-07-21 | Intel Corporation | Method and system of adaptable exposure control and light projection for cameras |
| KR102540188B1 (ko) * | 2015-06-22 | 2023-06-07 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 다중 축 공작기계 및 이를 제어하는 방법 |
| US10520671B2 (en) | 2015-07-08 | 2019-12-31 | Nlight, Inc. | Fiber with depressed central index for increased beam parameter product |
| DE102015112151A1 (de) * | 2015-07-24 | 2017-02-09 | Lpkf Laser & Electronics Ag | Verfahren und Vorrichtung zur Laserbearbeitung eines Substrates mit mehrfacher Ablenkung einer Laserstrahlung |
| KR101821239B1 (ko) * | 2015-09-04 | 2018-01-24 | 주식회사 이오테크닉스 | 접착제 제거장치 및 방법 |
| KR20240010086A (ko) | 2015-09-09 | 2024-01-23 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 작업물들을 레이저 가공하기 위한 레이저 가공 장치, 방법들 및 관련된 배열들 |
| KR102600559B1 (ko) | 2015-10-13 | 2023-11-10 | 벡톤 디킨슨 앤드 컴퍼니 | 다중모드 형광 이미징 유동 세포 계측 시스템 |
| US10434600B2 (en) * | 2015-11-23 | 2019-10-08 | Nlight, Inc. | Fine-scale temporal control for laser material processing |
| US11179807B2 (en) | 2015-11-23 | 2021-11-23 | Nlight, Inc. | Fine-scale temporal control for laser material processing |
| US10295820B2 (en) | 2016-01-19 | 2019-05-21 | Nlight, Inc. | Method of processing calibration data in 3D laser scanner systems |
| US11642725B2 (en) | 2016-01-19 | 2023-05-09 | General Electric Company | Method for calibrating laser additive manufacturing process |
| AU2017234815B2 (en) | 2016-03-17 | 2022-11-03 | Becton, Dickinson And Company | Cell sorting using a high throughput fluorescence flow cytometer |
| EP3455608A1 (en) | 2016-05-12 | 2019-03-20 | BD Biosciences | Fluorescence imaging flow cytometry with enhanced image resolution |
| US10423047B2 (en) * | 2016-07-27 | 2019-09-24 | Coherent, Inc. | Laser machining method and apparatus |
| EP4242631A3 (en) | 2016-09-13 | 2024-03-06 | Becton, Dickinson and Company | Flow cytometer with optical equalization |
| US10423015B2 (en) | 2016-09-29 | 2019-09-24 | Nlight, Inc. | Adjustable beam characteristics |
| US10673199B2 (en) | 2016-09-29 | 2020-06-02 | Nlight, Inc. | Fiber-based saturable absorber |
| US10732439B2 (en) | 2016-09-29 | 2020-08-04 | Nlight, Inc. | Fiber-coupled device for varying beam characteristics |
| US10730785B2 (en) | 2016-09-29 | 2020-08-04 | Nlight, Inc. | Optical fiber bending mechanisms |
| US10673197B2 (en) | 2016-09-29 | 2020-06-02 | Nlight, Inc. | Fiber-based optical modulator |
| US10673198B2 (en) | 2016-09-29 | 2020-06-02 | Nlight, Inc. | Fiber-coupled laser with time varying beam characteristics |
| US10401704B2 (en) * | 2016-11-11 | 2019-09-03 | Asml Netherlands B.V. | Compensating for a physical effect in an optical system |
| CN110226137A (zh) | 2016-11-25 | 2019-09-10 | 格罗弗治公司 | 借助图像跟踪进行制造 |
| WO2018098396A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Multi-user computer-numerically-controlled machine |
| WO2018098393A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Housing for computer-numerically-controlled machine |
| WO2018098398A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Preset optical components in a computer numerically controlled machine |
| WO2018098397A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Calibration of computer-numerically-controlled machine |
| WO2018098399A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Controlled deceleration of moveable components in a computer numerically controlled machine |
| WO2018098395A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Improved engraving in a computer numerically controlled machine |
| JP6870974B2 (ja) * | 2016-12-08 | 2021-05-12 | 株式会社ディスコ | 被加工物の分割方法 |
| US11072025B2 (en) | 2016-12-23 | 2021-07-27 | General Electric Company | Method for avoiding plume interference in additive manufacturing |
| US11318535B2 (en) | 2016-12-23 | 2022-05-03 | General Electric Company | Method for process control in additive manufacturing |
| US11478853B2 (en) | 2016-12-23 | 2022-10-25 | General Electric Company | Method for emissions plume monitoring in additive manufacturing |
| CN110139727B (zh) * | 2016-12-30 | 2022-04-05 | 伊雷克托科学工业股份有限公司 | 用于延长镭射处理设备中的光学器件生命期的方法和系统 |
| US10904514B2 (en) | 2017-02-09 | 2021-01-26 | Facebook Technologies, Llc | Polarization illumination using acousto-optic structured light in 3D depth sensing |
| JP6909392B2 (ja) * | 2017-03-31 | 2021-07-28 | 株式会社東京精密 | レーザ加工装置及びレーザ加工方法 |
| US11173548B2 (en) | 2017-04-04 | 2021-11-16 | Nlight, Inc. | Optical fiducial generation for galvanometric scanner calibration |
| JP6938212B2 (ja) | 2017-05-11 | 2021-09-22 | 株式会社ディスコ | 加工方法 |
| US10613413B1 (en) * | 2017-05-31 | 2020-04-07 | Facebook Technologies, Llc | Ultra-wide field-of-view scanning devices for depth sensing |
| US10181200B1 (en) | 2017-06-28 | 2019-01-15 | Facebook Technologies, Llc | Circularly polarized illumination and detection for depth sensing |
| KR101902969B1 (ko) * | 2017-09-05 | 2018-11-07 | 최병찬 | 레이저 가공 장치 및 방법 |
| US10574973B2 (en) | 2017-09-06 | 2020-02-25 | Facebook Technologies, Llc | Non-mechanical beam steering for depth sensing |
| WO2019169831A1 (zh) * | 2018-03-07 | 2019-09-12 | 广东美的生活电器制造有限公司 | 食品料理机及其转速增大控制方法、装置 |
| TW201946719A (zh) | 2018-05-02 | 2019-12-16 | 國立清華大學 | 可攜式同調光表面處理裝置 |
| KR102655354B1 (ko) | 2018-06-05 | 2024-04-08 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 레이저 가공 장치, 그 작동 방법 및 이를 사용한 작업물 가공 방법 |
| JP7241615B2 (ja) * | 2018-06-29 | 2023-03-17 | ビアメカニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| US11454836B2 (en) | 2018-06-29 | 2022-09-27 | Via Mechanics, Ltd. | Laser processing apparatus and laser processing method |
| JP7085951B2 (ja) * | 2018-09-05 | 2022-06-17 | イビデン株式会社 | レーザ加工装置およびレーザ加工方法 |
| CN111142936B (zh) * | 2018-11-02 | 2021-12-31 | 深圳云天励飞技术股份有限公司 | 数据流操作方法、处理器和计算机存储介质 |
| WO2020096857A1 (en) * | 2018-11-05 | 2020-05-14 | Alltec Angewandte Laserlicht Technologie Gmbh | Laser marking through the lens of an image scanning system with multiple location image calibration |
| US11342256B2 (en) | 2019-01-24 | 2022-05-24 | Applied Materials, Inc. | Method of fine redistribution interconnect formation for advanced packaging applications |
| TWI843784B (zh) * | 2019-01-31 | 2024-06-01 | 美商伊雷克托科學工業股份有限公司 | 雷射加工設備、與設備一起使用的控制器及非暫時性電腦可讀取媒體 |
| US20220121082A1 (en) * | 2019-03-06 | 2022-04-21 | Orbotech Ltd. | High-Speed Dynamic Beam Shaping |
| US12103110B2 (en) | 2019-03-22 | 2024-10-01 | Via Mechanics, Ltd. | Laser processing apparatus and laser processing method |
| JP7404043B2 (ja) * | 2019-03-22 | 2023-12-25 | ビアメカニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| IT201900006736A1 (it) | 2019-05-10 | 2020-11-10 | Applied Materials Inc | Procedimenti di fabbricazione di package |
| IT201900006740A1 (it) | 2019-05-10 | 2020-11-10 | Applied Materials Inc | Procedimenti di strutturazione di substrati |
| DE102019208386B4 (de) * | 2019-06-07 | 2024-07-25 | Infineon Technologies Ag | Steuersystem und Verfahren für Laserabtastung |
| US11931855B2 (en) | 2019-06-17 | 2024-03-19 | Applied Materials, Inc. | Planarization methods for packaging substrates |
| US11704918B2 (en) | 2019-07-10 | 2023-07-18 | Becton, Dickinson And Company | Reconfigurable integrated circuits for adjusting cell sorting classification |
| JP7303079B2 (ja) * | 2019-09-11 | 2023-07-04 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| WO2021090305A1 (en) * | 2019-11-05 | 2021-05-14 | Orbotech Ltd. | Thermal stabilization of acousto-optic devices |
| US11862546B2 (en) | 2019-11-27 | 2024-01-02 | Applied Materials, Inc. | Package core assembly and fabrication methods |
| US11307433B2 (en) * | 2020-02-21 | 2022-04-19 | Robotic Research Opco, Llc | Acoustically adjustable lenses |
| US11257790B2 (en) | 2020-03-10 | 2022-02-22 | Applied Materials, Inc. | High connectivity device stacking |
| US11454884B2 (en) | 2020-04-15 | 2022-09-27 | Applied Materials, Inc. | Fluoropolymer stamp fabrication method |
| GB202005541D0 (en) * | 2020-04-16 | 2020-06-03 | M Solv Ltd | Method and apparatus for performing laser ablation |
| US11400545B2 (en) | 2020-05-11 | 2022-08-02 | Applied Materials, Inc. | Laser ablation for package fabrication |
| US11513058B2 (en) | 2020-05-19 | 2022-11-29 | Becton, Dickinson And Company | Methods for modulating an intensity profile of a laser beam and systems for same |
| WO2021262285A1 (en) | 2020-06-26 | 2021-12-30 | Becton, Dickinson And Company | Dual excitation beams for irradiating a sample in a flow stream and methods for using same |
| US11676832B2 (en) * | 2020-07-24 | 2023-06-13 | Applied Materials, Inc. | Laser ablation system for package fabrication |
| DE102020122598A1 (de) | 2020-08-28 | 2022-03-03 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren zum Bearbeiten eines Materials |
| US12070898B2 (en) | 2020-11-12 | 2024-08-27 | Eagle Technology, Llc | Additive manufacturing device with acousto-optic deflector and related methods |
| EP4244016A1 (en) * | 2020-11-13 | 2023-09-20 | Electro Scientific Industries, Inc. | Laser-processing apparatus with debris removal system and integrated beam dump and methods of operating the same |
| US11521937B2 (en) | 2020-11-16 | 2022-12-06 | Applied Materials, Inc. | Package structures with built-in EMI shielding |
| US11404318B2 (en) | 2020-11-20 | 2022-08-02 | Applied Materials, Inc. | Methods of forming through-silicon vias in substrates for advanced packaging |
| US20220176495A1 (en) * | 2020-12-04 | 2022-06-09 | Lawrence Livermore National Security, Llc | System and method for radius of curvature modification of optical plates and lenses by irradiation with optical energy |
| US11740608B2 (en) | 2020-12-24 | 2023-08-29 | Glowforge, Inc | Computer numerically controlled fabrication using projected information |
| KR20230121726A (ko) * | 2020-12-28 | 2023-08-21 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 음향-광학 편향기를 작동시키기 위한 장치 및 방법 |
| US11698622B2 (en) | 2021-03-09 | 2023-07-11 | Glowforge Inc. | Previews for computer numerically controlled fabrication |
| JP7549559B2 (ja) | 2021-03-25 | 2024-09-11 | ビアメカニクス株式会社 | レーザ走査装置及びレーザ加工装置 |
| US11555895B2 (en) * | 2021-04-20 | 2023-01-17 | Innovusion, Inc. | Dynamic compensation to polygon and motor tolerance using galvo control profile |
| US11705365B2 (en) | 2021-05-18 | 2023-07-18 | Applied Materials, Inc. | Methods of micro-via formation for advanced packaging |
| CN117413199A (zh) | 2021-05-21 | 2024-01-16 | 图达通智能美国有限公司 | 使用lidar扫描仪内部的检流计镜进行智能扫描的移动配置文件 |
| CN117500629A (zh) * | 2021-06-21 | 2024-02-02 | 伊雷克托科学工业股份有限公司 | 包括射束分析系统的激光加工设备以及射束特性的测量和控制方法 |
| WO2023043551A1 (en) * | 2021-09-17 | 2023-03-23 | Electro Scientific Industries, Inc. | Conditioning device for reducing positional sensitivity of laser beam on photodetector and method of using the same |
| US11874163B2 (en) | 2022-01-14 | 2024-01-16 | Ophir Optronics Solutions, Ltd. | Laser measurement apparatus having a removable and replaceable beam dump |
| US20230321751A1 (en) * | 2022-04-11 | 2023-10-12 | Salasoft Inc | System and method for calibrating laser marking and cutting systems |
Family Cites Families (124)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US580700A (en) | 1897-04-13 | Henry mcevoy | ||
| US3848104A (en) | 1973-04-09 | 1974-11-12 | Avco Everett Res Lab Inc | Apparatus for heat treating a surface |
| US3851951A (en) * | 1974-01-16 | 1974-12-03 | Isomet Corp | High resolution laser beam recorder with self-focusing acousto-optic scanner |
| US4105953A (en) | 1977-01-24 | 1978-08-08 | The United States Of America As Represented By The Secretary Of The Navy | Chirped acousto-optic Q switch |
| US4118675A (en) * | 1977-03-31 | 1978-10-03 | The United States Of America As Represented By The Secretary Of The Navy | Laser tuning with an acousto-optic lens |
| US4272151A (en) * | 1979-10-30 | 1981-06-09 | Balasubramanian N | Apparatus for optical scanning |
| US4421388A (en) * | 1981-04-06 | 1983-12-20 | The United States Of America As Represented By The Secretary Of The Army | Acousto-optic time integrating frequency scanning correlator |
| US4426134A (en) * | 1981-11-02 | 1984-01-17 | The United States Of America As Represented By The Secretary Of The Army | Three and four product surface-wave acousto-optic time integrating correlators |
| US4456811A (en) | 1982-06-21 | 1984-06-26 | Avco Everett Research Laboratory, Inc. | Method of and apparatus for heat treating axisymmetric surfaces with an annular laser beam |
| US4532402A (en) | 1983-09-02 | 1985-07-30 | Xrl, Inc. | Method and apparatus for positioning a focused beam on an integrated circuit |
| FI74154C (fi) * | 1985-06-20 | 1987-12-10 | Eero Byckling | Foerfarande foer bestrykning av laserstraole medelst icke-mekaniska avlaenkningsdon. |
| US4827125A (en) * | 1987-04-29 | 1989-05-02 | The United States Of America As Represented By The Secretary Of The Department Of Health And Human Services | Confocal scanning laser microscope having no moving parts |
| US4894115A (en) | 1989-02-14 | 1990-01-16 | General Electric Company | Laser beam scanning method for forming via holes in polymer materials |
| US5187364A (en) * | 1989-03-22 | 1993-02-16 | National Research Council Of Canada/Conseil National De Recherches Du Canada | Scanning device with waveform generator optimizer |
| US4970600A (en) | 1989-04-04 | 1990-11-13 | Melco Industries, Inc. | Laser engraver with X-Y assembly and cut control |
| DE3916264A1 (de) | 1989-05-18 | 1990-11-22 | Diehl Gmbh & Co | Einrichtung zur strahlfuehrung bei der laser-werkstueckbearbeitung |
| CA2029767C (en) * | 1990-11-13 | 1996-07-16 | Najeeb Ashraf Khalid | Laser scanning system for use in laser imaging |
| US5133602A (en) | 1991-04-08 | 1992-07-28 | International Business Machines Corporation | Particle path determination system |
| US5413289A (en) | 1991-07-30 | 1995-05-09 | Axis Usa, Inc. | Programmably controlled armature winding apparatus |
| US5223710A (en) * | 1992-03-06 | 1993-06-29 | Digital Equipment Corporation | Optical angular position sensing system for use with a galvanometer |
| DE4232915A1 (de) | 1992-10-01 | 1994-04-07 | Hohla Kristian | Vorrichtung zur Formung der Cornea durch Abtragen von Gewebe |
| US5558788A (en) | 1993-11-30 | 1996-09-24 | Martin Marietta Energy Systems, Inc. | Dual beam optical system for pulsed laser ablation film deposition |
| US5751585A (en) * | 1995-03-20 | 1998-05-12 | Electro Scientific Industries, Inc. | High speed, high accuracy multi-stage tool positioning system |
| US5847960A (en) * | 1995-03-20 | 1998-12-08 | Electro Scientific Industries, Inc. | Multi-tool positioning system |
| US5717401A (en) * | 1995-09-01 | 1998-02-10 | Litton Systems, Inc. | Active recognition system with optical signal processing |
| US5837962A (en) * | 1996-07-15 | 1998-11-17 | Overbeck; James W. | Faster laser marker employing acousto-optic deflection |
| US5907428A (en) * | 1996-09-06 | 1999-05-25 | Fuji Photo Film Co., Ltd. | Acousto-optic element light deflector light beam scanning apparatus and image recording apparatus |
| JPH10249557A (ja) * | 1997-03-12 | 1998-09-22 | Mitsubishi Chem Corp | テキスチャ装置およびテキスチャ加工方法 |
| JP2000009395A (ja) * | 1998-06-19 | 2000-01-14 | Mitsubishi Heavy Ind Ltd | スートブロア内蔵型熱交換器 |
| US6172325B1 (en) | 1999-02-10 | 2001-01-09 | Electro Scientific Industries, Inc. | Laser processing power output stabilization apparatus and method employing processing position feedback |
| US6341029B1 (en) | 1999-04-27 | 2002-01-22 | Gsi Lumonics, Inc. | Method and apparatus for shaping a laser-beam intensity profile by dithering |
| US6862490B1 (en) * | 1999-05-24 | 2005-03-01 | Potomac Photonics, Inc. | DLL circuit taking acount of external load |
| US6313434B1 (en) | 1999-05-27 | 2001-11-06 | International Business Machines Corporation | Method for creation of inclined microstructures using a scanned laser image |
| SE516347C2 (sv) * | 1999-11-17 | 2001-12-17 | Micronic Laser Systems Ab | Laserskanningssystem och metod för mikrolitografisk skrivning |
| KR100755335B1 (ko) | 2000-01-11 | 2007-09-05 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 아베 에러 정정 시스템 및 방법 |
| US6985261B2 (en) | 2000-03-08 | 2006-01-10 | Esko-Graphics A/S | Method and apparatus for seamless imaging of sleeves as used in flexography |
| WO2001074529A2 (en) | 2000-03-30 | 2001-10-11 | Electro Scientific Industries, Inc. | Laser system and method for single pass micromachining of multilayer workpieces |
| KR100346550B1 (ko) * | 2000-06-13 | 2002-07-26 | 삼성에스디아이 주식회사 | 레이저 전사장치 |
| US6676878B2 (en) * | 2001-01-31 | 2004-01-13 | Electro Scientific Industries, Inc. | Laser segmented cutting |
| US6537941B2 (en) | 2001-01-04 | 2003-03-25 | Exxonmobil Chemical Patents, Inc. | Rejuvenating SAPO molecular sieve by freeze drying |
| US7450618B2 (en) * | 2001-01-30 | 2008-11-11 | Board Of Trustees Operating Michigan State University | Laser system using ultrashort laser pulses |
| US7245412B2 (en) * | 2001-02-16 | 2007-07-17 | Electro Scientific Industries, Inc. | On-the-fly laser beam path error correction for specimen target location processing |
| US8497450B2 (en) * | 2001-02-16 | 2013-07-30 | Electro Scientific Industries, Inc. | On-the fly laser beam path dithering for enhancing throughput |
| CN101172319A (zh) | 2001-02-16 | 2008-05-07 | 电子科学工业公司 | 用于存储器连接处理的飞击射束路径误差校正 |
| US6777645B2 (en) * | 2001-03-29 | 2004-08-17 | Gsi Lumonics Corporation | High-speed, precision, laser-based method and system for processing material of one or more targets within a field |
| WO2002080081A1 (en) | 2001-03-29 | 2002-10-10 | Lasx Industries, Inc. | Controller for a laser using predictive models of materials processing |
| JP4472931B2 (ja) * | 2001-05-03 | 2010-06-02 | ケーエルエー−テンカー コーポレイション | 光ビームに試料全体を走査させるためのシステムおよび方法 |
| JP2003053576A (ja) | 2001-08-16 | 2003-02-26 | Sumitomo Heavy Ind Ltd | レーザ加工方法及び装置 |
| US6484114B1 (en) | 2001-08-20 | 2002-11-19 | Glimmerglass Networks, Inc. | Method for calibrating a free-space-coupled fiber-optic transmission system |
| US6713718B1 (en) * | 2001-11-27 | 2004-03-30 | Vi Engineering, Inc. | Scoring process and apparatus with confocal optical measurement |
| CN1299873C (zh) | 2002-01-11 | 2007-02-14 | 电子科学工业公司 | 借助激光光斑放大来激光加工工件的方法 |
| US6706998B2 (en) * | 2002-01-11 | 2004-03-16 | Electro Scientific Industries, Inc. | Simulated laser spot enlargement |
| JP2003245785A (ja) * | 2002-02-22 | 2003-09-02 | Sumitomo Heavy Ind Ltd | ビーム加工方法及び装置 |
| US6951995B2 (en) | 2002-03-27 | 2005-10-04 | Gsi Lumonics Corp. | Method and system for high-speed, precise micromachining an array of devices |
| US7563695B2 (en) | 2002-03-27 | 2009-07-21 | Gsi Group Corporation | Method and system for high-speed precise laser trimming and scan lens for use therein |
| JP4187472B2 (ja) | 2002-07-15 | 2008-11-26 | 株式会社キーエンス | 光学式情報読取装置およびその操作方法 |
| JP3822188B2 (ja) * | 2002-12-26 | 2006-09-13 | 日立ビアメカニクス株式会社 | 多重ビームレーザ穴あけ加工装置 |
| US6706999B1 (en) * | 2003-02-24 | 2004-03-16 | Electro Scientific Industries, Inc. | Laser beam tertiary positioner apparatus and method |
| US7357323B2 (en) | 2003-04-07 | 2008-04-15 | Silverbrook Research Pty Ltd | Obtaining product item assistance |
| JP3872462B2 (ja) * | 2003-09-01 | 2007-01-24 | 住友重機械工業株式会社 | レーザ加工装置、及びレーザ加工方法 |
| US7521651B2 (en) * | 2003-09-12 | 2009-04-21 | Orbotech Ltd | Multiple beam micro-machining system and method |
| US7483196B2 (en) * | 2003-09-23 | 2009-01-27 | Applied Materials, Inc. | Apparatus for multiple beam deflection and intensity stabilization |
| JP4318525B2 (ja) * | 2003-10-20 | 2009-08-26 | 住友重機械工業株式会社 | 光学装置及びレーザ照射装置 |
| US7090670B2 (en) | 2003-12-31 | 2006-08-15 | Reliant Technologies, Inc. | Multi-spot laser surgical apparatus and method |
| US7199330B2 (en) | 2004-01-20 | 2007-04-03 | Coherent, Inc. | Systems and methods for forming a laser beam having a flat top |
| CN1925945A (zh) | 2004-03-05 | 2007-03-07 | 奥林巴斯株式会社 | 激光加工装置 |
| US7486705B2 (en) * | 2004-03-31 | 2009-02-03 | Imra America, Inc. | Femtosecond laser processing system with process parameters, controls and feedback |
| US20050281298A1 (en) | 2004-04-02 | 2005-12-22 | K2 Optronics | Analog external cavity laser |
| JP4729269B2 (ja) * | 2004-06-01 | 2011-07-20 | オリンパス株式会社 | レーザ走査型顕微鏡 |
| WO2005121889A2 (en) | 2004-06-07 | 2005-12-22 | Electro Scientific Industries, Inc. | Aom modulation techniques for improving laser system performance |
| US7133187B2 (en) * | 2004-06-07 | 2006-11-07 | Electro Scientific Industries, Inc. | AOM modulation techniques employing plurality of transducers to improve laser system performance |
| US7435927B2 (en) * | 2004-06-18 | 2008-10-14 | Electron Scientific Industries, Inc. | Semiconductor link processing using multiple laterally spaced laser beam spots with on-axis offset |
| US7923306B2 (en) | 2004-06-18 | 2011-04-12 | Electro Scientific Industries, Inc. | Semiconductor structure processing using multiple laser beam spots |
| US7322104B2 (en) | 2004-06-25 | 2008-01-29 | Canon Kabushiki Kaisha | Method for producing an ink jet head |
| US20060000814A1 (en) | 2004-06-30 | 2006-01-05 | Bo Gu | Laser-based method and system for processing targeted surface material and article produced thereby |
| US20060039419A1 (en) * | 2004-08-16 | 2006-02-23 | Tan Deshi | Method and apparatus for laser trimming of resistors using ultrafast laser pulse from ultrafast laser oscillator operating in picosecond and femtosecond pulse widths |
| US7508850B2 (en) | 2004-09-02 | 2009-03-24 | Coherent, Inc. | Apparatus for modifying CO2 slab laser pulses |
| US7227127B2 (en) * | 2004-10-06 | 2007-06-05 | Peter Saggau | High speed microscope with three-dimensional laser beam scanning including acousto-optic deflector for controlling the lateral position and collimation of the light beam |
| US20060102888A1 (en) | 2004-11-12 | 2006-05-18 | Samsung Electronics Co., Ltd. | Semiconductor substrate and method of fabricating the same |
| US20060114948A1 (en) * | 2004-11-29 | 2006-06-01 | Lo Ho W | Workpiece processing system using a common imaged optical assembly to shape the spatial distributions of light energy of multiple laser beams |
| US7250618B2 (en) * | 2005-02-02 | 2007-07-31 | Nikon Corporation | Radiantly heated cathode for an electron gun and heating assembly |
| US7586618B2 (en) | 2005-02-28 | 2009-09-08 | The Board Of Trustees Of The University Of Illinois | Distinguishing non-resonant four-wave-mixing noise in coherent stokes and anti-stokes Raman scattering |
| US7279721B2 (en) | 2005-04-13 | 2007-10-09 | Applied Materials, Inc. | Dual wavelength thermal flux laser anneal |
| US7466466B2 (en) * | 2005-05-11 | 2008-12-16 | Gsi Group Corporation | Optical scanning method and system and method for correcting optical aberrations introduced into the system by a beam deflector |
| US7576766B2 (en) | 2005-06-30 | 2009-08-18 | Microsoft Corporation | Normalized images for cameras |
| CN100353205C (zh) * | 2005-07-20 | 2007-12-05 | 华中科技大学 | 一种基于二维声光偏转器的激光扫描装置 |
| US7315038B2 (en) * | 2005-08-26 | 2008-01-01 | Electro Scientific Industries, Inc. | Methods and systems for positioning a laser beam spot relative to a semiconductor integrated circuit using a processing target as an alignment target |
| US7297972B2 (en) * | 2005-08-26 | 2007-11-20 | Electro Scientific Industries, Inc. | Methods and systems for positioning a laser beam spot relative to a semiconductor integrated circuit using a processing target as a metrology target |
| US7713595B2 (en) | 2005-10-18 | 2010-05-11 | Nitto Denko Corporation | Optical compensation films produced by a carrier-web-casting process |
| JP5036181B2 (ja) | 2005-12-15 | 2012-09-26 | 株式会社ディスコ | レーザー加工装置 |
| JP5178022B2 (ja) | 2006-02-03 | 2013-04-10 | 株式会社半導体エネルギー研究所 | 記憶素子の作製方法 |
| US8580700B2 (en) * | 2006-02-17 | 2013-11-12 | Semiconductor Energy Laboratory Co., Ltd. | Method for manufacturing semiconductor device |
| EP1862838B1 (en) * | 2006-05-29 | 2009-08-19 | Olympus Corporation | Laser scanning microscope and microscopic observing method |
| JP5133600B2 (ja) | 2006-05-29 | 2013-01-30 | オリンパス株式会社 | レーザ走査型顕微鏡および顕微鏡観察方法 |
| JP2008012916A (ja) * | 2006-06-08 | 2008-01-24 | Hitachi Via Mechanics Ltd | 複合シート、複合シートの加工方法、及びレーザ加工装置 |
| US7838818B2 (en) * | 2006-06-22 | 2010-11-23 | Olympus Corporation | Light-stimulus illumination apparatus which scans light-stimulus laser light in a direction intersecting an optical axis |
| JP5122773B2 (ja) * | 2006-08-04 | 2013-01-16 | 株式会社ディスコ | レーザー加工機 |
| GB0617945D0 (en) * | 2006-09-12 | 2006-10-18 | Ucl Business Plc | Imaging apparatus and methods |
| JP2008068270A (ja) | 2006-09-12 | 2008-03-27 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| GB2444037A (en) | 2006-11-27 | 2008-05-28 | Xsil Technology Ltd | Laser Machining |
| JP4908177B2 (ja) * | 2006-12-15 | 2012-04-04 | 住友重機械工業株式会社 | レーザ加工装置及びレーザ加工方法 |
| JP4274251B2 (ja) * | 2007-01-24 | 2009-06-03 | ソニー株式会社 | レーザ描画方法及びレーザ描画装置 |
| CN101617448B (zh) | 2007-01-26 | 2012-05-23 | 伊雷克托科学工业股份有限公司 | 产生用于材料处理的脉冲列的方法和系统 |
| JP2008186870A (ja) * | 2007-01-26 | 2008-08-14 | Disco Abrasive Syst Ltd | ビアホールの加工方法 |
| JP4897526B2 (ja) * | 2007-03-23 | 2012-03-14 | コニカミノルタオプト株式会社 | レーザモジュールの光軸調整方法 |
| JP5201311B2 (ja) * | 2007-03-28 | 2013-06-05 | 富士電機株式会社 | レーザ加工方法および装置 |
| US8116341B2 (en) | 2007-05-31 | 2012-02-14 | Electro Scientific Industries, Inc. | Multiple laser wavelength and pulse width process drilling |
| US8026158B2 (en) * | 2007-06-01 | 2011-09-27 | Electro Scientific Industries, Inc. | Systems and methods for processing semiconductor structures using laser pulses laterally distributed in a scanning window |
| US7724785B2 (en) | 2007-06-29 | 2010-05-25 | Coherent, Inc. | Multiple pulsed-laser system for silicon crystallization |
| US8848199B2 (en) * | 2007-07-10 | 2014-09-30 | Massachusetts Institute Of Technology | Tomographic phase microscopy |
| JP5114122B2 (ja) | 2007-07-20 | 2013-01-09 | 日本電波工業株式会社 | 恒温槽付水晶発振器における恒温槽の制御回路 |
| JP5137488B2 (ja) * | 2007-07-25 | 2013-02-06 | オリンパス株式会社 | レーザ照射装置およびそれを用いたレーザ加工システム |
| JP5025391B2 (ja) * | 2007-08-30 | 2012-09-12 | 住友重機械工業株式会社 | レーザ加工装置及び加工方法 |
| KR20140137465A (ko) * | 2007-09-19 | 2014-12-02 | 지에스아이 그룹 코포레이션 | 고속 빔 편향 링크 가공 |
| JP5259157B2 (ja) * | 2007-11-09 | 2013-08-07 | オリンパス株式会社 | レーザ顕微鏡 |
| TW200923631A (en) | 2007-11-22 | 2009-06-01 | Inventec Corp | Apparatus and method for adjusting working frequency of VRD by detecting current |
| GB0800333D0 (en) | 2008-01-09 | 2008-02-20 | Ucl Business Plc | Beam deflection apparatus and methods |
| US20090193644A1 (en) | 2008-01-31 | 2009-08-06 | Michael James Malloy | Double nut bolted connection with cheese plate for reinforcing existing riveted or bolted structures under load |
| US7675673B2 (en) | 2008-03-26 | 2010-03-09 | Coherent, Inc. | Apparatus for providing multiple time-division multiplexed independently controllable pulsed beams from a single, pulsed laser output-beam |
| US8124911B2 (en) | 2008-03-31 | 2012-02-28 | Electro Scientific Industries, Inc. | On-the-fly manipulation of spot size and cutting speed for real-time control of trench depth and width in laser operations |
| US7522029B1 (en) | 2008-07-24 | 2009-04-21 | International Business Machines Corporation | Phase change actuator |
| US8680430B2 (en) * | 2008-12-08 | 2014-03-25 | Electro Scientific Industries, Inc. | Controlling dynamic and thermal loads on laser beam positioning system to achieve high-throughput laser processing of workpiece features |
| TWI523720B (zh) * | 2009-05-28 | 2016-03-01 | 伊雷克托科學工業股份有限公司 | 應用於雷射處理工件中的特徵的聲光偏轉器及相關雷射處理方法 |
| US8048706B1 (en) | 2010-10-14 | 2011-11-01 | Miasole | Ablative scribing of solar cell structures |
-
2010
- 2010-05-27 TW TW099116980A patent/TWI523720B/zh active
- 2010-05-27 TW TW105102654A patent/TWI594828B/zh active
- 2010-05-28 US US12/790,093 patent/US8288679B2/en active Active
- 2010-05-28 KR KR1020227017428A patent/KR102583177B1/ko active IP Right Grant
- 2010-05-28 TW TW099117388A patent/TWI515067B/zh active
- 2010-05-28 JP JP2012513324A patent/JP5826744B2/ja active Active
- 2010-05-28 KR KR1020197038568A patent/KR20200001617A/ko active Application Filing
- 2010-05-28 KR KR1020187024022A patent/KR102062203B1/ko active IP Right Grant
- 2010-05-28 JP JP2012513327A patent/JP5689873B2/ja active Active
- 2010-05-28 KR KR1020117030935A patent/KR101796798B1/ko active IP Right Grant
- 2010-05-28 KR KR1020117030939A patent/KR20120027393A/ko active Search and Examination
- 2010-05-28 KR KR1020207008102A patent/KR102216782B1/ko active IP Right Grant
- 2010-05-28 KR KR1020217000054A patent/KR102402984B1/ko active IP Right Grant
- 2010-05-28 CN CN201080023567.0A patent/CN102481664B/zh active Active
- 2010-05-28 WO PCT/US2010/036707 patent/WO2010138900A2/en active Application Filing
- 2010-05-28 CN CN201080023409.5A patent/CN102449863B/zh active Active
- 2010-05-28 WO PCT/US2010/036702 patent/WO2010138897A2/en active Application Filing
- 2010-05-28 KR KR1020177011821A patent/KR102093841B1/ko active IP Right Grant
- 2010-05-28 US US12/790,082 patent/US8404998B2/en active Active
-
2013
- 2013-03-25 US US13/850,168 patent/US10391585B2/en active Active
-
2015
- 2015-10-14 JP JP2015202497A patent/JP6170980B2/ja active Active
-
2019
- 2019-07-08 US US16/505,422 patent/US11738405B2/en active Active
-
2023
- 2023-06-30 US US18/345,053 patent/US20240001484A1/en active Pending
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6170980B2 (ja) | 誘電体又は他の材料のレーザ加工における音響光学偏向器の適用 | |
| US10507544B2 (en) | Fast beam manipulation for cross-axis miromaching | |
| KR102253017B1 (ko) | 빔 디더링 및 스카이빙을 위한 레이저 처리 시스템 및 방법 | |
| TWI637803B (zh) | 雷射處理設備和經由雷射工具操作而處理工件的方法 | |
| TW201134593A (en) | Link processing with high speed beam deflection | |
| JP2024526083A (ja) | ビーム分析システムを含むレーザ加工装置並びにビーム特性の測定及び制御の方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5689873 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |