JP5622347B2 - 慣性センサ装置 - Google Patents
慣性センサ装置 Download PDFInfo
- Publication number
- JP5622347B2 JP5622347B2 JP2007119281A JP2007119281A JP5622347B2 JP 5622347 B2 JP5622347 B2 JP 5622347B2 JP 2007119281 A JP2007119281 A JP 2007119281A JP 2007119281 A JP2007119281 A JP 2007119281A JP 5622347 B2 JP5622347 B2 JP 5622347B2
- Authority
- JP
- Japan
- Prior art keywords
- axis
- gyro sensor
- lead terminal
- inertial sensor
- sensor device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01P—MEASURING LINEAR OR ANGULAR SPEED, ACCELERATION, DECELERATION, OR SHOCK; INDICATING PRESENCE, ABSENCE, OR DIRECTION, OF MOVEMENT
- G01P1/00—Details of instruments
- G01P1/02—Housings
- G01P1/023—Housings for acceleration measuring devices
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01C—MEASURING DISTANCES, LEVELS OR BEARINGS; SURVEYING; NAVIGATION; GYROSCOPIC INSTRUMENTS; PHOTOGRAMMETRY OR VIDEOGRAMMETRY
- G01C19/00—Gyroscopes; Turn-sensitive devices using vibrating masses; Turn-sensitive devices without moving masses; Measuring angular rate using gyroscopic effects
- G01C19/56—Turn-sensitive devices using vibrating masses, e.g. vibratory angular rate sensors based on Coriolis forces
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
- H05K3/3421—Leaded components
- H05K3/3426—Leaded components characterised by the leads
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
Description
このような慣性センサにより角速度や加速度等を検出する場合は、検出すべき方向に検出軸を向ける必要があり、例えば、ジャイロセンサであれば検出軸が鉛直上方を向くように設置する必要があった。
図15は、センターコンソールに設置されたナビゲーション本体を示した図であり、(a)はその全体斜視図、(b)はカーナビゲーション本体に実装されているジャイロセンサを示した図である。
図15(a)に示すように、センターコンソール102にナビゲーション本体100を設置する場合、ナビゲーション本体100に取り付けられている表示装置101の視認性や、図示しない操作パネルの操作性の観点から表示装置101、及び操作パネルの盤面を運転者の目線方向に向けることが好ましい。つまり、ナビゲーション本体100を水平方向から斜め上方に傾斜させてセンターコンソール102内に設置することが好ましい。しかしながら、ナビゲーション本体100を斜め上方に傾斜させてセンターコンソール102に設置した場合は、図15(b)に示すようにナビゲーション本体100内のプリント基板103上に実装されているジャイロセンサ104の検出軸Gが、本来向けられるべき方向である鉛直方向Vからナビゲーション本体100の取り付け角度(傾き角)θだけ傾いてしまうため、ジャイロセンサ104において検出される角速度に誤差が生じる。
このため、カーナビゲーション装置では、斜めに傾けて搭載した場合でも正確に検出を行なうことができる慣性センサが求められ、そのようなセンサが各種提案されている。
また特許文献2には、一定の方向性を有する物理量の当該方向、及び大きさを検出する検出素子と、検出素子を固定支持する取付部とを備えるセンサ装置において、検出素子が方向、及び大きさを検出する基準である検出軸の方向と当該検出する際に実際に検出素子に加わる物理量の方向との差として予測される角度差を減少させる減少方向に予め設定された減少角度だけ傾斜して取付部に固定するようにしたセンサ装置が開示されている。
また特許文献3には、振動子を支持基板に接続する脚部、及びその支持基板とパッケージ用基板とを接続する接着剤によって、パッケージ内の振動子の角度を設定し、振動子の検出軸を所望方向に配向させるようにした振動子の支持構造が開示されている。
また上記特許文献1、2に開示されているセンサでは、検出素子自体を傾けて取り付ける必要があるため、取り付け角度ごとに専用の冶具が必要になり、製造コストの上昇を招いていた。このように専用の冶具が必要になるのは、特許文献1、2に開示されているセンサでは、検出素子を取付部に取り付けた後、検出素子にレーザを照射してセンサの調整を行っているため、検出素子の取り付け角度を変えた場合は取り付け角度ごとレーザの焦点が異なり、冶具を共有化することができないからである。
また上記特許文献2では、検出素子を傾けて取り付けるために、検出素子自体にスリットを形成するようにしている。このため、検出素子の加工コストが高くなり、この点からも製造コストの上昇を招いていた。
さらにまた、上記特許文献1、2では、センサの内部で検出素子を傾けるようにしているため、センサを実装基板に実装する際に、検出軸の角度を任意の角度に変更することができないという問題点があった。
また、特許文献1、2における取付部は素子を直接固定するものであり、取付部が振動子からの振動漏れや、不要振動モードなどの発生原因になり、物理量の検出性能を悪くする場合がある。
そこで、発明者は、従来の接合方法によりセンサ素子を固定したセンサデバイスを、リードフレームに接合してモールドする方法に着目した。この方法によれば、センサ素子は従来の接合方法にて固定されるので振動漏れや不要振動モードの発生が抑えられ、センサが動作に応答する検出軸に応じた設置角度をリードフレームの形状によって制御することができるうえに、モールドすることにより機械的な強度を確保することができる。
しかしながら、この方法では、センサを収容したセンサデバイスは、リードフレームの形状を制御することにより、センサが動作に応答する検出軸に応じて実装面に対して傾けられる。このため、センサデバイスの外形に沿ってモールドする従来のモールド方法を用いてセンサ装置を形成すると、センサ装置の外形が実装面に対して平行でなくなる。このため、実装工程での作業性が悪くなる虞があった。
また、本発明は所定の傾斜を有する実装面に取り付けてもセンサの検出軸を精度良く設定でき、センサの検出軸とモールドの底面および上面とを所望の角度に設定することが可能で作業性が良好な慣性センサ装置の製造方法を提供することを目的とする。
また本発明の慣性センサ装置は、検出軸方向の物理量の大きさを検出する検出素子と、前記検出素子の略中央を支持する可撓性を有する複数の支持部材と、前記検出素子及び前記支持部材を収納するパッケージ用基板と、を備え、前記複数の支持部材の延長方向をX軸、前記検出素子の平面内において直交する軸をY軸、前記X軸と前記Y軸とに直交する軸をZ軸としたときに、前記支持部材に加わる前記検出素子のY軸方向の荷重成分が前記複数の支持部材において略同一であり、且つ、前記Z軸方向の荷重成分が前記複数の支持部材間において略同一である慣性センサと、前記慣性センサと電気的に接続され、前記慣性センサから一方に延出している第1リード端子と、前記慣性センサから他方に延出している第2リード端子と、前記第1リード端子および前記第2リード端子の一部と前記慣性センサとを収納し、少なくとも一方の側面に屈曲部を有しているモールドパッケージと、を備え、前記第1リード端子は、前記モールドパッケージから露出し、少なくとも前記一方の側面および前記屈曲部に沿って延出していることを特徴とする。
また本発明の慣性センサ装置は、検出軸方向の物理量の大きさに応じた信号を出力する検出素子と、前記検出素子の略中央を支持する可撓性を有する複数の支持部材と、前記検出素子及び前記支持部材を収納するパッケージ用基板と、を備え、前記複数の支持部材の延長方向をX軸、前記検出素子の平面内において直交する軸をY軸、前記X軸と前記Y軸とに直交する軸をZ軸としたときに、前記支持部材に加わる前記検出素子のY軸方向の荷重成分が前記複数の支持部材において略同一であり、且つ、前記Z軸方向の荷重成分が前記複数の支持部材間において略同一である慣性センサと、前記慣性センサと電気的に接続され、前記慣性センサから一方に延出している第1リード端子と、前記慣性センサから他方に延出している第2リード端子と、前記第1リード端子および前記第2リード端子の一部と前記慣性センサとを収納しているモールドパッケージと、を備え、前記第1リード端子と前記第2リード端子は、それぞれ前記モールドパッケージから露出している部分を含み、前記第1リード端子の前記露出している部分の長さは、前記第2リード端子の前記露出している部分の長さよりも長く、前記第1リード端子は前記露出している部分に、前記モールドパッケージから露出し、前記モールドパッケージの一方の側面に沿うように曲げられている第1屈折部と、前記モールドパッケージの前記一方の側面に沿い、前記モールドパッケージの実装側の面に沿うように曲げられている第2屈折部と、前記第1屈折部と前記第2屈折部との間に有し、前記モールドパッケージの前記一方の側面に設けられている屈曲部に沿うように曲げられている第3屈折部と、を含み、前記実装側の面を通過し、前記実装側の面と垂直方向の仮想線を設けたとき、前記第3屈折部と前記仮想線との間の距離は、前記第1屈折部と前記仮想線との間の距離および前記第2屈折部と前記仮想線との間の距離よりも長く、前記第1リード端子と前記第2リード端子は、実装基板に対して半田を介して実装されることを特徴とする。
このように構成すれば、複数の支持部材には加速度により等しい作用が働くため、加速度に伴う力の変化に対して支持部材の機械的共振周波数の設定条件を乱れ難くすることができる。即ち、支持部材の共振周波数が予期せぬ値に乱れ、更に、例えば、温度変化に伴い慣性センサの駆動周波数が変化する過程で、当該共振周波数が慣性センサの駆動振動付近に移動してしまうと、慣性センサの駆動周波数が支持部材の共振周波数に結合してしまい(誘引されてしまい)慣性センサの出力信号がジャンプするという不具合を防止することができる。
このように慣性センサを構成すると、慣性センサを傾斜させて配置した場合も複数の支持部材に加速度により等しい作用が働くため、加速度に伴う力の変化に対して支持部材の機械的共振周波数の設定条件を乱れ難くすることができる。即ち、支持部材の共振周波数が予期せぬ値に乱れ、更に、例えば、温度変化に伴い慣性センサの駆動周波数が変化する過程で、当該共振周波数が慣性センサの駆動振動付近に移動してしまうと、慣性センサの駆動周波数が支持部材の共振周波数に結合してしまい(誘引されてしまい)慣性センサの出力信号がジャンプするという不具合を防止することができる。
また、慣性センサを傾斜させた状態で慣性センサの駆動周波数を検査することが可能になり検査工程を簡略化することができる。
さらに、この場合は重力加速度とZ軸方向とは一致するので、Y軸方向は移動体の進行方向と一致することになるので、移動体の移動時の加速度に対しても支持部材の共振周波数が乱れ難いという利点がある。
このように構成すると、当該慣性センサを組み込んで傾斜構造の慣性センサ装置を構成したときに装置の低背化を実現することができる。
このように慣性センサ装置を構成すれば、複数の支持部材には加速度により等しい作用が働くため、加速度に伴う力の変化に対して支持部材の機械的共振周波数の設定条件を乱れ難くすることができる。即ち、支持部材の共振周波数が予期せぬ値に乱れ、更に、例えば、温度変化に伴い慣性センサの駆動周波数が変化する過程で、当該共振周波数が慣性センサの駆動振動付近に移動してしまうと、慣性センサの駆動周波数が支持部材の共振周波数に結合してしまい(誘引されてしまい)慣性センサの出力信号がジャンプするという不具合を防止することができる。
また本発明の慣性センサは、前記モールドパッケージが、該モールドパッケージの一部分から前記モールドパッケージの底面方向に向かって伸びるリード端子と、前記一部分と対向する前記モールドパッケージの一部分から前記リード端子より長いリード端子を前記モールドパッケージの底面方向に向かって伸びる構成を有し、前記長いリード端子は前記モールドパッケージ側に向けて複数の屈折部を有するように構成されていることを特徴とする。
このように構成すると、当該慣性センサを搭載基板に搭載したときの半田上がりによる慣性センサの浮きを防止することができる。
この構成によれば、上記した構成のモールド金型を用いることで、センサデバイスの底面と慣性センサ装置の底面とが角度をもって斜めに配置されるようにモールドを成形でき、慣性センサ装置の底面の法線と検出軸とが所定の角を成して形成される。
従って、慣性センサ装置が実装される傾斜した実装基板の基板面の法線と鉛直方向との成す角と同じ角度に慣性センサ装置の底面の法線と検出軸とが成す角を設定することで、傾斜した面に本発明の慣性センサ装置を取り付けてもセンサの検出軸を精度良く設定することができる慣性センサ装置を製造することができる。
また本発明は、検出軸方向の物理量の大きさを検出する検出素子と、前記検出素子を収納するパッケージ用基板と、を備え、前記パッケージ用基板の外底面が平坦であると共に、該外底面の形状が短辺と長辺とを有する矩形であり、且つ、前記外底面には実装接続する為の電極端子を有し、
パッケージ用基板は、前記外底面の短辺方向が傾斜した状態で前記電極端子を実装接続されるものであることを特徴とする。
このように構成すると、当該慣性センサを組み込んで傾斜構造の慣性センサ装置を構成したときに装置の低背化を実現することができる。
また本発明の慣性センサ装置は、前記パッケージ用基板は、外底面が平坦であると共に、該外底面の形状が短辺と長辺とを有する矩形であり、且つ、前記外底面には実装接続する為の電極端子を有し、前記パッケージ用基板は、前記外底面の短辺方向が傾斜した状態で前記電極端子を実装接続されるものであることを特徴とする。
また本発明の慣性センサ装置は、前記第2リード端子の前記露出している部分は、前記モールドパッケージから露出し、少なくとも前記モールドパッケージの他方の側面に沿って設けられていることを特徴とする。
なお、本実施形態では本発明の慣性センサの一例としてジャイロセンサを例に挙げて説明する。
図1は、本実施形態のジャイロセンサ装置の構成を示した図であり、(a)はその上面図、(b)は側面図である。
この図1に示すジャイロセンサ装置1は、その内部にジャイロセンサ10の角速度検出軸G(検出軸G)が当該ジャイロセンサ装置1の上面の垂線Vに対して角度θだけ傾いた状態で、例えば樹脂などのモールド材からなる樹脂部2により封止されている。樹脂部2の長手方向両側からは、それぞれ複数本のリード端子3が外部に引き出されている。
尚、ジャイロセンサ装置1の上面とジャイロセンサ装置1の搭載側の面とは平行である。リード端子3は、樹脂部2内においてジャイロセンサ10と電気的に接続されている。
この場合、樹脂部2の底面側に近い位置から露出しているリード端子3は、樹脂部2の底面に電極端子8を形成するためにリード端子3を屈折部4a、4bで内側に折り曲げるようにしている。一方、樹脂部2の底面側より離れた位置から露出しているリード端子3も、樹脂部2の底面に電極端子8を形成するためにリード端子3を折り曲げるようにしているが、樹脂部2から露出しているリード端子3のリード部分が長くなるため、屈折部4c、4d、4eで内側に折り曲げるようにしている。
また、本実施形態のジャイロセンサ装置1において、底面より離れた位置から露出しているリード端子3に屈折部4c、4d、4eを設けたのは以下の理由による。
例えば、図2(b)に示すように、屈曲部4cから4eの長いリード部を有するリード端子3の屈折部4c、4eの間に屈折部4dを設けない場合、屈曲部4aから4bの短いリード部を有するリード端子3に比べて大量の半田53が付着する。そのため、半田53の表面張力のバランス差が左右で大きくなり、リード部分が短いリード端子3が実装面51から浮いてしまうおそれがある。つまり、ジャイロセンサ装置1が傾斜して取り付けられてしまうので傾斜角度に狂いが生じるおそれがある。
そこで、本実施形態のジャイロセンサ装置1では、リード部分が長いリード端子3の半田上がり量を制限するために、このリード端子3の3カ所に屈折部4c、4d、4eを形成した。このように構成すれば、リード部分が長いリード端子3の半田上がり量を制限できるので、実装基板51に取り付けられるジャイロセンサ装置1の傾斜角度に狂いが生じるのを防止することができる。
特に、リード部分が長いリード端子3の高さとリード端子3の屈折部4aの高さ位置が等しくなるように構成すると、左右のリード端子3の半田上がり量を等しくできるのでより好ましいものとなる。
更に、例え、長いリード端子3の屈折部4dより上側に半田上がりが起きたとしても、この部分のリード端子3の面とパターン電極52とは全く対面していないので、この場合は、ジャイロセンサ装置1を傾かせるような表面張力は発生しない。
尚、ジャイロセンサ装置1は、その上面とジャイロセンサ装置1の搭載側の面とが平行であるので、部品搭載装置を使ってジャイロセンサ装置1の上面を吸着した後、実装基板51に対して垂直方向にジャイロセンサ装置1を移動させて搭載することができる。
これによれば、ジャイロセンサ装置1は、実装基板51への搭載時に複数のリード端子3に等しい力をかけた状態、又は樹脂部2の底面に均等な力をかけた状態で実装基板51に押さえつけられる。従って、実装基板51の搭載面とジャイロセンサ装置1の上面との平行度は高く保もたれる。即ち、実装基板51に取り付けられるジャイロセンサ装置1は、その検出軸Gと実装基板51の搭載面の垂線との角度θに狂いが生じることなく実装基
板51に搭載される。
また、本実施形態のジャイロセンサ10は、ジャイロセンサ10の短辺方向を傾斜させる(ジャイロセンサ10をその長手方向を回転軸として傾斜させる)ことによりZ軸と鉛直方向とのなす角がθとなるように構成している。このように構成すると、ジャイロセンサ10を組み込んでジャイロセンサ装置1を構成したときに装置の低背化を実現することができる。
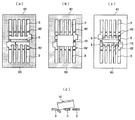
図3(a)は、本実施形態のジャイロセンサ装置1において使用するリード端子ユニットの構造を示した図、図3(b)はリード端子ユニットにジャイロセンサを接合した状態を示した上面図、図3(c)はリード端子ユニットにジャイロセンサを接合した状態を示した裏面図、図3(d)はリード端子にジャイロセンサを接合する際の不具合を示した図である。
この図3(a)に示すように、本実施形態のジャイロセンサ装置1において使用するリード端子ユニット61は、複数本のリード端子3と共にダイパッド5を備えている。そして、本実施形態では、ジャイロセンサ10とリード端子3とを接続する際に、リード端子が撓むのを防止するために、リード端子3間、及び縁部63との間を吊りリード62により接続するようにしている。
リード端子ユニット61の上面にあるダイパッド5とジャイロセンサ10とは、例えば接着剤を介して機械的に接続されている。なお、接着剤として導電性接着剤を用いて、さらに電気的に接続しても良い。またリード端子ユニット61の各リード端子3は、ジャイロセンサ10の底面にある電極端子8とボンディングワイヤ、或いは導電性接着剤により電気的に接続されている。
これにより、本実施形態のジャイロセンサ装置1の傾斜角度の精度を高めることができる。なお、図3(a)に示すリード端子ユニット61にはリード端子3の先端側を固定した3本の吊りリード62が存在するが、リード端子3の先端側を固定する為の吊りリード62は、ダイパッド5を境にして対角位置に少なくとも2カ所設けるようにすれば良い。
そうすれば、ジャイロセンサ10の対角方向の回転も抑えることができる。なお、吊りリード62は樹脂部2の形成後に切断される。
図4は、ジャイロセンサ装置の製造工程を説明するフローチャート図である。
まず、ステップS1において、ダイパッド5またはジャイロセンサ10に接着剤(非導電性接着剤、エポキシ系接着剤)を塗布した後、ダイパッド5にジャイロセンサ10を載せて接着する。
次に、ステップS2において、ワイヤボンディング法によって、リード端子3とジャイロセンサ10の底面にある電極端子8との間にワイヤを形成してボンディング配線を行なう。
次に、ステップS3では、ジャイロセンサ10を樹脂によってモールドするモールド形成を行なう。モールド形成は、キャビティが形成された上金型および下金型に、キャビティ内にジャイロセンサ10が収容されるようにリード端子3を挟み込み、キャビティ内に樹脂を充填してモールドする所謂トランスファモールド法により行なう。この時、モールドの外に出ているリードは、伸びた状態である。また、リード端子3は、複数のジャイロセンサ10を搭載できるようにパターンが複数形成されている。
この工程では、まず、上金型および下金型を樹脂の特性に合せた所定温度に加熱して保持してから、下金型の位置決めピンを位置基準にするなどの方法により、下金型上にジャイロセンサ10がボンディングされたリード端子3を位置決めして載せる。次に、樹脂タブレットを下金型のプランジャポットに入れ、リード端子3を下金型との間に挟み込むように上金型を重ね、所定の圧力を掛けて均一に型締めする。このとき、上金型および下金型の各キャビティ内にジャイロセンサ10が収容された状態となる。
次に、プランジャポット内の樹脂タブレットを所定温度にプレヒートして樹脂を溶融させ、プランジャを所定の位相・速度・温度にて稼動させて溶融樹脂を上金型および下金型のゲートからキャビティ内に注入する。キャビティ内に樹脂が充填された後、一定時間保持して樹脂を成形する。樹脂成形後、型締めを開放して上金型を外してから、キャビティ周辺に樹脂がはみ出すことによって生じる樹脂の残カルの除去を行ない、下金型からモールド樹脂成形されたリード端子3を取り出し、所定温度のオーブン内にて所定時間乾燥させる。
なお、端子めっきは、リード切断する前に行なってもよく、また、リード切断した後にリード曲げした後に行なってもよい。
最後に、特性検査や外観検査などの必要な検査を実施し(ステップS7)、本実施形態のジャイロセンサ装置1の製造工程を終了する。
このように構成すれば、ジャイロセンサ10の検出軸と樹脂部2の上面とを所望の角度に設定した本実施形態のジャイロセンサ装置1を高い生産性で製造する製造方法を提供することができる。
図13は、モールド金型を構成する上金型と下金型のうちの下金型110Aを説明する平面図であり、図14は、モールド金型110の全体構成を説明するための、下金型110Aにリードフレーム3をはさんで上金型110Bを取り付けた状態での図13のa−a線断面図である。
モールド金型110は、上金型110Bと下金型110Aとで構成されている。ここでは、まず、モールド金型110の樹脂注入経路等の構成をわかりやすく説明するために、図13に従って下金型110Aの構成を説明する。
下金型110Aは、金属等による下金型本体120に複数の凹部(キャビティ)が形成され、それら複数の凹部が、同じく凹部である連結通路(ゲートなど)によりそれぞれ連通して直列に接続された構成を有している。
なお、図中に二点鎖線で示す直方形の領域は、樹脂封止する際のリードフレーム載置位置3aを示している。
一方、上金型110Bには、上記した下金型110Aと重ねられる面の同じ位置に同一形状の開口部を有したプランジャポットと複数のキャビティ、およびこれらを連通するランナと複数のゲートとが形成されている。この上金型110Bと下金型110Aと重ね合わせて固定することにより、容器状の空間であるプランジャポット115及び複数のキャビティと、それらを連通させて直列に結んで樹脂の連絡路となるランナ及び複数のゲートとが、それぞれ形成されるようになっている。
図6に示すように、下金型110Aの下金型本体120に形成された凹部であるキャビティ111Aの凹底部分161Aは、下金型110Aにリードフレーム3を搭載したときのリードフレーム3との平行線170に対して角度θだけ傾けて形成されている。この凹底部分161Aにより、ジャイロセンサ装置1の底面が形成される。したがって、この下金型110Aによってモールド形成して得られるジャイロセンサ装置1の法線と、ジャイロセンサ10の検出軸Gとの関係が所望の角度θに設定されたジャイロセンサ装置1を形成されるようになっている。
同様に、図14に示す上金型110Bの上金型本体130に形成された凹部であるキャビティ111Bの凹底部分161Bは、リードフレーム3が搭載された下金型110A上に重ねて固定したときのリードフレーム3との平行線270に対して角度θだけ傾けて形成されている。この凹底部分161Bにより、ジャイロセンサ装置1の上面が形成される。したがって、この下金型110Aによってモールド形成して得られるジャイロセンサ装置1の上面の法線と、ジャイロセンサ10の検出軸Gとの関係が所望の角度θに設定されたジャイロセンサ装置1を形成されるようになっている。
また、下金型110Aのランナ116Aと上金型110Bのランナ116Bにより、図示しないプランジャポットから前記のひとつのキャビティに溶融樹脂を充填するときの樹脂の注入路となるひとつのランナが構成される。
さらに、下金型110Aのゲート113Aと上金型110Bのゲート113Bにより形成されるひとつのゲートが、前記のひとつのキャビティから次のキャビティに向けての樹脂の注入路となる。
なお、各キャビティ111A、111Bの側壁部分は、リードフレーム3との接触面に対して垂直もしくは垂直よりも鋭角となる角度に、内側に傾けて形成されている。
また、ジャイロセンサの検出軸Gとジャイロセンサ装置の底面および上面とを所望の角度に設定するジャイロセンサ装置の底面と上面を平行にして製造することができる。これにより、ジャイロセンサ装置を実装基板などに実装するときに、例えばマウンタにより通常のチップ型電子部品と同様にピックアップできる。また、ジャイロセンサ装置を梱包するためのトレイやフープ状梱包材(テーピング)を特殊な形状にする必要がなく、従来の部品トレイやフープ状梱包材を用いることができる。したがって、高い生産性で実装することが可能なジャイロセンサ装置を製造することができる。
この構成によれば、各キャビティに溶融樹脂を充填するときに、上金型110B側の方が樹脂の流れが強めとなるので、下金型110A側に配置されるジャイロセンサ10のボンディングワイヤおよび金ボールによるボンディング部への樹脂によるストレスを軽減することができる。これにより、ボンディングワイヤの切断やボンディング部のオープン不良の発生を抑えることができる。
この図5に示すジャイロセンサ装置20も、その内部にジャイロセンサ10の検出軸Gが当該ジャイロセンサ装置を搭載する搭載面の鉛直方向(垂線V)に対して角度θだけ傾いた状態で樹脂部2により封止されている。
この場合も樹脂部2の長手方向両側からそれぞれ複数本のリード端子3が外部に引き出されているが、このリード端子3は樹脂部2内の屈折部6eと屈折部6fと屈折部6gで折り曲げられることで、ジャイロセンサ10が当該ジャイロセンサ装置1の上面に対して角度θだけ傾斜されている。このように構成した場合は、屈折部6aと屈折部6bの間の長さは、屈折部6cと屈折部6dの間の長さとほぼ等しくできる。よって、実装基板51に取り付けたときにジャイロセンサ装置1の傾斜角度に狂いが生じるのを防止することができる。
この場合は、先ず、リード端子3の屈折部6e及び6gがリードフレームの一面(一面とは、ジャイロセンサ10との接合側となる面)に対して凸に、屈折部6fはそれに対して凹になるようにプレスする。次に、リード端子3のダイパッド5またはジャイロセンサ10に接着材53(非導電性接着剤、エポキシ系接着剤)を塗布した後、ダイパッド5にジャイロセンサ10を載せて接着する。
次に、ワイヤボンディング法によって、例えば、リード端子3に金ボール9bを載せ、金ボール9bを始点とし、ジャイロセンサ10の底面にある電極端子8を終点としたワイヤ9aを形成する。なお、電極端子8に金ボール9bを載せて始点と終点とを入れ替えても良い。ワイヤボンディングに際しては、図6に示される治具81を用いる。治具81は、リード端子3に対応するように、複数の各ジャイロセンサ10の上面をはめ込める形状を有する。
ここで、治具の底面80とリード端子3の全体とは角度θを成す。そのため、ジャイロセンサ10をはめた場合、ジャイロセンサ10の底面と治具の底面80とが平行になる。
ワイヤボンディングの際、治具の底面80を下向きに略水平に置くことで、ジャイロセンサ10の底面が略水平になり、ワイヤボンディングが正確に行われる。
次に、ジャイロセンサ10を樹脂によってモールドする。この時、モールドの外に出ているリードは、伸びた状態である。次に、リード端子3の端6h、6iおよび各リード端子3間の吊りリードを切断する。次に、リード屈折部6b、6dより樹脂部2側の箇所を固定して、リード屈折部6b、6dを折り曲げる。次に、リード屈折部6a、6cと樹脂部2との間を固定して、リード屈折部6a、6cを折り曲げる。
このように構成すれば、ジャイロセンサの検出軸Gと樹脂部2の上面とを所望の角度(ジャイロセンサ装置を搭載する搭載面の鉛直方向(垂線V)との角度θ)に設定したジャイロセンサ装置20を高い生産性で製造する製造方法を提供することができる。尚、ジャイロセンサ装置20の上面とジャイロセンサ装置20が搭載される面とは平行である。
この図7に示すジャイロセンサ装置30も、その内部にジャイロセンサ10が当該ジャイロセンサ装置30を搭載する搭載面の鉛直方向(垂線V)に対して角度θだけ傾いた状態で樹脂部2により封止されている。
この場合も樹脂部2の長手方向両側からそれぞれ複数本のリード端子3が外部に引き出されているが、このリード端子3は樹脂部2内の屈折部7e〜7lにより長手方向両側のリード端子3が階段状に折り曲げられることで、ジャイロセンサ10が当該ジャイロセンサ装置30の上面に対して角度θだけ傾斜するように配置されている。このように構成した場合は、屈折部7aと屈折部7bの間の長さは、屈折部7cと屈折部7dの間の長さとほぼ等しくできる。よって、実装基板51に取り付けたときにジャイロセンサ装置30の傾斜角度に狂いが生じるのを防止することができる。
また、ジャイロセンサ10をリード端子3の上段側の段部上に並行に配置することで、ジャイロセンサ10当該ジャイロセンサ装置30の上面に対して平行に配置することができる。つまり、ジャイロセンサ10を配置する段部位置を変更するだけでジャイロセンサ10の検出軸Gが鉛直方向Vのものと検出軸Gから所望の角度θだけ傾斜したものを作製することができる。
この場合、リード端子3の屈折部7e、7g、7j、7lを凸に、屈折部7f、7h、7i、7kを凹にするようにプレスする。なお、リード端子3は図示しないが、上下左右の方向に複数連結されており、複数のジャイロセンサ10の底をはめ込める形状を有する。
ジャイロセンサ10の底面にある電極端子8またはリード端子の屈折部7g近傍、7i近傍に半田クリームを塗布し、その半田クリームを融点以上の温度に加熱した後、常温に戻すことで、電極端子8とリードとを機械的および電気的に接続する。
次に、ジャイロセンサ10を樹脂によってモールドする。この時、モールドの外に出ているリードは伸びた状態である。次に、リード端子3の先端部および各吊りリード間を切断する。この後、屈折部7b、7dより樹脂部2側の箇所を固定して、屈折部7b、7dを折り曲げる。この後、屈折部7a、7cと樹脂部2との間を固定して屈折部7a、7cを折り曲げる。このように構成すれば、上記したようなジャイロセンサ装置30を高い生産性で製造する製造方法を提供することができる。
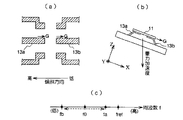
図8はジャイロセンサ10の内部構成を示した断面図、図9はジャイロセンサ10に設けられている支持基板の構成を示した図である。
この図8に示すように、ジャイロセンサ10は、角速度を検出する検出素子として水晶振動素子11を有する。水晶振動素子11は、図9(a)(b)に示すように、可撓性を有する支持部材であるワイヤ13によって支持基板12に機械的、電気的に接続されている。支持基板12は、接着剤14によってセラミックパッケージ17の内部底面に接続されている。また支持基板12の中央には開口部12aが形成されており、この開口部12aを介して支持基板12の裏面側から上面側にワイヤ13が配置されている。またセラミックパッケージ17の上面には、金属からなる蓋体16が低融点金属等の封止部材19によって接合されている。これにより、セラミックパッケージ17の内部を真空封止するようにしている。なお、蓋体16としてガラス蓋を用いることも可能であり、この場合は封止部材19として低融点ガラス等が用いられる。セラミックパッケージ17の外部底面から側面にかけて電極端子8が形成されている。電極端子8は、セラミックパッケージ17に形成されている図示しない内部導体を介して水晶振動素子11に接続されている。
尚、図9(c)に示す6本のワイヤ13のうち水晶振動素子11を主に支える支持部材としてのワイヤ13は少なくともそれぞれ中央に並ぶ2本のワイヤ13である。
この図10に示す水晶振動素子11は、基部31と、基部31から突出する一対の検出振動片32a、32b、基部31から突出する一対の接続部33と、各接続部33の先端に設けられている各駆動振動片34a、34b、34c、34dとを備えている。各駆動振動片34a、34b、34c、34dの各主面には、それぞれ細長い溝が形成されており、各駆動振動片34a、34b、34c、34dの横断面形状は略H字形状となっている。また、溝内に励振電極(駆動電極、以下同じ)36が形成されている。各駆動振動片34a、34b、34c、34dの各先端にはそれぞれ幅広部または重量部38a、38b、38c、38dが設けられている。各検出振動片32a、32bの各主面には、それぞれ細長い溝が形成されており、各検出振動片32a、32bの横断面形状は略H字形状となっている。また、溝内に検出電極37が形成されている。各検出振動片32a、32bの各先端にはそれぞれ幅広部または重量部35a、35bが設けられている。
図10(a)は駆動モードの振動を示す。駆動時には、各駆動振動片34a、34b、34c、34dが、それぞれ、接続部33への付け根39を中心として矢印Aのように屈曲振動する。この状態で水晶振動素子11を、水晶振動素子11に略垂直な回転軸Gの周りに角速度ωで回転させる。すると、図10(b)に示すように、重量部38a、38b、38c、38dに、屈曲振動の方向Aおよび回転軸Gの両方に垂直な方向である方向にコリオリ力Fが加わる。その結果、接続部33が基部31への付け根33aを中心として、矢印Bのように屈曲振動する。各検出振動片32a、32bが、それぞれ、その反作用によって、基部31の付け根40を中心として、矢印Cのように屈曲振動する。矢印Cの屈曲振動によって圧電現象が生じ、検出電極37の電位が変化する。この電位の変化を図示しない検出回路によって検出することで、検出軸(回転軸)G回りの角速度ωを求める。ここで、水晶振動素子11の+X軸/−X軸の結晶軸方向を矢印Aの方向となるようにし、水晶振動素子11のZ軸の結晶軸方向を回転軸Gと揃えると検出効率が高い。
また、このような構成の水晶振動素子11からなる検出素子は、回転軸Gの方向が水晶振動素子11の厚み方向であるので、回転軸が検出振動片の延長方向と一致する音叉振動子を採用した検出素子と比較してジャイロセンサ10を低背に構成することができる。
即ち、図11(b)に示すようにワイヤ13a側を高く、ワイヤ13b側を低くして検出軸Gに角度θの傾斜を持たせた場合は重力加速度のX軸成分の方向に対するワイヤ13aの延長方向と、ワイヤ13bの延長方向とが逆向きの関係になる。その為、ワイヤ13a、13bが受ける加速度の影響(慣性力の方向)が異なる。例えば、図11(c)に示すように水晶振動素子11の共振周波数をfref、水晶振動素子11の水平時におけるワイヤ13a、13bの共振周波数をf0とした場合、傾斜状態では重力加速度のX軸成分の影響によりワイヤ13aには伸張力が発生し、一方、ワイヤ13bには圧縮力が発生するのでワイヤ13aの共振周波数faは高くなり、ワイヤ13bの共振周波数fbは低くなる。従って、ワイヤ13aと13bの共振周波数が大きく異なる場合がある。ワイヤ13a、13bの共振周波数が大きく異なる場合は、水晶振動素子11の共振周波数に近づき、共振エネルギーの結合が起きる可能性があると共に、水晶振動素子11の搭載状態も不安定となり易い。
そこで、本実施の形態では、図12(a)(b)に示すようにジャイロセンサ10(水晶振動素子11)の傾斜方向がY軸方向となる向きでジャイロセンサ10をジャイロセンサ装置1に搭載するようにした。即ち、ワイヤ13aとワイヤ13bとを傾斜方向を中心軸として対称的に配置した構成すると、Y軸方向に加速度が加わった場合でも、ワイヤ13a、13bに対しては、同じように加速度が影響するので、図12(c)に示すようにワイヤ13a、13bの共振周波数に周波数差が発生しにくくなる。よって、例えば、周波数調整等の管理がし易いという利点がある。また、ワイヤ13a、13bの延長方向と加速度方向(Y軸方向)が一致しないので、ワイヤ13が受ける加速度の影響が小さい。
従って、図12(c)に示すようにワイヤ13a、13bの共振周波数の変動量が小さくでき、共振エネルギーの結合が起き難いという利点がある。
さらに、図12(a)に示すようにワイヤ13aとワイヤ13bとを傾斜方向を中心軸として対称的に配置し、且つ、ワイヤ13aの延長方向とワイヤ13bの延長方向とが傾斜方向に対して直交した構成の場合、水平時はY軸方向の加速度の向きが逆向き(G)であっても、ワイヤ13a、13bの共振周波数の変化特性はほぼ同じになるので、例えば本実施形態のジャイロセンサを水平状態で搭載することも可能になる。
尚、このような構成のジャイロセンサ10を備えたジャイロセンサ装置では、車両にY軸方向と車両の加速度方向とが一致するように組み込まれるので、車両の進行方向の加速度に対してもワイヤ13aと13bの共振周波数の変化特性が与えるジャイロセンサ装置への悪影響を抑えることができる。
また、ワイヤ13は水晶振動素子11の基部31と一体化した水晶からなるリード状のものであっても良い
Claims (5)
- 検出軸方向の物理量の大きさに応じた信号を出力する検出素子と、
前記検出素子の略中央を支持する可撓性を有する複数の支持部材と、
前記検出素子及び前記支持部材を収納するパッケージ用基板と、を備え、
前記複数の支持部材の延長方向をX軸、前記検出素子の平面内において直交する軸をY軸、前記X軸と前記Y軸とに直交する軸をZ軸としたときに、
前記支持部材に加わる前記検出素子のY軸方向の荷重成分が前記複数の支持部材において略同一であり、且つ、前記Z軸方向の荷重成分が前記複数の支持部材間において略同一である慣性センサと、
前記慣性センサと電気的に接続され、前記慣性センサから一方に延出している第1リード端子と、前記慣性センサから他方に延出している第2リード端子と、
前記第1リード端子および前記第2リード端子の一部と前記慣性センサとを収納しているモールドパッケージと、を備え、
前記第1リード端子と前記第2リード端子は、それぞれ前記モールドパッケージから露出している部分を含み、前記第1リード端子の前記露出している部分の長さは、前記第2リード端子の前記露出している部分の長さよりも長く、
前記第1リード端子は前記露出している部分に、
前記モールドパッケージの一方の側面に沿うように曲げられている第1屈折部と、
前記モールドパッケージの前記一方の側面に沿い、前記モールドパッケージの実装側の面に沿うように曲げられている第2屈折部と、
前記第1屈折部と前記第2屈折部との間に有し、前記モールドパッケージの前記一方の側面に設けられている屈曲部に沿うように曲げられている第3屈折部と、を含み、
前記実装側の面を通過し、前記実装側の面と垂直方向の仮想線を設けたとき、
前記第3屈折部と前記仮想線との間の距離は、前記第1屈折部と前記仮想線との間の距離および前記第2屈折部と前記仮想線との間の距離よりも長く、
前記第1リード端子と前記第2リード端子は、実装基板に対して半田を介して実装されることを特徴とする慣性センサ装置。 - 前記検出素子は、角速度を検出する検出軸が前記Z軸方向で、且つ、前記Z軸と鉛直方
向との成す角がθであり、
前記Y軸方向の荷重成分と前記Z軸方向の荷重成分とを合成した荷重成分が少なくとも重力加速度に基づく荷重成分であることを特徴とする請求項1に記載の慣性センサ装置。 - 当該慣性センサの短辺方向を傾斜させることにより前記Z軸と前記鉛直方向とのなす角がθとなるように構成されていることを特徴とする請求項2に記載の慣性センサ装置。
- 前記パッケージ用基板は、外底面が平坦であると共に、該外底面の形状が短辺と長辺とを有する矩形であり、且つ、前記外底面には実装接続する為の電極端子を有し、
前記パッケージ用基板は、前記外底面の短辺方向が傾斜した状態で前記電極端子を実装
接続されるものであることを特徴とする請求項1から3のいずれか一項に記載の慣性センサ装置。 - 前記第2リード端子の前記露出している部分は、少なくとも前記モールドパッケージの他方の側面に沿って設けられていることを特徴とする請求項1から4のいずれか一項に記載の慣性センサ装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007119281A JP5622347B2 (ja) | 2006-08-09 | 2007-04-27 | 慣性センサ装置 |
| US11/878,883 US7886596B2 (en) | 2006-08-09 | 2007-07-27 | Inertial sensor |
| CN2007101403404A CN101126646B (zh) | 2006-08-09 | 2007-08-09 | 惯性传感器、惯性传感器装置及其制造方法 |
| CN2011100046162A CN102156195B (zh) | 2006-08-09 | 2007-08-09 | 惯性传感器装置的制造方法 |
| US12/984,133 US8309385B2 (en) | 2006-08-09 | 2011-01-04 | Inertial sensor, inertial sensor device and manufacturing method of the same |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006216505 | 2006-08-09 | ||
| JP2006216505 | 2006-08-09 | ||
| JP2006249404 | 2006-09-14 | ||
| JP2006249404 | 2006-09-14 | ||
| JP2007119281A JP5622347B2 (ja) | 2006-08-09 | 2007-04-27 | 慣性センサ装置 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009224160A Division JP2010002427A (ja) | 2006-08-09 | 2009-09-29 | 慣性センサ、慣性センサ装置及びその製造方法 |
| JP2013096955A Division JP5686153B2 (ja) | 2006-08-09 | 2013-05-02 | 慣性センサ装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008096420A JP2008096420A (ja) | 2008-04-24 |
| JP2008096420A5 JP2008096420A5 (ja) | 2009-11-12 |
| JP5622347B2 true JP5622347B2 (ja) | 2014-11-12 |
Family
ID=39049246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007119281A Expired - Fee Related JP5622347B2 (ja) | 2006-08-09 | 2007-04-27 | 慣性センサ装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US7886596B2 (ja) |
| JP (1) | JP5622347B2 (ja) |
| CN (2) | CN102156195B (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010002427A (ja) * | 2006-08-09 | 2010-01-07 | Epson Toyocom Corp | 慣性センサ、慣性センサ装置及びその製造方法 |
| DE102007053808B4 (de) * | 2007-11-12 | 2023-07-06 | Robert Bosch Gmbh | Sockelelement, Sockelanordnung und Verfahren zur Herstellung einer weiteren Sockelanordnung |
| EP2112471A1 (fr) * | 2008-04-22 | 2009-10-28 | Microcomponents AG | Dispositif de montage pour composant électronique |
| JP2010060358A (ja) * | 2008-09-02 | 2010-03-18 | Murata Mfg Co Ltd | 角速度センサ |
| US8256288B2 (en) * | 2008-12-16 | 2012-09-04 | Seiko Epson Corporation | Sensor device |
| JP2010190706A (ja) * | 2009-02-18 | 2010-09-02 | Panasonic Corp | 慣性力センサ |
| US8359920B2 (en) * | 2009-05-15 | 2013-01-29 | Lockheed Martin Corp. | Gravity sensing instrument |
| JP2011133246A (ja) * | 2009-12-22 | 2011-07-07 | Sony Corp | 角速度センサ及び電子機器 |
| JP5776184B2 (ja) * | 2011-01-19 | 2015-09-09 | 株式会社村田製作所 | センサ装置 |
| KR101239636B1 (ko) * | 2011-04-08 | 2013-03-11 | 국방과학연구소 | Mems 공진기, 이를 구비하는 센서 및 mems 공진기의 제조방법 |
| CN102384749B (zh) * | 2011-10-20 | 2014-02-05 | 惠州市德赛西威汽车电子有限公司 | 车载导航陀螺仪连接器 |
| US9635794B2 (en) * | 2012-02-20 | 2017-04-25 | Trw Automotive U.S. Llc | Method and apparatus for attachment of integrated circuits |
| KR20140009799A (ko) * | 2012-07-13 | 2014-01-23 | 에스케이하이닉스 주식회사 | 전자 소자의 패키지 및 제조 방법 |
| CN103292809B (zh) * | 2013-05-14 | 2016-03-09 | 哈尔滨工程大学 | 一种单轴旋转式惯导系统及其专用误差自补偿方法 |
| JP5757352B2 (ja) * | 2014-02-21 | 2015-07-29 | セイコーエプソン株式会社 | センサデバイス |
| WO2016009635A1 (ja) * | 2014-07-16 | 2016-01-21 | セイコーエプソン株式会社 | センサーユニット、電子機器、および移動体 |
| US9612251B2 (en) * | 2014-09-30 | 2017-04-04 | Meng Liang Chen | G-force measurement system with a horizontally deviated accelerometer |
| JP6429199B2 (ja) * | 2015-05-29 | 2018-11-28 | 日立オートモティブシステムズ株式会社 | 慣性センサ |
| US11024608B2 (en) | 2017-03-28 | 2021-06-01 | X Display Company Technology Limited | Structures and methods for electrical connection of micro-devices and substrates |
| CN107167623B (zh) * | 2017-05-22 | 2021-11-26 | 杭州集普科技有限公司 | 汽车碰撞试验用三轴角速度传感器 |
| JP7024349B2 (ja) * | 2017-11-24 | 2022-02-24 | セイコーエプソン株式会社 | センサーユニット、センサーユニットの製造方法、慣性計測装置、電子機器、および移動体 |
| GB2570004B (en) * | 2018-01-09 | 2022-03-02 | Jaguar Land Rover Ltd | Sensor apparatus |
| JP7179682B2 (ja) * | 2019-05-31 | 2022-11-29 | 株式会社東芝 | 振動検出装置 |
| US11101417B2 (en) * | 2019-08-06 | 2021-08-24 | X Display Company Technology Limited | Structures and methods for electrically connecting printed components |
| JP2022107279A (ja) * | 2021-01-08 | 2022-07-21 | セイコーエプソン株式会社 | 慣性計測装置 |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3650648A (en) * | 1970-02-25 | 1972-03-21 | Union Carbide Corp | System for molding electronic components |
| US5866818A (en) | 1995-11-30 | 1999-02-02 | Matsushita Electric Works, Ltd. | Acceleration sensor device |
| JP3259645B2 (ja) * | 1995-11-30 | 2002-02-25 | 松下電工株式会社 | 加速度センサ及びその製造方法 |
| JPH09166445A (ja) * | 1995-12-15 | 1997-06-24 | Miyota Kk | 角速度センサ |
| DE19637079C2 (de) * | 1996-09-12 | 2000-05-25 | Telefunken Microelectron | Anordnung zur Beschleunigungsmessung |
| JPH11317326A (ja) * | 1998-03-06 | 1999-11-16 | Rohm Co Ltd | 電子部品 |
| JP3892139B2 (ja) * | 1998-03-27 | 2007-03-14 | 株式会社ルネサステクノロジ | 半導体装置 |
| JP3608381B2 (ja) * | 1998-05-18 | 2005-01-12 | 株式会社村田製作所 | 角速度センサ |
| JP2000337884A (ja) * | 1999-03-25 | 2000-12-08 | Murata Mfg Co Ltd | 角速度センサ |
| JP2002022452A (ja) | 2000-07-11 | 2002-01-23 | Ngk Insulators Ltd | 振動型ジャイロスコープを内蔵した角速度測定装置 |
| JP4066608B2 (ja) * | 2001-03-16 | 2008-03-26 | 日亜化学工業株式会社 | パッケージ成形体及びその製造方法 |
| JP4173346B2 (ja) * | 2001-12-14 | 2008-10-29 | 株式会社ルネサステクノロジ | 半導体装置 |
| JP2003185439A (ja) * | 2001-12-20 | 2003-07-03 | Nec Tokin Corp | 圧電振動ジャイロ |
| JP2003227844A (ja) | 2002-02-04 | 2003-08-15 | Pioneer Electronic Corp | センサ装置及び移動体用電子機器 |
| CN100510631C (zh) | 2002-05-28 | 2009-07-08 | 多摩川精机株式会社 | 角速度传感器 |
| KR100563584B1 (ko) * | 2002-07-29 | 2006-03-22 | 야마하 가부시키가이샤 | 자기 센서의 제조 방법과 그 리드 프레임, 자기 센서, 및센서 장치 |
| JP4389480B2 (ja) | 2003-05-28 | 2009-12-24 | セイコーエプソン株式会社 | 振動子の支持機構及び振動子ユニット |
| JP2004361175A (ja) * | 2003-06-03 | 2004-12-24 | Seiko Epson Corp | 素子取付パッケージ |
| CN1219185C (zh) * | 2003-06-05 | 2005-09-14 | 上海工程技术大学 | 烘房风机回转供风系统 |
| EP2447672A3 (en) * | 2003-11-12 | 2014-01-22 | Seiko Epson Corporation | Support member of vibrator |
| JP2005203434A (ja) | 2004-01-13 | 2005-07-28 | Fuji Photo Film Co Ltd | パターン形成方法 |
| JP2005249428A (ja) | 2004-03-01 | 2005-09-15 | Ngk Insulators Ltd | 振動子の支持構造、その製造方法および振動子用パッケージ |
| CN100398993C (zh) * | 2004-05-20 | 2008-07-02 | 上海交通大学 | 静电悬浮转子微惯性传感器及其制造方法 |
| JP2006064539A (ja) * | 2004-08-26 | 2006-03-09 | Matsushita Electric Works Ltd | ジャイロセンサおよび角速度検出方法 |
| JP4487696B2 (ja) * | 2004-09-10 | 2010-06-23 | ヤマハ株式会社 | 物理量センサ及び物理量センサの製造方法 |
| JP4428309B2 (ja) * | 2004-09-10 | 2010-03-10 | セイコーエプソン株式会社 | 振動型ジャイロスコープ |
| JP2006105614A (ja) * | 2004-09-30 | 2006-04-20 | Seiko Epson Corp | 振動型ジャイロスコープ、及び振動型ジャイロスコープの製造方法 |
| US7595548B2 (en) * | 2004-10-08 | 2009-09-29 | Yamaha Corporation | Physical quantity sensor and manufacturing method therefor |
| CN100472777C (zh) * | 2004-10-08 | 2009-03-25 | 雅马哈株式会社 | 物理量传感器及其制造方法 |
| WO2006040987A1 (ja) * | 2004-10-08 | 2006-04-20 | Yamaha Corporation | 物理量センサの製造方法 |
| US20060211176A1 (en) * | 2005-03-09 | 2006-09-21 | Shiga International | Manufacturing method for physical quantity sensor using lead frame and bonding device therefor |
| US20060208344A1 (en) * | 2005-03-16 | 2006-09-21 | Shiu Hei M | Lead frame panel and method of packaging semiconductor devices using the lead frame panel |
| JP4682671B2 (ja) * | 2005-03-31 | 2011-05-11 | セイコーエプソン株式会社 | 圧電デバイス |
| JP4534912B2 (ja) * | 2005-08-30 | 2010-09-01 | 株式会社デンソー | 角速度センサの取付構造 |
| US7588999B2 (en) * | 2005-10-28 | 2009-09-15 | Semiconductor Components Industries, Llc | Method of forming a leaded molded array package |
| JP2010002427A (ja) * | 2006-08-09 | 2010-01-07 | Epson Toyocom Corp | 慣性センサ、慣性センサ装置及びその製造方法 |
| ITTO20070489A1 (it) * | 2007-07-05 | 2009-01-06 | St Microelectronics Srl | Procedimento e sistema di fabbricazione di un dispositivo a semiconduttore incapsulato |
-
2007
- 2007-04-27 JP JP2007119281A patent/JP5622347B2/ja not_active Expired - Fee Related
- 2007-07-27 US US11/878,883 patent/US7886596B2/en not_active Expired - Fee Related
- 2007-08-09 CN CN2011100046162A patent/CN102156195B/zh not_active Expired - Fee Related
- 2007-08-09 CN CN2007101403404A patent/CN101126646B/zh not_active Expired - Fee Related
-
2011
- 2011-01-04 US US12/984,133 patent/US8309385B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN101126646A (zh) | 2008-02-20 |
| US20110113879A1 (en) | 2011-05-19 |
| CN102156195B (zh) | 2013-03-20 |
| US7886596B2 (en) | 2011-02-15 |
| CN102156195A (zh) | 2011-08-17 |
| JP2008096420A (ja) | 2008-04-24 |
| US20080034865A1 (en) | 2008-02-14 |
| US8309385B2 (en) | 2012-11-13 |
| CN101126646B (zh) | 2011-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5622347B2 (ja) | 慣性センサ装置 | |
| KR100779352B1 (ko) | 각속도 센서 | |
| JP5164015B2 (ja) | 多軸ジャイロセンサ | |
| JP5686153B2 (ja) | 慣性センサ装置 | |
| JP2009041962A (ja) | 外力検知装置およびその製造方法 | |
| JP2006214898A (ja) | 圧電デバイス及び電子機器 | |
| JP2014119412A (ja) | 多軸物理量検出装置、多軸物理量検出装置の製造方法、電子機器および移動体 | |
| JP2010151580A (ja) | センサデバイス | |
| JP2006234463A (ja) | 慣性センサ | |
| JP2006234462A (ja) | 慣性センサ | |
| JP2007071672A (ja) | 角速度センサ | |
| JP2008051629A (ja) | センサモジュール | |
| JP2006234462A5 (ja) | ||
| JP2014098565A (ja) | 電子デバイス、電子デバイスの製造方法、電子機器及び移動体 | |
| JP5695292B2 (ja) | センサデバイス | |
| JP2007281377A (ja) | 電子部品用リッド、及び電子部品 | |
| JP2008058145A (ja) | 慣性センサ、及び慣性センサの製造方法 | |
| JP2011149789A (ja) | モーションセンサーの製造方法、およびモーションセンサー | |
| JP2007316091A (ja) | 慣性センサ | |
| US20240072765A1 (en) | Structure, physical quantity sensor, inertial sensor, and method for manufacturing structure | |
| JP5757174B2 (ja) | センサ装置およびその製造方法 | |
| JP2008058143A (ja) | 慣性センサ、慣性センサの製造方法、及び慣性センサ本体の取り付け構造 | |
| JP2007316090A (ja) | 慣性センサ | |
| JP2024003931A (ja) | 慣性センサー、慣性センサーの製造方法、及び慣性計測装置 | |
| JPH11281666A (ja) | シリコン加速度センサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090929 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090929 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110729 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20110729 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110819 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120413 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130502 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130513 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20130524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140811 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20140819 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140922 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5622347 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |