JP5677759B2 - 不良ワーク排出装置 - Google Patents
不良ワーク排出装置 Download PDFInfo
- Publication number
- JP5677759B2 JP5677759B2 JP2010072538A JP2010072538A JP5677759B2 JP 5677759 B2 JP5677759 B2 JP 5677759B2 JP 2010072538 A JP2010072538 A JP 2010072538A JP 2010072538 A JP2010072538 A JP 2010072538A JP 5677759 B2 JP5677759 B2 JP 5677759B2
- Authority
- JP
- Japan
- Prior art keywords
- defective
- workpiece
- path
- discharge
- detection sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/58—Article switches or diverters
- B65H29/62—Article switches or diverters diverting faulty articles from the main streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
- B65G47/64—Switching conveyors
- B65G47/644—Switching conveyors by a pivoting displacement of the switching conveyor
- B65G47/645—Switching conveyors by a pivoting displacement of the switching conveyor about a horizontal axis
- B65G47/647—Switching conveyors by a pivoting displacement of the switching conveyor about a horizontal axis the axis being perpendicular to the conveying direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/12—Delivering or advancing articles from machines; Advancing articles to or into piles by means of the nip between two, or between two sets of, moving tapes or bands or rollers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15772—Control
- A61F2013/15788—Control of the presence of the article or components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/445—Moving, forwarding, guiding material stream of articles separated from each other
- B65H2301/4455—Diverting a main stream into part streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/261—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip
- B65H2404/2615—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip arranged on a movable frame, e.g. pivoting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/269—Particular arrangement of belt, or belts other arrangements
- B65H2404/2691—Arrangement of successive belts forming a transport path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/60—Other elements in face contact with handled material
- B65H2404/63—Oscillating, pivoting around an axis parallel to face of material, e.g. diverting means
- B65H2404/633—Sword member, i.e. member contacting the surface of material with an edge portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/60—Other elements in face contact with handled material
- B65H2404/64—Other elements in face contact with handled material reciprocating perpendicularly to face of material, e.g. pushing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/60—Other elements in face contact with handled material
- B65H2404/69—Other means designated for special purpose
- B65H2404/693—Retractable guiding means, i.e. between guiding and non guiding position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/10—Means using fluid made only for exhausting gaseous medium
- B65H2406/12—Means using fluid made only for exhausting gaseous medium producing gas blast
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/10—Means using fluid made only for exhausting gaseous medium
- B65H2406/12—Means using fluid made only for exhausting gaseous medium producing gas blast
- B65H2406/122—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/32—Suction belts
- B65H2406/323—Overhead suction belt, i.e. holding material against gravity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/22—Distance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/40—Movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/42—Cameras
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1924—Napkins or tissues, e.g. dressings, toweling, serviettes, kitchen paper and compresses
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Sorting Of Articles (AREA)
- Controlling Sheets Or Webs (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
Description
しかしながら、その場合、通過検知センサー97の通過検知位置たる上記所定位置97pの設定や搬送ピッチP2の設定によっては、振り分け動作が間に合わないことがあった。つまり、排出路100tへ排出すべき前記直前の良品の製品1を、排出路100tへ振り分けようとした際に、既に、当該製品1が振り分け機構71を通過し第2搬送路81tへ到達してしまっている場合があった。
複数の吸収性物品に係るワークを搬送方向に所定の搬送ピッチで搬送する搬送路から不良部を有するワークを排出路へ排出する不良ワーク排出装置であって、
前記搬送路は、第1搬送路と、該第1搬送路の下流側に第2搬送路とを有し、
前記第1搬送路と前記第2搬送路との間に設けられ、前記第1搬送路を通過した前記ワークを前記第2搬送路及び前記排出路のどちらかに振り分ける振り分け機構と、
前記不良部を検知して不良部検知信号を出力する不良部検知センサーと、
前記第1搬送路に設けられ、前記ワークの前記第1搬送路上における所定位置の通過を検知して、通過検知信号を出力する通過検知センサーと、
前記不良部検知信号と前記通過検知信号とに基づいて、前記振り分け機構の振り分け動作を制御するコントローラと、を有し、
前記第1搬送路における前記振り分け機構側の端と、前記所定位置とは、前記搬送ピッチ以上離れており、
前記第1搬送路の上流側には、前記搬送方向に連続する連続シート状部材を前記搬送方向に所定ピッチで分断することにより前記ワークを生成する分断機構が配置されており、
前記通過検知センサーは、前記分断機構によって分断された前記ワークであって前記第1搬送路上の前記ワークを、検知し、
前記分断機構は、カッターロールとアンビルロールを有するロータリーカッター装置であり、
前記第1搬送路は、第1コンベアであり、
前記第1コンベアの搬送速度が、前記カッターロールの周速に連動して当該周速よりも所定倍率だけ増速するように制御されることにより、前記ロータリーカッター装置によって分断生成された前記ワークは、前記第1コンベアに乗り移った際に、前記ロータリーカッター装置から前記第1コンベアに引き取られるように搬送されることを特徴とする不良ワーク排出装置である。
複数の吸収性物品に係るワークを搬送方向に所定の搬送ピッチで搬送する搬送路から不良部を有するワークを排出路へ排出する不良ワーク排出装置であって、
前記搬送路は、第1搬送路と、該第1搬送路の下流側に第2搬送路とを有し、
前記第1搬送路と前記第2搬送路との間に設けられ、前記第1搬送路を通過した前記ワークを前記第2搬送路及び前記排出路のどちらかに振り分ける振り分け機構と、
前記不良部を検知して不良部検知信号を出力する不良部検知センサーと、
前記第1搬送路に設けられ、前記ワークの前記第1搬送路上における所定位置の通過を検知して、通過検知信号を出力する通過検知センサーと、
前記不良部検知信号と前記通過検知信号とに基づいて、前記振り分け機構の振り分け動作を制御するコントローラと、を有し、
前記第1搬送路における前記振り分け機構側の端と、前記所定位置とは、前記搬送ピッチ以上離れていることを特徴とする不良ワーク排出装置。
このような不良ワーク排出装置によれば、第1搬送路の前記端から搬送ピッチ以上離れた前記所定位置のワークの通過を、通過検知センサーは検知している。よって、当該位置を、不良部を有するワークが通過した際には、その下流に隣り合うワークも未だ第1搬送路上に在る。つまり、前記端若しくは該端よりも上流側を通過中である。よって、当該ワークを巻き込んで排出路へ排出可能であり、もって、不良部を有するワークを含めその直前のワークといった排出すべきワークの排出確度を高めることができる。
前記ワークのうちで特定のワークに対して前記不良部を有すると判定した場合には、前記コントローラは、前記特定のワークに加えて、該特定のワークの下流側及び上流側の隣に位置するワークについて少なくとも一つずつ前記排出路へ排出するのが望ましい。
このような不良ワーク排出装置によれば、上流側及び下流側の隣に位置するワークも巻き込んで排出するので、不良部を有するワークの排出ミスを確実に防ぐことができる。
前記ワークのうちで特定のワークに対して前記不良部を有すると判定した場合に、前記コントローラは、前記特定のワークに加えて、該特定のワークの下流側の隣に位置するN(Nは2以上の整数)個のワークを前記排出路へ排出し、
前記第1搬送路における前記振り分け機構側の端と、前記所定位置とは、前記搬送ピッチの前記N倍以上離れているのが望ましい。
このような不良ワーク排出装置によれば、第1搬送路の前記端から搬送ピッチのN倍以上離れた前記所定位置のワークの通過を、通過検知センサーは検知している。よって、当該通過検知センサーが、前記不良部を有するワークを検知した時点では、その下流に隣り合うN個のワークは未だ第1搬送路上に在り、つまり前記端若しくは該端よりも上流側を通過中であり、もって、これらN個のワークを巻き込んで排出路へ排出する。ここで、Nは2以上の整数である。よって、多くのワークを巻き込みながら、不良部を有するワークは排出路を介して排出されるので、当該不良部を有するワークの排出確度をより一層高めることができる。
前記第1搬送路の上流側には、前記搬送方向に連続する連続シート状部材を前記搬送方向に所定ピッチで分断することにより前記ワークを生成する分断機構が配置され、
前記第1搬送路において前記ワークが前記搬送ピッチで搬送されるように、前記分断機構と前記第1搬送路との間で、前記搬送方向に隣り合う前記ワーク同士の間に間隔を空ける処理が行われ、
前記不良部検知センサーは、前記連続シート状部材の状態において前記不良部を検知して前記不良部検知信号を出力し、
前記不良部検知信号に基づいて前記連続シート状部材における前記不良部が前記二つのワークに相当する部分同士に跨っていると判定した場合には、前記コントローラは、前記不良部が一つのワークに相当する部分に収まっていると判定した場合よりも、前記排出路へ排出するワークの個数を増やすのが望ましい。
このような不良ワーク排出装置によれば、不良部が、搬送方向に隣り合う二つのワークに跨っている場合には、排出路へ排出するワークの個数を増やす。よって、不良部を有するワークの排出ミスを確実に抑制可能となる。
前記不良部検知センサーは、前記不良部の種類毎にそれぞれ配置されており、
複数の前記不良部検知センサーのうちの少なくとも一つのセンサーの前記不良部検知信号に基づいて、特定のワークが不良部を有すると前記コントローラが判定した場合には、該コントローラは、前記特定のワークを前記排出路へ排出するのが望ましい。
このような不良ワーク排出装置によれば、不良部を全く有しないワークのみを第2搬送路へ送ることができる。
前記第1搬送路の上流側には、前記搬送方向に連続する連続シート状部材を前記搬送方向に所定ピッチで分断することにより前記ワークを生成する分断機構が配置され、
前記第1搬送路において前記ワークが前記搬送ピッチで搬送されるように、前記分断機構と前記第1搬送路との間において、前記搬送方向に隣り合う前記ワーク同士の間に間隔を空ける処理が行われ、
前記不良部検知センサーは、前記連続シート状部材の状態において前記不良部の所定の検知位置の通過を検知して前記不良部検知信号を出力し、
前記コントローラは、前記不良部検知センサーの前記検知位置から前記通過検知センサーの前記所定位置までの搬送路に含まれるべき前記ワークの想定数と、前記不良部検知信号の出力時点のカウント値を零値として前記通過検知センサーの前記所定位置を前記ワークが通過する度に一つずつ加算されるカウント値とを比較することにより、前記不良部を有するワークの前記所定位置への到達時点を認識し、
前記コントローラは、前記到達時点に基づいて前記振り分け機構を作動して、前記ワークを前記排出路に誘導するのが望ましい。
このような不良ワーク排出装置によれば、不良部を有するワークを確実に排出路へ誘導可能となる。
前記第1搬送路における前記ワークの搬送量を示す信号を出力するセンサーを有し、
前記到達時点を零値として計測される前記信号の示す値が、所定の閾値に達したら、前記コントローラは、前記振り分け機構を作動して、前記ワークを前記排出路に誘導するのが望ましい。
このような不良ワーク排出装置によれば、不良部を有するワークをより確実に排出路へ誘導可能となる。
前記不良部検知センサーの前記検知位置から前記分断機構までの搬送路の経路長D1を前記所定ピッチP1で除算した値(=D1/P1)が、所定の整数値の±5%の範囲に収まるような位置に前記検知位置が設定され、
前記分断機構から前記通過検知センサーに係る前記所定位置までの搬送路の経路長D2を前記搬送ピッチP2で除算した値(=D2/P2)が、所定の整数値の±5%の範囲に収まるような位置に前記所定位置が設定されているのが望ましい。
このような不良ワーク排出装置によれば、不良部を有するワークの通過検知センサーへの前記到達時点をより正確に認識可能となる。
<<<吸収性物品1の製造ライン20の概略構成>>>
図1は、吸収性物品1の製造ライン20を側面視で示す模式図である。この製造ライン20では、排泄液を吸収する吸収性物品1の一例として使い捨ておむつ1を製造する。
おむつ1は、例えば、不織布等の液透過性のトップシート2とフィルム等の液不透過性のバックシート4との間に、パルプ繊維を主原料とする吸収体3が介装されたものを本体11とする。
そして、その展開状態の平面形状は、略砂時計形状になっている。つまり、おむつ1の長手方向の両端部たる腹側部11Aや背側部11Bの幅は、それらの間の部位たる股下部11Cの幅よりも広くなっている。これにより、腹側部11Aや背側部11Bにおける幅方向の両端部にはサイドフラップ11SF,11SF…が形成されている。
また、背側部11Bには、一対の面ファスナー5,5を有したファスニングテープ部材6が貼り付けられている。そして、おむつ1の使用時には、例えば同部材6における幅方向の中央部のミシン目6mを分断することにより、一対の面ファスナー5,5をおむつ1の幅方向に開くように構成されており、これにより、おむつ1の装着時の背側部11Bの腹側部11Aへの止着に供するようになっている。
なお、股下部11C近傍の脚周り開口部11H,11Hをなす部位に伸縮性を付与すべく、おむつ1の幅方向の両側の部分に不図示の糸ゴム等の弾性部材を長手方向に沿って設けても良いし、同幅方向の両側の部分に、それぞれ立体ギャザー(不図示)を設けても良い。
そして、かかる搬送機構22,22…によって半製品1a,1b…等を搬送方向に搬送中に、当該半製品1a,1b…等に対して他の部品の接着や、折り畳み、切断等の各種加工等を順次行って、おむつ1が完成される。
上述の製造ライン20は、連続生産を前提として稼働している。よって、基本的に製造に必要な各資材は、常に途切れないように連続供給される。例えば、図3Aに示すように、トップシート2やバックシート4の各シートロール2r,4rに対しては、それぞれ、リール25,25が一対ずつ準備されており、一方のリール25が繰り出し供給中の場合には、他方のリール25は待機中になっている。そして、繰り出し供給中のリール25からのシート2(4)の繰り出し終了時には、図3Bに示すように、待機中のシートロール2r(4r)の繰り出し先端2LE(4LE)が、先行材たる繰り出し供給中のシート2(4)の尾端2TE(4TE)に継がれる。例えば、粘着テープやホットメルト接着剤又はヒートシール等により接合される。そして、これにより、資材の連続供給が行われる。
また、ファスニングテープ部材6等の部品を半製品1bに貼り合わせる際に、貼り合わせ位置の許容範囲からずれて貼り合わせられた場合についても、その製品1は不良品となる。
よって、かかる不良品については、不良品排出装置60によって製造ライン20外に排出するようにしている。
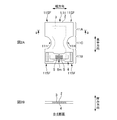
図4は不良品排出装置60の概略側面図である。
不良品排出装置60は、半製品1eを製品単位に分断しておむつ1を生成するロータリーカッター装置50(分断機構に相当)の下流側に近接配置されている。そして、分断生成されたおむつ1(ワークに相当)は、そのままロータリーカッター装置50のロール51,52の駆動回転によって不良品排出装置60の搬送路61tへと連続的に送り込まれる。
ちなみに、上無端ベルト82uを、従動ベルト及び駆動ベルトのどちらで構成しても良いのは、上述の第1コンベア61の場合と同じである。
ここで、振り分けコンベア71の排出動作について詳細に説明する。なお、以下では、トップシート2の継ぎ目部2jを有するおむつ1を不良品として排出する場合を例に説明するが、バックシート4の継ぎ目部4jや貼り付け位置不良の場合も同様である。
図1の継ぎ目部検知センサー92の検知位置92pから第1コンベア61上の通過検知センサー97の検知位置97pまでの搬送路に、製品たるおむつ1となり得る部分が何個含まれているかの想定数は、設計図や実際の設備配置等に基づいて予めわかる既知の値である。よって、継ぎ目部検知センサー92が継ぎ目部2jを検知した時点を起点として、以降、第1搬送路61tの通過検知センサー97の通過検知信号に基づいて、通過検知センサー97の検知位置97pを通過したおむつ1の個数をカウントすれば、継ぎ目部2jを有するおむつ1たる不良品が、通過検知センサー97の検知位置97pに到達する到達時点を認識することができる。そうしたら、この到達時点を零値(起点)とする所定量の搬送後に、振り分けコンベア71を下方に揺動して排出路100tに接続すれば、不良品1を排出することができる。
よって、かかる排出処理ロジックに基づけば、通過検知センサー97の検知位置97pを、可能な限り振り分けコンベア71に近接化するのが、排出精度の観点からは好ましいと考えられる。
更には、不良品1の上流側においても、同数のN個だけおむつ1を巻き込んで排出すれば、より排出ミスの可能性は低くなる。
従って、本実施形態では、不良品1の両側の巻き込み数を、それぞれN個に設定している。すなわち、不良品1の上流側において巻き込んで排出するおむつ1の数をN個にし、また、同様に、同不良品1の下流側において巻き込んで排出するおむつ1の数もN個にしている。そのため、通過検知センサー97の検知位置97pは、第1搬送路61tの下流側の端61tedから、下式1を満足する距離Lだけ離れた位置に設定されている。
L≧N×P2 … (1)
なお、この閾値Kthは、前述のおむつ1の想定数であり、コントローラ110内のメモリに予め記憶されている。すなわち、この閾値Kthは、継ぎ目部検知センサー92の検知位置92pと通過検知センサー97の検知位置97pとの間の搬送路に存在するおむつ1の個数(正確には、おむつ1となり得る部分の個数)を示しており、例えば、下式2で表される。
Kth=D1/P1+D2/P2 … (2)
ここで、上式2中のD1は、継ぎ目部検知センサー92の検知位置92pからロータリーカッター装置50の装置中心までの搬送路の経路長である。また、同D2は、ロータリーカッター装置50の前記装置中心から通過検知センサー97の検知位置97pまでの搬送路の経路長である。
Tth=L−N×P2 … (3)
よって、上記大小比較のステップS50において、当該閾値Tthを前記搬送量の値が超えたら、排出処理部は、不良品1と伴に排出すべきN個分下流側に位置するおむつ1が、第1搬送路61tの下流側の端61tedに到達したと判定する。
Kth2=Kth1+(L71t+L)/P2+N … (4)
そして、これにより、不良品1よりも上流側のN個のおむつ1を排出し終えたところで、振り分けコンベア71の接続先が再度第2搬送路81tに戻されて、以降搬送されるおむつ1は良品として第2搬送路81tを経て製造ライン20の下工程へと送られる。なお、当該第2閾値Kth2も、コントローラ110内のメモリに予め記憶されている。
これにより、互いに種類の異なる不良部を有するおむつ1,1同士が近接して搬送されている場合でも、円滑に振り分け動作を行うことができ、また、不良部を全く有しないおむつ1のみを第2搬送路81t経由で下工程へ送ることもできるようになる。
以上、本発明の実施形態について説明したが、本発明は、かかる実施形態に限定されるものではなく、以下に示すような変形が可能である。
例えば、不良品排出装置60aを、図7Aのように構成しても良い。すなわち、第1搬送路61tを形成する第1コンベア61における下流側の端部61eについては、下無端ベルト62dのみが下流側に突出して位置するように第1コンベア61を構成し、また、第2搬送路81tを形成する第2コンベア81における上流側の端部81eについても、下無端ベルト82dのみが上流側に突出して位置するように第2コンベア81を構成する。また、これら端部61e,81e同士の間には間隔Δを設け、当該間隔Δを跨って、その上方には、振り分け機構71aの一部をなす無端ベルト72aを配置する。そして、この無端ベルト72aをサクションベルトコンベアとして構成し、これにより、第1搬送路61tを通過したおむつ1を、無端ベルト72aの表面で吸着して受け取り、当該吸着によりおむつ1を吊り下げ保持状態で搬送して第2搬送路81tに引き渡すようにする。
1a 半製品、1b 半製品、1c 半製品、1d 半製品、1e 半製品、
2 トップシート(連続シート状部材)、
2LE 先端、2TE 尾端、2j 継ぎ目部、
2r シートロール、
3 吸収体、
4 バックシート、4j 継ぎ目部、
5 面ファスナー、6 ファスニングテープ部材、6m ミシン目、
11 本体、11A 腹側部、11B 背側部、11C 股下部、11H 開口部、
11SF サイドフラップ、
20 製造ライン、
22 サクションベルトコンベア(搬送機構)、25 リール、
30 積繊装置、
40 ロータリーダイカッター装置、41 カッターロール、42 アンビルロール、
50 ロータリーカッター装置(分断機構)、
51 カッターロール、52 アンビルロール、54 ロータリーエンコーダ、
60 不良品排出装置(不良ワーク排出装置)、
60a 不良品排出装置(不良ワーク排出装置)、
61 第1コンベア 61e 下流端(端部)、61t 第1搬送路、
61ted 端(振り分け機構側の端)、
62d 下無端ベルト、62u 上無端ベルト、63d ローラー、63u ローラー、
71 振り分けコンベア(振り分け機構)、
71a 振り分け機構、71e 下流端、71e1 端部、71e2 端部、
71t 搬送路、
72a 無端ベルト、
72d 下無端ベルト、72u 上無端ベルト、73d ローラー、73u ローラー、
75 油圧シリンダー、75s 作動制御部、
77 剥がし落とし機構、77a エアブロー機構、
77b 棒状部材、77c プッシャー機構、
81 第2コンベア、81e 下流端(端部)、
81t 第2搬送路、
82d 下無端ベルト、82u 上無端ベルト、83d ローラー、83u ローラー、
92 継ぎ目部検知センサー(不良部検知センサー)、92p 検知位置、
94 継ぎ目部検知センサー(不良部検知センサー)、
96 センサー(不良部検知センサー)、
97 通過検知センサー、97p 検知位置(所定位置)、
98 状態監視センサー(ロータリーエンコーダ)、
100t 排出路、110 コントローラ、150 コンベア、
C73d 回転軸、C73u 回転軸、
G2 合流位置、G4 合流位置、
D1 経路長、D2 経路長、P1 製品ピッチ(所定ピッチ)、P2 搬送ピッチ、
Rm 所定倍率、L71t 全長
Claims (10)
- 複数の吸収性物品に係るワークを搬送方向に所定の搬送ピッチで搬送する搬送路から不良部を有するワークを排出路へ排出する不良ワーク排出装置であって、
前記搬送路は、第1搬送路と、該第1搬送路の下流側に第2搬送路とを有し、
前記第1搬送路と前記第2搬送路との間に設けられ、前記第1搬送路を通過した前記ワークを前記第2搬送路及び前記排出路のどちらかに振り分ける振り分け機構と、
前記不良部を検知して不良部検知信号を出力する不良部検知センサーと、
前記第1搬送路に設けられ、前記ワークの前記第1搬送路上における所定位置の通過を検知して、通過検知信号を出力する通過検知センサーと、
前記不良部検知信号と前記通過検知信号とに基づいて、前記振り分け機構の振り分け動作を制御するコントローラと、を有し、
前記第1搬送路における前記振り分け機構側の端と、前記所定位置とは、前記搬送ピッチ以上離れており、
前記第1搬送路の上流側には、前記搬送方向に連続する連続シート状部材を前記搬送方向に所定ピッチで分断することにより前記ワークを生成する分断機構が配置されており、
前記通過検知センサーは、前記分断機構によって分断された前記ワークであって前記第1搬送路上の前記ワークを、検知し、
前記分断機構は、カッターロールとアンビルロールを有するロータリーカッター装置であり、
前記第1搬送路は、第1コンベアであり、
前記第1コンベアの搬送速度が、前記カッターロールの周速に連動して当該周速よりも所定倍率だけ増速するように制御されることにより、前記ロータリーカッター装置によって分断生成された前記ワークは、前記第1コンベアに乗り移った際に、前記ロータリーカッター装置から前記第1コンベアに引き取られるように搬送されることを特徴とする不良ワーク排出装置。 - 請求項1に記載の不良ワーク排出装置であって、
前記ワークのうちで特定のワークに対して前記不良部を有すると判定した場合には、前記コントローラは、前記特定のワークに加えて、該特定のワークの上流側及び下流側の隣に位置するワークについて少なくとも一つずつ前記排出路へ排出することを特徴とする不良ワーク排出装置。 - 請求項1に記載の不良ワーク排出装置であって、
前記ワークのうちで特定のワークに対して前記不良部を有すると判定した場合に、前記コントローラは、前記特定のワークに加えて、該特定のワークの下流側の隣に位置するN(Nは2以上の整数)個のワークを前記排出路へ排出し、
前記第1搬送路における前記振り分け機構側の端と、前記所定位置とは、前記搬送ピッチの前記N倍以上離れていることを特徴とする不良ワーク排出装置。 - 請求項1乃至3の何れかに記載の不良ワーク排出装置であって、
前記第1搬送路において前記ワークが前記搬送ピッチで搬送されるように、前記分断機構と前記第1搬送路との間で、前記搬送方向に隣り合う前記ワーク同士の間に間隔を空ける処理が行われ、
前記不良部検知センサーは、前記連続シート状部材の状態において前記不良部を検知して前記不良部検知信号を出力し、
前記不良部検知信号に基づいて前記連続シート状部材における前記不良部が前記二つのワークに相当する部分同士に跨っていると判定した場合には、前記コントローラは、前記不良部が一つのワークに相当する部分に収まっていると判定した場合よりも、前記排出路へ排出するワークの個数を増やすことを特徴とする不良ワーク排出装置。 - 請求項1乃至4の何れかに記載の不良ワーク排出装置であって、
前記不良部検知センサーは、前記不良部の種類毎にそれぞれ配置されており、
複数の前記不良部検知センサーのうちの少なくとも一つのセンサーの前記不良部検知信号に基づいて、特定のワークが不良部を有すると前記コントローラが判定した場合には、該コントローラは、前記特定のワークを前記排出路へ排出することを特徴とする不良ワーク排出装置。 - 請求項1乃至5の何れかに記載の不良ワーク排出装置であって、
前記第1搬送路において前記ワークが前記搬送ピッチで搬送されるように、前記分断機構と前記第1搬送路との間において、前記搬送方向に隣り合う前記ワーク同士の間に間隔を空ける処理が行われ、
前記不良部検知センサーは、前記連続シート状部材の状態において前記不良部の所定の検知位置の通過を検知して前記不良部検知信号を出力し、
前記コントローラは、前記不良部検知センサーの前記検知位置から前記通過検知センサーの前記所定位置までの搬送路に含まれるべき前記ワークの想定数と、前記不良部検知信号の出力時点のカウント値を零値として前記通過検知センサーの前記所定位置を前記ワークが通過する度に一つずつ加算されるカウント値とを比較することにより、前記不良部を有するワークの前記所定位置への到達時点を認識し、
前記コントローラは、前記到達時点に基づいて前記振り分け機構を作動して、前記ワークを前記排出路に誘導することを特徴とする不良ワーク排出装置。 - 請求項6に記載の不良ワーク排出装置であって、
前記第1搬送路における前記ワークの搬送量を示す信号を出力するセンサーを有し、
前記到達時点を零値として計測される前記信号の示す値が、所定の閾値に達したら、前記コントローラは、前記振り分け機構を作動して、前記ワークを前記排出路に誘導することを特徴とする不良ワーク排出装置。 - 請求項6又は7に記載の不良ワーク排出装置であって、
前記不良部検知センサーの前記検知位置から前記分断機構までの搬送路の経路長D1を前記所定ピッチP1で除算した値(=D1/P1)が、所定の整数値の±5%の範囲に収まるような位置に前記検知位置が設定され、
前記分断機構から前記通過検知センサーに係る前記所定位置までの搬送路の経路長D2を前記搬送ピッチP2で除算した値(=D2/P2)が、所定の整数値の±5%の範囲に収まるような位置に前記所定位置が設定されていることを特徴とする不良ワーク排出装置。 - 請求項1乃至8の何れかに記載の不良ワーク排出装置であって、
前記不良部は、使い捨ておむつに係るトップシートの継ぎ目部、使い捨ておむつに係るバックシートの継ぎ目部、及び、使い捨ておむつに係るファスニングテープ部材の貼り付け位置不良部を含み、
前記不良部検知センサーは、前記トップシートの継ぎ目部を検知するトップシート用継ぎ目部センサー、前記バックシートの継ぎ目部を検知するバックシート用継ぎ目部検知センサー、及び、前記貼り付け位置不良部を検知する貼り付け位置不良部検知センサーを備え、
前記トップシート用継ぎ目部センサーは、前記トップシートのリールからの繰り出し位置と、当該トップシートが、吸収体が搭載された前記バックシートに合流する合流位置との間に配置され、
前記バックシート用継ぎ目部検知センサーは、前記バックシートのリールからの繰り出し位置と、当該バックシートが、前記吸収体に合流する合流位置との間に配置され、
前記貼り付け位置不良部検知センサーは、前記バックシートに合流した前記トップシートに前記ファスニングテープ部材が貼り付けられる位置よりも下流側に配置されることを特徴とする不良ワーク排出装置。 - 請求項9に記載の不良ワーク排出装置であって、
前記トップシート用継ぎ目部センサー、前記バックシート用継ぎ目部検知センサー、及び前記貼り付け位置不良部検知センサーに対応して、トップシート用継ぎ目部センサー用排出処理プログラム、バックシート用継ぎ目部検知センサー用排出処理プログラム、及び、貼り付け位置不良部検知センサー用排出処理プログラムを有し、
前記コントローラが、トップシート用継ぎ目部センサー用排出処理プログラム、バックシート用継ぎ目部検知センサー用排出処理プログラム、及び、貼り付け位置不良部検知センサー用排出処理プログラムを並行処理することにより、各前記不良部検知信号に対応した排出信号が、それぞれ、共通の前記振り分け機構の作動制御部に送信され、
前記作動制御部は、何れか一つの前記排出信号を受信している限り、前記第1搬送路を通過した前記ワークが前記排出路に振り分けられるように制御し、前記排出信号を一つも受信しない状態になったら、前記第1搬送路を通過した前記ワークが前記第2搬送路に振り分けられるように制御することを特徴とする不良ワーク排出装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010072538A JP5677759B2 (ja) | 2010-03-26 | 2010-03-26 | 不良ワーク排出装置 |
| EP11759299.8A EP2554278B1 (en) | 2010-03-26 | 2011-03-17 | Defective workpiece discharging device |
| US13/636,766 US9096405B2 (en) | 2010-03-26 | 2011-03-17 | Defective-workpiece discharging device |
| CN201180016030.6A CN102821876B (zh) | 2010-03-26 | 2011-03-17 | 不合格工件排出装置 |
| PCT/JP2011/056368 WO2011118493A1 (ja) | 2010-03-26 | 2011-03-17 | 不良ワーク排出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010072538A JP5677759B2 (ja) | 2010-03-26 | 2010-03-26 | 不良ワーク排出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011200833A JP2011200833A (ja) | 2011-10-13 |
| JP5677759B2 true JP5677759B2 (ja) | 2015-02-25 |
Family
ID=44673050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010072538A Active JP5677759B2 (ja) | 2010-03-26 | 2010-03-26 | 不良ワーク排出装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9096405B2 (ja) |
| EP (1) | EP2554278B1 (ja) |
| JP (1) | JP5677759B2 (ja) |
| CN (1) | CN102821876B (ja) |
| WO (1) | WO2011118493A1 (ja) |
Families Citing this family (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5755918B2 (ja) * | 2011-03-24 | 2015-07-29 | ユニ・チャーム株式会社 | 吸収性物品の製造方法 |
| JP6043473B2 (ja) * | 2011-07-01 | 2016-12-14 | ユニ・チャーム株式会社 | 不良検出システム及び不良検出方法 |
| JP5841759B2 (ja) * | 2011-07-01 | 2016-01-13 | ユニ・チャーム株式会社 | 吸収性物品の排出方法 |
| US9597235B2 (en) * | 2012-05-01 | 2017-03-21 | The Procter & Gamble Company | Methods and apparatuses for rejecting defective absorbent articles from a converting line |
| KR20150099589A (ko) * | 2012-12-28 | 2015-08-31 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 진공 컨베이어 장치 |
| CN105228934B (zh) * | 2013-03-18 | 2018-04-06 | 鲍勃斯脱梅克斯股份有限公司 | 在输送期间排出平的物件的装置 |
| WO2014186215A1 (en) * | 2013-05-16 | 2014-11-20 | The Procter & Gamble Company | Methods and apparatuses for rejecting defective absorbent articles from a converting line |
| JP6211684B2 (ja) * | 2013-05-16 | 2017-10-11 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品を折り畳むための方法 |
| CN203638848U (zh) | 2013-11-11 | 2014-06-11 | 株式会社瑞光 | 吸收性物品的搬送装置 |
| CN103640099A (zh) * | 2013-12-10 | 2014-03-19 | 李明全 | 一种废板回收装置 |
| CN103787081B (zh) * | 2014-02-19 | 2016-05-04 | 苏州博众精工科技有限公司 | 一种零件抓取检验机构 |
| WO2015159408A1 (ja) * | 2014-04-17 | 2015-10-22 | オリオン機械工業株式会社 | 製品振分装置 |
| US9266148B2 (en) * | 2014-06-27 | 2016-02-23 | Key Technology, Inc. | Method and apparatus for sorting |
| CN104495351A (zh) * | 2014-11-28 | 2015-04-08 | 苏州晟成光伏设备有限公司 | 终检下料方法 |
| CN105149233A (zh) * | 2015-09-30 | 2015-12-16 | 上海沪工焊接集团股份有限公司 | 不良品自动释放系统和方法 |
| DE102016102944B4 (de) * | 2016-02-19 | 2018-08-16 | Wincor Nixdorf International Gmbh | Leergut-Sortiereinrichtung und Leergut-Rücknahmesystem |
| CN105691761B (zh) * | 2016-03-13 | 2017-06-30 | 冯贵良 | 一种小型农产品自动分拣装箱的方法及其装置 |
| CN105621085B (zh) * | 2016-03-29 | 2019-01-15 | 苏州倍特罗智能科技有限公司 | 一种带有自动检测功能的托盘收料装置 |
| JP6426672B2 (ja) * | 2016-08-30 | 2018-11-21 | ファナック株式会社 | ワーク仕分けシステムおよび方法 |
| CN106226315B (zh) * | 2016-08-30 | 2023-12-08 | 杭州智感科技有限公司 | 一种检测设备 |
| CN106362956B (zh) * | 2016-09-26 | 2018-08-03 | 金辉 | 一种玻璃隔热膜分选装置 |
| CN109844657A (zh) | 2016-09-30 | 2019-06-04 | 3M创新有限公司 | 将多处理系统同步 |
| US11198579B2 (en) * | 2016-10-18 | 2021-12-14 | Bobst Mex Sa | Switching and ejection device and method for a plate-shaped element |
| CN106597983B (zh) * | 2016-12-30 | 2023-07-28 | 昆明昆船逻根机场物流系统有限公司 | 一种输送线物品掉落检测系统 |
| FR3063987A1 (fr) * | 2017-03-17 | 2018-09-21 | Solystic | Installation de tri d'objets avec un convoyeur de tri a volets pivotants |
| EP3572054B1 (en) * | 2017-03-21 | 2021-02-17 | Unicharm Corporation | Method and device for manufacturing absorbent article |
| ES2934312T3 (es) * | 2017-04-21 | 2023-02-21 | Bobst Mex Sa | Dispositivo de recuperación de muestras de puestas, estación de evacuación y máquina de procesamiento de elementos en forma de hojas |
| DE102017111909A1 (de) * | 2017-05-31 | 2018-12-06 | Mühlbauer Gmbh & Co. Kg | Vorrichtung und Verfahren zum Abstapeln von kartenförmigen Datenträgern |
| CN107127163A (zh) * | 2017-07-07 | 2017-09-05 | 安徽理工大学 | 一种新型纽扣分拣装置 |
| EP3495279B1 (en) * | 2017-12-06 | 2026-04-22 | OPTIMA nonwovens GmbH | Method and device for packaging sanitary articles |
| CN108246649A (zh) * | 2017-12-19 | 2018-07-06 | 宁波大学 | 一种高温轴类件的在线缺陷检测装置 |
| CN109984886B (zh) * | 2017-12-31 | 2021-10-29 | 福建恒安集团有限公司 | 一种有缺陷的一次性吸收物品的检测剔除方法 |
| JP7191566B2 (ja) * | 2018-07-14 | 2022-12-19 | 株式会社京都製作所 | 商品検査装置 |
| CN109051715B (zh) * | 2018-08-20 | 2024-07-12 | 镇江裕太防爆电加热器有限公司 | 一种用于三角形镁管烧结设备的输送结构 |
| CN109606868A (zh) * | 2018-11-15 | 2019-04-12 | 苏州奥特梅森自动化设备研发有限公司 | 一种纱布分拣装膜包装设备及包装方法 |
| IT201900003757A1 (it) * | 2019-03-14 | 2020-09-14 | Gdm Spa | Una macchina confezionatrice di articoli assorbenti igienici ed un metodo di settaggio della macchina stessa |
| CN110153048A (zh) * | 2019-07-04 | 2019-08-23 | 四川卡库机器人科技有限公司 | 一种用于片状物料的下沉式次品剔除装置 |
| CN110153047A (zh) * | 2019-07-04 | 2019-08-23 | 四川卡库机器人科技有限公司 | 一种用于片状物料的吸取式次品剔除装置 |
| CN110613553B (zh) * | 2019-08-26 | 2021-12-14 | 胡梅华 | 一种基于提高质量通过率的卫生巾自动洗涤筛选设备 |
| US12544802B2 (en) | 2019-09-13 | 2026-02-10 | Jbt Marel Corporation | Conveyor with selective width rejection system |
| WO2021066984A1 (en) * | 2019-09-30 | 2021-04-08 | Applied Materials, Inc. | Conveyor inspection system, substrate rotator, and test system having the same |
| CN111586976B (zh) * | 2020-04-23 | 2023-07-21 | 黄石广合精密电路有限公司 | 一种在线修理pcb板的检修设备及其检修方法 |
| CN111824826B (zh) * | 2020-07-23 | 2022-11-04 | 合肥市贵谦信息科技有限公司 | 一种家纺面料的传输系统 |
| CN112718515A (zh) * | 2020-11-30 | 2021-04-30 | 珠海格力智能装备有限公司 | 筛选设备 |
| CN112496442B (zh) * | 2020-12-19 | 2022-10-11 | 三星智能科技盐城有限公司 | 一种用于钢板生产的智能机床 |
| CN113293593B (zh) * | 2021-01-18 | 2022-08-16 | 阿里巴巴(中国)有限公司 | 裤襻裁剪设备、裤襻裁剪设备的控制方法及设备 |
| EP4095050A1 (en) * | 2021-05-26 | 2022-11-30 | Tetra Laval Holdings & Finance S.A. | Filling machine package waste management |
| CN113333326B (zh) * | 2021-06-30 | 2022-09-09 | 上海首坤智能科技有限公司 | 碗碟全自动缺陷检测分拣设备 |
| CN113619131B (zh) * | 2021-07-12 | 2023-05-05 | 伟弘智造(上海)包装科技股份有限公司 | 一种吸纸覆膜生产线设备 |
| CN113798334B (zh) * | 2021-09-23 | 2023-10-20 | 重庆钢铁股份有限公司 | 一种推钢机自动控制方法 |
| CN113798849B (zh) * | 2021-11-17 | 2022-02-22 | 苏州鼎纳自动化技术有限公司 | 一种连接器组装设备 |
| CN114308683A (zh) * | 2022-03-10 | 2022-04-12 | 江苏勒捷特自控科技有限公司 | 一种货物高速分拣方法 |
| CN114939537B (zh) * | 2022-05-19 | 2023-09-05 | 湖北中烟工业有限责任公司 | 一种滤棒检测分类装置 |
| DE102022132056B4 (de) * | 2022-12-02 | 2025-10-23 | Illinois Tool Works Inc. | Vorrichtung zum überführen von über eine erste transportvorrichtung zugeführte produkte zu einer zweiten transportvorrichtung |
| JP7765427B2 (ja) * | 2023-03-30 | 2025-11-06 | アンリツ株式会社 | 物品検査装置 |
| CN220282932U (zh) * | 2023-07-21 | 2024-01-02 | 无锡先导智能装备股份有限公司 | 运输装置以及叠片设备 |
| CN117696453A (zh) * | 2023-12-19 | 2024-03-15 | 杭州海康机器人股份有限公司 | 一种残次品剔除方法、系统、装置及电子设备 |
| EP4582069A1 (en) * | 2024-01-03 | 2025-07-09 | The Procter & Gamble Company | Robotic automation of product quality assurance methods |
| CN118477832B (zh) * | 2024-05-10 | 2025-01-21 | 中建材(宜兴)新能源有限公司 | 一种玻璃完整性检测系统及使用方法 |
| WO2025252610A1 (en) * | 2024-06-03 | 2025-12-11 | Sicpa Holding Sa | Processing system and method for processing a reel |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3169428A (en) | 1959-12-22 | 1965-02-16 | Blaw Knox Co | Single sheet classifier |
| JPS61277558A (ja) * | 1985-05-31 | 1986-12-08 | Isowa Ind Co | 不良シ−トの除去方法 |
| JP3181953B2 (ja) * | 1991-11-18 | 2001-07-03 | 大日本印刷株式会社 | 原反検査・スリーブ成形装置 |
| EP0557609B1 (de) * | 1991-12-19 | 1997-03-12 | SYSTEM KURANDT GmbH | Vorrichtung zur On-Line-Kontrolle von Faltschachtel-Zuschnitten |
| JPH05178452A (ja) * | 1991-12-25 | 1993-07-20 | Mitsubishi Heavy Ind Ltd | 物品の振分け装置 |
| JP2709686B2 (ja) | 1993-11-30 | 1998-02-04 | 有限会社須賀製作所 | 自動製函機における不良品排出装置 |
| WO2000040196A1 (en) * | 1998-12-31 | 2000-07-13 | Kimberly-Clark Worldwide, Inc. | Process control using multiple detections |
| JP2001038536A (ja) * | 1999-08-03 | 2001-02-13 | Tsunehiro Yoshida | ネジ軸が曲がった不良ネジの選別装置 |
| JP2001089003A (ja) | 1999-09-20 | 2001-04-03 | Fuji Photo Film Co Ltd | シート材の振分け機構 |
| DE10161424A1 (de) * | 2001-12-13 | 2003-07-03 | Winkler & Duennebier Ag | Verfahren und Vorrichtung zum Erkennen von Produktfehlern bei der Herstellung von Briefhüllen, Versandtaschen und dergleichen |
| GB2384472B (en) | 2002-01-26 | 2005-08-10 | Miniflex Ltd | Caterpillar traction apparatus |
| DE10232215A1 (de) * | 2002-07-17 | 2004-02-05 | Siemens Ag | Fördereinrichtung zum Transport und Ausschleusen von flachen Gegenständen |
| JP2005185917A (ja) * | 2003-12-25 | 2005-07-14 | Kirin Techno-System Corp | 容器の搬送システム |
| DE102007021146A1 (de) * | 2007-05-03 | 2008-11-06 | Focke & Co.(Gmbh & Co. Kg) | Vorrichtung und Verfahren zum Handhaben von flachen Gegenständen, insbesondere Windeln |
| JP2009227460A (ja) | 2008-03-25 | 2009-10-08 | Toshiba Corp | 紙葉類処理装置 |
| US8145338B2 (en) * | 2009-06-02 | 2012-03-27 | The Procter & Gamble Company | Systems and methods for detecting and rejecting defective absorbent articles from a converting line |
| JP5596353B2 (ja) * | 2010-01-09 | 2014-09-24 | ユニ・チャーム株式会社 | 振り分け装置 |
| WO2014186215A1 (en) * | 2013-05-16 | 2014-11-20 | The Procter & Gamble Company | Methods and apparatuses for rejecting defective absorbent articles from a converting line |
-
2010
- 2010-03-26 JP JP2010072538A patent/JP5677759B2/ja active Active
-
2011
- 2011-03-17 US US13/636,766 patent/US9096405B2/en active Active
- 2011-03-17 WO PCT/JP2011/056368 patent/WO2011118493A1/ja not_active Ceased
- 2011-03-17 EP EP11759299.8A patent/EP2554278B1/en active Active
- 2011-03-17 CN CN201180016030.6A patent/CN102821876B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011118493A1 (ja) | 2011-09-29 |
| EP2554278B1 (en) | 2016-04-27 |
| CN102821876B (zh) | 2015-01-21 |
| US9096405B2 (en) | 2015-08-04 |
| EP2554278A4 (en) | 2014-01-22 |
| EP2554278A1 (en) | 2013-02-06 |
| US20130062263A1 (en) | 2013-03-14 |
| JP2011200833A (ja) | 2011-10-13 |
| CN102821876A (zh) | 2012-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5677759B2 (ja) | 不良ワーク排出装置 | |
| JP5667154B2 (ja) | 積繊体の製造方法 | |
| KR101892767B1 (ko) | 진공 롤 및 사용 방법 | |
| AU2010219818B2 (en) | Apparatus and method of manufacturing absorbent article | |
| KR101983862B1 (ko) | 결함이 있는 흡수성 물품의 배출 방법 | |
| CN109152667B (zh) | 吸收性物品的制造方法 | |
| KR20150085824A (ko) | 흡수성 위생용품 제조 기계 및 방법 | |
| US20190125591A1 (en) | Method and apparatus for manufacturing sheet-like member associated with absorbent article | |
| JP4573748B2 (ja) | 帯状シートの製造方法 | |
| JP5973155B2 (ja) | 複合材の製造方法 | |
| TWI528952B (zh) | Method for discharging the absorbent article | |
| EP3643277B1 (en) | Absorbent article production method | |
| CN109310534B (zh) | 与吸收性物品相关的片状部件的制造方法以及制造装置 | |
| JP5895106B1 (ja) | シート固定方法、及び、シート固定装置 | |
| JP2002187672A (ja) | 連続運転式折畳みウエブ製造装置 | |
| CN107530200A (zh) | 连续片材的输送控制方法以及切断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140221 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140805 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141001 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20141008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141209 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5677759 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |