JP2013523331A - テープ型おむつ及びパンツ型おむつの双方を製作するための再構成可能な加工ライン及び方法 - Google Patents
テープ型おむつ及びパンツ型おむつの双方を製作するための再構成可能な加工ライン及び方法 Download PDFInfo
- Publication number
- JP2013523331A JP2013523331A JP2013503787A JP2013503787A JP2013523331A JP 2013523331 A JP2013523331 A JP 2013523331A JP 2013503787 A JP2013503787 A JP 2013503787A JP 2013503787 A JP2013503787 A JP 2013503787A JP 2013523331 A JP2013523331 A JP 2013523331A
- Authority
- JP
- Japan
- Prior art keywords
- tape
- diaper
- pant
- assembly process
- type
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 143
- 238000012545 processing Methods 0.000 title claims abstract description 91
- 230000002745 absorbent Effects 0.000 claims abstract description 115
- 239000002250 absorbent Substances 0.000 claims abstract description 115
- 238000004519 manufacturing process Methods 0.000 claims abstract description 30
- 230000008569 process Effects 0.000 claims description 108
- 230000009466 transformation Effects 0.000 claims description 106
- 238000006243 chemical reaction Methods 0.000 claims description 105
- 238000000844 transformation Methods 0.000 claims description 68
- 230000007246 mechanism Effects 0.000 claims description 47
- 239000013013 elastic material Substances 0.000 claims description 25
- 230000015572 biosynthetic process Effects 0.000 claims description 16
- 239000000463 material Substances 0.000 description 100
- 239000000853 adhesive Substances 0.000 description 65
- 230000001070 adhesive effect Effects 0.000 description 65
- 239000000306 component Substances 0.000 description 49
- 239000011162 core material Substances 0.000 description 45
- 239000010408 film Substances 0.000 description 42
- 239000004745 nonwoven fabric Substances 0.000 description 28
- 239000000758 substrate Substances 0.000 description 20
- 239000000835 fiber Substances 0.000 description 18
- 239000010410 layer Substances 0.000 description 16
- 238000005520 cutting process Methods 0.000 description 14
- 210000005069 ears Anatomy 0.000 description 13
- 238000005304 joining Methods 0.000 description 12
- -1 polyethylene Polymers 0.000 description 11
- 239000000203 mixture Substances 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- 230000004913 activation Effects 0.000 description 9
- 230000000712 assembly Effects 0.000 description 9
- 238000000429 assembly Methods 0.000 description 9
- 230000032258 transport Effects 0.000 description 9
- 210000004705 lumbosacral region Anatomy 0.000 description 8
- 239000002131 composite material Substances 0.000 description 7
- 239000004698 Polyethylene Substances 0.000 description 6
- 230000008878 coupling Effects 0.000 description 6
- 238000010168 coupling process Methods 0.000 description 6
- 238000005859 coupling reaction Methods 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 238000002156 mixing Methods 0.000 description 6
- 229920000573 polyethylene Polymers 0.000 description 6
- 238000003786 synthesis reaction Methods 0.000 description 6
- 238000010998 test method Methods 0.000 description 6
- 238000004026 adhesive bonding Methods 0.000 description 5
- 230000013011 mating Effects 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 5
- 238000012549 training Methods 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 4
- 239000002657 fibrous material Substances 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 230000036316 preload Effects 0.000 description 4
- 229920001169 thermoplastic Polymers 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- 229920003043 Cellulose fiber Polymers 0.000 description 3
- 229920002334 Spandex Polymers 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 210000003608 fece Anatomy 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 239000004759 spandex Substances 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- SGTNSNPWRIOYBX-UHFFFAOYSA-N 2-(3,4-dimethoxyphenyl)-5-{[2-(3,4-dimethoxyphenyl)ethyl](methyl)amino}-2-(propan-2-yl)pentanenitrile Chemical compound C1=C(OC)C(OC)=CC=C1CCN(C)CCCC(C#N)(C(C)C)C1=CC=C(OC)C(OC)=C1 SGTNSNPWRIOYBX-UHFFFAOYSA-N 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- 206010021639 Incontinence Diseases 0.000 description 2
- 229920006309 Invista Polymers 0.000 description 2
- 229920001410 Microfiber Polymers 0.000 description 2
- 239000008280 blood Substances 0.000 description 2
- 210000004369 blood Anatomy 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 210000000416 exudates and transudate Anatomy 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 238000009963 fulling Methods 0.000 description 2
- 230000002209 hydrophobic effect Effects 0.000 description 2
- 230000002175 menstrual effect Effects 0.000 description 2
- 239000003658 microfiber Substances 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 210000002700 urine Anatomy 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 206010016654 Fibrosis Diseases 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229920001247 Reticulated foam Polymers 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 230000004761 fibrosis Effects 0.000 description 1
- 238000013023 gasketing Methods 0.000 description 1
- 239000008241 heterogeneous mixture Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000008407 joint function Effects 0.000 description 1
- 239000006210 lotion Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 231100000344 non-irritating Toxicity 0.000 description 1
- 239000011236 particulate material Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000001568 sexual effect Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 208000024891 symptom Diseases 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images


















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15756—Applying tabs, strips, tapes, loops; Knotting the ends of pads
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/52—Plural diverse manufacturing apparatus
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
本開示に従う装置及び方法の態様は、吸収性物品の製作のための加工装置に関する。本装置及び方法は、複数のテープ型おむつを生産するための第1の構成で動作するように適合され得る。本装置及び方法は、複数のパンツ型おむつを生産するための第2の構成で動作するようにも適合され得る。
Description
本開示は、吸収性物品を製造するための加工ラインに関し、より具体的には、テープ型おむつ及びパンツ型おむつの双方を生産するように再構成可能である加工ラインに関する。
おむつ、成人用失禁用物品、婦人衛生用タンポン、生理用ナプキン、ズボン下、シャツ、ショーツ、水着、ガウン、パンツ、コート、手袋、マフラー、外科用ドレープ、よだれ掛け、毛布、シーツ、枕カバーなどの、使い捨ての、再利用可能の、また耐久性のある製品は、高速の加工ライン上で製造され得る。このような加工ラインは、多くの原料材料が、連続的なウェブであるか別個の部品としてであるかに関わらず、完成製品を生成するためにウェブへ処理及び/又は取着される、ウェブに基づいたキャリアを利用することがある。
加工ラインは、特定の種類の吸収性物品の高速生産を可能にするかもしれないが、いくつかの加工ラインは、異なる種類の製品の生産に対応するために求められるラインの変更が、経済的に実用的でないように時間及び/又は費用がかかるという点において、柔軟性がないことがある。例えば、いくつかの加工ラインは特注で設計され、特定の製品を、狭い範囲のパラメーター及び動作条件内で作製するように組み立てられる。例えば、加工ラインはテープ型おむつのみを作製するように特注設計されることがあり、一方で他の加工ラインは、パンツ型おむつのみを作製するように特注設計されることがある。したがって、そのような特注の加工ラインは、顧客需要に良く適合するための努力として、特定の市場において、特定の種類のおむつ、例えば、テープ型又はパンツ型おむつを生産するために使用され得る。しかしながら、そのような加工ラインの、1種類を超える製品を生産するための非柔軟性が、いくつかの市場で売り出す複数の製品を提供する製造者の能力に不必要な制限をもたらすことがある。
テープ型おむつ及びパンツ型おむつの双方に対する消費者需要がある市場では、製造者は、2つの製品のうちの1つを生産するようにそれぞれ特注設計された別個の加工ラインを有する必要があるかもしれない。しかしながら、それらの製品のうちの1つ又は双方の消費者需要は、それぞれの製品種類専用の別個の加工ラインを有する製造者の費用に十分見合うほど高くないことがある。例えば、特定の市場において、パンツ型おむつに対する需要がパンツ型おむつのみを生産する加工ラインの費用に十分見合うほど高くなければ、製造者は、市場にパンツ型おむつを売り出さないことを決定するかもしれない。そのような市場では、双方の製品を同一の加工ライン上で生産し、したがって市場ニーズに合うように製品を適切に混ぜて生産するための柔軟性が、最も効率的で費用効果の高い手法を提供し得る。
いくつかの市場では、使い捨てテープ型おむつは、幼児の誕生からその幼児がトイレトレーニングを開始する時点まで使用される。テープ型おむつの代わりとして、使い捨てパンツ型おむつは、トイレトレーニング段階の子供に対して望ましくまた有用な製品であり得る。更に別の例では、パンツ型おむつの使用は、通常トイレトレーニングに関連する年齢よりも早い年齢で開始され、したがってパンツ型おむつは、トレーニングパンツとしてよりもテープ型おむつのように使用されることがある。テープ型おむつとパンツ型おむつとの間の1つの違いは、2つの製品が、製造者から消費者へどのように運搬されるか、すなわち包装されるかである。具体的には、テープ型おむつ及びパンツ型おむつの双方は一般に、液体不透過性外側カバー、液体透過性身体側ライナー、及び吸収性構造物を有する、吸収性シャーシを含むことができる。しかしながら、テープ型おむつは、パッケージから取り外される前には閉じた初期腰部開口周辺部又は脚部開口部を有していないことがあり、一方でパンツ型おむつの吸収性シャーシ及び/又は側部パネル(存在する場合)は、初期腰部開口周辺部及び2つの脚部開口部を形成するように予め閉じていることがある。パンツ式のプルオンおむつよりもテープ型おむつを好むユーザーの割合は市場によって変化するため、意図される市場に対するニーズに合った任意の所望の比率で、テープ型おむつ及びパンツ型のプルオンオムツの双方を同一の加工ライン上で生産するための柔軟性を有することは、製造者にとって有利であり得る。
1つを超える種類のおむつを生産することが可能な加工ラインを生成するためのいくつかの試みが行われており、例えば、米国特許公開2007/0213678A1号に開示されている。しかしながら、そのような加工ラインは、特定の種類のおむつを組み立てるために設計された異なる加工ラインの、単なる集合体又は組立品を表している。これらの加工ラインは、異なる種類のおむつを生産する際に、比較的低い数の同一プロセス及び機械装置を利用することがある。それ故、このような加工ラインの比較的大きい数の異なるプロセス及び機械装置は、どの種類のおむつが生産されているかによって、始動されるか、又は停止される。したがって、異なる種類のおむつを生産しているときは使用されない可能性がある比較的大きい数のプロセスを含む加工ラインは、多額の資本費用をもたらし、大量の空間を要し、また追加の維持を要するかもしれない。
したがって、相当数の同一プロセス及び機械装置を同時に利用しておむつの種類のどちらかの範囲を生産しながら、異なる種類のおむつを生産することが可能な、より高い効果とより低い総費用とをもたらす加工ラインを開発する必要性が残る。
本開示に従う装置及び方法の態様は、吸収性物品の製作のための加工装置に関する。装置は、複数のテープ型おむつを生産するための第1の構成で動作するように適合され得る。装置はまた、複数のパンツ型おむつを生産するための第2の構成で動作するようにも適合され得る。
一形式において、吸収性物品の製作のための、第1の構成及び第2の構成で動作するように適合された加工装置は、一連の変換を生じさせるように適合された変換機構を含むことができ、第1の構成では、第1の複数の変換機構が、複数のテープ型おむつを生産するように配列され、第1の複数の変換機構が第1の数の変換を生じさせ、第2の構成では、第2の複数の変換機構が、複数のパンツ型おむつを生産するように配列され、第2の複数の変換機構が第2の数の変換を生じさせ、また第2の数の変換のうちの70%より多くが、第1の数の変換と同じである。
第1の構成では、第1の複数の変換機構が、複数のテープ型おむつを生産するように配列され、第1の複数の変換機構が第1の数の変換を生じさせ、第1の数の変換は第1の変換から最後の変換まで進行する第1の順序で遂行され、第2の構成では、第2の複数の変換機構が、複数のパンツ型おむつを生産するように配列され、第2の複数の変換機構が第2の数の変換を生じさせ、第2の数の変換は第1の変換から最後の変換まで進行する第2の順序で遂行され、また第2の数の変換のうちの70%より多くが、第1の数の変換における先行する変換のうちの1つ以上に対して、第1の数の変換と同一の順番で遂行される。
本開示を理解する上で、以下の用語が有用であり得る。
本明細書で使用するとき、「吸収性物品」とは、主な機能が、汚れ及び排泄物を吸収及び保持する消費者製品を指す。本細書で使用するとき、「おむつ」とは、一般的に、幼児、及び失禁症状のある人によって、胴体下部周囲に着用される吸収性物品を指す。本明細書では、用語「使い捨て」は、洗濯、又は他の方法で吸収性物品として修復若しくは再使用することを一般に意図しない吸収性物品を説明するために使用される(例えば、その物品を、1回の使用後に廃棄することを意図し、またリサイクルするか、堆肥化するか、そうでなければ環境に適応した方法で処分するように構成されても良い)。
本明細書で使用するとき、「配置されている」という用語は、ある要素(1つ又は複数)が、特定の場所若しくは位置に他の要素と共にマクロ単一構造体として、又は別の要素に結合している別個の要素として形成されている(結合され位置する)ことを意味する際に用いる。
本明細書で使用するとき、「結合されている」という用語は、ある要素を別の要素に直接取り付けることによって、その要素がその別の要素に直接取り付けられる構成、及びある要素を中間部材(1つ又は複数)に取り付けてから、その中間部材を別の要素に取り付けることによって、その要素がその別の要素に間接的に取り付けられる構成を包含する。
用語「基材」は、本明細書においては、材料として、主に二次元(すなわち、XY平面)であり、その厚さ(Z方向)が、その長さ(X方向)及び幅(Y方向)と比べて比較的小さい(すなわち、1/10以下である)材料を説明するために用いられる。基材の非限定的な例としては、ウェブ、繊維性材料の層(単数及び複数)、不織布、フィルム、及び、高分子フィルム又は金属箔などの箔が挙げられる。これらの材料は、単独で使用されてもよく、又は一緒に積層化された2つ以上の層を備えてもよい。そのため、ウェブは基材である。
用語「不織布」は、本明細書において、スパンボンド、メルトブロー、カーディングなどの方法によって、連続的な(長い)フィラメント(繊維)及び/又は非連続的な(短い)フィラメント(繊維)から作製された材料を指す。不織布は、織った又は編んだフィラメントパターンを有さない。
用語「機械方向」(MD)は、本明細書において、プロセスを貫流する材料の主な方向を指すために使用される。2つ折りプロセスなどの種々の製造及び加工プロセスにおいて、物品が同時のプロセスを経ているときに、1つを超える機械方向を有することは可能であり得る。換言すれば、製造ラインは全体機械方向を有することができるが、物品は、製造ラインに沿って種々のプロセスを通過する際に、全体機械方向以外の方向に移動することができる。例えば、それぞれの端部が異なるロール及び/又はコンベヤーの表面に取着される、後続端部及び先行端部を有する物品は、2つの異なる方向に同時に移動することができる。この例では、どちらの移動方向も機械方向と見なされ得る。用語「横断方向」(CD)は、本明細書において、機械方向に対してほぼ垂直な方向を指すために使用される。
用語「変換」は、本明細書においては、厚さ、長さ、幅、形状、相対的位置、質感、色、粘着度などに関する、ウェブ、層、物品、複数の物品、材料、又はそれらの部分における変化、又は変化をもたらす作業を指す。変換は、繊維化、コア構成要素混合、コア形成/付着、スリット付け、切断、切欠付け、成形、穿孔,打抜き、切り取り、熱接合、超音波接合、圧力接合、高周波接合、縫い合わせ、接着剤塗布、粘着剤塗布、ローション塗布、折り畳み、2つ折り、折り込み、間隔空け、MD位置付け、CD位置付け、重ね合わせ、活性化、圧縮、ニップ、カレンダー、基材合成、構成要素合成、ウェブ合成、弾性素材の引張、締結要素の予備締結、製品の積み重ね、及び包装である。
本明細書において、用語「変換機構」とは、変換を生じさせるように適合される装置を指す。
用語「テープ型おむつ」(「開いたおむつ」とも称される)とは、着用者に適用される前に、包装されているときに、互いに締結、予備締結、又は連結されていない初期前側腰部区域及び初期後側腰部区域を有する、使い捨て吸収性物品を指す。テープ型おむつは、腰部区域を一緒に締結又は結合することなく、1つの腰部区域の内部が対向する腰部区域の内部と表面同士が接触する状態で、横方向中心線の周囲で折り畳まれてもよい。種々の好適な構成において開示されているテープ型おむつ例は、米国特許第5,167,897号、同第5,360,420号、同第5,599,335号、同第5,643,588号、同第5,674,216号、同第5,702,551号、同第5,968,025号、同第6,107,537号、同第6,118,041号、同第6,153,209号、同第6,410,129号、同第6,426,444号、同第6,586,652号、同第6,627,787号、同第6,617,016号、同第6,825,393号、及び同第6,861,571号に開示されている。
本明細書中、用語「パンツ」(同様に、「トレーニングパンツ」、「予め閉じたおむつ」、「おむつパンツ」、及び「プルオンおむつ」)は、幼児又は成人の着用者のために設計された、連続的な外辺部腰部開口部及び連続的な外辺部脚部開口部を有する、使い捨て吸収性物品を指す。パンツは、物品が着用者に適用される前に、連続的な、又は閉じた腰部開口部と、少なくとも1つの連続的な、閉じた脚部開口部とを有して構成され得る。パンツは、任意の再締結可能な及び/又は恒久的なクロージャ部材(例えば、シーム、熱接合、圧力溶接、接着剤、粘着接合、機械的締結具など)を使用して物品の部分を一緒に結合することが挙げられるがこれらに限定されない種々の技術で予備成形され得る。パンツは、腰部区域の物品の周囲に沿った任意の場所で予備成形され得る(例えば、締結又は縫い合わせられた側部、締結又は縫い合わせられた前側腰部、締結又は縫い合わせられた後方腰部など)。種々の構成におけるおむつパンツ例は、米国特許第5,246,433号、同第5,569,234号、同第6,120,487号、同第6,120,489号、同第4,940,464号、同第5,092,861号、同第5,897,545号、同第5,957,908号、及び米国特許公開第2003/0233082号に開示されている。
本明細書中、用語「初期腰部開口周辺部」とは、パンツがパッケージ内に定置されるとき、及びその後、それが消費者によってパッケージから取り外されるときの、腰部開口部の周辺部を指す。
本開示は、吸収性物品を製造するための加工ラインに関し、より具体的には、テープ型おむつ及びパンツ型おむつの双方を生産するように再構成可能である加工ラインに関する。下記により詳細に述べられるように、吸収性物品加工ラインは、製造プロセスを通して基材及び構成要素材料を前進させる加工機構の組み合わせを含んでもよい。加工ラインを通して機械方向MDに前進する間、基材は、吸収性物品の連続長を生成するために、修正されてもよく、及び/又は、他の基材及び/又は別個の構成要素と組み合わされてもよい。種々の基材が、バックシート、トップシート、及び吸収性コアなど、吸収性物品の種々の構成要素を構築するために使用され得る。テープ型おむつ及びパンツ型おむつの双方に関する吸収性物品構成要素の代表的な説明は、下記に提供される。加工プロセスの下流部分において、吸収性物品の連続長が、最終ナイフ切断に供され、分離した別個の吸収性物品を生成することができる。加えて、欠陥のある物品は、排除システムによってプロセスから除去され得る。欠陥があると見なされない物品は、例えば、折り畳み及び包装などの、更なる処理工程に供されてもよい。
本開示に従う装置及び方法の態様は、吸収性物品の製作のための、並びに第1の構成及び第2の構成で動作するように適合される、加工装置に関する。下記により詳細に述べられるように、加工装置は、一連の変換を生じさせるように適合された変換機構を含む。第1の構成において、第1の複数の変換機構は、複数のテープ型おむつを生産するように配列され、第1の複数の変換機構は第1の数の変換を生じさせる。第2の構成において、第2の複数の変換機構は、複数のパンツ型おむつを生産するように配列され、第2の複数の変換機構は第2の数の変換を生じさせる。加工装置は、第2の数の変換のうちの70%より多くが第1の数の変換と同じであり、より高い効果及び設備利用率をもたらすため、第1の構成と第2の構成との間の変化における比較的高い柔軟性を伴って構成される。
別の形式では、第1の構成は、第1の数の変換を生じさせるように適合された第1の複数の変換機構を含んでもよく、第1の数の変換は、第1の変換から最後の変換まで進行する第1の順序で遂行されてもよい。加えて、第2の構成は、第2の数の変換を生じさせように適合された第2の複数の変換機構を含んでもよい。第2の数の変換は、第1の変換から最後の変換まで進行する第2の順序で遂行されてもよい。この場合も同様に、加工装置は、第2の数の変換のうちの70%より多くが、第1の数の変換における先行する変換のうちの1つ以上に対して、第1の数の変換と同一の順番で遂行されるため、第1の構成と第2の構成との間の変化における比較的高い柔軟性を伴って構成される。
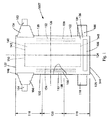
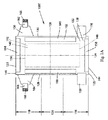
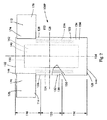
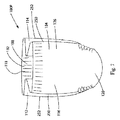
以下では、再構成可能な加工ラインの以下の考察に対して更なる文脈を提供するのに役立てるため、本明細書に開示される方法及び装置によって生産され得る様々な種類のテープ型おむつ及びパンツ型おむつの、一般的な説明を提供する。例えば、図1は、着用者から見て反対側を向くおむつの部分が観察者に向いて配向されている、テープ型おむつ100Tの平面図の一例を示す。また図1Aは、着用者に向かって面するおむつの部分が観察者に向いて配向されている、テープ型おむつ100Tの平面図を示す。図1及び1Aに示されるテープ型おむつ100Tは、シャーシ102、第1及び第2の後側耳部104及び106、並びに、第1及び第2の前側耳部108及び110を含む。図2は、着用者から見て反対側のおむつの部分が観察者に向いて配向されている、平らで折り畳まれていない状態のおむつパンツ100Pを示す。図2に示されるパンツ型おむつ100Pは同様に、シャーシ102、及び、対向する第1及び第2の側部パネル112及び114を含む(第1及び第2の側部パネルは、第1及び第2の後側耳部とも称され得る)。図3は、着用者から見て反対側のおむつの部分が観察者に向いて配向されている、平らで折り畳まれていない状態のおむつパンツ100P及びシャーシ102を示す。しかしながら、図3のおむつパンツ100Pは、第1及び第2の後方耳部パネル112b及び114b、並びに、第1及び第2の前側耳部パネル112a及び114aを含む。
パンツ型おむつ及びテープ型おむつは、はっきりと異なる特徴及び構成要素を有し得るが、テープ型おむつ及びパンツ型おむつは、配置、構造、寸法、物理的外観など、実質的に同一の又は類似した多くの特徴及び構成要素を含み得ることが理解されるべきである。具体的な例示の目的のため、テープ型おむつとパンツ型おむつとの間の異なる特徴及び/又は構成要素について述べる前に、図1〜6に示されるテープ型おむつ及びパンツ型おむつの種々の共通の構成要素が以下に説明される。
図1〜3に示されるように、おむつ100T及び100Pは、第1の腰部区域116、第2の腰部区域118、及び、第1腰部区域と第2の腰部区域との中間に配置される股部区域120を有して示される。第1の腰部区域116は、前側腰部区域として構成されてもよく、また第2の腰部区域118は、後側腰部区域として構成されてもよい。いくつかの実施形態では、前側腰部区域、後側腰部区域、及び股部区域のうちのそれぞれの長さは、吸収性物品100P及び100Tの長さの1/3であってもよい。吸収性物品100P及び100Tはそれぞれ、前側腰部区域116で横方向に延在する前側腰部縁部121、及び長手方向に対向し、後側腰部区域118で横方向に延在する後側腰部縁部122を含み得る。本考察に関する基準枠を提供するため、図1〜3のおむつ100T及び100Pは、長手方向軸線124及び横方向軸線126を伴って示される。長手方向軸124は、前側腰部縁部121の中点を通り、また、後側腰縁部122の中点を通って延在し得る。同様に、横方向軸線126は、第1の長手方向、又は右側縁部128の中点を通り、また、第2の長手方向、又は左側縁部130を通って延在し得る。
図1〜3に示されるように、おむつ100T及び100Pはそれぞれ、内側の、身体に面する表面132と、外側の、衣類に面する表面134とを含む。シャーシ102は、バックシート136及びトップシート138を含み得る。吸収性コア142を含む吸収性アセンブリ140は、トップシート138とバックシート136との間の部分に配置され得る。下記により詳細に述べられるように、おむつ100T及び100Pはまた、脚部弾性素材、弾性腰部区域、並びに/又は、例えば、側部パネル及び/又は耳部などのフラップといった、着用者の脚部及び腰部周囲への適合を促進するための他の特徴を含んでもよい。
引き続き図1〜3を参照すると、シャーシ102の周囲は、第1の長手方向側縁部128、第2の長手方向側縁部130、第1の腰部区域116内に配置される第1の横方向に延在する端縁部144、及び第2の腰部区域118内に配置される第2の横方向に延在する端縁部146によって画定され得る。側縁部128及び130の双方は、前側腰部縁部121と後側腰部縁部122との間に長手方向に延在する。シャーシの横方向に延在する端縁部144及び146は、前側腰部区域116内で横方向に延在する前側腰部縁部121の一部と、長手方向に対向し、後側腰部区域118内で横方向に延在する後側腰部縁部122の一部と、を形成し得る。テープ型おむつ100Tか又はパンツ型おむつ100Pかのどちらかが、着用者の下部胴体上に着用されているとき、シャーシ102の前側腰部縁部121及び後側腰部縁部122は、着用者の腰の一部分を取り囲み得る。同時に、シャーシ側縁部128及び130は、着用者の脚の少なくとも一部分を取り囲み得る。また、股部区域120は一般に着用者の脚の間に位置され、吸収性コア142は前側腰部区域116から股部区域120を通って後側腰部区域118まで延在する。
おむつ100T及び100Pの一部又は全体は、横方向に延伸性があるようにも作製され得ることを理解すべきである。着用者が動いている間、おむつ100T及び100Pが着用者の身体にぴったり合うことが可能になるように、追加の延伸性が望ましい場合がある。追加の延伸性はまた、例えば、延伸前に特定の大きさを有するシャーシ102を含むおむつ100T及び100Pのユーザーに、おむつ100T及び100P並びに/又はシャーシ102の前側腰部区域116、後側腰部区域118、又は双方の腰部区域を延伸させ、異なる大きさの着用者のための追加の体適用範囲を提供するために、すなわち、おむつを個々の着用者にぴったり合わせることを可能にするために、役立つ場合もある。腰部区域又は区域類のこのような延伸は、股部区域が腰部区域又は区域類より相対的に少ない程度に延伸される限り、吸収性物品に略砂時計形状を与えることがあり、またそれが着用されたときに、ぴったり合った外観を物品に付与することがある。
上述のように、テープ型おむつ及びパンツ型おむつ100T及び100Pは、バックシート136を含み得る。バックシート136はまた、シャーシ102の外側面134を画定し得る。バックシート136は、液体(例えば、経血、尿及び/又は液状の糞便)に対して不透過性であってもよく、かつ薄いプラスチックフィルムから製造されてもよいが、他の可撓性の液体不透過性材料もまた使用されてもよい。バックシート136は、吸収性コアに吸収及び収容された排出物が、おむつ100T及び100Pに接触する物品、例えば、ベッドシーツ、パジャマ、及び下着等を濡らすのを防ぐことができる。バックシート136はまた、織布若しくは不織布材料、ポリエチレン若しくはポリプロピレンの熱可塑性フィルムなどの高分子フィルム、並びに/又はフィルム及び不織布材料を含む多層若しくは複合材料(例えば、内側フィルム層及び外側不織布層を有する)を含んでもよい。バックシートはまた、エラストマーフィルムを含んでもよい。バックシート例140は、約0.012mm(0.5mil)〜約0.051mm(2.0mil)の厚さを有するポリエチレンフィルムであってもよい。ポリエチレンフィルムの例としては、オハイオ州シンシナティ(Cincinnati)所在のクロペイ社(Clopay Corporation)によってBR−120及びBR−121の製品名にて、及びインディアナ州テレホート(Terre Haute)所在のトレデガー・フィルム・プロダクツ(Tredegar Film Products)社によってXP−39385の製品名にて製造されるものがある。バックシート136はまた、より布様の外観を提供するために、エンボス加工及び/又はつや消し仕上げされてもよい。更に、排出物が、バックシート136を通過することを防ぎながらも、バックシート136は、蒸気を吸収性コアから逃がすことができる(即ち、バックシートは通気性である)。バックシート136の大きさは、吸収性コア142及び/又は特定の構成の大きさ、又は、おむつ100T及び100Pの大きさによって、決定付けられ得る。
上述のように、テープ型おむつ及びパンツ型おむつ100T及び100Pは、トップシート138を含み得る。トップシート138は、シャーシ102の内側面132の全部又は一部を画定し得る。トップシート138は、順応性で、柔らかな感触であり、着用者の皮膚に対して非刺激性であってよい。トップシートは、一方向又は二方向に弾性的に伸張可能であってもよい。更にトップシート138は、液体透過性であってもよく、液体(経血、尿、及び/又は液状の糞便など)を、その厚みを通して容易に浸透させる。好適なトップシート138は、織布及び不織布材料、有孔若しくはハイドロフォーミングされた熱可塑性フィルム、有孔不織布、多孔質発泡体、網状発泡体、網状熱可塑性フィルム、及び熱可塑性スクリムなどの、広範な材料から製造され得る。好適な織布及び不織布材料は、木質繊維又は綿繊維などの天然繊維、ポリエステル、ポリプロピレン、若しくはポリエチレン繊維などの合成繊維、又はこれらの組み合わせを含み得る。トップシート138が繊維を含む場合、繊維は、スパンボンド、カード、湿式、メルトブロー、水流交絡、又は当該技術分野において既知の別の方法で処理されてよい。
トップシート138は、嵩高不織布トップシート、有孔フィルムトップシート、及び有孔不織布トップシートから選択されてもよい。有孔フィルムトップシートは、身体滲出物に対して透過性であるが、非吸収性であり、流体を通過して戻らせ、着用者の皮膚を再び濡らす傾向を低減する場合がある。有孔フィルム例としては、米国特許第5,628,097、同第5,916,661号、同第6,545,197号、及び同第6,107,539号に記載されているようなものが挙げられ得る。
先に述べたように、テープ型おむつ及びパンツ型おむつ100P及び100Tは、シャーシ102に結合される吸収性アセンブリ140を含んでもよい。図1〜3に示されるように、吸収性アセンブリ140は、前側腰部区域116に横方向に延在する前側縁部148、及び長手方向に対向し、後側腰部区域118に横方向に延在する後側縁部150を有し得る。吸収性アセンブリは、長手方向に延在する右側縁部152を有してもよく、また横方向に対向し、長手方向に延在する左側縁部154を有してもよく、吸収性アセンブリの側縁部152及び154は双方とも、前側縁部148と後側縁部150との間に長手方向に延在してもよい。吸収性アセンブリ140は、1つ以上の吸収性コア142又は吸収性コア層を追加で含んでもよい。吸収性コア142は、トップシート138とバックシート136との間に少なくとも部分的に配置され得、また、おむつ100T及び100Pと適合性のある種々の大きさ及び形状で形成され得る。本開示の吸収性コアとして使用するための代表的な吸収性構造は、米国特許第4,610,678号、同第4,673,402号、同第4,888,231号、及び同第4,834,735号に開示されている。
いくつかの吸収性コア実施形態は、低減された量のセルロース系エアフェルト材料を含有する流体貯蔵コアを備えてもよい。例えば、このようなコアは、約40%、30%、20%、10%、5%、又は更に1%未満のセルロース系エアフェルト材料を含んでもよい。こうしたコアは主に、少なくとも約60%、70%、80%、85%、90%、95%、又は更には約100%の吸収性ゲル材料(AGM)を含んでもよく、その場合コアの残部はマイクロファイバー接着剤からなる(適用可能な場合)。そのようなコア、マイクロファイバー接着剤、及び吸収性ゲル材料は、米国特許第5,599,335号、同第5,562,646号、同第5,669,894号、及び同第6,790,798号、並びに米国特許公開第2004/0158212号及び同第2004/0097895号に記載されている。
上述のように、テープ型おむつ100T及びパンツ型おむつ100Pは、弾性脚部カフ156及び弾性腰部バンド158を含み得る。脚部カフ156は、脚部バンド、側部フラップ、バリアカフ、弾性カフ、又はガスケッティングカフとも称され得る、また時として称されることがあることを理解すべきである。弾性脚部カフ156は、脚部区域における身体滲出物の漏れを低減するのに役立つ種々の方法で構成されてよい。脚部カフ156の例には、米国特許第3,860,003号、同第4,909,803号、同第4,695,278号、同第4,795,454号、同第4,704,115号、同第4,909,803号、及び米国特許公開第2009/0312730A1号に開示されるようなものが挙げられ得る。
弾性腰部バンド158は、改善された適合性及び閉じ込めを提供することができ、おむつ100T及び100Pの、弾性的に拡張及び収縮し、着用者の腰に動的に合うことができる、部分又は領域となり得る。弾性腰部バンド158は、おむつの腰部縁部120、122から、吸収性コア142の横方向縁部148、158に向かって、長手方向に内側に延在し得る。おむつ100T及び100Pはまた、一方が後側腰部区域118内に位置され、もう一方が前側腰部区域116内に位置される2つの弾性腰部バンド158を有してもよいが、他の実施形態は単一の弾性腰部バンド158で構築されてもよい。弾性腰部バンド158は、米国特許第4,515,595号及び同第5,151,092号に記載されるものを含む、多くの異なる構成で構築されてもよい。
弾性腰部バンド158は、「予備ひずみを付与された」又は「機械的に予備ひずみを付与された」(即ち、材料を恒久的に伸長するため、ある程度の局部的パターンで機械的に伸張された)材料を含んでもよい。材料は、当該技術分野において既知のディープエンボス加工技術を使用して予備ひずみを付与してもよい。いくつかの実施形態において、材料は、米国特許第5,330,458号に記載される漸増機械的伸張システムによって材料を方向付けることによって予備ひずみを付与されてもよい。材料は、その結果、それらのほぼ張力がない状態まで戻ることができるようになるので、少なくとも最初の伸張ポイントまで延伸性がある、ゼロひずみの伸張材料が形成される。ゼロひずみ材料の例は、米国特許第2,075,189号、同第3,025,199号、同第4,107,364号、同第4,209,563号、同第4,834,741号、及び同第5,151,092号に開示されている。
図1〜3に示されるように、シャーシ102は、着用者に対して内側に面し、かつ着用者に接触するシャーシ102の内面132上に配置される、長手方向に延在し、また横方向に対向する側部フラップ160を有し得る。各フラップは、近位縁部を有してもよい。側部フラップはまた、吸収性アセンブリ140と、すなわち、吸収性アセンブリ152及び154のそれぞれの側縁部の内側に横方向に延在する近位端部と、重なり合ってもよい。いくつかの構成では、側部フラップは吸収性アセンブリと重なり合わなくてもよい。側部フラップは、種々の方法で、例えば、シャーシ102の一部を横方向に、内側へ、すなわち、長手方向軸線124へ向かって折り畳み、シャーシ102のそれぞれの側部フラップと側縁部128及び130との双方を形成することなどによって、形成され得ることを、理解すべきである。別の例では、側部フラップは、各側縁部及びシャーシのうちのそれぞれに、又はそれらに隣接して、追加の層(単数及び複数)をシャーシに取着することによって形成されてもよい。側部フラップのうちのそれぞれは、前側腰部区域116内の側部フラップ取着領域内で、及び後側腰部区域118内の側部フラップ取着領域内で、シャーシの内面132及び/又は吸収性アセンブリに結合されてもよい。側部フラップは、吸収性物品と同一の長手方向範囲まで延在してもよく、またあるいは、側部フラップは吸収性物品よりも少ない長手方向範囲を有してもよい。
上述のように、パンツ型おむつ及びテープ型おむつは、はっきりと異なる特徴及び/又は構成要素を有し得る。以下は、テープ型おむつ及びパンツ型おむつの実施形態を示す添付の図への参照と合わせて、いくつかのそのような特徴及び構成要素の一般的な考察を提供する。
テープ型おむつは、着用者に適用される前に、包装されているときに、前側腰部区域及び後側腰部区域が互いに締結、予備締結、又は連結されていない構成で製造され、また消費者に提供され得る。図4に示されるように、例えば、テープ型おむつ100Tは、腰部区域を一緒に締結又は結合することなく、第1の腰部区域116の内面132が、第2の腰部区域118の内面132と表面同士が接触する状態で、横方向中心線の周囲で折り畳まれてもよい。後側耳部104及び106、並びに/又は前側耳部108及び110も、存在する場合は、横方向に、腰部区域116及び118の内側面132に向かって内側に、折り畳まれてもよい。
テープ型おむつ100Tは、おむつが着用者に位置付けられると、前側腰部区域116と後側腰部区域118とを一緒に締結することを可能にし、閉じた腰部周囲及び脚部開口部を形成するような、締結要素の種々の構成を含み得る。例えば、図1Aに示されるように、テープ型おむつ100Tは、第1及び第2の後側耳部104及び106、並びに第1及び第2の前側耳部108及び110を含んでもよく、第1及び第2の後側耳部104及び106は、締結構成要素162及び164を含むように構成される。各締結構成要素162及び164は、前側腰部区域116又は後側腰部区域118のうちの1つにおいて、側縁部128及び130から横方向に内側に、シャーシ102の一部を形成してもよく、若しくは、シャーシ102に直接に又は間接に、恒久的に接合、接着、ないしは別の方法で結合されてもよい。別の方法としては、締結構成要素162及び164は、耳部の遠位縁部、並びに/又は、耳部の遠位端部における又はそれに隣接する第1及び第2の前側耳部108及び110において、又はそれに隣接して、第1及び第2の後側耳部104及び106の一部を形成してもよく、若しくは、第1及び第2の後側耳部104及び106に、直接に又は間接に、恒久的に接合、接着、ないしは別の方法で結合されてもよい。締結構成要素は、例えば、接着剤接合、音波接合、圧力接合、熱接合、又はそれらの組み合わせなどの種々の方法で、吸収性物品の側縁部128及び130において又はそれらに隣接して、恒久的に接合又は結合されてもよい。
第1の締結構成要素162及び/又は第2の締結構成要素164は、様々な種類の解放可能に係合できる締結具を含み得る。第1及び第2の締結構成要素162及び/又は164は、様々な種類の再締結可能な締結構造も含み得る。例えば、第1及び第2の締結構成要素162及び164は、フック・ループ式締結具、フック・フック式締結具、マクロ締結具、ボタン、スナップ、タブ及びスロット締結具、テープ締結具、接着剤締結具、粘着性締結具、磁気締結具、両性型(hermaphrodidic)締結具などの形式の、機械的締結具166を含んでもよい。締結システム162及び/又は締結構成要素164のいくつかの例は、米国特許第3,848,594号、同第4,662,875号、同第4,846,815号、同第4,894,060号、同第4,946,527号、同第5,151,092号、同第5,221,274号、同第6,251,097号、同第6,669,618号、同第6,432,098号、並びに米国特許公開第2007/0078427号及び同第2007/0093769号において考察されている。
上述のように、締結構成要素162及び164は、おむつ100Tの別の部分と、解放可能に及び/又は再締結可能に、係合又は連結するように適合され得る。例えば、図1に示されるように、おむつ100Tは、第1の腰部区域116内に、ランディングゾーンと称される事もある連結領域168を含み得る。したがって、テープ型おむつ100Tが着用者に位置付けられるとき、締結具162及び164は着用者の腰の周りに引っ張られ、また第1の腰部区域116内の連結領域168と連結され、閉じた腰部周囲と、一対の横方向に対向する脚部開口部と、を形成する。連結領域は、テープ型おむつのシャーシ102と連結する分離した基材で構築され得ることを理解すべきである。いくつかの実施形態において、連結領域は、例えば、米国特許第5,735,840号及び同第5,928,212号に開示されるように、おむつ100Tのバックシート136の一部として一体化して形成されてもよく、又は、腰部区域のうちの一方又は双方内で第1及び第2の耳部の一部として形成されてもよい。
テープ型おむつ100Tは、締結構成要素166と同一の面上及び同一の腰部区域内に配置される非係合領域を更に含んでもよい。非係合領域は、締結構成要素166が、吸収性物品の他の要素と係合されることを防ぐのに役立つように構成され得る。非係合領域は、フィルム、コーティング、又は締結構成要素166に取着しない若しくは締結構成要素166と係合しない他の材料を含み得る。特定の実施形態では、非係合領域は、テープ型おむつ100Tが包装されているときは、締結構成要素の締結面と表面同士が向かい合わせとなっている。
テープ型おむつと対照的に、パンツ型おむつは、着用者に適用される前に、包装されているときに、前側腰部区域及び後側腰部区域が互いに締結、予備締結、又は連結されている構成で製造され、また消費者に提供され得る。したがって、パンツ型おむつは、幼児又は成人の着用者向けに設計された、連続的な外辺部腰部開口部及び連続的な外辺部脚部開口部を有し得る。下記により詳細に述べられるように、おむつパンツは、再締結可能な及び/又は恒久的なクロージャ部材(例えば、シーム、熱接合、圧力溶接、接着剤、粘着接合、機械的締結具など)を使用して、おむつの一部を一緒に結合することを含むがそれに限定されない種々の技術によって、予備成形されることができる。加えて、パンツ型おむつは、腰部区域の周囲に沿った任意の場所で予備成形されることができる(例えば、締結又は連結された側部、締結又は連結された前側腰部、締結又は連結された後方腰部など)。
いくつかの実施形態では、パンツ型おむつは、腰部区域のうちの一方又は双方内でシャーシと連結される側部パネルを有して構成され得る。例えば、図2及び5は、後方腰部区域118と連結される第1及び第2の側部パネル112及び114を含むパンツ型おむつ100Pを示す。側部パネル112及び114は、シャーシ102の側縁部128及び130で又はそれらに隣接して、取着されてもよい。側部パネル112及び114は実質的に矩形の形状であってもよく、又は側部パネルは、開放及び再締結することを容易にするために、一体的なタブを提供するような形状であってもよい。側部パネルはまた、少なくとも横方向に延伸性であってもよい。側部パネルはまた、少なくとも横方向に弾性的延伸性であってもよい。更に、側部パネルは、長手方向及び横方向の双方に弾性的延伸性であってもよい。側部パネルは、フィルム、不織布、又はフィルム及び不織布の組み合わせを含んでもよい。側部パネルはまた、複数のストランド様フィラメント及び不織布を含んでもよい。ストランド様要素も、少なくとも横方向に弾性的延伸性であってもよい。
上述のように、また図2及び図5を参照すると、第1及び第2の側部パネル112及び114は、シャーシ102の第1の腰部区域116と第2の腰部区域118とを連結し、腰部開口部170及び2つの脚部開口部172を形成し得る。例えば、パンツ型おむつ100Pを形成するために、第1及び第2の側部パネル112及び114の近位端区域174はシャーシ102の後方腰部区域118と連結され、また第1及び第2の側部パネル112及び114の遠位端区域176はシャーシの前側腰部区域116と連結される。
側部パネル114及び116のうちの一方又は双方の遠位及び近位区域のうちのどちらかは、又はどちらも、種々の方法でシャーシと連結され得ることを理解すべきである。例えば、いくつかの構成では、側部パネルは対向する腰部区域と恒久的に連結され、脚部開口部及び腰部開口部の形成が破断されると再締結されることはできない。そのような恒久的なシームは、下着のように見える製品を提供するために予め閉じられ、また下着のように適用、すなわちプルオンされることができる。恒久的なシームを有する使い捨てパンツ型おむつは、物品の外側面上に配置された廃棄テープなどの、廃棄用の分離した要素を必要とすることがある。他の使い捨てパンツ型おむつは、非恒久的シームを有してもよく、また再締結可能であってよく、従来のテープ式おむつに類似した適用を促進するように、介護者が初期腰部開口周辺部及び脚部開口部を開きかつそれらを再び閉じることを可能にする。したがって、側部パネルの近位区域及び/又は遠位区域は、例えば、接着剤、粘着剤、熱接合、超音波接合、機械的接合、並びに、例えばフック・ループ式締結具といった機械的締結などで、シャーシ102と恒久的に接合され、解放可能に連結され、及び/又は再締結可能に連結され得る。例えば、1つ以上の締結具要素が、側部パネルの一部分上に設置されるか、又は側部パネルの一部分を形成してもよく、第1又は第2の腰部区域内に設置された1つ以上の対応する締結要素と再締結可能に連結するように適合されてもよく、あるいは、締結具要素は、側部パネルを含む吸収性物品の1つ以上の構成要素と再締結可能に連結するように適合されてもよい。おむつパンツ100Pは、それぞれが1つ以上の材料片を含み得る弾性的延伸性側部パネルなどの、他の特徴を含むこともできる。側部パネルはまた、シャーシの第1及び第2の腰部区域の連続的延伸として形成され得ることを理解すべきである。
初期に予備締結されたパンツ型おむつの再締結能力は、介護者に利便性を提供し得る。場合によって、家から離れているときや、又は、衣類及び/又は靴を除去することが不便であるときには、従来のテープ式おむつのような吸収性物品を適用することがより便利なこともある。いつ交換が必要となるか、したがっていつ特定の様式の適用が必要とされるかを予測することは困難であるため、従来のテープ式おむつとしてか、又は使い捨てパンツ型おむつ、プルオンおむつとしてかのいずれかで適用されるように適合可能である使い捨てパンツ型おむつを有することは有益である。加えて、従来のテープ式おむつ又は使い捨てパンツ型おむつのように適用され得る吸収性物品は、製品を引き下ろすことなく、製品の内側の点検も可能である。これらの再締結可能な構造はまた、使用済み製品の包装及び廃棄を可能にする二重機能性を提供し得る。
上述のように、パンツ型おむつ上の側部パネルは、異なる方法で構成され得る。図2及び5に示される側部パネル112及び114は、単一の一体型部品構築物から成るが、側部パネルは、耳部パネルを一緒に連結することによって形成されてもよいことを理解すべきである。いくつかの実施形態では、パンツ型おむつは、双方の腰部区域内でシャーシと連結される側部パネルを有して構成され得る。例えば、図3及び6は、第1の側部パネル112が、第2の耳部パネル112bと連結される第1の耳部パネル112aを含み、また第2の側部パネル114が、第2の耳部パネル114bと連結される第1の耳部パネル114aを含む、パンツ型おむつ100Pを示す。第1の耳部パネル112a、114aはそれぞれ、シャーシ102の第1の腰部区域116と連結される近位区域174aを含む。また、第2の耳部パネル112b、114bはそれぞれ、シャーシ102の第2の腰部区域118と連結される近位区域174bを含む。第1の耳部パネル112aの遠位区域176a、及び第2の耳部パネル112bの遠位区域176bは、第1の側部シーム178に沿って互いに連結され、第1の側部パネル112を形成し得る。また、第1の耳部パネル114aの遠位区域176a、及び第2の耳部パネル114bの遠位区域176bは、第2の側部シーム180に沿って互いに連結され、第2の側部パネル114を形成し得る。
図3及び6の耳部パネルの近位区域は、種々の方法でシャーシと連結されてよく、また耳部パネルの遠位区域は、種々の方法で互いに連結されてもよいことを理解すべきである。例えば、側部パネルの近位区域及び/又は遠位区域は、例えば、接着剤、粘着剤、熱接合、超音波接合、機械的接合、並びに、例えばフック・ループ式締結具といった機械的締結などで、シャーシと共に及び/又は互いに、恒久的に接合され、解放可能に連結され、及び/又は再締結可能に連結され得る。例えば、1つ以上の締結具要素が、側部パネル上に設置されてもよく、第1又は第2の腰部区域内に設置された1つ以上の対応する締結要素と再締結可能に連結するように適合されてもよく、あるいは、締結具要素は、側部パネルを含む吸収性物品の1つ以上の構成要素と再締結可能に連結するように適合されてもよい。おむつパンツは、それぞれが1つ以上の材料片を含み得る弾性的延伸性側部パネルなどの、他の特徴を含むこともできる。
1つの腰部区域内の側部パネルは、シャーシの側縁部から側部パネルの遠位縁部まで、対向する腰部区域内の長手方向に対向する側部パネルと同一の横方向範囲を有してもよく、あるいは、第1の腰部区域内に配置される側部パネルは、シャーシの側縁部から側部パネルの遠位縁部まで測定される際に、第2の腰部区域内に配置される側部パネルと異なる横方向範囲を有してもよいことも、理解すべきである。
したがって、側部シームを含むパンツ型おむつに関して、前側腰部区域116内の第1の側縁部128に隣接したパンツ型おむつ100Pの第1の部分と、後側腰部区域118内の第1の側縁部128に隣接したパンツ型おむつの第2の部分とが連結され、第1の恒久的側縁部シーム178を形成し得る。また、前側腰部区域116内の第2の側縁部130に隣接したパンツ型おむつ100Pの第3の部分と、後側腰部区域118内の第2の側縁部130に隣接したパンツ型おむつの第4の部分とが連結され、第2の恒久的側縁部シーム180を形成し得る。側縁部シーム178及び180の連結は、初期腰部開口部170周囲、及び一対の脚部開口部172を画定する。別の構成では、パンツ型おむつ100Pは、締結面と対向する取着面とを有する第1の嵌合締結構成要素を含むことができ、取着面は、第1の腰部区域内のパンツ型おむつの内面又は外面のうちの一方に直接に結合される。パンツ型おむつは、締結面と対向する取着面とを有する第2の嵌合締結構成要素を更に備えることができ、取着面は、第1の締結構成要素と同じパンツ型おむつの面に、直接に結合され得る。第2の嵌合締結構成要素は、第1の嵌合締結構成要素の取着面が結合される面に結合されてもよく、又はその一部を形成してもよい。
更に別の構成では、パンツ型おむつは、パンツ100Pの初期腰部開口周辺部170及び脚部開口部172が除去のために開かれるようにする、又は従来のテープ式おむつのように適用されることを可能にする、側縁部シーム178及び180の内側へ横方向に配置され得る易壊性の分離領域を含んでもよい。上述で考察されるように、パンツ型おむつは更に、前側又は後側腰部区域116及び118のうちの1つに配置される、第1の締結構成要素及び第2の締結構成要素を含み得る。また、締結構成要素のそれぞれは、パンツ型おむつ100Pの同一面上、例えば、外面134上に配置されてもよい。締結構成要素は、従来のテープ式おむつの方式で締結されることが可能であってもよく、又は、初期腰部開口周辺部及び脚部開口部が破断された後で、二次腰部開口周辺部及び脚部開口部を再形成するように締結されることが可能であってもよい。加えて、締結構成要素は、汚れたパンツを廃棄し易くするように使用され得る。
先に述べたように、側縁部シーム178及び180の接合は、恒久的であってもよく、また採用される特定の材料に対して適切な種々の方法で形成され得る。したがって、接合の種類の例には、音波封止接合、熱封止接合、高圧接合、高周波接合、接着剤又は粘着剤接合、縫い接合、自溶接合、及びこれらの組み合わせなどの、別個の接合が挙げられ得る。開示の一態様に従って、恒久的側縁部シーム178及び180は、パンツ20の適用及び着用中に側縁部シーム51上にかかる力及び応力に耐える、熱/圧力又は超音波溶接の所定のパターンによって、結合され得る。恒久的側縁部シーム178、180は、米国特許第5,779,831号、同第5,772,825号、同第5,607,537号、同第5,622,589号、同第5,662,638号、同第6,042,673号、及び同第6,726,792号に開示されるように形成され得る。
パンツ型おむつ100Pは、恒久的側縁部シーム178及び180を有して構成され得るため、双方の恒久的側縁部シームも予め閉じられることができ、すなわち、側縁部シームは、おむつパンツがそのパッケージから取り外される前に、したがって着用者に着用される前に、閉じている。予め閉じられた恒久的側縁部シーム178及び180は、初期腰部開口周辺部及び脚部周辺部を形成してもよい。初期腰部開口周辺部及び脚部周辺部は、所定の易壊性の分離領域で開かれてもよい。恒久的側縁部シームは、二次腰部開口周辺部及び脚部開口部を形成するように再び閉じられることはできない。
更に、種々のおむつパンツ構成が、米国特許第5,246,433号、同第5,569,234号、同第6,120,487号、同第6,120,489号、同第4,940,464号、同第5,092,861号、同第5,897,545号、同第5,957,908号、及び米国特許公開第2003/0233082号、同第2005/0234419号、同第2003/0088220号、同第2005/0130821号、同第2003/0233082号、同第2005/0215971号、同第2005/0215970号、同第2007/0078427号、同第2007/0093769号、同第2007/0074381号、同第2007/0078426号、及び同第2008/0107861号に開示されている。
先に考察された通り、本開示に従うテープ型おむつ及びパンツ型おむつを製造するための加工装置及び方法は、少なくとも第1の構成及び第2の構成で動作するように適合される。また加工装置は、一連の変換を生じさせるように適合された変換機構を含む。第1の構成において、第1の複数の変換機構は、複数のテープ型おむつを生産するように配列され、第1の複数の変換機構は第1の数の変換を生じさせる。第2の構成において、第2の複数の変換機構は、複数のパンツ型おむつを生産するように配列され、第2の複数の変換機構は第2の数の変換を生じさせる。図8〜10を参照して下記により詳細に述べられるように、加工装置は、比較的大きい割合の変換が双方の構成において同じままであるため、第1の構成と第2の構成との間で変化する際に、比較的高い柔軟性を持って構成され得る。
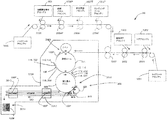
図8は、テープ型おむつ100Tを製造するように適合された第1の構成における加工装置300の概略図を示す。加工装置300の操作方法は、上述で説明され、また図1、1A、及び4に示されるテープ型おむつ100Tの種々の構成要素に関連して、説明され得る。本明細書に示され、また説明される変換は、本明細書で描写及び説明されるものとは異なる種々の順番で遂行され得ることを理解すべきである。図8に示されるように、トップシートアセンブリプロセスは工程1001で完了され、またコアアセンブリプロセスは工程1002で完了される。コアアセンブリは、変換2001で前進するトップシート基材と合成される。更に、脚部カフアセンブリプロセスが工程1003で完了され、前進するトップシートと変換2002で合成され、トップシート基材を形成する。同時に、バックシートアセンブリプロセスが工程1004で完了されてもよく、また脚部弾性素材アセンブリプロセスが工程1005で完了されてもよい。脚部弾性素材は、変換2003で前進するバックシート基材と合成される。加えて、後側耳部アセンブリプロセスが工程1006Tで完了され、前側耳部アセンブリプロセスが工程1007Tで完了され、またランディングゾーンアセンブリプロセスが工程1008Tで完了される。後側耳部、前側耳部、及びランディングゾーンは、変換2004T、2005T、及び2006Tで、それぞれ、前進バックシート基材と合成されバックシート基材を形成する。次に、前進するバックシート基材とトップシート基材とが変換2007で合成され、テープ型おむつの連続長を生成する。また、テープ型おむつの連続長は、工程1009で最終形成プロセスに供される。
図8に示されるそれぞれの製造工程中、1つ以上の変換が発生し得ることを理解すべきである。例えば、図8Aに示されるように、トップシートアセンブリプロセス1001は、例えば(1)基材CD位置付け、及び(2)接着剤塗布などの2つの変換を含み得る。コア形成プロセス1002は、例えば、(1)離解/繊維化、(2)AGM/繊維混合(3)底部コア包装(BCW)CD位置付け、(4)接着剤塗布、(5)コア形成/付着、(6)上部コア包装(TCW)CD位置付け、(7)接着剤塗布、(8)BCW、コア、及びTCWの合成、(9)接着剤塗布、(10)獲得コア付着/形成、(11)獲得層切断、(12)獲得層間隔空け、(13)コア及び獲得層の合成、(14)吸収性コアカレンダー、(15)吸収性コア切断、及び(16)吸収性コア間隔空けなどの、16の変換を含み得る。また、脚部カフアセンブリプロセス1003は、例えば、(1)カフ材料スリット付け、(2)カフCD位置付け、(3)弾性素材巻き解き/引張、(4)接着剤塗布、(5)カフ及び弾性素材の合成、(6)カフヘム折り畳み、(7)カフヘム接合、及び(8)接着剤塗布などの、8つの変換を含み得る。
他の例では、図8Bに示されるようなバックシートアセンブリプロセス1004は、例えば、(1)バックシート不織布CD位置付け、(2)接着剤塗布、(3)バックシートフィルムCD位置付け、(4)フィルム及び不織布の合成、(5)バックシートラミネートCD位置付け、及び(6)接着剤塗布などの、6つの変換を含み得る。脚部弾性素材アセンブリ1005は、例えば、(1)弾性素材巻き解き/引張、及び(2)接着剤塗布などの、2つの変換を含み得る。後側耳部アセンブリ1006Tは、例えば、(1)剥離テープ折り畳み、(2)締結テープCD位置付け、(3)締結テープ成形、(4)剥離テープ、フックテープ、及び締結テープの合成、(5)後側耳部CD位置付け、(6)後側耳部及びテープの合成、(7)後側耳部とテープとの接合、(8)後側耳部とテープとの折り畳み、(9)後側耳部スリット付け、(10)後側耳部CD位置付け、(11)後側耳部成形、及び(12)後側耳部MD位置付けなどの、12の変換を含み得る。前側耳部アセンブリ1007Tは、例えば、(1)CD位置付け、(2)耳部成形、(3)CD位置付け、(4)MD位置付け、(5)接着剤塗布、(6)耳部切断、及び(7)耳部間隔空けなどの、7つの変換を含み得る。また、ランディングゾーンアセンブリ1008Tは、例えば、(1)CD位置付け、(2)接着剤塗布、(3)切断、及び(4)間隔空けなどの、4つの変換を含み得る。
再び図8を参照すると、最終形成プロセス1009は4つの変換を含み得る。例えば、テープ型おむつに対する最終形成プロセス1009は、前側及び後側耳部折り畳み変換2008Tを含み得る。前側及び/又は後側耳部折り畳み変換2008Tでは、テープ型おむつの連続長が、折り畳みバー、又は他の種類の機構が、図4に示されるような前側耳部108及び110、並びに/又は後側耳部104及び106を、横方向に互いに向かって内側に、またテープ型おむつ100Tの内側面132上に折り畳むプロセスに供されてもよい。最終形成プロセス1009は、テープ型おむつの連続長が分離した別個のテープ型おむつ100Tへと切断される、最終ナイフ切断変換2009も含み得る。別個のおむつはまた、図4に示されるような、横方向に延びる折り畳み線に沿ってそれぞれのおむつが折り畳まれる折り畳み変換2010に供されてもよい。最後に、テープ型おむつは、折り畳まれたテープ型おむつが積み重ねられ、包装用に準備される、積み重ね変換2011に供されてもよい。
先に述べたように、コアアセンブリプロセス1002は、多数の異なる変換を含み得る。これらの変換は、吸収性コアを形成する吸収性材料の実際の組成に依存し得ることを理解すべきである。例えば、繊維性材料と粒子材料との配合物を含む不均質な吸収性コアは、繊維性構成要素と粒子構成要素とを、配合、混合、又は合成し、不均質な吸収性構造物を形成する配合変換によって、形成され得る。そのような不均質構造物の例には、それぞれ、セルロース材料が約5%〜約95%の割合で存在し、かつ吸収性ゲル材料が約95%〜約5%の割合で存在し得る、セルロース繊維と吸収性ゲル材料との配合物が挙げられ得る。いくつかの実施形態では、不均質構造物は、それぞれ、接着剤繊維が約2%〜約70%の割合で存在し、かつ吸収性ゲル材料が約98%〜約30%の割合で存在する、接着剤繊維と吸収性ゲル材料との配合物を備え得る。そのような実施形態では、セルロース繊維性材料は、梱状の形式で、及び/又はドライラップ形式で生産ラインに供給され得る。これらの形式のうちの双方とも、繊維と他の材料との配合/混合を促進するために、繊維を個々の繊維又は繊維の小群に分離する繊維化工程を必要とし得る。吸収性ゲル材料は、粒子状の形式で生産ラインに供給されることができ、不均質構造体の形成の前に更なる操作を必要としない。個々の繊維又は繊維の小群は、吸収性ゲル材料と混合され、不均質混合物を形成し得る。混合物はまた、真空ベルト又は真空ドラムなどの真空運輸手段上に付着されることができ、吸収性材料の連続的なウェブか、あるいはその代わりに複数の別個の吸収性コアかのどちらかを形成し得る。不均質繊維AGM吸収性コア材料の形成は、したがって、本明細書で詳細に上述されるように、繊維化、混合、及び付着という、少なくとも3つの別個の変換を含み得る。
ロール形式で生産ラインに供給される材料からの吸収性コアの形成も、同様に可能であることを理解すべきである。そのようなウェブ形式の吸収性材料の例には、ティッシュラミネート(ティッシュと吸収性ゲル材料とのラミネート)、不織布ラミネート(不織布と吸収性ゲル材料とのラミネート)、吸収性発泡体、高坪量吸収性ティッシュ、吸収性詰綿、熱接合されたセルロース繊維と吸収性ゲル材料との複合物、化学的に接合されたセルロース繊維と吸収性ゲル材料との複合物などが挙げられる。材料は単純に巻き解かれ、次に、所望の機械方向長さで機械横断方向に切られ得る。材料はまた、線状にか、又は反復する入れ子状のパターンなどの成形されたパターンかで、機械方向に切られてもよい。機械横断方向切断及び/又は機械方向切断及び/又は成形も、本明細書に説明されるような特定の変換工程を形成し得る。
以下は、図8A及び8Bに示される加工ライン300において使用される種々のプロセスアセンブリの一部となり得るが、変換とは見なされない「巻き解き」の追加の説明を提供する。多くの材料は、ロール形式で配置される連続的なウェブの形式で、生産ラインに供給される。そのようなウェブ材料の例には、高分子フィルム、エラストマーフィルム、微多孔性フィルム、モノリシックフィルムなどを含むフィルム、並びに、ポリエチレン、ポリプロピレンなどの高分子繊維を備える、カード、メルトブロー、及びスパンボンド材料と、レーヨンなどの繊維材料とを含む織布及び不織布材料が挙げられる。材料は、材料巻き解き手段によって生産ラインへ送給され得る。材料巻き解きは、連続的なウェブ材料を含む1つのロールの末端部を、次の連続的なウェブ材料のロールの開始部に重ね継ぐ、重ね継ぎユニットを備え得る。このプロセスは、プロセスが途切れなく進行するように反復され得る。重ね継ぐ機能は、変換、すなわち、重ね継ぎ(例えば、接合など)を形成し得る。重ね継ぎ工程が切断工程を含む場合は、切断工程は、分離した変換を形成し得る。
更に巻き解きに関して、いくつかの材料は、複合ウェブ、すなわち、ロール形式に配置された、2つ以上の別個の層又は構造を備えるウェブの形式で、生産ラインに供給される場合もある。そのようなウェブ材料の例には、例えば、ポリエチレン、ポリプロピレンなどの高分子繊維を備えるカード及び/又はスパンボンド材料といった織布及び/又は不織布材料と合成された、高分子フィルム、エラストマーフィルム、微多孔性フィルム、モノリシックフィルムなどを含む、フィルムと不織布の複合物が挙げられる。この種類の巻き解きも同様に、重ね継ぎ機能を備え得る。材料を重ね継ぐ機能は、変換、すなわち、重ね継ぎ(例えば、接合など)を形成する。重ね継ぎ工程が切断工程を含む場合は、切断工程は、分離した変換を形成し得る。
更に、弾性素材などの材料は、ロール又は糸巻き上に配置されたフィルム又は連続的ストランドの形式で、生産ラインへ供給され得る。そのようなストランド材料の例には、ライクラ弾性素材、天然ゴム弾性素材、糸、ストリングなどが挙げられる。材料は、材料巻き解き手段によって生産ラインへ送給され得る。材料巻き解きは、ストランドを適切に間隔空けし、また吸収性物品に対するストランドの適切な配向を提供するための、ガイドを備え得る。巻き解きは、制御を計量する引張デバイス備えてもよく、フィルム又はストランドに対して張力を加え、弾性素材の場合では、弾性素材を延ばし、それによって物品に弾性素材収縮力が適用された後に弾性素材収縮力を制御する。場合によっては、生産ラインは、ストランド材料の新しいロールに重ね継ぐために停止される。これらの材料、具体的にはストランド材料は、非常に長い実行時間を有することができ、したがって、切り替えに必要とされる停止が加工プロセスの効率に与える影響は最小であり得る。引張デバイスを備える材料巻き解きは、変換を形成し得る。
以下は、図8A及び8Bに示される加工ライン300において使用される種々のプロセスアセンブリの一部となり得る、「間隔空け」と称される変換についての追加の説明を提供する。テープ型おむつ及びパンツ型おむつは、異なる長手方向機械方向範囲、及び異なる横方向機械横断方向を有し得る、複数の構成要素を含み得る。異なる機械方向範囲を有する材料について、特定の要素は、これらの要素が吸収性物品の他の要素に対して、またそれと調和して、適切に配置されるように、離して間隔空けされ得る。これらの間隔が生成され得る種々のプロセスがある。1つのそのようなプロセスは、真空コンベヤーなどの、表面速度を有する第1の運輸手段と、真空コンベヤーなどの、第1の運輸手段の表面速度を超える第2の運輸手段の表面速度を有する第2の運輸手段とを備え、したがって、第1の運輸手段から第2の運輸手段への別個の要素を移転させることで、別個の要素間の距離を増大させる。そのような実施形態では、第1及び第2の運輸手段は、その双方とも要素を間隔空けするために必要とされるため、変換を形成し得る。別の実施形態では、プロセスは、連続的なウェブを含むことができ、ウェブは、表面速度と、真空ドラムなどの表面速度を有する第1の運輸手段とを有し、第1の運輸手段の表面速度はウェブの表面速度より大きく、ウェブは機械横断方向に切られ、別個の要素をウェブから第1の運輸手段上へと移転させ、それによって、別個の要素はその後、より高速で移送され、別個の要素を吸収性物品の残りに対して適切に間隔空けする。このような構成では、第1の運輸手段は変換を形成し得る。更にウェブを機械横断方向に切ることで、本明細書に説明されるように、分離した変換を形成し得る。
以下は、図8A及び8Bに示される加工ライン300において使用される種々のプロセスアセンブリの一部となり得る、「接着剤塗布」及び「接合」と称される変換についての追加の説明を提供する。接着剤接合は、例えば、折り畳まれた要素の2つの層を一緒に接合するなど、特定の要素内での接合を生成するために、あるいは、吸収性物品の2つの分離した要素を一緒に取着するために、採用され得る。ホットメルト接着剤、粘着剤、A−B接着剤などを含む、接合を形成するために使用され得る様々な種類の接着剤がある。接着剤接合は、吸収性物品にわたって横方向又は長手方向のうちの一方又は双方において実質的に連続的なパターンで配置されてもよく、若しくは、接着剤接合は、それらの方向のうちの一方又は双方において断続的なパターンを形成してもよい。接着剤接合はまた、1つ以上のビード、1つ以上のらせん、例えば、ジグザグなどの1つ以上の反復するパターン、又は、例えば、噴霧などの不規則なパターン、1つ以上のスロットコーティングの形式であってもよく、又は接着剤の焼付けによって形成されてもよい。吸収性物品において使用され得る接着剤接合の非限定的な例には、バックシート不織布へのバックシートフィルム接合、吸収性アセンブリへのバックシート接合、コアカバーへの吸収性コア接合、獲得コアへの貯蔵コア接合、トップシートへの吸収性アセンブリ接合、トップシートへのバックシート接合、バリア脚部カフへのバックシート接合、トップシートへのバリア脚部カフ接合、バリア脚部弾性素材取着接合、外側脚部弾性素材取着接合、側部パネル不織布への側部パネルフィルム接合、吸収性物品への腰部バンド接合、シャーシへの側部パネル接合、バックシートへのランディングゾーン接合、及び、吸収性物品への締結構成要素接合が挙げられる。これらの例のそれぞれは、生産ライン内で分離した変換を表し得る。一般的に言えば、接着剤接合を適用するためのプロセスは、接着剤の供給を維持するためのリザーバと、ポンプなどの分配デバイスと、例えば、ホースなどの移送デバイスと、塗布器、すなわちノズルとを備える。例えば、複数の接着剤接合を含む特定の変換では、プロセス設備は、リザーバ、ポンプ、ホース、及び1つ以上の塗布器ノズルを上に配置させた適用ヘッドを備え得る。別の方法としては、変換は、リザーバ、ポンプ、ホース、及び1つ以上の塗布器ノズルを上に配置させた1つを超える適用ヘッドを備えてもよい。同様に、例えば、同一の接着剤が2つの分離した接合適用に使用される場合、同一のリザーバが接着剤の供給を保つために使用され得るなど、1つのリザーバが複数の変換を供給し得ることも予測される。接着剤接合は、次の変換、接着剤塗布、材料の組み合わせ、ニップ、及び/又はカレンダーのうちの、1つ以上を備え得る。
例えば、2つの折り畳まれた要素の層を一緒に接合するなどの、特定の要素内での結合を生成するために、あるいは吸収性物品の2つ以上の要素を一緒に取着するために、多数の接合形式が使用され得ることを理解すべきである。例えば、熱接合が、そのような接合を生成するために使用され得る。熱を直接的に適用することで得られる熱接合、例えば超音波接合などの音波によって生み出される熱接合、及び、圧力を手段として熱を生み出す圧力接合を含む、いくつかの特定の種類の熱接合がある。熱接合は、吸収性物品上の一箇所に存在してもよく、又は、横方向又は長手方向に対向する対として存在してもよい。横方向又は長手方向に対向する熱接合対が存在する実施形態では、接合対を生成するために使用される接合と設備との対が、変換を形成し得る。複数の熱接合、例えば、吸収性物品の長さ及び/又は幅に延びる連続的な熱接合パターンなどを含む実施形態では、そのような連続的な熱接合パターンを生成するために使用される設備が、変換を形成し得る。
図8〜8Bに示されるプロセス工程においては特に挙げられてはいないが、活性化と称される変換を含み得るプロセス工程もあることも理解すべきである。材料のウェブの、又はいくつかの材料の複合ウェブの活性化は、その元の寸法を超えて、同じ材料が活性化されていないときに同じ範囲まで延ばされるために必要とされる力よりも相対的に少ない力を加えることによって、横方向に延ばされ得る、活性化されたウェブ材料を提供することができる。特定の実施形態では、活性化は、活性化されたウェブ材料を形成する1つ以上の層内の、隆起部及び谷部の生成をもたらす。隆起部と谷部とに対してほぼ垂直に向けられる、対向する互いに異なる力の適用は、通常、対向する力の間の軸に沿って形成されるそのようなウェブ材料の延伸をもたらす。
本明細書に説明される活性化手法は、単一ウェブ材料又は複合ウェブ材料などの材料が、噛合ロールを通過するときに、材料の少なくとも一部分が部分的に変形され、所望の活性化パターンをウェブ内に生成するように互い違いの向きの歯を備える、2つ以上の、一連の対向する噛合ロールを使用することによって、達成され得る。ロールのうちの1つ以上のうちの歯は、ロールの周囲において連続的であってもよく、一方で、噛合対向ロール上の歯は、断続的な活性化(例えば、構造化された弾性様に形成されたウェブ)又はピッチの付いた連続活性化(例えば、対向する腰部区域において連続的に活性化され、股部区域において連続的に活性化されていない)を形成しながら、非連続的であってもよい。延伸性を提供するための材料活性化のそのようなプロセスの1つは、1996年5月21日にChappellらにより発行された米国特許第5,518,801号に開示されている。歯が噛み合う深さ、すなわち、係合の深さは、ウェブが漸増的に伸張及び/又は組成的に変形される度合いを、したがってウェブに付与される延伸性の度合いを決定することになる。いくつかの実施形態では、吸収性物品は、例えば、追加の延伸性を提供するために、バックシート、腰部区域、腰部バンド、側部パネル、及び/又は脚部カフのうちの一部分で活性化され得る。
いくつかの実施形態では、吸収性物品の一部分は、連続的に活性化されてもよく、すなわち、ロールのうちの2つ以上のうちの歯は、連続的な活性化を形成しながらロールの周囲において連続的であってもよい(例えば、米国特許第5,366,782号(1994年11月22日にCurroらによって発行)に説明されるように、リングロールであり、したがって高度に延伸性があるようにされる)。特に、リングロール装置は噛合歯を有する、対向するロールを含み、これはシャーシ(又はこれの一部分)を漸増式に伸張させることによって、塑性的に変形させ、それによってシャーシをリングロール区域において延伸性があるようにさせる。いくつかの実施形態では、前側及び/又は後側腰部区域のうちの少なくとも1つのうちの一部分を形成する側部パネルは、リングロールによって活性化されることができ、一方で吸収性物品の他の区域は、活性化されないままであるか、又は構造化された弾性様に形成されたウェブ材料を形成するように活性化される。
本明細書の加工方法及び装置は、図8に示される折り畳み変換2010、並びに図9及び10を参照して後述される折り畳み変換2010を実行するための、様々な種類の機構を含み得る。例えば、図8〜10は、米国特許公開第2009/0094941A1号及び同第2009/0098995A1号に説明されるものに類似する折り畳み装置302を含む、配列を示す。本明細書の折り畳み変換は、2011年3月18日に出願された「Apparatuses and Methods for Folding an Absorbent Article」と題される米国特許出願第13/051,210号に説明される、折り畳み方法及び装置を使用することもできる。
折り畳み装置302の操作方法は、本明細書において図を参照して、またテープ型おむつ又はパンツ型おむつなどの物品を折り畳むための方法と関連して説明され得る。以下は、折り畳み装置302の本考察を理解するために有用となり得る、種々の用語の説明を提供する。「先行端部」とは、2つ折りの前に、機械方向において折り畳み線の前方に配置される、吸収性物品の部分を意味する。「後続端部」とは、2つ折りの前に、機械方向において折り畳み線の後に配置される、吸収性物品の部分を指す。「折り畳み線」とは、その周囲で物品が2つに折り畳まれるように意図される物品の部分を意味する。折り畳み線は通常、一方の長手方向縁部から他方の長手方向縁部まで、横方向に延在する。特定の実施形態では、折り畳み線は、物品の横方向中心線と一致し得る。「2つ折り」とは、生産ライン上の物品の先行縁部分と後続縁部分とが、物品が移動の機械方向へ動くのに伴い、折り畳み線に沿って向かい合わせの構成で一緒に合わせられることを意味する。「ロール表面に物品を保持する」とは、保持力を低減又は除去することなく、及び/又は、引き剥がし力を用いることなく、物品がロール表面に対して実質的に直交する方向に移動するのを阻止するように、少なくとも一時的に物品をロール表面に結合させるために、物品の1つ以上の部分へ保持力を用いることを意味する。この定義は、例えば、本明細書で後述される2つ折りコンベヤーアセンブリなどの、コンベヤーに対しても等しく適用可能である。「引き剥がし力」とは、物体がその中にある、又は物体がその上に留まっている表面の平面に実質的に垂直な方向で、その物体に適用される力を意味する。垂直方向の45°以内の方向で適用される力は、引き剥がし力と見なされ得る。「剪断力」とは、物体がその中にある、又は物体がその上に留まっている表面の平面に実質的に平行な方向で、その物体に適用される力を意味する。平行方向の45°以内の方向で印加される力は、剪断力と見なされ得る。
図8〜10に示されるように、物品(すなわち、テープ型おむつ及びパンツ型おむつ100T及び100P)は、機械方向に前進し、横断方向の折り畳み線に沿って折り畳まれる。各物品は、前側腰部区域116に対応し得る先行端部200と、後方腰部区域118に対応し得る後続端部202とを含む。最終ナイフ切断2009の後、物品は、移転ロール304上へと受容され、回転する折り畳みドラム306上へと実質的に受容される。いくつかの実施形態は、移転ロールを含まなくてもよいことを理解すべきである。例えば、いくつかの実施形態では、物品の連続長は折り畳みドラム上に受容され、またその上で直接的に別個の物品へと切断され得る。図8〜10に示されるように、おむつ100T及び100Pは、例えば、バックシート136によって画定されるような衣類に面する表面134が、折り畳みドラムの外側面と係合するように、折り畳みドラム306の外側面上に配向され得る。折り畳みドラム306は、第1の表面速度で外側面を動かし、おむつ100T及び100Pを機械方向に移送するように回転される。例えば、トップシート138によって画定されるような、おむつ100T及び100Pの先行端部200の着用者に面する表面132は、第1の速度で移動する引き剥がしロール308の外側面と係合する。先行端部200は、折り畳みドラム306から引き剥がしロール308へと移転される。
おむつ100T及び100Pの先行端部が、引き剥がしロール308と係合された状態で、おむつ100T及び100Pの後続端部202は、回転する折り畳みドラム306上に残る。折り畳みドラム306が回転を続けると、折り畳みドラムからのクランプがおむつ100T及び100Pを折り畳みドラム306上へ保持するように動作することができ、おむつ100T及び100Pのクランプで締められた部分は、折り畳みドラムの外側面と共に動き続ける。クランプが引き剥がしロール308に対して特定の位置に到達すると、クランプは、例えば、剪断力などの力を、先行端部200上へかけることができる。先行端部200上へかけられる剪断力は、引き剥がしロール308の外側面の移動と実質的に異なる方向であってもよく、又はそれと反対の方向であってさえよい。したがって、先行端部200は、速度を落とし始め、及び/又は動きを停止してもよい。先行部200が減速し、及び/又は動きを停止すると、おむつ100T及び100Pの先行端部200は、引き剥がしロール308から移動可能表面を含む真空コンベヤー310へと移転される。真空コンベヤーの移動可能表面は、折り畳みドラムの表面速度と等しい速度、又はそれと実質的に等しい速度まで加速される。次に、おむつ100T及び100Pの先行端部200の衣類に面する表面132は、真空コンベヤーに沿って移転され、その先行端部は、折り畳みドラム306上で、おむつ100T及び100Pの後続端部202と表面同士が接触される。
折り畳み装置は、米国特許公開第2009/0094941A1号及び同第2009/0098995A1号、並びに、2011年3月18日に出願され「Apparatuses and Methods for Folding an Absorbent Article」と題される米国特許出願第13/051,210号に説明される、様々な他の特徴に従って構成されることができ、またそれらを含んでもよいことを理解すべきである。
加工装置300が、テープ型おむつ100Tを製造するように適合された第1の構成において、図8に示される。上述のように、加工装置300は、変換機構が複数のパンツ型おむつ100Pを生産するように配列された第2の構成に置かれ得る。したがって、第2の複数の変換機構は、第2の数の変換を生じさせる。例えば、加工装置300は、図2、5、及び7に関連して示され上述されるように、パンツ型おむつ100Pを生産するように適合された第2の構成において、図9に示される。図8及び9に関連して下記により詳細に述べられるように、双方の構成において、比較的大きい割合の変換は同じままである。
図8に関連して上述されたように、図9に示され、また説明される変換は、本明細書で描写され、また説明されるものとは異なる種々の順番で遂行され得ることを理解すべきである。図9に示されるように、加工装置300がパンツ型おむつ100Pを生産するための第2の構成に置かれているとき、トップシートアセンブリプロセス1001、コアアセンブリ1002、及び脚部カフアセンブリ、並びに、関連する変換2001及び2002は、図8に示されるテープ型おむつ構成を参照して上述されたものと同じであり得る。加えて、図9に示されるバックシートアセンブリ1004、脚部弾性素材アセンブリ1005、並びに関連する変換2003及び2007は、図8を参照して上述されたものと同じであり得る。したがって、図8A及び8Bを参照して上述されるプロセスアセンブリ1001、1002、1003、1004、及び1005に関連する変換も、図9のパンツ型おむつ構成において示されるプロセスアセンブリ1001、1002、1003、1004、及び1005に関連する変換と同じであり得る。
図8に示されるテープ型おむつ構成と図9に示されるパンツ型おむつ構成との間で、プロセス及び関連する変換のうちの多くは変化しないままであり得るが、いくつかの差異もある。例えば、図9において、前側耳部アセンブリ1007T及びランディングゾーンアセンブリ1008T、並びに、関連する変換2005T及び2006Tは、点線で示され、これらのアセンブリ及び変換が、パンツ型おむつ構成において使用されなくてもよいことを示している。加工装置300のいくつかの実施形態では、加工機構がパンツ型構成に置かれているとき、1007T、1008T、2005T、及び2006Tに関連する変換機構は、加工装置から物理的に除去される必要はなく、むしろ単純に無効にされ、「停止され」、又は迂回される。いくつかの実施形態では、ランディングゾーンアセンブリ1008T及び関連する変換2006Tは、例えば、再締結可能な側部パネルを有するパンツ型おむつ100Pを製造しているときなど、いくつかのパンツ製造構成で利用され得ることを理解すべきである。
図9に示されるように、第2の、パンツ型おむつ構成における加工装置は、例えば図に示されるような側部パネル112及び114を生成するための、側部パネルアセンブリプロセス1006Pを含んでもよい。また、パネル112及び114は、変換2004Pでトップシート基材と合成されてもよい。側部パネルアセンブリプロセス1006Pは、種々の変換を含み得ることも理解すべきである。例えば、側部パネルアセンブリプロセス1006Pは、図8及び図8Bに示される後側耳部アセンブリプロセス1006Tを参照して上述されるように、同一の変換を含み得る。
図8及び9に示されるように、最終形成プロセス1009も、加工装置が、第1の、テープ型おむつ構成にあるか、又は第2の、パンツ型おむつ構成にあるかによって、いくつかの異なる変換を含むこともできる。例えば、図8に示される耳部折り畳み変換2008Tは、加工装置300が図9に示されるパンツ型構成に置かれているときは、除去され、又は無効にされる。したがって、図9のパンツ型おむつ100Pが最終ナイフ変換2009を通過して前進するとき、側部パネル112及び114は、図2に示されるようなシャーシ102の長手方向側縁部128及び130から外側に、横方向に延在され得る。加えて、図9に示されるように、パンツ型おむつ100Pは、図8でテープ型おむつ構成を参照して説明されるものと同一の折り畳み変換2010に供される。したがって、加工装置300は、テープ型おむつ構成で動作していようとパンツ型おむつ構成で動作していようと、上述のような同一の折り畳み装置302を利用し得る。しかしながら、パンツ型おむつ100Pが2010で折り畳まれるとき、側部パネル112及び114は、横方向に延在された位置に残る。
図9に示されるように、折り畳まれたパンツ型おむつ100Pは、テープ型おむつ100Tには適用されない追加の変換に供される。具体的には、折り畳まれたパンツ型おむつ100Pは、側部パネル連結変換2012に供され、また積み重ね変換2011へと前進する前に、側部パネル折り込み変換2013に供されることもある。
折り畳まれたパンツ型おむつ100Pが、折り畳み変換2010から、側部パネル連結変換2012を通って前進するとき、横方向に延在する側部パネル112及び114の遠位端区域176は、パンツ型おむつ100Pの別の部分と連結される。例えば、図2に示されるような、側部パネル112及び114の近位端区域174は、上述される変換2004Pで、後方腰部区域118と連結され得る。したがって、図9の側部パネル連結変換2012は、側部パネル112及び114の遠位端区域176を、図5に示されるようなおむつパンツ100Pの前側腰部区域116と連結するように構成され得る。
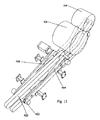
様々な種類の変換機構が、側部パネル連結2012を遂行するために使用され得ることを理解すべきである。例えば、図11に示されるようなねじりコンベヤー配列は、パンツ型おむつ100Pを機械方向に移送し、その一方で同時に、側部パネル112及び114を屈曲させ及び折り畳み、遠位端区域をシャーシ102の前側腰部区域116と連結するために使用され得る。図11に示されるように、折り畳まれたパンツ型おむつ100Tのシャーシ100Pは、シャーシ102の後方腰部区域118と係合する上方真空コンベヤー400と、シャーシの前側腰部区域116と係合する下方真空コンベヤー402とによって、折り畳みドラム306から機械方向に離れて移送され得る。第1及び第2のねじり真空コンベヤー404及び406は、上方及び下方真空コンベヤー400及び402の反対側の側部上に、横方向に配置され得る。具体的には、第1及び第2のねじり真空コンベヤーは、エンドレスベルトなどの、機械方向MDに沿ってねじれる移動可能表面を含み得る。したがって、パンツ型おむつ100Pが機械方向に前進するに伴い、第1のねじり真空コンベヤーは第1の側部パネル112を保持するように真空力を適用することができ、また第2のねじり真空コンベヤーは第2の側部パネル114を保持するように真空力を適用することができる。したがって、パンツ型おむつ100Pが前進するに伴い、側部パネル112及び114の遠位端区域176は折り重ねられ、また前側腰部区域116と接触して定置される。側部パネル112及び114の遠位端区域176は同様に、前側腰部区域116と連結され得る。上述のように、側部パネルは、熱、粘着剤、機械的締結具、接着剤などによって、種々の方式で、再締結可能に、解放可能に、又は恒久的に前側腰部区域と連結され得る。
図9に示されるように、パンツ型おむつ100Pは、積み重ね変換2011へ前進する前に、側部パネル連結変換2012から側部パネル折り込み変換2013へ前進し得る。本明細書の加工方法及び装置は、図9に示される側部パネル折り込み変換2012、及び、図10を参照して後述される側部パネル折り込み変換2012を実行するための、様々な種類の機構を含み得る。例えば、側部パネル折り込み変換2012は、2011年3月18日に出願された「Methods and Apparatuses for Tucking Side Panels of Absorbent Articles」と題される米国特許出願第13/051,241号、及び2011年3月18に出願された「Methods and Apparatuses for Tucking Side Panels of Absorbent Articles」と題される米国特許出願第13/051,231号に説明され、また米国特許第6,723,035号及び同第6,776,316号に説明される、折り込み方法及び装置を利用し得る。
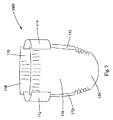
図7は、対向する側部パネル112及び114がシャーシ102の中へと折り込まれた、おむつパンツ100Pを示す。図7に示されるように、各側部パネル112及び114の部分は、側部パネルの部分が前側腰部区域116の内面132と後方腰部区域118との間に配置されるように、おむつパンツ100Pのシャーシ102の中へと挿入される。更に、シャーシ102内への側部パネル112及び114の挿入は、第1の腰部区域116に沿った第1の長手方向折り畳み線250と、第2の腰部区域118に沿った第2の長手方向折り畳み線252とを画定する。
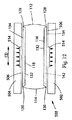
図12〜15は、側部パネル112及び114をシャーシ102内へと折り込むために使用され得る、側部パネル折り込み装置500の例を示す。装置500は、第1のコンベヤー502、第2のコンベヤー204を含み得る。各コンベヤー502及び504は、ローラーの周囲に巻かれたベルトの形式の、エンドレスループであるよう構成される移動可能表面506を含み得る。ベルトのうちの1つ以上は、シャーシ102上に真空力をかけ、おむつパンツ100Pを受容、保持、及び/又は移転させる可動式有小孔真空コンベヤーベルトとして構成されることもできる。各コンベヤーは、例えば、機械方向に沿って連続して配列された、及び/又は横断方向に沿って平行に配列された複数のコンベヤーなどの、1つ以上のコンベヤーを含み得ることを理解すべきである。加えて、1つ以上のコンベヤーは、回転ドラム又は真空ドラムとして構成され得る。コンベヤー202、204、及び205は、図9及び10において側部パネル折り込み変換2012によって一般に表される折り込み領域を通しておむつパンツ100Pを機械方向MDに前進させ、側部パネル折り込み機が、側部パネル112及び114をシャーシ102内へと押し込む。
図12は、おむつパンツ100Pと、第1及び第2のコンベヤー502及び504との断面図を示す。図5に示されるように、第1の真空コンベヤー502のベルト506は、シャーシ102の第1の腰部区域116の外側面134上へ下向きの真空力をかける、真空領域514を含む。また、第2の真空コンベヤー504のベルト506は、シャーシ102の第2の腰部区域118の外側面134上へ上向きの真空力をかける、真空領域514を含む。したがって、シャーシ102上の真空領域514によってかけられる対向する力は、第1及び第2の腰部区域116、118の内側面132を離して保持する。加えて、図12では、側部パネル112及び114は、相対的に伸長され、また折り込まれていない構成で示される。
図12に示されるように、第1及び第2のコンベヤー502及び504の真空領域514はそれぞれ、シャーシ102の対向する長手方向縁部128及び130によって画定される横幅より小さくなり得る、横方向又は横断方向CDの幅を画定する。加えて、真空領域514の横方向又は横断方向CDの幅は同様に、吸収性コア142の対向する長手方向縁部によって画定される横幅より小さくなり得る。しかしながら、真空領域は、異なる横幅を有して構成されてもよく、また描写されるものより大きい又は小さい横幅を画定してもよいことを理解すべきである。例えば、いくつかの実施形態は、吸収性コア及び/又はシャーシの横幅と等しい、又はそれより大きい横幅を有する、真空領域を含み得る。加えて、コンベヤーは、横断方向CD及び/又は機械方向MDに沿って、1つを越える真空領域を有して構成されてもよい。
おむつパンツ100Pが、折り込み領域を通って機械方向に前進するに伴い、第1及び第2のコンベヤー502及び504によってかけられる対向する真空力は、シャーシを保持し続けてもよく、又はシャーシから除去されてもよい。また、側部パネル折り込み器516は、図13に例として示されるように、側部パネル112及び114をシャーシ102内へと押し込む。側部パネル112及び114がシャーシ102内へと押し込まれるのに伴い、第1の腰部区域116と第2の腰部区域118との内側面132は、互いに向かって動き得る。側部パネル112及び114のシャーシ102内へと折り込みはまた、シャーシ102内に長手方向折り畳み線250及び252を生成する。図13に示される構成において、長手方向折り畳み線250及び252は、吸収性コア142の長手方向側縁部と合致してもよく、またそれらによって画定されてもよい。長手方向折り畳み線250及び252は、具体的な折り込み方法及び装置に依って種々の異なる場所に生成され得ることを理解すべきである。例えば、いくつかの実施形態では、長手方向折り畳み線は、真空領域の横方向側縁部と一致し得る。いくつかの実施形態では、側部パネルはシャーシの内側へ完全に折り込まれなくてもよく、したがって、長手方向折り畳み線は、側部パネルの長さに沿って画定されてもよい。
側部パネル折り込み器516は、種々の異なる方式で構成され得ることを理解すべきである。例えば、図14に示されるように、側部パネル折り込み器516は回転ブレード518として構成される。おむつパンツ100Pが機械方向に前進し側部パネル折り込み器516を通過すると、回転ブレード(単数及び複数)が、側部パネル112及び114のそれぞれに衝突し、側部パネルをシャーシ102内へと押し込むことができる。別の実施形態では、図15に示されるが、側部パネル折り込み機516はエアジェット520として構成される。おむつパンツ100Pが機械方向に前進し側部パネル折り込み機516を通過すると、エアジェット520から、横断方向CDに排出された空気が、側部パネル112及び114のそれぞれに衝突し、側部パネルをシャーシ102内へと押し込むことができる。また別の実施形態では、側部パネル折り込み機516は、横断方向CDに互いに向かって収束するレールとして構成され得る。側部パネル折り込み機は、非真空領域を通って、第1のコンベヤー502によって生成される真空領域(単数又は複数)まで、第1のコンベヤー502によって生成される真空領域(単数又は複数)と第2のコンベヤー504との間の全機械方向長さにわたって、吸収性物品と接触し得る。側部パネル折り込み機は、1つ以上のコンベヤーと機械方向に重なり合う向きに配向され得る。重なり合う側部パネル折り込み機とコンベヤーとは、吸収性物品が完全に折り畳まれるまでなわち、第1の腰部区域116の内面132が第2の腰部区域118の内面132と接触するまで、側部パネルを折り込まれた位置に維持するのに役立ち得る。また別の実施形態では、側部パネル折り込み機は、同様に空気を排出し側部パネルをシャーシ内へと押し込む上述のデバイスのうちの1つとして、構成され得る。例えば、側部パネル折り込み機は、回転ブレード、送路上を移動するブレード、及び/又は収束するレールから、空気を排出するように構成され得る。他の側部パネル折り込み機構成は、米国特許第6,723,035号及び同第6,776,316号に開示されている。
側部パネル112及び114がシャーシ102内へと押し込まれたあと、おむつパンツ100Pは、第1のコンベヤー502上を機械方向に前進し続け得る。おむつパンツ100Pの腰部区域116及び118はまた更に、例えば、機械方向に互いに向かって収束するコンベヤーによって、側部パネル112及び114を折り込まれた位置に保持するのに役立つように一緒に圧縮され得る。
加工装置は、種々の他の特徴を有するおむつパンツを製造するための、他の構成に置かれることもできることを理解すべきである。例えば、図10は、図3、6、及び7に関連して示され、また上述されるような側部シームを有する、パンツ型おむつ100Pを生産するように適合され得る第3の、パンツ型おむつ構成における加工装置300を示す。図8及び9に関連して上述されるように、比較的大きい割合の変換は、図8のテープ型構成と図10のパンツ型構成とにおいても同じままである。
図8に関連して上述されたように、図10に示され、また説明される変換は、本明細書で描写され、また説明されるものとは異なる種々の順番で遂行され得ることを理解すべきである。図10に示されるように、加工装置300がパンツ型おむつ100Pを生産するための第3の構成に置かれているとき、トップシートアセンブリプロセス1001、コアアセンブリ1002、及び脚部カフアセンブリ、並びに、関連する変換2001及び2002は、図8に示されるテープ型おむつ構成を参照して上述されたものと同じであり得る。加えて、図10に示されるバックシートアセンブリ1004、脚部弾性素材アセンブリ1005、及び関連する変換2003及び2007は、図8を参照して上述されたものと同じであり得る。したがって、図8A及び8Bを参照して上述されるプロセスアセンブリ1001、1002、1003、1004、及び1005に関連する変換も、図10のパンツ型おむつ構成において示されるプロセスアセンブリ1001、1002、1003、1004、及び1005に関連する変換と同じであり得る。
図8に示されるテープ型おむつ構成と図10に示されるパンツ型おむつ構成との間で、プロセス及び関連する変換のうちの多くは変化しないままであり得るが、いくつかの差異もある。例えば、図10において、ランディングゾーンアセンブリ1008T及び関連する変換2006Tは、点線で示され、これらのアセンブリ及び変換が、パンツ型おむつ構成において使用されなくてもよいことを示している。加工装置300のいくつかの実施形態では、加工機構がパンツ型構成に置かれているとき、1008T及び2006Tに関連する変換機構は、加工装置から物理的に除去される必要はなく、むしろ単純に無効にされ、「停止され」る。
図10に示されるように、第2の、パンツ型おむつ構成における加工装置は、図3に示されるような後方耳部パネル112b及び114b並びに前側耳部パネル112a及び114aを生成するための、後方耳部パネルアセンブリプロセス1006P及び前側耳部パネルアセンブリ1007Pを含み得る。後方耳部パネル112b及び114b並びに前側耳部パネル112a及び114bは、それぞれ、変換2004P及び205Pにおいて、バックシート基材と合成され得る。耳部パネルアセンブリプロセス1006P及び1007Pも同様に、種々の変換を含み得ることを理解すべきである。例えば、後方耳部パネルアセンブリプロセス1006P及び前側耳部パネルアセンブリプロセスは、図8及び図8Bに示される後側耳部アセンブリプロセス1006T及び前側耳部アセンブリプロセス1007Tを参照して上述されるように、同一の変換を含み得る。他の実施形態では、比較的大型の耳部パネルが、後側耳部アセンブリプロセス1006T又は前側耳部アセンブリプロセス1007Tの変換を使用して加えられることができ、大型の耳部パネルはその後、最終ナイフ2009において後側耳部パネル及び前側耳部パネルへと切断される。
図8及び9を参照して上述されるように、また図10に示されるように、最終形成プロセス1009も、加工装置が、第1の、テープ型おむつ構成にあるか、又は第2の、パンツ型おむつ構成にあるかに依って、いくつかの異なる変換を含むことができる。例えば、図8に示される耳部折り畳み変換2008Tは、加工装置300が図10に示されるパンツ型構成に置かれているときは、除去される。したがって、図10のパンツ型おむつ100Pが最終ナイフ変換2009を通過して前進するとき、前側耳部パネル112a及び114a並びに後方耳部パネル112b及び114bは、図3に示されるように、シャーシ102の長手方向側縁部128及び130から外側に、横方向に延在される。加えて、図10に示されるように、パンツ型おむつ100Pは、図8でテープ型おむつ構成を参照して説明されるものと同一の折り畳み変換2010に供される。したがって、加工装置300は、テープ型おむつ構成で動作していようと、図10に示されるパンツ型おむつ構成で動作していようと、上述のような同一の折り畳み装置302を利用し得る。しかしながら、パンツ型おむつ100Pが2010で折り畳まれる場合、前側耳部パネル112a及び114a並びに後方耳部パネル112b及び114bは横方向に延在された位置に残る。
図10に示されるように、折り畳まれたパンツ型おむつ100Pは、テープ型おむつ100Tには適用されない追加の変換に供される。具体的には、折り畳まれたパンツ型おむつ100Pは、側部パネル連結変換2012に供され、また積み重ね変換2011へと前進する前に、側部パネル折り込み変換2013に供される。側部パネル折り込み変換2013及び関連する機構は、図9を参照して上述されたものと同じであり得る。しかしながら、図10の側部パネル連結変換2012は、図9を参照して上述されるものとは異なる点がある場合がある。
折り畳まれたパンツ型おむつ100Pが、折り畳み変換2010から側部パネル連結変換2012を通って前進すると、横方向に延在する前側耳部パネル112a及び114aの遠位端区域176aは、図3及び6に例として示されるような後方耳部パネル112b及び114bの遠位端区域176bと連結される。したがって、図10の側部パネル連結変換2012は、前側耳部パネル112a及び114aの遠位端区域176aを、側部シーム178及び180に沿って、後方耳部パネル112b及び114bの遠位端区域176bと連結するように構成され得る。様々な種類の変換機構が、図10において側部パネル連結2012を遂行するために使用され得ることを理解すべきである。例えば、遠位端区域176a及び176bは、高圧ロールなどの接合ニップを通過し、遠位端区域を、接着剤、粘着剤、機械的接合、超音波接合、機械的締結具などで、再締結可能に又は恒久的に接合してもよい。
横方向に対向する側部シーム178、180は、腰部区域116、118の一方又は双方内で、側縁部128、130に、又はこれに隣接するように配置され得ることを理解すべきである。恒久的側縁部シーム178、180の接合中、前側腰部区域116の横方向範囲が後側腰部区域118の横方向範囲と実質的に等しい実施形態においては、側縁部シームは、前側腰部区域及び後側腰部区域の双方において、吸収性物品の側縁部に、又はこれと隣接するように配置されてもよい。一実施形態において、吸収性物品は、股部区域内に配置される横方向に延びる折り畳み線で折られ、前側腰部区域及び後側腰部区域を内面同士が向かい合わせとなる向きにする。恒久的側縁部シームは、1つの腰部区域の内面を、側縁部に隣接する対向する腰部区域の外面と重なりあう関係で定置し、次に腰部区域を一緒に結合することによって形成される。第1の締結構成要素は、恒久的側縁部シームを形成する前に、物品に適用されてもよい。第2の締結構成要素は、恒久的側縁部シームを形成する前、又は恒久的側縁部シームを形成する後に、適用されてもよい。この実施形態において、第1の締結構成要素及び非係合面は、少なくとも部分的に恒久的側縁部シーム内に配置され、第1の締結構成要素の締結面は、非係合面と、表面同士が向かい合わせとなる向きとなる。パッケージから取り外されるとき、吸収性物品はパンツの形態である。ユーザーは、吸収性物品をパンツとして着用者に適用することができ、別の方法としては、ユーザーはまず、恒久的側縁部シームを破断して初期腰部開口周辺部を開くことで、前側腰部区域を後側腰部区域から分離し、それによって締結構成要素を解放し、次に、物品の後側腰部区域を着用者の下に定置し、また第1の締結構成要素を第2の締結構成要素に締結し、着用者の上でパンツを再び閉じることによって、吸収性物品をテープ型おむつとして適用することができる。
いくつかの実施形態では、加工装置は、第1の、テープ型おむつ構成から変化すると、第2の(又は第3の)、パンツ型おむつ構成が、種々の変換機構の除去、交換、及び/又は取り付けを必要とすることがあるように構成されてもよいことを理解すべきである。そのような機構には、最終形成プロセス1009と関連付けられ得るものもある。しかしながら、他の実施形態では、加工装置は、第1の、テープ型おむつ構成から変化すると、第2の(又は第3の)、パンツ型おむつ構成が、最終形成プロセス1009に関連付けられる種々の変換機構の除去、交換、及び/又は取り付けを必要としないように、最終形成プロセスにおいて代替的なおむつ移動経路を有して構成されてもよい。
図8Cは、テープ型おむつ及びパンツ型おむつを構築するために使用され得る種々の変換を示す、フローチャート例を示す。第1の構成では、70の分離した変換が、第1の製品、この例ではテープ型おむつを生産するために使用される。第2の構成では、50の分離した変換が、第2の製品、この例ではパンツ型おむつを生産するために使用される。第2の構成で利用される50の変換のうちで、それらの変換のうちの48、96%が、第1の構成で利用される変換と同一である。図示される無地のボックスは、第1の構成、テープ型おむつと、第2の構成、パンツ型おむつとのどちらにも存在する変換である。1と記されるボックスは、第1の構成、テープ型おむつのみに存在し、また第2の構成、パンツ型おむつでは単純に停止又は迂回され得るものである。2と記されるボックスは、第2の構成、パンツ型おむつのみに存在するものである。他の加工ライン配列は、第1の数の変換を伴う第1の構成と、第2の数の変換を伴う第2の構成とを有してもよく、第1及び第2の数の変換のうちの種々の割合が同一の変換であることを理解すべきである。例えば、いくつかの実施形態では、第2の構成で使用される第2の数の変換のうちの70%又はそれより多くが、第1の構成で使用される同一の変換であり得る。別の例では、第2の構成で使用される第2の数の変換のうちの80%又はそれより多くが、第1の構成で使用される同一の変換であり得る。また別の例では、第2の構成で使用される第2の数の変換のうちの90%若しくはそれより多く、又は、95%若しくはそれより多くさえも、第1の構成で使用される同一の変換であり得る。
類似の変換を備える同一加工ライン又は加工ライン上で、2つの異なる製品種類、例えば、パンツ型おむつ及びテープ型おむつを作製するために、製品種類のそれぞれに対するライン速度を、特定の動作ライン速度範囲内で維持することが重要となる場合がある。加工ラインは通常、複数の変換から成り、そのそれぞれは、その最適な動作条件と、変換が著しい変化又は修正を伴わずに動作することが可能な中心線の周囲の動作範囲とを画定する、中心線を有してもよい。したがって、テープ型及びパンツ型の双方の製品を、共通の変換を有するライン上で生産するには、1分あたりの製品数という総ライン速度の関数として得られる、特定の動作範囲が必要とされる。以下の範囲が、480mm〜550mmの、長手方向中心線に沿った製品の長さであるピッチ長を有する製品のために確立されている。所与の線状速度、ライン速度、1分あたりの製品数は、より短い製品に対しては増大し、またより長い製品に対しては減少するであろうことを理解すべきである。
テープ型又はパンツ型おむつ製品のうちの一方が、1分あたり800製品未満の第1のライン速度で生産されるプロセスに対して、もう一方の製品に対する動作ライン速度範囲は、第1のライン速度+/−50%として確定される。換言すると、テープ型おむつが1分あたり500製品で作製される場合、次にパンツ型おむつは、1分あたり250製品〜1分あたり750製品の速度で生産されなければならない。好ましくは、テープ型又はパンツ型おむつ製品のうちの一方が、1分あたり800製品未満の第1のライン速度で生産されるプロセスの場合、もう一方の製品に対する動作ライン速度範囲は、第1のライン速度+/−25%として確定される。換言すると、テープ型おむつが1分あたり600製品で作製される場合、次にパンツ型おむつは、1分あたり450製品〜1分あたり750製品の速度で生産されなければならない。
テープ型又はパンツ型おむつ製品のうちの一方が、1分あたり800〜960製品の第1のライン速度で生産されるプロセスに対して、もう一方の製品に対する動作ライン速度範囲は、第1のライン速度+/−30%として確定される。換言すると、テープ型おむつが1分あたり900製品で作製される場合、次にパンツ型おむつは、1分あたり630製品〜1分あたり1170製品の速度で生産されなければならない。好ましくは、テープ型又はパンツ型おむつ製品のうちの一方が、1分あたり800〜960製品の第1のライン速度で生産されるプロセスの場合、もう一方の製品に対する動作ライン速度範囲は、第1のライン速度+/−10%として確定される。換言すると、テープ型おむつが1分あたり900製品で作製される場合、次にパンツ型おむつは、1分あたり810製品〜1分あたり990製品の速度で生産されなければならない。
テープ型又はパンツ型おむつ製品のうちの一方が、1分あたり960製品を越える第1のライン速度で生産されるプロセスに対して、もう一方の製品に対する動作ライン速度範囲は、第1のライン速度+/−20%として確定される。換言すると、テープ型おむつが1分あたり1000製品で作製される場合、次にパンツ型おむつは、1分あたり800製品〜1分あたり1200製品の速度で生産されなければならない。好ましくは、テープ型又はパンツ型おむつ製品のうちの一方が、1分あたり960製品を越える第1のライン速度で生産されるプロセスの場合、もう一方の製品に対する動作ライン速度範囲は、第1のライン速度+/−5%として確定される。換言すると、テープ型おむつが1分あたり1000製品で作製される場合、次にパンツ型おむつは、1分あたり950製品〜1分あたり1050製品の速度で生産されなければならない。
プロセス(単数及び複数)を所望の動作ライン速度範囲内に維持することは、テープ型製品とパンツ型製品との間の調整を行うための稼動停止時間を最小化するのに役立つことができ、またプロセスの全体効率及び相乗効果を最大化するであろう。更にこのことは、多数の変換のそれぞれが、1つの種類の製品用に開発されるだけでよく、その後で第2の種類の製品に再適用され得るため、開発を単純化するのに役立ち得る。
様々な種類のパンツ型及びテープ型おむつが、上述の方法及び装置に従って構築され得ることを理解すべきである。したがって、そのような装置及び方法の実施形態は、特定の範囲の実行パラメーターで構成されるいくつかの要素を有するパンツ型及びテープ型おむつを構築するように、構成され得る。
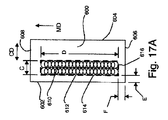
いくつかの実施形態では、内側脚部カフを有するパンツ型及びテープ型おむつが、上述される方法及び装置に従って構築されることができ、内側脚部カフは、後述のように力特性の範囲を有するように構成される。図16〜18に示されるような1つの形式においては、内側脚部カフは、図16に示されるCD幅寸法AとMD長さ寸法Bとを有して切断された、Fiberweb製のSecuron(登録商標)として一般に既知である、約15g/m2の坪量のSMS(スパンボンド−メルトブロー−スパンボンド)疎水性不織布の直線状試料600を含み得る。いくつかの実施形態では、Aは52mmであってよく、またBは488mmであってよく、試料600の長軸、Bは、不織布材料の機械方向MDに対して平行であり、また試料600の短軸、Aは、不織布材料の横断方向CDに対して平行である。図16に示されるように、不織布試料600は、第1の機械方向縁部602、第2の機械方向縁部604、第1の横断方向縁部606、及び第2の機械横断方向縁部608を有する。
図17Aに示されるように、接着剤610(Bostik H2031)が、横断方向に寸法Cによって、及び機械方向に寸法Dによって画定される面積612内に、9.3g/m2の坪量で、均一にらせん模様で塗布される。いくつかの実施形態では、寸法Cは8mmであってよく、また寸法Dは312mmであってよい。接着剤面積612は、図17Aに示されるように、第1の長手方向縁部614が、第1の機械方向縁部602から横断方向距離Eに設置され、また第1の横方向縁部616が、第1の機械横断方向縁部606から機械方向に距離Fによってオフセットされるように、整列される。いくつかの実施形態では、距離Eは10mmであってよく、また距離Fは75mmであってよい。接着剤610は、好適な高温で、不織布基材600に直接に塗布される(所望の接着剤面積を獲得するために、マスクが使用されてもよい)か、あるいは、接着剤610は、シリコーンコーティングされた剥離紙に塗布され、適切な大きさの片に切断した後に室温で不織布600に移転されてもよい。
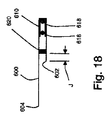
図17Bに示されるように、それぞれ弛緩した状態で135.5mm長の、2つの弾性ストランド618(Invistaの680デシテックスLycra T262P)が、488mmに均一に伸張され(すなわち、260%の延び)、伸張されたストランド618を試料上に押圧することによって、試料600の第1の機械方向縁部602に対して平行に不織布600に接着接合される。第1の弾性ストランド618は、第1の機械方向縁部602から距離Gに設置されてよく、また第2の弾性ストランド618は、第1の機械方向縁部602から距離Hに設置されてよい。いくつかの実施形態では、距離Gは11mmであってよく、また距離Hは13mmであってよい。3M Company製のMedical Transfer Adhesive 1524として認識される、488mmで1/4インチ(6.35mm)幅の両面テープのストリップが、接着剤620の最近縁部が第1の機械方向縁部602に対して平行であり、かつそこから距離Jに設置されるように、試料600に適用される。いくつかの実施形態では、距離Jは2mmであってよい。不織布600の第2の機械方向縁部604は、引き上げられ、折り畳み線622が図17Bに示されるように第1の機械方向縁部602から距離Kに設置されるように、伸張された弾性ストランド及び両面テープ620の上に折り重ねられる。いくつかの実施形態では、距離Kは18mmであってよい。
サンプルの断面が、図18に示される。ハンドローラーを使用して、接着剤610、620が確実に弾性素材618及び不織布600に接合するように十分な圧力が試料全体に適用される。不織布600は、カフがおむつの長さ全体に及ぶように、488mmのピッチ長を有するおむつの内側面(例えば、トップシート)に接合される。内側カフは、内側カフが内側カフ内で折り畳み線から30mmで線に沿って取着されるように、おむつの長手方向軸線に対して実質的に平行に、任意の外側カフ又はへりから7mmでおむつの内側面に取着され得る。内側脚部カフは、例えば、圧力、熱、及び超音波接合などの、当技術分野で既知の任意の手段によってテープ型又はパンツ型おむつのシャーシへ取着され得る。
内側カフ試料は、後述のテスト方法の項で説明されるカフ引張試験における内側カフに対する方法に従って、試験される。テープ型又はパンツ型おむつに適用され得る内側カフ試料の一実施形態において、85%の延びでの第2の非荷重サイクル上の力値は、0.25N〜0.45Nであることができ、及び/又は、第2の非荷重サイクル上の0.05Nでのひずみ値は、50%〜75%であることができる。
いくつかの実施形態では、外側脚部カフを有するパンツ型及びテープ型おむつが、上述される方法及び装置に従って構築されることができ、外側脚部カフは、後述のように力特性の範囲を有するように構成される。図19〜22に示されるような1つの形式においては、外側脚部カフは、図19に示されるCD幅寸法LとMD長さ寸法Mとを有して切断された、Fiberweb製のSecuron(登録商標)として一般に既知である、約15g/m2の坪量のSMS(スパンボンド−メルトブロー−スパンボンド)疎水性不織布の直線状試料700を含み得る。いくつかの実施形態では、試料の長軸Mが不織布材料の機械方向MDに対して平行であるように、寸法Lは40mmであってよく、また寸法Mは488mmであってよい。図19に示されるように、不織布試料700は、第1の機械方向縁部702及び第2の機械方向縁部704、第1の横断方向縁部706、及び第2の機械横断方向縁部708を有する。
接着剤710(Bostik H2031)は、横断方向に寸法Nによって、及び機械方向に寸法Oによって画定される面積712内に、11g/m2の坪量で、均一にらせん模様で塗布され(所望の接着剤面積を獲得するために、マスクが使用されてもよい)、あるいは、接着剤712は、シリコーンコーティングされた剥離紙に塗布され、適切な大きさの片に切断した後に室温で不織布700に移転されてもよい。いくつかの実施形態では、寸法Nは15mmであってよく、また寸法Oは276mmであってよい。接着剤面積712は、図20Aに示されるように、第1の長手方向縁部714が、不織布700の第1の機械方向縁部702から距離Pに設置され、また第1の横方向縁部716が、第1の横断方向縁部706から距離Qでオフセットされるように、整列される。いくつかの実施形態では、距離Pは12.5mmであってよく、また距離Qは85mmであってよい。接着剤710は、好適な高温で、不織布基材700に直接に塗布される(所望の接着剤面積を獲得するために、マスクが使用されてもよい)か、あるいは、接着剤710は、シリコーンコーティングされた剥離紙に塗布され、適切な大きさの片に切断した後に室温で不織布に移転されてもよい。それぞれ弛緩した状態で143.5mm長の、3つの弾性ストランド718(Invistaの680デシテックスLycra T262P)が、488mmに均一に伸張され(すなわち、240%の延び)、図20Bから分かるように、距離Rを離して間隔を空け、また不織布700上で横断方向に中心を有して、試料700の機械方向縁部702に対して平行に不織布700に接着接合される。いくつかの実施形態では、距離Rは3mmであってよい。
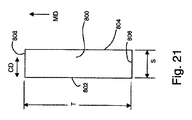
Clopay Plastic Productsを通じて入手可能なMicroPro(商標)Microporous Filmなどの、16g/m2の坪量の好適な通気性バックシートフィルム800の層が、図21に示されるように、CD幅寸法S及びMD長寸法Tで切断される。いくつかの実施形態では、試料の長軸Tがバックシートフィルム材料の機械方向MDに対して平行であるように、寸法Sは40mmであってよく、また寸法Tは488mmであってよい。図21に示されるように、バックシートフィルム800の試料は、第1の機械方向縁部802、第2の機械方向縁部804、第1の横断方向縁部806、及び第2の機械横断方向縁部808を有する。バックシートフィルム層800は次に、図22に示されるように、不織布700及びバックシートフィルム800の第1の機械方向縁部702、802及び第1の機械横断方向縁部706、806が、不織布700とバックシートフィルム800との間で伸張された弾性素材718とそろうように、組み立てられた弾性材料718及びカフ材料700に適用される。ハンドローラーを使用して、接着剤710が確実に、弾性素材718、不織布700、及びバックシートフィルム層800に接合するように十分な圧力がサンプル全体に印加される。
外側カフは、後述のテスト方法の項で説明されるカフ引張試験における外側カフに対する方法に従って、試験される。85%の延びでの第2の非荷重サイクル上の力値は、0.35N〜1.0Nであることができ、及び/又は、第2の非荷重サイクル上の0.05Nでのひずみ値は、60%〜80%であることができる。
また別の形式では、腰部開口部を有するパンツ型おむつが、上述の方法及び装置に従って構築されることができ、腰部開口部は、後に挙げる腰部伸張試験(パンツ型)に従って測定され得る力特性の範囲を有するように構成される。いくつかの実施形態では、2000gfにおける腰部輪長は、200〜800mmであることができ、500〜700mmであることができ、また550〜670mmであることができ、及び/又は、530mmの腰部輪長における非荷重力は、250〜2000gfであることができ、300〜1500gfであることができ、また3350〜1150gfであることができる。
また別の形式では、後側耳部を有するテープ型おむつが、上述の方法及び装置に従って構築されることができ、後側耳部は、後に挙げる腰部応力弛緩試験(テープ型おむつ)に従って測定され得る力特性の範囲を有するように構成される。いくつかの実施形態では、荷重サイクル中の4N力における伸長値は、30mm〜110mmであることができ、50mm〜100mmであることができ、また70mm〜90mmであることができる。荷重サイクル中の10N力における伸長値は、60mm〜180mmであることができ、100mm〜165mmであることができ、また135mm〜150mmであることができる。腰部応力弛緩試験(テープ型おむつ)の工程2に従って後述されるように、最大伸長に到達した後60分での力、F60は、最大伸長において測定され得る最大力Fmaxの45%を超えることができる。
試験方法の項
カフ引張試験
MTS Testworks version 4.0のMTS Alliance又は同等の計器などの、好適な引張試験器が使用される。試験器は、少なくとも試験される試料の幅と同等の幅であるグリップを備え、それは、上側グリップ及び下側グリップの双方について1つのゴムでコーティングされた面と1つの接触線面とで裏打ちされている。荷重計が、測定される最大荷重が荷重計の最大性能の10〜90%内であるように、使用される。計器が、製造者の仕様書に従って較正される。
カフ引張試験
MTS Testworks version 4.0のMTS Alliance又は同等の計器などの、好適な引張試験器が使用される。試験器は、少なくとも試験される試料の幅と同等の幅であるグリップを備え、それは、上側グリップ及び下側グリップの双方について1つのゴムでコーティングされた面と1つの接触線面とで裏打ちされている。荷重計が、測定される最大荷重が荷重計の最大性能の10〜90%内であるように、使用される。計器が、製造者の仕様書に従って較正される。
ピッチ長
使い捨て製品が、テープ又は他の好適な手段によって、平らな水平構成で保持される。製品の全長12.5mmに沿って、長手方向中心線の両側上で2回の切断が行われる。各切断は、製品全体を通って、その前側縁部から後方縁部までの長さに沿って、真っ直ぐに縦に行われる。中央の25mm幅のストリップが除去され、またトップシートが横断方向中心線に沿って切断される。試料の長手方向中心線に沿った長さが、最小張力下で±1mm以内まで決定される。これが、製品の測定ピッチ長である。調整ピッチ長は、測定ピッチ長から、引張試験器内の上側グリップ及び下側グリップ線の、それぞれ、上方又は下方に保持される任意の材料の合計長を差し引いたものである。したがって、仮に試料が、試料の両末端部でクランプ内の接触線を越えて10mm突出するように引張試験器内に装着されると、調整ピッチ長は測定ピッチ長から20mm差し引いたものとなる。
使い捨て製品が、テープ又は他の好適な手段によって、平らな水平構成で保持される。製品の全長12.5mmに沿って、長手方向中心線の両側上で2回の切断が行われる。各切断は、製品全体を通って、その前側縁部から後方縁部までの長さに沿って、真っ直ぐに縦に行われる。中央の25mm幅のストリップが除去され、またトップシートが横断方向中心線に沿って切断される。試料の長手方向中心線に沿った長さが、最小張力下で±1mm以内まで決定される。これが、製品の測定ピッチ長である。調整ピッチ長は、測定ピッチ長から、引張試験器内の上側グリップ及び下側グリップ線の、それぞれ、上方又は下方に保持される任意の材料の合計長を差し引いたものである。したがって、仮に試料が、試料の両末端部でクランプ内の接触線を越えて10mm突出するように引張試験器内に装着されると、調整ピッチ長は測定ピッチ長から20mm差し引いたものとなる。
外側カフ:
使い捨て製品が、テープ又は他の好適な手段によって、平らな水平構成で保持される。外側カフ試料が、鋭利な刃を使用して製品から切断される。切断は、試料が外側カフ弾性素材全体を含み、しかし内側カフ材料は全く含まないように、内側カフと外側カフとの間で製品の長手方向中心線に対して平行に行われる。各切断は、製品全体を通って、その前側縁部から後方縁部までの全長に沿って縦に真っ直ぐに行われ、カフに加えて試料内の全ての材料(任意の不織布、トップシート、接着剤、コア、バックシートなどを含む)は、試料内に留められる。
使い捨て製品が、テープ又は他の好適な手段によって、平らな水平構成で保持される。外側カフ試料が、鋭利な刃を使用して製品から切断される。切断は、試料が外側カフ弾性素材全体を含み、しかし内側カフ材料は全く含まないように、内側カフと外側カフとの間で製品の長手方向中心線に対して平行に行われる。各切断は、製品全体を通って、その前側縁部から後方縁部までの全長に沿って縦に真っ直ぐに行われ、カフに加えて試料内の全ての材料(任意の不織布、トップシート、接着剤、コア、バックシートなどを含む)は、試料内に留められる。
内側カフ:
使い捨て製品が、テープ又は他の好適な手段によって、平らな水平構成で保持される。内側カフ試料が、鋭利な刃を使用して製品から切断される。内側カフ全体が、カフを、トップシート、バックシート、又は他のおむつ構成要素へ結合している接合部のすぐ上で、製品の長さに沿って切断される。
使い捨て製品が、テープ又は他の好適な手段によって、平らな水平構成で保持される。内側カフ試料が、鋭利な刃を使用して製品から切断される。内側カフ全体が、カフを、トップシート、バックシート、又は他のおむつ構成要素へ結合している接合部のすぐ上で、製品の長さに沿って切断される。
試験は、23℃±2℃、及び相対湿度50%±2%で行われる。
試験手順:
試料が、試料の両末端部でクランプ内の接触線を越えて約10mm突出し、緩みが最小の状態で装着され得るように、標点距離が設定される。荷重計は、サンプルの装着後、0〜0.04Nの力を示さなくてはならない。値が0.04Nを超える場合、次に標点距離は、力が0〜0.04Nになるまで1mmずつ低減される。5.0重量グラムの予備荷重が、0.021cm/秒(0.5インチ/分)のクロスヘッド速度を使用して適用される。試料の調整標点距離は、5グラムの予備荷重が到達されるときのグリップ線間の距離である。サンプルは次に、254mm/分で調整ピッチ長の95%まで延ばされ(第1の荷重サイクル)、その伸長状態に5秒間保持される。次に、クロスヘッドが、254mm/分で調整標点距離へ戻され(第1の非荷重サイクル)、5秒間保持される。サンプルは再度、254mm/分で調整ピッチ長の95%まで延ばされ(第2の荷重サイクル)、その伸長状態に5秒間保持される。次に、クロスヘッドが、254mm/分で調整標点距離へ戻される(第2の非荷重サイクル)。
試料が、試料の両末端部でクランプ内の接触線を越えて約10mm突出し、緩みが最小の状態で装着され得るように、標点距離が設定される。荷重計は、サンプルの装着後、0〜0.04Nの力を示さなくてはならない。値が0.04Nを超える場合、次に標点距離は、力が0〜0.04Nになるまで1mmずつ低減される。5.0重量グラムの予備荷重が、0.021cm/秒(0.5インチ/分)のクロスヘッド速度を使用して適用される。試料の調整標点距離は、5グラムの予備荷重が到達されるときのグリップ線間の距離である。サンプルは次に、254mm/分で調整ピッチ長の95%まで延ばされ(第1の荷重サイクル)、その伸長状態に5秒間保持される。次に、クロスヘッドが、254mm/分で調整標点距離へ戻され(第1の非荷重サイクル)、5秒間保持される。サンプルは再度、254mm/分で調整ピッチ長の95%まで延ばされ(第2の荷重サイクル)、その伸長状態に5秒間保持される。次に、クロスヘッドが、254mm/分で調整標点距離へ戻される(第2の非荷重サイクル)。
腰部伸張試験(パンツ型)
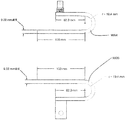
MTS Testworks version 4.0のMTS Alliance又は同等のものなどの、好適な引張試験器が使用される。試験器は、図23に指定される寸法に従うフック形状備品900A、900Bを備える。備品900A、900Bが、図24に示されるように、アームA及びBが水平で、かつ同一垂直面内にあるように、引張試験器上に装着及び整列される。荷重計が、測定される最大荷重が荷重計の最大性能の10〜90%内であるように、使用される。計器が、製造者の仕様書に従って較正される。試験は、23℃±2℃、及び相対湿度50%±2%で行われる。
MTS Testworks version 4.0のMTS Alliance又は同等のものなどの、好適な引張試験器が使用される。試験器は、図23に指定される寸法に従うフック形状備品900A、900Bを備える。備品900A、900Bが、図24に示されるように、アームA及びBが水平で、かつ同一垂直面内にあるように、引張試験器上に装着及び整列される。荷重計が、測定される最大荷重が荷重計の最大性能の10〜90%内であるように、使用される。計器が、製造者の仕様書に従って較正される。試験は、23℃±2℃、及び相対湿度50%±2%で行われる。
試験手順:
工程1:
サンプル製品がパッケージから取り外され、また製品のいかなる部分の伸張も回避するよう慎重に開かれる。製品が上側アームから自由に吊り下がるように、アームの自由端を、製品の腰部開口部を通して、またその後第1の脚部開口部を通して挿入することによって、製品が上側備品アーム上に装着され得る地点まで、引張試験器のクロスヘッドが持ち上げられる。製品が、その側部パネルが荷重計の垂直軸に対して中心付けられるように、アーム上に位置付けられる。
工程1:
サンプル製品がパッケージから取り外され、また製品のいかなる部分の伸張も回避するよう慎重に開かれる。製品が上側アームから自由に吊り下がるように、アームの自由端を、製品の腰部開口部を通して、またその後第1の脚部開口部を通して挿入することによって、製品が上側備品アーム上に装着され得る地点まで、引張試験器のクロスヘッドが持ち上げられる。製品が、その側部パネルが荷重計の垂直軸に対して中心付けられるように、アーム上に位置付けられる。
計器の荷重計が、製品が上側アームから自由に吊り下がっている状態で、風袋引きされる。クロスヘッドが次に、下側備品アームが、製品のいかなる部分も伸張することなく、製品の腰部開口部を通して、またその後第2の脚部開口部を通して挿入され得る地点まで、下げられる。双方の側部パネルが荷重計の垂直軸に対して中心付けられ、かつ製品の腰部内に張力が全くない(すなわち、腰部内に緩みがある)ように、製品が位置付けられる。クロスヘッドが次に、254mm/分の速度で、2000gfの荷重が獲得されるまで上昇され(第1のサイクル荷重)、クロスヘッドの位置が記録される。クロスヘッドが停止され、かつ30秒間保持され、次に254mm/分の速度で元の位置へ戻される(第1のサイクル非荷重)。
腰部応力弛緩試験(テープ型おむつ)
MTS Testworks version 4.0のMTS Alliance又は同等の計器などの、好適な引張試験器が使用される。試験器は、少なくとも試験される試料の幅と同等の幅であるグリップを備え、それは、上側グリップ及び下側グリップの双方について1つのゴムでコーティングされた面と1つの接触線面とで裏打ちされている。荷重計が、測定される最大荷重が荷重計の最大性能の10〜90%内であるように、使用される。計器が、製造者の仕様書に従って較正される。
MTS Testworks version 4.0のMTS Alliance又は同等の計器などの、好適な引張試験器が使用される。試験器は、少なくとも試験される試料の幅と同等の幅であるグリップを備え、それは、上側グリップ及び下側グリップの双方について1つのゴムでコーティングされた面と1つの接触線面とで裏打ちされている。荷重計が、測定される最大荷重が荷重計の最大性能の10〜90%内であるように、使用される。計器が、製造者の仕様書に従って較正される。
試験は、23℃±2℃、及び相対湿度50%℃±2%で行われる。
試験手順:
工程1:
サンプル製品が、そのパッケージから取り外され、また腰部又は側部パネル材料のうちのいずれの伸張も回避するよう慎重に開かれる。引張試験器の標点距離が、製品が腰部又は側部パネル材料のうちのいずれをも伸張することなく平らであるときに、テープタブを二分する線において、製品の幅より30mm小さいように設定される。これが、基準標点距離である。テープタブが開かれ、また、テープを製品の残りの部分に取着している接合部にグリップ線がすぐ隣接した状態で、各テープが引張試験器上の別々のグリップ内に装着される。
工程1:
サンプル製品が、そのパッケージから取り外され、また腰部又は側部パネル材料のうちのいずれの伸張も回避するよう慎重に開かれる。引張試験器の標点距離が、製品が腰部又は側部パネル材料のうちのいずれをも伸張することなく平らであるときに、テープタブを二分する線において、製品の幅より30mm小さいように設定される。これが、基準標点距離である。テープタブが開かれ、また、テープを製品の残りの部分に取着している接合部にグリップ線がすぐ隣接した状態で、各テープが引張試験器上の別々のグリップ内に装着される。
5.0重量グラムの予備荷重が、0.021cm/秒(0.5インチ/分)のクロスヘッド速度を使用してサンプルに適用される。5グラムの予備荷重が到達されるとき、これが調整標点距離となる。
次いで、サンプルが、15Nの力が観察されるまで、508mm/分[20インチ/分]のクロスヘッド速度で直ちに延ばされる(荷重サイクル)。次にクロスヘッドが停止され、508mm/分の速度で基準標点距離へ戻され(非荷重サイクル)、サンプルがグリップから取り外される。調整評点距離に基づき、荷重サイクル中の4N及び10Nにおける伸長値が記録される。
ΔL4N=(荷重サイクル中の4Nにおける標点距離)−(調整標点距離)
ΔL10N(荷重サイクル中の10Nにおける標点距離)−(調整標点距離)
ΔL10N(荷重サイクル中の10Nにおける標点距離)−(調整標点距離)
ステップ2:
2つ目の同じ製品が、そのパッケージから取り外され、また腰部又は側部パネル材料のうちのいずれをも伸張するのを回避するよう慎重に開かれる。テープタブが開かれ、また各テープが、上述の工程1に説明されるように、基準標点距離で引張試験器上の別々のグリップ内に装着される。サンプルが次に、工程1における調整標点距離に基づき、工程1における場合と同じ%の伸長が達成されるまで、508mm/分のクロスヘッド速度で延ばされる(荷重サイクル)。続いて、クロスヘッドが停止され、この位置に60分間保持される。工程2の荷重サイクル中に観察された最大力(Fmax)と、工程2の最大%伸長に到達した60分後における力(F60)とが、記録される。
2つ目の同じ製品が、そのパッケージから取り外され、また腰部又は側部パネル材料のうちのいずれをも伸張するのを回避するよう慎重に開かれる。テープタブが開かれ、また各テープが、上述の工程1に説明されるように、基準標点距離で引張試験器上の別々のグリップ内に装着される。サンプルが次に、工程1における調整標点距離に基づき、工程1における場合と同じ%の伸長が達成されるまで、508mm/分のクロスヘッド速度で延ばされる(荷重サイクル)。続いて、クロスヘッドが停止され、この位置に60分間保持される。工程2の荷重サイクル中に観察された最大力(Fmax)と、工程2の最大%伸長に到達した60分後における力(F60)とが、記録される。
本明細書に開示した寸法及び値は、記述された正確な数値に厳しく限定されるものと理解すべきでない。むしろ、特に言及しない限り、そのようなそれぞれの寸法は、記述された値と、その値の周辺の機能的に同等の範囲との両方を意味することを意図する。例えば、「40mm」として開示された寸法は、「約40mm」を意味することを意図する。
相互参照されるか又は関連するすべての特許又は特許出願を含む、本願に引用されるすべての文書を、特に除外すること又は限定することを明言しないかぎりにおいて、その全容にわたって本願に援用するものである。いずれの文献の引用も、こうした文献が本願で開示又は特許請求されるすべての発明に対する先行技術であることを容認するものではなく、また、こうした文献が、単独で、あるいは他のすべての参照文献とのあらゆる組み合わせにおいて、こうした発明のいずれかを参照、教示、示唆又は開示していることを容認するものでもない。更に、本文書において、用語の任意の意味又は定義の範囲が、参考として組み込まれた文書中の同様の用語の任意の意味又は定義と矛盾する場合には、本文書中で用語に割り当てられる意味又は定義に準拠するものとする。
本発明の特定の実施形態が例示され記載されてきたが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正を実施できることが、当業者には自明であろう。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を添付の特許請求の範囲で扱うものとする。
Claims (11)
- 吸収性物品の製作のための、第1の構成及び第2の構成で動作するように適合された加工装置(300)であって、
前記加工装置が、一連の変換を生じさせるように適合された変換機構を備え、
前記第1の構成では、第1の複数の前記変換機構が、複数のテープ型おむつ(100T)を生産するように配列され、前記第1の複数の変換機構が第1の数の変換を生じさせ、
前記第2の構成では、第2の複数の前記変換機構が、複数のパンツ型おむつ(100P)を生産するように配列され、前記第2の複数の変換機構が第2の数の変換を生じさせ、
前記第2の数の変換のうちの70%より多くが、前記第1の数の変換と同じである、加工装置。 - 前記第1の複数の変換機構が、第1の複数のプロセスを遂行するように配列され、前記第1の複数のプロセスが前記第1の数の変換を含む、請求項1に記載の加工装置。
- 前記第2の複数の変換機構が、第2の複数のプロセスを遂行するように配列され、前記第2の複数のプロセスが前記第2の数の変換を含む、請求項2に記載の加工装置。
- 前記第1の複数のプロセスが、トップシートアセンブリプロセス(1001)と、脚部カフアセンブリプロセス(1003)と、コアアセンブリプロセス(1002)と、バックシートアセンブリプロセス(1004)と、脚部弾性素材アセンブリプロセス(1005)と、後側耳部アセンブリプロセス(1006T)と、前側耳部アセンブリプロセス(1007T)と、ランディングゾーンアセンブリプロセス(1008T)と、最終形成プロセス(1009)とを含む、請求項3に記載の加工装置。
- 前記第2の複数のプロセスが、前記トップシートアセンブリプロセス(1001)と、前記脚部カフアセンブリプロセス(1003)と、前記コアアセンブリプロセス(1002)と、前記バックシートアセンブリプロセス(1004)と、前記脚部弾性素材アセンブリプロセス(1005)と、前記最終形成プロセス(1009)と、側部パネルアセンブリプロセス(1006P)とを含む、請求項4に記載の加工装置。
- 前記第2の複数のプロセスが、前記トップシートアセンブリプロセス(1001)と、前記脚部カフアセンブリプロセス(1003)と、前記コアアセンブリプロセス(1002)と、前記バックシートアセンブリプロセス(1004)と、前記脚部弾性素材アセンブリプロセス(1005)と、前記最終形成プロセス(1009)と、後方耳部パネルアセンブリプロセス(1006P)と、前側耳部パネルアセンブリプロセス(1007P)とを含む、請求項4に記載の加工装置。
- 前記第1の複数の変換機構が、折り畳みドラム(306)と引き剥がしロール(308)とを備える折り畳み装置(302)を備え、前記第2の複数の変換機構が、前記折り畳みドラム(306)と前記引き剥がしロール(308)とを備える折り畳み装置(302)を備える、請求項1〜6のいずれか一項に記載の加工装置。
- 前記複数のテープ型おむつのそれぞれ及び前記複数のパンツ型おむつのそれぞれが、0.25〜0.45Nの85%の延びでの第2の非荷重サイクル上の力値、又は50%〜75%の第2の非荷重サイクル上の0.05Nでのひずみ値を有する、内側カフを備える、請求項1〜7のいずれか一項に記載の加工装置。
- 前記複数のテープ型おむつのそれぞれ及び前記複数のパンツ型おむつのそれぞれが、0.35N〜1.0Nの85%の延びでの第2の非荷重サイクル上の力値、又は60%〜80%の第2の非荷重サイクル上の0.05Nでのひずみ値を有する、外側カフを備える、請求項1〜8のいずれか一項に記載の加工装置。
- 前記複数のパンツ型おむつのそれぞれが、200mm〜800mmの2000gfでの腰部輪長、又は250gf〜2000gfの530mmの腰部輪長での非荷重力を備える、請求項1〜9のいずれか一項に記載の加工装置。
- 前記複数のテープ型おむつのそれぞれが、30mm〜110mmの荷重サイクル中の4N力での伸長値、又は60mm〜180mmの荷重サイクル中の10N力での伸長値を備える、後側耳部を備える、請求項1〜10のいずれか一項に記載の加工装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US32235910P | 2010-04-09 | 2010-04-09 | |
| US61/322,359 | 2010-04-09 | ||
| PCT/US2011/030286 WO2011126828A1 (en) | 2010-04-09 | 2011-03-29 | Reconfigurable converting lines and methods for fabricating both taped diapers and pant diapers |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013523331A true JP2013523331A (ja) | 2013-06-17 |
Family
ID=44166509
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013503787A Pending JP2013523331A (ja) | 2010-04-09 | 2011-03-29 | テープ型おむつ及びパンツ型おむつの双方を製作するための再構成可能な加工ライン及び方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20110247199A1 (ja) |
| EP (1) | EP2555729A1 (ja) |
| JP (1) | JP2013523331A (ja) |
| CN (1) | CN102834082A (ja) |
| BR (1) | BR112012025369A2 (ja) |
| CA (1) | CA2795510A1 (ja) |
| CL (1) | CL2012002821A1 (ja) |
| MX (1) | MX2012011752A (ja) |
| PH (1) | PH12012502000A1 (ja) |
| RU (1) | RU2012142998A (ja) |
| SG (1) | SG184498A1 (ja) |
| WO (1) | WO2011126828A1 (ja) |
| ZA (1) | ZA201207553B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016526981A (ja) * | 2013-06-27 | 2016-09-08 | ザ プロクター アンド ギャンブル カンパニー | 獲得/分配システムの配置によって改善された性能を備える使い捨て吸収性物品群 |
| JP2017509388A (ja) * | 2014-02-18 | 2017-04-06 | ジーディーエム エス.ピー.エー.Gdm S.P.A. | 吸収性衛生用品を形成するための方法および機械 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9017241B2 (en) | 2010-04-09 | 2015-04-28 | The Procter & Gamble Company | Methods and apparatuses for tucking side panels of absorbent articles |
| US9226861B2 (en) | 2010-04-09 | 2016-01-05 | Gary Dean Lavon | Converting lines and methods for fabricating both taped and pant diapers comprising substantially identical chassis |
| US11980530B2 (en) | 2010-04-09 | 2024-05-14 | The Procter & Gamble Company | Taped and pant diapers comprising substantially identical chassis |
| US8870732B2 (en) | 2010-04-09 | 2014-10-28 | The Procter & Gamble Company | Methods and apparatuses for tucking side panels of absorbent articles |
| JP5841758B2 (ja) * | 2011-07-01 | 2016-01-13 | ユニ・チャーム株式会社 | 吸収性物品の排出方法 |
| BR112014020014A8 (pt) | 2012-02-13 | 2017-07-11 | Procter & Gamble | Artigos absorventes que compreendem chassi substancialmente idêntico |
| US20130211357A1 (en) * | 2012-02-13 | 2013-08-15 | The Procter & Gamble Company | Absorbent articles comprising substantially identical chassis |
| CA2864520A1 (en) * | 2012-02-13 | 2013-08-22 | The Procter & Gamble Company | Absorbent articles comprising substantially identical chassis |
| US9764905B2 (en) | 2012-10-23 | 2017-09-19 | The Procter & Gamble Plaza | Method and apparatus for advancing an absorbent article |
| JP2016517780A (ja) * | 2013-05-16 | 2016-06-20 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品を折り畳むための方法及び装置 |
| JP6211684B2 (ja) | 2013-05-16 | 2017-10-11 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品を折り畳むための方法 |
| US20140339046A1 (en) | 2013-05-16 | 2014-11-20 | The Procter & Gamble Company | Methods and Apparatuses for Rejecting Defective Absorbent Articles from a Converting Line |
| US9910429B2 (en) | 2013-09-03 | 2018-03-06 | The Procter & Gamble Company | Systems and methods for adjusting target manufacturing parameters on an absorbent product converting line |
| US10219955B2 (en) * | 2014-06-06 | 2019-03-05 | The Procter & Gamble Company | Flexible manufacturing and article arrays from the same |
| US9750646B2 (en) | 2014-06-26 | 2017-09-05 | The Procter & Gamble Company | Systems and methods for monitoring and controlling an absorbent article converting line |
| EP3316835B1 (en) | 2015-06-30 | 2021-02-24 | The Procter and Gamble Company | Chassis design for absorbent article |
| US10561542B2 (en) * | 2015-06-30 | 2020-02-18 | The Procter & Gamble Company | Absorbent article with elasticized region |
| EP3316838B1 (en) | 2015-06-30 | 2019-03-20 | The Procter and Gamble Company | Absorbent article with elasticized region |
| JP2018519079A (ja) | 2015-06-30 | 2018-07-19 | ザ プロクター アンド ギャンブル カンパニー | 伸縮性腰部領域を備える吸収性物品 |
| US10492962B2 (en) | 2015-09-18 | 2019-12-03 | The Procter & Gamble Company | Absorbent articles comprising substantially identical chassis and substantially identical flaps |
| EP3349707A1 (en) | 2015-09-18 | 2018-07-25 | The Procter and Gamble Company | Absorbent articles comprising substantially identical belt flaps |
| WO2018089088A1 (en) | 2016-11-09 | 2018-05-17 | The Procter & Gamble Company | Array of absorbent articles with ear portions |
| CN112603661A (zh) * | 2020-12-13 | 2021-04-06 | 浙江新余宏智能装备有限公司 | 一种纸尿裤及纸尿裤制作工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03231660A (ja) * | 1990-02-08 | 1991-10-15 | Daio Paper Corp | 紙おむつとその製造方法 |
| JP2004033549A (ja) * | 2002-07-04 | 2004-02-05 | Uni Charm Corp | 使い捨ておむつの製造方法 |
| JP2006326313A (ja) * | 2005-05-25 | 2006-12-07 | Gdm Spa | 躾用パンツ型おむつを折りたたんで仕上げるための方法および装置 |
| US20070213678A1 (en) * | 2006-03-10 | 2007-09-13 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for manufacturing several distinct disposable absorbent articles on a single machine |
| JP2008142566A (ja) * | 2001-06-29 | 2008-06-26 | Procter & Gamble Co | サイズ調整機構を有する吸収性物品 |
| JP2009539483A (ja) * | 2006-06-07 | 2009-11-19 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品用伸縮性外側カバー及びその製造プロセス |
Family Cites Families (76)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2075189A (en) | 1935-10-24 | 1937-03-30 | Us Rubber Prod Inc | Crinkled rubber and method of making |
| US3025199A (en) | 1956-06-13 | 1962-03-13 | Kimberly Clark Co | Puffed cellulosic product and method of manufacture |
| US3848594A (en) | 1973-06-27 | 1974-11-19 | Procter & Gamble | Tape fastening system for disposable diaper |
| US3860003B2 (en) | 1973-11-21 | 1990-06-19 | Contractable side portions for disposable diaper | |
| US4107364A (en) | 1975-06-06 | 1978-08-15 | The Procter & Gamble Company | Random laid bonded continuous filament cloth |
| US4209563A (en) | 1975-06-06 | 1980-06-24 | The Procter & Gamble Company | Method for making random laid bonded continuous filament cloth |
| US4909803A (en) | 1983-06-30 | 1990-03-20 | The Procter And Gamble Company | Disposable absorbent article having elasticized flaps provided with leakage resistant portions |
| US4515595A (en) | 1982-11-26 | 1985-05-07 | The Procter & Gamble Company | Disposable diapers with elastically contractible waistbands |
| US4610678A (en) | 1983-06-24 | 1986-09-09 | Weisman Paul T | High-density absorbent structures |
| CA1259151A (en) | 1985-02-01 | 1989-09-12 | Kenneth B. Buell | Disposable waste containment garment |
| PH23956A (en) | 1985-05-15 | 1990-01-23 | Procter & Gamble | Absorbent articles with dual layered cores |
| US4695278A (en) | 1985-10-11 | 1987-09-22 | The Procter & Gamble Company | Absorbent article having dual cuffs |
| US4662875A (en) | 1985-11-27 | 1987-05-05 | The Procter & Gamble Company | Absorbent article |
| IL82511A (en) | 1986-05-28 | 1992-09-06 | Procter & Gamble | Apparatus for and methods of airlaying fibrous webs having discrete particles therein |
| US4834735A (en) | 1986-07-18 | 1989-05-30 | The Proctor & Gamble Company | High density absorbent members having lower density and lower basis weight acquisition zones |
| CA1290501C (en) | 1986-10-10 | 1991-10-15 | Jerry Layne Dragoo | Absorbent article having leakage resistant dual cuffs |
| US4846815A (en) | 1987-01-26 | 1989-07-11 | The Procter & Gamble Company | Disposable diaper having an improved fastening device |
| US4834741A (en) | 1987-04-27 | 1989-05-30 | Tuff Spun Products, Inc. | Diaper with waist band elastic |
| US4940464A (en) | 1987-12-16 | 1990-07-10 | Kimberly-Clark Corporation | Disposable incontinence garment or training pant |
| US4894060A (en) | 1988-01-11 | 1990-01-16 | Minnesota Mining And Manufacturing Company | Disposable diaper with improved hook fastener portion |
| US5124111A (en) | 1989-09-15 | 1992-06-23 | Kimberly-Clark Corporation | Method of forming a substantially continous swirled filament |
| US4946527A (en) | 1989-09-19 | 1990-08-07 | The Procter & Gamble Company | Pressure-sensitive adhesive fastener and method of making same |
| JP2664501B2 (ja) | 1989-12-22 | 1997-10-15 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
| FR2657477A1 (fr) | 1990-01-19 | 1991-07-26 | Cit Alcatel | Procede de protection contre la saturation de la base de donnees d'un enregistreur de localisation des visiteurs pour un systeme de radiotelephonie cellulaire. |
| US5360420A (en) | 1990-01-23 | 1994-11-01 | The Procter & Gamble Company | Absorbent structures containing stiffened fibers and superabsorbent material |
| US5121011A (en) | 1990-05-31 | 1992-06-09 | Fujitsu Limited | Driver circuit for driving an analog device |
| US5151092A (en) | 1991-06-13 | 1992-09-29 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5167897A (en) | 1991-02-28 | 1992-12-01 | The Procter & Gamble Company | Method for incrementally stretching a zero strain stretch laminate web to impart elasticity thereto |
| US5221274A (en) | 1991-06-13 | 1993-06-22 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5330458A (en) | 1991-06-13 | 1994-07-19 | The Procter & Gamble Company | Absorbent article with elastic feature having a portion mechanically prestrained |
| US5246433A (en) | 1991-11-21 | 1993-09-21 | The Procter & Gamble Company | Elasticized disposable training pant and method of making the same |
| US5366782A (en) | 1992-08-25 | 1994-11-22 | The Procter & Gamble Company | Polymeric web having deformed sections which provide a substantially increased elasticity to the web |
| US5383988A (en) * | 1992-09-10 | 1995-01-24 | Paragon Trade Brands, Inc. | Modular apparatus for fabricating an absorbent article |
| US5518801A (en) | 1993-08-03 | 1996-05-21 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior |
| US5643588A (en) | 1994-11-28 | 1997-07-01 | The Procter & Gamble Company | Diaper having a lotioned topsheet |
| US5599335A (en) | 1994-03-29 | 1997-02-04 | The Procter & Gamble Company | Absorbent members for body fluids having good wet integrity and relatively high concentrations of hydrogel-forming absorbent polymer |
| US6861571B1 (en) | 1994-11-28 | 2005-03-01 | The Procter & Gamble Company | Article having a lotioned topsheet |
| US5772825A (en) | 1994-12-22 | 1998-06-30 | The Procter & Gamble Company | Method for making an undergarment having side seams |
| US5779831A (en) | 1994-12-24 | 1998-07-14 | The Procter & Gamble Company | Method and apparatus for making an undergarment having overlapping or butt-type side seams |
| US5569234A (en) | 1995-04-03 | 1996-10-29 | The Procter & Gamble Company | Disposable pull-on pant |
| US5628097A (en) | 1995-09-29 | 1997-05-13 | The Procter & Gamble Company | Method for selectively aperturing a nonwoven web |
| US6120489A (en) | 1995-10-10 | 2000-09-19 | The Procter & Gamble Company | Flangeless seam for use in disposable articles |
| US5662638A (en) | 1995-10-10 | 1997-09-02 | The Procter & Gamble Company | Flangeless seam for use in disposable articles |
| US5622589A (en) | 1995-10-10 | 1997-04-22 | The Procter & Gamble Company | Method for making a flangeless seam for use in disposable articles |
| US5607537A (en) | 1995-10-10 | 1997-03-04 | The Procter & Gamble Company | Method for making a flangeless seam for use in disposable articles |
| US6107539A (en) | 1995-11-14 | 2000-08-22 | The Procter & Gamble Company | Disposable absorbent articles having reduced surface wetness |
| US5897545A (en) | 1996-04-02 | 1999-04-27 | The Procter & Gamble Company | Elastomeric side panel for use with convertible absorbent articles |
| US5702551A (en) | 1996-04-03 | 1997-12-30 | The Procter & Gamble Company | Method for assembling a multi-piece absorbent article |
| US6120487A (en) | 1996-04-03 | 2000-09-19 | The Procter & Gamble Company | Disposable pull-on pant |
| US5735840A (en) | 1996-09-20 | 1998-04-07 | The Procter & Gamble Company | Disposable diaper with integral backsheet landing zone |
| US6042673A (en) | 1997-05-15 | 2000-03-28 | The Procter & Gamble Company | Method for making a flangeless seam for use in disposable articles |
| US6251097B1 (en) | 1997-09-04 | 2001-06-26 | The Procter & Gamble Company | Absorbent article fastening device |
| US6432098B1 (en) | 1997-09-04 | 2002-08-13 | The Procter & Gamble Company | Absorbent article fastening device |
| US6107537A (en) | 1997-09-10 | 2000-08-22 | The Procter & Gamble Company | Disposable absorbent articles providing a skin condition benefit |
| US6545197B1 (en) | 1998-05-02 | 2003-04-08 | The Procter & Gamble Company | Disposable absorbent article having an improved topsheet |
| DE60024126T2 (de) | 1999-09-17 | 2006-07-27 | The Procter & Gamble Company, Cincinnati | Elastomere Materialien mit niedriger Spannungsrelaxation |
| US6153209A (en) | 1999-09-28 | 2000-11-28 | The Procter & Gamble Company | Article having a transferable breathable skin care composition thereon |
| JP3196933B2 (ja) | 1999-09-29 | 2001-08-06 | 株式会社日本吸収体技術研究所 | 繊維状化ホットメルトにより表面被覆加工された吸水性複合体、その製造法及び吸収体物品 |
| US6574520B1 (en) * | 2000-02-02 | 2003-06-03 | The Procter & Gamble Company | Flexible manufacturing system |
| US20040158212A1 (en) | 2003-02-10 | 2004-08-12 | The Procter & Gamble Company | Disposable absorbent article comprising a durable hydrophilic core wrap |
| US6723035B2 (en) | 2001-09-28 | 2004-04-20 | Kimberly-Clark Worldwide, Inc. | Method of tucking side panels with side panel fold location control |
| US6776316B2 (en) | 2001-09-28 | 2004-08-17 | Kimberly-Clark Worldwide, Inc. | Method of tucking refastenable side seams |
| MXPA04004111A (es) | 2001-11-05 | 2004-07-23 | Procter & Gamble | Articulos que comprenden miembros termoplasticos impregnados y metodo para su fabricacion. |
| US6669618B2 (en) | 2001-12-21 | 2003-12-30 | The Procter & Gamble Company | Method of dynamically pre-fastening a disposable absorbent article having a slot-and-tab fastening system |
| US20030233082A1 (en) | 2002-06-13 | 2003-12-18 | The Procter & Gamble Company | Highly flexible and low deformation fastening device |
| ATE328150T1 (de) | 2002-09-30 | 2006-06-15 | Procter & Gamble | Hydrophile vliese enthaltende absorbierende artikel |
| US8568382B2 (en) | 2004-03-29 | 2013-10-29 | The Procter & Gamble Company | Disposable absorbent articles having co-elongation |
| US7820875B2 (en) | 2004-03-29 | 2010-10-26 | The Procter & Gamble Company | Disposable absorbent articles being adaptable to wearer's anatomy |
| US7799006B2 (en) | 2005-09-30 | 2010-09-21 | The Procter & Gamble Company | Fastening system having multiple engagement orientations |
| US8652116B2 (en) | 2005-09-30 | 2014-02-18 | The Procter & Gamble Company | Preferential bend structure and articles containing said structure |
| US8968265B2 (en) | 2005-09-30 | 2015-03-03 | The Procter & Gamble Company | Absorbent article fastening device having stiffness changing characteristics |
| US8211079B2 (en) | 2005-09-30 | 2012-07-03 | The Procter & Gamble Company | Anti-pop open macrofasteners |
| WO2008057435A2 (en) | 2006-11-02 | 2008-05-15 | The Procter & Gamble Company | Non-tacky adhesive fastening system |
| US7955244B2 (en) | 2007-09-07 | 2011-06-07 | The Procter & Gamble Company | System for bifolding an absorbent article |
| US20090312737A1 (en) | 2008-06-17 | 2009-12-17 | Gary Dean Lavon | Absorbent Article Comprising A Barrier Attachment Zone |
| US8321049B2 (en) * | 2009-08-20 | 2012-11-27 | The Procter & Gamble Company | Flexible manufacturing systems and methods |
-
2011
- 2011-03-29 MX MX2012011752A patent/MX2012011752A/es not_active Application Discontinuation
- 2011-03-29 CN CN2011800181995A patent/CN102834082A/zh active Pending
- 2011-03-29 JP JP2013503787A patent/JP2013523331A/ja active Pending
- 2011-03-29 CA CA2795510A patent/CA2795510A1/en not_active Abandoned
- 2011-03-29 US US13/074,058 patent/US20110247199A1/en not_active Abandoned
- 2011-03-29 PH PH1/2012/502000A patent/PH12012502000A1/en unknown
- 2011-03-29 BR BR112012025369A patent/BR112012025369A2/pt not_active IP Right Cessation
- 2011-03-29 WO PCT/US2011/030286 patent/WO2011126828A1/en active Application Filing
- 2011-03-29 RU RU2012142998/12A patent/RU2012142998A/ru unknown
- 2011-03-29 EP EP11714462A patent/EP2555729A1/en not_active Withdrawn
- 2011-03-29 SG SG2012074654A patent/SG184498A1/en unknown
-
2012
- 2012-10-08 ZA ZA2012/07553A patent/ZA201207553B/en unknown
- 2012-10-09 CL CL2012002821A patent/CL2012002821A1/es unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03231660A (ja) * | 1990-02-08 | 1991-10-15 | Daio Paper Corp | 紙おむつとその製造方法 |
| JP2008142566A (ja) * | 2001-06-29 | 2008-06-26 | Procter & Gamble Co | サイズ調整機構を有する吸収性物品 |
| JP2004033549A (ja) * | 2002-07-04 | 2004-02-05 | Uni Charm Corp | 使い捨ておむつの製造方法 |
| JP2006326313A (ja) * | 2005-05-25 | 2006-12-07 | Gdm Spa | 躾用パンツ型おむつを折りたたんで仕上げるための方法および装置 |
| US20070213678A1 (en) * | 2006-03-10 | 2007-09-13 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for manufacturing several distinct disposable absorbent articles on a single machine |
| JP2009539483A (ja) * | 2006-06-07 | 2009-11-19 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品用伸縮性外側カバー及びその製造プロセス |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016526981A (ja) * | 2013-06-27 | 2016-09-08 | ザ プロクター アンド ギャンブル カンパニー | 獲得/分配システムの配置によって改善された性能を備える使い捨て吸収性物品群 |
| JP2017509388A (ja) * | 2014-02-18 | 2017-04-06 | ジーディーエム エス.ピー.エー.Gdm S.P.A. | 吸収性衛生用品を形成するための方法および機械 |
| US10441477B2 (en) | 2014-02-18 | 2019-10-15 | Gdm S.P.A. | Process and machine for forming an absorbent sanitary article |
Also Published As
| Publication number | Publication date |
|---|---|
| PH12012502000A1 (en) | 2013-01-14 |
| RU2012142998A (ru) | 2014-05-20 |
| CA2795510A1 (en) | 2011-10-13 |
| CN102834082A (zh) | 2012-12-19 |
| ZA201207553B (en) | 2015-06-24 |
| MX2012011752A (es) | 2012-11-16 |
| US20110247199A1 (en) | 2011-10-13 |
| EP2555729A1 (en) | 2013-02-13 |
| CL2012002821A1 (es) | 2013-02-01 |
| BR112012025369A2 (pt) | 2016-06-28 |
| SG184498A1 (en) | 2012-11-29 |
| WO2011126828A1 (en) | 2011-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11571340B2 (en) | Taped and pant diapers comprising substantially identical chassis | |
| JP2013523331A (ja) | テープ型おむつ及びパンツ型おむつの双方を製作するための再構成可能な加工ライン及び方法 | |
| US11607351B2 (en) | Methods of making laminates for absorbent articles | |
| JP5526133B2 (ja) | 吸収性の失禁用使い捨てオムツ | |
| JP6009668B2 (ja) | 弾性構成要素を吸収性物品に取り付ける方法 | |
| JP6092394B2 (ja) | 加工ライン中の吸収性物品を搬送するための方法及び装置 | |
| US20120246915A1 (en) | Converting System for Fabricating Taped Diapers and Pant Diapers | |
| JP2015180285A (ja) | 予め締結された再締結可能な使い捨て可能な吸収性物品の製造方法 | |
| JP2014508627A (ja) | テープ型おむつ及びパンツ型おむつを製造するための加工システム | |
| US11980530B2 (en) | Taped and pant diapers comprising substantially identical chassis | |
| US9572721B2 (en) | Method for manufacturing absorbent articles including a discrete barrier member | |
| GB2484139A (en) | A continuous process of manufacturing an article to be worn on the lower torso |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140415 |