JP6211684B2 - 吸収性物品を折り畳むための方法 - Google Patents
吸収性物品を折り畳むための方法 Download PDFInfo
- Publication number
- JP6211684B2 JP6211684B2 JP2016513095A JP2016513095A JP6211684B2 JP 6211684 B2 JP6211684 B2 JP 6211684B2 JP 2016513095 A JP2016513095 A JP 2016513095A JP 2016513095 A JP2016513095 A JP 2016513095A JP 6211684 B2 JP6211684 B2 JP 6211684B2
- Authority
- JP
- Japan
- Prior art keywords
- absorbent article
- carrier
- tucker blade
- article
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/28—Folding in combination with cutting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15747—Folding; Pleating; Coiling; Stacking; Packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/16—Rotary folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/18—Oscillating or reciprocating blade folders
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1924—Napkins or tissues, e.g. dressings, toweling, serviettes, kitchen paper and compresses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/57—Diaper manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/16—Rotary folders
- B65H45/162—Rotary folders with folding jaw cylinders
- B65H45/164—Details of folding blades therefor
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Heart & Thoracic Surgery (AREA)
- Manufacturing & Machinery (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Mechanical Engineering (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Description
「吸収性物品」は、本明細書では、その一次機能が、汚物及び排泄物を吸収かつ保持することである消費者製品を指すために使用される。「おむつ」は、本明細書では、一般に乳幼児及び失禁症状のある人が下部胴体の周りに着用する吸収性物品を指すために使用される。用語「使い捨て」は、本明細書では、洗濯されること、又は吸収性物品として再生若しくは再使用されることが一般に意図されない吸収性物品を説明するために使用される(例えば、1回の使用後に廃棄されることが意図され、更に、リサイクルされるか、堆肥化されるか、又は環境に適合した方法で処分されるように構成されてもよい)。
θ=(0.18*PL*S1)/(S2*n)、
式中、PLは、吸収性物品のピッチ長(mm)であり、S1は、連続長の吸収性物品400が最終ナイフ324に前進し得る速度(物品/分)であり、S2は、第1のキャリア702が個別の吸収性物品100を最終ナイフ324から前進させ得る速度(メートル/分)であり、nは、タッカーブレード726の1回の完全回転中にタッカーブレード726により折り畳まれる個別の吸収性物品100の数である。いくつかの構成では、(PL/1000)*S1は、S2よりも小さい。また、いくつかの構成では、(PL/1000)*S1は、S2と等しい。
θ=(1−POS)*(0.36*PL*S1)/(S2*n)、
式中、PLは、吸収性物品のピッチ長(mm)であり、S1は、連続長の吸収性物品400が最終ナイフ324に前進し得る速度(物品/分)であり、S2は、第1のキャリア702が個別の吸収性物品100を最終ナイフ324から前進させ得る速度(メートル/分)であり、nは、タッカーブレード726の1回の完全回転中にタッカーブレード726により折り畳まれる個別の吸収性物品100の数であり、POSは、ピッチ長PLに対する、折り畳み線412と第1の末端部(即ち、前端)405との間の距離の比として計算される。例えば、折り畳み線412が吸収性物品を二等分することを意図する場合、POSは0.5であってもよい。例えば、折り畳み線412が第1の末端部405からピッチ長PLの1/3の距離に位置することを意図する場合など、別の例では、POSは0.33であってもよい。
Claims (7)
- 吸収性物品を折り畳むための方法であって、
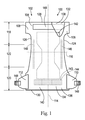
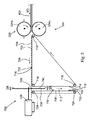
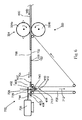
物品輸送平面(706)を画定するように、吸収性物品(100)を第1のキャリア(702)上で第1の方向(704)に搬送する工程であって、前記吸収性物品(100)が、第1の表面(402)と、前記第1の表面(402)の反対側の第2の表面(404)と、を含み、前記吸収性物品(100)が、第1の末端部(405)及び第2の末端部(407)を含み、前記吸収性物品(100)が、第1の末端領域(406)及び第2の末端領域(408)と、前記第1の末端領域(406)と第2の末端領域(408)との間に位置する中央領域(410)と、を含む、工程と、
前記第1の末端部(405)及び前記第1の末端領域(406)を、前記第1のキャリア(702)と第2のキャリア(708)との間に画定されたニップ(710)を通過して前進させる工程と、
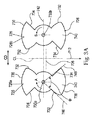
タッカーブレード(726)を回転させる工程であって、前記タッカーブレード(726)が、第1の表面(738)と、前記第1の表面(738)の反対側の第2の表面(740)と、を含み、前記タッカーブレード(726)が、前縁(732)及び後縁(734)を含み、前記前縁(732)及び前記後縁(734)が、前記タッカーブレード(726)が回転するときに、前記ニップ(710)において前記物品輸送平面(706)を通して移動する、工程と、
前記タッカーブレード(726)の前記前縁(732)を用いて、前記吸収性物品(100)の前記中心領域(410)を前記ニップ(710)内へと第2の方向(712)に再配向させることにより吸収性物品(100)を折り畳み、それにより前記吸収性物品(100)の前記中央領域(410)を横切って折り畳み線(412)を形成する工程と、前記吸収性物品(100)の前記第1の末端領域(406)の前記第1の表面(402)を、前記タッカーブレード(726)の前記第1の表面(738)と対面する関係に配置し、かつ前記吸収性物品(100)の前記第2の末端領域(408)の前記第1の表面(402)を、前記タッカーブレード(726)の前記第2の表面(740)と対面する関係に配置する工程であって、前記吸収性物品の前記第1の末端部(405)と前記第2の末端部(407)とが前記タッカーブレード(726)により分離される、工程と、
前記折り畳まれた吸収性物品(100)を、前記第1のキャリア(702)と前記第2のキャリア(708)との間において、前記物品輸送平面(706)から離れる前記第2の方向(712)に搬送する工程と、を含み、
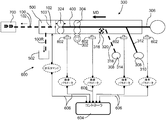
連続長の吸収性物品(400)を、機械方向に第1の速度S1で前進させる工程を更に含み、
前記連続長の吸収性物品(400)から前記吸収性物品(100)を切断する工程を更に含み、前記吸収性物品(100)が、前記機械方向において前記第1の末端部(405)と前記第2の末端部(407)との間の距離により画定されるピッチ長PLを含み、
前記吸収性物品が、前記第1のキャリア(702)上を第2の速度S2で搬送され、
前記タッカーブレード(726)の1回の完全回転により、n個の個別の吸収性物品(100)を折り畳む工程を更に含み、
前記タッカーブレード(726)の前記前縁(732)と前記後縁(734)との間の掃引角θが、(0.18 * PL * S1)/(S2 * n)として計算され、
PLは、前記吸収性物品のピッチ長(mm)であり、S1は、前記連続長の吸収性物品(400)が最終ナイフ(324)に前進し得る速度(物品/分)であり、S2は、前記第1のキャリア(702)が前記個別の吸収性物品(100)を前記最終ナイフ(324)から前進させ得る速度(メートル/分)であり、nは、前記タッカーブレード(726)の1回の完全回転中に前記タッカーブレード(726)により折り畳まれる前記個別の吸収性物品(100)の数である、方法。 - (PL/1000)*S1がS2未満である、請求項1に記載の方法。
- (PL/1000)*S1がS2と等しい、請求項1に記載の方法。
- 前記第1のキャリア(702)がベルトコンベアを含む、請求項1〜3のいずれか一項に記載の方法。
- 前記第2のキャリア(708)がベルトコンベアを含む、請求項1〜4のいずれか一項に記載の方法。
- 前記吸収性物品(100)がおむつを含み、前記第1の末端領域(406)が前方腰部領域を含み、前記第2の末端領域(408)が後方腰部領域を含む、請求項1〜5のいずれか一項に記載の方法。
- 前記吸収性物品(100)の前記第1の表面(408)が、着用者に面する表面を含む、請求項1〜6のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361824003P | 2013-05-16 | 2013-05-16 | |
| US61/824,003 | 2013-05-16 | ||
| PCT/US2014/037408 WO2014186216A1 (en) | 2013-05-16 | 2014-05-09 | Methods and apparatuses for folding absorbent articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016517779A JP2016517779A (ja) | 2016-06-20 |
| JP6211684B2 true JP6211684B2 (ja) | 2017-10-11 |
Family
ID=50980371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016513095A Expired - Fee Related JP6211684B2 (ja) | 2013-05-16 | 2014-05-09 | 吸収性物品を折り畳むための方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10065831B2 (ja) |
| EP (1) | EP2996652A1 (ja) |
| JP (1) | JP6211684B2 (ja) |
| CN (1) | CN105188624A (ja) |
| WO (1) | WO2014186216A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5938126B1 (ja) * | 2015-05-22 | 2016-06-22 | ユニ・チャーム株式会社 | 吸収性物品の折畳方法及び折畳装置 |
| US20160374866A1 (en) * | 2015-06-24 | 2016-12-29 | The Procter & Gamble Company | Method and Apparatus for Selectively Folding Absorbent Articles |
| JP6834580B2 (ja) * | 2017-02-23 | 2021-02-24 | 王子ホールディングス株式会社 | 吸収性物品の折畳装置および方法 |
| IT202400004495A1 (it) * | 2024-02-29 | 2025-08-29 | Scarponi Lorenzo S R L | Macchina per la piegatura di tovaglioli in carta |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3339914A (en) | 1964-06-23 | 1967-09-05 | Frederick W Grantham | Laundry folder |
| DE2026064C3 (de) | 1969-06-02 | 1980-01-31 | Xerox Corp., Rochester, N.Y. (V.St.A.) | Blattfördereinrichtung in einer elektrografischen Kopiermaschine |
| US3692303A (en) | 1971-07-23 | 1972-09-19 | Mecca Bros Inc | Sensing means for folder |
| US4122939A (en) * | 1976-03-02 | 1978-10-31 | H. J. Langen & Sons Ltd. | Load transfer mechanism for packaging machine |
| US4053150A (en) | 1976-03-08 | 1977-10-11 | Cornelius Printing Co. | Folder apparatus |
| US4519596A (en) | 1984-07-13 | 1985-05-28 | Paper Converting Machine Company | Method and apparatus for folding diapers with selective movement of orbit of tucker balde |
| US4650173A (en) | 1984-07-13 | 1987-03-17 | Paper Converting Machine Co. | Method of operating a diaper producing machine and apparatus |
| GB8421346D0 (en) | 1984-08-22 | 1984-09-26 | Weir Henry J | Laundry folding mechanism |
| US4715846A (en) | 1986-06-11 | 1987-12-29 | Post Machinery, Inc. | Trailing panel folder |
| JP2532507B2 (ja) | 1987-09-10 | 1996-09-11 | 株式会社小森コーポレーション | チョッパ折装置 |
| US5358464A (en) | 1992-12-31 | 1994-10-25 | R. Funk & Co., Inc. | Conveyor system and multi-speed folder |
| US5980439A (en) | 1996-01-19 | 1999-11-09 | Output Technology Solutions Of California, Inc. | Folding apparatus |
| JP3419996B2 (ja) | 1996-06-19 | 2003-06-23 | 花王株式会社 | シート状製品の折り畳み装置 |
| IL120001A0 (en) | 1997-01-13 | 1997-04-15 | Amt Ltd | Aluminum alloys and method for their production |
| WO2000040196A1 (en) | 1998-12-31 | 2000-07-13 | Kimberly-Clark Worldwide, Inc. | Process control using multiple detections |
| US6814217B2 (en) | 2000-02-02 | 2004-11-09 | The Procter And Gamble Company | Method and apparatus utilizing servo motors for placing parts onto a moving web |
| US6450321B1 (en) | 2000-07-21 | 2002-09-17 | The Procter & Gamble Company | Method and apparatus utilizing servo motors for placing parts onto a moving web |
| JP4380901B2 (ja) | 2000-09-11 | 2009-12-09 | 花王株式会社 | 不良品の排出方法及び不良品排出システム |
| US6811019B2 (en) | 2001-06-29 | 2004-11-02 | The Procter & Gamble Company | Method and apparatus utilizing servo motors for placing parts onto a moving web |
| EP1295982A1 (de) | 2001-09-20 | 2003-03-26 | Jensen AG Burgdorf | Falteinrichtung zum Falten von Wäschestücken |
| US6723035B2 (en) | 2001-09-28 | 2004-04-20 | Kimberly-Clark Worldwide, Inc. | Method of tucking side panels with side panel fold location control |
| DE10161424A1 (de) | 2001-12-13 | 2003-07-03 | Winkler & Duennebier Ag | Verfahren und Vorrichtung zum Erkennen von Produktfehlern bei der Herstellung von Briefhüllen, Versandtaschen und dergleichen |
| US20040030318A1 (en) * | 2002-04-02 | 2004-02-12 | Sca Hygiene Products Ab | Method for production of diaper pants |
| US6708855B2 (en) | 2002-04-03 | 2004-03-23 | Robert W. Wilson | Transverse folding apparatus |
| US7703599B2 (en) | 2004-04-19 | 2010-04-27 | Curt G. Joa, Inc. | Method and apparatus for reversing direction of an article |
| US20060254881A1 (en) * | 2005-05-16 | 2006-11-16 | Stefan Furthmueller | Device for separating overlapping flat products |
| US20070142798A1 (en) | 2005-12-16 | 2007-06-21 | The Procter & Gamble Company | Disposable absorbent article having serviceable indicia indicating improper fit |
| US7432413B2 (en) | 2005-12-16 | 2008-10-07 | The Procter And Gamble Company | Disposable absorbent article having side panels with structurally, functionally and visually different regions |
| US20070287983A1 (en) | 2006-06-07 | 2007-12-13 | Richard Worthington Lodge | Absorbent article having an anchored core assembly |
| AR065226A1 (es) | 2006-11-29 | 2009-05-27 | Procter & Gamble | Articulo absorbente desechable adaptado para ponerse alrededor de la region del bajo vientre de un usuario |
| EP2112111A1 (en) * | 2007-02-14 | 2009-10-28 | Mitsubishi Heavy Industries, Ltd. | Gap adjusting device and method of scoring roller of printing press, and printing press |
| US7617656B2 (en) * | 2007-03-16 | 2009-11-17 | The Procter & Gamble Company | Method and apparatus for selective folding or redirecting |
| JP2009029523A (ja) | 2007-07-24 | 2009-02-12 | Toshiba Corp | 折り処理装置とこれを備えた装置、及び折り処理方法 |
| ITBO20080002A1 (it) | 2008-01-03 | 2009-07-04 | Gdm Spa | Macchina e metodo per la piegatura di sbozzati per la realizzazione di pannolini. |
| JP5237159B2 (ja) | 2009-03-11 | 2013-07-17 | 王子ネピア株式会社 | 吸収性物品の製造方法 |
| US8145343B2 (en) | 2009-06-02 | 2012-03-27 | The Procter & Gamble Company | Systems and methods for controlling registration of advancing substrates in absorbent article converting lines |
| US8145338B2 (en) | 2009-06-02 | 2012-03-27 | The Procter & Gamble Company | Systems and methods for detecting and rejecting defective absorbent articles from a converting line |
| JP5393394B2 (ja) | 2009-10-19 | 2014-01-22 | ユニ・チャーム株式会社 | 吸収性物品に係る連続シートの複合体の製造方法、及び製造装置 |
| JP5596353B2 (ja) | 2010-01-09 | 2014-09-24 | ユニ・チャーム株式会社 | 振り分け装置 |
| JP5677759B2 (ja) | 2010-03-26 | 2015-02-25 | ユニ・チャーム株式会社 | 不良ワーク排出装置 |
| JP2013523331A (ja) | 2010-04-09 | 2013-06-17 | ザ プロクター アンド ギャンブル カンパニー | テープ型おむつ及びパンツ型おむつの双方を製作するための再構成可能な加工ライン及び方法 |
| JP5656536B2 (ja) * | 2010-09-30 | 2015-01-21 | ユニ・チャーム株式会社 | 吸収性物品の振り分け装置及び振り分け方法 |
| CN107074476A (zh) * | 2014-06-30 | 2017-08-18 | 宝洁公司 | 用于折叠吸收制品的方法 |
-
2014
- 2014-05-09 JP JP2016513095A patent/JP6211684B2/ja not_active Expired - Fee Related
- 2014-05-09 WO PCT/US2014/037408 patent/WO2014186216A1/en not_active Ceased
- 2014-05-09 CN CN201480025726.9A patent/CN105188624A/zh active Pending
- 2014-05-09 EP EP14732045.1A patent/EP2996652A1/en not_active Withdrawn
- 2014-05-09 US US14/273,813 patent/US10065831B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016517779A (ja) | 2016-06-20 |
| US10065831B2 (en) | 2018-09-04 |
| EP2996652A1 (en) | 2016-03-23 |
| CN105188624A (zh) | 2015-12-23 |
| US20140342894A1 (en) | 2014-11-20 |
| WO2014186216A1 (en) | 2014-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9902083B2 (en) | Absorbent article substrate trim material removal process and apparatus | |
| CN102883869B (zh) | 用于向前进的基底上按图案施涂粘合剂的方法和设备 | |
| JP5498082B2 (ja) | ウエブ搬送装置 | |
| JP6092394B2 (ja) | 加工ライン中の吸収性物品を搬送するための方法及び装置 | |
| JP6092404B2 (ja) | 吸収性物品の向きを変更するための方法及び装置 | |
| JP2017537712A (ja) | 吸収性物品を作製するための装置及び方法 | |
| JP6211684B2 (ja) | 吸収性物品を折り畳むための方法 | |
| TWI508716B (zh) | A manufacturing apparatus for an absorbent article, and a method for producing an absorbent article | |
| JP6271711B2 (ja) | 加工ラインから不良吸収性物品を排斥するための方法及び装置 | |
| US11576822B2 (en) | Apparatuses and methods for making absorbent articles | |
| US20140318695A1 (en) | Methods and Apparatuses for Assembling Disposable Diaper Pants | |
| JP2018518315A (ja) | 吸収性物品を選択的に折り畳むための方法及び装置 | |
| JP2016517780A (ja) | 吸収性物品を折り畳むための方法及び装置 | |
| KR20110129447A (ko) | 웹 반송 장치 및 흡수체 제조 방법 | |
| EP4262657B1 (en) | Method of providing energy to an item | |
| US10653566B2 (en) | Method and apparatus for controlling and advancing an absorbent article | |
| KR20180089508A (ko) | 흡수 용품 측면 패널 체결 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161028 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170818 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170913 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6211684 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |